
熱コーティング系のための組成物及び方法
【課題】熱コーティング系のための組成物及び方法を提供する。
【解決手段】熱コーティングは、基材と、第1のコーティング層と、第2のコーティング層とを含む。基材は、超合金及びセラミックマトリックス複合材からなる群から選択される。第1のコーティング層は、アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含む。第2のコーティング層は、チタン酸亜鉛又は酸化セリウムの少なくとも1つを含む。熱コーティング系を施工する方法は、液体静電スプレーヤを使用して基材上にボンディングコート混合物を溶射するステップを含む。ボンディングコート混合物は、アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含む。本方法はさらに、ボンディングコート混合物上にトップコート混合物を施工するステップを含み、トップコート混合物は、チタン酸亜鉛又は酸化セリウムの少なくとも1つを含む。
【解決手段】熱コーティングは、基材と、第1のコーティング層と、第2のコーティング層とを含む。基材は、超合金及びセラミックマトリックス複合材からなる群から選択される。第1のコーティング層は、アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含む。第2のコーティング層は、チタン酸亜鉛又は酸化セリウムの少なくとも1つを含む。熱コーティング系を施工する方法は、液体静電スプレーヤを使用して基材上にボンディングコート混合物を溶射するステップを含む。ボンディングコート混合物は、アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含む。本方法はさらに、ボンディングコート混合物上にトップコート混合物を施工するステップを含み、トップコート混合物は、チタン酸亜鉛又は酸化セリウムの少なくとも1つを含む。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、高温環境中の部品を保護するために施工される遮熱コーティングに関する。具体的には、本発明は、熱コーティング系を施工するための組成物及び方法を記述する。
【背景技術】
【0002】
高温環境中に設置され又は高温環境中で作動するシステムは、多くの場合、部品上に熱を反射しかつ組成物が熱を吸収するのを防止するための遮熱コーティング(断熱皮膜)(TBC)を含む。例えば、ジェットエンジン及びガスタービンは、非常に厳しい高温及び高圧環境中で作動するように設計された燃焼器及びタービンを含む。その結果、燃焼器ライナー、タービンブレード、タービンケーシング及びロータのような多くの部品は日常的に、部品に含まれた構成分子の溶融温度に近い又は溶融温度を超えた高温環境中で作動する。これらの部品の表面に施工されたTBCは、部品が、ますますより高温で及び/又は保全周期間の間隔が増大した状態で作動することを可能にする。
【0003】
下にある部品は一般的に、構造的に厳しい高温及び/又は高圧環境中で長期間作動するように設計される。Rene80、Rene N4及び他のニッケル基超合金のような超合金が普通、下にある部品内で用いられる。これらの超合金は、10〜80重量%のニッケル、5〜22重量%のクロム、10重量%以下のモリブデン、5.5重量%以下のチタン、6.5重量%以下のアルミニウム、3重量%以下のコロンビウム、9重量%以下のタンタル、15重量%以下のタングステン、2重量%以下のハフニウム、1重量%以下のレニウム、1.5重量%以下のバナジウム、40重量%以下のコバルト及び6重量%以下の鉄を含有することができる。
【0004】
セラミックマトリックス複合材(CMC)もまた、下にある部品内で用いるために選択することができる。普通用いるCMCの実施例には、ジルコニア系セラミックス、アルミナ系セラミックス、マグネシア系セラミックス、並びに例えば、アルミナシリカ(GE Gen4)、或いは炭化ケイ素、窒化ケイ素、アルミナ、シリカ及び/又はカルシアを有する耐熱材料のようなセラミック複合材が含まれる。
【0005】
下にある部品に施工された好適なTBCは、以下の特徴、つまり加熱、特に0.5〜60μmの波長を有する赤外線加熱に対する低放射率又は高反射率、滑らかな仕上げ、及び下にある部品への良好な付着のうちの1以上を含むべきである。例えば、当技術分野で公知の遮熱コーティングは、イットリア(Y2O3)、マグネシア(MgO)或いは他の貴金属酸化物によって部分的に又は完全に安定化されたジルコニア(ZrO2)のような金属酸化物を含む。選択したTBCは、大気プラズマ溶射(APS)法、減圧プラズマ溶射(LPPS)法、又は歪み耐性柱状粒子構造を生じる電子ビーム物理蒸着(EBPVD)のような物理蒸着(PVD)法を使用して従来の方法によって堆積させることができる。選択したTBCはまた、例えば本発明の出願人と同一の出願人のよる米国特許第6165600号に記載されているように、前述の方法のいずれかの組合せを使用してテープを形成し、そのテープを下にある基材に次に施工するように移動させて施工することができる。
【0006】
上記の遮熱コーティングは、下にある部品の熱膨張係数よりも大幅に低い熱膨張係数を有する。その結果、システム部品の反復的加熱及び冷却から起こる繰返し熱応力は、TBC及び下にある基材間の付着を崩壊させて、コーティング系の剥離を引き起こす。
【0007】
TBC及び下にある基材間にボンディングコートを用いて、該TBC及び下にある基材間の付着を向上させることができる。ボンディングコートは、拡散アルミナイド又はプラチナアルミナイド、或いはMCrAlY(式中Mは鉄、コバルト及び/又はニッケル)のような耐酸化性合金のような耐酸化性拡散コーティングで形成することができる。アルミナイドは金属間化合物であるが、MCrAlYは金属固体溶液である点で、アルミナイドコーティングは、MCrAlYコーティングと区別される。本発明の出願人と同一の出願人のよる米国特許第6210791号には、TBC及び下にある基材間に施工されかつ該TBC及び下にある基材間の付着を大幅に改善した1つのそのようなボンディングコートが記載されている。そこに説明されているボンディング材は、アルコール溶媒中のアルミナ及びシリカ混合物である。
【0008】
