
熱ローラ
【課題】ローラ本体の径に左右されることなく、ローラ本体の端面で開口する気液二相の熱媒体を封入するジャケット室となる複数の孔を確実に封止するとともに、ローラ本体のジャケット室から外表面までの肉厚を薄くした熱ローラを提供すること。
【解決手段】肉厚部分に気液二相の熱媒体を封入するジャケット室25となる複数の孔が軸心方向に沿って貫通して設けた中空円筒状のローラ本体1Aの中空内に誘導発熱機構7を設け表面に当接する被処理物を熱処理する熱ローラ1において、ローラ本体1Aの一方の端面に開口する前記複数の孔を、ローラ本体1Aと同径で中実の環状のリング27の摩擦圧接による面接合によって気密に封止し、他方の端面に開口する前記複数の孔を、ジャーナル3の摩擦圧接による面接合によって気密に封止する。
【解決手段】肉厚部分に気液二相の熱媒体を封入するジャケット室25となる複数の孔が軸心方向に沿って貫通して設けた中空円筒状のローラ本体1Aの中空内に誘導発熱機構7を設け表面に当接する被処理物を熱処理する熱ローラ1において、ローラ本体1Aの一方の端面に開口する前記複数の孔を、ローラ本体1Aと同径で中実の環状のリング27の摩擦圧接による面接合によって気密に封止し、他方の端面に開口する前記複数の孔を、ジャーナル3の摩擦圧接による面接合によって気密に封止する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、肉厚部分に気液二相の熱媒体を封入するジャケット室を設けた熱ローラ、詳細にはジャケット室の気密封止に関するものである。
【背景技術】
【0002】
たとえばプラスチックフイルム、不織布、金属箔などのシート材、あるいはウエブ材などの被処理材を連続して熱処理する工程において、回転しつつ発熱するローラを使用することはよく知られている。その典型的な例を図7以降の各図に示す誘導発熱機構を熱源とする誘導発熱ローラ装置により説明する。1はローラ、2,3はローラ1の両端に一体的に連結されているジャーナルで、そのそれぞれの外端は駆動軸部2A,3Aとされ、これらが軸受4,5を介して機台6に回転自在に支持されている。そして外部から与えられる駆動力によって回転される。
【0003】
7は誘導発熱機構で、ホルダー8の外周に支持されている筒状の鉄心9と、その外周に巻装されている誘導コイル10とによって構成されている。誘導コイル10を交流電源により励磁することにより、交番磁束が発生し、この交番磁束によりローラ1が誘導発熱することは周知のとおりである。11,12は誘導発熱機構7の両端部のそれぞれから一体的に延びる支持ロッドで、そのそれぞれはジャーナル2,3のそれぞれの内部に挿通され、軸受13,14を介して駆動軸部2A,3Aに対して支持されている。これにより誘導発熱機構7は、ローラ1の内部において宙吊り状態で支持されることになる。
【0004】
15は誘導コイル10に接続されるリード線で、一方の支持ロッド12の中を通り、その外端から外部に導出され、励磁用の交流電源に接続される。16は支持ロッド12がローラ1の回転につられて回転することのないようにするための回り止め具である。17はローラ1の温度を検出するための温度検出器で、ローラ1の周壁の肉厚部分に挿通されている。18はそのリード線で、図のようにジャーナル3、駆動軸部3Aの中を通り、回転トランス19の回転側線輪20に接続されている。回転トランス19の固定側線輪21は出力端子22に接続されている。温度検出器17が検出した温度信号は、回転トランス19を経て、外部に取りだされる。
【0005】
