
焼結体の製造方法及び焼結体の製造装置

【課題】本発明によれば、焼結体に密度のばらつきを抑制できる焼結体の製造装置及び焼結体の製造方法を提供する。
【解決手段】パンチ上面25a又は治具下面の一方の形状は、凸状の球面形状であり、他方の形状は、凹状の球面形状である焼結体の製造装置1を用い、原料粉体100をモールド10に配置する原料配置工程S1と、モールド10の上面側に押圧パンチ20を配置し、押圧治具が押圧パンチ20に接触するように押圧治具を配置する押圧部材配置工程S2と押圧治具を用いて、押圧パンチ20に圧力を加える加圧工程と、原料粉体100を加熱する加熱工程と、を含み、押圧部材配置工程S2において、パンチ上面25aと治具下面とが、面状に接触するように押圧治具を配置する。
【解決手段】パンチ上面25a又は治具下面の一方の形状は、凸状の球面形状であり、他方の形状は、凹状の球面形状である焼結体の製造装置1を用い、原料粉体100をモールド10に配置する原料配置工程S1と、モールド10の上面側に押圧パンチ20を配置し、押圧治具が押圧パンチ20に接触するように押圧治具を配置する押圧部材配置工程S2と押圧治具を用いて、押圧パンチ20に圧力を加える加圧工程と、原料粉体100を加熱する加熱工程と、を含み、押圧部材配置工程S2において、パンチ上面25aと治具下面とが、面状に接触するように押圧治具を配置する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、焼結体の製造方法及び焼結体の製造装置に関する。
【背景技術】
【0002】
従来、焼結体の原料となる粉状の原料粉体が配置され、開口した上面を有する筒状のモールドと、モールドの上面側に位置し、原料粉体に圧力を加える押圧パンチとを備えた焼結体の製造装置を用いて、原料粉体に圧力を加えながら加熱する焼結体の製造方法が知られている(例えば、特許文献1参照)。押圧パンチに向かってシリンダを移動させることによって、押圧パンチに圧力を加え、その結果、原料粉体に圧力が加えられる。原料粉体は、圧力を加えながら加熱されるため、密度の高い良好な焼結体が得られる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001―48659号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
原料粉体は、粉状であるため、原料粉体の高さが均一になるように、モールドに配置することは難しい。原料粉体の高さが異なった状態で、押圧パンチをモールドの上面側に配置した場合、原料粉体の高さが均一な場合に比べて押圧パンチが傾いて配置される。押圧パンチが傾いていなければ、シリンダと押圧パンチとは、面状に接触するが、押圧パンチが傾いていると、シリンダと押圧パンチとは、一部しか接触しない。このため、原料粉体の高さが高い位置にある押圧パンチ部分には、シリンダから強い圧力が加わる。その結果、原料粉体に加わる圧力の大きさが場所によって異なるため、押圧パンチが傾いたまま焼結体を製造した場合、密度にばらつきがある焼結体が得られていた。
【0005】
そこで、本発明は、このような状況に鑑みてなされたものであり、焼結体の密度のばらつきを抑制できる焼結体の製造方法及び焼結体の製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するため、本発明は、次のような特徴を有している。本発明の特徴は、焼結体の原料となる粉状の原料粉体(例えば、原料粉体100)が配置され、開口した上面を有する筒状のモールド(例えば、モールド10)と、前記モールドの前記上面側に位置し、前記原料粉体に圧力を加える押圧パンチ(例えば、押圧パンチ20)と、前記モールドの前記上面側において前記押圧パンチと接触し、前記押圧パンチに圧力を加える押圧治具(例えば、シリンダ40)と、を備え、前記押圧パンチは、前記押圧治具と接触する表面であるパンチ上面(例えば、パンチ上面25a)を有し、前記押圧治具は、前記押圧パンチと接触する表面である治具下面(例えば、シリンダ下面45b)を有し、前記パンチ上面又は前記治具下面の一方の形状は、凸状の球面形状であり、他方の形状は、凹状の球面形状である焼結体の製造装置(例えば、製造装置1)を用い、前記原料粉体を前記モールドに配置する原料配置工程(例えば、原料配置工程S1)と、前記モールドの前記上面側に前記押圧パンチを配置し、前記押圧治具が前記押圧パンチに接触するように前記押圧治具を配置する押圧部材配置工程(例えば、押圧部材配置工程S2)と、前記押圧治具を用いて、前記押圧パンチに圧力を加える加圧工程(例えば、加圧工程S3)と、前記原料粉体を加熱する加熱工程(例えば、加熱工程S4)と、を含み、前記押圧部材配置工程において、前記パンチ上面と前記治具下面とが、面状に接触するように前記押圧治具を配置することを要旨とする。
【発明の効果】
【0007】
本発明によれば、焼結体の密度のばらつきを抑制できる焼結体の製造方法及び焼結体の製造装置を提供することを目的とする。
【図面の簡単な説明】
【0008】
【図1】図1は、第1実施形態に係る焼結体の製造装置1Aの断面図である。
【図2】図2(a)は、第1実施形態に係る押圧パンチ20の斜視図である。図2(b)は、第1実施形態に係るシリンダ40の斜視図である。
【図3】図3は、第1実施形態に係る焼結体の製造方法を説明するためのフローチャートである。
【図4】図4(a)は、従来の焼結体の製造方法を説明するための従来の焼結体の製造装置の概略断面図である。図4(b)は、第1実施形態に係る焼結体の製造方法を説明するための第1実施形態に係る焼結体の製造装置1の概略断面図である。
【図5】図5は、第2実施形態に係る焼結体の製造装置1Bの断面図である。
【図6】図6は、第2実施形態に係る焼結体の製造装置1Bの斜視図である。
【図7】図7(a)は、第2実施形態に係る焼結体の製造装置1Bの断面図である。図7(b)は、第2実施形態に係る焼結体の製造装置1Bの断面図である。
【図8】図8は、第3実施形態に係る焼結体の製造装置1Cの断面図である。
【発明を実施するための形態】
【0009】
本発明に係る焼結体の製造方法及び焼結体の製造装置1の一例について、図面を参照しながら説明する。具体的には、(1)焼結体の製造装置1Aの概略構成、(2)焼結体の製造方法、(3)作用・効果、(4)その他実施形態、について説明する。
【0010】
以下の図面の記載において、同一または類似の部分には、同一または類似の符号を付している。図面は模式的なものであり、各寸法の比率などは現実のものとは異なることに留意すべきである。したがって、具体的な寸法などは以下の説明を参酌して判断すべきである。また、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれ得る。
【0011】
(1)焼結体の製造装置1Aの概略構成
本実施形態に係る焼結体の製造装置1の概略構成について、図1及び図2を参照しながら説明する。図1は、本実施形態に係る焼結体の製造装置1Aの断面図である。図2(a)は、本実施形態に係る押圧パンチ20の斜視図である。図2(b)は、本実施形態に係るシリンダ40の斜視図である。
【0012】
図1に示されるように、焼結体の製造装置1は、支持台5、モールド10、押圧パンチ20、スペーサ28、シリンダ40を備える。
【0013】
支持台5は、モールド10を支持する。支持台5上にモールド10が設置される。
【0014】
モールド10は、筒状である。モールド10は、開口した上面を有する。本実施形態において、モールド10の上面は、円形状に開口する。すなわち、モールド10は、円管形状である。筒状とは、必ずしも円管形状だけを意味するのではなく、多角形状の開口した端面を有する管状の形状も含まれる。モールド10の内部には、開口した上面から焼結体の原料となる粉状の原料粉体100が配置される。
