
焼結金属軸受の製造方法
【課題】軸方向寸法を高精度に制御することのできる焼結金属軸受の製造方法を提供する。
【解決手段】圧粉成形工程S2において、ダイとコアピン、および下パンチとで区画形成される充填空間に原料粉末を充填した後、充填状態の原料粉末の重量を測定する。判定部にて、測定した重量と、予め設定しておいた狙い重量との差を算出すると共に、重量差が寸法公差に基づき定まる所定の範囲内に収まっているか否かを判定する。重量差が上述の所定範囲から外れていると判定された場合、重量差に応じて下パンチを上昇あるいは下降させることで充填量の調整を行う。充填量の調整を行った後に充填状態の原料粉末の重量を再度測定し、この再測定重量と狙い重量との差が所定の範囲内に収まるまで充填量調整と重量測定とを繰り返す。重量差が所定範囲内に収まっていると判定された場合、充填量を維持した状態で上パンチによる加圧成形を行い、成形体を成形する。
【解決手段】圧粉成形工程S2において、ダイとコアピン、および下パンチとで区画形成される充填空間に原料粉末を充填した後、充填状態の原料粉末の重量を測定する。判定部にて、測定した重量と、予め設定しておいた狙い重量との差を算出すると共に、重量差が寸法公差に基づき定まる所定の範囲内に収まっているか否かを判定する。重量差が上述の所定範囲から外れていると判定された場合、重量差に応じて下パンチを上昇あるいは下降させることで充填量の調整を行う。充填量の調整を行った後に充填状態の原料粉末の重量を再度測定し、この再測定重量と狙い重量との差が所定の範囲内に収まるまで充填量調整と重量測定とを繰り返す。重量差が所定範囲内に収まっていると判定された場合、充填量を維持した状態で上パンチによる加圧成形を行い、成形体を成形する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、焼結金属軸受の製造方法に関するものである。
【背景技術】
【0002】
焼結金属軸受は、その内部に有する多数の空孔に潤滑油を含浸させた状態で滑り軸受として使用されており、特に流体動圧軸受装置等のラジアル軸受として好適に使用されている(例えば、下記特許文献1を参照)。また、ラジアル軸受に加え、この焼結金属軸受の軸方向一端面もしくは両端面でスラスト軸受隙間を形成し、回転支持すべき軸に設けたフランジとの間でスラスト軸受を形成するものが好適に使用されている(例えば、下記特許文献2を参照)。
【0003】
通常、この種の焼結金属軸受は、Cu粉末やFe粉末等を主成分とする金属粉末を成形金型に充填し、充填した状態の金属粉末を所定形状に圧縮成形する工程と、この圧縮成形で得た成形体を焼結する工程とを経て形成される。この場合、例えば、ダイおよび下パンチで金属粉末の充填空間が区画形成され、下パンチの昇降により当該充填空間の容積が調整される。また、圧縮成形体の軸方向寸法は、上下パンチ間の最小近接距離により設定される(例えば、下記特許文献3を参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−239971号公報
【特許文献2】特開2005−321089号公報
【特許文献3】特開2006−316896号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記焼結金属軸受を流体動圧軸受装置用の軸受として使用する場合、その幅寸法、言い換えると軸方向寸法の公差を小さくすることが重要となる。特に、上述のように、軸受スリーブの両端面をスラスト軸受として使用する場合、その軸方向離間距離(軸方向寸法)が直接スラスト軸受隙間の精度を左右するため、軸方向寸法の高精度管理が要求される。
【0006】
この種の管理手段としては、例えば抜き取り検査等で完成品あるいは圧縮成形体の軸方向寸法を直接測定し、この測定値が所定の範囲(あるいは公差)を外れる場合には、下パンチの昇降により金属粉末の充填量を増減することで軸方向寸法の調整を行う手段が考えられる。しかし、このような方法では、作業効率の面、あるいは、寸法精度の面で不十分との問題があった。すなわち、抜き取り検査を実施する間の成形体については寸法評価を行わないため、結果的に寸法公差から外れたものが完成品に含まれるおそれが残る。これでは、完成品の寸法がばらつくため、所定の寸法精度を得ることは困難である。
【0007】
以上の事情に鑑み、本発明では、軸方向寸法を高精度に制御することのできる焼結金属軸受の製造方法を提供することを技術的な課題とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明は、焼結金属軸受を、金属粉末の圧縮成形で得た成形体を焼結することで製造するに際して、予め求めておいた成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、金属粉末の測定重量と狙い重量との差に応じて金属粉末の圧縮成形金型への充填量を調整することを特徴とする焼結金属軸受の製造方法を提供する。
【0009】
また、前記課題を解決するため、本発明は、焼結金属軸受を、金属粉末の圧縮成形で得た成形体を焼結することで製造するに際して、予め求めておいた成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、成形体の測定重量と狙い重量との差に応じて次回以降の圧縮成形における金属粉末の圧縮成形金型への充填量を調整することを特徴とする焼結金属軸受の製造方法を提供する。
【0010】
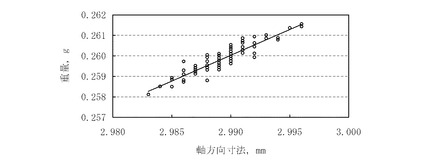
上述のように、本発明は、従来、焼結金属軸受の寸法管理において考慮されることのなかった圧縮成形体の重量に着目することにより成されたものである。具体的には、本発明者らは、図11に示すように、圧縮成形後の成形体重量とその軸方向寸法との間に相関があることを実験により見出し、これにより、焼結金属軸受の軸方向寸法をその重量でもって管理可能との知見を得るに到った。
【0011】
すなわち、圧縮成形時における金属粉末の充填量を調整することで、圧縮して得られる成形体の軸方向寸法を計測することなく高精度に管理することができる。よって、例えばその端面がスラスト軸受隙間に面する形態で流体動圧軸受装置に用いられる場合、当該端面の軸方向での位置決めを正確に行うことができ、スラスト軸受隙間を高精度に管理することができる。もちろん、軸部材との間にラジアル軸受隙間のみを有する場合であっても、軸受内周面を、対応する軸部材のラジアル軸受面(高精度の仕上げ面)とその軸方向位置を一致させた状態で対向させることができるので、軸受性能の向上につながる。また、重量の測定であれば、原則、成形の前後に関らず実施することができるので、測定条件など、寸法を測定する場合よりも少ない制約の下で当該測定作業を行うことが可能となる。
【0012】
ここで、成形の前に重量測定を行う場合、つまり、金属粉末の重量を測定し、この測定重量に基づき充填量の調整を行う場合には、全ての成形品に対して、かつ、その成形前に実質的な寸法調整を行うことができる。そのため、従来のように軸方向寸法が公差を外れたものが完成品に含まれる事態を確実に回避して、その歩留まりを向上させることが可能となる。
【0013】
また、成形後に重量測定を行う場合、つまり、成形体の重量を測定し、この測定重量に基づき、次回以降の圧縮成形において充填量の調整を行う場合には、成形後、焼結工程に至るまでの間に重量測定を行えば済むので、例えば通常の搬送ライン上に重量測定設備を配置する等して測定することができる。従い、重量測定の工程を別途追加することによる工程数や作業時間の実質的な増加を回避して、生産効率を維持することができる。
【0014】
また、本発明に係る製造方法は、測定重量に基づき充填量を調整する際の基準に、上述した本発明者らの知見に基づく基準を適用した点に更なる特徴を有する。すなわち、圧縮成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、金属粉末の測定重量と狙い重量との差に応じて金属粉末の充填量を調整することができる。もしくは、成形体の測定重量と狙い重量との差に応じて次回以降の圧縮成形における金属粉末の充填量を調整することができる。もちろん、この手段は、重量測定の実施時期が成形の前か後かによらず適用可能である。
【0015】
このように基準を定めて充填量の調整を行うことで、管理項目である軸方向寸法の値を測定パラメータと比較可能な値(狙い重量)に変換することができる。また、成形体重量と軸方向寸法との間には、図11に例示の如く、かなり高い相関(一次的相関)が認められていることから、その変換精度も高い。従い、管理項目と測定項目とでパラメータが異なる場合であっても、当該管理項目を高精度に制御することができる。また、上述の手段によれば、例えば各ロットごとに、あるいは各成形環境ごとに固有の相関を得ることができるので、個々に適切な条件下で充填量の調整を行うことができる。
【0016】
また、金属粉末の測定重量に基づきその充填量を調整する場合、充填量の調整を行った後に金属粉末の重量を再度測定し、再測定重量と狙い重量との差が所定の範囲内に収まるまで充填量調整および重量測定を繰り返すようにすることも可能である。この方法であれば、一度の充填量調整で充填量に過不足が残った場合であっても、当該過不足分を補って、成形後の軸方向寸法を高精度に制御することができる。また、非常に厳しい公差を要求される場合であっても、当該軸方向寸法のばらつきを確実に許容範囲内に収めることができる。
【0017】
また、金属粉末の測定重量に基づき充填量の調整を行う場合、圧縮成形金型に充填した状態の金属粉末の重量を測定するのが好ましい。充填すべき金属粉末の重量を、当該成形金型への供給重量として計測する手段もあり得るが、かかる手段では、供給した金属粉末の全てが過不足なく成形金型の充填スペースに収容されているとは言い切れない。充填漏れや擦り切り等による重量の増減が生じるおそれがあるためである。これに対して、充填状態における金属粉末を測定するのであれば、圧縮成形されるべき金属粉末の重量を漏れなく確実に測定することができるので、圧縮成形される金属粉末の重量を正確に測定することができる。
