
焼結原料ペレットの乾燥方法

【課題】焼結原料ペレットの強度を犠牲にすることなく、焼結原料ペレット表面の微粉の剥離を抑制して歩留りを向上させることが可能な、流動層乾燥機による焼結原料ペレットの乾燥方法を提供する。
【解決手段】平均粒径3〜13mm、乾燥前における含水率8〜13質量%の焼結原料ペレットを流動層乾燥機10を用いて乾燥する方法であって、乾燥室前段部11において、焼結原料ペレットからなる流動層Lに供給される乾燥用気体A1の流速を5〜10Nm/sとし、乾燥室前段部11と乾燥室後段部12との境界23において、流動層Lを構成する焼結原料ペレットの含水率が5〜7質量%に低下した時点で、乾燥室後段部12に供給される乾燥用気体A2の流速を3〜4.5Nm/sとして、焼結原料ペレットを連続して乾燥させる。
【解決手段】平均粒径3〜13mm、乾燥前における含水率8〜13質量%の焼結原料ペレットを流動層乾燥機10を用いて乾燥する方法であって、乾燥室前段部11において、焼結原料ペレットからなる流動層Lに供給される乾燥用気体A1の流速を5〜10Nm/sとし、乾燥室前段部11と乾燥室後段部12との境界23において、流動層Lを構成する焼結原料ペレットの含水率が5〜7質量%に低下した時点で、乾燥室後段部12に供給される乾燥用気体A2の流速を3〜4.5Nm/sとして、焼結原料ペレットを連続して乾燥させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、焼結原料ペレットの乾燥方法に関し、詳細には、流動層乾燥機を用いて焼結原料ペレットを連続乾燥する方法に関する。
【背景技術】
【0002】
一般に、微粉の多い鉄鉱石は、焼結前の事前処理として、粉砕して整粒化した後、水やバインダーを添加して造粒し、擬似粒子化した造粒物(焼結原料ペレット)に加工して焼結機に装入される。
この焼結原料ペレットの強度が低いと、焼結機までの搬送過程や焼結機充填層で、焼結原料ペレットが崩壊し、焼結機で目詰まりを起こすことがある。
【0003】
上記問題を解決するため、例えば特許文献1では、粗粒及び微粉を含む2種類以上の鉄鉱石を原料とし、核粒子となる粗粒に微粉を付着させて造粒物Sを製造する第1の造粒装置と、微粉のみ又は微粉を主体として造粒させて造粒物Pを製造する第2の造粒装置とを備え、造粒物Sに比べて強度の低い造粒物Pのみ乾燥機で乾燥させて、造粒物Pに含まれる水分量を外分で5質量%まで低下させることで造粒物Pの強度(圧壊強度)を向上させる発明が開示されている。
【0004】
ところで、焼結原料ペレットを乾燥させる方法として、乾燥速度が速く生産性が高い流動層乾燥機が用いられることが多い。例えば特許文献2では、鉄鉱石を含む焼結原料に、バインダーを添加して造粒し、生成する造粒物を、ガスにより流動化して乾燥することにより、造粒物を素早く乾燥させて強度を発現させ、造粒物の崩壊を抑制する発明が開示されている。
また、特許文献3では、焼結原料を乾燥する流動層乾燥機と、流動層乾燥機によって乾燥された焼結原料ペレットの少なくとも一部を乾燥する充填層乾燥機とを備える焼結原料ペレット乾燥設備とすることにより、充分な強度が得られる含有水分まで焼結原料ペレットを乾燥させる際に必要な熱風量を低減して、乾燥工程における使用エネルギーを抑制する発明が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−350770号公報
【特許文献2】特開2007−138245号公報
【特許文献3】特開2008−256309号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1〜3には、強度確保の観点から焼結原料ペレットに含まれる水分量は少ないほうが望ましいと記載され、焼結原料ペレットの強度を高めるために焼結原料ペレットを乾燥させている。
乾燥機によって乾燥された焼結原料ペレットは、乾燥後の水分が低いほど強度も向上するので、焼結までの搬送過程及び焼結時における焼結原料ペレットの崩壊は減少する。これは、焼結原料ペレットに含まれる水分量が少ないほど、焼結原料ペレットの圧壊強度が高くなることに起因している。
【0007】
一方、焼結原料ペレットのような造粒物を流動層乾燥機で乾燥すると、造粒物表面の微粉が剥離して粉化するという造粒物特有の課題がある。
【0008】
粉化した微粉は、乾燥室の天井に設置された排気口から回収された後、造粒工程で再利用されることになるが、生産性や熱経済性の観点から粉化率を低減させる必要がある。現在、乾燥用気体の流速を5Nm/sとして、焼結原料ペレットの含水率が3質量%程度になるまで流動層乾燥機を用いて乾燥させているが、粉化率は10〜15%にもなり、大きな問題となっている。
なお、Nm/sは標準状態(0℃、1atm)における乾燥用気体の流速をいう。また、粉化率とは、乾燥した焼結原料ペレットにおいて、乾燥前焼結原料ペレット全質量に対する粉化した質量の比率、即ち粉化による歩留り落ちをいう。
【0009】
上記課題に関し、焼結原料ペレットの圧壊強度と同様、焼結原料ペレットに含まれる水分量が少ないほど、焼結原料ペレット表面に付着する微粉の付着力も大きくなり、微粉が剥離しにくくなるであろうと考えられていた。しかし、本発明者等は、焼結原料ペレットを流動層乾燥機で乾燥した場合、焼結原料ペレットに含まれる水分量が少ないほど、微粉が剥離して粉化しやすいことを発見した。
この発見によって、落下等の衝撃に起因する圧縮力による焼結原料ペレットの崩壊と、摩擦等に起因するせん断力による微粉の剥離が、異なる破壊現象であることが明らかとなった。後者の場合、焼結原料ペレットに含まれる水分量が少なくなると、焼結原料ペレット表面に存在する水分による付着力が弱まるので、微粉が剥離して粉化しやすいのではないかと、本発明者等は推測している。
【0010】
上記知見に基づき、本発明では、焼結原料ペレットの強度を犠牲にすることなく、焼結原料ペレット表面の微粉の剥離を抑制して歩留りを向上させることが可能な、流動層乾燥機による焼結原料ペレットの乾燥方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明は、平均粒径3〜13mm、乾燥前における含水率8〜13質量%の焼結原料ペレットを流動層乾燥機を用いて乾燥する方法であって、
