
焼結軸受およびその製造方法
【課題】銅の使用量を削減して低コスト化を図ることができ、その一方で初期なじみ特性や静粛性が良好で、かつ高い耐久性を備える焼結軸受を提供する。
【解決手段】焼結軸受1は、低融点金属で結合された鉄組織と銅組織とを含有する。銅組織の一部または全部を扁平銅粉で形成し、鉄組織をフェライト相αFeとする。軸受1には、銅の含有量が均一になったベース部S2と、ベース部S2の表面を覆い、ベース部S2よりも銅の含有量を大きくした表面層S1とを設ける。
【解決手段】焼結軸受1は、低融点金属で結合された鉄組織と銅組織とを含有する。銅組織の一部または全部を扁平銅粉で形成し、鉄組織をフェライト相αFeとする。軸受1には、銅の含有量が均一になったベース部S2と、ベース部S2の表面を覆い、ベース部S2よりも銅の含有量を大きくした表面層S1とを設ける。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、焼結金属からなる焼結軸受、およびその製造方法に関する。
【背景技術】
【0002】
例えばハードディスクドライブ等の情報機器に搭載される精密小型モータ用の軸受として、静粛性に優れた焼結軸受を用いる場合がある。近年のモータの高性能化に伴い、この種の焼結軸受では、限界PV値をPV>200MPa・m/minまで向上させることが要請されている。また、トルク変動の削減(初期なじみ特性の向上)、耐久性の向上(耐焼付き性の向上)、静粛性の向上(音響特性の改善)等も併せて必要になっている。
【0003】
焼結軸受として鉄系焼結軸受が公知であるが、鉄系では、耐久性には優れるものの、初期なじみ特性や静粛性に劣るというデメリットがある。そのため、精密小型モータ用の軸受として青銅系焼結軸受を使用する場合が多い。青銅系焼結含油軸受の一例として、例えば特開2001−107162号公報(特許文献1)に、Snを6〜11重量%、Fe及び/又はNiを1〜5重量%含有し、残部を銅としたものが開示されている(請求項1)。
【0004】
また、特許第3873275号(特許文献2)には、鉄系と銅系の原料粉末を用い、銅系の原料粉末を扁平粉とし、表面側に銅を偏析させ、表面側から内部に向って銅の割合を低くすると共に鉄の割合を高くした摺動部品が開示されている(請求項1)。また、銅系の原料粉末と鉄系の原料粉末とを充填部に充填して振動を加えることにより、銅系の扁平粉を表面側に偏析させ、表面側が銅に覆われ、表面側から内部に向って銅より鉄の割合が高くなる濃度勾配をなした軸受を得るようにしている(段落0028)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−107162号公報
【特許文献2】特許第3873275号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年では銅価格が高騰しており、特許文献1に記載されたような多量の銅を含む青銅系焼結軸受では低コスト化の要求に対応できない。また、青銅系焼結軸受では耐荷重性や耐久性に難がある。
【0007】
その一方、特許文献2に記載の構成では、扁平粉と銅粉からなる原料粉に振動を与えているため、成形工程が煩雑化する。また、「回転体が摺動する摺動面が摩耗しても、摺動面の下には所定の割合で銅が含まれているから、摺動部分の耐久性に優れたものとなる」との記載(段落0029等)から明らかなように、銅リッチな表面層が摩耗した後の相手材の摩耗を銅で抑制する構成である。この構成では、耐久性を向上させようとすると銅の使用量を増やさざるを得ず、耐久性と低コスト化を両立することが困難である。
【0008】
そこで、本発明は、銅の使用量を削減して低コスト化を図ることができ、その一方で初期なじみ特性や静粛性が良好で、かつ高い耐久性を備える焼結軸受を提供することを目的する。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明にかかる焼結軸受は、鉄組織と銅組織とを含有する焼結軸受において、銅組織と鉄組織とを低融点金属で結合し、銅組織の一部または全部を扁平銅粉で形成すると共に、鉄組織をフェライト相を主体として形成し、銅の含有量が均一になったベース部と、ベース部の表面を覆い、ベース部よりも銅の含有量を大きくした表面層とを備えることを特徴とするものである。
【0010】
扁平銅粉は原料粉の成形時に金型成形面に付着する性質を有し、そのため成形後の圧粉体は表層に多くの銅が含まれる一方、芯部では銅の含有量が少なくなる。従って、焼結後の焼結体には、銅の含有量の多い表面層と、これよりも銅の含有量が少ないベース部とが形成される。
【0011】
このように表面層での銅の含有量を多くすることで、初期なじみ性および静粛性の向上を図ることができる。また、軸に対する攻撃性も低くなるので、耐久寿命が向上する。これらの作用効果は、表面層の表面に面積比で60%以上の銅組織(銅を主成分とする組織)を形成することで、より顕著に得ることができる。また、表面層の摩耗により鉄組織(鉄を主成分とする組織)を多く含むベース部が露出した際にも、鉄組織がフェライト相を主体とするため、銅の含有量が少なくても軸に対する攻撃性を弱くすることができ、耐久性が増す。
【0012】
また、ベース部の鉄組織は、軟質なフェライト相を主体とするが、鉄組織−銅組織、および銅組織同士が低融点金属で強固に結合されているため、ベース部は高強度を有する。従って、軸受全体の強度が増し、耐荷重性を向上させることができる。ベース部は軸受のほとんどの容積を占めるが、このベース部での銅の含有量を少なくできるため、軸受全体での銅の使用量を削減して低コスト化を図ることができる。
【0013】
このように本発明は、軸受内における鉄と銅の分布を最適化し、併せて銅組織のみならず、鉄組織の形態にも配慮を加えることで、耐久性の向上と低コスト化とを両立したものである。かかる構成から、本発明によれば、鉄系焼結軸受と銅系焼結軸受(鉄銅系焼結軸受も含む)の双方の利点を兼ね備えた焼結軸受を低コストに得ることができる。
【0014】
この焼結軸受において、鉄を炭素と反応させることなく焼結すれば、鉄組織をフェライト相だけで形成することができる。このように鉄組織がフェライト相で形成されていると、表面層が摩耗してベース部が露出した際に軸受面の耐摩耗性が低下する。これが問題となる場合、焼結時に鉄を炭素と反応させることで、鉄組織をフェライト相と、フェライト相の粒界に存在するパーライト相とで形成することができる。かかる構成であれば、硬質のパーライト相がフェライト相の耐摩耗性を補うため、軸受面の摩耗を抑制することができる。その一方で炭素が拡散してパーライトの存在割合が過剰になると、軸に対する攻撃性が増して軸が摩耗しやすくなる。かかる観点から、パーライト相はフェライト相の粒界に存在(点在)する程度とする(図12参照)。
【0015】
一般に低融点金属の含有量が増えれば、それだけ軸受の強度が増す。その一方で、扁平銅粉は、Cu−Snの液相状態では表面張力により丸くなって球形化する。球形化した扁平銅が増えると、軸受表面における銅組織の占める面積が減少して発明の目的(初期なじみ性・静粛性の改善、相手材への攻撃性低減)を達成できない。以上の観点から、銅に対する低融点金属の割合は10重量%未満とする。
【0016】
金属組織中に固体潤滑剤を包含させることで、軸受面の低摩擦化を図ることができる。金属組織中に遊離黒鉛を包含させても同様の効果が得られる。
【0017】
遊離黒鉛の含有量を、ベース部よりも表面層で大きくすれば、更なる低摩擦化を図ることができる。
【0018】
本発明にかかる焼結軸受は、鉄粉、扁平銅粉、および低融点金属粉を含む原料粉を混合して金型に充填し、扁平銅粉を金型表面に付着させた状態で原料粉を圧縮して圧粉体を成形し、圧粉体を焼結することで製造することができる。
【0019】
前記混合前の扁平銅粉に流体潤滑剤を付着させれば、金型成形面に対する扁平銅粉の付着力がさらに高まる。この流体潤滑剤の扁平銅粉に対する割合が少なすぎると、金型に対する扁平銅粉の付着力が低下し、金型成形面上の扁平銅粉の付着量が不十分となる。また、多すぎると扁平同粉同士が付着し、凝集する問題を生じる。本発明者らの検証によれば、扁平銅粉に対する重量比で0.1重量%〜0.8重量%、望ましくは0.2重量%〜0.7重量%の流体潤滑剤を配合すれば、以上の問題を解消できることが判明した。
【0020】
流体潤滑剤としては、脂肪酸、特に直鎖の飽和脂肪酸が好ましい。この種の脂肪酸は、Cn-1H2n-1COOHの一般式で表される。本発明では、Cnが12〜22の範囲のものを使用するのが望ましい。
