
焼結金属部品、およびこの焼結金属部品が取り付けられた製品
【課題】香料が含浸可能な焼結金属部品、およびこの焼結金属部品が取り付けられた製品を提供すること。
【解決手段】第一発明は、平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた、空孔率が20〜35%の焼結金属であって、空孔部に液状の香料が含浸可能にされてなる焼結金属部品を要旨とし、第二発明は、製品の適所に孔が穿ち、この孔に第一発明に係る焼結金属部品が取り付けられてなる製品を要旨とする。
【解決手段】第一発明は、平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた、空孔率が20〜35%の焼結金属であって、空孔部に液状の香料が含浸可能にされてなる焼結金属部品を要旨とし、第二発明は、製品の適所に孔が穿ち、この孔に第一発明に係る焼結金属部品が取り付けられてなる製品を要旨とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、香料が含浸可能な焼結金属部品、およびこの焼結金属部品が取り付けられた製品に関する。さらに詳しくは、宝飾品(ジュエリー)、装身具、装飾品、日用品、置物などの室内の装飾品に取り付けて使用できる香料が含浸可能な焼結金属部品、および香料が含浸可能な焼結金属部品が取り付けられた製品に関する。
【背景技術】
【0002】
ネックレス、ブレスレット、イヤリング、ピアス、指輪、タイピン、タイバーヘアクリップなどの宝飾品、装身具、室内の装飾品に適所に配置される置物には、極めて多くの種類がある。これら商品は、その商品価値を高める目的で、種々の斬新なデザインが施されている。さらに付加価値を高める目的で、香りを付与した装飾品技術が提案されている(特許文献1、特許文献2、特許文献3)。これら特許文献に記載の技術による製品は、石膏鋳型に粉末金属を充填し焼結させているので、製品の空孔部(または空隙部)を形成し、これら空孔部に香料を含浸させて、香る製品とする技術が提案されている。しかしながら、これら提案された方法によると、得られた製品の表面が粗く外観が劣る、空孔部の孔が大きくなり易いので香りの持続性(保香性)に劣る、鋳型では最大径が5mm以下の小型の製品を製造することは困難である、置物に応用することができない、などの欠点があった。
【特許文献1】特開平5−179374号公報
【特許文献2】特開平10−81901号公報
【特許文献3】特開2000−204403号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、このような状況にあって、製品の空孔率(または空隙率)を比較的高く、香料の保香性に優れ、小型の製品でも製造でき香る装飾品技術を提供することを目的として、鋭意検討した結果本発明を完成するに至ったものである。すなわち、本発明の目的は、次のとおりである。
1.空孔率(または空隙率)が高く、香料を含浸させることが可能な焼結金属部品を提供すること。
2.最大径が5mm以下の小型の製品にも適用可能で、必要がある時に焼結金属部品に香料を含浸させ、香りを放つことができる焼結金属部品を提供すること。
3.上の焼結金属部品を製品の一部に取り付け、必要がある時に焼結金属部品に香料を含浸させ、香りを放つことができる製品を提供すること。
4.香りを放つことができる焼結金属部品を一体に取り付けた、宝飾品(ジュエリー)、装身具、装飾品、日用品、置物などを提供すること。
【課題を解決するための手段】
【0004】
上記課題を解決するため、第1発明では、平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた、空孔率が20〜35%の焼結金属であって、空孔部に液状の香料が含浸可能にされてなる焼結金属部品を提供する。
【0005】
また、第2発明では、製品の適所に、平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた空孔率が20〜35%の焼結金属部品であって、空孔部に液状の香料が含浸可能とされた焼結金属部品が取り付けられてなることを特徴とする製品を提供する。
【発明の効果】
【0006】
本発明は、以下詳細に説明するとおりであり、次のような特別に有利な効果を奏し、その産業上の利用価値は極めて大である。
1.本発明の第一発明に係る焼結金属部品は、空孔率(または空隙率)が高く、多量の香料を含浸させることが可能で、あたかも金属が香ると認識され、しかも香りの持続性(保香性)にも優れている。
2.本発明の第一発明に係る焼結金属部品は、微細な金属粉末を焼結させており、その表面の微細な空隙は、肉眼では視認できないので、外観が美麗である。
3.本発明の第一発明に係る金属部品は、最大径が5mm以下の小型の製品にも取り付けできるので、その応用範囲は極めて大である。
4.本発明の第一発明に係る焼結金属部品は、他の製品と組み合わせて使用可能できるので、この焼結金属部品に香料を含浸させた際には、組み合された製品、例えば、宝飾品(ジュエリー)、装身具、装飾品、日用品、置物などに香りを付与することができるので、製品の商品価値を高めることができる。
5.本発明の第二発明に係る製品は、焼結金属部品に香料を含浸させた香料が完全に揮発(飛散)し、香りがなくなった場合には繰り返し香料を含浸させることができるので、商品価値が極めて高い。
【発明を実施するための最良の形態】
【0007】
以下、本発明を詳細に説明する。本発明の第一発明に係る、焼結金属部品は、微細な粒子状金属を焼結させたものであって、粒子間に生じる空隙部(空孔部)に液状の香料を保持するように機能する。焼結金属部品として使用される金属としては、鉄、鉄を主成分とし他の成分との合金が挙げられる。鉄と合金ができる成分としては、例えば、炭素、珪素、クロム、マンガン、ニッケル、タングステンなどとの合金が挙げられる。非鉄金属としては、マグネシウム、アルミニウム、チタン、バナジウム、クロム、マンガン、コバルト、ニッケル、銅、亜鉛、ガリウム、ゲルマニウム、砒素、セレン、ジルコニウム、ニオビウム、モリブデン、ロジウム、パラジウム、銀、カドミウム、インジウム、スズ、アンチモン、テルル、タンタル、タングステン、白金、金、イリジウム、鉛、およびこれら金属の合金が挙げられる。本発明に係る焼結金属部品が調製できる金属は、上に例示したものに限定されるものではない。
【0008】
微細な粒子状金属の平均粒子径は、10〜200μmの範囲のものが好ましい。平均粒子径が10μm未満であると、空孔部(空隙部)を高めることが困難となり、香料を含浸させ難くなる。平均粒子径が200μmを超えると、粒子間に生じる個々の空孔部が大きくなり、含浸させた液状の香料が飛散し易く、香料の保香性が劣る。焼結金属の平均粒子径は、JIS標準ふるい(JIS Z8801)を使用して分級することができる。また、完成した焼結金属部品の平均粒子径は、その表面を顕微鏡で観察することによって確認することができる。
【0009】