前記焼結原料ペレットからなる流動層に供給される乾燥用気体の流速を、前記焼結原料ペレットが装入される供給口側において5〜10Nm/sとし、前記流動層を構成する焼結原料ペレットの含水率が5〜7質量%に低下した時点で、前記乾燥用気体の流速を3〜4.5Nm/sとして、前記焼結原料ペレットを連続して乾燥させることを特徴としている。
ここで、「焼結原料ペレットを連続して乾燥させる」とは、焼結原料ペレットが流動層乾燥機の供給口から乾燥室内に連続して装入されることで、焼結原料ペレットからなる流動層が排出口側に連続的に移動して乾燥室から連続して排出されることをいう。高い生産性を確保するためには、焼結原料ペレットを連続して乾燥することが必要となる。
また、「乾燥用気体の流速」は空塔速度であり、流動層内通過気体流量を流動層断面積で除した値である(JISB0126「火力発電用語−ボイラ及び付属装置」参照)。
【0012】
本発明者等は、流動層乾燥機を用いて焼結原料ペレットを乾燥する際、焼結原料ペレットの含水率が低下するにつれて焼結原料ペレットの粉化率が上昇すること、また乾燥用気体の流速が大きなほど、粉化率が大きくなることを発見した。なかでも焼結原料ペレットの含水率が5質量%程度未満になると、乾燥用気体の流速が焼結原料ペレットの粉化率に及ぼす影響が大きくなることを見出した。
そこで、本発明では、高い生産性を確保するため、流動層乾燥機を用いて焼結原料ペレットを連続して乾燥させることを前提としたうえで、焼結原料ペレットの強度確保と焼結原料ペレット表面の微粉剥離防止を両立させるべく、乾燥前における焼結原料ペレットの含水率が8〜13質量%のとき、乾燥用気体の流速を、一定流速とする従来方法に比べて相対的に大きくして焼結原料ペレットの乾燥促進を図ると共に、焼結原料ペレットの含水率が5〜7質量%に低下した時点で、乾燥用気体の流速を、一定流速とする従来方法に比べて相対的に小さくして焼結原料ペレットの粉化を抑制する。
【発明の効果】
【0013】
本発明に係る焼結原料ペレットの乾燥方法では、流動層乾燥機を用いて焼結原料ペレットを連続乾燥する際に、乾燥前における焼結原料ペレットの含水率が8〜13質量%のとき、乾燥用気体の流速を5〜10Nm/sとし、焼結原料ペレットの含水率が5〜7質量%に低下した時点で、乾燥用気体の流速を3〜4.5Nm/sとするので、焼結原料ペレットの強度を犠牲にすることなく、焼結原料ペレット表面の微粉の剥離を抑制して歩留りを向上させることができる。
【図面の簡単な説明】
【0014】
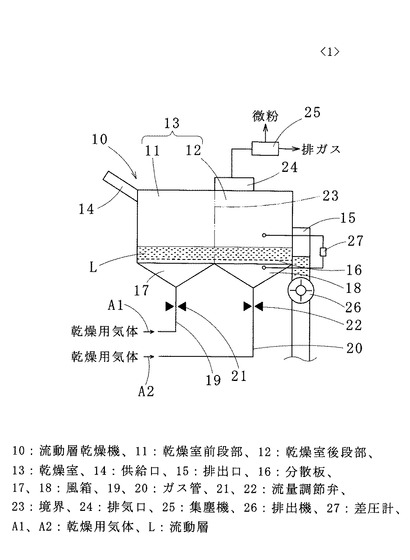
【図1】本発明の一実施の形態に係る焼結原料ペレットの乾燥方法に使用する流動層乾燥機の模式図である。
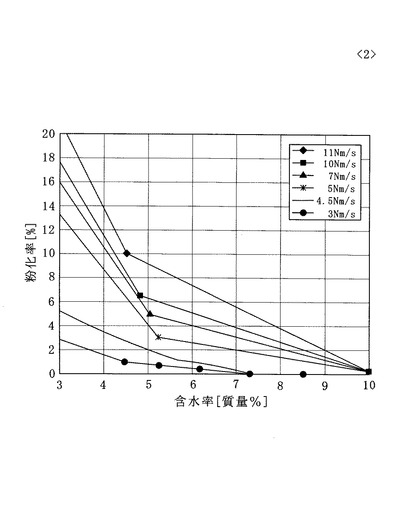
【図2】流動層乾燥における焼結原料ペレットの粉化率と焼結原料ペレットの含水率との関係を、乾燥用気体の流速をパラメータとして示したグラフである。
【発明を実施するための形態】
【0015】
乾燥前の焼結原料ペレットは、表面に水分が存在するため粘性を有している。そのため、焼結原料ペレット同士がくっついて通気性が悪くなり、乾燥効率が低下する。流動層乾燥機では、焼結原料ペレットからなる流動層に下方から乾燥用気体を吹き付けることで、個々の焼結原料ペレットが流動して通気性が確保され、乾燥が促進される。
【0016】
しかし、焼結原料ペレットの乾燥が進行するにつれて、焼結原料ペレットに含まれる含有水分が少なくなるため、焼結原料ペレット表面に存在する水分による付着力が低下する。その結果、流動化時の焼結原料ペレット同士の衝突や乾燥室内壁との摩擦によって、焼結原料ペレット表面の微粉が剥離して粉化を招く。これを避けるため、焼結原料ペレットに含まれる含有水分の低減を抑制すると、焼結原料ペレット内部で水分値が十分低下していないので、焼結原料ペレット強度を高めることができないという問題がある。
【0017】
図2は、流動層乾燥における焼結原料ペレットの粉化率と焼結原料ペレットの含水率との関係を、乾燥用気体の流速をパラメータとして示したものである。同図より、焼結原料ペレットの含水率が低下するにつれて焼結原料ペレットの粉化率が上昇し、焼結原料ペレットの含水率が5質量%程度未満になると、粉化率が急に大きくなることがわかる。また、乾燥用気体の流速が大きなほど粉化率は大きくなることがわかる。
因みに、従来の流動層乾燥では、乾燥用気体の流速5Nm/sにて焼結原料ペレットの含水率が3質量%程度になるまで乾燥させており、その際の粉化率は13%となる(図2参照)。
【0018】
一方、図2より明らかなように、乾燥用気体の流速を遅くしてゆっくり流動化させれば粉化率は低くなるが、目標とする含水率まで焼結原料ペレットを乾燥させるのに大幅に時間が掛かるという問題がある。
【0019】
そこで、本発明では、高い生産性を確保するため、流動層乾燥機を用いて焼結原料ペレットを連続して乾燥させることを前提としたうえで、焼結原料ペレットの含水率が高い乾燥前期は、焼結原料ペレット表面の付着力が大きく粉化しにくいので、乾燥用気体の流速を、一定流速とする従来方法に比べて相対的に大きくして焼結原料ペレットの乾燥促進を図ると共に、焼結原料ペレットの含水率が所定値に低下した乾燥後期は、焼結原料ペレット表面の付着力が小さく粉化しやすいので、乾燥用気体の流速を、一定流速とする従来方法に比べて相対的に小さくして焼結原料ペレットの粉化を抑制するようにしている。
【0020】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態に付き説明し、本発明の理解に供する。
【0021】
本発明の一実施の形態に係る焼結原料ペレットの乾燥方法に使用する流動層乾燥機10の模式図を図1に示す。
流動層乾燥機10の本体となる乾燥室13は、水平一方向に長い概略直方体状とされ、焼結原料ペレットを装入する供給口14が長手方向の一方の端面に、焼結原料ペレットを排出する排出口15が長手方向の他方の端面にそれぞれ設けられている。また、筒状とされた排出口15の途中には排出機26が設置されている。
以下の説明では、乾燥室13の供給口14側の1/2空間を乾燥室前段部11、乾燥室13の排出口15側の1/2空間を乾燥室後段部12と便宜上、呼ぶことにする。
【0022】