付着を改善するボンディングコートを備えた又は備えていない遮熱コーティングは一般的に、コーティング系を焼結及び/又は安定化させるための500〜2000°Fでの幾つかのタイプの施工後乾燥又は加熱を必要とする。施工及び施工後硬化は、揮発性有機化合物(VOC)を発生させ、これら揮発性有機化合物(VOC)が、VOCエミッションに対する現在の環境、健康及び安全性限界を超える可能性がある。施工及び施工後硬化時におけるVOCエミッションを低減するために、TBC及び/又はボンディングコートの厚さを減少させる場合がある。しかしながら、より薄いTBC及び/又はボンディングコートは、遮熱コーティングの熱反射の対応する低下を引き起こす。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第7544396号
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、過度の熱からシステム部品を保護するための熱コーティング系の改良の必要性が存在する。熱コーティング系は、加熱、特に0.5〜60μmの波長を有する赤外線加熱に対する低放射率又は高反射率を有することになるのが理想的である。さらに、熱コーティング系は、施工又は施工後硬化時に過剰なVOCを発生することなく下にある基材部品に付着した滑らかな仕上げ表面を形成するように容易に施工することができるべきである。
【0011】
本発明の態様及び利点は、以下において次の説明に記載しており、或いはそれら説明から自明なものとして理解することができ、或いは本発明の実施により学ぶことができる。
【課題を解決するための手段】
【0012】
本発明の一実施形態は、熱コーティング系である。熱コーティング系は、基材と、基材に施工された第1のコーティング層と、第1のコーティング層に施工された第2のコーティング層とを含む。基材は、超合金及びセラミックマトリックス複合材からなる群から選択される。第1のコーティング層は、アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含む。第1の群は、トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる。第2の群は、メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる。第2のコーティング層は、チタン酸亜鉛又は酸化セリウムの少なくとも1つを含む。
【0013】
本発明の別の実施形態は、熱コーティング系を施工する方法である。本方法は、
アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含むボンディングコート混合物に第1の電荷を付加するステップを含む。第1の群は、トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる。第2の群は、メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる。本方法はさらに、基材に第1の電荷の異極性を有する第2の電荷を付加するステップと、基材上にボンディングコート混合物を溶射するステップとを含む。本方法はまた、ボンディングコート混合物上にチタン酸亜鉛又は酸化セリウムの少なくとも1つを含むトップコート混合物を施工するステップを含む。
【0014】
本発明のさらに別の実施形態は、熱コーティング系を施工する方法であり、本方法は、液体静電スプレーヤを使用して基材上にボンディングコート混合物を溶射するステップを含む。ボンディングコート混合物は、アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含む。第1の群は、トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる。第2の群は、メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる。本方法はさらに、ボンディングコート混合物上にチタン酸亜鉛又は酸化セリウムの少なくとも1つを含むトップコート混合物を施工するステップを含む。
【0015】
本明細書を精査することにより、当業者には、そのような実施形態の特徴及び態様並びにその他がより良好に理解されるであろう。
【0016】
添付図面の図を参照することを含む本明細書の以下の残り部分において、当業者に対する本発明の最良の形態を含む本発明の完全かつ有効な開示をより具体的に説明する。
【図面の簡単な説明】
【0017】
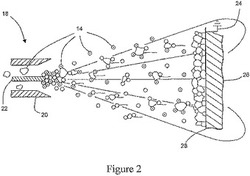
【図1】本発明の技術的範囲内のコーティング系の一実施形態の断面図。
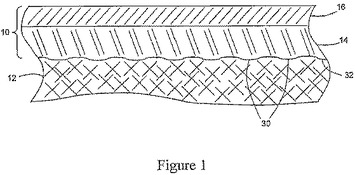
【図2】本発明の技術的範囲内のコーティング系の液体静電溶射ステップを示す図。
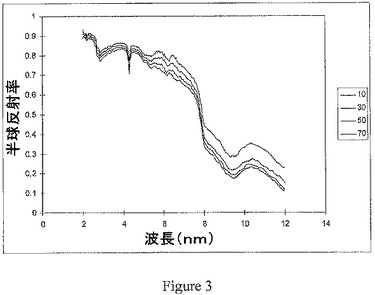
【図3】本発明の技術的範囲内の遮熱コーティング系の一実施形態の反射性能のグラフ。
【発明を実施するための形態】
【0018】
次に、その1以上の実施例を添付図面に示している本発明の現時点での実施形態を詳細に説明する。詳細な説明では、図面中の特徴要素を示すために参照符号及び文字表示を使用している。本発明の同様な又は類似した部品を示すために、図面及び説明において同様な又は類似した表示を使用している。
【0019】
各実施例は、本発明の限定ではなくて本発明の説明として示している。実際には、本発明においてその技術的範囲及び技術思想から逸脱せずに修正及び変更を加えることができることは、当業者には明らかであろう。例えば、一実施形態の一部として例示し又は説明した特徴要素は、別の実施形態で使用してさらに別の実施形態を生成することができる。従って、本発明は、そのような修正及び変更を特許請求の範囲及びその均等物の技術的範囲内に属するものとして保護することを意図している。
【0020】
図1は、本発明の一実施形態による、基材12に施工した熱コーティング系10の断面図を示している。この特定の実施形態では、熱コーティング系10は、それぞれボンディングコート混合物14及びトップコート混合物16と呼ばれる第1及び第2のコーティング層を含む。
【0021】
基材12は、高温環境中で使用するのに好適なあらゆる材料組成物とすることができる。例えば、前述したような超合金及びセラミックマトリックス複合材は、その好適な強度、延性及び他の物理的特性の故に高温環境中で使用するのに選択されることが多い。
【0022】
