
焼結構造体の製造方法
【課題】セラミック積層基板のような焼結構造体を製造する際に、生積層体を焼成する過程において、セラミックグリーンシートが15〜30%程度収縮するため、焼結構造体の寸法精度を高めることが難しいという課題があった。
【解決手段】本発明の一態様に係る焼結構造体の製造方法は、板状体および基体を準備する準備工程と、板状体および基体を焼成一体化する焼成工程と、個片に分割する分割工程とを有しており、板状体に含まれる第1焼結材料と同じ焼成条件における焼結収縮率が第1焼結材料よりも小さい第2焼結材料を含み、複数の開口部を2次元配列して設けているとともに隣接する開口部間の隔壁の厚さを等しくした基体を用いることを特徴としている。
【解決手段】本発明の一態様に係る焼結構造体の製造方法は、板状体および基体を準備する準備工程と、板状体および基体を焼成一体化する焼成工程と、個片に分割する分割工程とを有しており、板状体に含まれる第1焼結材料と同じ焼成条件における焼結収縮率が第1焼結材料よりも小さい第2焼結材料を含み、複数の開口部を2次元配列して設けているとともに隣接する開口部間の隔壁の厚さを等しくした基体を用いることを特徴としている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、セラミックス材料からなるセラミック積層基板のような焼結構造体の製造方法に関するものである。焼結構造体は、例えば、多層配線回路基板、電子部品収納用パッケージまたは圧力センサなどに用いられる。
【背景技術】
【0002】
一般に、セラミック積層基板のような焼結構造体は、複数のセラミックグリーンシートを積層してなる生積層体を焼成することによって作製される。しかしながら、生積層体を焼成する過程において、セラミックグリーンシートが10〜25%程度収縮するため、焼結構造体の寸法精度を高めることが難しい。特に、電子部品収納用パッケージおよび圧力センサのような、板状の部分および枠状の部分を有する構造とする場合には、板状の部分に大きな反り、あるいは撓みが生じる可能性があった。
【0003】
特許文献1には、上記枠状の部分を有する基盤の焼成収縮率を、上記板状の部分である膜板の焼成収縮率よりも小さくした、すなわち基盤よりも膜板が大きく収縮する膜型電圧セラミック素子の製造方法が記載されている。特許文献1に記載の製造方法によれば、これらの焼成収縮率の差によって焼成時に膜板が相対的に大きく収縮することから、膜板が張力を受けて平滑に形成される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−352111号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、単に板状の部分および枠状の部分の焼成収縮率に差を設けて一つの焼結構造体を作製した場合、上記の張力が板状の部分と枠状の部分との境界に集中しやすい。そのため、板状の部分と枠状の部分との接合性が低下する可能性がある。本発明は、上記課題に鑑みてなされたものであり、板状の部分と枠状の部分との接合性が良好であって高い耐久性を有する焼結構造体を提供できる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様に基づく焼結構造体の製造方法は、第1焼結材料を含む板状体、および前記第1焼結材料と同じ焼成条件における焼結収縮率が前記第1焼結材料よりも小さい第2焼結材料を含み、複数の開口部を2次元配列して設けているとともに隣接する開口部間の隔壁の厚さを等しくした基体を準備する準備工程と、前記複数の開口部をふさぐように前記板状体を前記基体に重ねて配置した後に、前記板状体および前記基体を焼成一体化する焼成工程と、焼成一体化された前記板状体および前記基体を前記隔壁で分断して、個片に分割する分割工程とを有することを特徴としている。
【発明の効果】
【0007】
上記態様の焼結構造体の製造方法においては、複数の開口部を2次元配列して設けているとともに隣接する開口部間の隔壁の厚さを等しくした基体を用いて焼結構造体が製造されている。すなわち、単一の焼結構造体を作製するのではなく、枠状となる部分が2次元配列された状態で複数の焼結構造体が同時に作製される。そのため、板状体における互いに隣接する板状の部分となる部分で互いに引っ張り合う力が働く。すなわち、上記の張力が板状体と基体との境界だけでなく、板状体における互いに隣接する板状の部分となる部分の間に平面的に分散される。
【0008】
さらに、隣接する開口部間の隔壁の厚さを等しくしていることから、複数の焼結構造体それぞれの板状の部分と枠状の部分との境界の特定の領域に張力が集中することを抑制できる。従って、板状の部分と枠状の部分との接合性が良好であって高い耐久性を有する焼結構造体を提供できる。
【図面の簡単な説明】
【0009】
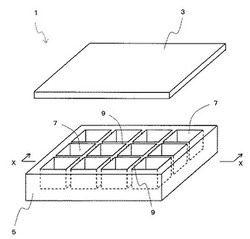
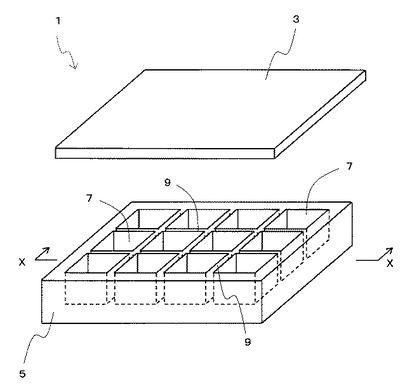
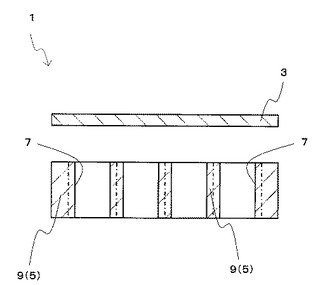
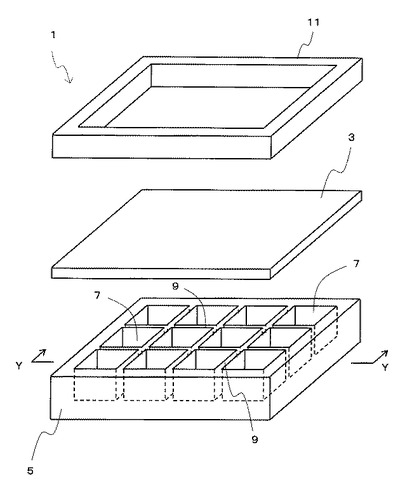
【図1】第1の実施形態の焼結構造体の製造方法における準備工程を示す斜視図である。
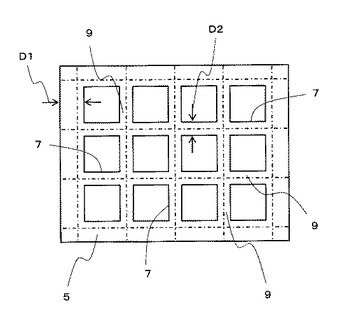
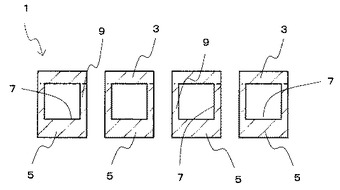
【図2】図1に示す基体の平面図である。
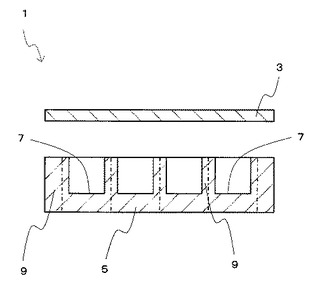
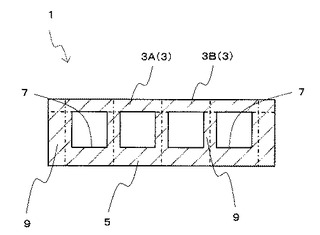
【図3】図1に示す製造方法の準備工程における板状体および基体のX−X断面図である。
【図4】図3に示す製造方法の焼成工程における板状体および基体の断面図である。
【図5】図3に示す分割方法の焼成工程における板状体および基体の断面図である。
【図6】図3に示す製造方法の第1の変形例を示す板状体および基体の断面図である。
【図7】図3に示す製造方法の第2の変形例を示す板状体および基体の断面図である。
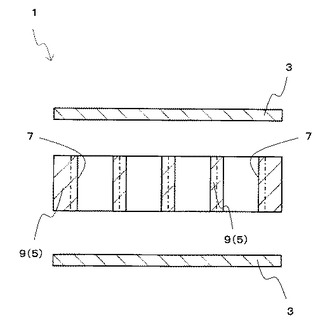
【図8】第2の実施形態の焼結構造体の製造方法における準備工程を示す斜視図である。
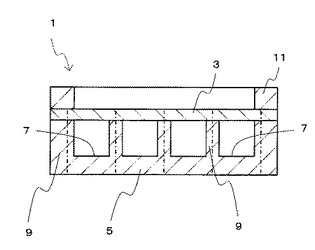
【図9】図8に示す製造方法の準備工程における板状体および基体のY−Y断面図である。
【発明を実施するための形態】
【0010】
