
焼成治具及びその製造方法
【発明の詳細な説明】
【0001】
【産業上の利用分野】この発明は、被焼成物(以下、ワークとも称す。)と反応しにくく、耐久性に優れ、安価で軽量な焼成治具を得るためのコーティング剤およびこのコーティング剤を用いて得られる焼成用治具に関する発明である。
【0002】
【従来の技術】従来より、1000〜1700℃程度の高温零囲気下において、使用される焼成治具には、ムライト質もしくはアルミナ質耐火物が使用されていた。また、近年は焼成炉の運転をより経済的、より生産性を向上させるため、省エネ運転,高速運転をなすために、焼成治具の比重を小さくしたり、厚みを薄くすることが行なわれてきた。一方、焼成されるワークと焼成治具との反応を防ぎ、焼成治具の寿命を長くするためにイットリア等の安定化剤を含むジルコニア被膜を有する焼成治具も利用されている。ジルコニア被膜に添加される安定化剤には、他にカルシア,マグネシア,セリア等がある。ジルコニア被膜を有する焼成治具に関する関連技術の例として、基材が繊維質のものが特開平2−89989号公報に開示されている。安定化剤は、焼成されるワークの組成により適宜に選択されている。更に、焼成治具の基材をムライトあるいは炭化珪素にして、ワークとの反応防止被膜を高純度アルミナ被膜とする焼成治具の例もある。
【0003】
【発明が解決しようとする課題】従来におけるワークと焼成治具との反応防止被膜は、凹凸の無い厚みが略均一な被膜により形成されていた。この被膜形成に使用されるコーティング剤は、所定の割合により安定化剤を含有したジルコニアまたは部分安定化されたジルコニアあるいはアルミナおよび溶媒からなるものであり、他に分散剤,消泡剤,粘性調整剤を適宜添加したものであるが、このコーティング剤では、得られる被膜は平坦なものとなっていた。
【0004】この発明では、従来より使用されていた平坦な反応防止被膜に代えて小さな孔を有し、より反応防止効果に優れ、脱脂工程における脱脂効果に優れた焼成治具および反応防止被膜を形成するコーティング剤とその使用方法を提供するものである。
【0005】
【課題を解決するための手段】この発明では、前記課題を解決するため、請求項1の発明は、焼成治具の製造する方法にあって、ムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択される焼成治具基材に対して、イットリア,カルシア等の安定化剤を含むジルコニアまたは高純度アルミナおよび吸水性ポリマーからなる焼失剤を主成分とする焼成治具用コーティング剤を塗布し、1200〜1600℃条件下にて焼成することを特徴としている。請求項1の発明は、焼失跡のあるワークとの反応防止層を形成できるコーティング剤を利用して、焼成治具を製造する方法についての発明である。
【0006】
【0007】
【0008】請求項2の発明は、基材および基材の被覆層からなる焼成治具において、基材がムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択されるものであり、被覆層が直径0.5〜2mmにある焼失跡である孔を全面に有し、最低被覆厚50〜250μmを確保している、安定化剤を含むジルコニアからなるコーティング剤の焼成層または高純度アルミナからなるコーティング剤の焼成層であることを特徴としている。請求項2の発明は、請求項1の方法により得られる焼成治具そのものについての発明である。
【0009】請求項3の発明は、反応防止層であるコーティング剤の焼成層が、板状の焼成治具基材の両面に形成されていることを特徴としている。請求項3の発明は、請求項1の方法により得られる焼成治具が板状であり、反応防止層が両面に形成された焼成治具についての発明である。この発明における板状とは、表面が概ね平らであっても、あるいはV溝,U溝または波状の凹凸が形成されたものも含んでいる。
【0010】以下、上述したこの発明の各構成要素について、詳しく説明する。この発明に言う焼成治具とは、陶磁器あるいは電子セラミック部品(絶縁体,伝導体,半導体,誘電体,圧電体,磁性体など),碍子,切削・研磨材料などを焼成する際に用いられる耐熱性のある治具のことであり、形状により台板,棚板,セッター,さや,とち,匣鉢,支柱などと呼ばれる。これらの中で、直接被焼成物(ワーク)と接する治具としては、棚板,セッターがある。また、これら焼成治具の基材材質としては、ムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択されるものが使用される。
【0011】ワークとの反応を防止できる被覆層形成に使用されるコーティング剤の主成分の一つは、ジルコニア,高純度アルミナから選択されるセラミック成分であり、これらのうちのジルコニアに対して結晶構造を立方晶にして安定化させるための安定化剤としてイットリア,カルシア,マグネシア,セリア等から任意に選択されるものの一種類以上を2〜20重量%添加してあるいは前もって安定化剤を添加仮焼された部分安定化ジルコニアが使用される。高純度アルミナの場合は、安定化剤とは異った機能である高温時の粒成長を防止するためのマグネシアを添加することもある。