乾燥室13の底部には、乾燥室前段部11に下方から乾燥用気体A1を吹き込むため上方に向けて拡開する風箱17と、乾燥室後段部12に下方から乾燥用気体A2を吹き込むため上方に向けて拡開する風箱18が前後に並設されている。
風箱17、18の下端部には、乾燥用気体A1、A2を送給するためのガス管19、20が接続され、ガス管19、20の途中には、乾燥用気体A1、A2の流速を調節するための流量調整弁21、22が取り付けられている。
【0023】
風箱17、18の上方には、乾燥室13の床面を構成する分散板16が設置されている。分散板16には、乾燥用気体A1、A2が通過する孔が複数形成されており、供給口14から乾燥室13内に装入された焼結原料ペレットは、分散板16上で流動層Lを形成し、供給口14から排出口15へ連続的に移動する。
一方、乾燥室13の天井には排気口24が設けられており、粉化した微粉は排気口24から集塵機25により回収され、造粒工程で再利用される。
【0024】
また、流動層乾燥機10は、乾燥室後段部12とその直下の風箱18の差圧ΔPを計測する差圧計27を備えている。流動層Lの層厚は差圧ΔPに比例するので、差圧ΔPに応じて排出機26を作動させることにより、流動層Lの層厚を制御することができる。例えば、流動層Lの層厚がh1のときの差圧ΔPがΔP1であるとすると、流動層Lの層厚をh1に維持したいとき、排出機26の作動条件をΔP≧ΔP1に設定すればよい。この条件下では、ΔP<ΔP1の時、排出機26が作動しないため、焼結原料ペレットは乾燥室13から排出されず流動層Lの層厚は徐々に厚くなる。ΔP=ΔP1になった時点で排出機26が作動して乾燥室13から焼結原料ペレットが排出されるため、流動層Lの層厚はh1に保たれ、h1より厚くなることはない。
【0025】
なお、本実施の形態では、乾燥室前段部11と乾燥室後段部12との境界23は仮想境界であり仕切り板は設置していないが、仕切り板を設置しても良く、その場合は、流動層Lが通過するための開口部を仕切り板に設ける必要がある。
【0026】
次に、上記構成を有する流動層乾燥機10を用いて焼結原料ペレットを連続乾燥する方法について説明する。
連続乾燥の対象となる焼結原料ペレットは、平均粒径3〜13mm、乾燥前における含水率8〜13質量%とする。
焼結原料ペレットの平均粒径が3mm未満だと、焼結原料ペレットを焼結機に装入したときに密に充填され、焼結機の通気性が阻害される。一方、焼結原料ペレットの平均粒径が13mmを超えると、焼結鉱の製造時に、焼結鉱の中央部まで焼結できない。
【0027】
焼結原料ペレットの平均粒径は以下の方法により算出する。
焼結原料ペレットを、19.0mm、16.0mm、9.5mm、8.0mm、6.7mm、4.75mm、2.8mm、2.0mm、1.0mm、0.5mmの篩いを用いて分級してグループに分け、各グループについて代表径と質量比(焼結原料ペレット全質量に対する当該グループに属する焼結原料ペレットの質量)を求める(JISZ8801−1「試験用ふるい−第1部:金属製網ふるい」参照)。そして、各グループごとに代表径と質量比との積を算出して、それらの総和を焼結原料ペレットの平均粒径とする。ここで、代表径は、篩い目0.5mmアンダーは0.25mm、その他は篩い目の中心値(例えば、19.0mmアンダー〜16.0mmオーバーのグループでは、篩い目の中心値は17.5mmとなる。)とする。
なお、19.0mmオーバーの焼結原料ペレットが存在する場合は、適宜、22.4mm、26.5mmの篩いを準備し、分級後に篩い目の中心値を代表径として、上述した方法により平均粒径を求めればよい。
【0028】
また、乾燥前における焼結原料ペレットの含水率が8質量%未満だと、造粒時の水分が不足しているため、造粒が進まず、焼結原料ペレットの平均粒径が3mm未満となる。一方、乾燥前における焼結原料ペレットの含水率が13質量%を超えると、水分が多すぎて、うまく造粒できない。焼結原料ペレットの崩壊を防止するためには、焼結原料ペレットの圧壊強度は高いほど良く、0.5MPa以上であることが望ましい。そのためにも乾燥後の焼結原料ペレットの含水率が4質量%以下であることが望ましい。
【0029】
なお、焼結原料ペレットの含水率は、焼結原料ペレット1000g(乾燥前質量)を150℃の恒温槽で水分が蒸発しなくなるまで(それ以上乾燥しても質量の変化がなくなるまで)乾燥させた後、乾燥後の焼結原料ペレットの質量を測定し、次式により算出する。
含水率(質量%)=(乾燥前の焼結原料ペレット質量−乾燥後の焼結原料ペレット質量)/乾燥前の焼結原料ペレット質量×100
【0030】
乾燥室前段部11に下方から吹き込まれる乾燥用気体A1の流速は5〜10Nm/s、乾燥室後段部12に下方から吹き込まれる乾燥用気体A2の流速は3〜4.5Nm/sとする。ここで、乾燥用気体A1、A2の流速は、流動層内通過気体流量(ガス管19、20に設置した流量計(図示省略)にて測定した流量(Nm3/s))を流動層断面積(風箱17、18の上面開口面積(m2))で除した値である。
なお、乾燥用気体A1、A2としては、焼結鉱冷却設備の排ガスや熱風発生炉等で製造された熱風等、流動層乾燥機の乾燥用気体として一般的に使用されているもので良く、その温度も流動層乾燥機において一般的に使用されている乾燥用気体の温度、例えば180〜280℃であれば良い。
【0031】
乾燥用気体A1の流速が5Nm/s未満の場合、焼結原料ペレットの表面水分による焼結原料ペレット間の付着力に抗して焼結原料ペレットを流動化させることが十分にできないため、乾燥が進まず、排出後の焼結原料ペレットの含水率が4質量%超となり、必要なペレット強度が得られない。一方、乾燥用気体A1の流速が10Nm/sを超えると、焼結原料ペレットの含水率が乾燥室後段部12より高く比較的粉化しにくい乾燥室前段部11においても粉化率が大きくなり、乾燥用気体A2の流速を3〜4.5Nm/sと低速にしても、粉化率が現状の粉化率10〜15%の下限値以上となる。
また、乾燥用気体A2の流速が3Nm/s未満の場合、焼結原料ペレットを流動化させることが十分にできないため、乾燥が進まず、排出後の焼結原料ペレットの含水率が4質量%超となり、必要なペレット強度が得られない。一方、乾燥用気体A2の流速が4.5Nm/sを超える場合、図2に示すように、焼結原料ペレットの含水率が低くなると、粉化率が急激に増大し、十分な粉化抑制効果が得られない。好ましくは、乾燥用気体A2の流速は4Nm/s以下が良い。