第1の層又はボンディングコート混合物14は、基材12に施工されかつ該基材12とあらゆる付加的層との間に緊密な付着をもたらす。ボンディングコート混合物14は、米国特許第6210791号に記載されたボンディングコートの修正とすることができ、この特許の全体は、全ての目的のために参考文献として本明細書に組入れている。この特許に記載されているように、ボンディングコート混合物14は、下にある基材に応じて金属、非金属又はそれらの組合せとすることができ、かつシリカバインダを有する酸化アルミニウムのようなアルミナ粉末を含むことができる。蒸発可能溶媒、典型的にはエタノール又はイソプロピルアルコールは、ボンディングコート混合物14に加えられて、所望の粘稠度を達成する。ボンディングコート混合物14の好適な厚さは、施工の方法及び設計要求に応じて約0.5〜8ミル(0.0005〜0.008インチ)とすることができる。
【0023】
施工及び乾燥時に発生するVOCの量を減少させるために、ボンディングコート混合物14は、液体静電溶射(LES)法を使用して施工することができる。LES施工では、堆積されている材料に電荷を付加し、かつ基材に接地の又は逆電荷を付加する。荷電した材料は次に、基材上に溶射され、電荷材料と基材との間の極性吸引により、過剰溶射及び浪費を大幅に減少させた状態で基材上への材料の堆積効率を増大させる。堆積効率の増大は、より均一なカバレージを生成して、基材に対する材料のより薄い層の施工により、同じ又はより良好な性能を得ることが可能になる。その結果、LES施工は、従来の施工法と比べて大幅な材料のコスト削減をもたらす。さらに、材料のより薄い施工は、施工及びその後の硬化の両方の間におけるより低いVOCエミッションを可能にする。
【0024】
ボンディングコート混合物14の導電性は、LESの使用を可能にしかつ堆積効率を改善する所望の粒子サイズを得るように調整するために、必要となる可能性がある。トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットのような添加剤は、ボンディングコート混合物14に加えて、該混合物の導電性をより小さくしかつ溶射時にボンディングコート混合物14の凝集を防止することができる。反対に、メチルエチルケトン(MEK)、メチルイソブチルケトン(MIBK)、ラッカシンナ及びアセトンのような添加剤は、ボンディングコート混合物14に加えて、該混合物をより導電性にすることができる。
【0025】
図2は、LESを使用した、ボンディングコート混合物14の施工を示している。米国オハイオ州ウェストレイク所在のNordson Corporationによって販売されているNordson Kinetix空気溶射システムのような粉末スプレーガン18は、電極22を備えたノズル20を含む。逆電荷又は接地24は、基材26に付加される。スプレーガン18が、ノズル20を通してボンディングコート混合物14を推進する時に、電極22は、ボンディングコート混合物14に電荷を付加する。荷電したボンディングコート混合物14は、逆荷電した又は接地した基材26に向かって流れ、ここで、荷電したボンディングコート混合物14と基材26との間の極性吸引が、基材26の表面28上にボンディングコート混合物14を均一に堆積させる。荷電したボンディングコート混合物14と逆荷電した基材26との間の電位の大きさは、施工の所望の厚さに応じて基材の表面28上への堆積率を増減させるように調整することができる。
【0026】
ボンディングコート混合物14内の構成分子としてナノサイズ粒子の使用は、LESの利点をさらに向上させる。例えば、約500nm未満の平均直径を有するナノサイズ粒子のLES施工は、約0.5ミル(0.0005インチ)もの薄いボンディングコート混合物14の均一な厚さを容易に達成することができる。ボンディングコート混合物14のより薄い施工は、幾つかの利点をもたらす。例えば、より薄いボンディングコート混合物14は、該ボンディングコート混合物14にわたってそれに対応してより小さい温度の変化を有することになり、基材26に対するより良好な付着が得られる。さらに、ナノサイズ粒子は、腐食に対するボンディングコート混合物14の抵抗性を増大させるより緊密に充填された緻密な層を形成することになる。
【0027】
図1に戻って参照すると、LESを使用したボンディングコート混合物14のより薄い施工は、基材12の表面32内の全ての欠陥30を十分には被覆することはできない。その結果、ボンディングコート混合物14及び基材12間に付加的アンダコート層(図示せず)を含むことができる。アンダコート層は、米国特許第6210791号において前述したのと同じボンディングコートを含むことができる。つまり、アンダコート層は、シリカバインダを有する酸化アルミニウムのようなアルミナ粉末のアルコール混合物を含むことができる。アンダコート層は、当技術分野で公知の従来の施工法を使用して施工することができる。例えば、アンダコート層は、大気プラズマ溶射(APS)法、減圧プラズマ溶射(LPPS)法、又は電子ビーム物理蒸着(EBPVD)のような物理蒸着(PVD)法を使用してスラリスプレーとして施工することができる。必要に応じて、アンダコート層は、約1〜8ミル(0.001〜0.008インチ)の厚さに施工されて、基材12の表面32のあらゆる欠陥30を充填する。基材表面32が十分に滑らかである施工の場合には、アンダコート層は、厚さを減少させるか又は完全に省略することができる。
【0028】
トップコート混合物16は、ボンディングコート混合物14の上に設置される。ボンディングコート混合物14及びトップコート混合物16の組合せにより、熱コーティング系10の望ましい滑らかさ、磨耗及び反射特性が得られる。具体的に、熱コーティング系10の滑らかな最外表面は、様々な用途において重要となる場合がある表面にわたる空気力学特性の向上を促進する。トップコート混合物16の表面粗さは、好ましくは約60μmRa未満、また可能であれば約20μmRa未満である。さらに、ボンディングコート混合物14は、基材12にトップコート混合物16を緊密に付着させて、多数の熱サイクル後でさえ磨耗又は剥離に抗する。最後に、トップコート混合物16は、特に0.5〜60μmの波長を有する赤外線加熱に対して所望の反射率特性を保有して、高温環境中で基材12を加熱から保護する。
【0029】
トップコート混合物16は、チタン酸亜鉛又は酸化セリウムから構成されて、熱コーティング系10の所望の熱反射率特性をもたらすことができる。同様に所望の熱反射率特性をもたらすことができる好適な代替物には、チタン酸バリウム、酸化イットリウム、酸化ジスプロシウム、酸化エルビウム、ユーロピウム、酸化ランタン、酸化ルテチウム、酸化トリウム、酸化タングステン、スズ酸バリウム及びタングステン酸バリウムが含まれ、それらの多くは、Nano−Tek Technologies, Ltdから入手することができる。