【0015】
本実施形態において、モールド10は、スリーブ12とダイス14とを有する。スリーブ12は、筒状である。モールド10の内側部分を構成する。本実施形態において、スリーブ12は、原料粉体100と接する。ダイス14は、筒状である。ダイス14は、モールド10の外側部分を構成する。ダイス14は、スリーブ12の外側に接する。
【0016】
押圧パンチ20は、モールド10の上面側に位置する。押圧パンチ20は、原料粉体100に圧力を加える。
【0017】
押圧パンチ20は、パンチ上面25aとパンチ下面25bとを有する。パンチ上面25aは、シリンダ40側に位置する押圧パンチ20の表面である。パンチ上面25aは、シリンダ40と接触可能である。図2(a)に示されるように、パンチ上面25aの形状は、凸状の球面形状である。パンチ上面25a上にある点から等距離にある点(パンチ上面25aに沿った球面の中心点)は、パンチ上面25aよりも原料粉体100側にあり、押圧パンチ20の中心軸上にある。パンチ上面25aの曲率半径は、一定である。すなわち、パンチ上面25aを表面の一部とする仮想球体は、真球である。なお、押圧パンチ20の中心軸は、パンチ上面25a及びパンチ下面25bを通る中心軸である。押圧パンチ20のパンチ上面25a側は、テーパー形状になっている。
【0018】
パンチ下面25bは、原料粉体100側に位置する押圧パンチ20の表面である。パンチ下面25bは、スペーサ28と接触する表面である。パンチ下面25bは、円形状の平面である。
【0019】
スペーサ28は、押圧パンチ20と原料粉体100との間に配置される。スペーサ28は、押圧パンチ20と原料粉体100とが密着することを防ぐ。
【0020】
シリンダ40は、押圧治具50である。シリンダ40は、モールド10の上面側において押圧パンチ20と接触する。シリンダ40は、加圧軸方向zに沿って移動可能である。シリンダ40は、モールド10に向かって移動する。シリンダ40は、加圧軸方向zに沿って移動し、押圧パンチ20に圧力を加える。シリンダ40は、加圧軸方向zに垂直な方向に移動可能であってもよい。
【0021】
図2(b)に示されるように、シリンダ40は、シリンダ下面45bを有する。シリンダ下面45bは、押圧パンチ20側に位置するシリンダ40の表面である。シリンダ下面45bは、押圧パンチ20と接触可能である。具体的には、シリンダ下面45bは、パンチ上面25aと接触する。シリンダ下面45bの形状は、凹状の球面形状である。シリンダ下面45b上にある点から等距離にある点(シリンダ下面45bに沿った球面の中心点)は、シリンダ下面45bよりも原料粉体100側にあり、シリンダ40の中心軸上にある。シリンダ下面45bの曲率半径は、一定である。すなわち、シリンダ下面45bを表面の一部とする仮想球体は、真球である。加圧軸方向zにおいて、シリンダ下面45bが位置するシリンダ40の端部側は、テーパー形状になっている。
【0022】
シリンダ下面45bは、パンチ上面25aと勘合する。パンチ上面25aとシリンダ下面45bとは、面状に接触する。パンチ上面25aとシリンダ下面45bとの接触面は、球面状である。本実施形態において、接触面は、仮想真球の表面の一部を構成する。
【0023】
なお、焼結体の製造装置1Aは、原料粉体100を加熱するホットプレス炉を有する(不図示)。このホットプレス炉は、モールド10の周囲に設置される。
【0024】
(2)焼結体の製造方法
本実施形態に係る焼結体の製造方法について、図1から図3を参照しながら説明する。図3は、本実施形態に係る焼結体の製造方法を説明するためのフローチャートである。
【0025】
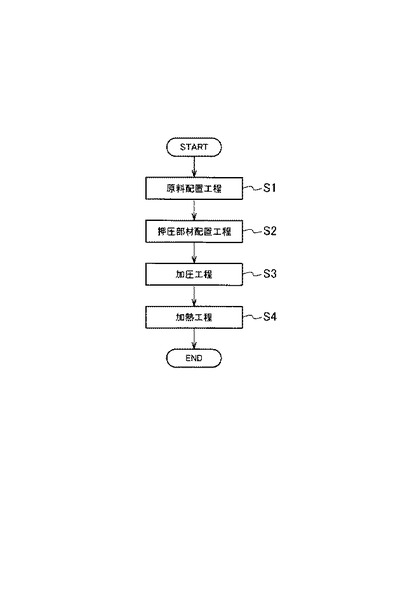
図3に示されるように、本実施形態に係る焼結体の製造方法は、原料配置工程S1、押圧部材配置工程S2、加圧工程S3及び加熱工程S4を含む。
【0026】
(2.1)原料配置工程S1
原料配置工程S1は、原料粉体100をモールド10に配置する工程である。
【0027】
粉状の原料粉体100を準備する。準備した原料粉体100をモールド10上面からモールド10の内部に配置する。原料粉体100の表面にスペーサ28を配置する。
【0028】
(2.2)押圧部材配置工程S2
押圧部材配置工程S2は、押圧パンチ20及び押圧治具50を配置する工程である。
【0029】
押圧パンチ20をモールド10の上面側に配置する。本実施形態では、押圧パンチ20のパンチ下面25bがスペーサ28に接するように、押圧パンチ20をモールド10に配置する。押圧パンチ20の一部は、モールド10の内部に位置する。押圧パンチ20は、モールド10の上面側に位置する。
【0030】
次に、シリンダ40が押圧パンチ20に接触するようにシリンダ40を配置する。パンチ上面25aとシリンダ下面45bとが、面状に接触するようにシリンダ40を配置する。押圧パンチ20が傾いて配置された場合には、シリンダ40を加圧軸方向zに垂直な方向に移動させて、パンチ上面25aとシリンダ下面45bとを面状に接触させてもよい。パンチ上面25aとシリンダ下面45bとの接触面は、球面状である。
【0031】
(2.3)加圧工程S3
加圧工程S3は、シリンダ40を用いて、押圧パンチ20に圧力を加える工程である。
【0032】
シリンダ40をモールド10側へ移動させて、押圧パンチ20に圧力を加える。押圧パンチ20は、原料粉体100側に押される。これにより、押圧パンチ20は、スペーサ28を介して原料粉体100に圧力を加える。
【0033】
(2.4)加熱工程S4
加熱工程S4は、原料粉体100を加熱する工程である。
【0034】
加圧工程S3によって圧力が加えられた原料粉体100を加熱する。圧力を加えながら加熱することにより、原料粉体100を焼結する。これにより、焼結体が製造される。原料粉体100がセラミックス材料の原料粉体100であれば、セラミックス焼結体が得られる。
【0035】
(3)作用・効果
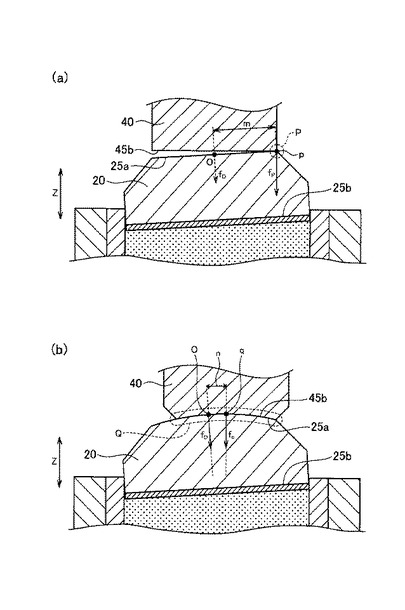
本実施形態の作用効果について、図4を参照しながら説明する。図4(a)は、従来の焼結体の製造方法を説明するための従来の焼結体の製造装置の概略断面図である。図4(b)は、本実施形態に係る焼結体の製造方法を説明するための本実施形態に係る焼結体の製造装置1の概略断面図である。
【0036】
図4(a)に示されるように、原料粉体100の高さが位置によって異なるように、原料粉体100が配置された場合、押圧パンチ20は、傾いて配置される。押圧パンチ20が傾いたまま、シリンダ40をモールド10側へ移動させると、原料粉体100が高く配置された側である高配置側(図4(a)における右側)において、押圧パンチ20とシリンダ40とが接触する。すなわち、パンチ上面25aとシリンダ下面45bとが接触する接触部分Pは、高配置側に位置する。
【0037】
押圧パンチ20が傾いていない場合、シリンダ40から押圧パンチ20へ作用する外力の分布を平均して求められる平均外力f0が作用する作用点は、パンチ上面25aの中心Oに位置する。
【0038】
押圧パンチ20が傾いている場合、接触部分Pは、パンチ上面25aの端部とシリンダ下面45bの端部とが接触した部分である。このため、押圧パンチ20が傾いている場合の平均応力fpの作用する作用点pは、接触部分Pに位置する。平均応力f0における作用点である中心Oと平均応力fpの作用点pとの距離は、距離mである。従って、押圧パンチ20が傾いている場合、押圧パンチ20が傾いていない場合と比べて、シリンダ40から押圧パンチ20へ作用する外力の位置が、距離mだけずれる。