【0018】
特に、上述の如く、充填量調整後の金属粉末の重量を再測定し、再測定重量と狙い重量との差に基づき充填量調整と重量測定とを繰り返す作業は、充填状態の金属粉末の重量を測定することで実質的に有効な手段となり得る。
【0019】
また、成形体の測定重量に基づき充填量の調整を行う場合、圧縮成形で得た成形体の重量を自動的に測定し、この測定重量と狙い重量との差に応じて次回もしくは所定の回数後の圧縮成形における金属粉末の充填量の調整を行うようにしてもよい。このように成形体の重量を自動的に測定し、測定した重量値を次回以降の圧縮成形にフィードバックするようにすれば、成形体の重量測定を製造ライン上で実施できるので、圧縮成形時に金属粉末の重量測定を行う手前を省いて、圧縮成形に要する時間を増加させずに済む。そのため、生産性を維持しつつも焼結金属軸受の幅寸法を高精度に管理することができる。
【0020】
また、実質的な寸法調整を行うに当り、以上の説明に係る充填量の調整を、例えば成形金型の充填深さを変更することにより行う方法が考えられる。この方法であれば、特に充填量が所定量を超える場合、充填深さを小さく(浅く)することで、余分な金属粉末を型外に排出することができるので、充填量の調整が容易である。また、この場合、充填空間の上方に位置し、深さ方向(鉛直方向)に沿って可動する型を配設し、この可動型の下降により充填状態の金属粉末を圧縮成形することとし、かつ、可動型のストローク下端位置を固定し、充填深さのみを調整することで、充填量および圧縮量を高精度に管理することができる。
【0021】
また、成形金型の継続使用に伴う摩耗等を考慮して、例えば所定期間あるいは所定回数経過ごとに成形体の重量と軸方向寸法との相関を再取得し、この再取得した相関に基づき狙い重量の再設定を行うことも可能である。この再設定により、その時々の成形環境に見合った狙い値に基づき、再設定後の成形体寸法を制御することができるので、寸法の高精度管理が長期にわたって可能となる。逆にいえば、金型寿命を実質的に延ばすことが可能となる。
【発明の効果】
【0022】
以上のように、本発明によれば、軸方向寸法を高精度に制御することのできる焼結金属軸受の製造方法を提供することができる。
【図面の簡単な説明】
【0023】
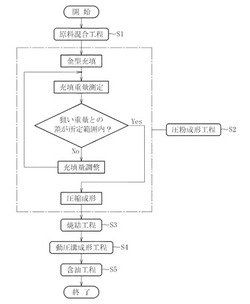
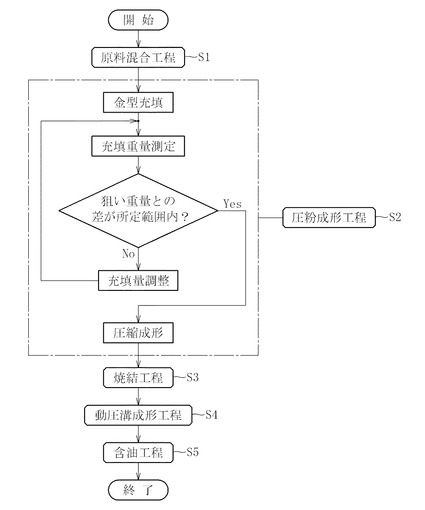
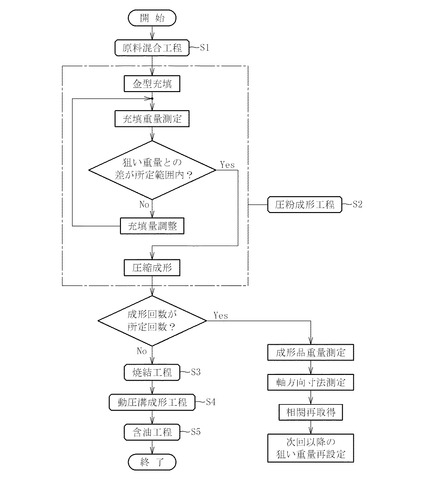
【図1】本発明の第1実施形態に係る焼結金属軸受の製造方法のフローチャートである。
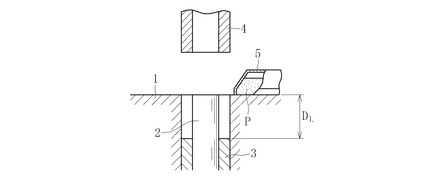
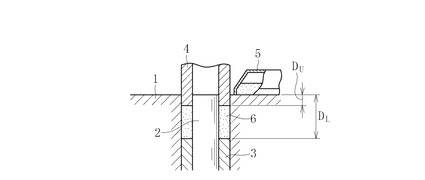
【図2】圧粉成形工程を概念的に説明するための図で、原料粉末を充填する前の成形金型の断面図である。
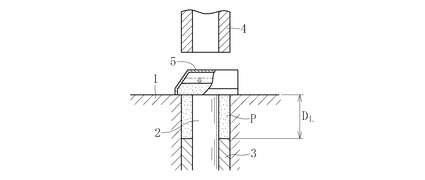
【図3】圧粉成形工程を概念的に説明するための図で、原料粉末を充填した状態の成形金型の断面図である。
【図4】圧粉成形工程を概念的に説明するための図で、圧縮成形時の成形金型の断面図である。
【図5】本発明の第2実施形態に係る焼結金属軸受の製造方法のフローチャートである。
【図6】本発明の第3実施形態に係る焼結金属軸受の製造方法のフローチャートである。
【図7】本発明に係る方法で製造した焼結金属軸受を具備した流体動圧軸受装置を組み込んだモータの断面図である。
【図8】流体動圧軸受装置の断面図である。
【図9】焼結金属軸受の断面図である。
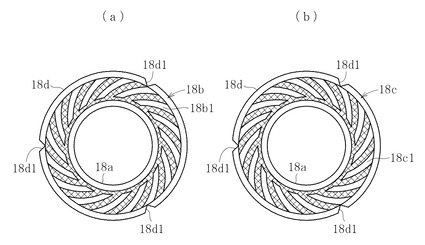
【図10】(a)は焼結金属軸受を図9中の矢印aの方向から見た平面図で、(b)は焼結金属軸受を図9中の矢印bの方向から見た平面図である。
【図11】圧縮成形体の軸方向寸法と重量との関係を示す図である。
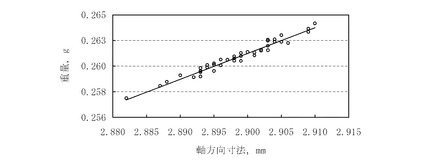
【図12】動圧溝サイジング後の焼結体の軸方向寸法と重量との関係を示す図である。
【発明を実施するための形態】
【0024】
以下、本発明の第1実施形態を図1〜図4に基づいて説明する。
【0025】
図1は、本発明の第1実施形態に係る焼結金属軸受の製造方法のフローチャートを示している。図1に示すように、この製造方法は、大別して、金属粉末を含む複数の粉末材料を混合する工程S1と、混合して得た原料粉末を所定の形状に圧縮成形する工程S2と、圧縮成形で得た成形体を焼結する工程S3と、焼結して得た焼結体に後述する動圧発生用の溝(図9もしくは図10を参照)を成形する工程S4と、動圧溝を成形した焼結体に潤滑油を含浸する工程S5とからなる。以下、圧粉成形工程S2を中心に各工程S1〜S5を説明する。
【0026】
まず、最終的な製品となる焼結金属軸受を構成する2種以上の粉末材料を混合し、原料粉末を生成する(原料混合工程S1)。ここで、粉末材料には、例えばCuもしくはCu系合金や、FeもしくはFe系合金の金属粉末など種々の金属粉末が1種類以上使用される。混合する粉末材料の全てが金属粉末であってもよいし、1種以上の金属以外の材質からなる粉末であってもよい。具体的には、黒鉛や二硫化モリブデン等の粉末状固体潤滑剤のうち1種以上を金属粉末に添加することが可能である。
【0027】
次に、工程S1で得た原料粉末を所定の形状に圧縮成形する(圧粉成形工程S2)。具体的には、図2に示す成形金型に原料粉末を充填し、充填した原料粉末を可動型で加圧し、金型に倣った形状の成形体を得る。ここで、成形金型は、図2に示すように、ダイ1と、ダイ1の孔内に挿入配置されるコアピン2と、ダイ1とコアピン2との間に配設され、ダイ1に対して昇降可能に構成された下パンチ3、および、ダイ1と下パンチ3の何れに対しても相対変位(昇降)可能に構成された上パンチ4とで構成される。この場合、原料粉末Pの充填空間は、ダイ1の内周面とコアピン2の外周面、および、下パンチ3の上端面とで区画形成される。
【0028】
ダイ1の上端面には原料粉末Pを充填空間に供給するためのフィーダ5が載置されている。フィーダ5はその内部に充填すべき原料粉末Pを保持した状態でダイ1上を摺動できるように構成されている。そして、充填空間の真上にフィーダ5を移動させ、フィーダ5の底部に設けられた開口部から原料粉末Pを落下させることで、フィーダ5直下の充填空間内に原料粉末Pを供給できるようになっている。もちろん、フィーダ5の開口部に開閉可能なシャッターを設けておき、シャッターの開閉動作により、充填空間への原料粉末Pの供給を制御するようにしても構わない。
【0029】
原料粉末Pの充填容積は、この実施形態では、下パンチ3の鉛直方向位置によって実質的に制御される。そのため、下パンチ3は、上パンチ4の最大下降位置(図5を参照)を考慮して、例えばダイ1の上端面を基準として鉛直下方に距離DL離れた位置に保持される。
【0030】
上述の如く各金型を配置した状態で、図3に示すように、フィーダ5を充填空間の真上に移動させ、フィーダ5の内部に収容した原料粉末Pを自然落下により充填空間内に供給する。そして、充填空間内全てを原料粉末Pで充填した状態でフィーダ5を水平移動させて充填空間の真上から退避させる。かかるフィーダ5の動作により原料粉末Pの擦り切りを行い、充填状態の原料粉末Pの上端を平坦にすると共に当該平坦面をダイ1の上端面と一致させる。
【0031】
このようにして、ダイ1とコアピン2、および下パンチ3により区画形成された充填空間内に充填された原料粉末Pの重量を測定する。ここでは、原料粉末Pの充填により下パンチ3に加わる負荷をロードセル等で計測し、重量を算出する。なお、計測方法は任意であり、例えば下パンチ3を受ける部分を天秤で構成し、充填時にはこの天秤で原料粉末Pの充填重量を計測するようにしてもよい。また、計測重量に比べて成形荷重が過大となる場合には、下パンチ3を受ける部分を天秤と剛体部材とで交換可能に構成し、充填時には天秤で重量を計測し、成形時には剛体部材で下パンチ3を受けて加圧成形するようにしてもよい。
【0032】
そして、図示しない判定部にて、測定した重量Wmと、予め設定しておいた狙い重量Waとの差ΔW(=Wm−Wa)を算出すると共に、当該重量差ΔWが、寸法公差に基づき定まる所定の範囲内に収まっているか否かを判定する。ここで、狙い重量Waは、例えば、予め成形体の重量と軸方向寸法とから得た相関の回帰直線を求めておき、当該回帰直線に基づき軸方向寸法の狙い値Taを重量値に変換することで求めることができる。また、所定の範囲については、上記回帰直線に基づき寸法公差の上下限値をそれぞれ重量値に変換することにより、狙い重量Waとの差として求めることができる。
【0033】
そして、重量差ΔWが上述の所定範囲から外れていると判定された場合、重量差ΔWに応じて下パンチ3を上昇あるいは下降させることでその鉛直方向位置を変更し、充填量の調整を行う。この実施形態では、充填量の調整を行った後に充填状態の原料粉末Pの重量を再度測定し、この再測定重量と狙い重量Waとの差が所定の範囲内に収まっている、との判定が得られるまで上述の充填量調整と重量測定とを繰り返す。
【0034】
そして、重量差ΔWが所定範囲内に収まっている(例えば、狙い重量Waから±0.5%以内)と判定された場合、この充填量を維持した状態で上パンチ4による加圧成形を行う。すなわち、図4に示すように、下パンチ3を固定した状態で上パンチ4を下降させ、充填状態の原料粉末Pを軸方向に加圧する。そして、加圧しながら所定の位置まで、ここでは、ダイ1の上端面から鉛直下方に距離DUの位置まで上パンチ4を下降させることで、原料粉末Pを寸法DL−DUにまで圧縮する。これにより、成形体6が成形される。その後、上パンチ4を上昇させると共に、ダイ1の上端面と下パンチ3の上端面とが一致する位置まで下パンチ3を上昇させ、図示しない排出部材で成形体6を水平方向に押出し、成形金型から成形体6を排出する。