焼結金属部品の空孔率(空隙率)は、粒子状金属の平均粒子径により変わるが、20〜35%の範囲で選ぶものとする。空孔率が20%未満であると、含浸させることができる液状香料が少なく、芳香の持続性(保香性)に劣る。空孔率が35%を超えると、この空孔率のものを製造するのが困難となる。より好ましい空孔率は、25〜35%である。空孔率は、粒子状金属の平均粒子径、加熱温度、加圧の有無などによって調節することができる。空孔率は、次式すなわち、{(焼結金属部品の重さ)/(焼結金属部品と同じ体積の同種金属の重さ)}×100、によって計算することができる。
【0010】
本発明の第一発明に係る焼結金属部品は、次の方法で製造される。まず、金属微粉末を型に入れ、押圧して微粉末粒子同士を密着させる。押圧する際の圧力は、金属の種類、粒子の平均粒子径によって異なり、50Pa〜1000MPaの範囲で選ぶことができる。焼結金属部品を取り付ける製品が金属材料よりなるときは、この金属材料製品の適所に穿設した孔を型とすることもできる。金属微粉末を入れる型は、製造しようとする焼結金属部品に応じて、最小径が1.0mm、最大径が20mmの範囲で選ぶことができる。最小径が1.0mm未満であると、含浸させる香料が制限され、保香性が劣るので好ましくない。金属微粉末を入れる型の平面形状は、円形、楕円形、多角形、星型、+(プラス)型、十字(クロス)型、魚型、動物型、動物の角型、昆虫型、花びら型、木の葉型、などが挙げられる。金属微粉末を入れる型の深さ(外観が板状を呈する部品では厚さ)は、上記最小径の寸法、焼結金属部品の用途などに応じて、1.0mm〜15mmの範囲で選ぶことができる。型の深さが1.0mm未満であると、含浸させる香料が制限され、香りの持続性が劣るので好ましくない。型の深さが15mmを超えると、金属微粉末を均一に焼結することが困難となるので好ましくない。
【0011】
焼結金属部品を製造する際には、ついで、粒子状金属の粒子表面が溶融する温度以上の温度に加熱する。加熱温度は、粒子状金属の溶融温度に応じて適温を選ぶものとする。加熱方法は、(1)型から取り出した粒子状金属を、例えば、金属の融点以上の一定温度に維持するように設定した電気炉、または、経過時間とともに温度が変化するタイムスケジュールを設定した電気炉に入れて加熱する方法、(2)型から取り出した粒子状金属を、一定温度に設定した加熱ゾーンを有する加熱炉内、または、温度傾斜を設けて設定した加熱ゾーンを有する加熱炉内を移動させて加熱する方法、(3)型が金属材料製の製品よりなるときは、型に金属微粉末を充填した状態で焼結工程に付し、金属微粉末の焼結と金属材料製品よりなる型とを溶着する方法、などが挙げられる。加熱時間は、粒子状金属の溶融温度と電気炉、加熱ゾーンの設定温度、移動速度に応じて選ぶことができる。得られた焼結金属部品は、使用時に空気中の酸素などとの化学反応によって表面が変色し易い金属製のものは、焼結金属部品表面の微細孔を塞がないようにして、塗布膜を形成するのが好ましい。
【0012】
塗布膜は、(1)焼結金属部品にメッキする方法、(2)焼結金属部品を適切な金属を溶解した溶液に浸漬、塗布、噴霧などの方法により薄膜を形成し、溶媒を飛散させる方法などによればよい。塗布膜を形成する金属の種類は、焼結金属部品の金属の種類、この焼結金属部品を取り付ける製品の金属の種類に応じて、適切な種類を選択すればよく、メッキする金属、溶液に溶解した液に浸漬、塗布、噴霧する金属を選ぶことができる。金属を溶解した溶液の濃度は、焼結金属部品の表面に形成しようとする薄膜の厚さに応じて、適宜変えることができる。
【0013】
本発明の第一発明に係る焼結金属部品は、単独で使用されることはまれで、通常は他の製品に取り付けられて使用される。本発明において取り付けるとは、(イ)上記(3)の方法で金属微粉末の焼結と、金属製品製型との溶着を同時に行う方法、(ロ)あらかじめ作製した焼結金属部品を、製品の壁面に埋め込み固定する方法、(ハ)あらかじめ作製した焼結金属部品を、金属製製品の外側壁面に溶着またはロウ付けする方法、(ニ)あらかじめ作製した焼結金属部品を、製品の壁面に単に載置する方法、などが挙げられる。上記(ロ)ないし(ニ)の方法で取り付ける場合に必要があれば、焼結金属部品を切削加工して、大きさや形状を調整することができる。
【0014】
焼結金属部品を製品に取り付ける例を挙げると、製品が、後記する図1に斜視図として示したペンダントやぬいぐるみに飾る平面形状が十字(クロス)型を呈する小型チャーム(飾り)の場合は、上記(イ)の方法や、上記(ロ)の方法によることができるし、さらに、上記(ハ)の方法により、平面形状が十字(クロス)型を呈する小型チャームの交差部分に、平面形状が星形の焼結金属部品を、溶着またはロウ付けする方法も挙げられる。製品がライターの場合は、適度の大きさの五角形、六角形などの多角形、星型、楕円形などの焼結金属部品を、上記(ロ)の方法によってライターの外壁の適所に埋め込み固定する方法、上記(ハ)の方法によってライターの外壁の適所に溶着またはロウ付けする方法が挙げられる。製品が後記する図2に示した飾り(チャーム)の場合は、その表面または裏面に、上記(イ)ないし(ハ)の方法で取り付けることができる。製品が卓上ライターまたは置時計の場合は、これら製品の台座または壁面の適所に窪みを設け、この窪みに焼結金属部品を単に嵌合させる方法が挙げられる。
【0015】
本発明の第一発明に係る金属部品は、種々の製品に取り付けられる。金属部品が適用できる製品の材料(素材)は特に限定されるものではなく、金属製、木材製、合成樹脂製、皮革製、繊維製、およびこれらを組み合わせたものなどが挙げられる。製品としては、宝飾品(ジュエリー)、装身具、装飾品、置物などの室内の装飾品が挙げられる。宝飾品、装身具、装飾品の具体例としては、イヤリング類(ドロップイアリング、クリップ式イヤリング、ネジ式イヤリング、ピアスなど)、ネックレス類(各種ネックレス、ペンダント、ロケット、ドッグカラーなど)、ブレスレット類(ネームブレスレット、チャームブレスレット、バングルなど)、チャーム(飾り)類(ネームプレート、蹄鉄形チャーム、角形チャーム、ハート型チャーム、十字型チャーム、魚型チャーム、動物型チャーム、動物の角型チャーム、昆虫型チャーム、花びら型チャーム、木の葉型チャームなど)、指輪類(シグネットリング、バンド型リング、クラスリング、ソリテール型リング、結婚指輪、婚約指輪など)、ピン類(ブローチ、スチックピン、タイピン、カラーバー、タイバーなど)、ヘアピン、ヘアクリップ、髪どめ、名刺入れ、財布、札入れ、小銭入れ、カードケース、キーホルダー、メガネ、ライター、携帯電話、腕時計バンド、各種ストラップ、ジッパー、ブーツ、靴、バンド、ハンドバッグなどの各種バッグ、ポーチ、根付けなどが挙げられる。室内の装飾品としては、卓上ライター、卓上灰皿、花瓶、写真たて、オルゴール、宝石箱、各種トレイ、地球儀、電話台、ラジオ、テレビジョンなどが挙げられる。これらの他、自動車のステアリングホイール、ダッシュボードなどの内装品のほか、各種標章・紋章(エンブレム)、各種マグネット、カフスボタンなどの各種ボタン、各種ラベル、各種組みひも、スプーンなどの日用品が挙げられる。本発明に係る焼結金属部品が適用できる製品は、上に例示したものに限定されるものではない。
【0016】