このような構成の熱ローラ装置においては、ローラ1の外周の温度分布が均一になるようにするため、ローラ1の周壁にその軸心方向に沿って貫通している、複数のジャケット室25が設けられる。ジャケット室25はローラ1の肉厚部にドリル加工によつて孔を設けることによって構成される。そしてその内部には気液二相の熱媒体が気密に封入される。また各ジャケット室25は互いに連通されることがある。
【0006】
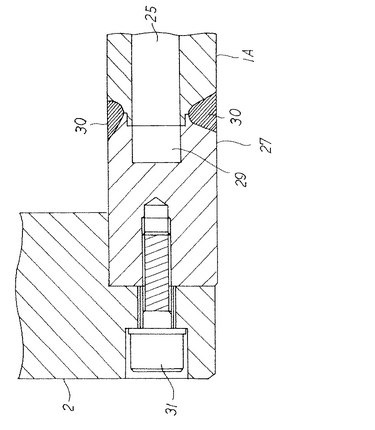
従来のローラ1は、ローラ本体1Aと、その各端面に向かいあうリング27,28とからなる。すなわち各リング27,28はローラ本体に溶接によって一体化され、ジャケット室を気密に封止している。各ジャケット室を連通する必要があるときは、リングの端面にその円周方向に沿って環状溝29を形成しておき、その環状溝29がジャケット室25の端部に向かいあうように、各リング27,28をローラ本体1Aの端面に突き合わせる。
【0007】
そして、その突き合わせ部分の内周および外周を溶接して、ローラ本体1Aとリング27,28とを一体化し、ジャケット室を気密に封止する。30はその溶接個所を示す。各リング27,28はボルト31によつて、ジャーナル2,3に固定される(図7参照。)。環状溝29が各ジャケット室25の開口端部と向かいあうことにより、各ジャケット室25は前記のように互いに連通することになる。
【0008】
しかし、リングを溶接するためには、溶接に先立って、その溶接個所に、開先加工を施しておかなければならない。また溶接によるとき、ローラ本体1Aの外周における溶接作業は容易であるとしても、内周における溶接に際しては、溶接機をローラ本体1Aの内部にまで入れ込む必要があり、特にローラ本体1Aの径が小さいときは困難であり、ジャケット室の封入が不完全となることがある。
【0009】
また、温度検出器17をローラ本体の肉厚部分のうち、ジャケット室25より外側に設置しようとするときは、その設置個所に温度検出器を挿入するための孔を設けなければならない。しかしローラ本体1Aの外周には溶接個所30が存在しているので、この部分を避けて温度検出器を挿入するための孔を設ける必要がある。そのためジャケット室25とローラ本体1Aの外周との間を、十分な肉厚とし、溶接個所30の底部とジャケット室25との間を十分な厚さとしておかなければならず、そのためローラ本体1Aが大型化する欠点がある。これを避けるためには図4に示すように温度検出器をジャケット室の中に挿入すればよいが、そのためにはパイプ32を設けて、ジャケット室の気密を保持しなければならず、そのため構成が複雑かつ面倒となるといった問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明が解決しようとする課題は、ローラ本体の径に左右されることなく、ローラ本体の端面で開口する気液二相の熱媒体を封入するジャケット室となる複数の孔を確実に封止するとともに、ローラ本体のジャケット室から外表面までの肉厚を薄くした熱ローラを提供し、斯かる問題を解消する点にある。
【課題を解決するための手段】
【0011】
本発明は、肉厚部分に気液二相の熱媒体を封入するジャケット室となる複数の孔が軸心方向に沿って貫通して設けた中空円筒状のローラ本体の中空内に熱源を設け表面に当接する被処理物を熱処理する熱ローラにおいて、前記ローラ本体の少なくとも一方の端面に開口する前記複数の孔を、前記ローラ本体と同径で中実の環状のリングの摩擦圧接による面接合によって気密に封止してなることを主な特徴とする。