【0021】
扁平銅粉の見かけ密度を1.0g/cm3以下、厚さを1.5μm以下、長さを20μm以上80μm以下とすれば、金型成形面に対する付着力がさらに高まり、銅の含有量の多い表面層を確実に形成することが可能となる。
【0022】
原料粉に黒鉛を添加することで、軸受面の低摩擦化を図ることができる。この場合、鱗状黒鉛を使用すれば、原料粉の混合時に鱗状黒鉛と扁平銅粉が付着しやすくなり、扁平銅粉に付随して多くの黒鉛が金型成形面に付着する。この場合、圧粉体の表面では、銅だけでなく黒鉛の含有量も増えるので、軸受面の低摩擦化を図る上でより有効となる。
【発明の効果】
【0023】
本発明によれば、耐久性の向上と銅の使用量削減による低コスト化とを両立することができる。その一方で初期なじみ特性や静粛性も良好な焼結軸受を提供することができる。
【図面の簡単な説明】
【0024】
【図1】本発明にかかる焼結軸受の断面図である。
【図2】上段は扁平銅粉の側面図、下段は扁平銅粉の平面図である。
【図3】互いに付着した扁平銅粉と鱗状黒鉛を示す側面図である。
【図4】金型による圧粉体の成形工程を示す断面図である。
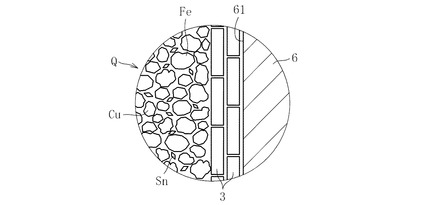
【図5】図4中の領域Qの拡大断面図である。
【図6】鋼中のパーライト組織を示す組織図である。
【図7】図1中の領域Pの拡大断面図である。
【図8】軸受の半径方向における銅の含有率を示す図である。
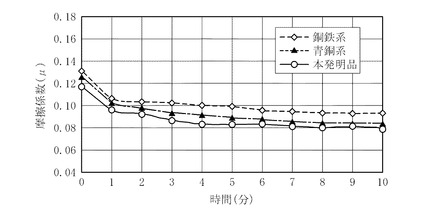
【図9】初期なじみ性の測定結果を示す図である。
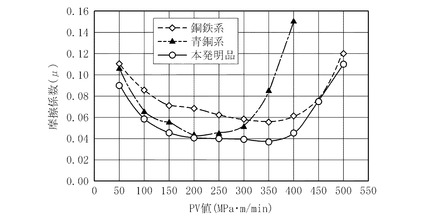
【図10】限界PV値の測定結果を示す図である。
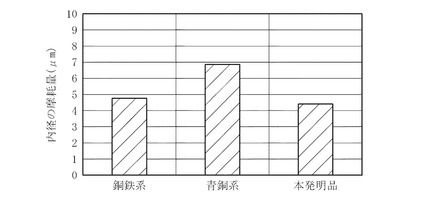
【図11】軸受運転後に軸受に生じる摩耗量の測定結果を示す図である。
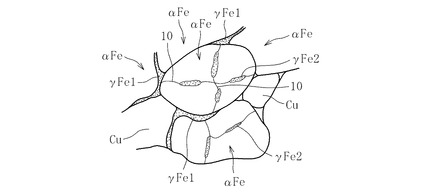
【図12】ベース部の粒界組織を示す組織図である。
【図13】本発明にかかる焼結軸受の成分表である。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態を添付図面に基づいて説明する。
【0026】
図1に示すように、焼結軸受1は、内周に軸受面1aを有する円筒状に形成される。焼結軸受1の内周にステンレス鋼等からなる軸2を挿入し、その状態で軸を回転させ、あるいは軸受1を回転させると、焼結軸受1の無数の空孔に保持された潤滑油が温度上昇に伴って軸受面1aに滲み出す。この滲み出した潤滑油によって、軸の外周面と軸受面1aの間の軸受隙間に油膜が形成され、軸2が軸受1によって相対回転可能に支持される。
【0027】
本発明の軸受1は、各種粉末を混合した原料粉を金型に充填し、これを圧縮して圧粉体を成形した後、圧粉体を焼結することで形成される。
【0028】
原料粉は、鉄粉、銅粉、低融点金属粉、および固体潤滑剤粉を主成分とする混合粉末である。この混合粉末には、必要に応じて各種成形助剤、例えば離型性向上のための潤滑剤(金属セッケン等)が添加される。以下、焼結軸受の第一の実施形態について、その原料粉末および製造手順を詳細に述べる。
【0029】
[鉄粉]
鉄粉としては、還元鉄粉、水アトマイズ鉄粉等の公知の粉末が広く使用可能である。本実施形態では、含油性に優れた還元鉄粉を使用する。還元鉄粉は、略球形でありながら不規則形状でかつ多孔質状をなし、表面に微小な凹凸を有する海綿状となることから、海綿鉄粉とも呼ばれる。鉄粉としては、粒度40μm〜150μm、見かけ密度2.0〜2.8g/cm3程度のものを使用する。見かけ密度の定義は、JIS Z 8901の規定に準じる(以下、同じ)。なお、鉄粉に含まれる酸素量は0.2重量%以下とする。
【0030】
[銅粉]
銅粉としては、箔状の扁平銅粉と通常銅粉の二種類が用いられる。
【0031】
扁平銅粉は、水アトマイズ粉等からなる原料銅粉を搗砕(Stamping)することで扁平化させたものである。扁平銅粉としては、長さLが20μm〜80μm、厚さtが0.5μm〜1.5μm(アスペクト比L/t=13.3〜160)のものが主に用いられる。ここでいう「長さ」および「厚さ」は、図2に示すように個々の扁平銅粉3の幾何学的な最大寸法をいう。扁平銅粉の見かけ密度は1.0g/cm3以下とする。以上のサイズ、及び見かけ密度の扁平銅粉であれば、金型成形面に対する扁平銅粉の付着力が高まるため、金型成形面に多量の扁平銅粉を付着させることができる。
【0032】
通常銅粉としては、焼結軸受用として汎用されている球状や樹枝状の銅粉が広く使用可能であり、例えば還元粉、電解粉、水アトマイズ粉等が用いられる。なお、これらの混合粉も使用可能である。通常銅粉の粒度は20μm〜100μm程度とし、見かけ密度は2.0〜3.3g/cm3程度とする。銅粉として扁平銅粉だけを使用したのでは、扁平銅粉の密度が小さいために、圧粉体の成形時に固まりにくくなるが、通常銅粉と併せて使用することで、圧粉体の成形性を高めることができる。なお、特に問題がなければ通常銅粉を使用せず、扁平銅粉のみを使用することもできる。
【0033】
[流体潤滑剤]
金型成形面に扁平銅粉を付着させるため、扁平銅粉には予め流体潤滑剤を付着させておく。この流体潤滑剤は、原料粉末の金型充填前に扁平銅粉に付着させていればよく、好ましくは原料粉の混合前、さらに好ましくは原料銅粉を搗砕する段階で原料銅粉に付着させる。搗砕後、他の原料粉体と混合するまでの間に扁平銅粉に流体潤滑剤を供給し、攪拌する等の手段で扁平銅粉に流体潤滑剤を付着させてもよい。金型成形面上の扁平銅粉の付着量を確保するため、扁平銅粉に対する流体潤滑剤の配合割合は、重量比で0.1重量%以上とし、また扁平銅粉同士の付着による凝集を防止するため、配合割合は0.8重量%以下とする。望ましくは配合割合の下限は0.2重量%以上とし、上限は0.7重量%とする。流体潤滑剤としては、脂肪酸、特に直鎖飽和脂肪酸が好ましい。この種の脂肪酸は、Cn-1H2n-1COOHの一般式で表される。この脂肪酸としては、Cnが12〜22の範囲のもので、具体例として例えばステアリン酸を使用することができる。
【0034】
[低融点金属粉]
低融点金属粉は、焼結温度よりも低融点の金属粉であり、本発明では、融点が700℃以下の金属粉、例えば錫、亜鉛、リン等の粉末が使用される。この中でも焼結時の蒸散が少ない錫が好ましい。これら低融点金属粉は銅に対して高いぬれ性を持つため、原料粉に配合することで、液相焼結が進行し、鉄組織と銅組織や銅組織同士の結合強度が強化される。低融点金属の配合量が増えるほど金属組織の強度は高まるが、本発明のように扁平銅粉を使用した場合、低融点金属の量が多すぎると、上記のとおり扁平銅粉が球形化し、軸受面での銅の面積が低下する不具合が生じる。従来の銅系焼結軸受や銅鉄系焼結軸受では、銅に対して10重量%程度の低融点金属を配合するのが一般的であるが、本発明では、上記の理由から銅に対する低融点金属の割合を重量比で10重量%未満(望ましくは8.0重量%以下)とする。
【0035】
[固体潤滑剤粉]
固体潤滑剤粉は、軸2との摺動による金属接触時の摩擦低減のために添加され、例えば黒鉛が使用される。この時、黒鉛としては、扁平銅粉に対する付着性が得られるように、鱗状黒鉛を使用するのが望ましい。固体潤滑剤粉としては、黒鉛の他に二硫化モリブデン粉も使用することができる。二硫化モリブデン粉は層状結晶構造を有していて層状に剥離するため、鱗状黒鉛と同様に扁平銅粉に対する付着性が得られる。
【0036】
[配合比]
上記各粉末を配合した原料粉は、銅粉を18重量%以上40重量%以下、低融点金属粉(例えば錫粉)を1重量%以上4重量%以下、固体潤滑剤粉(例えば黒鉛粉)を0.5〜2.5重量%配合し、残部を鉄粉とするのが望ましい。
【0037】