以下、第1の実施形態の焼結構造体の製造方法(以下、便宜的に、焼結構造体の製造方法を単に製造方法ともいう)について、図面を用いて詳細に説明する。但し、以下で参照する各図は、説明の便宜上、下記の実施形態を構成する部材のうち、特徴的な構成を説明するために必要な主要部材のみを簡略化して示したものである。したがって、下記の実施形態の焼結構造体は、本明細書が参照する各図に示されていない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法および各部材の寸法比率等を忠実に表したものではない。
【0011】
図1〜5に示すように、本実施形態の焼結構造体1の製造方法は、板状体3および基体5を準備する準備工程と、板状体3および基体5を焼成一体化する焼成工程と、個片に分割する分割工程とを有している。
【0012】
準備工程では、板状体3、および複数の開口部7を2次元配列して設けているとともに隣接する開口部7間の隔壁9の厚さを等しくした基体5が準備される。板状体3は、第1焼結材料を含んでいる。基体5は、第1焼結材料と同じ焼成条件における焼結収縮率が第1焼結材料よりも小さい第2焼結材料を含んでいる。焼成工程では、複数の開口部7をふさぐように板状体3を基体5に重ねて配置した後に、板状体3および基体5を焼成一体化している。分割工程では、焼成一体化された板状体3および基体5を隔壁9で分断して、開口部7を一つずつ含む個片に分割している。
【0013】
なお、本実施形態における焼結収縮率とは、焼結前の大きさに対する焼結後の大きさの比率を意味している。例えば、焼結前の1辺の長さが10mmである基体5が、焼成工程を経て、焼結後に1辺の長さが8mmとなった場合、焼結収縮率が80%であるということができる。
【0014】
本実施形態の製造方法においては、複数の開口部7を2次元配列して設けているとともに隣接する開口部7間の隔壁9の厚さを等しくした基体5を用いて、複数の焼結構造体1が製造される。すなわち、単一の焼結構造体1を作製するのではなく、個片の焼結構造体1における枠状となる部分(枠状部)が2次元配列された状態で複数の焼結構造体1が同時に作製される。
【0015】
また、板状体3も個片の焼結構造体1における板状となる部分(板状部)が2次元配列された状態で焼成工程によって焼成される。このとき、それぞれの板状部のうちで互いに隣り合うもの同士の間に互いに引っ張り合う力が働く。すなわち、上記の張力が板状体3と基体5との境界だけでなく、板状体3全体に平面的に分散される。
【0016】
さらに、隣接する開口部7間の隔壁9の厚さを等しくしていることから、複数の焼結構造体1それぞれにおける板状の部分と枠状の部分との境界の特定の領域に張力が集中することを抑制できる。従って、板状の部分と枠状の部分との接合性が良好であって高い耐久性を有する焼結構造体1を提供できる。
【0017】
<準備工程>
本実施形態における準備工程では、板状体3、および複数の開口部7を2次元配列して設けているとともに隣接する開口部7間の隔壁9の厚さを等しくした基体5が準備される。
【0018】
板状体3の形状としては、例えば、図2に示すように四角板形状とすることができる。板状体3の大きさは個片化される焼結構造体1の数によって異なるが、焼結構造体1の状態での板状体3の部分は、例えば平面視した場合の1辺の大きさを50〜200mmに設定することができる。
【0019】
例えば、個片化後の焼結構造体1の状態での板状体3の部分における1辺の大きさを8mmとして、図2に示すように、焼結構造体1が上下方向に3個ずつ、左右方向に4個ずつで2次元配列される場合、焼結後の板状体3の上下方向の1辺の大きさが30mm程度、左右方向の1辺の大きさが40mm程度となるように設定すればよい。また、焼結後の板状体3の厚みとしては、例えば、0.1〜5mmに設定することができる。
【0020】
基体5の形状としては、例えば四角板形状であって、平面視した場合の外周が板状体3の外周と重なり合う形状とすることができる。従って、例えば上記のように焼結後の板状体3が30×40mm程度となるように設定されている場合、基体5は、焼結後の1辺の大きさが同様に30×40mm程度となるように設定されればよい。また、焼結後の基体5の厚みとしては、例えば、0.3〜10mmに設定することができる。
【0021】
基体5には、複数の開口部7が2次元配列されて設けられている。それぞれの開口部7は、図3に示すように、基体5の上面のみに開口する凹形状となっている。また、複数の開口部7は、分割工程によって隔壁9で分割される各個片にそれぞれ位置するように配列している。具体的には、本実施形態の製造方法においては、開口部7間の隔壁9が格子状となるように、図2における上下方向および左右方向にそれぞれ開口部7が等間隔で設けられている。
【0022】
本実施形態における焼結構造体1の開口部7は、平面視した場合の内周が四角である形状となっている。このとき、内周の1辺の大きさは、例えば3〜18mmに設定できる。本実施形態における開口部7は、四角形状であるが、平面視した場合の内周が円形状あるいは楕円形状であってもよい。また、開口部7の深さとしては、0.2〜9.5mm程度に設定すればよい。
【0023】
なお、本実施形態における焼結構造体1では、開口部7が基体5の上面のみに開口する凹形状となっているが、これに限られるものではない。例えば、図6に示すように、基体5として、複数の開口部7がそれぞれこの基体5の反対側まで貫通した複数の貫通孔の一方の開口部7となっているものを用いてもよい。言い換えれば、開口部7が基体5の上面および下面にそれぞれ開口する貫通孔となっていてもよい。開口部7が基体5の下面にも開口する貫通孔である場合、板状体3および基体5を焼成一体化する際に、焼結前のこれらの部材に含まれる有機溶剤およびバインダが気化することによって生じるガスを開口部7の下面側の開口から外部に逃がすことができる。そのため、上記のガスが開口部7内に溜まることを抑制できる。
【0024】
また、図6に示す基体5のように、開口部7が基体5の上面および下面にそれぞれ開口する貫通孔である構造の場合には、図7に示すように、板状体3を2つ準備してもよい。この場合、後述する焼成工程において、一方の板状体3を貫通孔形状である開口部7の上面側の開口を塞ぐように基体5の上面に重ねるとともに、他方の板状体3を開口部7の下面側の開口を塞ぐように基体5の下面に重ねる。このように基体5が一対の板状体3によって挟まれる形状となる場合には、貫通孔を間に挟んで対向する一対の板状体3それぞれの平坦性を良好なものにできる。そのため、例えば、焼結構造体1を圧力センサとして用いた場合には、静電容量のバラつきのさらに小さい信頼性の非常に高いものにできる。
【0025】