本発明の第一発明に係る焼結金属部品の製品への取り付けには、取り付ける製品(対象物)の種類、材料(素材)などにより適宜選ぶことができる。製品が金属製、木材製、合成樹脂製、皮革製の場合は、製品の壁面に埋め込んだり、製品の外側壁面に付着させたりすることができる。製品がライターの場合は、前記したとおり、外壁の適所に付着す方法、製品がオルゴール場合は蓋または外壁の適所に埋め込む方法、付着する方法、製品が繊維、織布、組みひもなど場合は、ストラップで金属部品を取り付けたチャーム(飾り)を吊下げる方法、ぬいぐるみの場合は目や鼻に埋め込んだり、ストラップで金属部品を取り付けたチャームを吊下げたりする方法、製品が自動車のステアリングホイールの場合は、ホイールの適所に取り付ける方法などによることができる。
【0017】
製品に焼結金属部品を埋め込む場合は、前記(イ)として記載したとおり、製品が金属材料よりなるときは、金属製製品に穿設した孔に金属微粉末を充填し、焼結と溶着とを同時に行うことができる。この手順を採用しない場合は、まず、製品の適所に孔を穿つ。この孔は、貫通孔でも、単なる窪みであってもよい。製品に孔を穿つ場所は、使用時に香りを効果的に感知できる場所を選ぶのが好ましい。例えば、クリップ式イヤリングにあっては金属性クリップの適所に、ペンダント型ネックレスにあってはペンダントの適所に、チャームブレスレットにあってはチャームの一個、または長い鎖を構成する鎖の一単位に、腕時計のバンドも長い鎖を構成する鎖の一単位とするのが好適である。孔の大きさ、形状、深さなどは特に制約はなく、焼結金属部品を嵌合することができればよく、焼結金属部品の大きさ、形状、厚さなどにより、適宜決定するのがよい。次いで、この孔に第一発明に係る焼結金属部品を取り付ける。
【0018】
焼結金属部品を埋め込む製品が金属材料よりなるものである場合の金属は、焼結金属部品用金属として例示したものから選ぶことができる。この際の金属製品および焼結金属部品を構成する金属は、双方の金属の融点差が、0〜50℃の範囲内にあるもので組み合わせるのが好ましい。これは、双方の金属の融点差が小さいほど、双方の金属界面がほぼ同じ温度で溶融され、金属界面が好ましく溶着されるからである。金属製品および焼結金属部品を構成する金属を同種の金属によって構成すると、界面が一層好ましく溶着される。また、金属製品の双方の金属を、ロウ付けによって取り付ける際には、当該金属専用のロウ付けを行なうと、界面が一層好ましく溶着され、仕上げ製品を薬品で洗浄しても界面にロウ付け線が現れることもなく、好ましい。また、双方の金属を同種の貴金属によって構成すると、商品価値が高まりとりわけ好適である。
【0019】
第一発明に係る焼結金属部品を取り付けた製品には、焼結金属部品に香料を含浸させる。焼結金属部品に含浸させることができる香料は、匂い分子が鼻の受容細胞に達し、そこで相互作用を起こし、匂いを嗅いだ際に快感や癒し感を与えるものをいう。香料は天然香料でも合成香料でもよく、発散性香料薬であってもよい。通常は、複素の香料を組み合わせて使用される。発散性香料薬は、匂いを発散しこれを吸い込むことによって薬効がある香料をいう。香料の中でも、市販されているオードトワレ、オードパーヒューム、オーデコロンなどの香水の中から選び、使用することができる。
【0020】
合成香料の代表的なものとして次のような化合物が挙げられるが、合成香料は、以下に例示したものに限定されるものではない。6−アセチル−1,1,2,4,4,7−ヘキサメチルテトラヒドロナフタリン、アミルシンナミックアルデヒド、安息香酸ベンジル、イソオイゲノール、イソカンフィルシクロヘキサノール、イソ吉草酸エチル、イソチオシアン酸アリル、イロン、γ−ウンデカラクトン、ウンデシルアルデヒド、エチルバニリン、エチレンドデカンジオエート、エチレンブラシレート、10−オキサヘキサデカノリド、カプロン酸エチル、ガラクソリド、L−カルボン、ギ酸ゲラニル、ギ酸シトロネリル、ケイ皮アルコール、ケイ皮酸エチル、ゲラニオール、酢酸イソオイゲノール、酢酸シトロネリル、酢酸シンナミル、酢酸ジヒドロテルピニル、酢酸ジメチルベンジルカルビニル、酢酸テルビウム、酢酸トリシクロデセニル、酢酸ブチルシクロヘキシル、酢酸ベンジル、サリチル酸イソアミル、サリチル酸ベンジル、サリチル酸メチルなどが挙げられる。
【0021】
さらに、シクラメンアルデヒド、シクロペンタンデカノリド、シス−ジャスモン、シス−ヘキセノール、シトラール、シトロネラール、シトロネロール、ジヒドロジュアスミン酸メチル、ジヒドロジャスモン、ジメチルベンジルカルビノール、3,4−ジメトキシベンズアルデヒド、ジャスミンラクトン、デシルアルデヒド、テトラヒドロリナロール、テルピネオール、β−ナフチルエチルエーテル、β−ナフチルメチルエーテル、ノナラクトン、バニリン、ヒドロキシシトロネラール、4(3)−(4−ヒドロキシ−4−メチルペンチル)−3−シクロヘキセン−1−カルボキシアルデヒド、フェニルアセトアルデヒド、β−フェニルエチルアルコール、フェニル酢酸エチル、p−t−ブチル−α−メチルヒドロシンナミックアルデヒド、プロピオン酸イソアミル、プロピオン酸エチル、プロピオン酸ベンジル、ヘキシルシンナミックアルデヒド、ヘリオトロピン、ボルネオール、マルトール、p−メチルアセトフェノン、N−メチルアントラニル酸メチル、p−メチルフェニルアセトアルデヒド、メチルフェニルグリシッド酸エチル、メチルヨノン、L−メントール、α−ヨノン、酪酸、酪酸イソアミル、酪酸イソプロピル、酪酸エチル、酪酸ブチル、リナロール、リモネンおよびジペンテン、ローズフェノン、ロジンノールなどが挙げられる。
【0022】
香料は、上記のとおり、複数のものを組み合わせて使用される。香料は、アルコール類、その他有機溶媒(混合物であってもよい)や水に溶解または分散させ、界面活性剤を加えて液状香料の表面張力を小さくして使用するのが好ましい。金属部品に含浸させるには、スプレー法、滴下法、ディッピング法などによることができる。香料は、常時香料を含浸させておく必要はなく、必要がある時に焼結金属部品に含浸させるのが好ましい。焼結金属部品に繰り返し含浸させることによって、香る焼結金属部品として長期間使用可能である。
【実施例】
【0023】
以下、本発明を図面に基づいてさらに詳細に説明するが、本発明はその要旨を超えない限り、以下に記載した例に制限されるものではない。
【0024】
以下、本発明を図面に基づいて説明する。図1は、ネックレスに平面形状が十字型チャームを取り付けた例であり、図2は十字型チャームの他の例の正面図であり、図3はチャーム(飾り)の例の斜視図であり、表面または裏面の適所に、焼結金属が貼り付け、これに香水を含浸させる。図4はチャームブレスレットの一例の正面図であり、このチャームの表面または裏面の適所に貼り付け、これに香水を含浸させることができる焼結金属であり、この焼結金属の厚さや大きさは、これを貼り付ける製品の大きさに応じて選ぶことができることは、前記したとおりである。図5は、金属枠に金属微粉末を充填した状態で焼結工程に付した焼結金属体の一例の正面図であり、図6は、金属枠に金属微粉末を充填した状態で焼結工程に付した焼結金属体の他の例の正面図である。
【0025】