本発明では、後述のように、原料粉の金型への充填時に扁平銅粉を金型に層状に付着させている。原料粉における扁平銅の配合割合が8重量%を下回ると、金型への扁平銅の付着量が不十分となって本願発明の作用効果が期待できない。また、本実施形態は、後述のように、銅リッチの表層部S1(後述する)が摩耗により消失した際に、軸受面となるベース部S2の表面をフェライト相αFeと銅組織とで構成することで、軸に対する攻撃性を低下させるものであるが、かかる効果を得るためにはベース部S2が少なくとも10重量%以上の銅組織を有することが必要となる。よって、銅粉の配合割合は両者の合計である18重量%以上とする。その一方で、銅粉の割合が40重量%を超えると、銅粉の使用量が過剰となり、扁平銅粉を使用することによるコストメリットが乏しくなる。以上から、原料粉における銅粉の配合量は18重量%以上40重量%以下とする。また、原料粉における扁平銅粉の配合量は8重量%以上40重量%以下、望ましくは8重量%以上20重量%以下とする。20重量%以下が好ましい理由は、扁平銅粉の金型への付着量は20重量%程度で飽和し、これ以上配合量を増しても、高コストの扁平銅粉を使用することによるコストアップが問題となるためである。
【0038】
低融点金属粉の割合が1重量%を下回ると軸受の強度を確保できず、4重量%を超えると、上記のとおり扁平銅粉の球形化の問題が生じる。また、固体潤滑剤粉の割合が0.5重量%を下回ると、軸受面における摩擦低減効果が得られず、2.5重量%を超えると強度低下等を招く。以上から、低融点金属粉は1重量%以上4重量%以下、固体潤滑剤粉は0.5〜2.5重量%配合する。なお、上記のとおり銅粉に対する低融点金属粉の配合割合は10重量%未満(望ましくは8重量%以下)とするのが望ましい。
【0039】
上述した各種原料粉末の配合比で特に好ましいものを図13に示す。図示のように、通常銅粉を8重量%以上12重量%以下、扁平銅粉を10重量%以上15重量%以下、低融点金属粉を1.0重量%以上2.0重量%以下、固体潤滑剤粉を0.6重量%以上1.0重量%以下とするのが特に好ましい。
【0040】
[混合]
以上に述べた各粉末の混合は、2回に分けて行うのが望ましい。先ず、一次混合として、鱗状黒鉛粉および予め流体潤滑剤を付着させた扁平銅粉を公知の混合機で混合する。次いで、二次混合として、一次混合粉に鉄粉、通常銅粉、および低融点金属粉を添加して混合し、さらに必要に応じて黒鉛粉も添加・混合する。扁平銅粉は、各種原料粉末の中でも見かけ密度が低いため、原料粉中に均一に分散させるのが難しいが、一次混合で見かけ密度が同レベルの扁平銅粉と黒鉛粉とを予め混合しておくと、扁平銅粉に付着した流体潤滑剤等により、図3に示すように、扁平銅粉3と黒鉛粉4が互いに付着して層状に重なり、扁平銅粉の見かけ密度が高まる。そのため、二次混合時に原料粉末中に扁平銅粉を均一に分散させることが可能となる。一次混合時に、別途潤滑剤を添加すれば、扁平銅粉と黒鉛粉の付着がさらに促進されるため、二次混合時に扁平銅粉をより均一に分散させることが可能となる。ここで添加する潤滑剤としては、上記流体潤滑剤と同種または異種の流体状潤滑剤の他、粉末状のものも使用可能である。例えば上述した金属セッケン等の成形助剤は一般に粉状でありながら、ある程度の付着力を有するので、扁平銅粉と黒鉛粉の付着より促進させることができる。
【0041】
図3に示す扁平銅粉3と鱗状黒鉛粉4との付着状態は、二次混合後もある程度保持されるため、原料粉末を金型に充填した際には、金型表面に扁平銅粉と共に多くの黒鉛粉が付着することとなる。
【0042】
[成形]
二次混合後の原料粉末は成形機の金型6に供給される。図4に示すように、金型6は、コア6a、ダイ6b、上パンチ6c、および下パンチ6dからなり、これらによって区画されたキャビティに原料粉末が充填される。上下パンチ6c,6dを接近させて原料粉体を圧縮すると、原料粉末が、コア6aの外周面、ダイ6bの内周面、上パンチ6cの端面、および下パンチ6dの端面からなる成形面によって成形され、円筒状の圧粉体9が得られる。
【0043】
原料粉体における金属粉の中では、扁平銅粉3の見かけ密度が最も小さい。また、扁平銅粉3は、上記長さLおよび厚さtを有する箔状であり、単位重量あたりの幅広面の面積が大きい。そのため、扁平銅粉は、その表面に付着した流体潤滑剤による付着力、さらにはクーロン力等の影響を受けやすくなり、原料粉の金型6への充填後は、図5に拡大して示すように、扁平銅粉3がその幅広面を成形面61に向け、かつ複数層(1層〜3層程度)重なった層状態となって成形面61の全域に付着する。この際、扁平銅粉3に付着した鱗状黒鉛も扁平銅粉3に付随して金型の成形面61に付着する(図5では黒鉛の図示を省略)。その一方で、扁平銅3の層状組織の内側領域(キャビティ中心側となる領域)では、鉄粉(Fe)、通常銅粉(Cu)、および低融点金属粉(Sn)が略均一に分散した状態となる。成形後の圧粉体9は、このような各粉末の分布状態をほぼそのまま保持している。
【0044】
[焼結]
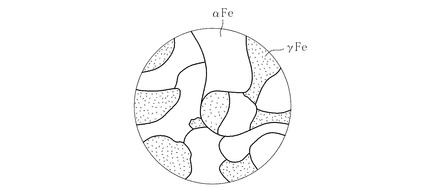
その後、圧粉体9は焼結炉にて焼結される。焼結条件は、黒鉛に含まれる炭素が鉄と反応しない(炭素の拡散が生じない)条件とする。鉄―炭素の平衡状態では、723℃に変態点があり、これを超える鉄と炭素の反応が始まって、図6に示すように鋼組織中にパーライト相γFeが生じるが、焼結では900℃を超えてから炭素(黒鉛)と鉄の反応が始まり、パーライト相γFeが生じる。パーライト相γFeは硬い組織(HV300以上)で相手材に対する攻撃性が強いため、過剰にパーライト相が析出すると軸2の摩耗を進行させるおそれがある。
【0045】
また、従来の焼結軸受の製造工程では、焼結雰囲気として、液化石油ガス(ブタン、プロパン等)と空気を混合してNi触媒で熱分解させた吸熱型ガス(RXガス)を使用する場合が多い。しかしながら、吸熱型ガス(RXガス)では炭素が拡散して表面を硬化させるおそれがあり、同様の問題を生じる。
【0046】
以上の観点から、本発明では、焼結は900℃以下の低温焼結、具体的には700℃(望ましくは760℃)〜840℃の焼結温度とする。また、焼結雰囲気は、炭素を含有しないガス雰囲気(水素ガス、窒素ガス、アルゴンガス等)あるいは真空とする。これらの対策により、原料粉では炭素と鉄の反応が生じず、従って焼結後の鉄組織は全て軟らかいフェライト相αFe(HV200以下)となる。焼結に伴い、上記流体潤滑剤、その他の潤滑剤、各種成形助剤は焼結体内部から揮散する。
【0047】
以上に述べた焼結工程を経ることで、多孔質の焼結体が得られる。この焼結体にサイジングを施し、さらに真空含浸等の手法で潤滑油を含浸させることにより、図示に示す焼結軸受1が完成する。上記のように、焼結時に炭素と鉄を反応させず、鉄組織を軟質のフェライト相にすることにより、サイジング時に焼結体が塑性流動を生じやすくなり、高精度のサイジングを行うことができる。なお、用途によっては、潤滑油の含浸工程を省略し、無給油下で使用する焼結軸受1とすることもできる。
【0048】
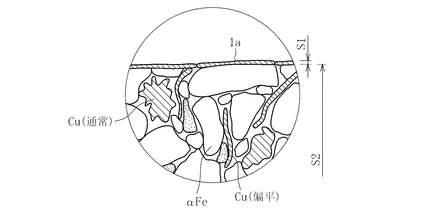
以上の製作工程を経た焼結軸受1の表面付近(図1中の領域P)の金属組織を図7に概略図示する。なお、図7では銅組織にハッチングを付し、黒鉛に散点模様を付している。
【0049】
図7に示すように、本発明の焼結軸受1では、金型成形面61に扁平銅3を層状に付着させた状態で圧粉体9が成形され、この層状扁平銅3が焼結されていることに由来して、軸受1の軸受面1aを含む表面全体に銅濃度の高い表面層S1が形成される。しかも、扁平銅3の幅広面が成形面61に付着していたこともあり、表面層S1の銅組織の多くが扁平状で、かつその幅広面を表面に向けた状態に配向されている。表面層S1の厚さは金型成形面61に層状に付着した扁平銅の厚さに相当し、概ね1μm〜6μm程度である。表面層S1の任意断面では、銅組織の面積は鉄組織の面積よりも大きく、具体的には60%以上が銅組織となる。
【0050】
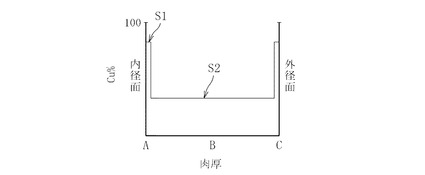
表面層S1よりも内側のベース部S2は、基本的に表面層S1に覆われている。図8に示すように、ベース部S2における銅の含有量は、表面層S1での銅の含有量よりも少なく、表面層S1からベース部S2へ移行する際に銅の含有量が急激に低下している。また、ベース部S2の各部における銅の含有量(重量%)は各部で均一になっている。
【0051】
以上の構成から、軸受面1aを含む表面層S1の表面全体で、鉄組織に対する銅組織の面積比が60%以上となる。そのため、焼結軸受1の初期なじみ性および静粛性を向上させることができる。また、軸受1に含まれる鉄組織が全てフェライト相αFeであるので、仮に表面層S1が摩耗してベース部S2の鉄組織が表面に現れていても、軸受面を軟質化することができ、軸2に対する攻撃性を弱めることができる。
【0052】
