
焼結機
【課題】焼結パレット台車からのシンターケーキの排鉱が遅れた場合であっても、クラッシングガイドの上端部にシンターケーキが衝突することが抑制され、クラッシングガイドの早期劣化を防止可能な焼結機を提供する。
【解決手段】一対のスプロケットと、複数の焼結パレット台車4と、この焼結パレット台車4から排鉱されたシンターケーキを破砕するクラッシャー9と、焼結パレット台車4から排鉱されたシンターケーキSをクラッシャー9へと案内するクラッシングガイド10と、を備えており、クラッシングガイド10は、焼結パレット台車4内に挿入される本体壁20を有し、本体壁20の上端位置が、排鉱部側に位置する一方のスプロケット2Bの回転軸O方向から見て、回転軸Oを中心に水平線Hから下方に向けて角度θとなる位置に配設されており、この角度θが40°以上60°以下の範囲内とされていることを特徴とする。
【解決手段】一対のスプロケットと、複数の焼結パレット台車4と、この焼結パレット台車4から排鉱されたシンターケーキを破砕するクラッシャー9と、焼結パレット台車4から排鉱されたシンターケーキSをクラッシャー9へと案内するクラッシングガイド10と、を備えており、クラッシングガイド10は、焼結パレット台車4内に挿入される本体壁20を有し、本体壁20の上端位置が、排鉱部側に位置する一方のスプロケット2Bの回転軸O方向から見て、回転軸Oを中心に水平線Hから下方に向けて角度θとなる位置に配設されており、この角度θが40°以上60°以下の範囲内とされていることを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、粉状鉄鉱石からなる焼結原料を焼結して焼結鉱を製造する焼結機に関するものである。
【背景技術】
【0002】
従来、高炉に投入される原料として前述の焼結鉱が使用されている。この焼結鉱を製造する焼結機は、例えば特許文献1に記載されているように、給鉱部側と排鉱部側にそれぞれ配置した一対のスプロケットと、このスプロケット間を繋ぐレール部と、レール部に沿って車輪によって走行する複数の焼結パレット台車と、給鉱部後方の焼結パレット台車の上方に配置された点火炉と、焼結パレット台車の下方に配置された吸引部と、排鉱部後方において焼結パレット台車から排鉱されたシンターケーキを破砕するクラッシャーと、焼結パレット台車から排鉱されたシンターケーキをクラッシャーへと案内するクラッシングガイドと、を備えている。
【0003】
このような焼結機においては、点火炉で焼結原料の表層中の炭材に点火した後、焼結原料を充填した焼結パレット台車を排鉱部側に移送しながら、焼結パレット台車下方の吸引部によって吸引することで、焼結パレット台車内の焼結原料における炭材の燃焼点を移動し、焼結原料の上部側から下部側に焼結反応を進行させてシンターケーキと呼ばれる焼結塊を生成する。このシンターケーキは、排鉱部においてクラッシングガイドによりクラッシャーへと排鉱され、シンターケーキはクラッシャーによって破砕され、高炉で使用する焼結鉱の所定粒度とされる。
【0004】
ここで、焼結パレット台車は、排鉱部においてスプロケットの外周に沿って移動して傾動された際に、シンターケーキをクラッシングガイドに向けて排鉱するように構成されている。通常の焼結機では、焼結パレット台車が水平線に対して下方に向けて30°〜45°程度傾いた時点でシンターケーキが滑り落ちるように排鉱される。
【0005】
ところで、焼結パレット台車内においては、焼結原料の上部側から下方に向けて焼結が進行していく際に、焼結完了層である上部側のシンターケーキの自重によって焼結進行中の下方側に位置する焼結原料が圧縮され、その通気性が低下するため、焼結を効率的に行うことができないといった問題があった。
そこで、例えば特許文献1及び特許文献2には、焼結パレット台車上に進行方向に平行な断面が概略台形板状をなす支持スタンドを立設しておき、焼結パレット台車に充填された焼結原料充填層の焼結過程で上部側で形成されたシンターケーキを支持スタンドで支持することで、シンターケーキの下方側に位置する焼結原料の通気性を確保する技術が提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平04−168234号公報
【特許文献2】特開2002−013876号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、特許文献1及び特許文献2のように、焼結パレット台車内に支持スタンドを配設した場合には、焼結機の排鉱部でシンターケーキが支持スタンドとの摩擦によって落下しにくくなる傾向にある。具体的には、排鉱部においてスプロケットの外周に沿って移動する焼結パレット台車が水平線に対して下方に向けて45°〜90°程度傾いてもシンターケーキが落下しないことがあった。
【0008】
このため、焼結パレット台車内のシンターケーキがクラッシングガイドの上端部に衝突し、その衝撃によってようやくシンターケーキが落下することになり、クラッシングガイドが早期に劣化してしまうおそれがあった。
特に、近年では、焼結鉱の生産性を向上させるために、焼結パレット台車内への焼結原料の充填量を増大することでシンターケーキの大型化が図られており、従来よりもさらにクラッシングガイドへの衝撃が強く、クラッシングガイドが劣化し易い傾向にある。
【0009】
本発明は、前述した状況に鑑みてなされたものであって、焼結パレット台車からのシンターケーキの排鉱が遅れた場合であっても、クラッシングガイドの上端部にシンターケーキが衝突することが抑制され、クラッシングガイドの早期劣化を防止可能な焼結機を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明に係る焼結機は、焼結パレット台車内に充填された焼結原料を焼結してシンターケーキを製出し、このシンターケーキを破砕することにより焼結鉱を製造する焼結機において、給鉱部側と排鉱部側にそれぞれ配置した一対のスプロケットと、これらのスプロケット間を繋ぐレール部と、レール部に沿って車輪によって走行する複数の前記焼結パレット台車と、排鉱部後方において焼結パレット台車から排鉱されたシンターケーキを破砕するクラッシャーと、焼結パレット台車から排鉱されたシンターケーキをクラッシャーへと案内するクラッシングガイドと、を備えており、前記焼結パレット台車が排鉱部側のスプロケットにおいて傾動された際に、前記シンターケーキが排鉱される構成とされており、前記クラッシングガイドは、前記焼結パレット台車内に挿入される本体壁と、この本体壁から前記クラッシャー側に向けて延在し、前記焼結パレット台車から排鉱された前記シンターケーキを受けるガイド部と、を有し、前記本体壁の上端位置が、前記排鉱部側のスプロケットの回転軸方向から見て、前記回転軸を中心に水平線から下方に向けて角度θとなる位置に配設されており、この角度θが40°以上60°以下の範囲内とされていることを特徴としている。
【0011】