【0039】
また、接触部分Pの面積は、押圧パンチ20が傾いていない場合におけるパンチ上面25aとシリンダ下面45bとの接触面積に比べると狭い。このため、接触部分Pのパンチ上面25aに強い外力が加わる。
【0040】
これらの結果、高配置側に強い圧力が加わるため、高配置側に位置する原料粉体100には、強い圧力が加わる。原料粉体100が低く配置された側である低配置側(図4における左側)に位置する原料粉体100には、弱い圧力しか加わらない。高配置側と低配置側とに加わる圧力の差が大きくなるため、密度にばらつきのある焼結体が得られていた。高配置側に位置した焼結体部分は、密度が大きく、低配置側に位置した焼結体部分は、密度が小さかった。
【0041】
本実施形態において、パンチ上面25aの形状は、凸状の球面形状であり、シリンダ下面45bの形状は、凹状の球面形状である。図4(b)に示されるように、押圧部材配置工程S2において、パンチ上面25aとシリンダ下面45bとが、面状に接触するようにシリンダ下面45bを配置する。このため、原料粉体100の高さが位置によって異なるように原料粉体100が配置された場合であっても、パンチ上面25aとシリンダ下面45bとが接触した部分である接触部分Qは、高配置側だけでなく、低配置側にも位置する。押圧パンチ20が傾いている場合における平均外力fqの作用する作用点qは、シリンダ下面45bの中心に一致する。押圧パンチ20が傾いていない場合における平均外力f0の作用点である中心Oと平均外力fpの作用点qとの距離は、距離nである。距離nは、押圧パンチ20の傾きに応じて変化する。押圧パンチ20の傾きが小さければ、距離nも小さくなり、押圧パンチ20の傾きが大きければ、距離nも大きくなる。距離nは、パンチ上面25aの中心Oからパンチ上面25aの端部に位置する作用点pまでの距離mに比べると小さくなる。このため、従来の焼結体の製造装置に比べると、平均外力が作用する位置のずれが抑制される。
【0042】
また、パンチ上面25aとシリンダ下面45bとが、面状に接触するため、外力が放射状に分散して向かうとともに、接触部分Qの面積を充分に確保することができる。このため、接触部分Qのパンチ上面25aに平均的に外力が加わる。また、パンチ上面25aとシリンダ下面45bとが、面状に接触するため、押圧パンチ20がどの向きに傾いても、上述した作用を得ることができる。
【0043】
これらの結果、パンチ20が傾いていても、高配置側に強い圧力が加わることがなくなるため、高配置側と低配置側とに加わる圧力の差を小さくできるため、従来の焼結体の製造装置に比べて、密度にばらつきのない焼結体を得ることができる。
【0044】
(4)その他実施形態
その他実施形態について、図5から図8を参照しながら説明する。上述した実施形態と同様の部分は、適宜省略する。
【0045】
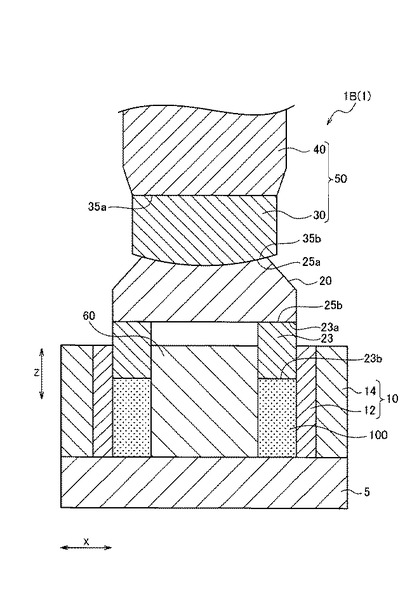
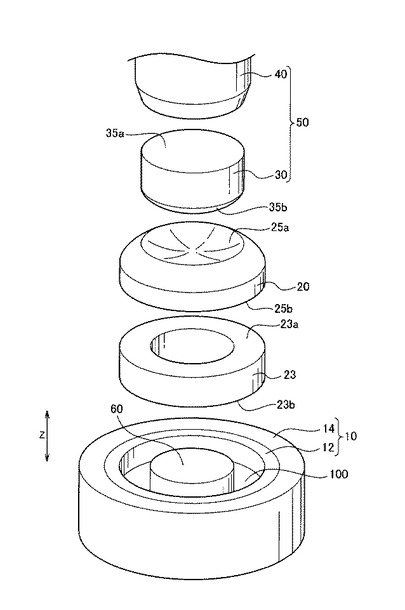
図5は、第2実施形態に係る焼結体の製造装置1Bの断面図である。図6は、第2実施形態に係る焼結体の製造装置1Bの斜視図である。図7(a)は、第2実施形態に係る焼結体の製造装置1Bの断面図である。図7(b)は、第2実施形態に係る焼結体の製造装置1Bの断面図である。図8は、第3実施形態に係る焼結体の製造装置1Cの断面図である。
【0046】
(4.1)第2実施形態
第2実施形態について、図5から図7を参照しながら説明する。
【0047】
(4.1.1)焼結体の製造装置1Bの概略構成
図5及び図6に示されるように、本実施形態に係る焼結体の製造装置1は、支持台5、モールド10、押圧パンチ20、押圧環パンチ23、ラム30、シリンダ40、中子60を備える。
【0048】
図5及び図6に示されるように、押圧環パンチ23の形状は、円環形状である。押圧環パンチ23は、押圧パンチ20と原料粉体100との間に配置される。押圧パンチ20は、環パンチ上面23aと環パンチ下面23bとを有する。環パンチ上面23aは、押圧パンチ20側に位置する表面である。環パンチ上面23aは、押圧パンチ20と接触可能である。環パンチ下面23bは、原料粉体100側に位置する表面である。本実施形態において、環パンチ下面23bは、原料粉体100と接触する。押圧環パンチ23は、押圧パンチ20から圧力が加えられ、原料粉体100に圧力を加える。
【0049】
加圧軸方向zと直交する直交方向xにおいて、押圧環パンチ23の内側には、中子60が位置する。直交方向において、押圧環パンチ23の外側には、モールド10が位置する。
【0050】
ラム30は、押圧パンチ20とシリンダ40との間に位置する。ラム30は、ラム上面35aとラム下面35bとを有する。ラム上面35aは、シリンダ下面45bと接触する。ラム上面35aは、平面であり、シリンダ下面45bも平面である。ラム下面35bは、パンチ上面25aと接触可能である。パンチ上面25aの形状は、凹状の球面形状である。ラム下面35bの形状は、凸状の球面形状である。パンチ上面25aとラム下面35bとは、面状に接触する。パンチ上面25aとラム下面35bとの接触面は、球面状である。ラム30は、シリンダ40から圧力を加えられ、押圧パンチ20に圧力を加える。ラム30は、押圧治具50に含まれる。
【0051】
中子60は、柱形状である。本実施形態において、中子60は、円柱形状である。中子60は、環状の焼結体を製造するために用いられる。中子60は、直交方向xにおけるモールド10の中央に配置される。中子60は、多角柱形状であってもよい。
【0052】
(4.1.2)焼結体の製造方法
第2実施形態における焼結体の製造方法について、説明する。
【0053】
原料配置工程S1では、中子60をモールド10の中央に配置する。図5及び図6に示されるように、中子の中心軸が加圧軸方向zと一致するように、中子60を配置する。スリーブ12と中子60との距離が均等になるように、中子60を配置することが好ましい。中子60を配置した後に、中子60の外周側に原料粉体100を配置する。
【0054】
押圧部材配置工程S2では、中子60とスリーブ12との間に押圧環パンチ23を配置する。原料粉体100上に位置するように、押圧環パンチ23を配置する。
【0055】
配置した押圧環パンチ23上に押圧パンチ20を配置する。パンチ下面25bと環パンチ上面23aとが接触するように、押圧パンチ20を配置する。
【0056】
配置した押圧パンチ20上にラム30を配置する。パンチ上面25aとラム下面35bとが球面形状に接触するように、ラム30を配置する。パンチ上面25aとラム下面35bとが面状に接触するため、押圧パンチ20上に配置したラム30は、パンチ上面25aとラム下面35bとの接触面に沿ってスライドさせることができる(図7(a)参照)。このため、ラム30をスライドさせて、ラム上面35aが加圧軸方向zに直交するように調整することができる。
【0057】
配置したラム30上にシリンダ40を配置する。ラム上面35aが加圧軸方向zに直交するようにラム30をスライドさせている場合、シリンダ40を加圧軸方向zに移動させるだけで、ラム上面35aとシリンダ下面45bとが面状に接触する(図7(b)参照)。
【0058】
シリンダ40をモールド10に向かって移動させることにより、ラム上面35aとシリンダ下面45bとが接触する。このため、図7(a)及び図7(b)に示されるように、ラム30を接触面に沿ってスライドさせていなくても、ラム上面35aとシリンダ下面45bとが接触によって、ラム30が接触面に沿ってスライドする。これにより、ラム上面35aとシリンダ下面45bとが面状に接触する。
【0059】