【0012】ジルコニア,アルミナ等のセラミック成分および安定化剤は、粒子径0.5μmから50μmに入る粉末よりコーティング剤となる。この粒子径範囲のうち、10〜20μmに入るものを利用するとき、一番問題ないコーティング剤層となる。この粒子径が0.5μm未満にある時は、コーティング剤による被覆層を焼成する際に、基材中のシリカ成分とジルコニアあるいはアルミナが反応してしまい、後日のワーク焼成時にワークとの反応防止層としての機能に悪影響を与える。一方、粒子径が50μm以上にあると、反応防止層の表面が粗面になって、脱脂工程における分解ガスの拡散効果はあるものの、粒子自体の固着力が弱くなり、ハンドリングあるいはワークとの接触によって脱粒が生じることがある。脱粒があると、次第にコーティング剤による被覆層が薄くなり、焼成治具基材がむき出しになる。また作業環境が粉っぽくなり、製品に異物が混入する可能性が生じ良くない。
【0013】コーティング剤のもう一方の主成分は、焼失剤である。焼失剤は焼成後の焼失跡の大きさから0.5〜2mm迄の大きさから選択される。焼失剤に使用される物質として、焼成時に熱分解するものであれば使用できる。焼成時の分解ガスが焼成治具あるいは反応防止層に対して無害なものから選択するが、吸水性ポリマーを含む合成樹脂粒,ゴム粒,球状カーボン,木片,籾殻,植物種子等あるいは溶媒に不溶性の物質例えば油が利用できる。
【0014】焼失剤のうち特に優れているのは、吸水性ポリマー粒である。吸水性ポリマーを焼失剤として利用した時、優れているのは吸水後の比重が1に近く、コーティング剤のスラリーの調整が簡単で、焼失剤の分布が均一なものが得られ易いためである。さらに、乾燥により吸水分が蒸発して体積が減少し、コーティグ剤の焼成時に発生する分解ガスが、他の焼失材と比べて少なく、コーティグ剤焼成時のクラック発生や剥離等のトラブルがない。吸水性ポリマー粒の粒子径は、吸水前の大きさが通常250μm以下において用いられる。この吸水性ポリマーの粒子径が250μmを越えるものを使用した時には、吸水後の吸水性ポリマーが数mm径にもなり、コーティング層を形成し、焼成した時の孔が大きなものとなる傾向がある。逆に、粒子径が20μm以下のものばかり使用した時には、焼成後の孔がワークの大きさに比べ微小なものとなり、孔を形成した効果が見られないものとなる。
【0015】吸水性ポリマーの組成上の種類としては、変性デンプン,セルロース系,アクリロニトリルグラフト化デンプン加水分解物系,ポリアクリロニトリル誘導体系,ポリアクリルアミド系およびポリアクリル酸塩系,酢酸ビニル/アクリル酸メチルコポリマーけん化物系,ポリオキシエチレン系であって、いずれも親水基がポリオキシエチレン鎖またはカルボン酸側鎖のものである。その他、ポリビニルピロリドン,ポリビニルアルコールなどの非イオン系,ポリスチレンスルホン酸,ポリ−2−アクリルアミド−2−メチルプロパンスルホン酸などのスルホン酸系のポリマーの架橋物もある。
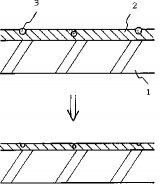
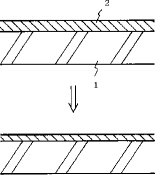
【0016】コーティング剤中の吸水性ポリマーの量は、0.1〜2重量%が良い。0.1重量%以下では焼成治具基材に対して、部分的にしか孔ができず焼成効果が従来品と変わらない。また2重量%以上では、吸水性ポリマーが焼成治具基材表面全面に広がり、表面が平坦にあって孔を有したジルコニア層とならない。このコーティング剤中の、吸水性ポリマーの添加量による違いを模式的に示したのが図1ないし図3である。図では上段にコーティング剤が湿潤状態にあるものの、下段にコーティング剤を乾燥させた時にあるものを示している。図1では、吸水性ポリマー量が0.1〜2重量%の範囲にある時の、焼成治具基材およびコーティング剤層の断面を示している。図中符号1は焼成治具基材であり、2はコーティング剤である。また、符号3は吸水状態にある吸水性ポリマーである。下段にある乾燥状態では、吸水性ポリマーの体積が著しく減少するので図示を省いている。図2および図3では、吸水性ポリマーの添加量を0.1重量%未満の時および2重量%を越える時を特徴的に表している。図4では、従来より存在する表面が平坦である焼成治具基材に吸水性ポリマーを含まないコーティング剤を塗布した時の、乾燥前後における断面図を示している。
【0017】この発明において、コーティング剤は上記非反応性セラミック,安定化剤,吸水性ポリマー以外に、分散媒としての水,分散剤,湿潤剤,消泡剤,起泡剤等の界面活性剤,メチルセルロース,ポリビニルアルコール,ヒドロキシメチルセルロース,ポリアクリル酸ソーダ,グアーガム等の増粘剤を適宜添加し、粘度1000cps〜4000cpsのスラリー状にして使用される。このスラリー状のコーティング剤の不揮発分は、40〜80%程度に調整される。この水分割合が60%より大きい時には、基材の吸水率が少ないために、何度も重ね塗りをしないと、コーティング剤による被覆層の厚みが50μm以上にならないため効率が悪い。また、20%以下では粘性が大きくなり被覆しずらいものとなり良くない。