【発明の効果】
【0012】
本発明では、ローラ本体に設けられたジャケット室の複数の開口孔を、環状の中実リングを摩擦圧接による面接合によって気密に封止するので、溶接にさきだって必要とした開先加工は不要であり、その分封止に要する作業が溶接作業に比較して簡単であり、作業時間が短縮できるとともにその作業手間を削減することができる。またローラ本体の径および肉厚に左右されることなく完全な封止が得られ、ジャケット室内の液漏れのない信頼性の高い熱ローラとなる。さらには、温度検出器をローラ本体の肉厚部の中に設置する場合でも、溶接による場合の開先加工分の肉厚を薄くすることができ、ローラ本体として小型のもので足りるといった効果を奏する。
【発明を実施するための最良の形態】
【0013】
ローラ本体の径に左右されることなく、ローラ本体の端面で開口する気液二相の熱媒体を封入するジャケット室となる複数の孔を確実に封止するとともに、ローラ本体1Aのジャケット室から外表面までの肉厚を薄くした熱ローラを提供する目的を、ローラ本体の端面で開口するジャケット室となる複数の孔を、ローラ本体と同径で中実の環状のリングの摩擦圧接による面接合によって気密に封止することにより実現した。以下、本発明の実施例に係る熱ローラを図1以降の各図によって説明する。
【実施例】
【0014】
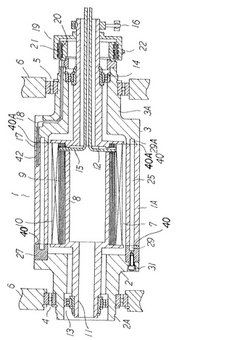
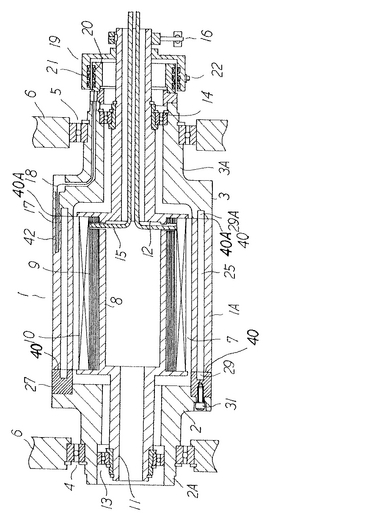
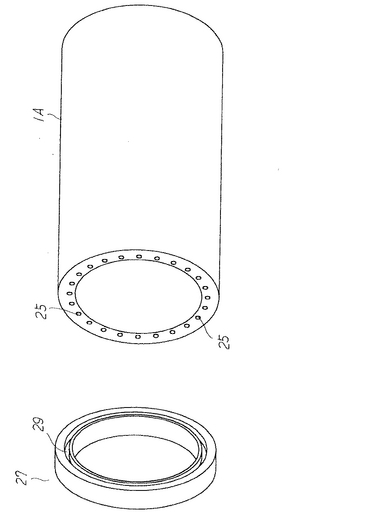
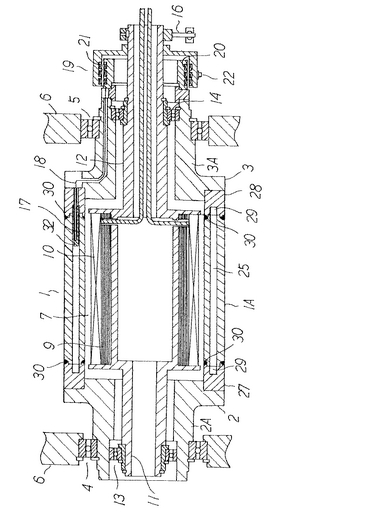
図1は本発明の実施例に係る熱ローラ装置の断面図、図2および図3は要部を分解して示す拡大斜視図である。なお、図7以降の各図の符号と同じ符号を付した部分は、同一または対応する部分を示す。図1および図2に示すように、ローラ本体1Aの少なくとも一方の端面に、ローラ本体1Aと同径で中実の環状のリング27の端面を直接向い合わせる。ジャケット室25を連通する必要があるときは、リング27のローラ本体1Aの端面に向いあう端面に、環状の連通溝29を設ける。そしてこの向かいあう端面同志を摩擦圧接によって一体的に面接合する。
【0015】
具体的には、ローラ本体1Aを固定しておいてから、その端面にリング27の端面を圧接させた状態で回転させ、そのとき発生する摩擦熱によって両者を面接合する。この接合によってローラ本体1Aの端面で開口するジャケット室25となる複数の孔の開口を一挙に気密に封止することができる。図1の符号40はその面接合部を示している。また、リング27をローラ本体1Aに面接合したとき、連通溝29がジャケット室25の開口端面に向かいあい、これによりジャケット室25を互いに連通する。
【0016】
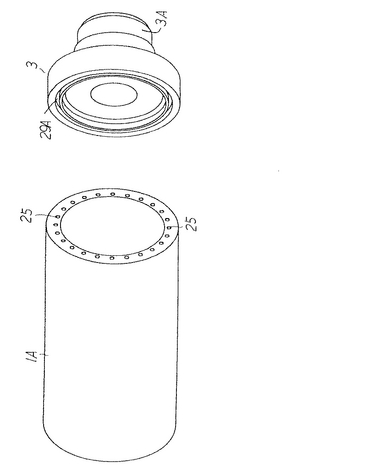
ローラ本体1Aの他方の端面は、図1および図3に示すように、ジャーナル3の端面を直接向い合わせる。ジャケット室25を連通する必要があるときは、ジャーナル3のローラ本体1Aの端面と向いあう端面に、環状の連通溝29Aを設ける。そしてこの向かいあう端面同志を摩擦圧接によって一体的に面接合する。具体的には、リング27の面接合と同様に、ローラ本体1Aを固定しておいてから、その端面にジャーナル3の端面を圧接させた状態で回転させ、そのとき発生する摩擦熱によって両者を面接合する。図1の符号40Aはその面接合部を示す。また、ジャーナル3をローラ本体1Aに面接合したとき、連通溝29Aがジャケット室25の開口端面に向かいあい、これによりジャケット室25を互いに連通する。