このように、本実施形態によれば、ラム30によって、パンチ上面25aとラム下面35bとの接触面を球面状にし、ラム上面35aとシリンダ下面45bとの接触面を平面状に調整することができる。このため、直交方向xにシリンダ40を移動させなくてもよいため、焼結体の密度のばらつきをより容易に抑制することができる。
【0060】
パンチ上面25aの形状は、凹状の球面形状である。ラム下面35bの形状は、凸状の球面形状である。下側に位置するパンチ上面25aの形状が凹状であることにより、ラム30をパンチ上面25aに沿って移動させても、ラム30の重心は移動しない。このため、押圧部材配置工程S2において、ラム30を安定して配置することができる。
【0061】
中子60が配置されたモールド10に原料粉体100を配置した場合、中子60によって、原料粉体100の移動が制限される。このため、原料粉体100の高さをならすことが困難になる。従って、中子60を配置する場合、中子60を配置しない場合に比べて、原料粉体100の高さが異なることが多かった。このため、押圧パンチ20が傾きやすかった。
【0062】
本実施形態によれば、押圧パンチ20が傾いていても、高配置側と低配置側とに加わる圧力の差を小さくできるため、従来の焼結体の製造装置に比べて、密度にばらつきのない焼結体を得ることができる。従って、環状の焼結体を製造する場合により好適に用いることができる。
【0063】
(4.2)第3実施形態
第3実施形態について、図8を参照しながら説明する。図8に示されるように、押圧治具50は、シリンダ40とラム30とを含む。ラム30は、球体である。従って、ラム上面35a及びラム下面35bの形状は、凸状の球面形状である。
【0064】
パンチ上面25aは、凹状の球面形状である。シリンダ下面45bは、凹状の球面形状である。パンチ上面25aとラム下面35bとは、面状に接触する。ラム上面35aとシリンダ下面45bとは、面状に接触する。ラム30は、押圧パンチ20及びシリンダ40に嵌合する。
【0065】
ラム30は、球体であるため、押圧パンチ20が傾いても、パンチ上面25aとラム下面35bとは、全面に接触する。また、押圧パンチ20が傾いても、ラム上面35aとシリンダ下面45bとは、全面に接触する。このため、接触面積を充分に確保することができるため、焼結体の密度のばらつきをより抑制することができる。
【0066】
(4.3)その他実施形態
本発明の実施形態を通じて本発明の内容を開示したが、この開示の一部をなす論述及び図面は、本発明を限定するものであると理解すべきではない。本発明はここでは記載していない様々な実施形態を含む。従って、本発明はここでは記載していない様々な実施形態を含む。
【0067】
上述した第1実施形態では、パンチ上面25aの曲率半径は、一定であり、シリンダ下面45bの曲率半径は、一定であったが、必ずしもこれに限られない。押圧パンチ20が傾いたときに、パンチ上面25aとシリンダ下面45bとが実際に面状に接触すれば、パンチ上面25aの曲率半径及びシリンダ下面45bの曲率半径は、厳密に一定でなくてもよい。例えば、パンチ上面25aに沿って押圧パンチ20の中心軸から外側に向かうにつれ、曲率半径が微小に変化してもよい。シリンダ下面45bもパンチ上面25aに合わせて同様に曲率半径が微小に変化する。この場合、パンチ上面25aを表面の一部とする仮想球体及びシリンダ下面45bを表面の一部とする仮想球体は、真球に近い回転楕円体となる。曲率半径が微小に変化する押圧パンチ20が傾いた場合、パンチ上面25aとシリンダ下面45bとの各接触点において、パンチ上面25aの曲率半径とシリンダ下面45bの曲率半径とが微小に異なっても、パンチ上面25aとシリンダ下面45bとは、実際には面状に接触可能である。上述した第2実施形態及び第3実施形態でも同様である。
【0068】
従って、凸状の球面形状及び凹状の球面形状には、真球となる球面形状だけでなく、回転楕円体となる球面形状も実質的に含まれ得る。また、例えば、設計上の誤差によって、厳密には曲率半径が一定でない凸状の球面形状及び凹状の球面形状も、凸状の球面形状及び凹状の球面形状に含まれ得る。
【0069】
なお、所定の点から等しい距離にある点の集合体が、真球である。所定の点は、真球の中心点である。回転楕円体とは、楕円を長軸又は短軸を回転軸として得られる回転体である。
【0070】
上述した実施形態では、モールド10は、円管形状であったが、必ずしもこれに限られない。例えば、多角形状の開口した端面を有する管状の形状も含まれる。多角形状とは、例えば、四角形状、五角形上、六角形状、八角形状等が含まれる。従って、多角形状の対向した端面を有するモールド10を用いた場合、多角柱状の焼結体が得られる。中子60が用いられた第2実施形態及び第3実施形態についても同様である。
【0071】
上述した実施形態は、発明を損なわない範囲において、適宜組み合わせることが可能である。
【0072】
上述の通り、本発明はここでは記載していない様々な実施形態を含む。従って、本発明の技術的範囲は上記の説明から妥当な特許請求の範囲に係る発明特定事項によってのみ定められるものである。
【符号の説明】
【0073】
S1…原料配置工程、 S2…押圧部材配置工程、 S3…加圧工程、 S4…加熱工程、 x…直交方向、 z…加圧軸方向、 1,1A,1B,1C…製造装置、 5…支持台、 10…モールド、 12…スリーブ、 14…ダイス、 20…押圧パンチ、 23…押圧環パンチ、 23a…環パンチ上面、 23b…環パンチ下面、 25a…パンチ上面、 25b…パンチ下面、 28…スペーサ、 30…ラム、 35a…ラム上面、 35b…ラム下面、 40…シリンダ、 45b…シリンダ下面、 50…押圧治具、 60…中子、 100…原料粉体
【技術分野】
【0001】
本発明は、焼結体の製造方法及び焼結体の製造装置に関する。
【背景技術】
【0002】
従来、焼結体の原料となる粉状の原料粉体が配置され、開口した上面を有する筒状のモールドと、モールドの上面側に位置し、原料粉体に圧力を加える押圧パンチとを備えた焼結体の製造装置を用いて、原料粉体に圧力を加えながら加熱する焼結体の製造方法が知られている(例えば、特許文献1参照)。押圧パンチに向かってシリンダを移動させることによって、押圧パンチに圧力を加え、その結果、原料粉体に圧力が加えられる。原料粉体は、圧力を加えながら加熱されるため、密度の高い良好な焼結体が得られる。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開2001―48659号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
原料粉体は、粉状であるため、原料粉体の高さが均一になるように、モールドに配置することは難しい。原料粉体の高さが異なった状態で、押圧パンチをモールドの上面側に配置した場合、原料粉体の高さが均一な場合に比べて押圧パンチが傾いて配置される。押圧パンチが傾いていなければ、シリンダと押圧パンチとは、面状に接触するが、押圧パンチが傾いていると、シリンダと押圧パンチとは、一部しか接触しない。このため、原料粉体の高さが高い位置にある押圧パンチ部分には、シリンダから強い圧力が加わる。その結果、原料粉体に加わる圧力の大きさが場所によって異なるため、押圧パンチが傾いたまま焼結体を製造した場合、密度にばらつきがある焼結体が得られていた。
【0005】
そこで、本発明は、このような状況に鑑みてなされたものであり、焼結体の密度のばらつきを抑制できる焼結体の製造方法及び焼結体の製造装置を提供することを目的とする。
【課題を解決するための手段】
【0006】