【0030】
トップコート混合物16は、当技術分野で公知の従来の施工法を使用して施工することができる。例えば、トップコート混合物16は、大気プラズマ溶射(APS)法、減圧プラズマ溶射(LPPS)法、又は電子ビーム物理蒸着(EBPVD)のような物理蒸着(PVD)法を使用してスラリスプレーとしてボンディングコート混合物14の上に湿潤させかつ積層することができる。トップコート混合物16の厚さは、所望の熱反射率及び施工方法に応じて決まり、かつ一般的には約1〜10ミル(0.001〜0.010インチ)の範囲になる。
【0031】
本発明の特定の実施形態では、熱コーティング系10は、本発明の出願人と同一の出願人のよる米国特許第6165600号に記載されているようなテーププロセスを使用して基材12に施工することができる。このプロセスでは、上述したようなボンディングコート混合物14及び/又はトップコート混合物16及び/又は随意選択的なアンダコート層の組成物は、テトラフロオロエチレンシート上に成型することができる。溶媒が組成物から蒸発した後に、乾燥した組成物は、テトラフロオロエチレンシートから取外しかつ基材12に移動させて、熱コーティング系10を形成する。次に、熱コーティング系10に対して圧力を加えて、該熱コーティング系10を基材12に機械的に結合することができる。
【0032】
前述したような直接基材12上に施工するか又はテーププロセスを使用するかのいずれの施工方法であるかに関係なく、熱コーティング系10は、基材12への施工後に加熱するか又は硬化させることができる。オートクレーブ、オーブン又は類似の装置を使用して、500〜2000°Fの温度で熱コーティング系10を加熱することができる。熱は、バインダ及び残留溶媒を除去しかつ熱コーティング系層14、16を焼結する。この焼結により、熱コーティング系層14、16の両方の基材12との化学的及び機械的結合の両方が形成される。基材12内のアルミナは、溶融ボンディングコート混合物14と混合しかつ熱コーティング系10の融点を上昇させる。従って、得られた熱コーティング系10の融点は、基材12の実際の組成に応じて約1500°Fから約1950°F又はそれ以上に上昇させることができる。熱コーティング系10の融点の上昇は、基材が、より高い温度に曝されることを可能にし、そのことは、ジェットエンジン及びガスタービン用途の場合に、一般的に熱力学効率を増大させる。
【0033】
加熱の時間は、基材12、ボンディングコート混合物14及びトップコート混合物16の組成に応じて約30分から数時間まで様々である。例えば、図3は、本発明の技術的範囲内の遮熱コーティング系の一実施形態の反射性能のグラフを示している。この実施形態では、ボンディングコート混合物14は、テトラフロオロエチレンシート上で成型しかつ基材12に対してテープとして移動させた。次に、トップコート混合物16は、ボンディングコート混合物14上に溶射され、次に、その組合せを1650°Fで約1時間加熱した。図3に示すグラフは、基材に対して様々な角度で熱を加えた場合における得られた反射率値を示している。
【0034】
特許請求の範囲に記載したような本発明の技術的範囲及び技術思想並びにその均等物から逸脱せずに本明細書に記載した本発明の実施形態に対して改良及び変更を加えることができることは当業者には分かるであろう。
【符号の説明】
【0035】
10 熱コーティング系
12 基材
14 ボンディングコート混合物
16 トップコート混合物
18 粉末スプレーガン
20 ノズル
22 電極
24 逆電荷又は接地
26 基材
28 基材の表面
30 欠陥
32 基材表面
【技術分野】
【0001】
本発明は、高温環境中の部品を保護するために施工される遮熱コーティングに関する。具体的には、本発明は、熱コーティング系を施工するための組成物及び方法を記述する。
【背景技術】
【0002】
高温環境中に設置され又は高温環境中で作動するシステムは、多くの場合、部品上に熱を反射しかつ組成物が熱を吸収するのを防止するための遮熱コーティング(断熱皮膜)(TBC)を含む。例えば、ジェットエンジン及びガスタービンは、非常に厳しい高温及び高圧環境中で作動するように設計された燃焼器及びタービンを含む。その結果、燃焼器ライナー、タービンブレード、タービンケーシング及びロータのような多くの部品は日常的に、部品に含まれた構成分子の溶融温度に近い又は溶融温度を超えた高温環境中で作動する。これらの部品の表面に施工されたTBCは、部品が、ますますより高温で及び/又は保全周期間の間隔が増大した状態で作動することを可能にする。
【0003】
下にある部品は一般的に、構造的に厳しい高温及び/又は高圧環境中で長期間作動するように設計される。Rene80、Rene N4及び他のニッケル基超合金のような超合金が普通、下にある部品内で用いられる。これらの超合金は、10〜80重量%のニッケル、5〜22重量%のクロム、10重量%以下のモリブデン、5.5重量%以下のチタン、6.5重量%以下のアルミニウム、3重量%以下のコロンビウム、9重量%以下のタンタル、15重量%以下のタングステン、2重量%以下のハフニウム、1重量%以下のレニウム、1.5重量%以下のバナジウム、40重量%以下のコバルト及び6重量%以下の鉄を含有することができる。
【0004】
セラミックマトリックス複合材(CMC)もまた、下にある部品内で用いるために選択することができる。普通用いるCMCの実施例には、ジルコニア系セラミックス、アルミナ系セラミックス、マグネシア系セラミックス、並びに例えば、アルミナシリカ(GE Gen4)、或いは炭化ケイ素、窒化ケイ素、アルミナ、シリカ及び/又はカルシアを有する耐熱材料のようなセラミック複合材が含まれる。
【0005】
下にある部品に施工された好適なTBCは、以下の特徴、つまり加熱、特に0.5〜60μmの波長を有する赤外線加熱に対する低放射率又は高反射率、滑らかな仕上げ、及び下にある部品への良好な付着のうちの1以上を含むべきである。例えば、当技術分野で公知の遮熱コーティングは、イットリア(Y2O3)、マグネシア(MgO)或いは他の貴金属酸化物によって部分的に又は完全に安定化されたジルコニア(ZrO2)のような金属酸化物を含む。選択したTBCは、大気プラズマ溶射(APS)法、減圧プラズマ溶射(LPPS)法、又は歪み耐性柱状粒子構造を生じる電子ビーム物理蒸着(EBPVD)のような物理蒸着(PVD)法を使用して従来の方法によって堆積させることができる。選択したTBCはまた、例えば本発明の出願人と同一の出願人のよる米国特許第6165600号に記載されているように、前述の方法のいずれかの組合せを使用してテープを形成し、そのテープを下にある基材に次に施工するように移動させて施工することができる。