次に、本発明に係る焼結金属に香水を含浸させた例を説明する。図1において、十字型チャーム2は、銀(融点:962℃)よりなり、短軸3の長さが6.5mm、長軸4の長さが13mm、軸の幅が2.5mm、厚さが1.2mmの大きさである。この十字チャームの短軸、長軸には、図1に示したように、十字型チャーム2には、焼結金属部品5を形成する十字型の貫通孔を穿設した。この貫通孔に、平均粒子径が30μmの銀の粉末を充填し、960℃で3時間加熱して、銀の微粉末を焼結させて焼結金属部品5とし、同時にこの焼結金属部品5を十字型チャーム2に溶着させた。焼結金属部品5の空孔率は、30%であった。得られた十字型チャーム2の焼結金属部品5に、図1に示したように、噴霧器6によって香水(シャネル社製、商品名:シャネル#5)を噴霧法によって含浸させて、香る十字型チャーム2を得た。このチャームの香水の保香期間は、約30日間だった。
【0026】
上記十字型チャーム2にオードトワレ(エスカーダ社製、商品名:センチメントフォーメン)を噴霧法によって含浸させて、香る十字型チャーム2を得た。このチャームの香水の保香期間は、約4週間だった。
【0027】
上記十字型チャーム2に香水(ニコス社製、商品名:スカルプチャーオム)を噴霧法によって含浸させて、香る十字型チャーム2を得た。このチャームの香水の保香期間は、約10日間であった。
【0028】
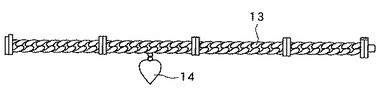
図2は、十字型チャームの他の例の正面図であり、図2において8は外枠、9は焼結金属部品で、個の部分に香水を含浸させることができる。図3は、チャームブレスレットの一例の正面図であり、図3において、(a)はネームプレート型、(b)は蹄鉄型、(c)は角型のチャーム(飾り)の例の斜視図である。これらチャームの表側または裏側の適所に、金属部品を埋め込みまたは貼り付け、これに香料を含浸させて香る金属部品とすることができる。図4に示した製品では、チャームブレスレット8を構成する鎖の一単位、または、チャーム9に金属部品を埋め込み、これに香料を含浸させて香る金属部品とすることができる。
【0029】
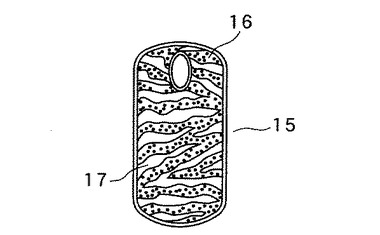
図5は、銀製の楕円形の金属枠15(長径25mm、幅12mm、厚さ1.2mm)であって、表面側に凹状窪み16を設けて外観がゼブラの模様17を形成した。凹状窪み16に平均粒子径が30μmの銀の粉末を充填し、960℃で3時間加熱して、銀の微粉末を焼結させて焼結金属部分を形成した。この凹状窪み17の焼結金属部分に、香水(エスカーダ社製、商品名:センチメントメンズ)を噴霧法によって含浸させて、香るゼブラ状プレートを得た。このプレートの保香期間は、約30日間であった。
【0030】
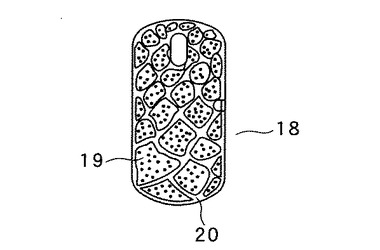
図6は、銀製の楕円形の金属枠18(長径25mm、幅12mm、厚さ1.2mm)であって、表面側に凹状窪み19を形成したリザード(鰐の皮)の模様20を形成した。凹状窪み19に平均粒子径が30μmの銀の粉末を充填し、960℃で3時間加熱して、銀の微粉末を焼結させて焼結金属部分18を形成した。この焼結金属部分18に、香水(ニコス社製、商品名:ニコスフォーメン)を噴霧法によって含浸させて、香るゼブラ状プレートを得た。このプレートの保香期間は、約30日間であった。
【産業上の利用可能性】
【0031】
本発明に係る焼結金属部品は、本発明の第一発明に係る金属部品は、種々の製品に取り付けられる。金属部品が適用できる製品の材料(素材)は特に限定されるものではなく、金属製、木材製、合成樹脂製、皮革製、繊維製、およびこれらを組み合わせたものなどが挙げられる。製品としては、宝飾品(ジュエリー)、装身具、装飾品、置物などの室内の装飾品が挙げられる。宝飾品、装身具、装飾品の具体例としては、イヤリング類(ドロップイアリング、クリップ式イヤリング、ネジ式イヤリング、ピアスなど)、ネックレス類(各種ネックレス、ペンダント、ロケット、ドッグカラーなど)、ブレスレット類(ネームブレスレット、チャームブレスレット、バングルなど)、チャーム(飾り)類(ネームプレート、蹄鉄形チャーム、角形チャーム、ハート型チャーム、十字型チャーム、魚型チャーム、動物型チャーム、動物の角型チャーム、昆虫型チャーム、花びら型チャーム、木の葉型チャームなど)、指輪類(シグネットリング、バンド型リング、クラスリング、ソリテール型リング、結婚指輪、婚約指輪など)、ピン類(ブローチ、スチックピン、タイピン、カラーバー、タイバーなど)、ヘアピン、ヘアクリップ、髪どめ、名刺入れ、財布、札入れ、小銭入れ、カードケース、キーホルダー、メガネ、ライター、携帯電話、腕時計バンド、各種ストラップ、ジッパー、ブーツ、靴、バンド、ハンドバッグなどの各種バッグ、ポーチ、根付けなどが挙げられる。室内の装飾品としては、卓上ライター、卓上灰皿、花瓶、写真たて、オルゴール、宝石箱、各種トレイ、地球儀、電話台、ラジオ、テレビジョンなどが挙げられる。これらの他、自動車のステアリングホイール、ダッシュボードなどの内装品のほか、各種標章・紋章(エンブレム)、各種マグネット、カフスボタンなどの各種ボタン、各種ラベル、各種組みひも、スプーンなどの日用品が挙げられる。これら製品は、必要がある時に焼結金属部品に香料を含浸させ、香りを放つことができる製品とすることができる。
【図面の簡単な説明】
【0032】
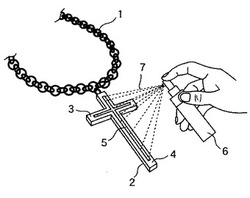
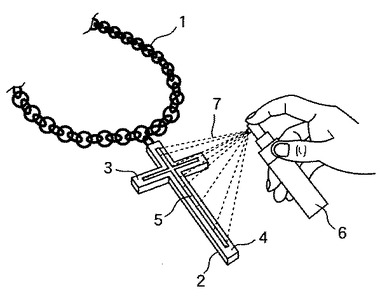
【図1】ネックレスに平面形状が十字型チャームを取り付けた製品の一例を示す斜視図である。
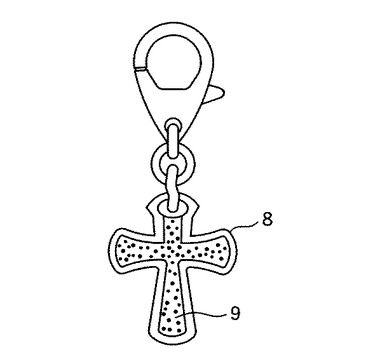
【図2】十字型チャームの他の例の正面図である。
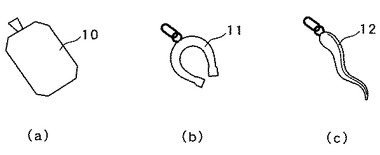
【図3】チャーム(飾り)の例の斜視図である。
【図4】チャームブレスレットの一例の拡大正面図である。
【図5】金属枠に金属微粉末を充填した状態で焼結工程に付した焼結金属体の一例の正面図である。
【図6】金属枠に金属微粉末を充填した状態で焼結工程に付した焼結金属体の他の例の正面図である。
【符号の説明】
【0033】
1:ネックレス
2、8:平面形状が十字チャームの外枠
3:短軸
4:長軸
5、9:金属部品
6:噴霧器
7:香水
10、11、12、14:チャーム
13:チャームブレスレット
15、18:金属枠
16、19:凹状窪み
17、20:焼結金属部分
【技術分野】
【0001】
本発明は、香料が含浸可能な焼結金属部品、およびこの焼結金属部品が取り付けられた製品に関する。さらに詳しくは、宝飾品(ジュエリー)、装身具、装飾品、日用品、置物などの室内の装飾品に取り付けて使用できる香料が含浸可能な焼結金属部品、および香料が含浸可能な焼結金属部品が取り付けられた製品に関する。
【背景技術】
【0002】