上述した課題を解決するため、本発明は、次のような特徴を有している。本発明の特徴は、焼結体の原料となる粉状の原料粉体(例えば、原料粉体100)が配置され、開口した上面を有する筒状のモールド(例えば、モールド10)と、前記モールドの前記上面側に位置し、前記原料粉体に圧力を加える押圧パンチ(例えば、押圧パンチ20)と、前記モールドの前記上面側において前記押圧パンチと接触し、前記押圧パンチに圧力を加える押圧治具(例えば、シリンダ40)と、を備え、前記押圧パンチは、前記押圧治具と接触する表面であるパンチ上面(例えば、パンチ上面25a)を有し、前記押圧治具は、前記押圧パンチと接触する表面である治具下面(例えば、シリンダ下面45b)を有し、前記パンチ上面又は前記治具下面の一方の形状は、凸状の球面形状であり、他方の形状は、凹状の球面形状である焼結体の製造装置(例えば、製造装置1)を用い、前記原料粉体を前記モールドに配置する原料配置工程(例えば、原料配置工程S1)と、前記モールドの前記上面側に前記押圧パンチを配置し、前記押圧治具が前記押圧パンチに接触するように前記押圧治具を配置する押圧部材配置工程(例えば、押圧部材配置工程S2)と、前記押圧治具を用いて、前記押圧パンチに圧力を加える加圧工程(例えば、加圧工程S3)と、前記原料粉体を加熱する加熱工程(例えば、加熱工程S4)と、を含み、前記押圧部材配置工程において、前記パンチ上面と前記治具下面とが、面状に接触するように前記押圧治具を配置することを要旨とする。
【発明の効果】
【0007】
本発明によれば、焼結体の密度のばらつきを抑制できる焼結体の製造方法及び焼結体の製造装置を提供することを目的とする。
【図面の簡単な説明】
【0008】
【図1】図1は、第1実施形態に係る焼結体の製造装置1Aの断面図である。
【図2】図2(a)は、第1実施形態に係る押圧パンチ20の斜視図である。図2(b)は、第1実施形態に係るシリンダ40の斜視図である。
【図3】図3は、第1実施形態に係る焼結体の製造方法を説明するためのフローチャートである。
【図4】図4(a)は、従来の焼結体の製造方法を説明するための従来の焼結体の製造装置の概略断面図である。図4(b)は、第1実施形態に係る焼結体の製造方法を説明するための第1実施形態に係る焼結体の製造装置1の概略断面図である。
【図5】図5は、第2実施形態に係る焼結体の製造装置1Bの断面図である。
【図6】図6は、第2実施形態に係る焼結体の製造装置1Bの斜視図である。
【図7】図7(a)は、第2実施形態に係る焼結体の製造装置1Bの断面図である。図7(b)は、第2実施形態に係る焼結体の製造装置1Bの断面図である。
【図8】図8は、第3実施形態に係る焼結体の製造装置1Cの断面図である。
【発明を実施するための形態】
【0009】
本発明に係る焼結体の製造方法及び焼結体の製造装置1の一例について、図面を参照しながら説明する。具体的には、(1)焼結体の製造装置1Aの概略構成、(2)焼結体の製造方法、(3)作用・効果、(4)その他実施形態、について説明する。
【0010】
以下の図面の記載において、同一または類似の部分には、同一または類似の符号を付している。図面は模式的なものであり、各寸法の比率などは現実のものとは異なることに留意すべきである。したがって、具体的な寸法などは以下の説明を参酌して判断すべきである。また、図面相互間においても互いの寸法の関係や比率が異なる部分が含まれ得る。
【0011】
(1)焼結体の製造装置1Aの概略構成
本実施形態に係る焼結体の製造装置1の概略構成について、図1及び図2を参照しながら説明する。図1は、本実施形態に係る焼結体の製造装置1Aの断面図である。図2(a)は、本実施形態に係る押圧パンチ20の斜視図である。図2(b)は、本実施形態に係るシリンダ40の斜視図である。
【0012】
図1に示されるように、焼結体の製造装置1は、支持台5、モールド10、押圧パンチ20、スペーサ28、シリンダ40を備える。
【0013】
支持台5は、モールド10を支持する。支持台5上にモールド10が設置される。
【0014】
モールド10は、筒状である。モールド10は、開口した上面を有する。本実施形態において、モールド10の上面は、円形状に開口する。すなわち、モールド10は、円管形状である。筒状とは、必ずしも円管形状だけを意味するのではなく、多角形状の開口した端面を有する管状の形状も含まれる。モールド10の内部には、開口した上面から焼結体の原料となる粉状の原料粉体100が配置される。
【0015】
本実施形態において、モールド10は、スリーブ12とダイス14とを有する。スリーブ12は、筒状である。モールド10の内側部分を構成する。本実施形態において、スリーブ12は、原料粉体100と接する。ダイス14は、筒状である。ダイス14は、モールド10の外側部分を構成する。ダイス14は、スリーブ12の外側に接する。
【0016】
押圧パンチ20は、モールド10の上面側に位置する。押圧パンチ20は、原料粉体100に圧力を加える。
【0017】
押圧パンチ20は、パンチ上面25aとパンチ下面25bとを有する。パンチ上面25aは、シリンダ40側に位置する押圧パンチ20の表面である。パンチ上面25aは、シリンダ40と接触可能である。図2(a)に示されるように、パンチ上面25aの形状は、凸状の球面形状である。パンチ上面25a上にある点から等距離にある点(パンチ上面25aに沿った球面の中心点)は、パンチ上面25aよりも原料粉体100側にあり、押圧パンチ20の中心軸上にある。パンチ上面25aの曲率半径は、一定である。すなわち、パンチ上面25aを表面の一部とする仮想球体は、真球である。なお、押圧パンチ20の中心軸は、パンチ上面25a及びパンチ下面25bを通る中心軸である。押圧パンチ20のパンチ上面25a側は、テーパー形状になっている。
【0018】
パンチ下面25bは、原料粉体100側に位置する押圧パンチ20の表面である。パンチ下面25bは、スペーサ28と接触する表面である。パンチ下面25bは、円形状の平面である。
【0019】
スペーサ28は、押圧パンチ20と原料粉体100との間に配置される。スペーサ28は、押圧パンチ20と原料粉体100とが密着することを防ぐ。
【0020】
シリンダ40は、押圧治具50である。シリンダ40は、モールド10の上面側において押圧パンチ20と接触する。シリンダ40は、加圧軸方向zに沿って移動可能である。シリンダ40は、モールド10に向かって移動する。シリンダ40は、加圧軸方向zに沿って移動し、押圧パンチ20に圧力を加える。シリンダ40は、加圧軸方向zに垂直な方向に移動可能であってもよい。
【0021】
図2(b)に示されるように、シリンダ40は、シリンダ下面45bを有する。シリンダ下面45bは、押圧パンチ20側に位置するシリンダ40の表面である。シリンダ下面45bは、押圧パンチ20と接触可能である。具体的には、シリンダ下面45bは、パンチ上面25aと接触する。シリンダ下面45bの形状は、凹状の球面形状である。シリンダ下面45b上にある点から等距離にある点(シリンダ下面45bに沿った球面の中心点)は、シリンダ下面45bよりも原料粉体100側にあり、シリンダ40の中心軸上にある。シリンダ下面45bの曲率半径は、一定である。すなわち、シリンダ下面45bを表面の一部とする仮想球体は、真球である。加圧軸方向zにおいて、シリンダ下面45bが位置するシリンダ40の端部側は、テーパー形状になっている。
【0022】
シリンダ下面45bは、パンチ上面25aと勘合する。パンチ上面25aとシリンダ下面45bとは、面状に接触する。パンチ上面25aとシリンダ下面45bとの接触面は、球面状である。本実施形態において、接触面は、仮想真球の表面の一部を構成する。
【0023】
なお、焼結体の製造装置1Aは、原料粉体100を加熱するホットプレス炉を有する(不図示)。このホットプレス炉は、モールド10の周囲に設置される。