【0035】
上述のようにして、成形体6を得た後、この成形体6を適当な温度で焼結することにより、焼結体を得る(焼結工程S3)。続いて、寸法サイジングと回転サイジングの一方もしくは双方を焼結体に施した上で、焼結体の内周面に動圧溝を成形する(動圧溝成形工程S4)。この実施形態では、内周面に加え、一方もしくは双方の軸方向端面にスラスト動圧発生用の溝を成形する。この場合、図示は省略するが、成形すべき動圧溝に倣った形状の成形用凸部(あるいは凹部)を設けたコアロッドや上下パンチを用意し、ダイ等で焼結体の外周を拘束した状態で軸方向上下から圧縮荷重を与えることで、内周に配置したコアロッドの外周面に設けた成形用凸部に焼結体の内周面が食い付き、これにより成形用凸部の形状が焼結体内周面に転写される。同様に、上下パンチで加圧された焼結体の軸方向両端面にスラスト動圧溝に倣った成形用凸部の形状が転写される。
【0036】
最後に、動圧溝を成形した焼結体の内部空孔に潤滑油を含浸させることにより(含油工程S5)、焼結金属軸受が完成する。
【0037】
このように、成形前の原料粉末Pの重量を測定し、この測定重量Wmに基づき充填量の調整を図ることにより、全ての成形品に対して、かつ、その成形前に実質的な寸法調整が行われる。そのため、その軸方向寸法が公差を外れている成形体6が焼結工程S3へと搬送される事態を確実に回避して、成形体6、ひいては完成品の軸方向寸法を高精度に管理することが可能となる。また、成形前の段階で成形後の軸方向寸法を調整可能であるため、所定の公差から外れる成形体6の成形を確実に回避して、全ての成形体6を高精度に成形することができる。
【0038】
また、この実施形態のように、焼結体に動圧溝成形等の各種サイジングを施す場合であっても、動圧溝成形後の重量と軸方向寸法との間に相関が認められる、との本発明者らの知見(図12に示す実験結果を参照)に基づけば、成形時の重量を調整をしておくことが、完成品たる動圧用焼結金属軸受の軸方向寸法を高精度に制御するのに有効となる。
【0039】
また、この実施形態では、成形体の重量と軸方向寸法との相関に基づき狙い重量Waを定め、測定重量Wmと狙い重量Waとの差に応じて充填量の調整を行うようにしたので、管理項目である軸方向寸法の狙い値Taを測定パラメータと比較可能な値(狙い重量Wa)に変換することができる。また、成形体重量と軸方向寸法との間にはかなり高い相関(一次的相関)が認められることから、その変換精度も高い。従い、管理項目と測定項目とでパラメータが異なる場合であっても、当該管理項目を高精度に制御することができる。また、上述の手段によれば、例えば各ロットごとに、あるいは各成形環境ごとに固有の相関を得ることができるので、個々に適切な条件下で充填量の調整を行うことができる。
【0040】
また、この実施形態では、測定重量Wmと狙い重量Waとの差ΔWに基づき充填量調整を繰り返すことで充填重量を制御するので、高精度に充填重量を管理することができる。また、この制御手段であれば、充填中の原料粉末P内に空隙が存在しても問題にはならないので、フィーダ5の自然落下による原料粉末Pの供給形態を採ることができる。従い、量産性を確保した状態で高精度な圧縮成形を実施することが可能となる。
【0041】
以上、本発明の第1実施形態に係る焼結金属軸受の製造方法につき説明したが、当該製造方法は本発明の範囲内において種々の変形、変更が可能である。以下、その例を図5又は図6に基づき説明する。
【0042】
図5は、本発明の第2実施形態に係る焼結金属軸受の製造方法のフローチャートを示している。図5に示すように、この製造方法は、主に圧粉成形工程S2の後、焼結工程S3の前に、成形回数が所定の回数に達した際、成形体重量および軸方向寸法を測定し、かつこれらの相関に基づき、原料粉末Pの狙い重量Waを再設定する工程を新たに有する点で、図1に示す製造方法(第1実施形態)とその構成を異にしている。
【0043】
すなわち、この実施形態に係る製造方法においては、第1実施形態と同様、成形金型に原料粉末Pを充填すると共に、充填した原料粉末Pの重量を測定し、測定重量Wmと狙い重量Waとの差に応じて充填量を調整する。そして、上パンチ4の下降により圧縮成形を行い、成形体6を成形する。
【0044】
このようにして原料粉末Pの圧縮成形を繰り返し行い、成形回数が所定回数に達した際、成形金型から排出した成形体6の重量を測定すると共に、その軸方向寸法を測定する。かかる重量測定と寸法測定とを所定の個数の成形体6に対して行い、成形体6の重量と軸方向寸法との相関を再取得する。そして、予め設定されている成形体の軸方向寸法の狙い値Taと再取得した相関とに基づき狙い重量Waを再設定する。再設定した狙い重量Waの値は、充填量調整の要否を判定する上述の判定部へと送られ、次回以降の圧粉成形工程S2にて新たな狙い重量Waとして使用される。もちろん、次回の圧粉成形工程S2との時間的な兼ね合いにより、上記重量測定に供した成形体6の成形工程の複数回(2回以上)後の圧粉成形工程S2に、上述の狙い重量Waが使用されても構わない。
【0045】
このように、所定回数ごとに成形体の重量と軸方向寸法との相関を再取得し、狙い重量Waを再設定することで、例えば継続使用に伴う金型摩耗等で成形体の重量と軸方向寸法との関係が変化する場合(例えば、幅寸法に対する重量の勾配が小さくなる場合)であっても、その変化に応じて充填量を適切に調整することができる。かかる作用は、上述の如く、上パンチ4の下死点を一定とし、下パンチ3の位置で充填量を制御する形態を採る場合に特に有効となる。
【0046】
ここで、成形体の重量測定および寸法測定は、例えば成形金型から排出した後、焼結工程S3へと至る搬送ライン上に秤量計やレーザ変位計を配設しておき、上述の所定成形回数経過時に、当該成形体の重量や軸方向寸法を測定することができる。また、当該所定回数経過時の成形体のみを、通常の焼結工程へと至る搬送ラインとは別の測定用ラインへ流し、測定するようにすることもできる。もちろん、充填重量の測定値を成形体重量の値として代用することも可能である。
【0047】
なお、第1および第2実施形態では、下パンチ3の位置を変更して充填量を調整した後、再び重量測定、および、狙い重量Waとの差ΔWの大小を判定する手順を経ることになるが、必ずしもこの手順に依る必要はない。例えば、圧縮成形に至る手順を極力減らす目的で、充填重量を測定した後、狙い重量Waとの差ΔWに応じて自動的に下パンチ3の位置を変更し、充填量の調整を1度行った状態で圧縮成形を行うことも可能である。
【0048】
また、第1および第2実施形態では、予め求めておいた成形体の重量と軸方向寸法との相関に基づき狙い重量Waを設定する場合を説明したが、他の手段、例えば所要の焼結密度(空孔率)と各寸法の狙い値とに基づき狙い重量Waを設定した上で圧粉成形を実施することも可能である。もちろん、後述する第3実施形態においても同様である。
【0049】
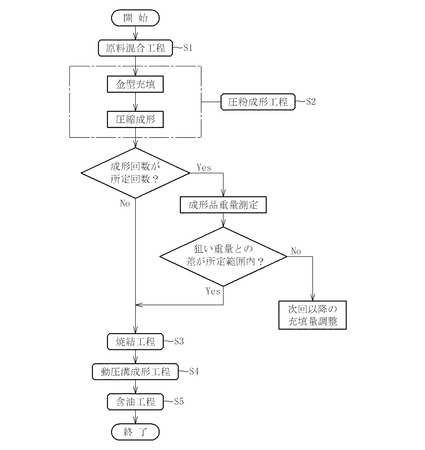
図6は、本発明の第3実施形態に係る焼結金属軸受の製造方法のフローチャートを示している。同図に示すように、この製造方法は、圧粉成形工程S2にて金属粉末の充填重量に基づき充填量を調整しない代わりに、成形後の重量測定により得た値(測定重量)に基づき測定時以後の金属粉末の充填量を調整する工程を焼結工程S3の前に有する点で第1および第2実施形態とはその構成を異にしている。
【0050】
すなわち、この実施形態に係る製造方法においては、圧粉成形工程S2において、圧縮成形金型に原料粉末Pを充填した後、下パンチ3を予め設定した位置に保持した状態で上パンチ4を下降させ、成形体6を圧縮成形する。このようにして、原料粉末Pの圧粉成形を繰り返し行い、当該成形回数が所定回数に達した場合、成形金型から排出した成形体6の重量を、例えば通常の搬送ライン上に配設した秤量計で測定する。そして、図示しない判定部にて、測定した重量Wmと、予め設定しておいた狙い重量Waとの差ΔW(=Wm−Wa)を算出すると共に、当該重量差ΔWが寸法公差に基づき定まる所定の範囲内に収まっているか否かを判定する。
【0051】
ここで、重量差ΔWが上述の所定範囲から外れていると判定された場合、重量差ΔWに応じて下パンチ3を上昇あるいは下降させることでその鉛直方向位置を変更し、次回以降の充填量の調整を行う。また、重量差ΔWが所定範囲内に収まっていると判定された場合には、この成形体6を次工程たる焼結工程S3へと搬送する。焼結工程S3以後の内容については、第1、第2実施形態と同様であるので、ここでは説明を省略する。
【0052】
このように、所定回数ごとに圧縮成形時における原料粉末Pの充填量を調整することで、成形体6の軸方向寸法を計測することなく高精度に管理することができる。また、成形体6の重量を測定するのであれば、焼結工程S3に至る搬送ライン上で実施することができるので、圧粉成形時に充填重量の測定と充填量調整とを行う場合と比べて、成形金型設備を簡素化でき、また、当該作業に要する時間も短くて済む。なお、ここでいう「所定回数ごと」には、本実施形態における製造方法が、経時変化に伴う充填量の調整のみならず、より小さい周期での成形体寸法のばらつきをも調整する目的で実施されることを鑑みて、最小で「1回ごと」との意が含まれる。
【0053】
上述のようにして製造された焼結金属軸受は、軸方向寸法の精度に優れたものであるから、例えば流体動圧軸受用途に好適に使用される。以下、図7〜図10に基づき、本発明により製造された焼結金属軸受の流体動圧軸受装置への適用例を説明する。なお、以下の説明における『上下』方向は単に各構成要素間の位置関係を容易かつ明確に理解するために用いるに過ぎず、流体動圧軸受装置の設置方向や使用態様等を特定するものではない。