ネックレス、ブレスレット、イヤリング、ピアス、指輪、タイピン、タイバーヘアクリップなどの宝飾品、装身具、室内の装飾品に適所に配置される置物には、極めて多くの種類がある。これら商品は、その商品価値を高める目的で、種々の斬新なデザインが施されている。さらに付加価値を高める目的で、香りを付与した装飾品技術が提案されている(特許文献1、特許文献2、特許文献3)。これら特許文献に記載の技術による製品は、石膏鋳型に粉末金属を充填し焼結させているので、製品の空孔部(または空隙部)を形成し、これら空孔部に香料を含浸させて、香る製品とする技術が提案されている。しかしながら、これら提案された方法によると、得られた製品の表面が粗く外観が劣る、空孔部の孔が大きくなり易いので香りの持続性(保香性)に劣る、鋳型では最大径が5mm以下の小型の製品を製造することは困難である、置物に応用することができない、などの欠点があった。
【特許文献1】特開平5−179374号公報
【特許文献2】特開平10−81901号公報
【特許文献3】特開2000−204403号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明は、このような状況にあって、製品の空孔率(または空隙率)を比較的高く、香料の保香性に優れ、小型の製品でも製造でき香る装飾品技術を提供することを目的として、鋭意検討した結果本発明を完成するに至ったものである。すなわち、本発明の目的は、次のとおりである。
1.空孔率(または空隙率)が高く、香料を含浸させることが可能な焼結金属部品を提供すること。
2.最大径が5mm以下の小型の製品にも適用可能で、必要がある時に焼結金属部品に香料を含浸させ、香りを放つことができる焼結金属部品を提供すること。
3.上の焼結金属部品を製品の一部に取り付け、必要がある時に焼結金属部品に香料を含浸させ、香りを放つことができる製品を提供すること。
4.香りを放つことができる焼結金属部品を一体に取り付けた、宝飾品(ジュエリー)、装身具、装飾品、日用品、置物などを提供すること。
【課題を解決するための手段】
【0004】
上記課題を解決するため、第1発明では、平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた、空孔率が20〜35%の焼結金属であって、空孔部に液状の香料が含浸可能にされてなる焼結金属部品を提供する。
【0005】
また、第2発明では、製品の適所に、平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた空孔率が20〜35%の焼結金属部品であって、空孔部に液状の香料が含浸可能とされた焼結金属部品が取り付けられてなることを特徴とする製品を提供する。
【発明の効果】
【0006】
本発明は、以下詳細に説明するとおりであり、次のような特別に有利な効果を奏し、その産業上の利用価値は極めて大である。
1.本発明の第一発明に係る焼結金属部品は、空孔率(または空隙率)が高く、多量の香料を含浸させることが可能で、あたかも金属が香ると認識され、しかも香りの持続性(保香性)にも優れている。
2.本発明の第一発明に係る焼結金属部品は、微細な金属粉末を焼結させており、その表面の微細な空隙は、肉眼では視認できないので、外観が美麗である。
3.本発明の第一発明に係る金属部品は、最大径が5mm以下の小型の製品にも取り付けできるので、その応用範囲は極めて大である。
4.本発明の第一発明に係る焼結金属部品は、他の製品と組み合わせて使用可能できるので、この焼結金属部品に香料を含浸させた際には、組み合された製品、例えば、宝飾品(ジュエリー)、装身具、装飾品、日用品、置物などに香りを付与することができるので、製品の商品価値を高めることができる。
5.本発明の第二発明に係る製品は、焼結金属部品に香料を含浸させた香料が完全に揮発(飛散)し、香りがなくなった場合には繰り返し香料を含浸させることができるので、商品価値が極めて高い。
【発明を実施するための最良の形態】
【0007】
以下、本発明を詳細に説明する。本発明の第一発明に係る、焼結金属部品は、微細な粒子状金属を焼結させたものであって、粒子間に生じる空隙部(空孔部)に液状の香料を保持するように機能する。焼結金属部品として使用される金属としては、鉄、鉄を主成分とし他の成分との合金が挙げられる。鉄と合金ができる成分としては、例えば、炭素、珪素、クロム、マンガン、ニッケル、タングステンなどとの合金が挙げられる。非鉄金属としては、マグネシウム、アルミニウム、チタン、バナジウム、クロム、マンガン、コバルト、ニッケル、銅、亜鉛、ガリウム、ゲルマニウム、砒素、セレン、ジルコニウム、ニオビウム、モリブデン、ロジウム、パラジウム、銀、カドミウム、インジウム、スズ、アンチモン、テルル、タンタル、タングステン、白金、金、イリジウム、鉛、およびこれら金属の合金が挙げられる。本発明に係る焼結金属部品が調製できる金属は、上に例示したものに限定されるものではない。
【0008】
微細な粒子状金属の平均粒子径は、10〜200μmの範囲のものが好ましい。平均粒子径が10μm未満であると、空孔部(空隙部)を高めることが困難となり、香料を含浸させ難くなる。平均粒子径が200μmを超えると、粒子間に生じる個々の空孔部が大きくなり、含浸させた液状の香料が飛散し易く、香料の保香性が劣る。焼結金属の平均粒子径は、JIS標準ふるい(JIS Z8801)を使用して分級することができる。また、完成した焼結金属部品の平均粒子径は、その表面を顕微鏡で観察することによって確認することができる。
【0009】
焼結金属部品の空孔率(空隙率)は、粒子状金属の平均粒子径により変わるが、20〜35%の範囲で選ぶものとする。空孔率が20%未満であると、含浸させることができる液状香料が少なく、芳香の持続性(保香性)に劣る。空孔率が35%を超えると、この空孔率のものを製造するのが困難となる。より好ましい空孔率は、25〜35%である。空孔率は、粒子状金属の平均粒子径、加熱温度、加圧の有無などによって調節することができる。空孔率は、次式すなわち、{(焼結金属部品の重さ)/(焼結金属部品と同じ体積の同種金属の重さ)}×100、によって計算することができる。
【0010】
本発明の第一発明に係る焼結金属部品は、次の方法で製造される。まず、金属微粉末を型に入れ、押圧して微粉末粒子同士を密着させる。押圧する際の圧力は、金属の種類、粒子の平均粒子径によって異なり、50Pa〜1000MPaの範囲で選ぶことができる。焼結金属部品を取り付ける製品が金属材料よりなるときは、この金属材料製品の適所に穿設した孔を型とすることもできる。金属微粉末を入れる型は、製造しようとする焼結金属部品に応じて、最小径が1.0mm、最大径が20mmの範囲で選ぶことができる。最小径が1.0mm未満であると、含浸させる香料が制限され、保香性が劣るので好ましくない。金属微粉末を入れる型の平面形状は、円形、楕円形、多角形、星型、+(プラス)型、十字(クロス)型、魚型、動物型、動物の角型、昆虫型、花びら型、木の葉型、などが挙げられる。金属微粉末を入れる型の深さ(外観が板状を呈する部品では厚さ)は、上記最小径の寸法、焼結金属部品の用途などに応じて、1.0mm〜15mmの範囲で選ぶことができる。型の深さが1.0mm未満であると、含浸させる香料が制限され、香りの持続性が劣るので好ましくない。型の深さが15mmを超えると、金属微粉末を均一に焼結することが困難となるので好ましくない。
【0011】