【0024】
(2)焼結体の製造方法
本実施形態に係る焼結体の製造方法について、図1から図3を参照しながら説明する。図3は、本実施形態に係る焼結体の製造方法を説明するためのフローチャートである。
【0025】
図3に示されるように、本実施形態に係る焼結体の製造方法は、原料配置工程S1、押圧部材配置工程S2、加圧工程S3及び加熱工程S4を含む。
【0026】
(2.1)原料配置工程S1
原料配置工程S1は、原料粉体100をモールド10に配置する工程である。
【0027】
粉状の原料粉体100を準備する。準備した原料粉体100をモールド10上面からモールド10の内部に配置する。原料粉体100の表面にスペーサ28を配置する。
【0028】
(2.2)押圧部材配置工程S2
押圧部材配置工程S2は、押圧パンチ20及び押圧治具50を配置する工程である。
【0029】
押圧パンチ20をモールド10の上面側に配置する。本実施形態では、押圧パンチ20のパンチ下面25bがスペーサ28に接するように、押圧パンチ20をモールド10に配置する。押圧パンチ20の一部は、モールド10の内部に位置する。押圧パンチ20は、モールド10の上面側に位置する。
【0030】
次に、シリンダ40が押圧パンチ20に接触するようにシリンダ40を配置する。パンチ上面25aとシリンダ下面45bとが、面状に接触するようにシリンダ40を配置する。押圧パンチ20が傾いて配置された場合には、シリンダ40を加圧軸方向zに垂直な方向に移動させて、パンチ上面25aとシリンダ下面45bとを面状に接触させてもよい。パンチ上面25aとシリンダ下面45bとの接触面は、球面状である。
【0031】
(2.3)加圧工程S3
加圧工程S3は、シリンダ40を用いて、押圧パンチ20に圧力を加える工程である。
【0032】
シリンダ40をモールド10側へ移動させて、押圧パンチ20に圧力を加える。押圧パンチ20は、原料粉体100側に押される。これにより、押圧パンチ20は、スペーサ28を介して原料粉体100に圧力を加える。
【0033】
(2.4)加熱工程S4
加熱工程S4は、原料粉体100を加熱する工程である。
【0034】
加圧工程S3によって圧力が加えられた原料粉体100を加熱する。圧力を加えながら加熱することにより、原料粉体100を焼結する。これにより、焼結体が製造される。原料粉体100がセラミックス材料の原料粉体100であれば、セラミックス焼結体が得られる。
【0035】
(3)作用・効果
本実施形態の作用効果について、図4を参照しながら説明する。図4(a)は、従来の焼結体の製造方法を説明するための従来の焼結体の製造装置の概略断面図である。図4(b)は、本実施形態に係る焼結体の製造方法を説明するための本実施形態に係る焼結体の製造装置1の概略断面図である。
【0036】
図4(a)に示されるように、原料粉体100の高さが位置によって異なるように、原料粉体100が配置された場合、押圧パンチ20は、傾いて配置される。押圧パンチ20が傾いたまま、シリンダ40をモールド10側へ移動させると、原料粉体100が高く配置された側である高配置側(図4(a)における右側)において、押圧パンチ20とシリンダ40とが接触する。すなわち、パンチ上面25aとシリンダ下面45bとが接触する接触部分Pは、高配置側に位置する。
【0037】
押圧パンチ20が傾いていない場合、シリンダ40から押圧パンチ20へ作用する外力の分布を平均して求められる平均外力f0が作用する作用点は、パンチ上面25aの中心Oに位置する。
【0038】
押圧パンチ20が傾いている場合、接触部分Pは、パンチ上面25aの端部とシリンダ下面45bの端部とが接触した部分である。このため、押圧パンチ20が傾いている場合の平均応力fpの作用する作用点pは、接触部分Pに位置する。平均応力f0における作用点である中心Oと平均応力fpの作用点pとの距離は、距離mである。従って、押圧パンチ20が傾いている場合、押圧パンチ20が傾いていない場合と比べて、シリンダ40から押圧パンチ20へ作用する外力の位置が、距離mだけずれる。
【0039】
また、接触部分Pの面積は、押圧パンチ20が傾いていない場合におけるパンチ上面25aとシリンダ下面45bとの接触面積に比べると狭い。このため、接触部分Pのパンチ上面25aに強い外力が加わる。
【0040】
これらの結果、高配置側に強い圧力が加わるため、高配置側に位置する原料粉体100には、強い圧力が加わる。原料粉体100が低く配置された側である低配置側(図4における左側)に位置する原料粉体100には、弱い圧力しか加わらない。高配置側と低配置側とに加わる圧力の差が大きくなるため、密度にばらつきのある焼結体が得られていた。高配置側に位置した焼結体部分は、密度が大きく、低配置側に位置した焼結体部分は、密度が小さかった。
【0041】
本実施形態において、パンチ上面25aの形状は、凸状の球面形状であり、シリンダ下面45bの形状は、凹状の球面形状である。図4(b)に示されるように、押圧部材配置工程S2において、パンチ上面25aとシリンダ下面45bとが、面状に接触するようにシリンダ下面45bを配置する。このため、原料粉体100の高さが位置によって異なるように原料粉体100が配置された場合であっても、パンチ上面25aとシリンダ下面45bとが接触した部分である接触部分Qは、高配置側だけでなく、低配置側にも位置する。押圧パンチ20が傾いている場合における平均外力fqの作用する作用点qは、シリンダ下面45bの中心に一致する。押圧パンチ20が傾いていない場合における平均外力f0の作用点である中心Oと平均外力fpの作用点qとの距離は、距離nである。距離nは、押圧パンチ20の傾きに応じて変化する。押圧パンチ20の傾きが小さければ、距離nも小さくなり、押圧パンチ20の傾きが大きければ、距離nも大きくなる。距離nは、パンチ上面25aの中心Oからパンチ上面25aの端部に位置する作用点pまでの距離mに比べると小さくなる。このため、従来の焼結体の製造装置に比べると、平均外力が作用する位置のずれが抑制される。
【0042】
また、パンチ上面25aとシリンダ下面45bとが、面状に接触するため、外力が放射状に分散して向かうとともに、接触部分Qの面積を充分に確保することができる。このため、接触部分Qのパンチ上面25aに平均的に外力が加わる。また、パンチ上面25aとシリンダ下面45bとが、面状に接触するため、押圧パンチ20がどの向きに傾いても、上述した作用を得ることができる。
【0043】
これらの結果、パンチ20が傾いていても、高配置側に強い圧力が加わることがなくなるため、高配置側と低配置側とに加わる圧力の差を小さくできるため、従来の焼結体の製造装置に比べて、密度にばらつきのない焼結体を得ることができる。
【0044】
(4)その他実施形態
その他実施形態について、図5から図8を参照しながら説明する。上述した実施形態と同様の部分は、適宜省略する。
【0045】
図5は、第2実施形態に係る焼結体の製造装置1Bの断面図である。図6は、第2実施形態に係る焼結体の製造装置1Bの斜視図である。図7(a)は、第2実施形態に係る焼結体の製造装置1Bの断面図である。図7(b)は、第2実施形態に係る焼結体の製造装置1Bの断面図である。図8は、第3実施形態に係る焼結体の製造装置1Cの断面図である。
【0046】
(4.1)第2実施形態
第2実施形態について、図5から図7を参照しながら説明する。
【0047】
(4.1.1)焼結体の製造装置1Bの概略構成
図5及び図6に示されるように、本実施形態に係る焼結体の製造装置1は、支持台5、モールド10、押圧パンチ20、押圧環パンチ23、ラム30、シリンダ40、中子60を備える。
【0048】