【0054】
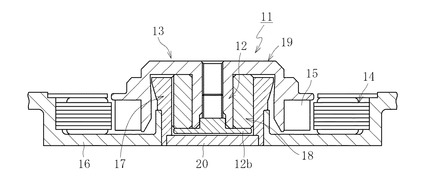
図7は、本発明に係る方法で製造された焼結金属軸受を具備した流体動圧軸受装置11を組込んでなる情報機器用スピンドルモータの断面図を示している。このスピンドルモータは、HDD等のディスク駆動装置に用いられるもので、軸12を有する回転体13を回転自在に非接触支持する流体動圧軸受装置11と、例えば半径方向のギャップを介して対向させたステータコイル14およびロータマグネット15と、ブラケット16とを備えている。ステータコイル14はブラケット16の外径側に取付けられ、ロータマグネット15は回転体13を構成するハブ19の外周に取付けられている。流体動圧軸受装置11のハウジング17は、ブラケット16の内周に固定される。回転体13には、図示は省略するが、磁気ディスク等のディスク状情報記録媒体(以下、単にディスクという。)が一又は複数枚保持される。このように構成されたスピンドルモータにおいて、ステータコイル14に通電すると、ステータコイル14とロータマグネット15との間に発生する励磁力でロータマグネット15が回転し、これに伴って、回転体13に保持されたディスクが軸12と一体に回転する。
【0055】
図8は、流体動圧軸受装置11の断面図を示している。この流体動圧軸受装置11は、主にハウジング17と、ハウジング17の内周に固定される焼結金属軸受18、および、焼結金属軸受18に対して相対回転する回転体13とを備えている。
【0056】
回転体13は、ハウジング17の一端開口側に配置されるハブ19と、焼結金属軸受18の内周に挿入される軸12とを有する。
【0057】
ハブ19は金属材料あるいは樹脂材料で形成され、ハウジング17の一端開口側(上側)を覆う円盤部19aと、円盤部19aの外周部から軸方向下方に延びた筒状部19bと、筒状部19bのさらに外周に設けられたディスク搭載面19cおよび鍔部19dとで構成される。図示されていないディスクは、円盤部19aの外周に外嵌され、ディスク搭載面19cに載置される。そして、図示しない適当な保持手段(クランパなど)によってディスクがハブ19に保持される。
【0058】
軸12は、この実施形態ではハブ19と一体に形成され、その下端にフランジ部12bを別体に有する。もちろん、軸12をハブ19と別体に形成することもでき、その際には、軸12の上端をハブ19の中央に設けた孔に圧入、接着等の手段により固定することも可能である。あるいは、異材料で形成される軸12とハブ19の一方をインサート部品として他方を金属や樹脂の射出成形で形成することもできる。
【0059】
焼結金属軸受18は焼結金属の多孔質体であり、概して円筒形状をなす。焼結金属軸受18の内周面18aの全面もしくはその一部には、ラジアル動圧発生部として複数の動圧溝を配列した領域が形成される。この実施形態では、例えば図9に示すように、複数の動圧溝18a1をヘリングボーン形状に配列した領域と、複数の動圧溝18a2を同じくへリングボーン形状に配列した領域とが軸方向に離隔して形成される。上側の動圧溝18a1配列領域では、動圧溝18a1が、軸方向中心(上下の傾斜溝間領域の軸方向中央)に対して軸方向非対称に形成されており、軸方向中心より上側の配列領域の軸方向寸法が下側の配列領域の軸方向寸法よりも大きくなるよう形成されている。
【0060】
焼結金属軸受18の上端面18bの全面もしくはその一部には、スラスト動圧発生部としての複数の動圧溝を配列した領域が形成される。この実施形態では、例えば図10(a)に示すように、複数の動圧溝18b1をスパイラル状に配列した領域が形成されている。この動圧溝18b1配列領域は、図8に示す流体動圧軸受装置11を回転駆動させた状態では、対向するハブ19の円盤部19aの下端面19a1との間に後述する第1スラスト軸受部T1のスラスト軸受隙間を形成する(図8を参照)。
【0061】
また、焼結金属軸受18の下端面18cの全面もしくはその一部には、スラスト動圧発生部としての複数の動圧溝を配列した領域が形成される。この実施形態では、例えば図10(b)に示すように、複数の動圧溝18c1をスパイラル状に配列した領域が形成されている。この動圧溝18c1配列領域は、図8に示す流体動圧軸受装置11を回転駆動させた状態では、対向するフランジ部12bの上端面12b1との間に後述する第2スラスト軸受部T2のスラスト軸受隙間を形成する(図8を参照)。
【0062】
これらスラスト軸受隙間は、流体動圧軸受装置11を組立た時点で自動的に設定される。すなわち、流体動圧軸受装置11を図8の如く組立てた状態では、ハウジング17に固定した焼結金属軸受18を軸方向に挟む位置に、フランジ部12bとハブ19の円盤部19aとが配置される。よって、ハブ19の下端面19a1とフランジ部12bの上端面12b1との対向間隔から、焼結金属軸受18の軸方向寸法を減じた値が双方のスラスト軸受隙間の総和に設定される。
【0063】
これら動圧溝18a1、18b1、18c1配列領域は、上述の動圧溝成形工程S4で焼結金属軸受18となる焼結体の内周面および両端面にそれぞれ成形される。
【0064】
焼結金属軸受18の外周面18dには、1又は複数本の軸方向溝18d1が形成される。この軸方向溝18d1は、ハウジング17に焼結金属軸受18を固定した状態では、ハウジング17の内周面17cとの間に潤滑油の流路を形成する(図8を参照)。
【0065】
ハウジング17は、その軸方向両端を開口した形状をなし、その下端開口部17bを蓋部材20で封口している。ハウジング17の上端面17aと、ハブ19の下端面19a1との軸方向の対向間隔は、焼結金属軸受18の上端面18bと下端面19a1との対向間隔より大きく、ここでは、回転駆動時のロストルク増加に影響しない程度の大きさに設定されている。ハウジング17の内周面17cには、焼結金属軸受18が接着等適宜の手段で固定される。
【0066】
ハウジング17の外周には、上方に向かって漸次拡径するテーパ状のシール面17dが形成される。このテーパ状のシール面17dは、筒状部19bの内周面19b1との間に、ハウジング17の閉塞側(下方)から開口側(上方)に向けて半径方向寸法を漸次縮小させた環状のシール空間Sを形成する。このシール空間Sは、軸12およびハブ19の回転時、第1スラスト軸受部T1のスラスト軸受隙間の外径側と連通しており、各軸受隙間を含む軸受内部空間との間で潤滑油の流通を可能としている。潤滑油を充填した状態では、潤滑油の油面(気液界面)は、常にシール空間S内に維持される。
【0067】
ここで、流体動圧軸受装置11の内部に充填する潤滑油としては、種々のものが使用可能である。この実施形態のように、HDD等のディスク駆動装置用の流体動圧軸受装置に提供される潤滑油には、蒸発率が小さく、かつ低温時の粘度低下が少ないエステル系の潤滑油が好適に使用される。
【0068】
上記構成の流体動圧軸受装置11において、軸12(回転体13)の回転時、焼結金属軸受18の内周面18aのラジアル軸受面となる領域(上下2ヶ所の動圧溝18a1、18a2配列領域)は、軸12の外周面12aとラジアル軸受隙間を介して対向する。そして、軸12の回転に伴い、上記ラジアル軸受隙間の潤滑油が各動圧溝18a1、18a2配列領域の軸方向中心側に押し込まれ、軸方向中心側の領域において潤滑油の圧力が上昇する。このような動圧溝18a1、18a2の動圧作用によって、軸12をラジアル方向に回転自在に非接触支持する第1ラジアル軸受部R1と第2ラジアル軸受部R2とがそれぞれ構成される。
【0069】
また、焼結金属軸受18の上端面18b(動圧溝18b1配列領域)とこれに対向するハブ19の下端面19a1との間のスラスト軸受隙間に、動圧溝18b1の動圧作用により潤滑油の油膜が形成される。また、焼結金属軸受18の下端面18c(動圧溝18c1配列領域)とこれに対向するフランジ部12bの上端面12b1との間のスラスト軸受隙間に、動圧溝18c1の動圧作用により潤滑油の油膜が形成される。そして、これらの油膜の圧力によって、回転体13をスラスト双方向に非接触支持する第1スラスト軸受部T1および第2スラスト軸受部T2が構成される。
【0070】
このように、焼結金属軸受18の両端面18b、18cでスラスト軸受隙間を形成する場合、その軸方向寸法を高精度に仕上げておくことで、上述の如く、双方のスラスト軸受隙間の総和を高精度に管理することができる。従い、良好なスラスト軸受性能を安定して発揮することが可能となる。
【0071】
もちろん、本発明に係る方法で製造された焼結金属軸受は、上記構成の流体動圧軸受装置に限らず、任意構成の流体動圧軸受装置に組み込んで使用することが可能である。また、内周面や両端面の一部に動圧溝が成形されたものであってもよく、もしくは動圧溝を有さない、いわゆる真円軸受として使用することも可能である。
【符号の説明】
【0072】
1 ダイ
2 コアピン
3 下パンチ
4 上パンチ
5 フィーダ
6 成形体
11 流体動圧軸受装置
12 軸
13 回転体
18 焼結金属軸受
18a1、18a2、18b1、18c1 動圧溝
19 ハブ
P 原料粉末
DL ダイ上端面から下パンチ端面までの距離
DU 上パンチの最大下降時におけるダイ上端面から上パンチ端面までの距離
R1、R2 ラジアル軸受部
T1、T2 スラスト軸受部
【技術分野】
【0001】
本発明は、焼結金属軸受の製造方法に関するものである。
【背景技術】
【0002】
焼結金属軸受は、その内部に有する多数の空孔に潤滑油を含浸させた状態で滑り軸受として使用されており、特に流体動圧軸受装置等のラジアル軸受として好適に使用されている(例えば、下記特許文献1を参照)。また、ラジアル軸受に加え、この焼結金属軸受の軸方向一端面もしくは両端面でスラスト軸受隙間を形成し、回転支持すべき軸に設けたフランジとの間でスラスト軸受を形成するものが好適に使用されている(例えば、下記特許文献2を参照)。