【0017】
このように、ローラ本体1Aの端面にリング27とジャーナル3を面接合したあと、リング27側から誘導発熱機構7およびこれと一体の支持ロッド11,12などをローラ本体1Aの内部に設置してから、ジャーナル2をリング27にボルト31の締付(図1を参照。)により固定する。図1は、このようにして完成されたローラ装置を示している。
【0018】
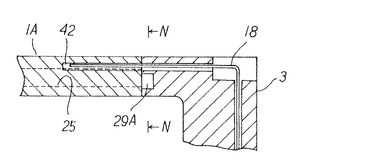
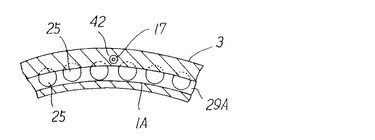
温度検出器17を設置するときは、図4、図5に示すようにローラ本体1Aの肉厚部分における、ジャケット室25とローラ本体1Aの外周との間に細孔42を、ジャーナル3を通して設ける。そしてここに温度検出器17を挿入して設置する。この場合従来のような溶接個所が存在していないので、ジャケット室25とローラ本体1Aの外周との間の肉厚部分は、細孔42を形成するだけの厚さがあればよく、したがって従来のものよりも肉厚の薄い、すなわち外径の小さいローラとすることができる。なお、細孔42をジャーナル2とリング27を通して設けるようにしても、従来のものよりも肉厚の薄い、すなわち外径の小さいローラとすることができる。
【0019】
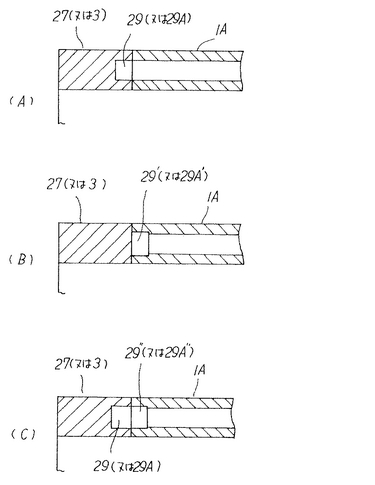
以上の実施例では、図6の(A)に示すように、連通溝29または29Aを、リング27またはジャーナル3側に設けているが、これに代えて図6の(B)に示すように、ローラ本体1Aの一方の端面または両端面に、連通溝29´または29A´を設けてもよい。更には図6の(C)に示すように、連通溝29または29Aをリング27またはジャーナル3側に設けた構成に加えて、図8の(C)に示すように、連通溝29または29Aに向かいあうように、ローラ1Aの一方の端面または両端面に、連通溝29″または29A″を設けてもよい。
【0020】
なお、各実施例では、ローラ本体1Aの一方の端面にローラ本体1Aと同径で中実の環状のリング27を面接合し、他方の端面にジャーナル3を面接合し、 ローラ本体1Aの肉厚内に形成したローラ本体1Aの端面で開口するジャケット室となる複数の孔の開口25を気密に封止しているが、多少手間がかかるもののこのジャーナル3に代え他方の端面も一方の端面と同様に、中実の環状のリング27を摩擦圧接することにより気密に封止するようにしてもよい。この場合には、ジャーナル3をリング27にボルト31の締付により固定する。
【図面の簡単な説明】
【0021】
【図1】本発明の第1の実施例係る熱ローラ装置の断面図である。
【図2】図1の一部の分解斜視図である。
【図3】図1の他の一部の分解斜視図である。
【図4】図1の一部の拡大断面図である。
【図5】図4のN−N線に沿う断面図である。
【図6】本発明の他の実施例を示す部分断面図である。
【図7】従来例の熱ローラ装置の断面図である。
【図8】従来例の要部断面図である。
【符号の説明】
【0022】
1 ローラ
1A ローラ本体
7 誘導発熱機構
2、3 ジャーナル
17 温度検出器
25 ジャケット室
27 リング
29、29A 連通溝
40、40A 面接合部
【技術分野】
【0001】
本発明は、肉厚部分に気液二相の熱媒体を封入するジャケット室を設けた熱ローラ、詳細にはジャケット室の気密封止に関するものである。
【背景技術】
【0002】