その一方で、表面層S1の内側のベース部S2は、表面相S1に比べて銅の含有量が少なく、かつ鉄の含有量が多い硬質組織となっている。このように軸受1のほとんどの部分を占めるベース部S2で鉄の含有量が多くなっているので、軸受1全体での銅の使用量を削減することができ、銅系焼結軸受に比べて大幅な低コスト化を達成することができる。さらに、表面層S1が軸2との摺動で摩耗し、軸受面1aに鉄組織を多く含むベース部S2が現れた際にも、鉄組織がフェライト相αFeであるため、銅の含有量を少なくした状態でも軸2に対する攻撃性を弱くすることができ、軸受としての耐久性を確保できる。この耐久性は、ベース部S2における銅組織の含有量が少なくとも10重量%以上あれば十分に得られる。
【0053】
このように本発明では、扁平銅粉を使用し、これを金型成形面61に付着させた状態で圧粉体を成形することで、表面層S1での銅の含有量を高めると共に、表面層S1以外では鉄の含有量を高めることとし、銅組織と鉄組織の最適分布を実現させている。また、鉄組織を意図的にフェライト相αFeとすることで、銅リッチの表面層S1が摩耗した際の軸2の摩耗抑制も図っている。従って、耐久性の向上と銅の使用量削減による低コスト化とを両立することが可能となる。
【0054】
加えて、軸受面1aを含む表面全体に遊離黒鉛が析出しており、しかも扁平銅粉3に付随する形で金型成形面61に鱗状黒鉛を付着させているため、表面層S1における遊離黒鉛の含有率も高い。そのため、軸受面1aを低摩擦化することができ、軸受1の耐久性を増すことができる。また、表面層S1とベース部S2の双方で銅組織と鉄組織を低融点金属で結合させており、銅組織と鉄組織の間、および銅組織同士の間で高い結合強度が得られている。そのため、従来の青銅系焼結軸受に比べて、軸受1全体の強度が増し、かつ耐久性も向上する。さらに、限界PV値をPV>200MPa・m/minを達成することも可能で、そのような使用条件下でも低摩擦となり、今後見込まれるさらなる負荷容量の増大や高速回転化にも対応可能となる。従って、本発明によれば、青銅系軸受および鉄系焼結軸受(あるいは鉄銅焼結軸受)の双方のメリットのみを有する焼結軸受を得ることができる。
【0055】
本発明が奏する上記作用効果を確認するため、初期なじみ性、限界PV値、および摩耗量のそれぞれについて、本発明品と従来の青銅系焼結軸受および銅鉄系焼結軸受との間で比較試験を行った。
【0056】
比較試験における各軸受の組成(重量比)は以下のとおりとした。
本発明品…鉄:80.2%、銅:18.0%(扁平銅粉8%)、錫:1.0%、黒鉛0.8%
青銅系軸受…銅:88.8%、錫:9.9%、黒鉛:1.3%
銅鉄系焼結軸受…鉄:77.2%、銅:20.0%、錫:2.0%、黒鉛0.8%
【0057】
また、各試験条件は以下のとおりである。
【0058】
[初期なじみ性測定試験]
・周速 :38m/min
・荷重 :1.1MPa
・軸仕様:SUS420J2(HRC55)
・軸受サイズ:6×12×6(順に、内径の直径寸法、外径の直径寸法、長さをミリ単位で表す。以下同じ。)
・運転隙間:0.020mm
・温度 :常温
【0059】
[限界PV値測定試験]
・軸仕様:SUS420J2(HRC55)
・軸受サイズ:6×12×6
・運転隙間:0.020mm
・温度 :常温
【0060】
[摩耗量測定試験]
・周速 :38〜75m/min
・荷重 :0.7〜4.0MPa
・軸仕様:SUS420J2(HRC55)
・軸受サイズ:6×12×6
・運転隙間:0.020mm
・温度 :常温
・時間 :8時間
【0061】
図9に初期なじみ特性測定試験の結果、図10に限界PV値測定試験の結果、図11に摩耗量試験の結果をそれぞれ示す。
【0062】
図9から、本発明品では、銅の配合割合を上記下限値とした場合でも、運転開始直後から低摩擦であり、銅鉄系に比べて良好で、青銅系軸受と同等もしくはそれ以上に良好な初期なじみ性を有することが判明した。また、図10から、200MPa・m/minを超えるPV値でも十分に低摩擦であり、500MPa・m/min程度のPV値まで実用可能であることが理解できる。さらに、図11から本発明品の摩耗量は少なく、青銅系、さらには銅鉄系と同等以上の耐久性を有することが理解できる。
【0063】
[他の実施形態]
以上に述べた第一の実施形態では、鉄組織を全てフェライト相で形成しているが、かかる構成では、軸受の使用条件(例えば高面圧で使用する場合)等により、表面層が摩耗してベース部が露出した際に軸受面の耐摩耗性が不十分となる場合がある。
【0064】
この場合、鉄組織を、フェライト相とパーライト相の二相組織にすれば、硬質のパーライト相が耐摩耗性の向上に寄与し、高面圧下での軸受面の摩耗を抑制して軸受寿命を向上させることができる(第二の実施形態)。炭素が拡散することにより、図6に示すように、パーライトγFeの存在割合が過剰となり、フェライトαFeと同等レベルの割合になると、パーライトによる軸に対する攻撃性が著しく増して軸が摩耗しやすくなる。これを防止するため、図12に示すように、パーライト相(γFe)はフェライト相(αFe)の粒界に存在(点在)する程度に抑える。ここでいう「粒界」は、フェライト相の間やフェライト相と他の粒子との間に形成される粒界の他、フェライト相(αFe)中の結晶粒界10の双方を意味する。図12では、前者の粒界に存在するパーライト相をγFe1で表し、後者の粒界に存在するパーライト相をγFe2で表している。フェライト相αFeに対するパーライト相γFe(γFe1+γFe2)の割合は、ベース部S2の任意断面において、面積比で5〜20%とするのが望ましい。
【0065】
パーライトの成長速度は、主に焼結温度に依存する。従って、上記の態様でパーライト相をフェライト相の粒界に存在させるためには、第一の実施形態よりも焼結温度を上げて820℃〜900℃程度とし、かつ炉内雰囲気として炭素を含むガス、例えば天然ガスや吸熱型ガス(RXガス)を用いて焼結する。これにより、焼結時にはガスに含まれる炭素が鉄に拡散し、パーライト相γFeを形成することができる。なお、900℃を越える温度で焼結すると、黒鉛粉中の炭素が鉄と反応する。これ以外の構成、例えば原料粉体の組成や製造手順等は、第一の実施形態と共通であるので、重複説明を省略する。
【0066】
なお、以上の説明では、本発明を、軸受面1aを真円形状とした真円軸受に適用する場合を例示したが、本発明は真円軸受に限らず、軸受面1aや軸2の外周面にヘリングボーン溝、スパイラル溝等の動圧発生部を設けた流体動圧軸受にも同様に適用することができる。
【符号の説明】
【0067】
1 軸受
1a 軸受面
2 軸
3 扁平銅粉
4 鱗状黒鉛
6 金型
9 圧粉体
10 結晶粒界
61 成形面
L 扁平粉の長さ
t 扁平粉の厚さ
【技術分野】
【0001】
本発明は、焼結金属からなる焼結軸受、およびその製造方法に関する。
【背景技術】
【0002】
例えばハードディスクドライブ等の情報機器に搭載される精密小型モータ用の軸受として、静粛性に優れた焼結軸受を用いる場合がある。近年のモータの高性能化に伴い、この種の焼結軸受では、限界PV値をPV>200MPa・m/minまで向上させることが要請されている。また、トルク変動の削減(初期なじみ特性の向上)、耐久性の向上(耐焼付き性の向上)、静粛性の向上(音響特性の改善)等も併せて必要になっている。
【0003】
焼結軸受として鉄系焼結軸受が公知であるが、鉄系では、耐久性には優れるものの、初期なじみ特性や静粛性に劣るというデメリットがある。そのため、精密小型モータ用の軸受として青銅系焼結軸受を使用する場合が多い。青銅系焼結含油軸受の一例として、例えば特開2001−107162号公報(特許文献1)に、Snを6〜11重量%、Fe及び/又はNiを1〜5重量%含有し、残部を銅としたものが開示されている(請求項1)。
【0004】
また、特許第3873275号(特許文献2)には、鉄系と銅系の原料粉末を用い、銅系の原料粉末を扁平粉とし、表面側に銅を偏析させ、表面側から内部に向って銅の割合を低くすると共に鉄の割合を高くした摺動部品が開示されている(請求項1)。また、銅系の原料粉末と鉄系の原料粉末とを充填部に充填して振動を加えることにより、銅系の扁平粉を表面側に偏析させ、表面側が銅に覆われ、表面側から内部に向って銅より鉄の割合が高くなる濃度勾配をなした軸受を得るようにしている(段落0028)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2001−107162号公報