【0003】
通常、この種の焼結金属軸受は、Cu粉末やFe粉末等を主成分とする金属粉末を成形金型に充填し、充填した状態の金属粉末を所定形状に圧縮成形する工程と、この圧縮成形で得た成形体を焼結する工程とを経て形成される。この場合、例えば、ダイおよび下パンチで金属粉末の充填空間が区画形成され、下パンチの昇降により当該充填空間の容積が調整される。また、圧縮成形体の軸方向寸法は、上下パンチ間の最小近接距離により設定される(例えば、下記特許文献3を参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2003−239971号公報
【特許文献2】特開2005−321089号公報
【特許文献3】特開2006−316896号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ところで、上記焼結金属軸受を流体動圧軸受装置用の軸受として使用する場合、その幅寸法、言い換えると軸方向寸法の公差を小さくすることが重要となる。特に、上述のように、軸受スリーブの両端面をスラスト軸受として使用する場合、その軸方向離間距離(軸方向寸法)が直接スラスト軸受隙間の精度を左右するため、軸方向寸法の高精度管理が要求される。
【0006】
この種の管理手段としては、例えば抜き取り検査等で完成品あるいは圧縮成形体の軸方向寸法を直接測定し、この測定値が所定の範囲(あるいは公差)を外れる場合には、下パンチの昇降により金属粉末の充填量を増減することで軸方向寸法の調整を行う手段が考えられる。しかし、このような方法では、作業効率の面、あるいは、寸法精度の面で不十分との問題があった。すなわち、抜き取り検査を実施する間の成形体については寸法評価を行わないため、結果的に寸法公差から外れたものが完成品に含まれるおそれが残る。これでは、完成品の寸法がばらつくため、所定の寸法精度を得ることは困難である。
【0007】
以上の事情に鑑み、本発明では、軸方向寸法を高精度に制御することのできる焼結金属軸受の製造方法を提供することを技術的な課題とする。
【課題を解決するための手段】
【0008】
前記課題を解決するため、本発明は、焼結金属軸受を、金属粉末の圧縮成形で得た成形体を焼結することで製造するに際して、予め求めておいた成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、金属粉末の測定重量と狙い重量との差に応じて金属粉末の圧縮成形金型への充填量を調整することを特徴とする焼結金属軸受の製造方法を提供する。
【0009】
また、前記課題を解決するため、本発明は、焼結金属軸受を、金属粉末の圧縮成形で得た成形体を焼結することで製造するに際して、予め求めておいた成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、成形体の測定重量と狙い重量との差に応じて次回以降の圧縮成形における金属粉末の圧縮成形金型への充填量を調整することを特徴とする焼結金属軸受の製造方法を提供する。
【0010】
上述のように、本発明は、従来、焼結金属軸受の寸法管理において考慮されることのなかった圧縮成形体の重量に着目することにより成されたものである。具体的には、本発明者らは、図11に示すように、圧縮成形後の成形体重量とその軸方向寸法との間に相関があることを実験により見出し、これにより、焼結金属軸受の軸方向寸法をその重量でもって管理可能との知見を得るに到った。
【0011】
すなわち、圧縮成形時における金属粉末の充填量を調整することで、圧縮して得られる成形体の軸方向寸法を計測することなく高精度に管理することができる。よって、例えばその端面がスラスト軸受隙間に面する形態で流体動圧軸受装置に用いられる場合、当該端面の軸方向での位置決めを正確に行うことができ、スラスト軸受隙間を高精度に管理することができる。もちろん、軸部材との間にラジアル軸受隙間のみを有する場合であっても、軸受内周面を、対応する軸部材のラジアル軸受面(高精度の仕上げ面)とその軸方向位置を一致させた状態で対向させることができるので、軸受性能の向上につながる。また、重量の測定であれば、原則、成形の前後に関らず実施することができるので、測定条件など、寸法を測定する場合よりも少ない制約の下で当該測定作業を行うことが可能となる。
【0012】
ここで、成形の前に重量測定を行う場合、つまり、金属粉末の重量を測定し、この測定重量に基づき充填量の調整を行う場合には、全ての成形品に対して、かつ、その成形前に実質的な寸法調整を行うことができる。そのため、従来のように軸方向寸法が公差を外れたものが完成品に含まれる事態を確実に回避して、その歩留まりを向上させることが可能となる。
【0013】
また、成形後に重量測定を行う場合、つまり、成形体の重量を測定し、この測定重量に基づき、次回以降の圧縮成形において充填量の調整を行う場合には、成形後、焼結工程に至るまでの間に重量測定を行えば済むので、例えば通常の搬送ライン上に重量測定設備を配置する等して測定することができる。従い、重量測定の工程を別途追加することによる工程数や作業時間の実質的な増加を回避して、生産効率を維持することができる。
【0014】
また、本発明に係る製造方法は、測定重量に基づき充填量を調整する際の基準に、上述した本発明者らの知見に基づく基準を適用した点に更なる特徴を有する。すなわち、圧縮成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、金属粉末の測定重量と狙い重量との差に応じて金属粉末の充填量を調整することができる。もしくは、成形体の測定重量と狙い重量との差に応じて次回以降の圧縮成形における金属粉末の充填量を調整することができる。もちろん、この手段は、重量測定の実施時期が成形の前か後かによらず適用可能である。
【0015】
このように基準を定めて充填量の調整を行うことで、管理項目である軸方向寸法の値を測定パラメータと比較可能な値(狙い重量)に変換することができる。また、成形体重量と軸方向寸法との間には、図11に例示の如く、かなり高い相関(一次的相関)が認められていることから、その変換精度も高い。従い、管理項目と測定項目とでパラメータが異なる場合であっても、当該管理項目を高精度に制御することができる。また、上述の手段によれば、例えば各ロットごとに、あるいは各成形環境ごとに固有の相関を得ることができるので、個々に適切な条件下で充填量の調整を行うことができる。
【0016】
また、金属粉末の測定重量に基づきその充填量を調整する場合、充填量の調整を行った後に金属粉末の重量を再度測定し、再測定重量と狙い重量との差が所定の範囲内に収まるまで充填量調整および重量測定を繰り返すようにすることも可能である。この方法であれば、一度の充填量調整で充填量に過不足が残った場合であっても、当該過不足分を補って、成形後の軸方向寸法を高精度に制御することができる。また、非常に厳しい公差を要求される場合であっても、当該軸方向寸法のばらつきを確実に許容範囲内に収めることができる。
【0017】
また、金属粉末の測定重量に基づき充填量の調整を行う場合、圧縮成形金型に充填した状態の金属粉末の重量を測定するのが好ましい。充填すべき金属粉末の重量を、当該成形金型への供給重量として計測する手段もあり得るが、かかる手段では、供給した金属粉末の全てが過不足なく成形金型の充填スペースに収容されているとは言い切れない。充填漏れや擦り切り等による重量の増減が生じるおそれがあるためである。これに対して、充填状態における金属粉末を測定するのであれば、圧縮成形されるべき金属粉末の重量を漏れなく確実に測定することができるので、圧縮成形される金属粉末の重量を正確に測定することができる。
【0018】
特に、上述の如く、充填量調整後の金属粉末の重量を再測定し、再測定重量と狙い重量との差に基づき充填量調整と重量測定とを繰り返す作業は、充填状態の金属粉末の重量を測定することで実質的に有効な手段となり得る。
【0019】
また、成形体の測定重量に基づき充填量の調整を行う場合、圧縮成形で得た成形体の重量を自動的に測定し、この測定重量と狙い重量との差に応じて次回もしくは所定の回数後の圧縮成形における金属粉末の充填量の調整を行うようにしてもよい。このように成形体の重量を自動的に測定し、測定した重量値を次回以降の圧縮成形にフィードバックするようにすれば、成形体の重量測定を製造ライン上で実施できるので、圧縮成形時に金属粉末の重量測定を行う手前を省いて、圧縮成形に要する時間を増加させずに済む。そのため、生産性を維持しつつも焼結金属軸受の幅寸法を高精度に管理することができる。
【0020】
また、実質的な寸法調整を行うに当り、以上の説明に係る充填量の調整を、例えば成形金型の充填深さを変更することにより行う方法が考えられる。この方法であれば、特に充填量が所定量を超える場合、充填深さを小さく(浅く)することで、余分な金属粉末を型外に排出することができるので、充填量の調整が容易である。また、この場合、充填空間の上方に位置し、深さ方向(鉛直方向)に沿って可動する型を配設し、この可動型の下降により充填状態の金属粉末を圧縮成形することとし、かつ、可動型のストローク下端位置を固定し、充填深さのみを調整することで、充填量および圧縮量を高精度に管理することができる。
【0021】
また、成形金型の継続使用に伴う摩耗等を考慮して、例えば所定期間あるいは所定回数経過ごとに成形体の重量と軸方向寸法との相関を再取得し、この再取得した相関に基づき狙い重量の再設定を行うことも可能である。この再設定により、その時々の成形環境に見合った狙い値に基づき、再設定後の成形体寸法を制御することができるので、寸法の高精度管理が長期にわたって可能となる。逆にいえば、金型寿命を実質的に延ばすことが可能となる。
【発明の効果】
【0022】
以上のように、本発明によれば、軸方向寸法を高精度に制御することのできる焼結金属軸受の製造方法を提供することができる。