【0032】
本実施の形態では、流動層乾燥機10を用いて焼結原料ペレットを連続乾燥する際、乾燥室前段部11と乾燥室後段部12との境界23における焼結原料ペレットの含水率が5〜7質量%となるようコントロールすることが肝要である。
焼結原料ペレットの含水率が5質量%未満の場合、乾燥室前段部11で5質量%未満まで焼結原料ペレットの乾燥が進んでしまうため、乾燥室前段部11での粉化率が大きくなり、最終的な粉化率が10%以上となる。一方、焼結原料ペレットの含水率が7質量%を超える場合、排出後の焼結原料ペレットの含水率が4%超になり、目標のペレット強度が得られなくなる。
【0033】
乾燥室前段部11と乾燥室後段部12との境界23における焼結原料ペレットの含水率は以下の方法によりコントロールする。
乾燥室前段部11に供給される乾燥用気体A1の流速を変化させて、乾燥室前段部11と乾燥室後段部12の境界23における焼結原料ペレットの含水率が5〜7質量%の領域に入る乾燥時間を事前試験により求めておく。具体的には、乾燥室前段部11と乾燥室後段部12に供給される乾燥用気体A1、A2を同じ流速にして、流速ごとに、流動層Lの層厚を変えることで乾燥時間を変動させ、境界23における焼結原料ペレットの含水率を調査する。そして、この事前試験結果に基づいて、乾燥用気体A1の流速に対して、境界23における焼結原料ペレットの含水率が5〜7質量%となる乾燥時間、即ち流動層Lの層厚を把握しておく。実操業では、境界23における焼結原料ペレットの含水率が5〜7質量%となるように、前述した方法により流動層Lの層厚をコントロールすれば良い。
【0034】
なお、事前試験では、境界23における焼結原料ペレットの含水率を以下の方法により調査すればよい。即ち、流動層Lの層厚変更後、装入された焼結原料ペレットが境界23に達するのに十分な時間、例えば焼結原料ペレットの滞留時間(乾燥時間)が経過してから流動層Lを停止し、境界23における流動層Lの内部にサンプル採取用の治具を挿入して焼結原料ペレットを採取して調査する。
また、上記事前試験は、乾燥室が前段部と後段部に分かれていない流動層乾燥機を用いて行うことも可能である。
【0035】
本実施の形態に係る焼結原料ペレットの乾燥方法では、境界23における焼結原料ペレットの含水率が5〜7質量%となるように、事前試験結果に基づいて乾燥室後段部12とその直下の風箱18の差圧ΔPを設定すると共に、乾燥室前段部11に下方から吹き込まれる乾燥用気体A1の流速を5〜10Nm/s、乾燥室後段部12に下方から吹き込まれる乾燥用気体A2の流速を3〜4.5Nm/sとし、平均粒径3〜13mm、乾燥前における含水率8〜13質量%の焼結原料ペレットを流動層乾燥機10を用いて連続乾燥することにより、焼結原料ペレットの強度を犠牲にすることなく、焼結原料ペレット表面の微粉の剥離を抑制して歩留りを向上させることができる。
【0036】
以上、本発明の一実施の形態について説明してきたが、本発明は何ら上記した実施の形態に記載の構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。
例えば、上記実施の形態では、乾燥室前段部内及び乾燥室後段部内における乾燥用気体の流速をそれぞれ一定とし、乾燥室前段部と乾燥室後段部で乾燥用気体の流速が異なるようにしたが、乾燥室前段部と乾燥室後段部で乾燥用気体の流速がそれぞれ連続的に変化するようにしても良い。即ち、乾燥用気体の流速を、供給口付近において10Nm/s、供給口側境界付近において5Nm/sとして乾燥室前段部内で連続的に変化させると共に、排出口側境界付近において4.5Nm/s、排出口付近において3Nm/sとして乾燥室後段部内で連続的に変化させても良い。
【0037】
また、上記実施の形態では、乾燥室前段部と乾燥室後段部は同形状としているが、供給口から境界までの距離に比べて、境界から排出口までの距離のほうを長くしたり、その逆でも良い。
【実施例】
【0038】
流動層乾燥機10を用いて焼結原料ペレットの連続乾燥試験を実施した。粉化率と乾燥後の焼結原料ペレットの含水率を評価尺度とし、粉化率については10%未満を○(合格)、10%以上を×(不合格)、乾燥後の焼結原料ペレットの含水率については4質量%以下を○(合格)、4質量%超を×(不合格)とした。前述したように、乾燥後の焼結原料ペレットの含水率は4質量%以下が望ましいが、4質量%が臨界値というわけではなく、本実施例では、便宜的に4質量%超を不合格としている。
平均粒径5mm、乾燥前の含水率9質量%の焼結原料ペレットに対する試験結果を表1に、平均粒径10mm、乾燥前の含水率12質量%の焼結原料ペレットに対する試験結果を表2にそれぞれ示す。なお、乾燥用気体の温度は180〜280℃とした。
【0039】
【表1】

【0040】
【表2】
【0041】
同表より、実施例については不合格となったものが一つもなく、比較例については粉化率と含水率のいずれかが不合格となっていることがわかる。
具体的には、乾燥室前段部の乾燥用気体の流速が10Nm/sを超える比較例1、7では粉化率が不合格となり、乾燥室前段部の乾燥用気体の流速が5Nm/s未満である比較例2、8では含水率が不合格となっている。また、乾燥室後段部の乾燥用気体の流速が3Nm/s未満である比較例3、9では含水率が不合格となり、乾燥室後段部の乾燥用気体の流速が4.5Nm/sを超える比較例4、10では粉化率が不合格となっている。さらにまた、境界における焼結原料ペレットの含水率が5質量%未満である比較例5、11では粉化率が不合格となり、境界における焼結原料ペレットの含水率が7質量%を超える比較例6、12では含水率が不合格となっている。
【符号の説明】
【0042】
10:流動層乾燥機、11:乾燥室前段部、12:乾燥室後段部、13:乾燥室、14:供給口、15:排出口、16:分散板、17、18:風箱、19、20:ガス管、21、22:流量調整弁、23:境界、24:排気口、25:集塵機、26:排出機、27:差圧計、A1、A2:乾燥用気体、L:流動層
【技術分野】
【0001】
本発明は、焼結原料ペレットの乾燥方法に関し、詳細には、流動層乾燥機を用いて焼結原料ペレットを連続乾燥する方法に関する。