【0018】コーティング剤を焼成治具基材に対して、塗付するには公知の塗装手段により被覆層を形成することになる。塗装手段としては、スプレーガン,ナイフコータ,ロールコータによる塗装、ディッピングが例示できる。この時、コーティング剤による被覆厚み(量)は、湿潤状態において70〜350μm(0.02〜0.2g/cm2)とするのが良い。この範囲に被覆厚み(量)がある時、焼成後の被覆層の厚みが50〜250μmとなり、ワークとの反応防止層としての機能が、得られるものとなる。被覆層の厚みは、50μm未満にあるときは、被覆層と焼成治具基材の反応層が表面に生じ、ワークとの反応防止効果に問題が生じる。一方、被覆層の厚みが250μmを越えるときは、被覆層自身に焼成時におけるクラックが生じ、基材がむき出しの部分で反応が見られたり、被覆層の剥離の原因となり良くない。コーティング剤による被覆層の焼成は、1400℃±200℃の範囲の中から、セラミック成分の焼結温度に応じて、適宜選択し行なわれる。この焼成温度は、所定の焼成温度より低い場合には、焼成治具基材との密着不足となり、また逆に高すぎる温度により焼成されると、焼成治具基材との反応が大きく進行したり、基材からの反応防止層の剥離が生じるようになる。コーティング剤の被覆層を含めた焼成治具基材の焼成によれば、焼成治具表面に直径0.5〜2mmにある焼失剤の焼失跡が形成されたものができあがる。
【0019】被覆層の形成は、焼成治具基材が板状物である時、その両面に形成させるのが好ましい。これは被覆層を焼成させた時に、焼成治具基材に応力が生じるためであり、応力が生じても変形のない厚みがあったり、応力に耐える強度を有していれば片面形成でも良い。図7R>7は、板状の焼成治具にあって、両面に反応防止層が形成されたものの断面模式図。
【0020】
【作用】この発明では、コーティング剤中に焼失剤粒子を配合することにより、被覆層に孔が形成され、ワークとの接点が少なくなるため反応しにくくなる。またワークは焼成時には収縮するため、面で支えるより点で支えた方がより精度が上がる。ワーク下面に空間を持つことができるようになり、ワークから発生する昇華,蒸発成分を溜めることができる。さらに、バインダー成分の多いワークにおいても、上面からの脱脂だけでなく下面からも脱脂ができ、脱バインダー工程を長くする必要がなくなる。
【0021】
【実施例1】下記の配合組成によりコーティング剤1を作成した。
水 31重量部 分散剤 1重量部 吸水性ポリマー 0.4重量部 カルシア安定化ジルコニア 66重量部 バインダー 1.6重量部 ────────────────────────────── 100重量部
【0022】実施例1では分散剤は、花王(株)製の商品名ポイズ520を使用し、吸水性ポリマーは住友化学工業(株)の商品名スミカゲルS−100,カルシア安定化ジルコニアは第一稀元素化学工業(株)の商品名FSD−350F平均粒径3.0μm,バインダーは三井東圧化学(株)の商品名WA−310を使用した。これら割合により混合されたコーティング剤をボールミルで24hr分散し、スプレーガンを用いて、ムライト質の基板の両面へ200μm(0.1g/cm2)塗布した。また130℃で1hr乾燥したものを1500℃(昇降温度200℃/hr)にて焼成した。
【0023】この被覆層を有するムライト質焼成治具を用い、バインダーを多量に含有したチタン酸バリウム系のコンデンサーのワークを焼成した所、吸水性ポリマーを用いない時と比べ、不良品の占める割合が、全体の1%から0.05%へと大巾に減少し、製品歩留りが向上した。
【0024】
【実施例2】下記の配合組成によりコーティング剤2を作成した。
水 25重量部 分散剤 0.5重量部 吸水性ポリマー 1重量部 アルミナ粉 70重量部 バインダー 3.5重量部 ────────────────────────────── 100重量部
【0025】実施例2では分散剤は、中京油脂(株)製のポリアクリル酸アンモニウム塩が主成分である商品名セルナD−305を使用し、吸水性ポリマーは三菱化学(株)の商品名IH,アルミナ粉は住友化学工業(株)の商品名AM−25,バインダーは昭和高分子(株)の商品名SUM−4100を使用した。これら割合により混合されたコーティング剤をボールミルで48hr分散し、ハケを用いて、ムライト質またはマグネシアスピネル質の基板へ300μm(0.15g/cm2)塗布した。また130℃で1hr乾燥したものを1600℃(昇降温度100℃/hr)にて焼成した。
【0026】この基板により、陶磁器を焼成した所、コーティング剤との融着が従来のものと比べ減少し、これにともない再コーティングの必要回数も大巾に減少した。
【0027】
【実施例3】下記の配合組成によりコーティング剤3を作成した。
水 33重量部 分散剤 1重量部 焼失剤 4重量部 カルシア安定化ジルコニア 60重量部 バインダー 2重量部 ────────────────────────────── 100重量部
【0028】実施例3では、実施例1に用いた分散剤,カルシア安定化ジルコニア,バインダーを用い、焼失剤に住友精化(株)製の低密度ポリエチレンである商品名フロービーズCL−12007、平均粒径850μmを使用した。これら割合により混合されたコーティング剤をボールミルで24hr分散し、スプレーガンを用いて、ムライト質の基板へ200μm(0.1g/cm2)塗布した。また130℃で1hr乾燥したものを1500℃(昇降温度200℃/hr)にて焼成した。