【図面の簡単な説明】
【0023】
【図1】本発明の第1実施形態に係る焼結金属軸受の製造方法のフローチャートである。
【図2】圧粉成形工程を概念的に説明するための図で、原料粉末を充填する前の成形金型の断面図である。
【図3】圧粉成形工程を概念的に説明するための図で、原料粉末を充填した状態の成形金型の断面図である。
【図4】圧粉成形工程を概念的に説明するための図で、圧縮成形時の成形金型の断面図である。
【図5】本発明の第2実施形態に係る焼結金属軸受の製造方法のフローチャートである。
【図6】本発明の第3実施形態に係る焼結金属軸受の製造方法のフローチャートである。
【図7】本発明に係る方法で製造した焼結金属軸受を具備した流体動圧軸受装置を組み込んだモータの断面図である。
【図8】流体動圧軸受装置の断面図である。
【図9】焼結金属軸受の断面図である。
【図10】(a)は焼結金属軸受を図9中の矢印aの方向から見た平面図で、(b)は焼結金属軸受を図9中の矢印bの方向から見た平面図である。
【図11】圧縮成形体の軸方向寸法と重量との関係を示す図である。
【図12】動圧溝サイジング後の焼結体の軸方向寸法と重量との関係を示す図である。
【発明を実施するための形態】
【0024】
以下、本発明の第1実施形態を図1〜図4に基づいて説明する。
【0025】
図1は、本発明の第1実施形態に係る焼結金属軸受の製造方法のフローチャートを示している。図1に示すように、この製造方法は、大別して、金属粉末を含む複数の粉末材料を混合する工程S1と、混合して得た原料粉末を所定の形状に圧縮成形する工程S2と、圧縮成形で得た成形体を焼結する工程S3と、焼結して得た焼結体に後述する動圧発生用の溝(図9もしくは図10を参照)を成形する工程S4と、動圧溝を成形した焼結体に潤滑油を含浸する工程S5とからなる。以下、圧粉成形工程S2を中心に各工程S1〜S5を説明する。
【0026】
まず、最終的な製品となる焼結金属軸受を構成する2種以上の粉末材料を混合し、原料粉末を生成する(原料混合工程S1)。ここで、粉末材料には、例えばCuもしくはCu系合金や、FeもしくはFe系合金の金属粉末など種々の金属粉末が1種類以上使用される。混合する粉末材料の全てが金属粉末であってもよいし、1種以上の金属以外の材質からなる粉末であってもよい。具体的には、黒鉛や二硫化モリブデン等の粉末状固体潤滑剤のうち1種以上を金属粉末に添加することが可能である。
【0027】
次に、工程S1で得た原料粉末を所定の形状に圧縮成形する(圧粉成形工程S2)。具体的には、図2に示す成形金型に原料粉末を充填し、充填した原料粉末を可動型で加圧し、金型に倣った形状の成形体を得る。ここで、成形金型は、図2に示すように、ダイ1と、ダイ1の孔内に挿入配置されるコアピン2と、ダイ1とコアピン2との間に配設され、ダイ1に対して昇降可能に構成された下パンチ3、および、ダイ1と下パンチ3の何れに対しても相対変位(昇降)可能に構成された上パンチ4とで構成される。この場合、原料粉末Pの充填空間は、ダイ1の内周面とコアピン2の外周面、および、下パンチ3の上端面とで区画形成される。
【0028】
ダイ1の上端面には原料粉末Pを充填空間に供給するためのフィーダ5が載置されている。フィーダ5はその内部に充填すべき原料粉末Pを保持した状態でダイ1上を摺動できるように構成されている。そして、充填空間の真上にフィーダ5を移動させ、フィーダ5の底部に設けられた開口部から原料粉末Pを落下させることで、フィーダ5直下の充填空間内に原料粉末Pを供給できるようになっている。もちろん、フィーダ5の開口部に開閉可能なシャッターを設けておき、シャッターの開閉動作により、充填空間への原料粉末Pの供給を制御するようにしても構わない。
【0029】
原料粉末Pの充填容積は、この実施形態では、下パンチ3の鉛直方向位置によって実質的に制御される。そのため、下パンチ3は、上パンチ4の最大下降位置(図5を参照)を考慮して、例えばダイ1の上端面を基準として鉛直下方に距離DL離れた位置に保持される。
【0030】
上述の如く各金型を配置した状態で、図3に示すように、フィーダ5を充填空間の真上に移動させ、フィーダ5の内部に収容した原料粉末Pを自然落下により充填空間内に供給する。そして、充填空間内全てを原料粉末Pで充填した状態でフィーダ5を水平移動させて充填空間の真上から退避させる。かかるフィーダ5の動作により原料粉末Pの擦り切りを行い、充填状態の原料粉末Pの上端を平坦にすると共に当該平坦面をダイ1の上端面と一致させる。
【0031】
このようにして、ダイ1とコアピン2、および下パンチ3により区画形成された充填空間内に充填された原料粉末Pの重量を測定する。ここでは、原料粉末Pの充填により下パンチ3に加わる負荷をロードセル等で計測し、重量を算出する。なお、計測方法は任意であり、例えば下パンチ3を受ける部分を天秤で構成し、充填時にはこの天秤で原料粉末Pの充填重量を計測するようにしてもよい。また、計測重量に比べて成形荷重が過大となる場合には、下パンチ3を受ける部分を天秤と剛体部材とで交換可能に構成し、充填時には天秤で重量を計測し、成形時には剛体部材で下パンチ3を受けて加圧成形するようにしてもよい。
【0032】
そして、図示しない判定部にて、測定した重量Wmと、予め設定しておいた狙い重量Waとの差ΔW(=Wm−Wa)を算出すると共に、当該重量差ΔWが、寸法公差に基づき定まる所定の範囲内に収まっているか否かを判定する。ここで、狙い重量Waは、例えば、予め成形体の重量と軸方向寸法とから得た相関の回帰直線を求めておき、当該回帰直線に基づき軸方向寸法の狙い値Taを重量値に変換することで求めることができる。また、所定の範囲については、上記回帰直線に基づき寸法公差の上下限値をそれぞれ重量値に変換することにより、狙い重量Waとの差として求めることができる。
【0033】
そして、重量差ΔWが上述の所定範囲から外れていると判定された場合、重量差ΔWに応じて下パンチ3を上昇あるいは下降させることでその鉛直方向位置を変更し、充填量の調整を行う。この実施形態では、充填量の調整を行った後に充填状態の原料粉末Pの重量を再度測定し、この再測定重量と狙い重量Waとの差が所定の範囲内に収まっている、との判定が得られるまで上述の充填量調整と重量測定とを繰り返す。
【0034】
そして、重量差ΔWが所定範囲内に収まっている(例えば、狙い重量Waから±0.5%以内)と判定された場合、この充填量を維持した状態で上パンチ4による加圧成形を行う。すなわち、図4に示すように、下パンチ3を固定した状態で上パンチ4を下降させ、充填状態の原料粉末Pを軸方向に加圧する。そして、加圧しながら所定の位置まで、ここでは、ダイ1の上端面から鉛直下方に距離DUの位置まで上パンチ4を下降させることで、原料粉末Pを寸法DL−DUにまで圧縮する。これにより、成形体6が成形される。その後、上パンチ4を上昇させると共に、ダイ1の上端面と下パンチ3の上端面とが一致する位置まで下パンチ3を上昇させ、図示しない排出部材で成形体6を水平方向に押出し、成形金型から成形体6を排出する。
【0035】
上述のようにして、成形体6を得た後、この成形体6を適当な温度で焼結することにより、焼結体を得る(焼結工程S3)。続いて、寸法サイジングと回転サイジングの一方もしくは双方を焼結体に施した上で、焼結体の内周面に動圧溝を成形する(動圧溝成形工程S4)。この実施形態では、内周面に加え、一方もしくは双方の軸方向端面にスラスト動圧発生用の溝を成形する。この場合、図示は省略するが、成形すべき動圧溝に倣った形状の成形用凸部(あるいは凹部)を設けたコアロッドや上下パンチを用意し、ダイ等で焼結体の外周を拘束した状態で軸方向上下から圧縮荷重を与えることで、内周に配置したコアロッドの外周面に設けた成形用凸部に焼結体の内周面が食い付き、これにより成形用凸部の形状が焼結体内周面に転写される。同様に、上下パンチで加圧された焼結体の軸方向両端面にスラスト動圧溝に倣った成形用凸部の形状が転写される。
【0036】
最後に、動圧溝を成形した焼結体の内部空孔に潤滑油を含浸させることにより(含油工程S5)、焼結金属軸受が完成する。
【0037】
このように、成形前の原料粉末Pの重量を測定し、この測定重量Wmに基づき充填量の調整を図ることにより、全ての成形品に対して、かつ、その成形前に実質的な寸法調整が行われる。そのため、その軸方向寸法が公差を外れている成形体6が焼結工程S3へと搬送される事態を確実に回避して、成形体6、ひいては完成品の軸方向寸法を高精度に管理することが可能となる。また、成形前の段階で成形後の軸方向寸法を調整可能であるため、所定の公差から外れる成形体6の成形を確実に回避して、全ての成形体6を高精度に成形することができる。
【0038】
また、この実施形態のように、焼結体に動圧溝成形等の各種サイジングを施す場合であっても、動圧溝成形後の重量と軸方向寸法との間に相関が認められる、との本発明者らの知見(図12に示す実験結果を参照)に基づけば、成形時の重量を調整をしておくことが、完成品たる動圧用焼結金属軸受の軸方向寸法を高精度に制御するのに有効となる。
【0039】
また、この実施形態では、成形体の重量と軸方向寸法との相関に基づき狙い重量Waを定め、測定重量Wmと狙い重量Waとの差に応じて充填量の調整を行うようにしたので、管理項目である軸方向寸法の狙い値Taを測定パラメータと比較可能な値(狙い重量Wa)に変換することができる。また、成形体重量と軸方向寸法との間にはかなり高い相関(一次的相関)が認められることから、その変換精度も高い。従い、管理項目と測定項目とでパラメータが異なる場合であっても、当該管理項目を高精度に制御することができる。また、上述の手段によれば、例えば各ロットごとに、あるいは各成形環境ごとに固有の相関を得ることができるので、個々に適切な条件下で充填量の調整を行うことができる。
【0040】