【背景技術】
【0002】
一般に、微粉の多い鉄鉱石は、焼結前の事前処理として、粉砕して整粒化した後、水やバインダーを添加して造粒し、擬似粒子化した造粒物(焼結原料ペレット)に加工して焼結機に装入される。
この焼結原料ペレットの強度が低いと、焼結機までの搬送過程や焼結機充填層で、焼結原料ペレットが崩壊し、焼結機で目詰まりを起こすことがある。
【0003】
上記問題を解決するため、例えば特許文献1では、粗粒及び微粉を含む2種類以上の鉄鉱石を原料とし、核粒子となる粗粒に微粉を付着させて造粒物Sを製造する第1の造粒装置と、微粉のみ又は微粉を主体として造粒させて造粒物Pを製造する第2の造粒装置とを備え、造粒物Sに比べて強度の低い造粒物Pのみ乾燥機で乾燥させて、造粒物Pに含まれる水分量を外分で5質量%まで低下させることで造粒物Pの強度(圧壊強度)を向上させる発明が開示されている。
【0004】
ところで、焼結原料ペレットを乾燥させる方法として、乾燥速度が速く生産性が高い流動層乾燥機が用いられることが多い。例えば特許文献2では、鉄鉱石を含む焼結原料に、バインダーを添加して造粒し、生成する造粒物を、ガスにより流動化して乾燥することにより、造粒物を素早く乾燥させて強度を発現させ、造粒物の崩壊を抑制する発明が開示されている。
また、特許文献3では、焼結原料を乾燥する流動層乾燥機と、流動層乾燥機によって乾燥された焼結原料ペレットの少なくとも一部を乾燥する充填層乾燥機とを備える焼結原料ペレット乾燥設備とすることにより、充分な強度が得られる含有水分まで焼結原料ペレットを乾燥させる際に必要な熱風量を低減して、乾燥工程における使用エネルギーを抑制する発明が開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−350770号公報
【特許文献2】特開2007−138245号公報
【特許文献3】特開2008−256309号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
特許文献1〜3には、強度確保の観点から焼結原料ペレットに含まれる水分量は少ないほうが望ましいと記載され、焼結原料ペレットの強度を高めるために焼結原料ペレットを乾燥させている。
乾燥機によって乾燥された焼結原料ペレットは、乾燥後の水分が低いほど強度も向上するので、焼結までの搬送過程及び焼結時における焼結原料ペレットの崩壊は減少する。これは、焼結原料ペレットに含まれる水分量が少ないほど、焼結原料ペレットの圧壊強度が高くなることに起因している。
【0007】
一方、焼結原料ペレットのような造粒物を流動層乾燥機で乾燥すると、造粒物表面の微粉が剥離して粉化するという造粒物特有の課題がある。
【0008】
粉化した微粉は、乾燥室の天井に設置された排気口から回収された後、造粒工程で再利用されることになるが、生産性や熱経済性の観点から粉化率を低減させる必要がある。現在、乾燥用気体の流速を5Nm/sとして、焼結原料ペレットの含水率が3質量%程度になるまで流動層乾燥機を用いて乾燥させているが、粉化率は10〜15%にもなり、大きな問題となっている。
なお、Nm/sは標準状態(0℃、1atm)における乾燥用気体の流速をいう。また、粉化率とは、乾燥した焼結原料ペレットにおいて、乾燥前焼結原料ペレット全質量に対する粉化した質量の比率、即ち粉化による歩留り落ちをいう。
【0009】
上記課題に関し、焼結原料ペレットの圧壊強度と同様、焼結原料ペレットに含まれる水分量が少ないほど、焼結原料ペレット表面に付着する微粉の付着力も大きくなり、微粉が剥離しにくくなるであろうと考えられていた。しかし、本発明者等は、焼結原料ペレットを流動層乾燥機で乾燥した場合、焼結原料ペレットに含まれる水分量が少ないほど、微粉が剥離して粉化しやすいことを発見した。
この発見によって、落下等の衝撃に起因する圧縮力による焼結原料ペレットの崩壊と、摩擦等に起因するせん断力による微粉の剥離が、異なる破壊現象であることが明らかとなった。後者の場合、焼結原料ペレットに含まれる水分量が少なくなると、焼結原料ペレット表面に存在する水分による付着力が弱まるので、微粉が剥離して粉化しやすいのではないかと、本発明者等は推測している。
【0010】
上記知見に基づき、本発明では、焼結原料ペレットの強度を犠牲にすることなく、焼結原料ペレット表面の微粉の剥離を抑制して歩留りを向上させることが可能な、流動層乾燥機による焼結原料ペレットの乾燥方法を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するため、本発明は、平均粒径3〜13mm、乾燥前における含水率8〜13質量%の焼結原料ペレットを流動層乾燥機を用いて乾燥する方法であって、
前記焼結原料ペレットからなる流動層に供給される乾燥用気体の流速を、前記焼結原料ペレットが装入される供給口側において5〜10Nm/sとし、前記流動層を構成する焼結原料ペレットの含水率が5〜7質量%に低下した時点で、前記乾燥用気体の流速を3〜4.5Nm/sとして、前記焼結原料ペレットを連続して乾燥させることを特徴としている。
ここで、「焼結原料ペレットを連続して乾燥させる」とは、焼結原料ペレットが流動層乾燥機の供給口から乾燥室内に連続して装入されることで、焼結原料ペレットからなる流動層が排出口側に連続的に移動して乾燥室から連続して排出されることをいう。高い生産性を確保するためには、焼結原料ペレットを連続して乾燥することが必要となる。
また、「乾燥用気体の流速」は空塔速度であり、流動層内通過気体流量を流動層断面積で除した値である(JISB0126「火力発電用語−ボイラ及び付属装置」参照)。
【0012】
本発明者等は、流動層乾燥機を用いて焼結原料ペレットを乾燥する際、焼結原料ペレットの含水率が低下するにつれて焼結原料ペレットの粉化率が上昇すること、また乾燥用気体の流速が大きなほど、粉化率が大きくなることを発見した。なかでも焼結原料ペレットの含水率が5質量%程度未満になると、乾燥用気体の流速が焼結原料ペレットの粉化率に及ぼす影響が大きくなることを見出した。