本実施形態における基体5は、上面視して最外周側に位置する開口部7と基体5の最外周との間の隔壁9の厚さD1が、隣接する開口部7同士の間の隔壁9の厚さD2よりも厚いものを用いている。これによって、上面視して最外周側に位置する開口部7と基体5の最外周との間に位置する隔壁9において焼成工程時に基体5の形状を安定して保持することができる。そのため、焼成工程において板状体3に生じる反り、あるいは撓みをさらに抑制することができる。また、上記の隔壁9を除くそれぞれの隔壁9に加わる応力を低減できるので、個片に分割された複数の焼結構造体1それぞれにおける板状の部分と枠状の部分との接合性を良好なものにできる。
【0026】
また、本実施形態の製造方法においては、開口部7が基体5の上面のみに開口する凹形状であって、後述する焼成工程において基体5の上面に板状体3が配置されるが、これに限られるものではない。例えば、開口部7が基体5の下面のみに開口する凹形状であって、後述する焼成工程において基体5の下面に板状体3が配置されてもよい。
【0027】
板状体3および基体5としては、高い絶縁性を有する部材を用いることができる。絶縁性を有する部材としては、例えば、酸化アルミニウム質焼結体、窒化アルミニウム質焼結体、ムライト質焼結体、炭化珪素質焼結体、窒化珪素質焼結体またはガラスセラミックスのような部材を用いることができる。
【0028】
上記の部材を含有する原料粉末、有機溶剤およびバインダを混ぜることによって混合部材が作製される。混合部材をシート状に成形することによってグリーンシートが作製される。シート状に成形する方法としては、例えばドクタブレード法を用いればよい。
【0029】
これらのグリーンシートの単層または積層体を焼成前の板状体3および基体5として用いることができる。また、グリーンシート自体を用いてもよいが、後述する焼成工程において板状体3と基体5とを焼結一体化することが可能であれば、グリーンシートを仮焼成した状態のものを板状体3または基体5として用いてもよい。
【0030】
本実施形態における板状体3は、第1焼結材料を含んでいる。また、基体5は、第1焼結材料と同じ焼成条件における焼結収縮率が第1焼結材料よりも小さい第2焼結材料を含んでいる。第1焼結材料および第2焼結材料としては、上記の絶縁性を有する部材から選択することができる。上記の絶縁性を有する部材を所望の焼結収縮率を有するグリーンシートの調合組成とすることによって、第1焼結材料と同じ焼成条件における第2焼結材料の焼結収縮率を第1焼結材料よりも小さくできる。
【0031】
また、グリーンシートの収縮率は、上記の絶縁性を有する部材に混ぜられる有機溶剤およびバインダの種類あるいは混合量によっても調整することができる。従って、第1焼結材料および第2焼結材料として、同じ絶縁性を有する部材を含むとともに、有機溶剤およびバインダの種類、あるいは、材料の粒度分布を調整することによって、第1焼結材料と同じ焼成条件における第2焼結材料の焼結収縮率を第1焼結材料よりも小さくしてもよい。
【0032】
また、板状体3および基体5として、焼成工程において焼成一体化させるときに等しい熱膨張係数を有するものを用いることが好ましい。板状体3および基体5における上記の熱膨張係数が異なると、焼成工程の後における収縮によって板状体3と基体5との間に大きな残留応力が生じ、境界面を基点とした破壊等が発生する可能性がある。しかしながら、板状体3および基体5として、焼成工程において焼成一体化させるときに等しい熱膨張係数を有するものを用いることによって、上記の残留応力を低減できるので、焼結構造体1の耐久性を向上させることができる。
【0033】
本実施形態の製造方法によって作製される焼結構造体1を、例えば圧力センサとして用いる場合には、板状体3の下面における開口部7に面する領域および開口部7の底面に、互いに対向する金属層(不図示)を形成すればよい。焼成工程を経て、このような金属層を一対の対向電極とすることができる。
【0034】
一対の対向電極となる金属層としては、例えば、銅、銀、金、白金、ニッケル、タングステンおよびモリブデンのような金属粉末に、有機バインダ、溶剤、可塑剤および分散剤等を添加混合して得た金属ペーストを用いることができる。このような金属ペーストを上記の領域に、例えばスクリーン印刷法を用いて印刷すればよい。印刷された金属ペーストは、焼成工程を経て一対の対向電極となる。
【0035】
また、本実施形態の製造方法によって作製される焼結構造体1を、例えば多層配線回路基板、あるいはパッケージとして用いる場合も同様に、所望の回路構造に応じてグリーンシートの表面または内部に上記の金属ペーストを印刷すればよい。印刷された金属ペーストは、焼成工程を経て所定の配線回路となる。
【0036】
<焼成工程>
本実施形態の焼成工程では、図4に示すように、複数の開口部7をふさぐように板状体3を基体5に重ねて配置した後に、板状体3および基体5を焼成一体化している。具体的には、本実施形態における開口部7が基体5の上面側のみに開口する凹形状であることから、板状体3の下面が、複数の開口部7を塞ぐように基体5の上面に重ねて配置される。
【0037】
このように、板状体3に基体5を重ねて配置することによって生積層体が作製される。作製された生積層体を焼成することによって板状体3と基体5とが焼成一体化される。最適な焼成温度は板状体3および基体5として用いる材料によって異なるが、例えば酸化アルミニウムのような高温焼成のセラミックス材料を用いる場合は1550℃〜1600℃にて板状体3および基体5を焼成すればよい。また、例えばガラスセラミックスのような低温焼成のセラミックス材料を用いる場合は1000℃〜1400℃にて板状体3および基体5を焼成すればよい。
【0038】
本実施形態の製造方法においては、複数の開口部7が2次元配列されて設けられ、複数の焼結構造体1が同時に作製されている。そのため、板状体3と基体5との焼結収縮率の差に起因する応力が、板状体3と基体5との境界だけでなく、例えば、板状体3における分割工程によって個片化した場合に隣り合う焼結構造体1にそれぞれ位置する部分3A,3Bのように、互いに隣接する部分の間にも互いに引っ張り合う力として働く。
【0039】
このとき、板状体3が平面的であるところ、複数の開口部7が2次元配列されていることから、板状体3における互いに隣接する部分の間に平面的に分散される。そのため、図2における上下方向に働く張力および左右方向に働く張力のそれぞれに関して板状体3と基体5との境界に応力が集中することを抑制できる。また更に、隣接する開口部7間の隔壁9の厚さが等しくされていることから、複数の焼結構造体1の一部に応力が過度に集中することを抑制できる。
【0040】
尚、基体と板状体との収縮率の違いによって多数個取り生積層体を焼成する際には、積層体と接合しない材料によって構成される部材や、このような材料をコーティングした重しを使用して、多数個取り焼結体全体に発生する曲面状の反りを低減してもよい。