この構成の焼結機においては、クラッシングガイドのうち焼結パレット台車内に挿入される本体壁の上端位置が、排鉱部側に位置する一方のスプロケットの回転軸方向から見て、前記回転軸を中心に水平線から下方に向けて角度θの位置に配設されており、その角度θがθ≧40°とされているので、焼結パレット台車が下方に向けて90°程度まで傾動してもクラッシングガイドとシンターケーキとが衝突することが防止される。ここで、焼結パレット台車が90°程度にまで傾動した場合、シンターケーキの自重のほとんどがシンターケーキの排鉱方向に作用することになるため、シンターケーキがクラッシングガイドの上端部に衝突することなく排鉱されることになる。
また、角度θがθ≦60°とされているので、排鉱位置にある焼結パレット台車とクラッシングガイドとの間の高低差が小さくなり、シンターケーキがクラッシングガイドのガイド部に落下する際の衝撃が抑制され、ガイド部の早期劣化を抑制することができる。
【0012】
なお、本発明においては、操業を実施していない室温条件におけるクラッシングガイド位置を規定している。
焼結機においては、操業時に高温雰囲気となることからレール部や焼結パレット台車が熱膨張するので、この熱膨張分を吸収するように排鉱部側に位置する一方のスプロケットが移動可能に構成されている。このため、操業条件等によって、排鉱部側に位置する一方のスプロケットとクラッシングガイドとの相対位置が変化することになる。しかしながら、室温条件におけるクラッシングガイドの上端位置を上述の角度θの範囲内とすることで、操業時においてもクラッシングガイドとシンターケーキとの衝突が抑制されるのである。
【0013】
ここで、前記一方のスプロケット上を移動する前記焼結パレット台車の底面と、前記クラッシングガイドの本体壁の上端と、の最小隙間Gが、150mm≦G≦400mmの範囲内に設定されているが好ましい。
この場合、排鉱部側に位置する一方のスプロケット上を移動する前記焼結パレット台車の底面と、前記クラッシングガイドの本体壁の上端と、の最小隙間Gが、G≧150mmとされているので、操業時において排鉱部側に位置する一方のスプロケットが移動しても、クラッシングガイドと焼結パレット台車との干渉を抑制することができる。
また、最小隙間Gが、G≦400mmとされているので、シンターケーキから発生した細粒鉱がクラッシングガイドの本体壁の背面側に落下することが抑制され、シンターケーキを効率良くクラッシャーへと案内することができる。
【0014】
また、前記クラッシングガイドにおいて、前記本体壁のうち前記クラッシャーとは反対側を向く背面に、前記シンターケーキから発生した細粒鉱を収容する背面ストーンボックスが設けられていることが好ましい。
焼結パレット台車からのシンターケーキの排鉱が遅れた場合には、本体壁のうち前記クラッシャーとは反対側を向く背面にも、シンターケーキから発生した細粒鉱が回り込むように排出されることがある。そこで、本体壁の背面にシンターケーキから発生した細粒鉱を収容する背面ストーンボックスを設けることにより、シンターケーキから発生した細粒鉱によって本体壁の背面をライニングすることができ、本体壁の背面の耐摩耗性を向上させることができる。よって、クラッシングガイドの早期劣化を抑制することができる。
【0015】
さらに、前記クラッシングガイドにおいて、前記本体壁の上端部に耐摩耗材が着脱可能に配設されていることが好ましい。
この場合、前記本体壁の上端部に耐摩耗材が配設されているので、万が一、シンターケーキが本体壁の上端部に接触しても、クラッシングガイドの早期の劣化を抑制することができる。また、耐摩耗材が着脱可能とされていることから、劣化した耐摩耗材のみを交換して使用することができる。
【0016】
また、前記クラッシングガイドにおいて、前記ガイド部には、鉛直方向上方に向けて延在する複数の縦壁が設けられ、これらの縦壁により、前記シンターケーキから発生した細粒鉱を収容するストーンボックスが画成されており、前記縦壁の上端部分には耐摩耗材が配設されており、複数の前記縦壁のうち少なくとも一つには、水冷機構が設けられていることが好ましい。
【0017】
この場合、焼結パレット台車から排鉱されたシンターケーキを受けるガイド部に複数の縦壁が設けられ、これらの縦壁により、前記シンターケーキから発生した細粒鉱を収容するストーンボックスが画成されているので、シンターケーキから発生した細粒鉱によってガイド部の表面をライニングすることができ、ガイド部の耐摩耗性を向上させることができる。特に、縦壁が鉛直方向上方に向けて延在していることから、画成されるストーンボックスの開口部も鉛直方向上方を向くことになる。よって、焼結パレット台車から排鉱されるシンターケーキから発生した細粒鉱を確実にストーンボックス内に堆積させていくことができる。
さらに、縦壁には水冷機構が設けられていることから、高温のシンターケーキが縦壁に接触した場合であっても、縦壁が軟化して変形してしまうことを抑制することができるとともに、縦壁の上端に設けられた耐摩耗材の劣化を抑制できる。
【発明の効果】
【0018】
上述のように、本発明によれば、焼結パレット台車からのシンターケーキの排鉱が遅れた場合であっても、クラッシングガイドの上端部にシンターケーキが衝突することが抑制され、クラッシングガイドの早期劣化を防止可能な焼結機を提供することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施形態である焼結機の概略説明図である。
【図2】図1に示す焼結機において使用される焼結パレット台車の説明図である。
【図3】図1に示す焼結機において使用されるクラッシングガイドの説明図である。
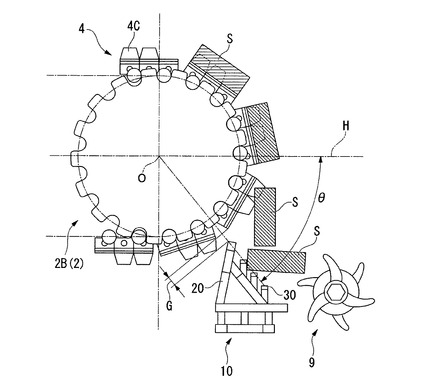
【図4】図1に示す焼結機における排鉱位置の拡大説明図である。
【発明を実施するための形態】
【0020】
以下に、本発明の一実施形態である焼結機について、添付した図面を参照して説明する。
本実施形態である焼結機1は、高炉へ投入される原料である焼結鉱を製造するものである。
【0021】
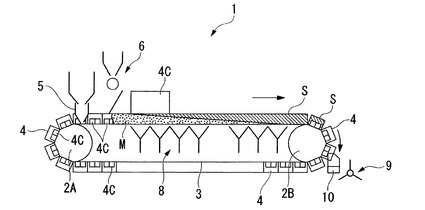
図1に示す焼結機1は、給鉱部側と排鉱部側にそれぞれ配置した一対のスプロケット2A、2Bと、これらスプロケット2A、2B間を繋ぐレール部3と、レール部3に沿って車輪によって走行する複数の焼結パレット台車4と、焼結パレット台車4の底面4Aに焼床鉱を供給して床敷層を形成する床敷ホッパー5と、床敷層の上に焼結原料Mを充填する原料装入ホッパー6と、搬送される焼結パレット台車4の上方に配置された点火炉7と、焼結パレット台車4の下方側に位置する下方吸引部8と、焼結して得られたシンターケーキSを破砕するクラッシャー9と、焼結パレット台車4から排鉱されたシンターケーキSをクラッシャー9へと案内するクラッシングガイド10と、を備えている。
【0022】
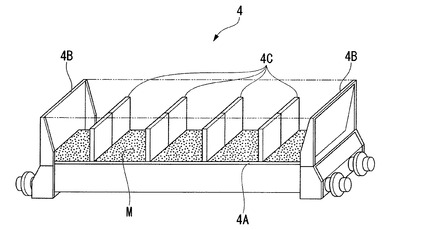
焼結パレット台車4は、図2に示すように、焼結の過程において上部に形成されたシンターケーキSを支持し、焼結原料充填層下部の通気性を維持するための支持スタンド4Cが配設されている。すなわち、この焼結パレット台車4においては、側壁部4Bと支持スタンド4Cとが幅方向に間隔を開けて立設されているのである。なお、焼結パレット台車4の底面4Aには、グレードバーが配設されている。