そこで、本発明では、高い生産性を確保するため、流動層乾燥機を用いて焼結原料ペレットを連続して乾燥させることを前提としたうえで、焼結原料ペレットの強度確保と焼結原料ペレット表面の微粉剥離防止を両立させるべく、乾燥前における焼結原料ペレットの含水率が8〜13質量%のとき、乾燥用気体の流速を、一定流速とする従来方法に比べて相対的に大きくして焼結原料ペレットの乾燥促進を図ると共に、焼結原料ペレットの含水率が5〜7質量%に低下した時点で、乾燥用気体の流速を、一定流速とする従来方法に比べて相対的に小さくして焼結原料ペレットの粉化を抑制する。
【発明の効果】
【0013】
本発明に係る焼結原料ペレットの乾燥方法では、流動層乾燥機を用いて焼結原料ペレットを連続乾燥する際に、乾燥前における焼結原料ペレットの含水率が8〜13質量%のとき、乾燥用気体の流速を5〜10Nm/sとし、焼結原料ペレットの含水率が5〜7質量%に低下した時点で、乾燥用気体の流速を3〜4.5Nm/sとするので、焼結原料ペレットの強度を犠牲にすることなく、焼結原料ペレット表面の微粉の剥離を抑制して歩留りを向上させることができる。
【図面の簡単な説明】
【0014】
【図1】本発明の一実施の形態に係る焼結原料ペレットの乾燥方法に使用する流動層乾燥機の模式図である。
【図2】流動層乾燥における焼結原料ペレットの粉化率と焼結原料ペレットの含水率との関係を、乾燥用気体の流速をパラメータとして示したグラフである。
【発明を実施するための形態】
【0015】
乾燥前の焼結原料ペレットは、表面に水分が存在するため粘性を有している。そのため、焼結原料ペレット同士がくっついて通気性が悪くなり、乾燥効率が低下する。流動層乾燥機では、焼結原料ペレットからなる流動層に下方から乾燥用気体を吹き付けることで、個々の焼結原料ペレットが流動して通気性が確保され、乾燥が促進される。
【0016】
しかし、焼結原料ペレットの乾燥が進行するにつれて、焼結原料ペレットに含まれる含有水分が少なくなるため、焼結原料ペレット表面に存在する水分による付着力が低下する。その結果、流動化時の焼結原料ペレット同士の衝突や乾燥室内壁との摩擦によって、焼結原料ペレット表面の微粉が剥離して粉化を招く。これを避けるため、焼結原料ペレットに含まれる含有水分の低減を抑制すると、焼結原料ペレット内部で水分値が十分低下していないので、焼結原料ペレット強度を高めることができないという問題がある。
【0017】
図2は、流動層乾燥における焼結原料ペレットの粉化率と焼結原料ペレットの含水率との関係を、乾燥用気体の流速をパラメータとして示したものである。同図より、焼結原料ペレットの含水率が低下するにつれて焼結原料ペレットの粉化率が上昇し、焼結原料ペレットの含水率が5質量%程度未満になると、粉化率が急に大きくなることがわかる。また、乾燥用気体の流速が大きなほど粉化率は大きくなることがわかる。
因みに、従来の流動層乾燥では、乾燥用気体の流速5Nm/sにて焼結原料ペレットの含水率が3質量%程度になるまで乾燥させており、その際の粉化率は13%となる(図2参照)。
【0018】
一方、図2より明らかなように、乾燥用気体の流速を遅くしてゆっくり流動化させれば粉化率は低くなるが、目標とする含水率まで焼結原料ペレットを乾燥させるのに大幅に時間が掛かるという問題がある。
【0019】
そこで、本発明では、高い生産性を確保するため、流動層乾燥機を用いて焼結原料ペレットを連続して乾燥させることを前提としたうえで、焼結原料ペレットの含水率が高い乾燥前期は、焼結原料ペレット表面の付着力が大きく粉化しにくいので、乾燥用気体の流速を、一定流速とする従来方法に比べて相対的に大きくして焼結原料ペレットの乾燥促進を図ると共に、焼結原料ペレットの含水率が所定値に低下した乾燥後期は、焼結原料ペレット表面の付着力が小さく粉化しやすいので、乾燥用気体の流速を、一定流速とする従来方法に比べて相対的に小さくして焼結原料ペレットの粉化を抑制するようにしている。
【0020】
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態に付き説明し、本発明の理解に供する。
【0021】
本発明の一実施の形態に係る焼結原料ペレットの乾燥方法に使用する流動層乾燥機10の模式図を図1に示す。
流動層乾燥機10の本体となる乾燥室13は、水平一方向に長い概略直方体状とされ、焼結原料ペレットを装入する供給口14が長手方向の一方の端面に、焼結原料ペレットを排出する排出口15が長手方向の他方の端面にそれぞれ設けられている。また、筒状とされた排出口15の途中には排出機26が設置されている。
以下の説明では、乾燥室13の供給口14側の1/2空間を乾燥室前段部11、乾燥室13の排出口15側の1/2空間を乾燥室後段部12と便宜上、呼ぶことにする。
【0022】
乾燥室13の底部には、乾燥室前段部11に下方から乾燥用気体A1を吹き込むため上方に向けて拡開する風箱17と、乾燥室後段部12に下方から乾燥用気体A2を吹き込むため上方に向けて拡開する風箱18が前後に並設されている。
風箱17、18の下端部には、乾燥用気体A1、A2を送給するためのガス管19、20が接続され、ガス管19、20の途中には、乾燥用気体A1、A2の流速を調節するための流量調整弁21、22が取り付けられている。
【0023】
風箱17、18の上方には、乾燥室13の床面を構成する分散板16が設置されている。分散板16には、乾燥用気体A1、A2が通過する孔が複数形成されており、供給口14から乾燥室13内に装入された焼結原料ペレットは、分散板16上で流動層Lを形成し、供給口14から排出口15へ連続的に移動する。
一方、乾燥室13の天井には排気口24が設けられており、粉化した微粉は排気口24から集塵機25により回収され、造粒工程で再利用される。
【0024】
また、流動層乾燥機10は、乾燥室後段部12とその直下の風箱18の差圧ΔPを計測する差圧計27を備えている。流動層Lの層厚は差圧ΔPに比例するので、差圧ΔPに応じて排出機26を作動させることにより、流動層Lの層厚を制御することができる。例えば、流動層Lの層厚がh1のときの差圧ΔPがΔP1であるとすると、流動層Lの層厚をh1に維持したいとき、排出機26の作動条件をΔP≧ΔP1に設定すればよい。この条件下では、ΔP<ΔP1の時、排出機26が作動しないため、焼結原料ペレットは乾燥室13から排出されず流動層Lの層厚は徐々に厚くなる。ΔP=ΔP1になった時点で排出機26が作動して乾燥室13から焼結原料ペレットが排出されるため、流動層Lの層厚はh1に保たれ、h1より厚くなることはない。