【0029】実施例3についても、実施例1と同じチタン酸バリウム系のコンデンサーのワークの焼成を行った。この場合も、ワークの不良品の発生が、従来の焼失剤なしの時に比べ、全体の1%から0.08%へと大巾に減少し、製品歩留りが向上した。
【0030】
【発明の効果】請求項1あるいは請求項2では、焼成治具表面に微小孔のある、ワークとの反応防止層を形成できるコーティング剤であり、焼成治具そのものの耐久性の向上あるいは、ワークの不良品発生を低減することが可能となる。請求項3あるいは請求項4では、上記耐久性の向上した、不良品発生の少ない焼成治具を製造可能とし、製造された焼成治具は同じく耐久性の良いものであり、ワークの不良品発生を少なくすることができる。
【0031】本願の発明により製造された焼成治具は、ワーク下面における空間を従来品に比べ大きくしたものとなり、ワークと反応防止層との接触面積を低減させている。この為ワークと反応防止層との接触面積を小さくしたことにより、焼成治具基材成分とワーク成分との反応を今まで以上に小さくする効果がある。焼成治具表面に形成された微小孔は、ワークから昇華,蒸発する諸成分を溜めることが可能であり、焼成治具を複数回使用した時に生じる、前記諸成分の沈着成分とワークとの反応,融着を防止することが可能となり、焼成治具そのものの耐用回数を大巾に向上させる効果がある。
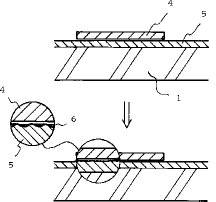
【0032】図5および図6において、この発明の焼成治具の作用および効果を模式的に示す。図中、上段において最初に焼成治具上にワークを載置した時の断面を示し、下段において焼成治具を繰り返し使用した時の断面を示している。図中、符号4がワークであり、符号5がコーティング剤による被覆層を焼成した後に得られる反応防止層であり、符号6が焼成を繰り返した時にワークより昇華,蒸発して発生した成分の沈着物である。図から理解できるように、ワークより発生した沈着物が、焼成治具を複数回使用した時も、ワークと直接接触する機会を少なくし、繰り返し使用に対する耐久性を向上させていることが分かる。
【図面の簡単な説明】
【図1】 この発明の実施例におけるコーティング剤を塗布した時の、湿潤時および乾燥時の焼成治具断面の模式図。
【図2】 この発明の比較例における焼失剤の少ないコーティング剤を塗布した時の、湿潤時および乾燥時の焼成治具断面の模式図。
【図3】 この発明の比較例における焼失剤の多いコーティング剤を塗布した時の、湿潤時および乾燥時の焼成治具断面の模式図。
【図4】 従来より存在するコーティング剤に焼失剤を含まない場合の、焼成治具基材にコーティング剤を塗布した時の、湿潤時および乾燥時の焼成治具断面の模式図。
【図5】 この発明の焼成治具を繰り返し使用する前後における、焼成治具およびワークの模式的な断面図。一部拡大図にして表している。
【図6】 従来例における焼成治具を繰り返し使用する前後における、焼成治具およびワークの模式的な断面図。一部拡大図にして表している。
【図7】 板状の焼成治具にあって、反応防止層が両面に形成された実施例における断面の模式図。
【符号の説明】
1 焼成治具基材
2 コーティング剤
3 吸水性ポリマー
4 ワーク
5 反応防止層
6 沈着物
【0001】
【産業上の利用分野】この発明は、被焼成物(以下、ワークとも称す。)と反応しにくく、耐久性に優れ、安価で軽量な焼成治具を得るためのコーティング剤およびこのコーティング剤を用いて得られる焼成用治具に関する発明である。
【0002】
【従来の技術】従来より、1000〜1700℃程度の高温零囲気下において、使用される焼成治具には、ムライト質もしくはアルミナ質耐火物が使用されていた。また、近年は焼成炉の運転をより経済的、より生産性を向上させるため、省エネ運転,高速運転をなすために、焼成治具の比重を小さくしたり、厚みを薄くすることが行なわれてきた。一方、焼成されるワークと焼成治具との反応を防ぎ、焼成治具の寿命を長くするためにイットリア等の安定化剤を含むジルコニア被膜を有する焼成治具も利用されている。ジルコニア被膜に添加される安定化剤には、他にカルシア,マグネシア,セリア等がある。ジルコニア被膜を有する焼成治具に関する関連技術の例として、基材が繊維質のものが特開平2−89989号公報に開示されている。安定化剤は、焼成されるワークの組成により適宜に選択されている。更に、焼成治具の基材をムライトあるいは炭化珪素にして、ワークとの反応防止被膜を高純度アルミナ被膜とする焼成治具の例もある。
【0003】
【発明が解決しようとする課題】従来におけるワークと焼成治具との反応防止被膜は、凹凸の無い厚みが略均一な被膜により形成されていた。この被膜形成に使用されるコーティング剤は、所定の割合により安定化剤を含有したジルコニアまたは部分安定化されたジルコニアあるいはアルミナおよび溶媒からなるものであり、他に分散剤,消泡剤,粘性調整剤を適宜添加したものであるが、このコーティング剤では、得られる被膜は平坦なものとなっていた。