【特許文献2】特許第3873275号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年では銅価格が高騰しており、特許文献1に記載されたような多量の銅を含む青銅系焼結軸受では低コスト化の要求に対応できない。また、青銅系焼結軸受では耐荷重性や耐久性に難がある。
【0007】
その一方、特許文献2に記載の構成では、扁平粉と銅粉からなる原料粉に振動を与えているため、成形工程が煩雑化する。また、「回転体が摺動する摺動面が摩耗しても、摺動面の下には所定の割合で銅が含まれているから、摺動部分の耐久性に優れたものとなる」との記載(段落0029等)から明らかなように、銅リッチな表面層が摩耗した後の相手材の摩耗を銅で抑制する構成である。この構成では、耐久性を向上させようとすると銅の使用量を増やさざるを得ず、耐久性と低コスト化を両立することが困難である。
【0008】
そこで、本発明は、銅の使用量を削減して低コスト化を図ることができ、その一方で初期なじみ特性や静粛性が良好で、かつ高い耐久性を備える焼結軸受を提供することを目的する。
【課題を解決するための手段】
【0009】
上記目的を達成するため、本発明にかかる焼結軸受は、鉄組織と銅組織とを含有する焼結軸受において、銅組織と鉄組織とを低融点金属で結合し、銅組織の一部または全部を扁平銅粉で形成すると共に、鉄組織をフェライト相を主体として形成し、銅の含有量が均一になったベース部と、ベース部の表面を覆い、ベース部よりも銅の含有量を大きくした表面層とを備えることを特徴とするものである。
【0010】
扁平銅粉は原料粉の成形時に金型成形面に付着する性質を有し、そのため成形後の圧粉体は表層に多くの銅が含まれる一方、芯部では銅の含有量が少なくなる。従って、焼結後の焼結体には、銅の含有量の多い表面層と、これよりも銅の含有量が少ないベース部とが形成される。
【0011】
このように表面層での銅の含有量を多くすることで、初期なじみ性および静粛性の向上を図ることができる。また、軸に対する攻撃性も低くなるので、耐久寿命が向上する。これらの作用効果は、表面層の表面に面積比で60%以上の銅組織(銅を主成分とする組織)を形成することで、より顕著に得ることができる。また、表面層の摩耗により鉄組織(鉄を主成分とする組織)を多く含むベース部が露出した際にも、鉄組織がフェライト相を主体とするため、銅の含有量が少なくても軸に対する攻撃性を弱くすることができ、耐久性が増す。
【0012】
また、ベース部の鉄組織は、軟質なフェライト相を主体とするが、鉄組織−銅組織、および銅組織同士が低融点金属で強固に結合されているため、ベース部は高強度を有する。従って、軸受全体の強度が増し、耐荷重性を向上させることができる。ベース部は軸受のほとんどの容積を占めるが、このベース部での銅の含有量を少なくできるため、軸受全体での銅の使用量を削減して低コスト化を図ることができる。
【0013】
このように本発明は、軸受内における鉄と銅の分布を最適化し、併せて銅組織のみならず、鉄組織の形態にも配慮を加えることで、耐久性の向上と低コスト化とを両立したものである。かかる構成から、本発明によれば、鉄系焼結軸受と銅系焼結軸受(鉄銅系焼結軸受も含む)の双方の利点を兼ね備えた焼結軸受を低コストに得ることができる。
【0014】
この焼結軸受において、鉄を炭素と反応させることなく焼結すれば、鉄組織をフェライト相だけで形成することができる。このように鉄組織がフェライト相で形成されていると、表面層が摩耗してベース部が露出した際に軸受面の耐摩耗性が低下する。これが問題となる場合、焼結時に鉄を炭素と反応させることで、鉄組織をフェライト相と、フェライト相の粒界に存在するパーライト相とで形成することができる。かかる構成であれば、硬質のパーライト相がフェライト相の耐摩耗性を補うため、軸受面の摩耗を抑制することができる。その一方で炭素が拡散してパーライトの存在割合が過剰になると、軸に対する攻撃性が増して軸が摩耗しやすくなる。かかる観点から、パーライト相はフェライト相の粒界に存在(点在)する程度とする(図12参照)。
【0015】
一般に低融点金属の含有量が増えれば、それだけ軸受の強度が増す。その一方で、扁平銅粉は、Cu−Snの液相状態では表面張力により丸くなって球形化する。球形化した扁平銅が増えると、軸受表面における銅組織の占める面積が減少して発明の目的(初期なじみ性・静粛性の改善、相手材への攻撃性低減)を達成できない。以上の観点から、銅に対する低融点金属の割合は10重量%未満とする。
【0016】
金属組織中に固体潤滑剤を包含させることで、軸受面の低摩擦化を図ることができる。金属組織中に遊離黒鉛を包含させても同様の効果が得られる。
【0017】
遊離黒鉛の含有量を、ベース部よりも表面層で大きくすれば、更なる低摩擦化を図ることができる。
【0018】
本発明にかかる焼結軸受は、鉄粉、扁平銅粉、および低融点金属粉を含む原料粉を混合して金型に充填し、扁平銅粉を金型表面に付着させた状態で原料粉を圧縮して圧粉体を成形し、圧粉体を焼結することで製造することができる。
【0019】
前記混合前の扁平銅粉に流体潤滑剤を付着させれば、金型成形面に対する扁平銅粉の付着力がさらに高まる。この流体潤滑剤の扁平銅粉に対する割合が少なすぎると、金型に対する扁平銅粉の付着力が低下し、金型成形面上の扁平銅粉の付着量が不十分となる。また、多すぎると扁平同粉同士が付着し、凝集する問題を生じる。本発明者らの検証によれば、扁平銅粉に対する重量比で0.1重量%〜0.8重量%、望ましくは0.2重量%〜0.7重量%の流体潤滑剤を配合すれば、以上の問題を解消できることが判明した。
【0020】
流体潤滑剤としては、脂肪酸、特に直鎖の飽和脂肪酸が好ましい。この種の脂肪酸は、Cn-1H2n-1COOHの一般式で表される。本発明では、Cnが12〜22の範囲のものを使用するのが望ましい。
【0021】
扁平銅粉の見かけ密度を1.0g/cm3以下、厚さを1.5μm以下、長さを20μm以上80μm以下とすれば、金型成形面に対する付着力がさらに高まり、銅の含有量の多い表面層を確実に形成することが可能となる。
【0022】
原料粉に黒鉛を添加することで、軸受面の低摩擦化を図ることができる。この場合、鱗状黒鉛を使用すれば、原料粉の混合時に鱗状黒鉛と扁平銅粉が付着しやすくなり、扁平銅粉に付随して多くの黒鉛が金型成形面に付着する。この場合、圧粉体の表面では、銅だけでなく黒鉛の含有量も増えるので、軸受面の低摩擦化を図る上でより有効となる。
【発明の効果】
【0023】
本発明によれば、耐久性の向上と銅の使用量削減による低コスト化とを両立することができる。その一方で初期なじみ特性や静粛性も良好な焼結軸受を提供することができる。
【図面の簡単な説明】
【0024】
【図1】本発明にかかる焼結軸受の断面図である。
【図2】上段は扁平銅粉の側面図、下段は扁平銅粉の平面図である。
【図3】互いに付着した扁平銅粉と鱗状黒鉛を示す側面図である。
【図4】金型による圧粉体の成形工程を示す断面図である。
【図5】図4中の領域Qの拡大断面図である。
【図6】鋼中のパーライト組織を示す組織図である。
【図7】図1中の領域Pの拡大断面図である。
【図8】軸受の半径方向における銅の含有率を示す図である。
【図9】初期なじみ性の測定結果を示す図である。
【図10】限界PV値の測定結果を示す図である。
【図11】軸受運転後に軸受に生じる摩耗量の測定結果を示す図である。
【図12】ベース部の粒界組織を示す組織図である。
【図13】本発明にかかる焼結軸受の成分表である。
【発明を実施するための形態】
【0025】
以下、本発明の実施の形態を添付図面に基づいて説明する。
【0026】
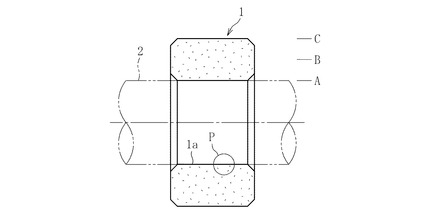
図1に示すように、焼結軸受1は、内周に軸受面1aを有する円筒状に形成される。焼結軸受1の内周にステンレス鋼等からなる軸2を挿入し、その状態で軸を回転させ、あるいは軸受1を回転させると、焼結軸受1の無数の空孔に保持された潤滑油が温度上昇に伴って軸受面1aに滲み出す。この滲み出した潤滑油によって、軸の外周面と軸受面1aの間の軸受隙間に油膜が形成され、軸2が軸受1によって相対回転可能に支持される。
【0027】
本発明の軸受1は、各種粉末を混合した原料粉を金型に充填し、これを圧縮して圧粉体を成形した後、圧粉体を焼結することで形成される。
【0028】
原料粉は、鉄粉、銅粉、低融点金属粉、および固体潤滑剤粉を主成分とする混合粉末である。この混合粉末には、必要に応じて各種成形助剤、例えば離型性向上のための潤滑剤(金属セッケン等)が添加される。以下、焼結軸受の第一の実施形態について、その原料粉末および製造手順を詳細に述べる。