【0025】
なお、本実施の形態では、乾燥室前段部11と乾燥室後段部12との境界23は仮想境界であり仕切り板は設置していないが、仕切り板を設置しても良く、その場合は、流動層Lが通過するための開口部を仕切り板に設ける必要がある。
【0026】
次に、上記構成を有する流動層乾燥機10を用いて焼結原料ペレットを連続乾燥する方法について説明する。
連続乾燥の対象となる焼結原料ペレットは、平均粒径3〜13mm、乾燥前における含水率8〜13質量%とする。
焼結原料ペレットの平均粒径が3mm未満だと、焼結原料ペレットを焼結機に装入したときに密に充填され、焼結機の通気性が阻害される。一方、焼結原料ペレットの平均粒径が13mmを超えると、焼結鉱の製造時に、焼結鉱の中央部まで焼結できない。
【0027】
焼結原料ペレットの平均粒径は以下の方法により算出する。
焼結原料ペレットを、19.0mm、16.0mm、9.5mm、8.0mm、6.7mm、4.75mm、2.8mm、2.0mm、1.0mm、0.5mmの篩いを用いて分級してグループに分け、各グループについて代表径と質量比(焼結原料ペレット全質量に対する当該グループに属する焼結原料ペレットの質量)を求める(JISZ8801−1「試験用ふるい−第1部:金属製網ふるい」参照)。そして、各グループごとに代表径と質量比との積を算出して、それらの総和を焼結原料ペレットの平均粒径とする。ここで、代表径は、篩い目0.5mmアンダーは0.25mm、その他は篩い目の中心値(例えば、19.0mmアンダー〜16.0mmオーバーのグループでは、篩い目の中心値は17.5mmとなる。)とする。
なお、19.0mmオーバーの焼結原料ペレットが存在する場合は、適宜、22.4mm、26.5mmの篩いを準備し、分級後に篩い目の中心値を代表径として、上述した方法により平均粒径を求めればよい。
【0028】
また、乾燥前における焼結原料ペレットの含水率が8質量%未満だと、造粒時の水分が不足しているため、造粒が進まず、焼結原料ペレットの平均粒径が3mm未満となる。一方、乾燥前における焼結原料ペレットの含水率が13質量%を超えると、水分が多すぎて、うまく造粒できない。焼結原料ペレットの崩壊を防止するためには、焼結原料ペレットの圧壊強度は高いほど良く、0.5MPa以上であることが望ましい。そのためにも乾燥後の焼結原料ペレットの含水率が4質量%以下であることが望ましい。
【0029】
なお、焼結原料ペレットの含水率は、焼結原料ペレット1000g(乾燥前質量)を150℃の恒温槽で水分が蒸発しなくなるまで(それ以上乾燥しても質量の変化がなくなるまで)乾燥させた後、乾燥後の焼結原料ペレットの質量を測定し、次式により算出する。
含水率(質量%)=(乾燥前の焼結原料ペレット質量−乾燥後の焼結原料ペレット質量)/乾燥前の焼結原料ペレット質量×100
【0030】
乾燥室前段部11に下方から吹き込まれる乾燥用気体A1の流速は5〜10Nm/s、乾燥室後段部12に下方から吹き込まれる乾燥用気体A2の流速は3〜4.5Nm/sとする。ここで、乾燥用気体A1、A2の流速は、流動層内通過気体流量(ガス管19、20に設置した流量計(図示省略)にて測定した流量(Nm3/s))を流動層断面積(風箱17、18の上面開口面積(m2))で除した値である。
なお、乾燥用気体A1、A2としては、焼結鉱冷却設備の排ガスや熱風発生炉等で製造された熱風等、流動層乾燥機の乾燥用気体として一般的に使用されているもので良く、その温度も流動層乾燥機において一般的に使用されている乾燥用気体の温度、例えば180〜280℃であれば良い。
【0031】
乾燥用気体A1の流速が5Nm/s未満の場合、焼結原料ペレットの表面水分による焼結原料ペレット間の付着力に抗して焼結原料ペレットを流動化させることが十分にできないため、乾燥が進まず、排出後の焼結原料ペレットの含水率が4質量%超となり、必要なペレット強度が得られない。一方、乾燥用気体A1の流速が10Nm/sを超えると、焼結原料ペレットの含水率が乾燥室後段部12より高く比較的粉化しにくい乾燥室前段部11においても粉化率が大きくなり、乾燥用気体A2の流速を3〜4.5Nm/sと低速にしても、粉化率が現状の粉化率10〜15%の下限値以上となる。
また、乾燥用気体A2の流速が3Nm/s未満の場合、焼結原料ペレットを流動化させることが十分にできないため、乾燥が進まず、排出後の焼結原料ペレットの含水率が4質量%超となり、必要なペレット強度が得られない。一方、乾燥用気体A2の流速が4.5Nm/sを超える場合、図2に示すように、焼結原料ペレットの含水率が低くなると、粉化率が急激に増大し、十分な粉化抑制効果が得られない。好ましくは、乾燥用気体A2の流速は4Nm/s以下が良い。
【0032】
本実施の形態では、流動層乾燥機10を用いて焼結原料ペレットを連続乾燥する際、乾燥室前段部11と乾燥室後段部12との境界23における焼結原料ペレットの含水率が5〜7質量%となるようコントロールすることが肝要である。
焼結原料ペレットの含水率が5質量%未満の場合、乾燥室前段部11で5質量%未満まで焼結原料ペレットの乾燥が進んでしまうため、乾燥室前段部11での粉化率が大きくなり、最終的な粉化率が10%以上となる。一方、焼結原料ペレットの含水率が7質量%を超える場合、排出後の焼結原料ペレットの含水率が4%超になり、目標のペレット強度が得られなくなる。
【0033】
乾燥室前段部11と乾燥室後段部12との境界23における焼結原料ペレットの含水率は以下の方法によりコントロールする。
乾燥室前段部11に供給される乾燥用気体A1の流速を変化させて、乾燥室前段部11と乾燥室後段部12の境界23における焼結原料ペレットの含水率が5〜7質量%の領域に入る乾燥時間を事前試験により求めておく。具体的には、乾燥室前段部11と乾燥室後段部12に供給される乾燥用気体A1、A2を同じ流速にして、流速ごとに、流動層Lの層厚を変えることで乾燥時間を変動させ、境界23における焼結原料ペレットの含水率を調査する。そして、この事前試験結果に基づいて、乾燥用気体A1の流速に対して、境界23における焼結原料ペレットの含水率が5〜7質量%となる乾燥時間、即ち流動層Lの層厚を把握しておく。実操業では、境界23における焼結原料ペレットの含水率が5〜7質量%となるように、前述した方法により流動層Lの層厚をコントロールすれば良い。