焼結金属部品を製造する際には、ついで、粒子状金属の粒子表面が溶融する温度以上の温度に加熱する。加熱温度は、粒子状金属の溶融温度に応じて適温を選ぶものとする。加熱方法は、(1)型から取り出した粒子状金属を、例えば、金属の融点以上の一定温度に維持するように設定した電気炉、または、経過時間とともに温度が変化するタイムスケジュールを設定した電気炉に入れて加熱する方法、(2)型から取り出した粒子状金属を、一定温度に設定した加熱ゾーンを有する加熱炉内、または、温度傾斜を設けて設定した加熱ゾーンを有する加熱炉内を移動させて加熱する方法、(3)型が金属材料製の製品よりなるときは、型に金属微粉末を充填した状態で焼結工程に付し、金属微粉末の焼結と金属材料製品よりなる型とを溶着する方法、などが挙げられる。加熱時間は、粒子状金属の溶融温度と電気炉、加熱ゾーンの設定温度、移動速度に応じて選ぶことができる。得られた焼結金属部品は、使用時に空気中の酸素などとの化学反応によって表面が変色し易い金属製のものは、焼結金属部品表面の微細孔を塞がないようにして、塗布膜を形成するのが好ましい。
【0012】
塗布膜は、(1)焼結金属部品にメッキする方法、(2)焼結金属部品を適切な金属を溶解した溶液に浸漬、塗布、噴霧などの方法により薄膜を形成し、溶媒を飛散させる方法などによればよい。塗布膜を形成する金属の種類は、焼結金属部品の金属の種類、この焼結金属部品を取り付ける製品の金属の種類に応じて、適切な種類を選択すればよく、メッキする金属、溶液に溶解した液に浸漬、塗布、噴霧する金属を選ぶことができる。金属を溶解した溶液の濃度は、焼結金属部品の表面に形成しようとする薄膜の厚さに応じて、適宜変えることができる。
【0013】
本発明の第一発明に係る焼結金属部品は、単独で使用されることはまれで、通常は他の製品に取り付けられて使用される。本発明において取り付けるとは、(イ)上記(3)の方法で金属微粉末の焼結と、金属製品製型との溶着を同時に行う方法、(ロ)あらかじめ作製した焼結金属部品を、製品の壁面に埋め込み固定する方法、(ハ)あらかじめ作製した焼結金属部品を、金属製製品の外側壁面に溶着またはロウ付けする方法、(ニ)あらかじめ作製した焼結金属部品を、製品の壁面に単に載置する方法、などが挙げられる。上記(ロ)ないし(ニ)の方法で取り付ける場合に必要があれば、焼結金属部品を切削加工して、大きさや形状を調整することができる。
【0014】
焼結金属部品を製品に取り付ける例を挙げると、製品が、後記する図1に斜視図として示したペンダントやぬいぐるみに飾る平面形状が十字(クロス)型を呈する小型チャーム(飾り)の場合は、上記(イ)の方法や、上記(ロ)の方法によることができるし、さらに、上記(ハ)の方法により、平面形状が十字(クロス)型を呈する小型チャームの交差部分に、平面形状が星形の焼結金属部品を、溶着またはロウ付けする方法も挙げられる。製品がライターの場合は、適度の大きさの五角形、六角形などの多角形、星型、楕円形などの焼結金属部品を、上記(ロ)の方法によってライターの外壁の適所に埋め込み固定する方法、上記(ハ)の方法によってライターの外壁の適所に溶着またはロウ付けする方法が挙げられる。製品が後記する図2に示した飾り(チャーム)の場合は、その表面または裏面に、上記(イ)ないし(ハ)の方法で取り付けることができる。製品が卓上ライターまたは置時計の場合は、これら製品の台座または壁面の適所に窪みを設け、この窪みに焼結金属部品を単に嵌合させる方法が挙げられる。
【0015】
本発明の第一発明に係る金属部品は、種々の製品に取り付けられる。金属部品が適用できる製品の材料(素材)は特に限定されるものではなく、金属製、木材製、合成樹脂製、皮革製、繊維製、およびこれらを組み合わせたものなどが挙げられる。製品としては、宝飾品(ジュエリー)、装身具、装飾品、置物などの室内の装飾品が挙げられる。宝飾品、装身具、装飾品の具体例としては、イヤリング類(ドロップイアリング、クリップ式イヤリング、ネジ式イヤリング、ピアスなど)、ネックレス類(各種ネックレス、ペンダント、ロケット、ドッグカラーなど)、ブレスレット類(ネームブレスレット、チャームブレスレット、バングルなど)、チャーム(飾り)類(ネームプレート、蹄鉄形チャーム、角形チャーム、ハート型チャーム、十字型チャーム、魚型チャーム、動物型チャーム、動物の角型チャーム、昆虫型チャーム、花びら型チャーム、木の葉型チャームなど)、指輪類(シグネットリング、バンド型リング、クラスリング、ソリテール型リング、結婚指輪、婚約指輪など)、ピン類(ブローチ、スチックピン、タイピン、カラーバー、タイバーなど)、ヘアピン、ヘアクリップ、髪どめ、名刺入れ、財布、札入れ、小銭入れ、カードケース、キーホルダー、メガネ、ライター、携帯電話、腕時計バンド、各種ストラップ、ジッパー、ブーツ、靴、バンド、ハンドバッグなどの各種バッグ、ポーチ、根付けなどが挙げられる。室内の装飾品としては、卓上ライター、卓上灰皿、花瓶、写真たて、オルゴール、宝石箱、各種トレイ、地球儀、電話台、ラジオ、テレビジョンなどが挙げられる。これらの他、自動車のステアリングホイール、ダッシュボードなどの内装品のほか、各種標章・紋章(エンブレム)、各種マグネット、カフスボタンなどの各種ボタン、各種ラベル、各種組みひも、スプーンなどの日用品が挙げられる。本発明に係る焼結金属部品が適用できる製品は、上に例示したものに限定されるものではない。
【0016】
本発明の第一発明に係る焼結金属部品の製品への取り付けには、取り付ける製品(対象物)の種類、材料(素材)などにより適宜選ぶことができる。製品が金属製、木材製、合成樹脂製、皮革製の場合は、製品の壁面に埋め込んだり、製品の外側壁面に付着させたりすることができる。製品がライターの場合は、前記したとおり、外壁の適所に付着す方法、製品がオルゴール場合は蓋または外壁の適所に埋め込む方法、付着する方法、製品が繊維、織布、組みひもなど場合は、ストラップで金属部品を取り付けたチャーム(飾り)を吊下げる方法、ぬいぐるみの場合は目や鼻に埋め込んだり、ストラップで金属部品を取り付けたチャームを吊下げたりする方法、製品が自動車のステアリングホイールの場合は、ホイールの適所に取り付ける方法などによることができる。
【0017】
製品に焼結金属部品を埋め込む場合は、前記(イ)として記載したとおり、製品が金属材料よりなるときは、金属製製品に穿設した孔に金属微粉末を充填し、焼結と溶着とを同時に行うことができる。この手順を採用しない場合は、まず、製品の適所に孔を穿つ。この孔は、貫通孔でも、単なる窪みであってもよい。製品に孔を穿つ場所は、使用時に香りを効果的に感知できる場所を選ぶのが好ましい。例えば、クリップ式イヤリングにあっては金属性クリップの適所に、ペンダント型ネックレスにあってはペンダントの適所に、チャームブレスレットにあってはチャームの一個、または長い鎖を構成する鎖の一単位に、腕時計のバンドも長い鎖を構成する鎖の一単位とするのが好適である。孔の大きさ、形状、深さなどは特に制約はなく、焼結金属部品を嵌合することができればよく、焼結金属部品の大きさ、形状、厚さなどにより、適宜決定するのがよい。次いで、この孔に第一発明に係る焼結金属部品を取り付ける。
【0018】