【0041】
<分割工程>
本実施形態の分割工程では、図5に示すように、焼成一体化された板状体3および基体5を隔壁9において分断して、開口部7を一つずつ含む個片に分割している。具体的には、本実施形態の製造方法においては、図2に示す一点鎖線に沿って板状体3および基体5を分断することでそれぞれ開口部7を一つずつ含む個片に分割できる。これによって、開口部7を有する複数の焼結構造体1が作製される。
【0042】
尚、基体の多数個取りエリアの外側を構成する最外周部を除き、個片に分割する分割予定ラインである、図2に示す一点鎖線に沿って、基体5に溝あるいは貫通孔を設けても良い。これらのような溝あるいは貫通孔が設けられている場合には、分割工程を容易に行うことができる。
【0043】
本実施形態の製造方法に基づいて作製された複数の焼結構造体1は、上述のように応力が分散されるとともに、複数の焼結構造体1の一部に応力が過度に集中することが抑制されている。そのため、それぞれの焼結構造体1の耐久性が良好であるとともに、複数の焼結構造体1それぞれにおける焼結後の板状体3の平坦性、大きさ、耐久性などの品質のバラつきを低減できる。
【0044】
作製された中空構造を有する焼結構造体1は、例えば、圧力センサのような中空構造体として用いられる。本実施形態における焼結構造体1は板状体3の平坦性が良好であることから、例えば圧力センサとして用いた場合には、静電容量のバラつきの小さい信頼性の高いものにできる。
【0045】
また、図6に示すように、開口部7が基体5の上面および下面にそれぞれ開口する貫通孔である場合、焼結構造体1を信頼性の高い電子部品収納用パッケージとして用いることができる。開口部7が基体5の下面に開口していることから、焼結構造体1の下面側から、コンデンサ、IC素子、光学素子のような電子部品(不図示)を載置できる。このとき、板状体3の表面の平坦性が高いことから、電子部品を焼結構造体1へ安定して載置できる。また、電子部品として光学素子を用いる場合には、光軸合わせを容易に行うことができる。結果として、電子部品とパッケージとの接合信頼性を高くすることができる。また、本実施形態の焼結構造体と、焼結構造体の中空空間に収納された電子部品を備えた電子装置の生産性を向上に寄与することができる。
【0046】
次に、第2の実施形態の焼結構造体1の製造方法について、図面を用いて詳細に説明する。なお、本実施形態にかかる各構成において、第1の実施形態と同様の機能を有する構成については同じ参照符号を付記し、その詳細な説明を省略する。また、第1の実施形態と同様の工程についても、その詳細な説明を省略する。
【0047】
図8,9に示すように、本実施形態の製造方法は、第1の実施形態の製造方法と同様に、板状体3および基体5を準備する準備工程と、板状体3および基体5を焼成一体化する焼成工程と、個片に分割する分割工程とを有している。
【0048】
このとき、本実施形態の焼結構造体1の製造方法は、第1の実施形態の製造方法と比較して、準備工程において第2基体11をさらに準備している。第2基体11は、基体5と同一の材質からなるとともに、基体5と重ね合わせて平面透視したときに複数の開口部7が内部に含まれる大きさの第2開口部13を有している。
【0049】
このような第2基体11を、焼成工程において、基体5および第2基体11によって板状体3を両面から挟むように板状体3に重ね合わせて配置する。そして、基体5、板状体3および第2基体11を焼成一体化する。
【0050】
本実施形態の製造方法においては、基体5と同一の材質からなる第2基体11を用いていることから、基体5、板状体3および第2基体11を焼成一体化する際に、第2基体11と板状体3との間にも張力が生じる。そのため、基体5、板状体3および第2基体11を焼成一体化する際に、基体5と板状体3との間に生じる張力を第2基体11と板状体3との間に分散させることができる。結果として、基体5と板状体3との接合性をさらに良好なものにできる。
【0051】
第2基体11としては、第1基体5と同一の材質を用いていることから、高い絶縁性を有する部材を用いることができる。絶縁性を有する部材としては、例えば、酸化アルミニウム質焼結体、窒化アルミニウム質焼結体、ムライト質焼結体、炭化珪素質焼結体、窒化珪素質焼結体またはガラスセラミックスのような部材を用いることができる。
【0052】
焼結構造体1は、第2基体11が除去されたものが、例えば多層配線回路基板、電子部品収納用パッケージまたは圧力センサとして用いられる。第2基体11は、焼結工程の後、最終的に除去されてもよいが、除去する場合には分断工程に先立って、基体5、板状体3および第2基体11が焼成一体化されたものから除去することが好ましい。分断工程の後であって、個別の焼結構造体1から第2基体11を除去する場合と比較して、第2基体11の除去が容易であり、また、各焼結構造体1における板状体3の部分の厚みや板状体3における第2基体11が接合される面の平坦性を良好なものにできるからである。
【0053】
上述の通り、各実施形態の焼結構造体の製造方法について説明してきたが、本発明は上述の実施形態に限定されるものではない。すなわち、本発明の要旨を逸脱しない範囲内であれば、種々の変更や実施の形態の組み合わせを施すことは何等差し支えない。
【符号の説明】
【0054】
1・・・焼結構造体
3・・・板状体
5・・・基体
7・・・開口部
9・・・隔壁
11・・・第2基体
【技術分野】
【0001】
本発明は、セラミックス材料からなるセラミック積層基板のような焼結構造体の製造方法に関するものである。焼結構造体は、例えば、多層配線回路基板、電子部品収納用パッケージまたは圧力センサなどに用いられる。
【背景技術】
【0002】
一般に、セラミック積層基板のような焼結構造体は、複数のセラミックグリーンシートを積層してなる生積層体を焼成することによって作製される。しかしながら、生積層体を焼成する過程において、セラミックグリーンシートが10〜25%程度収縮するため、焼結構造体の寸法精度を高めることが難しい。特に、電子部品収納用パッケージおよび圧力センサのような、板状の部分および枠状の部分を有する構造とする場合には、板状の部分に大きな反り、あるいは撓みが生じる可能性があった。
【0003】