【0034】
なお、事前試験では、境界23における焼結原料ペレットの含水率を以下の方法により調査すればよい。即ち、流動層Lの層厚変更後、装入された焼結原料ペレットが境界23に達するのに十分な時間、例えば焼結原料ペレットの滞留時間(乾燥時間)が経過してから流動層Lを停止し、境界23における流動層Lの内部にサンプル採取用の治具を挿入して焼結原料ペレットを採取して調査する。
また、上記事前試験は、乾燥室が前段部と後段部に分かれていない流動層乾燥機を用いて行うことも可能である。
【0035】
本実施の形態に係る焼結原料ペレットの乾燥方法では、境界23における焼結原料ペレットの含水率が5〜7質量%となるように、事前試験結果に基づいて乾燥室後段部12とその直下の風箱18の差圧ΔPを設定すると共に、乾燥室前段部11に下方から吹き込まれる乾燥用気体A1の流速を5〜10Nm/s、乾燥室後段部12に下方から吹き込まれる乾燥用気体A2の流速を3〜4.5Nm/sとし、平均粒径3〜13mm、乾燥前における含水率8〜13質量%の焼結原料ペレットを流動層乾燥機10を用いて連続乾燥することにより、焼結原料ペレットの強度を犠牲にすることなく、焼結原料ペレット表面の微粉の剥離を抑制して歩留りを向上させることができる。
【0036】
以上、本発明の一実施の形態について説明してきたが、本発明は何ら上記した実施の形態に記載の構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。
例えば、上記実施の形態では、乾燥室前段部内及び乾燥室後段部内における乾燥用気体の流速をそれぞれ一定とし、乾燥室前段部と乾燥室後段部で乾燥用気体の流速が異なるようにしたが、乾燥室前段部と乾燥室後段部で乾燥用気体の流速がそれぞれ連続的に変化するようにしても良い。即ち、乾燥用気体の流速を、供給口付近において10Nm/s、供給口側境界付近において5Nm/sとして乾燥室前段部内で連続的に変化させると共に、排出口側境界付近において4.5Nm/s、排出口付近において3Nm/sとして乾燥室後段部内で連続的に変化させても良い。
【0037】
また、上記実施の形態では、乾燥室前段部と乾燥室後段部は同形状としているが、供給口から境界までの距離に比べて、境界から排出口までの距離のほうを長くしたり、その逆でも良い。
【実施例】
【0038】
流動層乾燥機10を用いて焼結原料ペレットの連続乾燥試験を実施した。粉化率と乾燥後の焼結原料ペレットの含水率を評価尺度とし、粉化率については10%未満を○(合格)、10%以上を×(不合格)、乾燥後の焼結原料ペレットの含水率については4質量%以下を○(合格)、4質量%超を×(不合格)とした。前述したように、乾燥後の焼結原料ペレットの含水率は4質量%以下が望ましいが、4質量%が臨界値というわけではなく、本実施例では、便宜的に4質量%超を不合格としている。
平均粒径5mm、乾燥前の含水率9質量%の焼結原料ペレットに対する試験結果を表1に、平均粒径10mm、乾燥前の含水率12質量%の焼結原料ペレットに対する試験結果を表2にそれぞれ示す。なお、乾燥用気体の温度は180〜280℃とした。
【0039】
【表1】
【0040】
【表2】
【0041】
同表より、実施例については不合格となったものが一つもなく、比較例については粉化率と含水率のいずれかが不合格となっていることがわかる。
具体的には、乾燥室前段部の乾燥用気体の流速が10Nm/sを超える比較例1、7では粉化率が不合格となり、乾燥室前段部の乾燥用気体の流速が5Nm/s未満である比較例2、8では含水率が不合格となっている。また、乾燥室後段部の乾燥用気体の流速が3Nm/s未満である比較例3、9では含水率が不合格となり、乾燥室後段部の乾燥用気体の流速が4.5Nm/sを超える比較例4、10では粉化率が不合格となっている。さらにまた、境界における焼結原料ペレットの含水率が5質量%未満である比較例5、11では粉化率が不合格となり、境界における焼結原料ペレットの含水率が7質量%を超える比較例6、12では含水率が不合格となっている。
【符号の説明】
【0042】
10:流動層乾燥機、11:乾燥室前段部、12:乾燥室後段部、13:乾燥室、14:供給口、15:排出口、16:分散板、17、18:風箱、19、20:ガス管、21、22:流量調整弁、23:境界、24:排気口、25:集塵機、26:排出機、27:差圧計、A1、A2:乾燥用気体、L:流動層
【特許請求の範囲】
【請求項1】
平均粒径3〜13mm、乾燥前における含水率8〜13質量%の焼結原料ペレットを流動層乾燥機を用いて乾燥する方法であって、
前記焼結原料ペレットからなる流動層に供給される乾燥用気体の流速を、前記焼結原料ペレットが装入される供給口側において5〜10Nm/sとし、前記流動層を構成する焼結原料ペレットの含水率が5〜7質量%に低下した時点で、前記乾燥用気体の流速を3〜4.5Nm/sとして、前記焼結原料ペレットを連続して乾燥させることを特徴とする焼結原料ペレットの乾燥方法。
【請求項1】
平均粒径3〜13mm、乾燥前における含水率8〜13質量%の焼結原料ペレットを流動層乾燥機を用いて乾燥する方法であって、
前記焼結原料ペレットからなる流動層に供給される乾燥用気体の流速を、前記焼結原料ペレットが装入される供給口側において5〜10Nm/sとし、前記流動層を構成する焼結原料ペレットの含水率が5〜7質量%に低下した時点で、前記乾燥用気体の流速を3〜4.5Nm/sとして、前記焼結原料ペレットを連続して乾燥させることを特徴とする焼結原料ペレットの乾燥方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−87372(P2012−87372A)
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願番号】特願2010−235601(P2010−235601)
【出願日】平成22年10月20日(2010.10.20)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成24年5月10日(2012.5.10)
【国際特許分類】
【出願日】平成22年10月20日(2010.10.20)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]