【0029】
[鉄粉]
鉄粉としては、還元鉄粉、水アトマイズ鉄粉等の公知の粉末が広く使用可能である。本実施形態では、含油性に優れた還元鉄粉を使用する。還元鉄粉は、略球形でありながら不規則形状でかつ多孔質状をなし、表面に微小な凹凸を有する海綿状となることから、海綿鉄粉とも呼ばれる。鉄粉としては、粒度40μm〜150μm、見かけ密度2.0〜2.8g/cm3程度のものを使用する。見かけ密度の定義は、JIS Z 8901の規定に準じる(以下、同じ)。なお、鉄粉に含まれる酸素量は0.2重量%以下とする。
【0030】
[銅粉]
銅粉としては、箔状の扁平銅粉と通常銅粉の二種類が用いられる。
【0031】
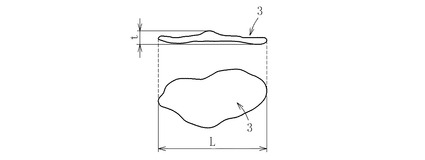
扁平銅粉は、水アトマイズ粉等からなる原料銅粉を搗砕(Stamping)することで扁平化させたものである。扁平銅粉としては、長さLが20μm〜80μm、厚さtが0.5μm〜1.5μm(アスペクト比L/t=13.3〜160)のものが主に用いられる。ここでいう「長さ」および「厚さ」は、図2に示すように個々の扁平銅粉3の幾何学的な最大寸法をいう。扁平銅粉の見かけ密度は1.0g/cm3以下とする。以上のサイズ、及び見かけ密度の扁平銅粉であれば、金型成形面に対する扁平銅粉の付着力が高まるため、金型成形面に多量の扁平銅粉を付着させることができる。
【0032】
通常銅粉としては、焼結軸受用として汎用されている球状や樹枝状の銅粉が広く使用可能であり、例えば還元粉、電解粉、水アトマイズ粉等が用いられる。なお、これらの混合粉も使用可能である。通常銅粉の粒度は20μm〜100μm程度とし、見かけ密度は2.0〜3.3g/cm3程度とする。銅粉として扁平銅粉だけを使用したのでは、扁平銅粉の密度が小さいために、圧粉体の成形時に固まりにくくなるが、通常銅粉と併せて使用することで、圧粉体の成形性を高めることができる。なお、特に問題がなければ通常銅粉を使用せず、扁平銅粉のみを使用することもできる。
【0033】
[流体潤滑剤]
金型成形面に扁平銅粉を付着させるため、扁平銅粉には予め流体潤滑剤を付着させておく。この流体潤滑剤は、原料粉末の金型充填前に扁平銅粉に付着させていればよく、好ましくは原料粉の混合前、さらに好ましくは原料銅粉を搗砕する段階で原料銅粉に付着させる。搗砕後、他の原料粉体と混合するまでの間に扁平銅粉に流体潤滑剤を供給し、攪拌する等の手段で扁平銅粉に流体潤滑剤を付着させてもよい。金型成形面上の扁平銅粉の付着量を確保するため、扁平銅粉に対する流体潤滑剤の配合割合は、重量比で0.1重量%以上とし、また扁平銅粉同士の付着による凝集を防止するため、配合割合は0.8重量%以下とする。望ましくは配合割合の下限は0.2重量%以上とし、上限は0.7重量%とする。流体潤滑剤としては、脂肪酸、特に直鎖飽和脂肪酸が好ましい。この種の脂肪酸は、Cn-1H2n-1COOHの一般式で表される。この脂肪酸としては、Cnが12〜22の範囲のもので、具体例として例えばステアリン酸を使用することができる。
【0034】
[低融点金属粉]
低融点金属粉は、焼結温度よりも低融点の金属粉であり、本発明では、融点が700℃以下の金属粉、例えば錫、亜鉛、リン等の粉末が使用される。この中でも焼結時の蒸散が少ない錫が好ましい。これら低融点金属粉は銅に対して高いぬれ性を持つため、原料粉に配合することで、液相焼結が進行し、鉄組織と銅組織や銅組織同士の結合強度が強化される。低融点金属の配合量が増えるほど金属組織の強度は高まるが、本発明のように扁平銅粉を使用した場合、低融点金属の量が多すぎると、上記のとおり扁平銅粉が球形化し、軸受面での銅の面積が低下する不具合が生じる。従来の銅系焼結軸受や銅鉄系焼結軸受では、銅に対して10重量%程度の低融点金属を配合するのが一般的であるが、本発明では、上記の理由から銅に対する低融点金属の割合を重量比で10重量%未満(望ましくは8.0重量%以下)とする。
【0035】
[固体潤滑剤粉]
固体潤滑剤粉は、軸2との摺動による金属接触時の摩擦低減のために添加され、例えば黒鉛が使用される。この時、黒鉛としては、扁平銅粉に対する付着性が得られるように、鱗状黒鉛を使用するのが望ましい。固体潤滑剤粉としては、黒鉛の他に二硫化モリブデン粉も使用することができる。二硫化モリブデン粉は層状結晶構造を有していて層状に剥離するため、鱗状黒鉛と同様に扁平銅粉に対する付着性が得られる。
【0036】
[配合比]
上記各粉末を配合した原料粉は、銅粉を18重量%以上40重量%以下、低融点金属粉(例えば錫粉)を1重量%以上4重量%以下、固体潤滑剤粉(例えば黒鉛粉)を0.5〜2.5重量%配合し、残部を鉄粉とするのが望ましい。
【0037】
本発明では、後述のように、原料粉の金型への充填時に扁平銅粉を金型に層状に付着させている。原料粉における扁平銅の配合割合が8重量%を下回ると、金型への扁平銅の付着量が不十分となって本願発明の作用効果が期待できない。また、本実施形態は、後述のように、銅リッチの表層部S1(後述する)が摩耗により消失した際に、軸受面となるベース部S2の表面をフェライト相αFeと銅組織とで構成することで、軸に対する攻撃性を低下させるものであるが、かかる効果を得るためにはベース部S2が少なくとも10重量%以上の銅組織を有することが必要となる。よって、銅粉の配合割合は両者の合計である18重量%以上とする。その一方で、銅粉の割合が40重量%を超えると、銅粉の使用量が過剰となり、扁平銅粉を使用することによるコストメリットが乏しくなる。以上から、原料粉における銅粉の配合量は18重量%以上40重量%以下とする。また、原料粉における扁平銅粉の配合量は8重量%以上40重量%以下、望ましくは8重量%以上20重量%以下とする。20重量%以下が好ましい理由は、扁平銅粉の金型への付着量は20重量%程度で飽和し、これ以上配合量を増しても、高コストの扁平銅粉を使用することによるコストアップが問題となるためである。
【0038】
低融点金属粉の割合が1重量%を下回ると軸受の強度を確保できず、4重量%を超えると、上記のとおり扁平銅粉の球形化の問題が生じる。また、固体潤滑剤粉の割合が0.5重量%を下回ると、軸受面における摩擦低減効果が得られず、2.5重量%を超えると強度低下等を招く。以上から、低融点金属粉は1重量%以上4重量%以下、固体潤滑剤粉は0.5〜2.5重量%配合する。なお、上記のとおり銅粉に対する低融点金属粉の配合割合は10重量%未満(望ましくは8重量%以下)とするのが望ましい。
【0039】
上述した各種原料粉末の配合比で特に好ましいものを図13に示す。図示のように、通常銅粉を8重量%以上12重量%以下、扁平銅粉を10重量%以上15重量%以下、低融点金属粉を1.0重量%以上2.0重量%以下、固体潤滑剤粉を0.6重量%以上1.0重量%以下とするのが特に好ましい。
【0040】
[混合]
以上に述べた各粉末の混合は、2回に分けて行うのが望ましい。先ず、一次混合として、鱗状黒鉛粉および予め流体潤滑剤を付着させた扁平銅粉を公知の混合機で混合する。次いで、二次混合として、一次混合粉に鉄粉、通常銅粉、および低融点金属粉を添加して混合し、さらに必要に応じて黒鉛粉も添加・混合する。扁平銅粉は、各種原料粉末の中でも見かけ密度が低いため、原料粉中に均一に分散させるのが難しいが、一次混合で見かけ密度が同レベルの扁平銅粉と黒鉛粉とを予め混合しておくと、扁平銅粉に付着した流体潤滑剤等により、図3に示すように、扁平銅粉3と黒鉛粉4が互いに付着して層状に重なり、扁平銅粉の見かけ密度が高まる。そのため、二次混合時に原料粉末中に扁平銅粉を均一に分散させることが可能となる。一次混合時に、別途潤滑剤を添加すれば、扁平銅粉と黒鉛粉の付着がさらに促進されるため、二次混合時に扁平銅粉をより均一に分散させることが可能となる。ここで添加する潤滑剤としては、上記流体潤滑剤と同種または異種の流体状潤滑剤の他、粉末状のものも使用可能である。例えば上述した金属セッケン等の成形助剤は一般に粉状でありながら、ある程度の付着力を有するので、扁平銅粉と黒鉛粉の付着より促進させることができる。
【0041】
図3に示す扁平銅粉3と鱗状黒鉛粉4との付着状態は、二次混合後もある程度保持されるため、原料粉末を金型に充填した際には、金型表面に扁平銅粉と共に多くの黒鉛粉が付着することとなる。
【0042】
[成形]
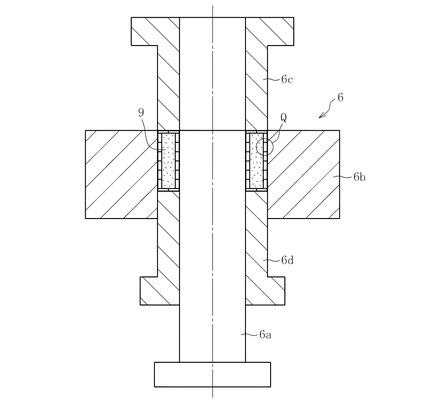