たとえばプラスチックフイルム、不織布、金属箔などのシート材、あるいはウエブ材などの被処理材を連続して熱処理する工程において、回転しつつ発熱するローラを使用することはよく知られている。その典型的な例を図7以降の各図に示す誘導発熱機構を熱源とする誘導発熱ローラ装置により説明する。1はローラ、2,3はローラ1の両端に一体的に連結されているジャーナルで、そのそれぞれの外端は駆動軸部2A,3Aとされ、これらが軸受4,5を介して機台6に回転自在に支持されている。そして外部から与えられる駆動力によって回転される。
【0003】
7は誘導発熱機構で、ホルダー8の外周に支持されている筒状の鉄心9と、その外周に巻装されている誘導コイル10とによって構成されている。誘導コイル10を交流電源により励磁することにより、交番磁束が発生し、この交番磁束によりローラ1が誘導発熱することは周知のとおりである。11,12は誘導発熱機構7の両端部のそれぞれから一体的に延びる支持ロッドで、そのそれぞれはジャーナル2,3のそれぞれの内部に挿通され、軸受13,14を介して駆動軸部2A,3Aに対して支持されている。これにより誘導発熱機構7は、ローラ1の内部において宙吊り状態で支持されることになる。
【0004】
15は誘導コイル10に接続されるリード線で、一方の支持ロッド12の中を通り、その外端から外部に導出され、励磁用の交流電源に接続される。16は支持ロッド12がローラ1の回転につられて回転することのないようにするための回り止め具である。17はローラ1の温度を検出するための温度検出器で、ローラ1の周壁の肉厚部分に挿通されている。18はそのリード線で、図のようにジャーナル3、駆動軸部3Aの中を通り、回転トランス19の回転側線輪20に接続されている。回転トランス19の固定側線輪21は出力端子22に接続されている。温度検出器17が検出した温度信号は、回転トランス19を経て、外部に取りだされる。
【0005】
このような構成の熱ローラ装置においては、ローラ1の外周の温度分布が均一になるようにするため、ローラ1の周壁にその軸心方向に沿って貫通している、複数のジャケット室25が設けられる。ジャケット室25はローラ1の肉厚部にドリル加工によつて孔を設けることによって構成される。そしてその内部には気液二相の熱媒体が気密に封入される。また各ジャケット室25は互いに連通されることがある。
【0006】
従来のローラ1は、ローラ本体1Aと、その各端面に向かいあうリング27,28とからなる。すなわち各リング27,28はローラ本体に溶接によって一体化され、ジャケット室を気密に封止している。各ジャケット室を連通する必要があるときは、リングの端面にその円周方向に沿って環状溝29を形成しておき、その環状溝29がジャケット室25の端部に向かいあうように、各リング27,28をローラ本体1Aの端面に突き合わせる。
【0007】
そして、その突き合わせ部分の内周および外周を溶接して、ローラ本体1Aとリング27,28とを一体化し、ジャケット室を気密に封止する。30はその溶接個所を示す。各リング27,28はボルト31によつて、ジャーナル2,3に固定される(図7参照。)。環状溝29が各ジャケット室25の開口端部と向かいあうことにより、各ジャケット室25は前記のように互いに連通することになる。
【0008】
しかし、リングを溶接するためには、溶接に先立って、その溶接個所に、開先加工を施しておかなければならない。また溶接によるとき、ローラ本体1Aの外周における溶接作業は容易であるとしても、内周における溶接に際しては、溶接機をローラ本体1Aの内部にまで入れ込む必要があり、特にローラ本体1Aの径が小さいときは困難であり、ジャケット室の封入が不完全となることがある。