【0004】この発明では、従来より使用されていた平坦な反応防止被膜に代えて小さな孔を有し、より反応防止効果に優れ、脱脂工程における脱脂効果に優れた焼成治具および反応防止被膜を形成するコーティング剤とその使用方法を提供するものである。
【0005】
【課題を解決するための手段】この発明では、前記課題を解決するため、請求項1の発明は、焼成治具の製造する方法にあって、ムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択される焼成治具基材に対して、イットリア,カルシア等の安定化剤を含むジルコニアまたは高純度アルミナおよび吸水性ポリマーからなる焼失剤を主成分とする焼成治具用コーティング剤を塗布し、1200〜1600℃条件下にて焼成することを特徴としている。請求項1の発明は、焼失跡のあるワークとの反応防止層を形成できるコーティング剤を利用して、焼成治具を製造する方法についての発明である。
【0006】
【0007】
【0008】請求項2の発明は、基材および基材の被覆層からなる焼成治具において、基材がムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択されるものであり、被覆層が直径0.5〜2mmにある焼失跡である孔を全面に有し、最低被覆厚50〜250μmを確保している、安定化剤を含むジルコニアからなるコーティング剤の焼成層または高純度アルミナからなるコーティング剤の焼成層であることを特徴としている。請求項2の発明は、請求項1の方法により得られる焼成治具そのものについての発明である。
【0009】請求項3の発明は、反応防止層であるコーティング剤の焼成層が、板状の焼成治具基材の両面に形成されていることを特徴としている。請求項3の発明は、請求項1の方法により得られる焼成治具が板状であり、反応防止層が両面に形成された焼成治具についての発明である。この発明における板状とは、表面が概ね平らであっても、あるいはV溝,U溝または波状の凹凸が形成されたものも含んでいる。
【0010】以下、上述したこの発明の各構成要素について、詳しく説明する。この発明に言う焼成治具とは、陶磁器あるいは電子セラミック部品(絶縁体,伝導体,半導体,誘電体,圧電体,磁性体など),碍子,切削・研磨材料などを焼成する際に用いられる耐熱性のある治具のことであり、形状により台板,棚板,セッター,さや,とち,匣鉢,支柱などと呼ばれる。これらの中で、直接被焼成物(ワーク)と接する治具としては、棚板,セッターがある。また、これら焼成治具の基材材質としては、ムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択されるものが使用される。
【0011】ワークとの反応を防止できる被覆層形成に使用されるコーティング剤の主成分の一つは、ジルコニア,高純度アルミナから選択されるセラミック成分であり、これらのうちのジルコニアに対して結晶構造を立方晶にして安定化させるための安定化剤としてイットリア,カルシア,マグネシア,セリア等から任意に選択されるものの一種類以上を2〜20重量%添加してあるいは前もって安定化剤を添加仮焼された部分安定化ジルコニアが使用される。高純度アルミナの場合は、安定化剤とは異った機能である高温時の粒成長を防止するためのマグネシアを添加することもある。
【0012】ジルコニア,アルミナ等のセラミック成分および安定化剤は、粒子径0.5μmから50μmに入る粉末よりコーティング剤となる。この粒子径範囲のうち、10〜20μmに入るものを利用するとき、一番問題ないコーティング剤層となる。この粒子径が0.5μm未満にある時は、コーティング剤による被覆層を焼成する際に、基材中のシリカ成分とジルコニアあるいはアルミナが反応してしまい、後日のワーク焼成時にワークとの反応防止層としての機能に悪影響を与える。一方、粒子径が50μm以上にあると、反応防止層の表面が粗面になって、脱脂工程における分解ガスの拡散効果はあるものの、粒子自体の固着力が弱くなり、ハンドリングあるいはワークとの接触によって脱粒が生じることがある。脱粒があると、次第にコーティング剤による被覆層が薄くなり、焼成治具基材がむき出しになる。また作業環境が粉っぽくなり、製品に異物が混入する可能性が生じ良くない。
【0013】コーティング剤のもう一方の主成分は、焼失剤である。焼失剤は焼成後の焼失跡の大きさから0.5〜2mm迄の大きさから選択される。焼失剤に使用される物質として、焼成時に熱分解するものであれば使用できる。焼成時の分解ガスが焼成治具あるいは反応防止層に対して無害なものから選択するが、吸水性ポリマーを含む合成樹脂粒,ゴム粒,球状カーボン,木片,籾殻,植物種子等あるいは溶媒に不溶性の物質例えば油が利用できる。
【0014】焼失剤のうち特に優れているのは、吸水性ポリマー粒である。吸水性ポリマーを焼失剤として利用した時、優れているのは吸水後の比重が1に近く、コーティング剤のスラリーの調整が簡単で、焼失剤の分布が均一なものが得られ易いためである。さらに、乾燥により吸水分が蒸発して体積が減少し、コーティグ剤の焼成時に発生する分解ガスが、他の焼失材と比べて少なく、コーティグ剤焼成時のクラック発生や剥離等のトラブルがない。吸水性ポリマー粒の粒子径は、吸水前の大きさが通常250μm以下において用いられる。この吸水性ポリマーの粒子径が250μmを越えるものを使用した時には、吸水後の吸水性ポリマーが数mm径にもなり、コーティング層を形成し、焼成した時の孔が大きなものとなる傾向がある。逆に、粒子径が20μm以下のものばかり使用した時には、焼成後の孔がワークの大きさに比べ微小なものとなり、孔を形成した効果が見られないものとなる。