【0006】
上記の遮熱コーティングは、下にある部品の熱膨張係数よりも大幅に低い熱膨張係数を有する。その結果、システム部品の反復的加熱及び冷却から起こる繰返し熱応力は、TBC及び下にある基材間の付着を崩壊させて、コーティング系の剥離を引き起こす。
【0007】
TBC及び下にある基材間にボンディングコートを用いて、該TBC及び下にある基材間の付着を向上させることができる。ボンディングコートは、拡散アルミナイド又はプラチナアルミナイド、或いはMCrAlY(式中Mは鉄、コバルト及び/又はニッケル)のような耐酸化性合金のような耐酸化性拡散コーティングで形成することができる。アルミナイドは金属間化合物であるが、MCrAlYは金属固体溶液である点で、アルミナイドコーティングは、MCrAlYコーティングと区別される。本発明の出願人と同一の出願人のよる米国特許第6210791号には、TBC及び下にある基材間に施工されかつ該TBC及び下にある基材間の付着を大幅に改善した1つのそのようなボンディングコートが記載されている。そこに説明されているボンディング材は、アルコール溶媒中のアルミナ及びシリカ混合物である。
【0008】
付着を改善するボンディングコートを備えた又は備えていない遮熱コーティングは一般的に、コーティング系を焼結及び/又は安定化させるための500〜2000°Fでの幾つかのタイプの施工後乾燥又は加熱を必要とする。施工及び施工後硬化は、揮発性有機化合物(VOC)を発生させ、これら揮発性有機化合物(VOC)が、VOCエミッションに対する現在の環境、健康及び安全性限界を超える可能性がある。施工及び施工後硬化時におけるVOCエミッションを低減するために、TBC及び/又はボンディングコートの厚さを減少させる場合がある。しかしながら、より薄いTBC及び/又はボンディングコートは、遮熱コーティングの熱反射の対応する低下を引き起こす。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】米国特許第7544396号
【発明の概要】
【発明が解決しようとする課題】
【0010】
従って、過度の熱からシステム部品を保護するための熱コーティング系の改良の必要性が存在する。熱コーティング系は、加熱、特に0.5〜60μmの波長を有する赤外線加熱に対する低放射率又は高反射率を有することになるのが理想的である。さらに、熱コーティング系は、施工又は施工後硬化時に過剰なVOCを発生することなく下にある基材部品に付着した滑らかな仕上げ表面を形成するように容易に施工することができるべきである。
【0011】
本発明の態様及び利点は、以下において次の説明に記載しており、或いはそれら説明から自明なものとして理解することができ、或いは本発明の実施により学ぶことができる。
【課題を解決するための手段】
【0012】
本発明の一実施形態は、熱コーティング系である。熱コーティング系は、基材と、基材に施工された第1のコーティング層と、第1のコーティング層に施工された第2のコーティング層とを含む。基材は、超合金及びセラミックマトリックス複合材からなる群から選択される。第1のコーティング層は、アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含む。第1の群は、トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる。第2の群は、メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる。第2のコーティング層は、チタン酸亜鉛又は酸化セリウムの少なくとも1つを含む。
【0013】
本発明の別の実施形態は、熱コーティング系を施工する方法である。本方法は、
アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含むボンディングコート混合物に第1の電荷を付加するステップを含む。第1の群は、トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる。第2の群は、メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる。本方法はさらに、基材に第1の電荷の異極性を有する第2の電荷を付加するステップと、基材上にボンディングコート混合物を溶射するステップとを含む。本方法はまた、ボンディングコート混合物上にチタン酸亜鉛又は酸化セリウムの少なくとも1つを含むトップコート混合物を施工するステップを含む。
【0014】
本発明のさらに別の実施形態は、熱コーティング系を施工する方法であり、本方法は、液体静電スプレーヤを使用して基材上にボンディングコート混合物を溶射するステップを含む。ボンディングコート混合物は、アルミナ粉末、シリカバインダ、及び第1の群又は第2の群のいずれかから選択される1種以上の添加剤を含む。第1の群は、トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる。第2の群は、メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる。本方法はさらに、ボンディングコート混合物上にチタン酸亜鉛又は酸化セリウムの少なくとも1つを含むトップコート混合物を施工するステップを含む。
【0015】
本明細書を精査することにより、当業者には、そのような実施形態の特徴及び態様並びにその他がより良好に理解されるであろう。
【0016】
添付図面の図を参照することを含む本明細書の以下の残り部分において、当業者に対する本発明の最良の形態を含む本発明の完全かつ有効な開示をより具体的に説明する。
【図面の簡単な説明】
【0017】
【図1】本発明の技術的範囲内のコーティング系の一実施形態の断面図。
【図2】本発明の技術的範囲内のコーティング系の液体静電溶射ステップを示す図。
【図3】本発明の技術的範囲内の遮熱コーティング系の一実施形態の反射性能のグラフ。
【発明を実施するための形態】
【0018】
次に、その1以上の実施例を添付図面に示している本発明の現時点での実施形態を詳細に説明する。詳細な説明では、図面中の特徴要素を示すために参照符号及び文字表示を使用している。本発明の同様な又は類似した部品を示すために、図面及び説明において同様な又は類似した表示を使用している。