【0009】
また、温度検出器17をローラ本体の肉厚部分のうち、ジャケット室25より外側に設置しようとするときは、その設置個所に温度検出器を挿入するための孔を設けなければならない。しかしローラ本体1Aの外周には溶接個所30が存在しているので、この部分を避けて温度検出器を挿入するための孔を設ける必要がある。そのためジャケット室25とローラ本体1Aの外周との間を、十分な肉厚とし、溶接個所30の底部とジャケット室25との間を十分な厚さとしておかなければならず、そのためローラ本体1Aが大型化する欠点がある。これを避けるためには図4に示すように温度検出器をジャケット室の中に挿入すればよいが、そのためにはパイプ32を設けて、ジャケット室の気密を保持しなければならず、そのため構成が複雑かつ面倒となるといった問題があった。
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明が解決しようとする課題は、ローラ本体の径に左右されることなく、ローラ本体の端面で開口する気液二相の熱媒体を封入するジャケット室となる複数の孔を確実に封止するとともに、ローラ本体のジャケット室から外表面までの肉厚を薄くした熱ローラを提供し、斯かる問題を解消する点にある。
【課題を解決するための手段】
【0011】
本発明は、肉厚部分に気液二相の熱媒体を封入するジャケット室となる複数の孔が軸心方向に沿って貫通して設けた中空円筒状のローラ本体の中空内に熱源を設け表面に当接する被処理物を熱処理する熱ローラにおいて、前記ローラ本体の少なくとも一方の端面に開口する前記複数の孔を、前記ローラ本体と同径で中実の環状のリングの摩擦圧接による面接合によって気密に封止してなることを主な特徴とする。
【発明の効果】
【0012】
本発明では、ローラ本体に設けられたジャケット室の複数の開口孔を、環状の中実リングを摩擦圧接による面接合によって気密に封止するので、溶接にさきだって必要とした開先加工は不要であり、その分封止に要する作業が溶接作業に比較して簡単であり、作業時間が短縮できるとともにその作業手間を削減することができる。またローラ本体の径および肉厚に左右されることなく完全な封止が得られ、ジャケット室内の液漏れのない信頼性の高い熱ローラとなる。さらには、温度検出器をローラ本体の肉厚部の中に設置する場合でも、溶接による場合の開先加工分の肉厚を薄くすることができ、ローラ本体として小型のもので足りるといった効果を奏する。
【発明を実施するための最良の形態】
【0013】
ローラ本体の径に左右されることなく、ローラ本体の端面で開口する気液二相の熱媒体を封入するジャケット室となる複数の孔を確実に封止するとともに、ローラ本体1Aのジャケット室から外表面までの肉厚を薄くした熱ローラを提供する目的を、ローラ本体の端面で開口するジャケット室となる複数の孔を、ローラ本体と同径で中実の環状のリングの摩擦圧接による面接合によって気密に封止することにより実現した。以下、本発明の実施例に係る熱ローラを図1以降の各図によって説明する。
【実施例】
【0014】
図1は本発明の実施例に係る熱ローラ装置の断面図、図2および図3は要部を分解して示す拡大斜視図である。なお、図7以降の各図の符号と同じ符号を付した部分は、同一または対応する部分を示す。図1および図2に示すように、ローラ本体1Aの少なくとも一方の端面に、ローラ本体1Aと同径で中実の環状のリング27の端面を直接向い合わせる。ジャケット室25を連通する必要があるときは、リング27のローラ本体1Aの端面に向いあう端面に、環状の連通溝29を設ける。そしてこの向かいあう端面同志を摩擦圧接によって一体的に面接合する。