特許文献1には、上記枠状の部分を有する基盤の焼成収縮率を、上記板状の部分である膜板の焼成収縮率よりも小さくした、すなわち基盤よりも膜板が大きく収縮する膜型電圧セラミック素子の製造方法が記載されている。特許文献1に記載の製造方法によれば、これらの焼成収縮率の差によって焼成時に膜板が相対的に大きく収縮することから、膜板が張力を受けて平滑に形成される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2001−352111号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、単に板状の部分および枠状の部分の焼成収縮率に差を設けて一つの焼結構造体を作製した場合、上記の張力が板状の部分と枠状の部分との境界に集中しやすい。そのため、板状の部分と枠状の部分との接合性が低下する可能性がある。本発明は、上記課題に鑑みてなされたものであり、板状の部分と枠状の部分との接合性が良好であって高い耐久性を有する焼結構造体を提供できる製造方法を提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明の一態様に基づく焼結構造体の製造方法は、第1焼結材料を含む板状体、および前記第1焼結材料と同じ焼成条件における焼結収縮率が前記第1焼結材料よりも小さい第2焼結材料を含み、複数の開口部を2次元配列して設けているとともに隣接する開口部間の隔壁の厚さを等しくした基体を準備する準備工程と、前記複数の開口部をふさぐように前記板状体を前記基体に重ねて配置した後に、前記板状体および前記基体を焼成一体化する焼成工程と、焼成一体化された前記板状体および前記基体を前記隔壁で分断して、個片に分割する分割工程とを有することを特徴としている。
【発明の効果】
【0007】
上記態様の焼結構造体の製造方法においては、複数の開口部を2次元配列して設けているとともに隣接する開口部間の隔壁の厚さを等しくした基体を用いて焼結構造体が製造されている。すなわち、単一の焼結構造体を作製するのではなく、枠状となる部分が2次元配列された状態で複数の焼結構造体が同時に作製される。そのため、板状体における互いに隣接する板状の部分となる部分で互いに引っ張り合う力が働く。すなわち、上記の張力が板状体と基体との境界だけでなく、板状体における互いに隣接する板状の部分となる部分の間に平面的に分散される。
【0008】
さらに、隣接する開口部間の隔壁の厚さを等しくしていることから、複数の焼結構造体それぞれの板状の部分と枠状の部分との境界の特定の領域に張力が集中することを抑制できる。従って、板状の部分と枠状の部分との接合性が良好であって高い耐久性を有する焼結構造体を提供できる。
【図面の簡単な説明】
【0009】
【図1】第1の実施形態の焼結構造体の製造方法における準備工程を示す斜視図である。
【図2】図1に示す基体の平面図である。
【図3】図1に示す製造方法の準備工程における板状体および基体のX−X断面図である。
【図4】図3に示す製造方法の焼成工程における板状体および基体の断面図である。
【図5】図3に示す分割方法の焼成工程における板状体および基体の断面図である。
【図6】図3に示す製造方法の第1の変形例を示す板状体および基体の断面図である。
【図7】図3に示す製造方法の第2の変形例を示す板状体および基体の断面図である。
【図8】第2の実施形態の焼結構造体の製造方法における準備工程を示す斜視図である。
【図9】図8に示す製造方法の準備工程における板状体および基体のY−Y断面図である。
【発明を実施するための形態】
【0010】
以下、第1の実施形態の焼結構造体の製造方法(以下、便宜的に、焼結構造体の製造方法を単に製造方法ともいう)について、図面を用いて詳細に説明する。但し、以下で参照する各図は、説明の便宜上、下記の実施形態を構成する部材のうち、特徴的な構成を説明するために必要な主要部材のみを簡略化して示したものである。したがって、下記の実施形態の焼結構造体は、本明細書が参照する各図に示されていない任意の構成部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法および各部材の寸法比率等を忠実に表したものではない。
【0011】
図1〜5に示すように、本実施形態の焼結構造体1の製造方法は、板状体3および基体5を準備する準備工程と、板状体3および基体5を焼成一体化する焼成工程と、個片に分割する分割工程とを有している。
【0012】
準備工程では、板状体3、および複数の開口部7を2次元配列して設けているとともに隣接する開口部7間の隔壁9の厚さを等しくした基体5が準備される。板状体3は、第1焼結材料を含んでいる。基体5は、第1焼結材料と同じ焼成条件における焼結収縮率が第1焼結材料よりも小さい第2焼結材料を含んでいる。焼成工程では、複数の開口部7をふさぐように板状体3を基体5に重ねて配置した後に、板状体3および基体5を焼成一体化している。分割工程では、焼成一体化された板状体3および基体5を隔壁9で分断して、開口部7を一つずつ含む個片に分割している。
【0013】
なお、本実施形態における焼結収縮率とは、焼結前の大きさに対する焼結後の大きさの比率を意味している。例えば、焼結前の1辺の長さが10mmである基体5が、焼成工程を経て、焼結後に1辺の長さが8mmとなった場合、焼結収縮率が80%であるということができる。
【0014】
本実施形態の製造方法においては、複数の開口部7を2次元配列して設けているとともに隣接する開口部7間の隔壁9の厚さを等しくした基体5を用いて、複数の焼結構造体1が製造される。すなわち、単一の焼結構造体1を作製するのではなく、個片の焼結構造体1における枠状となる部分(枠状部)が2次元配列された状態で複数の焼結構造体1が同時に作製される。
【0015】
また、板状体3も個片の焼結構造体1における板状となる部分(板状部)が2次元配列された状態で焼成工程によって焼成される。このとき、それぞれの板状部のうちで互いに隣り合うもの同士の間に互いに引っ張り合う力が働く。すなわち、上記の張力が板状体3と基体5との境界だけでなく、板状体3全体に平面的に分散される。
【0016】
さらに、隣接する開口部7間の隔壁9の厚さを等しくしていることから、複数の焼結構造体1それぞれにおける板状の部分と枠状の部分との境界の特定の領域に張力が集中することを抑制できる。従って、板状の部分と枠状の部分との接合性が良好であって高い耐久性を有する焼結構造体1を提供できる。
【0017】
<準備工程>
本実施形態における準備工程では、板状体3、および複数の開口部7を2次元配列して設けているとともに隣接する開口部7間の隔壁9の厚さを等しくした基体5が準備される。
【0018】
板状体3の形状としては、例えば、図2に示すように四角板形状とすることができる。板状体3の大きさは個片化される焼結構造体1の数によって異なるが、焼結構造体1の状態での板状体3の部分は、例えば平面視した場合の1辺の大きさを50〜200mmに設定することができる。
【0019】