二次混合後の原料粉末は成形機の金型6に供給される。図4に示すように、金型6は、コア6a、ダイ6b、上パンチ6c、および下パンチ6dからなり、これらによって区画されたキャビティに原料粉末が充填される。上下パンチ6c,6dを接近させて原料粉体を圧縮すると、原料粉末が、コア6aの外周面、ダイ6bの内周面、上パンチ6cの端面、および下パンチ6dの端面からなる成形面によって成形され、円筒状の圧粉体9が得られる。
【0043】
原料粉体における金属粉の中では、扁平銅粉3の見かけ密度が最も小さい。また、扁平銅粉3は、上記長さLおよび厚さtを有する箔状であり、単位重量あたりの幅広面の面積が大きい。そのため、扁平銅粉は、その表面に付着した流体潤滑剤による付着力、さらにはクーロン力等の影響を受けやすくなり、原料粉の金型6への充填後は、図5に拡大して示すように、扁平銅粉3がその幅広面を成形面61に向け、かつ複数層(1層〜3層程度)重なった層状態となって成形面61の全域に付着する。この際、扁平銅粉3に付着した鱗状黒鉛も扁平銅粉3に付随して金型の成形面61に付着する(図5では黒鉛の図示を省略)。その一方で、扁平銅3の層状組織の内側領域(キャビティ中心側となる領域)では、鉄粉(Fe)、通常銅粉(Cu)、および低融点金属粉(Sn)が略均一に分散した状態となる。成形後の圧粉体9は、このような各粉末の分布状態をほぼそのまま保持している。
【0044】
[焼結]
その後、圧粉体9は焼結炉にて焼結される。焼結条件は、黒鉛に含まれる炭素が鉄と反応しない(炭素の拡散が生じない)条件とする。鉄―炭素の平衡状態では、723℃に変態点があり、これを超える鉄と炭素の反応が始まって、図6に示すように鋼組織中にパーライト相γFeが生じるが、焼結では900℃を超えてから炭素(黒鉛)と鉄の反応が始まり、パーライト相γFeが生じる。パーライト相γFeは硬い組織(HV300以上)で相手材に対する攻撃性が強いため、過剰にパーライト相が析出すると軸2の摩耗を進行させるおそれがある。
【0045】
また、従来の焼結軸受の製造工程では、焼結雰囲気として、液化石油ガス(ブタン、プロパン等)と空気を混合してNi触媒で熱分解させた吸熱型ガス(RXガス)を使用する場合が多い。しかしながら、吸熱型ガス(RXガス)では炭素が拡散して表面を硬化させるおそれがあり、同様の問題を生じる。
【0046】
以上の観点から、本発明では、焼結は900℃以下の低温焼結、具体的には700℃(望ましくは760℃)〜840℃の焼結温度とする。また、焼結雰囲気は、炭素を含有しないガス雰囲気(水素ガス、窒素ガス、アルゴンガス等)あるいは真空とする。これらの対策により、原料粉では炭素と鉄の反応が生じず、従って焼結後の鉄組織は全て軟らかいフェライト相αFe(HV200以下)となる。焼結に伴い、上記流体潤滑剤、その他の潤滑剤、各種成形助剤は焼結体内部から揮散する。
【0047】
以上に述べた焼結工程を経ることで、多孔質の焼結体が得られる。この焼結体にサイジングを施し、さらに真空含浸等の手法で潤滑油を含浸させることにより、図示に示す焼結軸受1が完成する。上記のように、焼結時に炭素と鉄を反応させず、鉄組織を軟質のフェライト相にすることにより、サイジング時に焼結体が塑性流動を生じやすくなり、高精度のサイジングを行うことができる。なお、用途によっては、潤滑油の含浸工程を省略し、無給油下で使用する焼結軸受1とすることもできる。
【0048】
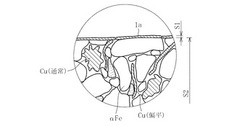
以上の製作工程を経た焼結軸受1の表面付近(図1中の領域P)の金属組織を図7に概略図示する。なお、図7では銅組織にハッチングを付し、黒鉛に散点模様を付している。
【0049】
図7に示すように、本発明の焼結軸受1では、金型成形面61に扁平銅3を層状に付着させた状態で圧粉体9が成形され、この層状扁平銅3が焼結されていることに由来して、軸受1の軸受面1aを含む表面全体に銅濃度の高い表面層S1が形成される。しかも、扁平銅3の幅広面が成形面61に付着していたこともあり、表面層S1の銅組織の多くが扁平状で、かつその幅広面を表面に向けた状態に配向されている。表面層S1の厚さは金型成形面61に層状に付着した扁平銅の厚さに相当し、概ね1μm〜6μm程度である。表面層S1の任意断面では、銅組織の面積は鉄組織の面積よりも大きく、具体的には60%以上が銅組織となる。
【0050】
表面層S1よりも内側のベース部S2は、基本的に表面層S1に覆われている。図8に示すように、ベース部S2における銅の含有量は、表面層S1での銅の含有量よりも少なく、表面層S1からベース部S2へ移行する際に銅の含有量が急激に低下している。また、ベース部S2の各部における銅の含有量(重量%)は各部で均一になっている。
【0051】
以上の構成から、軸受面1aを含む表面層S1の表面全体で、鉄組織に対する銅組織の面積比が60%以上となる。そのため、焼結軸受1の初期なじみ性および静粛性を向上させることができる。また、軸受1に含まれる鉄組織が全てフェライト相αFeであるので、仮に表面層S1が摩耗してベース部S2の鉄組織が表面に現れていても、軸受面を軟質化することができ、軸2に対する攻撃性を弱めることができる。
【0052】
その一方で、表面層S1の内側のベース部S2は、表面相S1に比べて銅の含有量が少なく、かつ鉄の含有量が多い硬質組織となっている。このように軸受1のほとんどの部分を占めるベース部S2で鉄の含有量が多くなっているので、軸受1全体での銅の使用量を削減することができ、銅系焼結軸受に比べて大幅な低コスト化を達成することができる。さらに、表面層S1が軸2との摺動で摩耗し、軸受面1aに鉄組織を多く含むベース部S2が現れた際にも、鉄組織がフェライト相αFeであるため、銅の含有量を少なくした状態でも軸2に対する攻撃性を弱くすることができ、軸受としての耐久性を確保できる。この耐久性は、ベース部S2における銅組織の含有量が少なくとも10重量%以上あれば十分に得られる。
【0053】
このように本発明では、扁平銅粉を使用し、これを金型成形面61に付着させた状態で圧粉体を成形することで、表面層S1での銅の含有量を高めると共に、表面層S1以外では鉄の含有量を高めることとし、銅組織と鉄組織の最適分布を実現させている。また、鉄組織を意図的にフェライト相αFeとすることで、銅リッチの表面層S1が摩耗した際の軸2の摩耗抑制も図っている。従って、耐久性の向上と銅の使用量削減による低コスト化とを両立することが可能となる。
【0054】
加えて、軸受面1aを含む表面全体に遊離黒鉛が析出しており、しかも扁平銅粉3に付随する形で金型成形面61に鱗状黒鉛を付着させているため、表面層S1における遊離黒鉛の含有率も高い。そのため、軸受面1aを低摩擦化することができ、軸受1の耐久性を増すことができる。また、表面層S1とベース部S2の双方で銅組織と鉄組織を低融点金属で結合させており、銅組織と鉄組織の間、および銅組織同士の間で高い結合強度が得られている。そのため、従来の青銅系焼結軸受に比べて、軸受1全体の強度が増し、かつ耐久性も向上する。さらに、限界PV値をPV>200MPa・m/minを達成することも可能で、そのような使用条件下でも低摩擦となり、今後見込まれるさらなる負荷容量の増大や高速回転化にも対応可能となる。従って、本発明によれば、青銅系軸受および鉄系焼結軸受(あるいは鉄銅焼結軸受)の双方のメリットのみを有する焼結軸受を得ることができる。
【0055】
本発明が奏する上記作用効果を確認するため、初期なじみ性、限界PV値、および摩耗量のそれぞれについて、本発明品と従来の青銅系焼結軸受および銅鉄系焼結軸受との間で比較試験を行った。
【0056】
比較試験における各軸受の組成(重量比)は以下のとおりとした。
本発明品…鉄:80.2%、銅:18.0%(扁平銅粉8%)、錫:1.0%、黒鉛0.8%
青銅系軸受…銅:88.8%、錫:9.9%、黒鉛:1.3%
銅鉄系焼結軸受…鉄:77.2%、銅:20.0%、錫:2.0%、黒鉛0.8%
【0057】
また、各試験条件は以下のとおりである。
【0058】
[初期なじみ性測定試験]
・周速 :38m/min
・荷重 :1.1MPa
・軸仕様:SUS420J2(HRC55)
・軸受サイズ:6×12×6(順に、内径の直径寸法、外径の直径寸法、長さをミリ単位で表す。以下同じ。)
・運転隙間:0.020mm
・温度 :常温
【0059】
[限界PV値測定試験]
・軸仕様:SUS420J2(HRC55)
・軸受サイズ:6×12×6
・運転隙間:0.020mm
・温度 :常温
【0060】
[摩耗量測定試験]
・周速 :38〜75m/min
・荷重 :0.7〜4.0MPa