焼結金属部品を埋め込む製品が金属材料よりなるものである場合の金属は、焼結金属部品用金属として例示したものから選ぶことができる。この際の金属製品および焼結金属部品を構成する金属は、双方の金属の融点差が、0〜50℃の範囲内にあるもので組み合わせるのが好ましい。これは、双方の金属の融点差が小さいほど、双方の金属界面がほぼ同じ温度で溶融され、金属界面が好ましく溶着されるからである。金属製品および焼結金属部品を構成する金属を同種の金属によって構成すると、界面が一層好ましく溶着される。また、金属製品の双方の金属を、ロウ付けによって取り付ける際には、当該金属専用のロウ付けを行なうと、界面が一層好ましく溶着され、仕上げ製品を薬品で洗浄しても界面にロウ付け線が現れることもなく、好ましい。また、双方の金属を同種の貴金属によって構成すると、商品価値が高まりとりわけ好適である。
【0019】
第一発明に係る焼結金属部品を取り付けた製品には、焼結金属部品に香料を含浸させる。焼結金属部品に含浸させることができる香料は、匂い分子が鼻の受容細胞に達し、そこで相互作用を起こし、匂いを嗅いだ際に快感や癒し感を与えるものをいう。香料は天然香料でも合成香料でもよく、発散性香料薬であってもよい。通常は、複素の香料を組み合わせて使用される。発散性香料薬は、匂いを発散しこれを吸い込むことによって薬効がある香料をいう。香料の中でも、市販されているオードトワレ、オードパーヒューム、オーデコロンなどの香水の中から選び、使用することができる。
【0020】
合成香料の代表的なものとして次のような化合物が挙げられるが、合成香料は、以下に例示したものに限定されるものではない。6−アセチル−1,1,2,4,4,7−ヘキサメチルテトラヒドロナフタリン、アミルシンナミックアルデヒド、安息香酸ベンジル、イソオイゲノール、イソカンフィルシクロヘキサノール、イソ吉草酸エチル、イソチオシアン酸アリル、イロン、γ−ウンデカラクトン、ウンデシルアルデヒド、エチルバニリン、エチレンドデカンジオエート、エチレンブラシレート、10−オキサヘキサデカノリド、カプロン酸エチル、ガラクソリド、L−カルボン、ギ酸ゲラニル、ギ酸シトロネリル、ケイ皮アルコール、ケイ皮酸エチル、ゲラニオール、酢酸イソオイゲノール、酢酸シトロネリル、酢酸シンナミル、酢酸ジヒドロテルピニル、酢酸ジメチルベンジルカルビニル、酢酸テルビウム、酢酸トリシクロデセニル、酢酸ブチルシクロヘキシル、酢酸ベンジル、サリチル酸イソアミル、サリチル酸ベンジル、サリチル酸メチルなどが挙げられる。
【0021】
さらに、シクラメンアルデヒド、シクロペンタンデカノリド、シス−ジャスモン、シス−ヘキセノール、シトラール、シトロネラール、シトロネロール、ジヒドロジュアスミン酸メチル、ジヒドロジャスモン、ジメチルベンジルカルビノール、3,4−ジメトキシベンズアルデヒド、ジャスミンラクトン、デシルアルデヒド、テトラヒドロリナロール、テルピネオール、β−ナフチルエチルエーテル、β−ナフチルメチルエーテル、ノナラクトン、バニリン、ヒドロキシシトロネラール、4(3)−(4−ヒドロキシ−4−メチルペンチル)−3−シクロヘキセン−1−カルボキシアルデヒド、フェニルアセトアルデヒド、β−フェニルエチルアルコール、フェニル酢酸エチル、p−t−ブチル−α−メチルヒドロシンナミックアルデヒド、プロピオン酸イソアミル、プロピオン酸エチル、プロピオン酸ベンジル、ヘキシルシンナミックアルデヒド、ヘリオトロピン、ボルネオール、マルトール、p−メチルアセトフェノン、N−メチルアントラニル酸メチル、p−メチルフェニルアセトアルデヒド、メチルフェニルグリシッド酸エチル、メチルヨノン、L−メントール、α−ヨノン、酪酸、酪酸イソアミル、酪酸イソプロピル、酪酸エチル、酪酸ブチル、リナロール、リモネンおよびジペンテン、ローズフェノン、ロジンノールなどが挙げられる。
【0022】
香料は、上記のとおり、複数のものを組み合わせて使用される。香料は、アルコール類、その他有機溶媒(混合物であってもよい)や水に溶解または分散させ、界面活性剤を加えて液状香料の表面張力を小さくして使用するのが好ましい。金属部品に含浸させるには、スプレー法、滴下法、ディッピング法などによることができる。香料は、常時香料を含浸させておく必要はなく、必要がある時に焼結金属部品に含浸させるのが好ましい。焼結金属部品に繰り返し含浸させることによって、香る焼結金属部品として長期間使用可能である。
【実施例】
【0023】
以下、本発明を図面に基づいてさらに詳細に説明するが、本発明はその要旨を超えない限り、以下に記載した例に制限されるものではない。
【0024】
以下、本発明を図面に基づいて説明する。図1は、ネックレスに平面形状が十字型チャームを取り付けた例であり、図2は十字型チャームの他の例の正面図であり、図3はチャーム(飾り)の例の斜視図であり、表面または裏面の適所に、焼結金属が貼り付け、これに香水を含浸させる。図4はチャームブレスレットの一例の正面図であり、このチャームの表面または裏面の適所に貼り付け、これに香水を含浸させることができる焼結金属であり、この焼結金属の厚さや大きさは、これを貼り付ける製品の大きさに応じて選ぶことができることは、前記したとおりである。図5は、金属枠に金属微粉末を充填した状態で焼結工程に付した焼結金属体の一例の正面図であり、図6は、金属枠に金属微粉末を充填した状態で焼結工程に付した焼結金属体の他の例の正面図である。
【0025】
次に、本発明に係る焼結金属に香水を含浸させた例を説明する。図1において、十字型チャーム2は、銀(融点:962℃)よりなり、短軸3の長さが6.5mm、長軸4の長さが13mm、軸の幅が2.5mm、厚さが1.2mmの大きさである。この十字チャームの短軸、長軸には、図1に示したように、十字型チャーム2には、焼結金属部品5を形成する十字型の貫通孔を穿設した。この貫通孔に、平均粒子径が30μmの銀の粉末を充填し、960℃で3時間加熱して、銀の微粉末を焼結させて焼結金属部品5とし、同時にこの焼結金属部品5を十字型チャーム2に溶着させた。焼結金属部品5の空孔率は、30%であった。得られた十字型チャーム2の焼結金属部品5に、図1に示したように、噴霧器6によって香水(シャネル社製、商品名:シャネル#5)を噴霧法によって含浸させて、香る十字型チャーム2を得た。このチャームの香水の保香期間は、約30日間だった。
【0026】
上記十字型チャーム2にオードトワレ(エスカーダ社製、商品名:センチメントフォーメン)を噴霧法によって含浸させて、香る十字型チャーム2を得た。このチャームの香水の保香期間は、約4週間だった。
【0027】
上記十字型チャーム2に香水(ニコス社製、商品名:スカルプチャーオム)を噴霧法によって含浸させて、香る十字型チャーム2を得た。このチャームの香水の保香期間は、約10日間であった。
【0028】
図2は、十字型チャームの他の例の正面図であり、図2において8は外枠、9は焼結金属部品で、個の部分に香水を含浸させることができる。図3は、チャームブレスレットの一例の正面図であり、図3において、(a)はネームプレート型、(b)は蹄鉄型、(c)は角型のチャーム(飾り)の例の斜視図である。これらチャームの表側または裏側の適所に、金属部品を埋め込みまたは貼り付け、これに香料を含浸させて香る金属部品とすることができる。図4に示した製品では、チャームブレスレット8を構成する鎖の一単位、または、チャーム9に金属部品を埋め込み、これに香料を含浸させて香る金属部品とすることができる。