【0015】吸水性ポリマーの組成上の種類としては、変性デンプン,セルロース系,アクリロニトリルグラフト化デンプン加水分解物系,ポリアクリロニトリル誘導体系,ポリアクリルアミド系およびポリアクリル酸塩系,酢酸ビニル/アクリル酸メチルコポリマーけん化物系,ポリオキシエチレン系であって、いずれも親水基がポリオキシエチレン鎖またはカルボン酸側鎖のものである。その他、ポリビニルピロリドン,ポリビニルアルコールなどの非イオン系,ポリスチレンスルホン酸,ポリ−2−アクリルアミド−2−メチルプロパンスルホン酸などのスルホン酸系のポリマーの架橋物もある。
【0016】コーティング剤中の吸水性ポリマーの量は、0.1〜2重量%が良い。0.1重量%以下では焼成治具基材に対して、部分的にしか孔ができず焼成効果が従来品と変わらない。また2重量%以上では、吸水性ポリマーが焼成治具基材表面全面に広がり、表面が平坦にあって孔を有したジルコニア層とならない。このコーティング剤中の、吸水性ポリマーの添加量による違いを模式的に示したのが図1ないし図3である。図では上段にコーティング剤が湿潤状態にあるものの、下段にコーティング剤を乾燥させた時にあるものを示している。図1では、吸水性ポリマー量が0.1〜2重量%の範囲にある時の、焼成治具基材およびコーティング剤層の断面を示している。図中符号1は焼成治具基材であり、2はコーティング剤である。また、符号3は吸水状態にある吸水性ポリマーである。下段にある乾燥状態では、吸水性ポリマーの体積が著しく減少するので図示を省いている。図2および図3では、吸水性ポリマーの添加量を0.1重量%未満の時および2重量%を越える時を特徴的に表している。図4では、従来より存在する表面が平坦である焼成治具基材に吸水性ポリマーを含まないコーティング剤を塗布した時の、乾燥前後における断面図を示している。
【0017】この発明において、コーティング剤は上記非反応性セラミック,安定化剤,吸水性ポリマー以外に、分散媒としての水,分散剤,湿潤剤,消泡剤,起泡剤等の界面活性剤,メチルセルロース,ポリビニルアルコール,ヒドロキシメチルセルロース,ポリアクリル酸ソーダ,グアーガム等の増粘剤を適宜添加し、粘度1000cps〜4000cpsのスラリー状にして使用される。このスラリー状のコーティング剤の不揮発分は、40〜80%程度に調整される。この水分割合が60%より大きい時には、基材の吸水率が少ないために、何度も重ね塗りをしないと、コーティング剤による被覆層の厚みが50μm以上にならないため効率が悪い。また、20%以下では粘性が大きくなり被覆しずらいものとなり良くない。
【0018】コーティング剤を焼成治具基材に対して、塗付するには公知の塗装手段により被覆層を形成することになる。塗装手段としては、スプレーガン,ナイフコータ,ロールコータによる塗装、ディッピングが例示できる。この時、コーティング剤による被覆厚み(量)は、湿潤状態において70〜350μm(0.02〜0.2g/cm2)とするのが良い。この範囲に被覆厚み(量)がある時、焼成後の被覆層の厚みが50〜250μmとなり、ワークとの反応防止層としての機能が、得られるものとなる。被覆層の厚みは、50μm未満にあるときは、被覆層と焼成治具基材の反応層が表面に生じ、ワークとの反応防止効果に問題が生じる。一方、被覆層の厚みが250μmを越えるときは、被覆層自身に焼成時におけるクラックが生じ、基材がむき出しの部分で反応が見られたり、被覆層の剥離の原因となり良くない。コーティング剤による被覆層の焼成は、1400℃±200℃の範囲の中から、セラミック成分の焼結温度に応じて、適宜選択し行なわれる。この焼成温度は、所定の焼成温度より低い場合には、焼成治具基材との密着不足となり、また逆に高すぎる温度により焼成されると、焼成治具基材との反応が大きく進行したり、基材からの反応防止層の剥離が生じるようになる。コーティング剤の被覆層を含めた焼成治具基材の焼成によれば、焼成治具表面に直径0.5〜2mmにある焼失剤の焼失跡が形成されたものができあがる。
【0019】被覆層の形成は、焼成治具基材が板状物である時、その両面に形成させるのが好ましい。これは被覆層を焼成させた時に、焼成治具基材に応力が生じるためであり、応力が生じても変形のない厚みがあったり、応力に耐える強度を有していれば片面形成でも良い。図7R>7は、板状の焼成治具にあって、両面に反応防止層が形成されたものの断面模式図。
【0020】
【作用】この発明では、コーティング剤中に焼失剤粒子を配合することにより、被覆層に孔が形成され、ワークとの接点が少なくなるため反応しにくくなる。またワークは焼成時には収縮するため、面で支えるより点で支えた方がより精度が上がる。ワーク下面に空間を持つことができるようになり、ワークから発生する昇華,蒸発成分を溜めることができる。さらに、バインダー成分の多いワークにおいても、上面からの脱脂だけでなく下面からも脱脂ができ、脱バインダー工程を長くする必要がなくなる。