【0019】
各実施例は、本発明の限定ではなくて本発明の説明として示している。実際には、本発明においてその技術的範囲及び技術思想から逸脱せずに修正及び変更を加えることができることは、当業者には明らかであろう。例えば、一実施形態の一部として例示し又は説明した特徴要素は、別の実施形態で使用してさらに別の実施形態を生成することができる。従って、本発明は、そのような修正及び変更を特許請求の範囲及びその均等物の技術的範囲内に属するものとして保護することを意図している。
【0020】
図1は、本発明の一実施形態による、基材12に施工した熱コーティング系10の断面図を示している。この特定の実施形態では、熱コーティング系10は、それぞれボンディングコート混合物14及びトップコート混合物16と呼ばれる第1及び第2のコーティング層を含む。
【0021】
基材12は、高温環境中で使用するのに好適なあらゆる材料組成物とすることができる。例えば、前述したような超合金及びセラミックマトリックス複合材は、その好適な強度、延性及び他の物理的特性の故に高温環境中で使用するのに選択されることが多い。
【0022】
第1の層又はボンディングコート混合物14は、基材12に施工されかつ該基材12とあらゆる付加的層との間に緊密な付着をもたらす。ボンディングコート混合物14は、米国特許第6210791号に記載されたボンディングコートの修正とすることができ、この特許の全体は、全ての目的のために参考文献として本明細書に組入れている。この特許に記載されているように、ボンディングコート混合物14は、下にある基材に応じて金属、非金属又はそれらの組合せとすることができ、かつシリカバインダを有する酸化アルミニウムのようなアルミナ粉末を含むことができる。蒸発可能溶媒、典型的にはエタノール又はイソプロピルアルコールは、ボンディングコート混合物14に加えられて、所望の粘稠度を達成する。ボンディングコート混合物14の好適な厚さは、施工の方法及び設計要求に応じて約0.5〜8ミル(0.0005〜0.008インチ)とすることができる。
【0023】
施工及び乾燥時に発生するVOCの量を減少させるために、ボンディングコート混合物14は、液体静電溶射(LES)法を使用して施工することができる。LES施工では、堆積されている材料に電荷を付加し、かつ基材に接地の又は逆電荷を付加する。荷電した材料は次に、基材上に溶射され、電荷材料と基材との間の極性吸引により、過剰溶射及び浪費を大幅に減少させた状態で基材上への材料の堆積効率を増大させる。堆積効率の増大は、より均一なカバレージを生成して、基材に対する材料のより薄い層の施工により、同じ又はより良好な性能を得ることが可能になる。その結果、LES施工は、従来の施工法と比べて大幅な材料のコスト削減をもたらす。さらに、材料のより薄い施工は、施工及びその後の硬化の両方の間におけるより低いVOCエミッションを可能にする。
【0024】
ボンディングコート混合物14の導電性は、LESの使用を可能にしかつ堆積効率を改善する所望の粒子サイズを得るように調整するために、必要となる可能性がある。トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットのような添加剤は、ボンディングコート混合物14に加えて、該混合物の導電性をより小さくしかつ溶射時にボンディングコート混合物14の凝集を防止することができる。反対に、メチルエチルケトン(MEK)、メチルイソブチルケトン(MIBK)、ラッカシンナ及びアセトンのような添加剤は、ボンディングコート混合物14に加えて、該混合物をより導電性にすることができる。
【0025】
図2は、LESを使用した、ボンディングコート混合物14の施工を示している。米国オハイオ州ウェストレイク所在のNordson Corporationによって販売されているNordson Kinetix空気溶射システムのような粉末スプレーガン18は、電極22を備えたノズル20を含む。逆電荷又は接地24は、基材26に付加される。スプレーガン18が、ノズル20を通してボンディングコート混合物14を推進する時に、電極22は、ボンディングコート混合物14に電荷を付加する。荷電したボンディングコート混合物14は、逆荷電した又は接地した基材26に向かって流れ、ここで、荷電したボンディングコート混合物14と基材26との間の極性吸引が、基材26の表面28上にボンディングコート混合物14を均一に堆積させる。荷電したボンディングコート混合物14と逆荷電した基材26との間の電位の大きさは、施工の所望の厚さに応じて基材の表面28上への堆積率を増減させるように調整することができる。
【0026】
ボンディングコート混合物14内の構成分子としてナノサイズ粒子の使用は、LESの利点をさらに向上させる。例えば、約500nm未満の平均直径を有するナノサイズ粒子のLES施工は、約0.5ミル(0.0005インチ)もの薄いボンディングコート混合物14の均一な厚さを容易に達成することができる。ボンディングコート混合物14のより薄い施工は、幾つかの利点をもたらす。例えば、より薄いボンディングコート混合物14は、該ボンディングコート混合物14にわたってそれに対応してより小さい温度の変化を有することになり、基材26に対するより良好な付着が得られる。さらに、ナノサイズ粒子は、腐食に対するボンディングコート混合物14の抵抗性を増大させるより緊密に充填された緻密な層を形成することになる。
【0027】
図1に戻って参照すると、LESを使用したボンディングコート混合物14のより薄い施工は、基材12の表面32内の全ての欠陥30を十分には被覆することはできない。その結果、ボンディングコート混合物14及び基材12間に付加的アンダコート層(図示せず)を含むことができる。アンダコート層は、米国特許第6210791号において前述したのと同じボンディングコートを含むことができる。つまり、アンダコート層は、シリカバインダを有する酸化アルミニウムのようなアルミナ粉末のアルコール混合物を含むことができる。アンダコート層は、当技術分野で公知の従来の施工法を使用して施工することができる。例えば、アンダコート層は、大気プラズマ溶射(APS)法、減圧プラズマ溶射(LPPS)法、又は電子ビーム物理蒸着(EBPVD)のような物理蒸着(PVD)法を使用してスラリスプレーとして施工することができる。必要に応じて、アンダコート層は、約1〜8ミル(0.001〜0.008インチ)の厚さに施工されて、基材12の表面32のあらゆる欠陥30を充填する。基材表面32が十分に滑らかである施工の場合には、アンダコート層は、厚さを減少させるか又は完全に省略することができる。