図5及び図6に示されるように、押圧環パンチ23の形状は、円環形状である。押圧環パンチ23は、押圧パンチ20と原料粉体100との間に配置される。押圧パンチ20は、環パンチ上面23aと環パンチ下面23bとを有する。環パンチ上面23aは、押圧パンチ20側に位置する表面である。環パンチ上面23aは、押圧パンチ20と接触可能である。環パンチ下面23bは、原料粉体100側に位置する表面である。本実施形態において、環パンチ下面23bは、原料粉体100と接触する。押圧環パンチ23は、押圧パンチ20から圧力が加えられ、原料粉体100に圧力を加える。
【0049】
加圧軸方向zと直交する直交方向xにおいて、押圧環パンチ23の内側には、中子60が位置する。直交方向において、押圧環パンチ23の外側には、モールド10が位置する。
【0050】
ラム30は、押圧パンチ20とシリンダ40との間に位置する。ラム30は、ラム上面35aとラム下面35bとを有する。ラム上面35aは、シリンダ下面45bと接触する。ラム上面35aは、平面であり、シリンダ下面45bも平面である。ラム下面35bは、パンチ上面25aと接触可能である。パンチ上面25aの形状は、凹状の球面形状である。ラム下面35bの形状は、凸状の球面形状である。パンチ上面25aとラム下面35bとは、面状に接触する。パンチ上面25aとラム下面35bとの接触面は、球面状である。ラム30は、シリンダ40から圧力を加えられ、押圧パンチ20に圧力を加える。ラム30は、押圧治具50に含まれる。
【0051】
中子60は、柱形状である。本実施形態において、中子60は、円柱形状である。中子60は、環状の焼結体を製造するために用いられる。中子60は、直交方向xにおけるモールド10の中央に配置される。中子60は、多角柱形状であってもよい。
【0052】
(4.1.2)焼結体の製造方法
第2実施形態における焼結体の製造方法について、説明する。
【0053】
原料配置工程S1では、中子60をモールド10の中央に配置する。図5及び図6に示されるように、中子の中心軸が加圧軸方向zと一致するように、中子60を配置する。スリーブ12と中子60との距離が均等になるように、中子60を配置することが好ましい。中子60を配置した後に、中子60の外周側に原料粉体100を配置する。
【0054】
押圧部材配置工程S2では、中子60とスリーブ12との間に押圧環パンチ23を配置する。原料粉体100上に位置するように、押圧環パンチ23を配置する。
【0055】
配置した押圧環パンチ23上に押圧パンチ20を配置する。パンチ下面25bと環パンチ上面23aとが接触するように、押圧パンチ20を配置する。
【0056】
配置した押圧パンチ20上にラム30を配置する。パンチ上面25aとラム下面35bとが球面形状に接触するように、ラム30を配置する。パンチ上面25aとラム下面35bとが面状に接触するため、押圧パンチ20上に配置したラム30は、パンチ上面25aとラム下面35bとの接触面に沿ってスライドさせることができる(図7(a)参照)。このため、ラム30をスライドさせて、ラム上面35aが加圧軸方向zに直交するように調整することができる。
【0057】
配置したラム30上にシリンダ40を配置する。ラム上面35aが加圧軸方向zに直交するようにラム30をスライドさせている場合、シリンダ40を加圧軸方向zに移動させるだけで、ラム上面35aとシリンダ下面45bとが面状に接触する(図7(b)参照)。
【0058】
シリンダ40をモールド10に向かって移動させることにより、ラム上面35aとシリンダ下面45bとが接触する。このため、図7(a)及び図7(b)に示されるように、ラム30を接触面に沿ってスライドさせていなくても、ラム上面35aとシリンダ下面45bとが接触によって、ラム30が接触面に沿ってスライドする。これにより、ラム上面35aとシリンダ下面45bとが面状に接触する。
【0059】
このように、本実施形態によれば、ラム30によって、パンチ上面25aとラム下面35bとの接触面を球面状にし、ラム上面35aとシリンダ下面45bとの接触面を平面状に調整することができる。このため、直交方向xにシリンダ40を移動させなくてもよいため、焼結体の密度のばらつきをより容易に抑制することができる。
【0060】
パンチ上面25aの形状は、凹状の球面形状である。ラム下面35bの形状は、凸状の球面形状である。下側に位置するパンチ上面25aの形状が凹状であることにより、ラム30をパンチ上面25aに沿って移動させても、ラム30の重心は移動しない。このため、押圧部材配置工程S2において、ラム30を安定して配置することができる。
【0061】
中子60が配置されたモールド10に原料粉体100を配置した場合、中子60によって、原料粉体100の移動が制限される。このため、原料粉体100の高さをならすことが困難になる。従って、中子60を配置する場合、中子60を配置しない場合に比べて、原料粉体100の高さが異なることが多かった。このため、押圧パンチ20が傾きやすかった。
【0062】
本実施形態によれば、押圧パンチ20が傾いていても、高配置側と低配置側とに加わる圧力の差を小さくできるため、従来の焼結体の製造装置に比べて、密度にばらつきのない焼結体を得ることができる。従って、環状の焼結体を製造する場合により好適に用いることができる。
【0063】
(4.2)第3実施形態
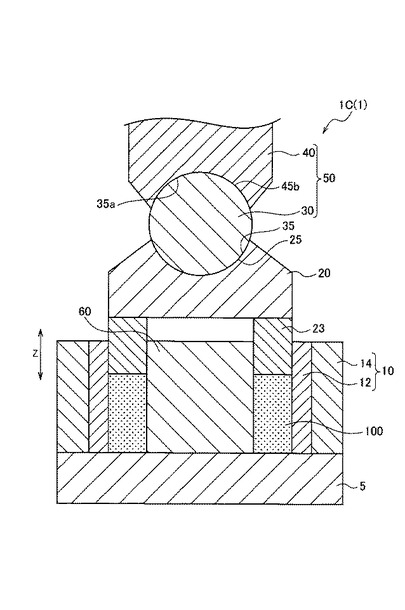
第3実施形態について、図8を参照しながら説明する。図8に示されるように、押圧治具50は、シリンダ40とラム30とを含む。ラム30は、球体である。従って、ラム上面35a及びラム下面35bの形状は、凸状の球面形状である。
【0064】
パンチ上面25aは、凹状の球面形状である。シリンダ下面45bは、凹状の球面形状である。パンチ上面25aとラム下面35bとは、面状に接触する。ラム上面35aとシリンダ下面45bとは、面状に接触する。ラム30は、押圧パンチ20及びシリンダ40に嵌合する。
【0065】
ラム30は、球体であるため、押圧パンチ20が傾いても、パンチ上面25aとラム下面35bとは、全面に接触する。また、押圧パンチ20が傾いても、ラム上面35aとシリンダ下面45bとは、全面に接触する。このため、接触面積を充分に確保することができるため、焼結体の密度のばらつきをより抑制することができる。
【0066】
(4.3)その他実施形態
本発明の実施形態を通じて本発明の内容を開示したが、この開示の一部をなす論述及び図面は、本発明を限定するものであると理解すべきではない。本発明はここでは記載していない様々な実施形態を含む。従って、本発明はここでは記載していない様々な実施形態を含む。
【0067】
上述した第1実施形態では、パンチ上面25aの曲率半径は、一定であり、シリンダ下面45bの曲率半径は、一定であったが、必ずしもこれに限られない。押圧パンチ20が傾いたときに、パンチ上面25aとシリンダ下面45bとが実際に面状に接触すれば、パンチ上面25aの曲率半径及びシリンダ下面45bの曲率半径は、厳密に一定でなくてもよい。例えば、パンチ上面25aに沿って押圧パンチ20の中心軸から外側に向かうにつれ、曲率半径が微小に変化してもよい。シリンダ下面45bもパンチ上面25aに合わせて同様に曲率半径が微小に変化する。この場合、パンチ上面25aを表面の一部とする仮想球体及びシリンダ下面45bを表面の一部とする仮想球体は、真球に近い回転楕円体となる。曲率半径が微小に変化する押圧パンチ20が傾いた場合、パンチ上面25aとシリンダ下面45bとの各接触点において、パンチ上面25aの曲率半径とシリンダ下面45bの曲率半径とが微小に異なっても、パンチ上面25aとシリンダ下面45bとは、実際には面状に接触可能である。上述した第2実施形態及び第3実施形態でも同様である。
【0068】