【0021】
【実施例1】下記の配合組成によりコーティング剤1を作成した。
水 31重量部 分散剤 1重量部 吸水性ポリマー 0.4重量部 カルシア安定化ジルコニア 66重量部 バインダー 1.6重量部 ────────────────────────────── 100重量部
【0022】実施例1では分散剤は、花王(株)製の商品名ポイズ520を使用し、吸水性ポリマーは住友化学工業(株)の商品名スミカゲルS−100,カルシア安定化ジルコニアは第一稀元素化学工業(株)の商品名FSD−350F平均粒径3.0μm,バインダーは三井東圧化学(株)の商品名WA−310を使用した。これら割合により混合されたコーティング剤をボールミルで24hr分散し、スプレーガンを用いて、ムライト質の基板の両面へ200μm(0.1g/cm2)塗布した。また130℃で1hr乾燥したものを1500℃(昇降温度200℃/hr)にて焼成した。
【0023】この被覆層を有するムライト質焼成治具を用い、バインダーを多量に含有したチタン酸バリウム系のコンデンサーのワークを焼成した所、吸水性ポリマーを用いない時と比べ、不良品の占める割合が、全体の1%から0.05%へと大巾に減少し、製品歩留りが向上した。
【0024】
【実施例2】下記の配合組成によりコーティング剤2を作成した。
水 25重量部 分散剤 0.5重量部 吸水性ポリマー 1重量部 アルミナ粉 70重量部 バインダー 3.5重量部 ────────────────────────────── 100重量部
【0025】実施例2では分散剤は、中京油脂(株)製のポリアクリル酸アンモニウム塩が主成分である商品名セルナD−305を使用し、吸水性ポリマーは三菱化学(株)の商品名IH,アルミナ粉は住友化学工業(株)の商品名AM−25,バインダーは昭和高分子(株)の商品名SUM−4100を使用した。これら割合により混合されたコーティング剤をボールミルで48hr分散し、ハケを用いて、ムライト質またはマグネシアスピネル質の基板へ300μm(0.15g/cm2)塗布した。また130℃で1hr乾燥したものを1600℃(昇降温度100℃/hr)にて焼成した。
【0026】この基板により、陶磁器を焼成した所、コーティング剤との融着が従来のものと比べ減少し、これにともない再コーティングの必要回数も大巾に減少した。
【0027】
【実施例3】下記の配合組成によりコーティング剤3を作成した。
水 33重量部 分散剤 1重量部 焼失剤 4重量部 カルシア安定化ジルコニア 60重量部 バインダー 2重量部 ────────────────────────────── 100重量部
【0028】実施例3では、実施例1に用いた分散剤,カルシア安定化ジルコニア,バインダーを用い、焼失剤に住友精化(株)製の低密度ポリエチレンである商品名フロービーズCL−12007、平均粒径850μmを使用した。これら割合により混合されたコーティング剤をボールミルで24hr分散し、スプレーガンを用いて、ムライト質の基板へ200μm(0.1g/cm2)塗布した。また130℃で1hr乾燥したものを1500℃(昇降温度200℃/hr)にて焼成した。
【0029】実施例3についても、実施例1と同じチタン酸バリウム系のコンデンサーのワークの焼成を行った。この場合も、ワークの不良品の発生が、従来の焼失剤なしの時に比べ、全体の1%から0.08%へと大巾に減少し、製品歩留りが向上した。
【0030】
【発明の効果】請求項1あるいは請求項2では、焼成治具表面に微小孔のある、ワークとの反応防止層を形成できるコーティング剤であり、焼成治具そのものの耐久性の向上あるいは、ワークの不良品発生を低減することが可能となる。請求項3あるいは請求項4では、上記耐久性の向上した、不良品発生の少ない焼成治具を製造可能とし、製造された焼成治具は同じく耐久性の良いものであり、ワークの不良品発生を少なくすることができる。
【0031】本願の発明により製造された焼成治具は、ワーク下面における空間を従来品に比べ大きくしたものとなり、ワークと反応防止層との接触面積を低減させている。この為ワークと反応防止層との接触面積を小さくしたことにより、焼成治具基材成分とワーク成分との反応を今まで以上に小さくする効果がある。焼成治具表面に形成された微小孔は、ワークから昇華,蒸発する諸成分を溜めることが可能であり、焼成治具を複数回使用した時に生じる、前記諸成分の沈着成分とワークとの反応,融着を防止することが可能となり、焼成治具そのものの耐用回数を大巾に向上させる効果がある。
【0032】図5および図6において、この発明の焼成治具の作用および効果を模式的に示す。図中、上段において最初に焼成治具上にワークを載置した時の断面を示し、下段において焼成治具を繰り返し使用した時の断面を示している。図中、符号4がワークであり、符号5がコーティング剤による被覆層を焼成した後に得られる反応防止層であり、符号6が焼成を繰り返した時にワークより昇華,蒸発して発生した成分の沈着物である。図から理解できるように、ワークより発生した沈着物が、焼成治具を複数回使用した時も、ワークと直接接触する機会を少なくし、繰り返し使用に対する耐久性を向上させていることが分かる。