・軸仕様:SUS420J2(HRC55)
・軸受サイズ:6×12×6
・運転隙間:0.020mm
・温度 :常温
・時間 :8時間
【0061】
図9に初期なじみ特性測定試験の結果、図10に限界PV値測定試験の結果、図11に摩耗量試験の結果をそれぞれ示す。
【0062】
図9から、本発明品では、銅の配合割合を上記下限値とした場合でも、運転開始直後から低摩擦であり、銅鉄系に比べて良好で、青銅系軸受と同等もしくはそれ以上に良好な初期なじみ性を有することが判明した。また、図10から、200MPa・m/minを超えるPV値でも十分に低摩擦であり、500MPa・m/min程度のPV値まで実用可能であることが理解できる。さらに、図11から本発明品の摩耗量は少なく、青銅系、さらには銅鉄系と同等以上の耐久性を有することが理解できる。
【0063】
[他の実施形態]
以上に述べた第一の実施形態では、鉄組織を全てフェライト相で形成しているが、かかる構成では、軸受の使用条件(例えば高面圧で使用する場合)等により、表面層が摩耗してベース部が露出した際に軸受面の耐摩耗性が不十分となる場合がある。
【0064】
この場合、鉄組織を、フェライト相とパーライト相の二相組織にすれば、硬質のパーライト相が耐摩耗性の向上に寄与し、高面圧下での軸受面の摩耗を抑制して軸受寿命を向上させることができる(第二の実施形態)。炭素が拡散することにより、図6に示すように、パーライトγFeの存在割合が過剰となり、フェライトαFeと同等レベルの割合になると、パーライトによる軸に対する攻撃性が著しく増して軸が摩耗しやすくなる。これを防止するため、図12に示すように、パーライト相(γFe)はフェライト相(αFe)の粒界に存在(点在)する程度に抑える。ここでいう「粒界」は、フェライト相の間やフェライト相と他の粒子との間に形成される粒界の他、フェライト相(αFe)中の結晶粒界10の双方を意味する。図12では、前者の粒界に存在するパーライト相をγFe1で表し、後者の粒界に存在するパーライト相をγFe2で表している。フェライト相αFeに対するパーライト相γFe(γFe1+γFe2)の割合は、ベース部S2の任意断面において、面積比で5〜20%とするのが望ましい。
【0065】
パーライトの成長速度は、主に焼結温度に依存する。従って、上記の態様でパーライト相をフェライト相の粒界に存在させるためには、第一の実施形態よりも焼結温度を上げて820℃〜900℃程度とし、かつ炉内雰囲気として炭素を含むガス、例えば天然ガスや吸熱型ガス(RXガス)を用いて焼結する。これにより、焼結時にはガスに含まれる炭素が鉄に拡散し、パーライト相γFeを形成することができる。なお、900℃を越える温度で焼結すると、黒鉛粉中の炭素が鉄と反応する。これ以外の構成、例えば原料粉体の組成や製造手順等は、第一の実施形態と共通であるので、重複説明を省略する。
【0066】
なお、以上の説明では、本発明を、軸受面1aを真円形状とした真円軸受に適用する場合を例示したが、本発明は真円軸受に限らず、軸受面1aや軸2の外周面にヘリングボーン溝、スパイラル溝等の動圧発生部を設けた流体動圧軸受にも同様に適用することができる。
【符号の説明】
【0067】
1 軸受
1a 軸受面
2 軸
3 扁平銅粉
4 鱗状黒鉛
6 金型
9 圧粉体
10 結晶粒界
61 成形面
L 扁平粉の長さ
t 扁平粉の厚さ
【特許請求の範囲】
【請求項1】
鉄組織と銅組織とを含有する焼結軸受において、
銅組織と鉄組織とを低融点金属で結合し、銅組織の一部または全部を扁平銅粉で形成すると共に、鉄組織をフェライト相を主体として形成し、銅の含有量が均一になったベース部と、ベース部の表面を覆い、ベース部よりも銅の含有量を大きくした表面層とを備えることを特徴とする焼結軸受。
【請求項2】
鉄組織をフェライト相で形成した請求項1記載の焼結軸受。
【請求項3】
鉄組織を、フェライト相と、フェライト相の粒界に存在するパーライト相とで形成した請求項1記載の焼結軸受。
【請求項4】
表面層の表面に面積比で60%以上の銅組織を形成した請求項1〜3何れか1項に記載の焼結軸受。
【請求項5】
銅に対する低融点金属の割合を、重量比で10%未満にした請求項1〜4何れか1項に記載の焼結軸受。
【請求項6】
組織中に固体潤滑剤を有する請求項1〜5何れか1項に記載の焼結軸受。
【請求項7】
組織中に遊離黒鉛を有する請求項1〜5何れか1項に記載の焼結軸受。
【請求項8】
遊離黒鉛の含有量を、ベース部よりも表面層で大きくした請求項7記載の焼結軸受。
【請求項9】
鉄粉、扁平銅粉、および低融点金属粉を含む原料粉を混合して金型に充填し、扁平銅粉を金型表面に付着させた状態で原料粉を圧縮して圧粉体を成形し、圧粉体を焼結することを特徴とする焼結軸受の製造方法。
【請求項10】
前記混合前の扁平銅粉に流体潤滑剤を付着させる請求項9記載の焼結軸受の製造方法。
【請求項11】
前記混合前の扁平銅粉に、扁平銅粉に対する重量比で0.1〜0.8重量%の流体潤滑剤を付着させる請求項9記載の焼結軸受の製造方法。
【請求項12】
流体潤滑剤として脂肪酸を用いる請求項10または11記載の焼結軸受の製造方法。
【請求項13】
扁平銅粉の見かけ密度を1.0g/cm3以下、厚さを1.5μm以下、長さを20μm以上80μm以下とした請求項9〜12何れか1項に記載の焼結軸受の製造方法。
【請求項14】
原料粉に黒鉛を添加した請求項9〜13何れか1項に記載の焼結軸受の製造方法。
【請求項15】
黒鉛として、鱗状黒鉛を使用する請求項14記載の焼結軸受の製造方法。
【請求項1】
鉄組織と銅組織とを含有する焼結軸受において、
銅組織と鉄組織とを低融点金属で結合し、銅組織の一部または全部を扁平銅粉で形成すると共に、鉄組織をフェライト相を主体として形成し、銅の含有量が均一になったベース部と、ベース部の表面を覆い、ベース部よりも銅の含有量を大きくした表面層とを備えることを特徴とする焼結軸受。
【請求項2】
鉄組織をフェライト相で形成した請求項1記載の焼結軸受。
【請求項3】
鉄組織を、フェライト相と、フェライト相の粒界に存在するパーライト相とで形成した請求項1記載の焼結軸受。
【請求項4】
表面層の表面に面積比で60%以上の銅組織を形成した請求項1〜3何れか1項に記載の焼結軸受。
【請求項5】
銅に対する低融点金属の割合を、重量比で10%未満にした請求項1〜4何れか1項に記載の焼結軸受。
【請求項6】
組織中に固体潤滑剤を有する請求項1〜5何れか1項に記載の焼結軸受。
【請求項7】
組織中に遊離黒鉛を有する請求項1〜5何れか1項に記載の焼結軸受。
【請求項8】
遊離黒鉛の含有量を、ベース部よりも表面層で大きくした請求項7記載の焼結軸受。
【請求項9】
鉄粉、扁平銅粉、および低融点金属粉を含む原料粉を混合して金型に充填し、扁平銅粉を金型表面に付着させた状態で原料粉を圧縮して圧粉体を成形し、圧粉体を焼結することを特徴とする焼結軸受の製造方法。
【請求項10】
前記混合前の扁平銅粉に流体潤滑剤を付着させる請求項9記載の焼結軸受の製造方法。
【請求項11】
前記混合前の扁平銅粉に、扁平銅粉に対する重量比で0.1〜0.8重量%の流体潤滑剤を付着させる請求項9記載の焼結軸受の製造方法。
【請求項12】
流体潤滑剤として脂肪酸を用いる請求項10または11記載の焼結軸受の製造方法。
【請求項13】
扁平銅粉の見かけ密度を1.0g/cm3以下、厚さを1.5μm以下、長さを20μm以上80μm以下とした請求項9〜12何れか1項に記載の焼結軸受の製造方法。
【請求項14】
原料粉に黒鉛を添加した請求項9〜13何れか1項に記載の焼結軸受の製造方法。
【請求項15】
黒鉛として、鱗状黒鉛を使用する請求項14記載の焼結軸受の製造方法。
【図1】


【図2】
【図3】

【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2013−79438(P2013−79438A)
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願番号】特願2012−18713(P2012−18713)
【出願日】平成24年1月31日(2012.1.31)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
【公開日】平成25年5月2日(2013.5.2)
【国際特許分類】
【出願日】平成24年1月31日(2012.1.31)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
[ Back to top ]