【0028】
トップコート混合物16は、ボンディングコート混合物14の上に設置される。ボンディングコート混合物14及びトップコート混合物16の組合せにより、熱コーティング系10の望ましい滑らかさ、磨耗及び反射特性が得られる。具体的に、熱コーティング系10の滑らかな最外表面は、様々な用途において重要となる場合がある表面にわたる空気力学特性の向上を促進する。トップコート混合物16の表面粗さは、好ましくは約60μmRa未満、また可能であれば約20μmRa未満である。さらに、ボンディングコート混合物14は、基材12にトップコート混合物16を緊密に付着させて、多数の熱サイクル後でさえ磨耗又は剥離に抗する。最後に、トップコート混合物16は、特に0.5〜60μmの波長を有する赤外線加熱に対して所望の反射率特性を保有して、高温環境中で基材12を加熱から保護する。
【0029】
トップコート混合物16は、チタン酸亜鉛又は酸化セリウムから構成されて、熱コーティング系10の所望の熱反射率特性をもたらすことができる。同様に所望の熱反射率特性をもたらすことができる好適な代替物には、チタン酸バリウム、酸化イットリウム、酸化ジスプロシウム、酸化エルビウム、ユーロピウム、酸化ランタン、酸化ルテチウム、酸化トリウム、酸化タングステン、スズ酸バリウム及びタングステン酸バリウムが含まれ、それらの多くは、Nano−Tek Technologies, Ltdから入手することができる。
【0030】
トップコート混合物16は、当技術分野で公知の従来の施工法を使用して施工することができる。例えば、トップコート混合物16は、大気プラズマ溶射(APS)法、減圧プラズマ溶射(LPPS)法、又は電子ビーム物理蒸着(EBPVD)のような物理蒸着(PVD)法を使用してスラリスプレーとしてボンディングコート混合物14の上に湿潤させかつ積層することができる。トップコート混合物16の厚さは、所望の熱反射率及び施工方法に応じて決まり、かつ一般的には約1〜10ミル(0.001〜0.010インチ)の範囲になる。
【0031】
本発明の特定の実施形態では、熱コーティング系10は、本発明の出願人と同一の出願人のよる米国特許第6165600号に記載されているようなテーププロセスを使用して基材12に施工することができる。このプロセスでは、上述したようなボンディングコート混合物14及び/又はトップコート混合物16及び/又は随意選択的なアンダコート層の組成物は、テトラフロオロエチレンシート上に成型することができる。溶媒が組成物から蒸発した後に、乾燥した組成物は、テトラフロオロエチレンシートから取外しかつ基材12に移動させて、熱コーティング系10を形成する。次に、熱コーティング系10に対して圧力を加えて、該熱コーティング系10を基材12に機械的に結合することができる。
【0032】
前述したような直接基材12上に施工するか又はテーププロセスを使用するかのいずれの施工方法であるかに関係なく、熱コーティング系10は、基材12への施工後に加熱するか又は硬化させることができる。オートクレーブ、オーブン又は類似の装置を使用して、500〜2000°Fの温度で熱コーティング系10を加熱することができる。熱は、バインダ及び残留溶媒を除去しかつ熱コーティング系層14、16を焼結する。この焼結により、熱コーティング系層14、16の両方の基材12との化学的及び機械的結合の両方が形成される。基材12内のアルミナは、溶融ボンディングコート混合物14と混合しかつ熱コーティング系10の融点を上昇させる。従って、得られた熱コーティング系10の融点は、基材12の実際の組成に応じて約1500°Fから約1950°F又はそれ以上に上昇させることができる。熱コーティング系10の融点の上昇は、基材が、より高い温度に曝されることを可能にし、そのことは、ジェットエンジン及びガスタービン用途の場合に、一般的に熱力学効率を増大させる。
【0033】
加熱の時間は、基材12、ボンディングコート混合物14及びトップコート混合物16の組成に応じて約30分から数時間まで様々である。例えば、図3は、本発明の技術的範囲内の遮熱コーティング系の一実施形態の反射性能のグラフを示している。この実施形態では、ボンディングコート混合物14は、テトラフロオロエチレンシート上で成型しかつ基材12に対してテープとして移動させた。次に、トップコート混合物16は、ボンディングコート混合物14上に溶射され、次に、その組合せを1650°Fで約1時間加熱した。図3に示すグラフは、基材に対して様々な角度で熱を加えた場合における得られた反射率値を示している。
【0034】
特許請求の範囲に記載したような本発明の技術的範囲及び技術思想並びにその均等物から逸脱せずに本明細書に記載した本発明の実施形態に対して改良及び変更を加えることができることは当業者には分かるであろう。
【符号の説明】
【0035】
10 熱コーティング系
12 基材
14 ボンディングコート混合物
16 トップコート混合物
18 粉末スプレーガン
20 ノズル
22 電極
24 逆電荷又は接地
26 基材
28 基材の表面
30 欠陥
32 基材表面
【特許請求の範囲】
【請求項1】
熱コーティング系(10)であって、
(a)超合金及びセラミックマトリックス複合材からなる群から選択される基材(12)と、
(b)前記基材(12)に施工された第1のコーティング層(14)と、
(c)前記第1のコーティング層(14)に施工された第2のコーティング層(16)と、を含み、
前記第1のコーティング層(14)が、
(i)アルミナ粉末、
(ii)シリカバインダ、並びに
(iii)(1)トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる第1の群又は(2)メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる第2の群のいずれかから選択される1種以上の添加剤、を含み、
前記第2のコーティング層(16)が、チタン酸亜鉛又は酸化セリウムの少なくとも1つを含む、
熱コーティング系(10)。
【請求項2】
前記第1のコーティング層(14)が、0.004インチ未満の厚さを有する、請求項1記載の熱コーティング系(10)。
【請求項3】
前記第2のコーティング層(16)が、0.001インチ〜0.010インチの厚さを有する、請求項1又は請求項2のいずれか1項記載の熱コーティング系(10)。
【請求項4】