例えば、個片化後の焼結構造体1の状態での板状体3の部分における1辺の大きさを8mmとして、図2に示すように、焼結構造体1が上下方向に3個ずつ、左右方向に4個ずつで2次元配列される場合、焼結後の板状体3の上下方向の1辺の大きさが30mm程度、左右方向の1辺の大きさが40mm程度となるように設定すればよい。また、焼結後の板状体3の厚みとしては、例えば、0.1〜5mmに設定することができる。
【0020】
基体5の形状としては、例えば四角板形状であって、平面視した場合の外周が板状体3の外周と重なり合う形状とすることができる。従って、例えば上記のように焼結後の板状体3が30×40mm程度となるように設定されている場合、基体5は、焼結後の1辺の大きさが同様に30×40mm程度となるように設定されればよい。また、焼結後の基体5の厚みとしては、例えば、0.3〜10mmに設定することができる。
【0021】
基体5には、複数の開口部7が2次元配列されて設けられている。それぞれの開口部7は、図3に示すように、基体5の上面のみに開口する凹形状となっている。また、複数の開口部7は、分割工程によって隔壁9で分割される各個片にそれぞれ位置するように配列している。具体的には、本実施形態の製造方法においては、開口部7間の隔壁9が格子状となるように、図2における上下方向および左右方向にそれぞれ開口部7が等間隔で設けられている。
【0022】
本実施形態における焼結構造体1の開口部7は、平面視した場合の内周が四角である形状となっている。このとき、内周の1辺の大きさは、例えば3〜18mmに設定できる。本実施形態における開口部7は、四角形状であるが、平面視した場合の内周が円形状あるいは楕円形状であってもよい。また、開口部7の深さとしては、0.2〜9.5mm程度に設定すればよい。
【0023】
なお、本実施形態における焼結構造体1では、開口部7が基体5の上面のみに開口する凹形状となっているが、これに限られるものではない。例えば、図6に示すように、基体5として、複数の開口部7がそれぞれこの基体5の反対側まで貫通した複数の貫通孔の一方の開口部7となっているものを用いてもよい。言い換えれば、開口部7が基体5の上面および下面にそれぞれ開口する貫通孔となっていてもよい。開口部7が基体5の下面にも開口する貫通孔である場合、板状体3および基体5を焼成一体化する際に、焼結前のこれらの部材に含まれる有機溶剤およびバインダが気化することによって生じるガスを開口部7の下面側の開口から外部に逃がすことができる。そのため、上記のガスが開口部7内に溜まることを抑制できる。
【0024】
また、図6に示す基体5のように、開口部7が基体5の上面および下面にそれぞれ開口する貫通孔である構造の場合には、図7に示すように、板状体3を2つ準備してもよい。この場合、後述する焼成工程において、一方の板状体3を貫通孔形状である開口部7の上面側の開口を塞ぐように基体5の上面に重ねるとともに、他方の板状体3を開口部7の下面側の開口を塞ぐように基体5の下面に重ねる。このように基体5が一対の板状体3によって挟まれる形状となる場合には、貫通孔を間に挟んで対向する一対の板状体3それぞれの平坦性を良好なものにできる。そのため、例えば、焼結構造体1を圧力センサとして用いた場合には、静電容量のバラつきのさらに小さい信頼性の非常に高いものにできる。
【0025】
本実施形態における基体5は、上面視して最外周側に位置する開口部7と基体5の最外周との間の隔壁9の厚さD1が、隣接する開口部7同士の間の隔壁9の厚さD2よりも厚いものを用いている。これによって、上面視して最外周側に位置する開口部7と基体5の最外周との間に位置する隔壁9において焼成工程時に基体5の形状を安定して保持することができる。そのため、焼成工程において板状体3に生じる反り、あるいは撓みをさらに抑制することができる。また、上記の隔壁9を除くそれぞれの隔壁9に加わる応力を低減できるので、個片に分割された複数の焼結構造体1それぞれにおける板状の部分と枠状の部分との接合性を良好なものにできる。
【0026】
また、本実施形態の製造方法においては、開口部7が基体5の上面のみに開口する凹形状であって、後述する焼成工程において基体5の上面に板状体3が配置されるが、これに限られるものではない。例えば、開口部7が基体5の下面のみに開口する凹形状であって、後述する焼成工程において基体5の下面に板状体3が配置されてもよい。
【0027】
板状体3および基体5としては、高い絶縁性を有する部材を用いることができる。絶縁性を有する部材としては、例えば、酸化アルミニウム質焼結体、窒化アルミニウム質焼結体、ムライト質焼結体、炭化珪素質焼結体、窒化珪素質焼結体またはガラスセラミックスのような部材を用いることができる。
【0028】
上記の部材を含有する原料粉末、有機溶剤およびバインダを混ぜることによって混合部材が作製される。混合部材をシート状に成形することによってグリーンシートが作製される。シート状に成形する方法としては、例えばドクタブレード法を用いればよい。
【0029】
これらのグリーンシートの単層または積層体を焼成前の板状体3および基体5として用いることができる。また、グリーンシート自体を用いてもよいが、後述する焼成工程において板状体3と基体5とを焼結一体化することが可能であれば、グリーンシートを仮焼成した状態のものを板状体3または基体5として用いてもよい。
【0030】
本実施形態における板状体3は、第1焼結材料を含んでいる。また、基体5は、第1焼結材料と同じ焼成条件における焼結収縮率が第1焼結材料よりも小さい第2焼結材料を含んでいる。第1焼結材料および第2焼結材料としては、上記の絶縁性を有する部材から選択することができる。上記の絶縁性を有する部材を所望の焼結収縮率を有するグリーンシートの調合組成とすることによって、第1焼結材料と同じ焼成条件における第2焼結材料の焼結収縮率を第1焼結材料よりも小さくできる。
【0031】
また、グリーンシートの収縮率は、上記の絶縁性を有する部材に混ぜられる有機溶剤およびバインダの種類あるいは混合量によっても調整することができる。従って、第1焼結材料および第2焼結材料として、同じ絶縁性を有する部材を含むとともに、有機溶剤およびバインダの種類、あるいは、材料の粒度分布を調整することによって、第1焼結材料と同じ焼成条件における第2焼結材料の焼結収縮率を第1焼結材料よりも小さくしてもよい。
【0032】
また、板状体3および基体5として、焼成工程において焼成一体化させるときに等しい熱膨張係数を有するものを用いることが好ましい。板状体3および基体5における上記の熱膨張係数が異なると、焼成工程の後における収縮によって板状体3と基体5との間に大きな残留応力が生じ、境界面を基点とした破壊等が発生する可能性がある。しかしながら、板状体3および基体5として、焼成工程において焼成一体化させるときに等しい熱膨張係数を有するものを用いることによって、上記の残留応力を低減できるので、焼結構造体1の耐久性を向上させることができる。