【図面の簡単な説明】
【図1】 この発明の実施例におけるコーティング剤を塗布した時の、湿潤時および乾燥時の焼成治具断面の模式図。
【図2】 この発明の比較例における焼失剤の少ないコーティング剤を塗布した時の、湿潤時および乾燥時の焼成治具断面の模式図。
【図3】 この発明の比較例における焼失剤の多いコーティング剤を塗布した時の、湿潤時および乾燥時の焼成治具断面の模式図。
【図4】 従来より存在するコーティング剤に焼失剤を含まない場合の、焼成治具基材にコーティング剤を塗布した時の、湿潤時および乾燥時の焼成治具断面の模式図。
【図5】 この発明の焼成治具を繰り返し使用する前後における、焼成治具およびワークの模式的な断面図。一部拡大図にして表している。
【図6】 従来例における焼成治具を繰り返し使用する前後における、焼成治具およびワークの模式的な断面図。一部拡大図にして表している。
【図7】 板状の焼成治具にあって、反応防止層が両面に形成された実施例における断面の模式図。
【符号の説明】
1 焼成治具基材
2 コーティング剤
3 吸水性ポリマー
4 ワーク
5 反応防止層
6 沈着物
【特許請求の範囲】
【請求項1】ムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択される焼成治具基材に対して、イットリア,カルシア等の安定化剤を含むジルコニアまたは高純度アルミナおよび吸水性ポリマーからなる焼失剤を主成分とする焼成治具用コーティング剤を塗布し、1200〜1600℃条件下にて焼成することを特徴とする焼成治具の製造方法。
【請求項2】基材および基材の被覆層からなる焼成治具において、基材がムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択されるものであり、被覆層が直径0.5〜2mmにある焼失跡である孔を全面に有し、最低被覆厚50〜250μmを確保している、安定化剤を含むジルコニアからなるコーティング剤の焼成層または高純度アルミナからなるコーティング剤の焼成層であることを特徴とする焼成治具。
【請求項3】コーティング剤の焼成層が、板状の焼成治具基材の両面に形成されていることを特徴とする請求項2記載の焼成治具。
【請求項1】ムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択される焼成治具基材に対して、イットリア,カルシア等の安定化剤を含むジルコニアまたは高純度アルミナおよび吸水性ポリマーからなる焼失剤を主成分とする焼成治具用コーティング剤を塗布し、1200〜1600℃条件下にて焼成することを特徴とする焼成治具の製造方法。
【請求項2】基材および基材の被覆層からなる焼成治具において、基材がムライト,アルミナ,炭化珪素,コージェライト,マグネシアスピネル等から選択されるものであり、被覆層が直径0.5〜2mmにある焼失跡である孔を全面に有し、最低被覆厚50〜250μmを確保している、安定化剤を含むジルコニアからなるコーティング剤の焼成層または高純度アルミナからなるコーティング剤の焼成層であることを特徴とする焼成治具。
【請求項3】コーティング剤の焼成層が、板状の焼成治具基材の両面に形成されていることを特徴とする請求項2記載の焼成治具。
【図 7】



【図 1】

【図 2】
【図 3】

【図 4】
【図 5】

【図 6】
【図 1】
【図 2】
【図 3】
【図 4】
【図 5】
【図 6】
【特許番号】特許第3139962号(P3139962)
【登録日】平成12年12月15日(2000.12.15)
【発行日】平成13年3月5日(2001.3.5)
【国際特許分類】
【出願番号】特願平8−148368
【出願日】平成8年5月16日(1996.5.16)
【公開番号】特開平9−295872
【公開日】平成9年11月18日(1997.11.18)
【審査請求日】平成10年7月1日(1998.7.1)
【実施許諾】特許権者において、権利譲渡または実施許諾の用意がある。
【出願人】(000159032)菊水化学工業株式会社 (121)
【参考文献】
【文献】特開 平3−69565(JP,A)
【文献】特開 平2−311372(JP,A)
【文献】特開 平2−260602(JP,A)
【文献】特開 平4−273989(JP,A)
【登録日】平成12年12月15日(2000.12.15)
【発行日】平成13年3月5日(2001.3.5)
【国際特許分類】
【出願日】平成8年5月16日(1996.5.16)
【公開番号】特開平9−295872
【公開日】平成9年11月18日(1997.11.18)
【審査請求日】平成10年7月1日(1998.7.1)
【実施許諾】特許権者において、権利譲渡または実施許諾の用意がある。
【出願人】(000159032)菊水化学工業株式会社 (121)
【参考文献】
【文献】特開 平3−69565(JP,A)
【文献】特開 平2−311372(JP,A)
【文献】特開 平2−260602(JP,A)
【文献】特開 平4−273989(JP,A)
[ Back to top ]