【0023】
クラッシングガイド10は、図1に示すように、排鉱部側に位置するプロケット2Bとクラッシャー9との間に配設されるものであり、クラッシングガイド10の左側に排鉱部側に位置するスプロケット2B及び焼結パレット台車4が位置し、クラッシングガイド10の右側にクラッシャー9が位置することになる。
【0024】
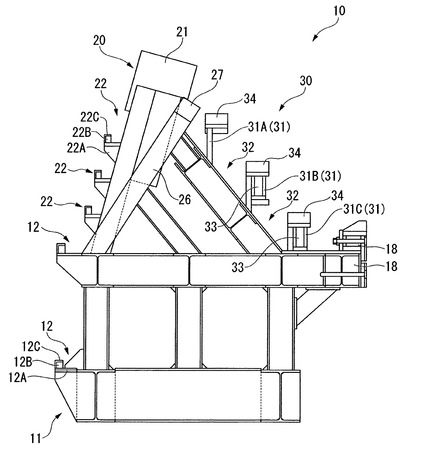
このクラッシングガイド10は、図3に示すように、台座フレーム部11と、この台座フレーム部11の背面側(図3において左側)部分から立設された本体壁20と、この本体壁20の正面側(図3において右側)を向く面から台座フレーム部11の正面側部分に向かうように延在するガイド部30と、を備えている。
本実施形態では、本体壁20は、台座フレーム部11から上方に向かうにしたがい漸次正面側に向かうように傾斜して設けられている。また、ガイド部30は、台座フレーム部11から上方に向かうにしたがい漸次背面側に向かうように傾斜して設けられているのである。
【0025】
ここで、本体壁20は、その上端部分が、排鉱部側に位置するスプロケット2Bの外周に沿って移動する焼結パレット台車4の内部に挿入されるように構成されている。
また、本体壁20の上端部分には、幅方向に複数のスリット部が形成されている。このスリット部は、前述の支持スタンド4Cが通過するために設けられたものである。
【0026】
本体壁20のうち、スリット部が形成されていない部分においては、図3に示すように、その上端部には、その表面が耐摩耗材で構成されたライナー部材21が着脱可能に配設されている。このライナー部材21の表面に配設された耐摩耗材は、硬化肉盛溶接材料で構成されており、そのショア硬度が90から100の間に設定されている。
また、スリット部が形成された部分においては、図3に示すように、スリット部が形成されていない部分よりも大きく傾斜した傾斜壁部26が設けられており、この傾斜壁部26の上端部には、やはり、その表面が耐摩耗材で構成されたライナー部材27が着脱可能に配設されている。このライナー部材27の表面に配設された耐摩耗材は、肉盛溶接材料で構成されており、そのショア硬度が90から100の間に設定されている。
【0027】
また、本体壁20の背面には、シンターケーキSから発生した細粒鉱を収容する背面ストーンボックス22が設けられている。この背面ストーンボックス22は、本体壁20の背面から突出する支持部22Aと、この支持部22A上に配設された側壁ブロック22Bと、で構成されており、この側壁ブロック22Bの上面及び背面に肉盛溶接部22Cが形成されている。
【0028】
さらに、台座フレーム部11の背面側にも、シンターケーキSから発生した細粒鉱を収容する台座ストーンボックス12が設けられている。この台座ストーンボックス12は、台座フレーム部11から突出する支持部12Aと、この支持部12A上に配設された側壁ブロック12Bと、で構成されており、この側壁ブロック12Bの上面及び背面に肉盛溶接部12Cが形成されている。
【0029】
また、クラッシングガイド10のガイド部30には、鉛直方向上方に向けて延在する複数の縦壁31が、ガイド部30の延在方向(傾斜方向)に間隔をあけて配設されている。本実施形態では、図3に示すように、ガイド部30に3つの縦壁31A、31B、31Cが配設されている。
これらの縦壁31A、31B、31Cにより、ガイド部30には、鉛直方向上方に向けて開口し、内部にシンターケーキSから発生した細粒鉱を収容するストーンボックス32が画成されている。
【0030】
これらの縦壁31A、31B、31Cのうち少なくとも一つには、水冷機構33が設けられている。本実施形態では、図3に示すように、下方の2つの縦壁31B、31Cに、内部に冷却水が流通される流路が設けられているのである。
また、これらの縦壁31A、31B、31Cの上端には、耐摩耗材である硬化肉盛溶接材料によって形成された硬化部材34がそれぞれ配設されている。
さらに、縦壁31A、31B、31Cによって画成されたストーンボックス32の内部には、硬化肉盛溶接材料がライニングされた硬化層が形成されている。
【0031】
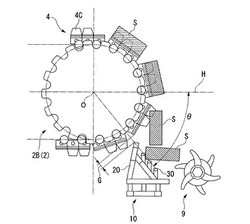
そして、本実施形態である焼結機1においては、図4に示すように、クラッシングガイド10の本体壁20の上端部の位置が、排鉱部側に位置する一方のスプロケット2Bの回転軸O方向から見て、回転軸Oを中心に水平線Hから下方に向けて角度θとなる位置に配設されており、この角度θが40°以上60°以下の範囲内とされている。
また、排鉱部側に位置する一方のスプロケット2B上を移動する焼結パレット台車4の底面4Aと、クラッシングガイド10の本体壁20の上端部との間の最小隙間Gが、150mm≦G≦400mmの範囲内に設定されている。
【0032】
ここで、クラッシングガイド10と排鉱部側に位置する一方のスプロケット2Bとの相対位置(角度θ、最小隙間G)は、室温条件におけるものである。
すなわち、焼結機1においては、操業時に高温雰囲気となることからレール部3や焼結パレット台車4が熱膨張するため、この熱膨張分を吸収するように排鉱部側に位置する一方のスプロケット2Bが移動可能に構成されている。よって、操業時には、クラッシングガイド10と排鉱部側に位置する一方のスプロケット2Bとの相対位置が室温条件時から変化することになる。
【0033】
そこで、排鉱部側に位置する一方のスプロケット2B上を移動する焼結パレット台車4の底面4Aと、クラッシングガイド10の本体壁20の上端部との間の最小隙間Gについては、以下に示す式によって算出される。
一対のスプロケット2A,2Bのそれぞれの中心間距離をL、焼結パレット台車4の線熱膨張係数α、操業時の焼結パレット台車4の最高温度Tmax、室温条件時の焼結パレット台車4の温度T、操業時の焼結パレット台車4とクラッシングガイド10との間の必要な最小クリアランス量Cとしたとき、
G=L×α×(Tmax−T)+C
この式によって算出されるGを150mm≦G≦400mmの範囲内に設定することで、操業時においても焼結パレット台車4とクラッシングガイド10との間に必要なクリアランスが確保されるのである。
【0034】
このような構成とされた焼結機1においては、次のようにして焼結鉱を製造する。
まず、図1に示すように、レール部3に沿って車輪によって走行する焼結パレット台車4に対して床敷ホッパー5から焼床鉱を供給し、焼結パレット台車4の底面4Aに床敷層を形成する。さらに、原料装入ホッパー6から焼結原料Mを供給する。焼結原料Mを充填した焼結パレット台車4が移送され、点火炉7において焼結原料Mの表層中の炭材に点火される。焼結パレット台車4が排鉱部側に移動する間に下方吸引部8によって吸引することにより、焼結原料Mの上部側から下方側に向けて炭材の燃焼点を移動し、焼結が進行していき、シンターケーキSが製造される。
【0035】