【0015】
具体的には、ローラ本体1Aを固定しておいてから、その端面にリング27の端面を圧接させた状態で回転させ、そのとき発生する摩擦熱によって両者を面接合する。この接合によってローラ本体1Aの端面で開口するジャケット室25となる複数の孔の開口を一挙に気密に封止することができる。図1の符号40はその面接合部を示している。また、リング27をローラ本体1Aに面接合したとき、連通溝29がジャケット室25の開口端面に向かいあい、これによりジャケット室25を互いに連通する。
【0016】
ローラ本体1Aの他方の端面は、図1および図3に示すように、ジャーナル3の端面を直接向い合わせる。ジャケット室25を連通する必要があるときは、ジャーナル3のローラ本体1Aの端面と向いあう端面に、環状の連通溝29Aを設ける。そしてこの向かいあう端面同志を摩擦圧接によって一体的に面接合する。具体的には、リング27の面接合と同様に、ローラ本体1Aを固定しておいてから、その端面にジャーナル3の端面を圧接させた状態で回転させ、そのとき発生する摩擦熱によって両者を面接合する。図1の符号40Aはその面接合部を示す。また、ジャーナル3をローラ本体1Aに面接合したとき、連通溝29Aがジャケット室25の開口端面に向かいあい、これによりジャケット室25を互いに連通する。
【0017】
このように、ローラ本体1Aの端面にリング27とジャーナル3を面接合したあと、リング27側から誘導発熱機構7およびこれと一体の支持ロッド11,12などをローラ本体1Aの内部に設置してから、ジャーナル2をリング27にボルト31の締付(図1を参照。)により固定する。図1は、このようにして完成されたローラ装置を示している。
【0018】
温度検出器17を設置するときは、図4、図5に示すようにローラ本体1Aの肉厚部分における、ジャケット室25とローラ本体1Aの外周との間に細孔42を、ジャーナル3を通して設ける。そしてここに温度検出器17を挿入して設置する。この場合従来のような溶接個所が存在していないので、ジャケット室25とローラ本体1Aの外周との間の肉厚部分は、細孔42を形成するだけの厚さがあればよく、したがって従来のものよりも肉厚の薄い、すなわち外径の小さいローラとすることができる。なお、細孔42をジャーナル2とリング27を通して設けるようにしても、従来のものよりも肉厚の薄い、すなわち外径の小さいローラとすることができる。
【0019】
以上の実施例では、図6の(A)に示すように、連通溝29または29Aを、リング27またはジャーナル3側に設けているが、これに代えて図6の(B)に示すように、ローラ本体1Aの一方の端面または両端面に、連通溝29´または29A´を設けてもよい。更には図6の(C)に示すように、連通溝29または29Aをリング27またはジャーナル3側に設けた構成に加えて、図8の(C)に示すように、連通溝29または29Aに向かいあうように、ローラ1Aの一方の端面または両端面に、連通溝29″または29A″を設けてもよい。
【0020】
なお、各実施例では、ローラ本体1Aの一方の端面にローラ本体1Aと同径で中実の環状のリング27を面接合し、他方の端面にジャーナル3を面接合し、 ローラ本体1Aの肉厚内に形成したローラ本体1Aの端面で開口するジャケット室となる複数の孔の開口25を気密に封止しているが、多少手間がかかるもののこのジャーナル3に代え他方の端面も一方の端面と同様に、中実の環状のリング27を摩擦圧接することにより気密に封止するようにしてもよい。この場合には、ジャーナル3をリング27にボルト31の締付により固定する。