【0033】
本実施形態の製造方法によって作製される焼結構造体1を、例えば圧力センサとして用いる場合には、板状体3の下面における開口部7に面する領域および開口部7の底面に、互いに対向する金属層(不図示)を形成すればよい。焼成工程を経て、このような金属層を一対の対向電極とすることができる。
【0034】
一対の対向電極となる金属層としては、例えば、銅、銀、金、白金、ニッケル、タングステンおよびモリブデンのような金属粉末に、有機バインダ、溶剤、可塑剤および分散剤等を添加混合して得た金属ペーストを用いることができる。このような金属ペーストを上記の領域に、例えばスクリーン印刷法を用いて印刷すればよい。印刷された金属ペーストは、焼成工程を経て一対の対向電極となる。
【0035】
また、本実施形態の製造方法によって作製される焼結構造体1を、例えば多層配線回路基板、あるいはパッケージとして用いる場合も同様に、所望の回路構造に応じてグリーンシートの表面または内部に上記の金属ペーストを印刷すればよい。印刷された金属ペーストは、焼成工程を経て所定の配線回路となる。
【0036】
<焼成工程>
本実施形態の焼成工程では、図4に示すように、複数の開口部7をふさぐように板状体3を基体5に重ねて配置した後に、板状体3および基体5を焼成一体化している。具体的には、本実施形態における開口部7が基体5の上面側のみに開口する凹形状であることから、板状体3の下面が、複数の開口部7を塞ぐように基体5の上面に重ねて配置される。
【0037】
このように、板状体3に基体5を重ねて配置することによって生積層体が作製される。作製された生積層体を焼成することによって板状体3と基体5とが焼成一体化される。最適な焼成温度は板状体3および基体5として用いる材料によって異なるが、例えば酸化アルミニウムのような高温焼成のセラミックス材料を用いる場合は1550℃〜1600℃にて板状体3および基体5を焼成すればよい。また、例えばガラスセラミックスのような低温焼成のセラミックス材料を用いる場合は1000℃〜1400℃にて板状体3および基体5を焼成すればよい。
【0038】
本実施形態の製造方法においては、複数の開口部7が2次元配列されて設けられ、複数の焼結構造体1が同時に作製されている。そのため、板状体3と基体5との焼結収縮率の差に起因する応力が、板状体3と基体5との境界だけでなく、例えば、板状体3における分割工程によって個片化した場合に隣り合う焼結構造体1にそれぞれ位置する部分3A,3Bのように、互いに隣接する部分の間にも互いに引っ張り合う力として働く。
【0039】
このとき、板状体3が平面的であるところ、複数の開口部7が2次元配列されていることから、板状体3における互いに隣接する部分の間に平面的に分散される。そのため、図2における上下方向に働く張力および左右方向に働く張力のそれぞれに関して板状体3と基体5との境界に応力が集中することを抑制できる。また更に、隣接する開口部7間の隔壁9の厚さが等しくされていることから、複数の焼結構造体1の一部に応力が過度に集中することを抑制できる。
【0040】
尚、基体と板状体との収縮率の違いによって多数個取り生積層体を焼成する際には、積層体と接合しない材料によって構成される部材や、このような材料をコーティングした重しを使用して、多数個取り焼結体全体に発生する曲面状の反りを低減してもよい。
【0041】
<分割工程>
本実施形態の分割工程では、図5に示すように、焼成一体化された板状体3および基体5を隔壁9において分断して、開口部7を一つずつ含む個片に分割している。具体的には、本実施形態の製造方法においては、図2に示す一点鎖線に沿って板状体3および基体5を分断することでそれぞれ開口部7を一つずつ含む個片に分割できる。これによって、開口部7を有する複数の焼結構造体1が作製される。
【0042】
尚、基体の多数個取りエリアの外側を構成する最外周部を除き、個片に分割する分割予定ラインである、図2に示す一点鎖線に沿って、基体5に溝あるいは貫通孔を設けても良い。これらのような溝あるいは貫通孔が設けられている場合には、分割工程を容易に行うことができる。
【0043】
本実施形態の製造方法に基づいて作製された複数の焼結構造体1は、上述のように応力が分散されるとともに、複数の焼結構造体1の一部に応力が過度に集中することが抑制されている。そのため、それぞれの焼結構造体1の耐久性が良好であるとともに、複数の焼結構造体1それぞれにおける焼結後の板状体3の平坦性、大きさ、耐久性などの品質のバラつきを低減できる。
【0044】
作製された中空構造を有する焼結構造体1は、例えば、圧力センサのような中空構造体として用いられる。本実施形態における焼結構造体1は板状体3の平坦性が良好であることから、例えば圧力センサとして用いた場合には、静電容量のバラつきの小さい信頼性の高いものにできる。
【0045】
また、図6に示すように、開口部7が基体5の上面および下面にそれぞれ開口する貫通孔である場合、焼結構造体1を信頼性の高い電子部品収納用パッケージとして用いることができる。開口部7が基体5の下面に開口していることから、焼結構造体1の下面側から、コンデンサ、IC素子、光学素子のような電子部品(不図示)を載置できる。このとき、板状体3の表面の平坦性が高いことから、電子部品を焼結構造体1へ安定して載置できる。また、電子部品として光学素子を用いる場合には、光軸合わせを容易に行うことができる。結果として、電子部品とパッケージとの接合信頼性を高くすることができる。また、本実施形態の焼結構造体と、焼結構造体の中空空間に収納された電子部品を備えた電子装置の生産性を向上に寄与することができる。
【0046】
次に、第2の実施形態の焼結構造体1の製造方法について、図面を用いて詳細に説明する。なお、本実施形態にかかる各構成において、第1の実施形態と同様の機能を有する構成については同じ参照符号を付記し、その詳細な説明を省略する。また、第1の実施形態と同様の工程についても、その詳細な説明を省略する。
【0047】
図8,9に示すように、本実施形態の製造方法は、第1の実施形態の製造方法と同様に、板状体3および基体5を準備する準備工程と、板状体3および基体5を焼成一体化する焼成工程と、個片に分割する分割工程とを有している。
【0048】
このとき、本実施形態の焼結構造体1の製造方法は、第1の実施形態の製造方法と比較して、準備工程において第2基体11をさらに準備している。第2基体11は、基体5と同一の材質からなるとともに、基体5と重ね合わせて平面透視したときに複数の開口部7が内部に含まれる大きさの第2開口部13を有している。
【0049】
このような第2基体11を、焼成工程において、基体5および第2基体11によって板状体3を両面から挟むように板状体3に重ね合わせて配置する。そして、基体5、板状体3および第2基体11を焼成一体化する。