そして、焼結パレット台車4が排鉱部側に位置する一方のスプロケット2Bに沿って移動することで傾斜し、焼結パレット台車4内のシンターケーキSがクラッシングガイド10のガイド部30に向けて落下することになる。
落下したシンターケーキSは、クラッシングガイド10のガイド部30を摺動してクラッシャー9へと案内される。そして、シンターケーキSがクラッシャー9で粉砕されることによって焼結鉱が製出される。
【0036】
上述のような構成とされた本実施形態である焼結機1によれば、クラッシングガイド10の本体壁20の上端部が、排鉱部側に位置するスプロケット2Bの回転軸O方向から見て、回転軸Oを中心に水平線Hから下方に向けて角度θの位置に配設されており、その角度θがθ≧40°に設定されているので、焼結パレット台車4がスプロケット2B外周に沿って回転軸Oを中心に水平線Hから下方に向けて90°程度まで傾動してもクラッシングガイド10の本体壁20の上端部とシンターケーキSとが衝突することが防止される。ここで、焼結パレット台車4が90°程度にまで傾動した場合、シンターケーキSの自重のほとんどがシンターケーキSの排鉱方向に向けて作用することになるため、シンターケーキSがクラッシングガイド10の本体壁20の上端部に衝突することなく排鉱されることになる。一方、角度θがθ≦60°に設定されているので、排鉱位置にある焼結パレット台車4とクラッシングガイド10との間の高低差が小さくなり、シンターケーキSがクラッシングガイド10のガイド部30に落下する際の衝撃が抑制されることになる。よって、ガイド部30の早期劣化を抑制することができる。
【0037】
また、排鉱部側に位置するスプロケット2Bに沿って移動する焼結パレット台車4の底面4Aと、クラッシングガイド10の本体壁20の上端部との間の最小隙間Gが、G≧150mmとされているので、操業時の熱膨張によって排鉱部側に位置するスプロケット2Bがクラッシングガイド10側に移動しても、クラッシングガイド10と焼結パレット台車4との衝突を回避することができる。
一方、最小隙間Gが、G≦400mmとされているので、シンターケーキSから発生した細粒鉱がクラッシングガイド10の本体壁20の背面側に落下することが抑制され、シンターケーキSを効率良くクラッシャー9へと案内することができる。
【0038】
また、クラッシングガイド10の本体壁20の背面に、シンターケーキSから発生した細粒鉱を収容する背面ストーンボックス22が設けられているので、本体壁20の背面に回り込むように排出されたシンターケーキSから発生した細粒鉱を、この背面ストーンボックス22に収容することできる。よって、シンターケーキSから発生した細粒鉱によって本体壁20の背面をライニングすることができ、本体壁20の背面の耐摩耗性を向上させることができる。
【0039】
さらに、クラッシングガイド10の本体壁20の上端部に耐摩耗材からなる硬化部材21が着脱可能に配設されているので、万が一、シンターケーキSが本体壁20の上端部に接触しても、本体壁20の早期の劣化を抑制することができる。また、硬化部材21が着脱可能とされていることから、劣化した硬化部材21のみを交換して使用することができ、クラッシングガイド10の使用寿命の延長を図ることができる。
【0040】
また、クラッシングガイド10のガイド部30に、鉛直方向上方に向けて延在する複数の縦壁31A,31B,31Cが設けられ、これらの縦壁31A,31B,31Cにより、シンターケーキSから発生した細粒鉱を収容するストーンボックス32が画成されているので、シンターケーキSから発生した細粒鉱によってガイド部30の表面をライニングすることができ、ガイド部30の耐摩耗性を向上させることができる。
さらに、縦壁31A,31B,31Cが鉛直方向上方に向けて延在していることから、画成されるストーンボックス32の開口部も鉛直方向上方を向くことになる。よって、焼結パレット台車4から排鉱されるシンターケーキSから発生した細粒鉱を確実にストーンボックス32内に堆積させていくことができる。
【0041】
また、縦壁31B、31Cには水冷機構が設けられていることから、高温のシンターケーキSが縦壁31B、31Cに接触した場合であっても、縦壁31B、31Cが軟化して変形してしまうことを抑制することができるとともに、縦壁31B、31Cの上端に設けられた硬化部材21の劣化を抑制できる。よって、高温雰囲気下における耐久性を向上させることができる。
【0042】
以上、本発明の実施形態である焼結機について説明したが、本発明はこれに限定されることはなく、その発明の技術的思想を逸脱しない範囲で適宜変更可能である。
例えば、点火炉及下方吸引部を備えたものとして説明したが、これに限定されることはなく、これら以外の手段で焼結を実施するものであってもよい。
【0043】
また、クラッシングガイドにおいて、ガイド部に縦壁を3つ設けたものとして説明したが、これに限定されることはなく、ガイド部の大きさを考慮して適宜設計変更してもよい。
さらに、縦壁のみでなく、本体壁の上端部に設けられたライナー部材を水冷構造としてもよい。
【符号の説明】
【0044】
1 焼結機
2B 一方のスプロケット
4 焼結パレット台車(焼結パレット)
9 クラッシャー
10 クラッシングガイド
20 本体壁
22 背面ストーンボックス
30 ガイド部
31 縦壁
32 ストーンボックス
33 水冷機構
O 回転軸
H 水平線
【技術分野】
【0001】
本発明は、粉状鉄鉱石からなる焼結原料を焼結して焼結鉱を製造する焼結機に関するものである。
【背景技術】
【0002】
従来、高炉に投入される原料として前述の焼結鉱が使用されている。この焼結鉱を製造する焼結機は、例えば特許文献1に記載されているように、給鉱部側と排鉱部側にそれぞれ配置した一対のスプロケットと、このスプロケット間を繋ぐレール部と、レール部に沿って車輪によって走行する複数の焼結パレット台車と、給鉱部後方の焼結パレット台車の上方に配置された点火炉と、焼結パレット台車の下方に配置された吸引部と、排鉱部後方において焼結パレット台車から排鉱されたシンターケーキを破砕するクラッシャーと、焼結パレット台車から排鉱されたシンターケーキをクラッシャーへと案内するクラッシングガイドと、を備えている。
【0003】
このような焼結機においては、点火炉で焼結原料の表層中の炭材に点火した後、焼結原料を充填した焼結パレット台車を排鉱部側に移送しながら、焼結パレット台車下方の吸引部によって吸引することで、焼結パレット台車内の焼結原料における炭材の燃焼点を移動し、焼結原料の上部側から下部側に焼結反応を進行させてシンターケーキと呼ばれる焼結塊を生成する。このシンターケーキは、排鉱部においてクラッシングガイドによりクラッシャーへと排鉱され、シンターケーキはクラッシャーによって破砕され、高炉で使用する焼結鉱の所定粒度とされる。
【0004】
ここで、焼結パレット台車は、排鉱部においてスプロケットの外周に沿って移動して傾動された際に、シンターケーキをクラッシングガイドに向けて排鉱するように構成されている。通常の焼結機では、焼結パレット台車が水平線に対して下方に向けて30°〜45°程度傾いた時点でシンターケーキが滑り落ちるように排鉱される。