【図面の簡単な説明】
【0021】
【図1】本発明の第1の実施例係る熱ローラ装置の断面図である。
【図2】図1の一部の分解斜視図である。
【図3】図1の他の一部の分解斜視図である。
【図4】図1の一部の拡大断面図である。
【図5】図4のN−N線に沿う断面図である。
【図6】本発明の他の実施例を示す部分断面図である。
【図7】従来例の熱ローラ装置の断面図である。
【図8】従来例の要部断面図である。
【符号の説明】
【0022】
1 ローラ
1A ローラ本体
7 誘導発熱機構
2、3 ジャーナル
17 温度検出器
25 ジャケット室
27 リング
29、29A 連通溝
40、40A 面接合部
【特許請求の範囲】
【請求項1】
肉厚部分に気液二相の熱媒体を封入するジャケット室となる複数の孔が軸心方向に沿って貫通して設けた中空円筒状のローラ本体の中空内に熱源を設け表面に当接する被処理物を熱処理する熱ローラにおいて、前記ローラ本体の少なくとも一方の端面に開口する前記複数の孔を、前記ローラ本体と同径で中実の環状のリングの摩擦圧接による面接合によって気密に封止してなることを特徴とする熱ローラ。
【請求項2】
リングの端面に、ローラ本体の複数のジャケットを連通する環状の連通溝を形成してなることを特徴とする請求項1に記載の熱ローラ。
【請求項3】
ローラ本体の端面に複数のジャケットを連通する環状の連通溝を形成してなることを特徴とする請求項1又は請求項2に記載の熱ローラ。
【請求項1】
肉厚部分に気液二相の熱媒体を封入するジャケット室となる複数の孔が軸心方向に沿って貫通して設けた中空円筒状のローラ本体の中空内に熱源を設け表面に当接する被処理物を熱処理する熱ローラにおいて、前記ローラ本体の少なくとも一方の端面に開口する前記複数の孔を、前記ローラ本体と同径で中実の環状のリングの摩擦圧接による面接合によって気密に封止してなることを特徴とする熱ローラ。
【請求項2】
リングの端面に、ローラ本体の複数のジャケットを連通する環状の連通溝を形成してなることを特徴とする請求項1に記載の熱ローラ。
【請求項3】
ローラ本体の端面に複数のジャケットを連通する環状の連通溝を形成してなることを特徴とする請求項1又は請求項2に記載の熱ローラ。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2006−207827(P2006−207827A)
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願番号】特願2006−116961(P2006−116961)
【出願日】平成18年4月20日(2006.4.20)
【分割の表示】特願2001−351660(P2001−351660)の分割
【原出願日】平成13年11月16日(2001.11.16)
【出願人】(000110158)トクデン株式会社 (91)
【Fターム(参考)】
【公開日】平成18年8月10日(2006.8.10)
【国際特許分類】
【出願日】平成18年4月20日(2006.4.20)
【分割の表示】特願2001−351660(P2001−351660)の分割
【原出願日】平成13年11月16日(2001.11.16)
【出願人】(000110158)トクデン株式会社 (91)
【Fターム(参考)】
[ Back to top ]