【0050】
本実施形態の製造方法においては、基体5と同一の材質からなる第2基体11を用いていることから、基体5、板状体3および第2基体11を焼成一体化する際に、第2基体11と板状体3との間にも張力が生じる。そのため、基体5、板状体3および第2基体11を焼成一体化する際に、基体5と板状体3との間に生じる張力を第2基体11と板状体3との間に分散させることができる。結果として、基体5と板状体3との接合性をさらに良好なものにできる。
【0051】
第2基体11としては、第1基体5と同一の材質を用いていることから、高い絶縁性を有する部材を用いることができる。絶縁性を有する部材としては、例えば、酸化アルミニウム質焼結体、窒化アルミニウム質焼結体、ムライト質焼結体、炭化珪素質焼結体、窒化珪素質焼結体またはガラスセラミックスのような部材を用いることができる。
【0052】
焼結構造体1は、第2基体11が除去されたものが、例えば多層配線回路基板、電子部品収納用パッケージまたは圧力センサとして用いられる。第2基体11は、焼結工程の後、最終的に除去されてもよいが、除去する場合には分断工程に先立って、基体5、板状体3および第2基体11が焼成一体化されたものから除去することが好ましい。分断工程の後であって、個別の焼結構造体1から第2基体11を除去する場合と比較して、第2基体11の除去が容易であり、また、各焼結構造体1における板状体3の部分の厚みや板状体3における第2基体11が接合される面の平坦性を良好なものにできるからである。
【0053】
上述の通り、各実施形態の焼結構造体の製造方法について説明してきたが、本発明は上述の実施形態に限定されるものではない。すなわち、本発明の要旨を逸脱しない範囲内であれば、種々の変更や実施の形態の組み合わせを施すことは何等差し支えない。
【符号の説明】
【0054】
1・・・焼結構造体
3・・・板状体
5・・・基体
7・・・開口部
9・・・隔壁
11・・・第2基体
【特許請求の範囲】
【請求項1】
第1焼結材料を含む板状体、および前記第1焼結材料と同じ焼成条件における焼結収縮率が前記第1焼結材料よりも小さい第2焼結材料を含み、複数の開口部を2次元配列して設けているとともに隣接する開口部間の隔壁の厚さを等しくした基体を準備する準備工程と、
前記複数の開口部をふさぐように前記板状体を前記基体に重ねて配置した後に、前記板状体および前記基体を焼成一体化する焼成工程と、
焼成一体化された前記板状体および前記基体を前記隔壁で分断して、個片に分割する分割工程とを有する、焼結構造体の製造方法。
【請求項2】
前記板状体および前記基体として、前記焼成工程において焼成一体化させるときに等しい熱膨張係数を有するものを用いる、請求項1に記載の焼結構造体の製造方法。
【請求項3】
前記基体として、上面視して最外周側に位置する開口部と前記基体の最外周との間の前記隔壁の厚さが、隣接する開口部同士の間の前記隔壁の厚さよりも厚いものを用いる、請求項1または請求項2に記載の焼結構造体の製造方法。
【請求項4】
前記準備工程において、前記基体と同一の材質からなるとともに、前記基体と重ね合わせて平面透視したときに前記複数の開口部が内部に含まれる大きさの第2開口部を有する第2基体をさらに準備し、
前記焼成工程において、前記第2基体を前記板状体に重ね合わせて配置することによって、前記基体および前記第2基体によって前記板状体を両面から挟んで焼成一体化するようにする、請求項1乃至請求項3のいずれかに記載の焼結構造体の製造方法。
【請求項5】
前記分断工程に先立って、前記基体、前記板状体および前記第2基体が焼成一体化されたものから、前記第2基体の部分を除去する、請求項4に記載の焼結構造体の製造方法。
【請求項6】
前記基体として、前記複数の開口部がそれぞれ前記基体の反対側まで貫通した複数の貫通孔の一方の開口部となっているものを用いる、請求項1乃至請求項5のいずれかに記載の焼結構造体の製造方法。
【請求項1】
第1焼結材料を含む板状体、および前記第1焼結材料と同じ焼成条件における焼結収縮率が前記第1焼結材料よりも小さい第2焼結材料を含み、複数の開口部を2次元配列して設けているとともに隣接する開口部間の隔壁の厚さを等しくした基体を準備する準備工程と、
前記複数の開口部をふさぐように前記板状体を前記基体に重ねて配置した後に、前記板状体および前記基体を焼成一体化する焼成工程と、
焼成一体化された前記板状体および前記基体を前記隔壁で分断して、個片に分割する分割工程とを有する、焼結構造体の製造方法。
【請求項2】
前記板状体および前記基体として、前記焼成工程において焼成一体化させるときに等しい熱膨張係数を有するものを用いる、請求項1に記載の焼結構造体の製造方法。
【請求項3】
前記基体として、上面視して最外周側に位置する開口部と前記基体の最外周との間の前記隔壁の厚さが、隣接する開口部同士の間の前記隔壁の厚さよりも厚いものを用いる、請求項1または請求項2に記載の焼結構造体の製造方法。
【請求項4】
前記準備工程において、前記基体と同一の材質からなるとともに、前記基体と重ね合わせて平面透視したときに前記複数の開口部が内部に含まれる大きさの第2開口部を有する第2基体をさらに準備し、
前記焼成工程において、前記第2基体を前記板状体に重ね合わせて配置することによって、前記基体および前記第2基体によって前記板状体を両面から挟んで焼成一体化するようにする、請求項1乃至請求項3のいずれかに記載の焼結構造体の製造方法。
【請求項5】
前記分断工程に先立って、前記基体、前記板状体および前記第2基体が焼成一体化されたものから、前記第2基体の部分を除去する、請求項4に記載の焼結構造体の製造方法。
【請求項6】
前記基体として、前記複数の開口部がそれぞれ前記基体の反対側まで貫通した複数の貫通孔の一方の開口部となっているものを用いる、請求項1乃至請求項5のいずれかに記載の焼結構造体の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2013−95628(P2013−95628A)
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願番号】特願2011−239317(P2011−239317)
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000006633)京セラ株式会社 (13,660)
【Fターム(参考)】
【公開日】平成25年5月20日(2013.5.20)
【国際特許分類】
【出願日】平成23年10月31日(2011.10.31)
【出願人】(000006633)京セラ株式会社 (13,660)
【Fターム(参考)】
[ Back to top ]