【0005】
ところで、焼結パレット台車内においては、焼結原料の上部側から下方に向けて焼結が進行していく際に、焼結完了層である上部側のシンターケーキの自重によって焼結進行中の下方側に位置する焼結原料が圧縮され、その通気性が低下するため、焼結を効率的に行うことができないといった問題があった。
そこで、例えば特許文献1及び特許文献2には、焼結パレット台車上に進行方向に平行な断面が概略台形板状をなす支持スタンドを立設しておき、焼結パレット台車に充填された焼結原料充填層の焼結過程で上部側で形成されたシンターケーキを支持スタンドで支持することで、シンターケーキの下方側に位置する焼結原料の通気性を確保する技術が提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開平04−168234号公報
【特許文献2】特開2002−013876号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
ところで、特許文献1及び特許文献2のように、焼結パレット台車内に支持スタンドを配設した場合には、焼結機の排鉱部でシンターケーキが支持スタンドとの摩擦によって落下しにくくなる傾向にある。具体的には、排鉱部においてスプロケットの外周に沿って移動する焼結パレット台車が水平線に対して下方に向けて45°〜90°程度傾いてもシンターケーキが落下しないことがあった。
【0008】
このため、焼結パレット台車内のシンターケーキがクラッシングガイドの上端部に衝突し、その衝撃によってようやくシンターケーキが落下することになり、クラッシングガイドが早期に劣化してしまうおそれがあった。
特に、近年では、焼結鉱の生産性を向上させるために、焼結パレット台車内への焼結原料の充填量を増大することでシンターケーキの大型化が図られており、従来よりもさらにクラッシングガイドへの衝撃が強く、クラッシングガイドが劣化し易い傾向にある。
【0009】
本発明は、前述した状況に鑑みてなされたものであって、焼結パレット台車からのシンターケーキの排鉱が遅れた場合であっても、クラッシングガイドの上端部にシンターケーキが衝突することが抑制され、クラッシングガイドの早期劣化を防止可能な焼結機を提供することを目的とする。
【課題を解決するための手段】
【0010】
上記課題を解決するために、本発明に係る焼結機は、焼結パレット台車内に充填された焼結原料を焼結してシンターケーキを製出し、このシンターケーキを破砕することにより焼結鉱を製造する焼結機において、給鉱部側と排鉱部側にそれぞれ配置した一対のスプロケットと、これらのスプロケット間を繋ぐレール部と、レール部に沿って車輪によって走行する複数の前記焼結パレット台車と、排鉱部後方において焼結パレット台車から排鉱されたシンターケーキを破砕するクラッシャーと、焼結パレット台車から排鉱されたシンターケーキをクラッシャーへと案内するクラッシングガイドと、を備えており、前記焼結パレット台車が排鉱部側のスプロケットにおいて傾動された際に、前記シンターケーキが排鉱される構成とされており、前記クラッシングガイドは、前記焼結パレット台車内に挿入される本体壁と、この本体壁から前記クラッシャー側に向けて延在し、前記焼結パレット台車から排鉱された前記シンターケーキを受けるガイド部と、を有し、前記本体壁の上端位置が、前記排鉱部側のスプロケットの回転軸方向から見て、前記回転軸を中心に水平線から下方に向けて角度θとなる位置に配設されており、この角度θが40°以上60°以下の範囲内とされていることを特徴としている。
【0011】
この構成の焼結機においては、クラッシングガイドのうち焼結パレット台車内に挿入される本体壁の上端位置が、排鉱部側に位置する一方のスプロケットの回転軸方向から見て、前記回転軸を中心に水平線から下方に向けて角度θの位置に配設されており、その角度θがθ≧40°とされているので、焼結パレット台車が下方に向けて90°程度まで傾動してもクラッシングガイドとシンターケーキとが衝突することが防止される。ここで、焼結パレット台車が90°程度にまで傾動した場合、シンターケーキの自重のほとんどがシンターケーキの排鉱方向に作用することになるため、シンターケーキがクラッシングガイドの上端部に衝突することなく排鉱されることになる。
また、角度θがθ≦60°とされているので、排鉱位置にある焼結パレット台車とクラッシングガイドとの間の高低差が小さくなり、シンターケーキがクラッシングガイドのガイド部に落下する際の衝撃が抑制され、ガイド部の早期劣化を抑制することができる。
【0012】
なお、本発明においては、操業を実施していない室温条件におけるクラッシングガイド位置を規定している。
焼結機においては、操業時に高温雰囲気となることからレール部や焼結パレット台車が熱膨張するので、この熱膨張分を吸収するように排鉱部側に位置する一方のスプロケットが移動可能に構成されている。このため、操業条件等によって、排鉱部側に位置する一方のスプロケットとクラッシングガイドとの相対位置が変化することになる。しかしながら、室温条件におけるクラッシングガイドの上端位置を上述の角度θの範囲内とすることで、操業時においてもクラッシングガイドとシンターケーキとの衝突が抑制されるのである。
【0013】
ここで、前記一方のスプロケット上を移動する前記焼結パレット台車の底面と、前記クラッシングガイドの本体壁の上端と、の最小隙間Gが、150mm≦G≦400mmの範囲内に設定されているが好ましい。
この場合、排鉱部側に位置する一方のスプロケット上を移動する前記焼結パレット台車の底面と、前記クラッシングガイドの本体壁の上端と、の最小隙間Gが、G≧150mmとされているので、操業時において排鉱部側に位置する一方のスプロケットが移動しても、クラッシングガイドと焼結パレット台車との干渉を抑制することができる。
また、最小隙間Gが、G≦400mmとされているので、シンターケーキから発生した細粒鉱がクラッシングガイドの本体壁の背面側に落下することが抑制され、シンターケーキを効率良くクラッシャーへと案内することができる。
【0014】
また、前記クラッシングガイドにおいて、前記本体壁のうち前記クラッシャーとは反対側を向く背面に、前記シンターケーキから発生した細粒鉱を収容する背面ストーンボックスが設けられていることが好ましい。
焼結パレット台車からのシンターケーキの排鉱が遅れた場合には、本体壁のうち前記クラッシャーとは反対側を向く背面にも、シンターケーキから発生した細粒鉱が回り込むように排出されることがある。そこで、本体壁の背面にシンターケーキから発生した細粒鉱を収容する背面ストーンボックスを設けることにより、シンターケーキから発生した細粒鉱によって本体壁の背面をライニングすることができ、本体壁の背面の耐摩耗性を向上させることができる。よって、クラッシングガイドの早期劣化を抑制することができる。
【0015】
さらに、前記クラッシングガイドにおいて、前記本体壁の上端部に耐摩耗材が着脱可能に配設されていることが好ましい。