前記第1のコーティング層(14)及び基材(12)間に施工されたアンダコート層をさらに含み、
前記アンダコート層が、アルミナ粉末及びシリカバインダを含む、
請求項1から請求項3のいずれか1項記載の熱コーティング系(10)。
【請求項5】
前記アンダコート層が、0.001インチ〜0.008インチの厚さを有する、請求項4記載の熱コーティング系(10)。
【請求項6】
熱コーティング系(10)を施工する方法であって、
(a)アルミナ粉末、シリカバインダ、並びに(i)トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる第1の群又は(ii)メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる第2の群のいずれかから選択される1種以上の添加剤を含むボンディングコート混合物(14)に第1の電荷(22)を付加するステップと、
(b)基材(26)に前記第1の電荷(22)の異極性を有する第2の電荷(24)を付加するステップと、
(c)前記基材(26)上に前記ボンディングコート混合物(14)を溶射するステップと、
(d)前記ボンディングコート混合物(14)上にチタン酸亜鉛又は酸化セリウムの少なくとも1つを含むトップコート混合物(16)を施工するステップと、を含む、
方法。
【請求項7】
少なくとも1500°Fの温度を有する環境中で少なくとも30分間前記ボンディングコート混合物(14)及びトップコート混合物(16)を硬化させるステップをさらに含む、請求項6記載の方法。
【請求項8】
前記ボンディングコート混合物(14)及び基材(26)間に、アルミナ粉末及びシリカバインダを含むアンダコート層を施工するステップをさらに含む、請求項6又は請求項7のいずれか1項記載の方法。
【請求項9】
少なくとも1500°Fの温度を有する環境中で前記ボンディングコート混合物(14)、トップコート混合物(16)及びアンダコート層を硬化させるステップをさらに含む、請求項8記載の方法。
【請求項10】
少なくとも1500°Fの温度を有する環境中で少なくとも30分間前記ボンディングコート混合物(14)、トップコート混合物(16)及びアンダコート層を硬化させるステップをさらに含む、請求項8記載の方法。
【請求項1】
熱コーティング系(10)であって、
(a)超合金及びセラミックマトリックス複合材からなる群から選択される基材(12)と、
(b)前記基材(12)に施工された第1のコーティング層(14)と、
(c)前記第1のコーティング層(14)に施工された第2のコーティング層(16)と、を含み、
前記第1のコーティング層(14)が、
(i)アルミナ粉末、
(ii)シリカバインダ、並びに
(iii)(1)トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる第1の群又は(2)メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる第2の群のいずれかから選択される1種以上の添加剤、を含み、
前記第2のコーティング層(16)が、チタン酸亜鉛又は酸化セリウムの少なくとも1つを含む、
熱コーティング系(10)。
【請求項2】
前記第1のコーティング層(14)が、0.004インチ未満の厚さを有する、請求項1記載の熱コーティング系(10)。
【請求項3】
前記第2のコーティング層(16)が、0.001インチ〜0.010インチの厚さを有する、請求項1又は請求項2のいずれか1項記載の熱コーティング系(10)。
【請求項4】
前記第1のコーティング層(14)及び基材(12)間に施工されたアンダコート層をさらに含み、
前記アンダコート層が、アルミナ粉末及びシリカバインダを含む、
請求項1から請求項3のいずれか1項記載の熱コーティング系(10)。
【請求項5】
前記アンダコート層が、0.001インチ〜0.008インチの厚さを有する、請求項4記載の熱コーティング系(10)。
【請求項6】
熱コーティング系(10)を施工する方法であって、
(a)アルミナ粉末、シリカバインダ、並びに(i)トルエン、ジレン、セロソルブアセテート、EEアセテート及びミネラルスピリットからなる第1の群又は(ii)メチルエチルケトン、メチルイソブチルケトン、ラッカシンナ及びアセトンからなる第2の群のいずれかから選択される1種以上の添加剤を含むボンディングコート混合物(14)に第1の電荷(22)を付加するステップと、
(b)基材(26)に前記第1の電荷(22)の異極性を有する第2の電荷(24)を付加するステップと、
(c)前記基材(26)上に前記ボンディングコート混合物(14)を溶射するステップと、
(d)前記ボンディングコート混合物(14)上にチタン酸亜鉛又は酸化セリウムの少なくとも1つを含むトップコート混合物(16)を施工するステップと、を含む、
方法。
【請求項7】
少なくとも1500°Fの温度を有する環境中で少なくとも30分間前記ボンディングコート混合物(14)及びトップコート混合物(16)を硬化させるステップをさらに含む、請求項6記載の方法。
【請求項8】
前記ボンディングコート混合物(14)及び基材(26)間に、アルミナ粉末及びシリカバインダを含むアンダコート層を施工するステップをさらに含む、請求項6又は請求項7のいずれか1項記載の方法。
【請求項9】
少なくとも1500°Fの温度を有する環境中で前記ボンディングコート混合物(14)、トップコート混合物(16)及びアンダコート層を硬化させるステップをさらに含む、請求項8記載の方法。
【請求項10】
少なくとも1500°Fの温度を有する環境中で少なくとも30分間前記ボンディングコート混合物(14)、トップコート混合物(16)及びアンダコート層を硬化させるステップをさらに含む、請求項8記載の方法。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−63018(P2011−63018A)
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願番号】特願2010−200407(P2010−200407)
【出願日】平成22年9月8日(2010.9.8)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願日】平成22年9月8日(2010.9.8)
【出願人】(390041542)ゼネラル・エレクトリック・カンパニイ (6,332)
【氏名又は名称原語表記】GENERAL ELECTRIC COMPANY
【Fターム(参考)】
[ Back to top ]