【0029】
図5は、銀製の楕円形の金属枠15(長径25mm、幅12mm、厚さ1.2mm)であって、表面側に凹状窪み16を設けて外観がゼブラの模様17を形成した。凹状窪み16に平均粒子径が30μmの銀の粉末を充填し、960℃で3時間加熱して、銀の微粉末を焼結させて焼結金属部分を形成した。この凹状窪み17の焼結金属部分に、香水(エスカーダ社製、商品名:センチメントメンズ)を噴霧法によって含浸させて、香るゼブラ状プレートを得た。このプレートの保香期間は、約30日間であった。
【0030】
図6は、銀製の楕円形の金属枠18(長径25mm、幅12mm、厚さ1.2mm)であって、表面側に凹状窪み19を形成したリザード(鰐の皮)の模様20を形成した。凹状窪み19に平均粒子径が30μmの銀の粉末を充填し、960℃で3時間加熱して、銀の微粉末を焼結させて焼結金属部分18を形成した。この焼結金属部分18に、香水(ニコス社製、商品名:ニコスフォーメン)を噴霧法によって含浸させて、香るゼブラ状プレートを得た。このプレートの保香期間は、約30日間であった。
【産業上の利用可能性】
【0031】
本発明に係る焼結金属部品は、本発明の第一発明に係る金属部品は、種々の製品に取り付けられる。金属部品が適用できる製品の材料(素材)は特に限定されるものではなく、金属製、木材製、合成樹脂製、皮革製、繊維製、およびこれらを組み合わせたものなどが挙げられる。製品としては、宝飾品(ジュエリー)、装身具、装飾品、置物などの室内の装飾品が挙げられる。宝飾品、装身具、装飾品の具体例としては、イヤリング類(ドロップイアリング、クリップ式イヤリング、ネジ式イヤリング、ピアスなど)、ネックレス類(各種ネックレス、ペンダント、ロケット、ドッグカラーなど)、ブレスレット類(ネームブレスレット、チャームブレスレット、バングルなど)、チャーム(飾り)類(ネームプレート、蹄鉄形チャーム、角形チャーム、ハート型チャーム、十字型チャーム、魚型チャーム、動物型チャーム、動物の角型チャーム、昆虫型チャーム、花びら型チャーム、木の葉型チャームなど)、指輪類(シグネットリング、バンド型リング、クラスリング、ソリテール型リング、結婚指輪、婚約指輪など)、ピン類(ブローチ、スチックピン、タイピン、カラーバー、タイバーなど)、ヘアピン、ヘアクリップ、髪どめ、名刺入れ、財布、札入れ、小銭入れ、カードケース、キーホルダー、メガネ、ライター、携帯電話、腕時計バンド、各種ストラップ、ジッパー、ブーツ、靴、バンド、ハンドバッグなどの各種バッグ、ポーチ、根付けなどが挙げられる。室内の装飾品としては、卓上ライター、卓上灰皿、花瓶、写真たて、オルゴール、宝石箱、各種トレイ、地球儀、電話台、ラジオ、テレビジョンなどが挙げられる。これらの他、自動車のステアリングホイール、ダッシュボードなどの内装品のほか、各種標章・紋章(エンブレム)、各種マグネット、カフスボタンなどの各種ボタン、各種ラベル、各種組みひも、スプーンなどの日用品が挙げられる。これら製品は、必要がある時に焼結金属部品に香料を含浸させ、香りを放つことができる製品とすることができる。
【図面の簡単な説明】
【0032】
【図1】ネックレスに平面形状が十字型チャームを取り付けた製品の一例を示す斜視図である。
【図2】十字型チャームの他の例の正面図である。
【図3】チャーム(飾り)の例の斜視図である。
【図4】チャームブレスレットの一例の拡大正面図である。
【図5】金属枠に金属微粉末を充填した状態で焼結工程に付した焼結金属体の一例の正面図である。
【図6】金属枠に金属微粉末を充填した状態で焼結工程に付した焼結金属体の他の例の正面図である。
【符号の説明】
【0033】
1:ネックレス
2、8:平面形状が十字チャームの外枠
3:短軸
4:長軸
5、9:金属部品
6:噴霧器
7:香水
10、11、12、14:チャーム
13:チャームブレスレット
15、18:金属枠
16、19:凹状窪み
17、20:焼結金属部分
【特許請求の範囲】
【請求項1】
平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた、空孔率が20〜35%の焼結金属であって、空孔部に液状の香料が含浸可能にされてなる焼結金属部品。
【請求項2】
製品の適所に、平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた空孔率が20〜35%の焼結金属部品であって、空孔部に液状の香料が含浸可能とされた焼結金属部品が取り付けられてなることを特徴とする製品。
【請求項3】
焼結金属部品に、液状の香料が含浸されてなる、請求項2に記載の製品。
【請求項4】
製品が、装身具、宝飾品、装飾品または置物である、請求項2または請求項3に記載の製品。
【請求項5】
製品が、金属製製品である、請求項1ないし請求項3のいずれか一項に記載の製品。
【請求項6】
金属製製品と焼結金属部品との取り付けが、熱溶着法によってされたものである、請求項5に記載の製品。
【請求項7】
焼結金属部品とこれを取り付けた金属製製品の表面に、塗布膜が形成されたものである、請求項5または請求項6に記載の製品。
【請求項1】
平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた、空孔率が20〜35%の焼結金属であって、空孔部に液状の香料が含浸可能にされてなる焼結金属部品。
【請求項2】
製品の適所に、平均粒子径が10〜200μmの金属粉末を、加圧・圧縮し、加熱して焼結させた空孔率が20〜35%の焼結金属部品であって、空孔部に液状の香料が含浸可能とされた焼結金属部品が取り付けられてなることを特徴とする製品。
【請求項3】
焼結金属部品に、液状の香料が含浸されてなる、請求項2に記載の製品。
【請求項4】
製品が、装身具、宝飾品、装飾品または置物である、請求項2または請求項3に記載の製品。
【請求項5】
製品が、金属製製品である、請求項1ないし請求項3のいずれか一項に記載の製品。
【請求項6】
金属製製品と焼結金属部品との取り付けが、熱溶着法によってされたものである、請求項5に記載の製品。
【請求項7】
焼結金属部品とこれを取り付けた金属製製品の表面に、塗布膜が形成されたものである、請求項5または請求項6に記載の製品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2008−240091(P2008−240091A)
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願番号】特願2007−83971(P2007−83971)
【出願日】平成19年3月28日(2007.3.28)
【出願人】(507100166)
【Fターム(参考)】
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願日】平成19年3月28日(2007.3.28)
【出願人】(507100166)
【Fターム(参考)】
[ Back to top ]