この場合、前記本体壁の上端部に耐摩耗材が配設されているので、万が一、シンターケーキが本体壁の上端部に接触しても、クラッシングガイドの早期の劣化を抑制することができる。また、耐摩耗材が着脱可能とされていることから、劣化した耐摩耗材のみを交換して使用することができる。
【0016】
また、前記クラッシングガイドにおいて、前記ガイド部には、鉛直方向上方に向けて延在する複数の縦壁が設けられ、これらの縦壁により、前記シンターケーキから発生した細粒鉱を収容するストーンボックスが画成されており、前記縦壁の上端部分には耐摩耗材が配設されており、複数の前記縦壁のうち少なくとも一つには、水冷機構が設けられていることが好ましい。
【0017】
この場合、焼結パレット台車から排鉱されたシンターケーキを受けるガイド部に複数の縦壁が設けられ、これらの縦壁により、前記シンターケーキから発生した細粒鉱を収容するストーンボックスが画成されているので、シンターケーキから発生した細粒鉱によってガイド部の表面をライニングすることができ、ガイド部の耐摩耗性を向上させることができる。特に、縦壁が鉛直方向上方に向けて延在していることから、画成されるストーンボックスの開口部も鉛直方向上方を向くことになる。よって、焼結パレット台車から排鉱されるシンターケーキから発生した細粒鉱を確実にストーンボックス内に堆積させていくことができる。
さらに、縦壁には水冷機構が設けられていることから、高温のシンターケーキが縦壁に接触した場合であっても、縦壁が軟化して変形してしまうことを抑制することができるとともに、縦壁の上端に設けられた耐摩耗材の劣化を抑制できる。
【発明の効果】
【0018】
上述のように、本発明によれば、焼結パレット台車からのシンターケーキの排鉱が遅れた場合であっても、クラッシングガイドの上端部にシンターケーキが衝突することが抑制され、クラッシングガイドの早期劣化を防止可能な焼結機を提供することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の一実施形態である焼結機の概略説明図である。
【図2】図1に示す焼結機において使用される焼結パレット台車の説明図である。
【図3】図1に示す焼結機において使用されるクラッシングガイドの説明図である。
【図4】図1に示す焼結機における排鉱位置の拡大説明図である。
【発明を実施するための形態】
【0020】
以下に、本発明の一実施形態である焼結機について、添付した図面を参照して説明する。
本実施形態である焼結機1は、高炉へ投入される原料である焼結鉱を製造するものである。
【0021】
図1に示す焼結機1は、給鉱部側と排鉱部側にそれぞれ配置した一対のスプロケット2A、2Bと、これらスプロケット2A、2B間を繋ぐレール部3と、レール部3に沿って車輪によって走行する複数の焼結パレット台車4と、焼結パレット台車4の底面4Aに焼床鉱を供給して床敷層を形成する床敷ホッパー5と、床敷層の上に焼結原料Mを充填する原料装入ホッパー6と、搬送される焼結パレット台車4の上方に配置された点火炉7と、焼結パレット台車4の下方側に位置する下方吸引部8と、焼結して得られたシンターケーキSを破砕するクラッシャー9と、焼結パレット台車4から排鉱されたシンターケーキSをクラッシャー9へと案内するクラッシングガイド10と、を備えている。
【0022】
焼結パレット台車4は、図2に示すように、焼結の過程において上部に形成されたシンターケーキSを支持し、焼結原料充填層下部の通気性を維持するための支持スタンド4Cが配設されている。すなわち、この焼結パレット台車4においては、側壁部4Bと支持スタンド4Cとが幅方向に間隔を開けて立設されているのである。なお、焼結パレット台車4の底面4Aには、グレードバーが配設されている。
【0023】
クラッシングガイド10は、図1に示すように、排鉱部側に位置するプロケット2Bとクラッシャー9との間に配設されるものであり、クラッシングガイド10の左側に排鉱部側に位置するスプロケット2B及び焼結パレット台車4が位置し、クラッシングガイド10の右側にクラッシャー9が位置することになる。
【0024】
このクラッシングガイド10は、図3に示すように、台座フレーム部11と、この台座フレーム部11の背面側(図3において左側)部分から立設された本体壁20と、この本体壁20の正面側(図3において右側)を向く面から台座フレーム部11の正面側部分に向かうように延在するガイド部30と、を備えている。
本実施形態では、本体壁20は、台座フレーム部11から上方に向かうにしたがい漸次正面側に向かうように傾斜して設けられている。また、ガイド部30は、台座フレーム部11から上方に向かうにしたがい漸次背面側に向かうように傾斜して設けられているのである。
【0025】
ここで、本体壁20は、その上端部分が、排鉱部側に位置するスプロケット2Bの外周に沿って移動する焼結パレット台車4の内部に挿入されるように構成されている。
また、本体壁20の上端部分には、幅方向に複数のスリット部が形成されている。このスリット部は、前述の支持スタンド4Cが通過するために設けられたものである。
【0026】
本体壁20のうち、スリット部が形成されていない部分においては、図3に示すように、その上端部には、その表面が耐摩耗材で構成されたライナー部材21が着脱可能に配設されている。このライナー部材21の表面に配設された耐摩耗材は、硬化肉盛溶接材料で構成されており、そのショア硬度が90から100の間に設定されている。
また、スリット部が形成された部分においては、図3に示すように、スリット部が形成されていない部分よりも大きく傾斜した傾斜壁部26が設けられており、この傾斜壁部26の上端部には、やはり、その表面が耐摩耗材で構成されたライナー部材27が着脱可能に配設されている。このライナー部材27の表面に配設された耐摩耗材は、肉盛溶接材料で構成されており、そのショア硬度が90から100の間に設定されている。
【0027】
また、本体壁20の背面には、シンターケーキSから発生した細粒鉱を収容する背面ストーンボックス22が設けられている。この背面ストーンボックス22は、本体壁20の背面から突出する支持部22Aと、この支持部22A上に配設された側壁ブロック22Bと、で構成されており、この側壁ブロック22Bの上面及び背面に肉盛溶接部22Cが形成されている。
【0028】
さらに、台座フレーム部11の背面側にも、シンターケーキSから発生した細粒鉱を収容する台座ストーンボックス12が設けられている。この台座ストーンボックス12は、台座フレーム部11から突出する支持部12Aと、この支持部12A上に配設された側壁ブロック12Bと、で構成されており、この側壁ブロック12Bの上面及び背面に肉盛溶接部12Cが形成されている。
【0029】
また、クラッシングガイド10のガイド部30には、鉛直方向上方に向けて延在する複数の縦壁31が、ガイド部30の延在方向(傾斜方向)に間隔をあけて配設されている。本実施形態では、図3に示すように、ガイド部30に3つの縦壁31A、31B、31Cが配設されている。
これらの縦壁31A、31B、31Cにより、ガイド部30には、鉛直方向上方に向けて開口し、内部にシンターケーキSから発生した細粒鉱を収容するストーンボックス32が画成されている。