また、この実施形態では、測定重量Wmと狙い重量Waとの差ΔWに基づき充填量調整を繰り返すことで充填重量を制御するので、高精度に充填重量を管理することができる。また、この制御手段であれば、充填中の原料粉末P内に空隙が存在しても問題にはならないので、フィーダ5の自然落下による原料粉末Pの供給形態を採ることができる。従い、量産性を確保した状態で高精度な圧縮成形を実施することが可能となる。
【0041】
以上、本発明の第1実施形態に係る焼結金属軸受の製造方法につき説明したが、当該製造方法は本発明の範囲内において種々の変形、変更が可能である。以下、その例を図5又は図6に基づき説明する。
【0042】
図5は、本発明の第2実施形態に係る焼結金属軸受の製造方法のフローチャートを示している。図5に示すように、この製造方法は、主に圧粉成形工程S2の後、焼結工程S3の前に、成形回数が所定の回数に達した際、成形体重量および軸方向寸法を測定し、かつこれらの相関に基づき、原料粉末Pの狙い重量Waを再設定する工程を新たに有する点で、図1に示す製造方法(第1実施形態)とその構成を異にしている。
【0043】
すなわち、この実施形態に係る製造方法においては、第1実施形態と同様、成形金型に原料粉末Pを充填すると共に、充填した原料粉末Pの重量を測定し、測定重量Wmと狙い重量Waとの差に応じて充填量を調整する。そして、上パンチ4の下降により圧縮成形を行い、成形体6を成形する。
【0044】
このようにして原料粉末Pの圧縮成形を繰り返し行い、成形回数が所定回数に達した際、成形金型から排出した成形体6の重量を測定すると共に、その軸方向寸法を測定する。かかる重量測定と寸法測定とを所定の個数の成形体6に対して行い、成形体6の重量と軸方向寸法との相関を再取得する。そして、予め設定されている成形体の軸方向寸法の狙い値Taと再取得した相関とに基づき狙い重量Waを再設定する。再設定した狙い重量Waの値は、充填量調整の要否を判定する上述の判定部へと送られ、次回以降の圧粉成形工程S2にて新たな狙い重量Waとして使用される。もちろん、次回の圧粉成形工程S2との時間的な兼ね合いにより、上記重量測定に供した成形体6の成形工程の複数回(2回以上)後の圧粉成形工程S2に、上述の狙い重量Waが使用されても構わない。
【0045】
このように、所定回数ごとに成形体の重量と軸方向寸法との相関を再取得し、狙い重量Waを再設定することで、例えば継続使用に伴う金型摩耗等で成形体の重量と軸方向寸法との関係が変化する場合(例えば、幅寸法に対する重量の勾配が小さくなる場合)であっても、その変化に応じて充填量を適切に調整することができる。かかる作用は、上述の如く、上パンチ4の下死点を一定とし、下パンチ3の位置で充填量を制御する形態を採る場合に特に有効となる。
【0046】
ここで、成形体の重量測定および寸法測定は、例えば成形金型から排出した後、焼結工程S3へと至る搬送ライン上に秤量計やレーザ変位計を配設しておき、上述の所定成形回数経過時に、当該成形体の重量や軸方向寸法を測定することができる。また、当該所定回数経過時の成形体のみを、通常の焼結工程へと至る搬送ラインとは別の測定用ラインへ流し、測定するようにすることもできる。もちろん、充填重量の測定値を成形体重量の値として代用することも可能である。
【0047】
なお、第1および第2実施形態では、下パンチ3の位置を変更して充填量を調整した後、再び重量測定、および、狙い重量Waとの差ΔWの大小を判定する手順を経ることになるが、必ずしもこの手順に依る必要はない。例えば、圧縮成形に至る手順を極力減らす目的で、充填重量を測定した後、狙い重量Waとの差ΔWに応じて自動的に下パンチ3の位置を変更し、充填量の調整を1度行った状態で圧縮成形を行うことも可能である。
【0048】
また、第1および第2実施形態では、予め求めておいた成形体の重量と軸方向寸法との相関に基づき狙い重量Waを設定する場合を説明したが、他の手段、例えば所要の焼結密度(空孔率)と各寸法の狙い値とに基づき狙い重量Waを設定した上で圧粉成形を実施することも可能である。もちろん、後述する第3実施形態においても同様である。
【0049】
図6は、本発明の第3実施形態に係る焼結金属軸受の製造方法のフローチャートを示している。同図に示すように、この製造方法は、圧粉成形工程S2にて金属粉末の充填重量に基づき充填量を調整しない代わりに、成形後の重量測定により得た値(測定重量)に基づき測定時以後の金属粉末の充填量を調整する工程を焼結工程S3の前に有する点で第1および第2実施形態とはその構成を異にしている。
【0050】
すなわち、この実施形態に係る製造方法においては、圧粉成形工程S2において、圧縮成形金型に原料粉末Pを充填した後、下パンチ3を予め設定した位置に保持した状態で上パンチ4を下降させ、成形体6を圧縮成形する。このようにして、原料粉末Pの圧粉成形を繰り返し行い、当該成形回数が所定回数に達した場合、成形金型から排出した成形体6の重量を、例えば通常の搬送ライン上に配設した秤量計で測定する。そして、図示しない判定部にて、測定した重量Wmと、予め設定しておいた狙い重量Waとの差ΔW(=Wm−Wa)を算出すると共に、当該重量差ΔWが寸法公差に基づき定まる所定の範囲内に収まっているか否かを判定する。
【0051】
ここで、重量差ΔWが上述の所定範囲から外れていると判定された場合、重量差ΔWに応じて下パンチ3を上昇あるいは下降させることでその鉛直方向位置を変更し、次回以降の充填量の調整を行う。また、重量差ΔWが所定範囲内に収まっていると判定された場合には、この成形体6を次工程たる焼結工程S3へと搬送する。焼結工程S3以後の内容については、第1、第2実施形態と同様であるので、ここでは説明を省略する。
【0052】
このように、所定回数ごとに圧縮成形時における原料粉末Pの充填量を調整することで、成形体6の軸方向寸法を計測することなく高精度に管理することができる。また、成形体6の重量を測定するのであれば、焼結工程S3に至る搬送ライン上で実施することができるので、圧粉成形時に充填重量の測定と充填量調整とを行う場合と比べて、成形金型設備を簡素化でき、また、当該作業に要する時間も短くて済む。なお、ここでいう「所定回数ごと」には、本実施形態における製造方法が、経時変化に伴う充填量の調整のみならず、より小さい周期での成形体寸法のばらつきをも調整する目的で実施されることを鑑みて、最小で「1回ごと」との意が含まれる。
【0053】
上述のようにして製造された焼結金属軸受は、軸方向寸法の精度に優れたものであるから、例えば流体動圧軸受用途に好適に使用される。以下、図7〜図10に基づき、本発明により製造された焼結金属軸受の流体動圧軸受装置への適用例を説明する。なお、以下の説明における『上下』方向は単に各構成要素間の位置関係を容易かつ明確に理解するために用いるに過ぎず、流体動圧軸受装置の設置方向や使用態様等を特定するものではない。
【0054】
図7は、本発明に係る方法で製造された焼結金属軸受を具備した流体動圧軸受装置11を組込んでなる情報機器用スピンドルモータの断面図を示している。このスピンドルモータは、HDD等のディスク駆動装置に用いられるもので、軸12を有する回転体13を回転自在に非接触支持する流体動圧軸受装置11と、例えば半径方向のギャップを介して対向させたステータコイル14およびロータマグネット15と、ブラケット16とを備えている。ステータコイル14はブラケット16の外径側に取付けられ、ロータマグネット15は回転体13を構成するハブ19の外周に取付けられている。流体動圧軸受装置11のハウジング17は、ブラケット16の内周に固定される。回転体13には、図示は省略するが、磁気ディスク等のディスク状情報記録媒体(以下、単にディスクという。)が一又は複数枚保持される。このように構成されたスピンドルモータにおいて、ステータコイル14に通電すると、ステータコイル14とロータマグネット15との間に発生する励磁力でロータマグネット15が回転し、これに伴って、回転体13に保持されたディスクが軸12と一体に回転する。
【0055】
図8は、流体動圧軸受装置11の断面図を示している。この流体動圧軸受装置11は、主にハウジング17と、ハウジング17の内周に固定される焼結金属軸受18、および、焼結金属軸受18に対して相対回転する回転体13とを備えている。
【0056】
回転体13は、ハウジング17の一端開口側に配置されるハブ19と、焼結金属軸受18の内周に挿入される軸12とを有する。
【0057】
ハブ19は金属材料あるいは樹脂材料で形成され、ハウジング17の一端開口側(上側)を覆う円盤部19aと、円盤部19aの外周部から軸方向下方に延びた筒状部19bと、筒状部19bのさらに外周に設けられたディスク搭載面19cおよび鍔部19dとで構成される。図示されていないディスクは、円盤部19aの外周に外嵌され、ディスク搭載面19cに載置される。そして、図示しない適当な保持手段(クランパなど)によってディスクがハブ19に保持される。
【0058】
軸12は、この実施形態ではハブ19と一体に形成され、その下端にフランジ部12bを別体に有する。もちろん、軸12をハブ19と別体に形成することもでき、その際には、軸12の上端をハブ19の中央に設けた孔に圧入、接着等の手段により固定することも可能である。あるいは、異材料で形成される軸12とハブ19の一方をインサート部品として他方を金属や樹脂の射出成形で形成することもできる。
【0059】
焼結金属軸受18は焼結金属の多孔質体であり、概して円筒形状をなす。焼結金属軸受18の内周面18aの全面もしくはその一部には、ラジアル動圧発生部として複数の動圧溝を配列した領域が形成される。この実施形態では、例えば図9に示すように、複数の動圧溝18a1をヘリングボーン形状に配列した領域と、複数の動圧溝18a2を同じくへリングボーン形状に配列した領域とが軸方向に離隔して形成される。上側の動圧溝18a1配列領域では、動圧溝18a1が、軸方向中心(上下の傾斜溝間領域の軸方向中央)に対して軸方向非対称に形成されており、軸方向中心より上側の配列領域の軸方向寸法が下側の配列領域の軸方向寸法よりも大きくなるよう形成されている。