従って、凸状の球面形状及び凹状の球面形状には、真球となる球面形状だけでなく、回転楕円体となる球面形状も実質的に含まれ得る。また、例えば、設計上の誤差によって、厳密には曲率半径が一定でない凸状の球面形状及び凹状の球面形状も、凸状の球面形状及び凹状の球面形状に含まれ得る。
【0069】
なお、所定の点から等しい距離にある点の集合体が、真球である。所定の点は、真球の中心点である。回転楕円体とは、楕円を長軸又は短軸を回転軸として得られる回転体である。
【0070】
上述した実施形態では、モールド10は、円管形状であったが、必ずしもこれに限られない。例えば、多角形状の開口した端面を有する管状の形状も含まれる。多角形状とは、例えば、四角形状、五角形上、六角形状、八角形状等が含まれる。従って、多角形状の対向した端面を有するモールド10を用いた場合、多角柱状の焼結体が得られる。中子60が用いられた第2実施形態及び第3実施形態についても同様である。
【0071】
上述した実施形態は、発明を損なわない範囲において、適宜組み合わせることが可能である。
【0072】
上述の通り、本発明はここでは記載していない様々な実施形態を含む。従って、本発明の技術的範囲は上記の説明から妥当な特許請求の範囲に係る発明特定事項によってのみ定められるものである。
【符号の説明】
【0073】
S1…原料配置工程、 S2…押圧部材配置工程、 S3…加圧工程、 S4…加熱工程、 x…直交方向、 z…加圧軸方向、 1,1A,1B,1C…製造装置、 5…支持台、 10…モールド、 12…スリーブ、 14…ダイス、 20…押圧パンチ、 23…押圧環パンチ、 23a…環パンチ上面、 23b…環パンチ下面、 25a…パンチ上面、 25b…パンチ下面、 28…スペーサ、 30…ラム、 35a…ラム上面、 35b…ラム下面、 40…シリンダ、 45b…シリンダ下面、 50…押圧治具、 60…中子、 100…原料粉体
【特許請求の範囲】
【請求項1】
焼結体の原料となる粉状の原料粉体が配置され、開口した上面を有する筒状のモールドと、
前記モールドの前記上面側に位置し、前記原料粉体に圧力を加える押圧パンチと、
前記モールドの前記上面側において前記押圧パンチと接触し、前記押圧パンチに圧力を加える押圧治具と、を備え、
前記押圧パンチは、前記押圧治具と接触する表面であるパンチ上面を有し、
前記押圧治具は、前記押圧パンチと接触する表面である治具下面を有し、
前記パンチ上面又は前記治具下面の一方の形状は、凸状の球面形状であり、他方の形状は、凹状の球面形状である焼結体の製造装置を用い、
前記原料粉体を前記モールドに配置する原料配置工程と、
前記モールドの前記上面側に前記押圧パンチを配置し、前記押圧治具が前記押圧パンチに接触するように前記押圧治具を配置する押圧部材配置工程と、
前記押圧治具を用いて、前記押圧パンチに圧力を加える加圧工程と、
前記原料粉体を加熱する加熱工程と、を含み、
前記押圧部材配置工程において、前記パンチ上面と前記治具下面とが、面状に接触するように前記押圧治具を配置する焼結体の製造方法。
【請求項2】
前記原料配置工程において、前記モールドの中央に柱形状の中子を配置し、前記中子の外周側に前記原料粉体を配置する請求項1に記載の焼結体の製造方法。
【請求項3】
前記パンチ上面の形状は、凸状の球面形状であり、
前記治具下面の形状は、凹状の球面形状である請求項1又は2に記載の焼結体の製造方法。
【請求項4】
前記パンチ上面の形状は、凹状の球面形状であり、
前記治具下面の形状は、凸状の球面形状である請求項1又は2に記載の焼結体の製造方法。
【請求項5】
前記押圧治具は、前記治具下面を有するラムとを含み、
前記ラムは、球体である請求項1から4の何れか1項に記載の焼結体の製造方法。
【請求項6】
焼結体の原料となる粉状の原料粉体が配置され、開口した上面を有する筒状のモールドと、
前記モールドの前記上面側に位置し、前記原料粉体に圧力を加える押圧パンチと、
前記モールドの前記上面側において前記押圧パンチと接触し、前記押圧パンチに圧力を加える押圧治具と、を備え、
前記押圧パンチは、前記押圧治具と接触する表面であるパンチ上面を有し、
前記押圧治具は、前記押圧パンチと接触する表面である治具下面を有し、
前記パンチ上面又は前記治具下面の一方の形状は、凸状の球面形状であり、他方の形状は、凹状の球面形状であり、
前記パンチ上面と前記治具下面とは、面状に接触する焼結体の製造装置。
【請求項1】
焼結体の原料となる粉状の原料粉体が配置され、開口した上面を有する筒状のモールドと、
前記モールドの前記上面側に位置し、前記原料粉体に圧力を加える押圧パンチと、
前記モールドの前記上面側において前記押圧パンチと接触し、前記押圧パンチに圧力を加える押圧治具と、を備え、
前記押圧パンチは、前記押圧治具と接触する表面であるパンチ上面を有し、
前記押圧治具は、前記押圧パンチと接触する表面である治具下面を有し、
前記パンチ上面又は前記治具下面の一方の形状は、凸状の球面形状であり、他方の形状は、凹状の球面形状である焼結体の製造装置を用い、
前記原料粉体を前記モールドに配置する原料配置工程と、
前記モールドの前記上面側に前記押圧パンチを配置し、前記押圧治具が前記押圧パンチに接触するように前記押圧治具を配置する押圧部材配置工程と、
前記押圧治具を用いて、前記押圧パンチに圧力を加える加圧工程と、
前記原料粉体を加熱する加熱工程と、を含み、
前記押圧部材配置工程において、前記パンチ上面と前記治具下面とが、面状に接触するように前記押圧治具を配置する焼結体の製造方法。
【請求項2】
前記原料配置工程において、前記モールドの中央に柱形状の中子を配置し、前記中子の外周側に前記原料粉体を配置する請求項1に記載の焼結体の製造方法。
【請求項3】
前記パンチ上面の形状は、凸状の球面形状であり、
前記治具下面の形状は、凹状の球面形状である請求項1又は2に記載の焼結体の製造方法。
【請求項4】
前記パンチ上面の形状は、凹状の球面形状であり、
前記治具下面の形状は、凸状の球面形状である請求項1又は2に記載の焼結体の製造方法。
【請求項5】
前記押圧治具は、前記治具下面を有するラムとを含み、
前記ラムは、球体である請求項1から4の何れか1項に記載の焼結体の製造方法。
【請求項6】
焼結体の原料となる粉状の原料粉体が配置され、開口した上面を有する筒状のモールドと、
前記モールドの前記上面側に位置し、前記原料粉体に圧力を加える押圧パンチと、
前記モールドの前記上面側において前記押圧パンチと接触し、前記押圧パンチに圧力を加える押圧治具と、を備え、
前記押圧パンチは、前記押圧治具と接触する表面であるパンチ上面を有し、
前記押圧治具は、前記押圧パンチと接触する表面である治具下面を有し、
前記パンチ上面又は前記治具下面の一方の形状は、凸状の球面形状であり、他方の形状は、凹状の球面形状であり、
前記パンチ上面と前記治具下面とは、面状に接触する焼結体の製造装置。
【図1】



【図2】

【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−18243(P2013−18243A)
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願番号】特願2011−155103(P2011−155103)
【出願日】平成23年7月13日(2011.7.13)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
【公開日】平成25年1月31日(2013.1.31)
【国際特許分類】
【出願日】平成23年7月13日(2011.7.13)
【出願人】(000005278)株式会社ブリヂストン (11,469)
【Fターム(参考)】
[ Back to top ]