【0030】
これらの縦壁31A、31B、31Cのうち少なくとも一つには、水冷機構33が設けられている。本実施形態では、図3に示すように、下方の2つの縦壁31B、31Cに、内部に冷却水が流通される流路が設けられているのである。
また、これらの縦壁31A、31B、31Cの上端には、耐摩耗材である硬化肉盛溶接材料によって形成された硬化部材34がそれぞれ配設されている。
さらに、縦壁31A、31B、31Cによって画成されたストーンボックス32の内部には、硬化肉盛溶接材料がライニングされた硬化層が形成されている。
【0031】
そして、本実施形態である焼結機1においては、図4に示すように、クラッシングガイド10の本体壁20の上端部の位置が、排鉱部側に位置する一方のスプロケット2Bの回転軸O方向から見て、回転軸Oを中心に水平線Hから下方に向けて角度θとなる位置に配設されており、この角度θが40°以上60°以下の範囲内とされている。
また、排鉱部側に位置する一方のスプロケット2B上を移動する焼結パレット台車4の底面4Aと、クラッシングガイド10の本体壁20の上端部との間の最小隙間Gが、150mm≦G≦400mmの範囲内に設定されている。
【0032】
ここで、クラッシングガイド10と排鉱部側に位置する一方のスプロケット2Bとの相対位置(角度θ、最小隙間G)は、室温条件におけるものである。
すなわち、焼結機1においては、操業時に高温雰囲気となることからレール部3や焼結パレット台車4が熱膨張するため、この熱膨張分を吸収するように排鉱部側に位置する一方のスプロケット2Bが移動可能に構成されている。よって、操業時には、クラッシングガイド10と排鉱部側に位置する一方のスプロケット2Bとの相対位置が室温条件時から変化することになる。
【0033】
そこで、排鉱部側に位置する一方のスプロケット2B上を移動する焼結パレット台車4の底面4Aと、クラッシングガイド10の本体壁20の上端部との間の最小隙間Gについては、以下に示す式によって算出される。
一対のスプロケット2A,2Bのそれぞれの中心間距離をL、焼結パレット台車4の線熱膨張係数α、操業時の焼結パレット台車4の最高温度Tmax、室温条件時の焼結パレット台車4の温度T、操業時の焼結パレット台車4とクラッシングガイド10との間の必要な最小クリアランス量Cとしたとき、
G=L×α×(Tmax−T)+C
この式によって算出されるGを150mm≦G≦400mmの範囲内に設定することで、操業時においても焼結パレット台車4とクラッシングガイド10との間に必要なクリアランスが確保されるのである。
【0034】
このような構成とされた焼結機1においては、次のようにして焼結鉱を製造する。
まず、図1に示すように、レール部3に沿って車輪によって走行する焼結パレット台車4に対して床敷ホッパー5から焼床鉱を供給し、焼結パレット台車4の底面4Aに床敷層を形成する。さらに、原料装入ホッパー6から焼結原料Mを供給する。焼結原料Mを充填した焼結パレット台車4が移送され、点火炉7において焼結原料Mの表層中の炭材に点火される。焼結パレット台車4が排鉱部側に移動する間に下方吸引部8によって吸引することにより、焼結原料Mの上部側から下方側に向けて炭材の燃焼点を移動し、焼結が進行していき、シンターケーキSが製造される。
【0035】
そして、焼結パレット台車4が排鉱部側に位置する一方のスプロケット2Bに沿って移動することで傾斜し、焼結パレット台車4内のシンターケーキSがクラッシングガイド10のガイド部30に向けて落下することになる。
落下したシンターケーキSは、クラッシングガイド10のガイド部30を摺動してクラッシャー9へと案内される。そして、シンターケーキSがクラッシャー9で粉砕されることによって焼結鉱が製出される。
【0036】
上述のような構成とされた本実施形態である焼結機1によれば、クラッシングガイド10の本体壁20の上端部が、排鉱部側に位置するスプロケット2Bの回転軸O方向から見て、回転軸Oを中心に水平線Hから下方に向けて角度θの位置に配設されており、その角度θがθ≧40°に設定されているので、焼結パレット台車4がスプロケット2B外周に沿って回転軸Oを中心に水平線Hから下方に向けて90°程度まで傾動してもクラッシングガイド10の本体壁20の上端部とシンターケーキSとが衝突することが防止される。ここで、焼結パレット台車4が90°程度にまで傾動した場合、シンターケーキSの自重のほとんどがシンターケーキSの排鉱方向に向けて作用することになるため、シンターケーキSがクラッシングガイド10の本体壁20の上端部に衝突することなく排鉱されることになる。一方、角度θがθ≦60°に設定されているので、排鉱位置にある焼結パレット台車4とクラッシングガイド10との間の高低差が小さくなり、シンターケーキSがクラッシングガイド10のガイド部30に落下する際の衝撃が抑制されることになる。よって、ガイド部30の早期劣化を抑制することができる。
【0037】
また、排鉱部側に位置するスプロケット2Bに沿って移動する焼結パレット台車4の底面4Aと、クラッシングガイド10の本体壁20の上端部との間の最小隙間Gが、G≧150mmとされているので、操業時の熱膨張によって排鉱部側に位置するスプロケット2Bがクラッシングガイド10側に移動しても、クラッシングガイド10と焼結パレット台車4との衝突を回避することができる。
一方、最小隙間Gが、G≦400mmとされているので、シンターケーキSから発生した細粒鉱がクラッシングガイド10の本体壁20の背面側に落下することが抑制され、シンターケーキSを効率良くクラッシャー9へと案内することができる。
【0038】
また、クラッシングガイド10の本体壁20の背面に、シンターケーキSから発生した細粒鉱を収容する背面ストーンボックス22が設けられているので、本体壁20の背面に回り込むように排出されたシンターケーキSから発生した細粒鉱を、この背面ストーンボックス22に収容することできる。よって、シンターケーキSから発生した細粒鉱によって本体壁20の背面をライニングすることができ、本体壁20の背面の耐摩耗性を向上させることができる。
【0039】
さらに、クラッシングガイド10の本体壁20の上端部に耐摩耗材からなる硬化部材21が着脱可能に配設されているので、万が一、シンターケーキSが本体壁20の上端部に接触しても、本体壁20の早期の劣化を抑制することができる。また、硬化部材21が着脱可能とされていることから、劣化した硬化部材21のみを交換して使用することができ、クラッシングガイド10の使用寿命の延長を図ることができる。
【0040】
また、クラッシングガイド10のガイド部30に、鉛直方向上方に向けて延在する複数の縦壁31A,31B,31Cが設けられ、これらの縦壁31A,31B,31Cにより、シンターケーキSから発生した細粒鉱を収容するストーンボックス32が画成されているので、シンターケーキSから発生した細粒鉱によってガイド部30の表面をライニングすることができ、ガイド部30の耐摩耗性を向上させることができる。