【0060】
焼結金属軸受18の上端面18bの全面もしくはその一部には、スラスト動圧発生部としての複数の動圧溝を配列した領域が形成される。この実施形態では、例えば図10(a)に示すように、複数の動圧溝18b1をスパイラル状に配列した領域が形成されている。この動圧溝18b1配列領域は、図8に示す流体動圧軸受装置11を回転駆動させた状態では、対向するハブ19の円盤部19aの下端面19a1との間に後述する第1スラスト軸受部T1のスラスト軸受隙間を形成する(図8を参照)。
【0061】
また、焼結金属軸受18の下端面18cの全面もしくはその一部には、スラスト動圧発生部としての複数の動圧溝を配列した領域が形成される。この実施形態では、例えば図10(b)に示すように、複数の動圧溝18c1をスパイラル状に配列した領域が形成されている。この動圧溝18c1配列領域は、図8に示す流体動圧軸受装置11を回転駆動させた状態では、対向するフランジ部12bの上端面12b1との間に後述する第2スラスト軸受部T2のスラスト軸受隙間を形成する(図8を参照)。
【0062】
これらスラスト軸受隙間は、流体動圧軸受装置11を組立た時点で自動的に設定される。すなわち、流体動圧軸受装置11を図8の如く組立てた状態では、ハウジング17に固定した焼結金属軸受18を軸方向に挟む位置に、フランジ部12bとハブ19の円盤部19aとが配置される。よって、ハブ19の下端面19a1とフランジ部12bの上端面12b1との対向間隔から、焼結金属軸受18の軸方向寸法を減じた値が双方のスラスト軸受隙間の総和に設定される。
【0063】
これら動圧溝18a1、18b1、18c1配列領域は、上述の動圧溝成形工程S4で焼結金属軸受18となる焼結体の内周面および両端面にそれぞれ成形される。
【0064】
焼結金属軸受18の外周面18dには、1又は複数本の軸方向溝18d1が形成される。この軸方向溝18d1は、ハウジング17に焼結金属軸受18を固定した状態では、ハウジング17の内周面17cとの間に潤滑油の流路を形成する(図8を参照)。
【0065】
ハウジング17は、その軸方向両端を開口した形状をなし、その下端開口部17bを蓋部材20で封口している。ハウジング17の上端面17aと、ハブ19の下端面19a1との軸方向の対向間隔は、焼結金属軸受18の上端面18bと下端面19a1との対向間隔より大きく、ここでは、回転駆動時のロストルク増加に影響しない程度の大きさに設定されている。ハウジング17の内周面17cには、焼結金属軸受18が接着等適宜の手段で固定される。
【0066】
ハウジング17の外周には、上方に向かって漸次拡径するテーパ状のシール面17dが形成される。このテーパ状のシール面17dは、筒状部19bの内周面19b1との間に、ハウジング17の閉塞側(下方)から開口側(上方)に向けて半径方向寸法を漸次縮小させた環状のシール空間Sを形成する。このシール空間Sは、軸12およびハブ19の回転時、第1スラスト軸受部T1のスラスト軸受隙間の外径側と連通しており、各軸受隙間を含む軸受内部空間との間で潤滑油の流通を可能としている。潤滑油を充填した状態では、潤滑油の油面(気液界面)は、常にシール空間S内に維持される。
【0067】
ここで、流体動圧軸受装置11の内部に充填する潤滑油としては、種々のものが使用可能である。この実施形態のように、HDD等のディスク駆動装置用の流体動圧軸受装置に提供される潤滑油には、蒸発率が小さく、かつ低温時の粘度低下が少ないエステル系の潤滑油が好適に使用される。
【0068】
上記構成の流体動圧軸受装置11において、軸12(回転体13)の回転時、焼結金属軸受18の内周面18aのラジアル軸受面となる領域(上下2ヶ所の動圧溝18a1、18a2配列領域)は、軸12の外周面12aとラジアル軸受隙間を介して対向する。そして、軸12の回転に伴い、上記ラジアル軸受隙間の潤滑油が各動圧溝18a1、18a2配列領域の軸方向中心側に押し込まれ、軸方向中心側の領域において潤滑油の圧力が上昇する。このような動圧溝18a1、18a2の動圧作用によって、軸12をラジアル方向に回転自在に非接触支持する第1ラジアル軸受部R1と第2ラジアル軸受部R2とがそれぞれ構成される。
【0069】
また、焼結金属軸受18の上端面18b(動圧溝18b1配列領域)とこれに対向するハブ19の下端面19a1との間のスラスト軸受隙間に、動圧溝18b1の動圧作用により潤滑油の油膜が形成される。また、焼結金属軸受18の下端面18c(動圧溝18c1配列領域)とこれに対向するフランジ部12bの上端面12b1との間のスラスト軸受隙間に、動圧溝18c1の動圧作用により潤滑油の油膜が形成される。そして、これらの油膜の圧力によって、回転体13をスラスト双方向に非接触支持する第1スラスト軸受部T1および第2スラスト軸受部T2が構成される。
【0070】
このように、焼結金属軸受18の両端面18b、18cでスラスト軸受隙間を形成する場合、その軸方向寸法を高精度に仕上げておくことで、上述の如く、双方のスラスト軸受隙間の総和を高精度に管理することができる。従い、良好なスラスト軸受性能を安定して発揮することが可能となる。
【0071】
もちろん、本発明に係る方法で製造された焼結金属軸受は、上記構成の流体動圧軸受装置に限らず、任意構成の流体動圧軸受装置に組み込んで使用することが可能である。また、内周面や両端面の一部に動圧溝が成形されたものであってもよく、もしくは動圧溝を有さない、いわゆる真円軸受として使用することも可能である。
【符号の説明】
【0072】
1 ダイ
2 コアピン
3 下パンチ
4 上パンチ
5 フィーダ
6 成形体
11 流体動圧軸受装置
12 軸
13 回転体
18 焼結金属軸受
18a1、18a2、18b1、18c1 動圧溝
19 ハブ
P 原料粉末
DL ダイ上端面から下パンチ端面までの距離
DU 上パンチの最大下降時におけるダイ上端面から上パンチ端面までの距離
R1、R2 ラジアル軸受部
T1、T2 スラスト軸受部
【特許請求の範囲】
【請求項1】
焼結金属軸受を、金属粉末の圧縮成形で得た成形体を焼結することで製造するに際して、
予め求めておいた成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、金属粉末の測定重量と狙い重量との差に応じて金属粉末の圧縮成形金型への充填量を調整することを特徴とする焼結金属軸受の製造方法。
【請求項2】
焼結金属軸受を、金属粉末の圧縮成形で得た成形体を焼結することで製造するに際して、
予め求めておいた成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、成形体の測定重量と狙い重量との差に応じて次回以降の圧縮成形における金属粉末の圧縮成形金型への充填量を調整することを特徴とする焼結金属軸受の製造方法。
【請求項3】
充填量の調整を、圧縮成形金型の充填深さを変更することで行う請求項1又は2記載の焼結金属軸受の製造方法。
【請求項4】
充填量の調整を行った後に金属粉末の重量を再度測定し、再測定重量と狙い重量との差が所定の範囲内に収まるまで充填量調整および重量測定を繰り返す請求項1記載の焼結金属軸受の製造方法。
【請求項5】
圧縮成形金型に充填した状態の金属粉末の重量を測定する請求項1又は4記載の焼結金属軸受の製造方法。
【請求項6】
圧縮成形で得た成形体の重量を自動的に測定し、この測定重量と狙い重量との差に応じて次回もしくは所定の回数後の圧縮成形における金属粉末の充填量の調整を行う請求項2記載の焼結金属軸受の製造方法。
【請求項1】
焼結金属軸受を、金属粉末の圧縮成形で得た成形体を焼結することで製造するに際して、
予め求めておいた成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、金属粉末の測定重量と狙い重量との差に応じて金属粉末の圧縮成形金型への充填量を調整することを特徴とする焼結金属軸受の製造方法。
【請求項2】
焼結金属軸受を、金属粉末の圧縮成形で得た成形体を焼結することで製造するに際して、
予め求めておいた成形体の重量と軸方向寸法との相関および軸方向寸法の狙い値に基づき狙い重量を定め、成形体の測定重量と狙い重量との差に応じて次回以降の圧縮成形における金属粉末の圧縮成形金型への充填量を調整することを特徴とする焼結金属軸受の製造方法。
【請求項3】
充填量の調整を、圧縮成形金型の充填深さを変更することで行う請求項1又は2記載の焼結金属軸受の製造方法。
【請求項4】
充填量の調整を行った後に金属粉末の重量を再度測定し、再測定重量と狙い重量との差が所定の範囲内に収まるまで充填量調整および重量測定を繰り返す請求項1記載の焼結金属軸受の製造方法。
【請求項5】
圧縮成形金型に充填した状態の金属粉末の重量を測定する請求項1又は4記載の焼結金属軸受の製造方法。
【請求項6】
圧縮成形で得た成形体の重量を自動的に測定し、この測定重量と狙い重量との差に応じて次回もしくは所定の回数後の圧縮成形における金属粉末の充填量の調整を行う請求項2記載の焼結金属軸受の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】

【図9】

【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−74419(P2011−74419A)
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願番号】特願2009−224626(P2009−224626)
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
【公開日】平成23年4月14日(2011.4.14)
【国際特許分類】
【出願日】平成21年9月29日(2009.9.29)
【出願人】(000102692)NTN株式会社 (9,006)
【Fターム(参考)】
[ Back to top ]