さらに、縦壁31A,31B,31Cが鉛直方向上方に向けて延在していることから、画成されるストーンボックス32の開口部も鉛直方向上方を向くことになる。よって、焼結パレット台車4から排鉱されるシンターケーキSから発生した細粒鉱を確実にストーンボックス32内に堆積させていくことができる。
【0041】
また、縦壁31B、31Cには水冷機構が設けられていることから、高温のシンターケーキSが縦壁31B、31Cに接触した場合であっても、縦壁31B、31Cが軟化して変形してしまうことを抑制することができるとともに、縦壁31B、31Cの上端に設けられた硬化部材21の劣化を抑制できる。よって、高温雰囲気下における耐久性を向上させることができる。
【0042】
以上、本発明の実施形態である焼結機について説明したが、本発明はこれに限定されることはなく、その発明の技術的思想を逸脱しない範囲で適宜変更可能である。
例えば、点火炉及下方吸引部を備えたものとして説明したが、これに限定されることはなく、これら以外の手段で焼結を実施するものであってもよい。
【0043】
また、クラッシングガイドにおいて、ガイド部に縦壁を3つ設けたものとして説明したが、これに限定されることはなく、ガイド部の大きさを考慮して適宜設計変更してもよい。
さらに、縦壁のみでなく、本体壁の上端部に設けられたライナー部材を水冷構造としてもよい。
【符号の説明】
【0044】
1 焼結機
2B 一方のスプロケット
4 焼結パレット台車(焼結パレット)
9 クラッシャー
10 クラッシングガイド
20 本体壁
22 背面ストーンボックス
30 ガイド部
31 縦壁
32 ストーンボックス
33 水冷機構
O 回転軸
H 水平線
【特許請求の範囲】
【請求項1】
焼結パレット台車内に充填された焼結原料を焼結してシンターケーキを製出し、このシンターケーキを破砕することにより焼結鉱を製造する焼結機において、
給鉱部側と排鉱部側にそれぞれ配置した一対のスプロケットと、これらのスプロケット間を繋ぐレール部と、レール部に沿って車輪によって走行する複数の前記焼結パレット台車と、この焼結パレット台車から排鉱されたシンターケーキを破砕するクラッシャーと、焼結パレット台車から排鉱されたシンターケーキをクラッシャーへと案内するクラッシングガイドと、を備えており、
前記焼結パレット台車が排鉱部側のスプロケットにおいて傾動された際に、前記シンターケーキが排鉱される構成とされており、
前記クラッシングガイドは、前記焼結パレット台車内に挿入される本体壁と、この本体壁から前記クラッシャー側に向けて延在し、前記焼結パレット台車から排鉱された前記シンターケーキを受けるガイド部と、を有し、
前記本体壁の上端位置が、前記排鉱部側のスプロケットの回転軸方向から見て、前記回転軸を中心に水平線から下方に向けて角度θとなる位置に配設されており、この角度θが40°以上60°以下の範囲内とされていることを特徴とする焼結機。
【請求項2】
前記一方のスプロケット上を移動する前記焼結パレット台車の底面と、前記クラッシングガイドの本体壁の上端と、の最小隙間Gが、150mm≦G≦400mmの範囲内に設定されていることを特徴とする請求項1に記載の焼結機。
【請求項3】
前記クラッシングガイドにおいて、前記本体壁のうち前記クラッシャーとは反対側を向く背面に、前記シンターケーキから発生した細粒鉱を収容する背面ストーンボックスが設けられていることを特徴とする請求項1または請求項2に記載の焼結機。
【請求項4】
前記クラッシングガイドにおいて、前記本体壁の上端部に耐摩耗材が着脱可能に配設されていることを特徴とする請求項1から請求項3のいずれか一項に記載の焼結機。
【請求項5】
前記クラッシングガイドにおいて、前記ガイド部には、鉛直方向上方に向けて延在する複数の縦壁が設けられ、これらの縦壁により、前記シンターケーキから発生した細粒鉱を収容するストーンボックスが画成されており、
前記縦壁の上端部分には耐摩耗材が配設されており、複数の前記縦壁のうち少なくとも一つには、水冷機構が設けられていることを特徴とする請求項1から請求項4のいずれか一項に記載の焼結機。
【請求項1】
焼結パレット台車内に充填された焼結原料を焼結してシンターケーキを製出し、このシンターケーキを破砕することにより焼結鉱を製造する焼結機において、
給鉱部側と排鉱部側にそれぞれ配置した一対のスプロケットと、これらのスプロケット間を繋ぐレール部と、レール部に沿って車輪によって走行する複数の前記焼結パレット台車と、この焼結パレット台車から排鉱されたシンターケーキを破砕するクラッシャーと、焼結パレット台車から排鉱されたシンターケーキをクラッシャーへと案内するクラッシングガイドと、を備えており、
前記焼結パレット台車が排鉱部側のスプロケットにおいて傾動された際に、前記シンターケーキが排鉱される構成とされており、
前記クラッシングガイドは、前記焼結パレット台車内に挿入される本体壁と、この本体壁から前記クラッシャー側に向けて延在し、前記焼結パレット台車から排鉱された前記シンターケーキを受けるガイド部と、を有し、
前記本体壁の上端位置が、前記排鉱部側のスプロケットの回転軸方向から見て、前記回転軸を中心に水平線から下方に向けて角度θとなる位置に配設されており、この角度θが40°以上60°以下の範囲内とされていることを特徴とする焼結機。
【請求項2】
前記一方のスプロケット上を移動する前記焼結パレット台車の底面と、前記クラッシングガイドの本体壁の上端と、の最小隙間Gが、150mm≦G≦400mmの範囲内に設定されていることを特徴とする請求項1に記載の焼結機。
【請求項3】
前記クラッシングガイドにおいて、前記本体壁のうち前記クラッシャーとは反対側を向く背面に、前記シンターケーキから発生した細粒鉱を収容する背面ストーンボックスが設けられていることを特徴とする請求項1または請求項2に記載の焼結機。
【請求項4】
前記クラッシングガイドにおいて、前記本体壁の上端部に耐摩耗材が着脱可能に配設されていることを特徴とする請求項1から請求項3のいずれか一項に記載の焼結機。
【請求項5】
前記クラッシングガイドにおいて、前記ガイド部には、鉛直方向上方に向けて延在する複数の縦壁が設けられ、これらの縦壁により、前記シンターケーキから発生した細粒鉱を収容するストーンボックスが画成されており、
前記縦壁の上端部分には耐摩耗材が配設されており、複数の前記縦壁のうち少なくとも一つには、水冷機構が設けられていることを特徴とする請求項1から請求項4のいずれか一項に記載の焼結機。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−179752(P2011−179752A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−44265(P2010−44265)
【出願日】平成22年3月1日(2010.3.1)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年3月1日(2010.3.1)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
[ Back to top ]