
熱交換器の製造装置
【課題】地中の広いエリアに亘って採熱/放熱を行うことができると共に、熱交換効率を向上させることができるように構成された地中熱ヒートポンプシステム用の熱交換器を効率良く製造する熱交換器の製造装置を提供する。
【解決手段】2本のチューブ3,4からなる一対の整列巻管7aと、一対の整列巻管の先端同士を連結するU字管継手と、を備え、地中熱に対して熱交換を行う熱交換器の製造装置20であって、2本のチューブのそれぞれが巻回された2組のリール体1a,2aを設置可能な2台の巻管繰出機1,2と、2台の巻管繰出機からそれぞれ繰り出された2本のチューブを並列にし、コイル状に整列巻きして一対の整列巻管を形成する整列巻取機7と、を備えている。
【解決手段】2本のチューブ3,4からなる一対の整列巻管7aと、一対の整列巻管の先端同士を連結するU字管継手と、を備え、地中熱に対して熱交換を行う熱交換器の製造装置20であって、2本のチューブのそれぞれが巻回された2組のリール体1a,2aを設置可能な2台の巻管繰出機1,2と、2台の巻管繰出機からそれぞれ繰り出された2本のチューブを並列にし、コイル状に整列巻きして一対の整列巻管を形成する整列巻取機7と、を備えている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、地中の熱を採熱したり、地中へ熱を放熱したりするための地中熱ヒートポンプシステムに用いられる採熱/放熱管からなる熱交換器、熱交換器の製造装置、及び熱交換器の製造方法に関する。
【背景技術】
【0002】
従来より、地中にU字管からなる熱交換器を埋設し、その熱交換器内に熱媒体を流通させて熱交換させることで、暖房用の熱を地中から吸収したり、室内の余剰熱を地中に放出したりする地中熱ヒートポンプシステムが知られている(例えば、特許文献1参照)。この地中熱ヒートポンプシステムにおける熱交換器は採熱/放熱管とも呼ばれ、2本のチューブの下端部同士が継手部材を介して連結された構成となっている。このような2本のチューブからなる熱交換器は、地中に形成された例えば直径90mm〜150mm程度の小径のボーリング孔の内側に挿入され、地中熱ヒートポンプシステムを構成している。このとき、2本のチューブの下端部に介在する継手部材は樹脂製のU字管継手であり、2本のチューブ同士を連通させるU字状の貫通孔が形成されている。
【0003】
このような構成により、例えば、一方のチューブ側から送り込まれた常温の気体(熱媒体)が地中の熱を吸収し、U字管継手を経由して他方のチューブ側から室内へ導かれることにより、地中から熱を吸収した気体によって室内を暖房させることができる。また、これとは逆に、一方のチューブ側から送り込まれた高温の気体が地中へ熱を放散し、U字管継手を経由して他方のチューブ側から室内へ導かれることにより、地中へ熱を放散した気体によって室内を冷房させることができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−337569号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、上述した熱交換器(採熱/放熱管)は、2本で一対となった一組のチューブの先端同士をU字管継手で連結することにより製造されるが、これまでこのような熱交換器を効率良く製造する装置は無かった。
【0006】
そこで、本発明は、このような事情に鑑みてなされたものであり、地中の広いエリアに亘って採熱/放熱を行うことができると共に、熱交換効率を向上させることができるように構成された地中熱ヒートポンプシステム用の熱交換器を効率良く製造する熱交換器の製造装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、本発明は、2本のチューブからなる一対の整列巻管と、該一対の整列巻管の先端同士を連結するU字管継手と、を備え、地中熱に対して熱交換を行う熱交換器の製造装置であって、前記2本のチューブのそれぞれが巻回された2組のリール体を設置可能な2台の巻管繰出機と、該2台の巻管繰出機からそれぞれ繰り出された前記2本のチューブを並列にし、コイル状に整列巻きして前記一対の整列巻管を形成する整列巻取機と、を備えていることを特徴としている。
【0008】
また、本発明は、前記整列巻取機によって形成された前記一対の整列巻管の先端部分において、前記2本のチューブを相互に相通させる通気孔を有する前記U字管継手を、前記2本のチューブのそれぞれに融着接続させる高周波誘導加熱機と、前記一対の整列巻管の終端部分の所定の位置において、前記2本のチューブを一括して切断する切断手段と、を備えていることを特徴としている。
【発明の効果】
【0009】
本発明によれば、2本のチューブを容易にコイル状に整列巻きして一対の整列巻管を形成することができるため、地中熱ヒートポンプシステム用の熱交換器を効率良く製造することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態に適用されるコイル状の採熱/放熱管からなる熱交換器の製造装置であり、(a)は側面図、(b)は上面図である。
【図2】本実施形態の熱交換器の製造装置におけるチューブ整列部の部分斜視図(1)である。
【図3】本実施形態の熱交換器の製造装置におけるチューブ整列部の部分斜視図(2)である。
【図4】本実施形態の熱交換器の製造装置におけるチューブ整列部の部分斜視図(3)である。
【図5】図1に示す熱交換器の製造装置によって製造されたコイル状の採熱/放熱管からなる熱交換器の外観斜視図である。
【図6】図1に示す熱交換器の製造装置によって製造されたコイル状の採熱/放熱管からなる熱交換器の一実施例の製品図であり、(a)はコイル状の熱交換器の斜視図、(b)は(a)のA部を拡大した平面図(一部断面図)、(c)は(b)のB方向から見た正面図である。
【発明を実施するための形態】
【0011】
本発明の実施形態に係る熱交換器(採熱/放熱管)は、2本のチューブが並列にコイル状に整列巻きされた一対の整列巻管と、この一対の整列巻管の先端部分に2本のチューブを相互に相通するために設けられたU字管継手と、を備えて構成されている。このような構成により、熱交換器は、一方のチューブ口から送り込まれた熱媒体が、配管内を通過して他方のチューブ口から送出される過程において熱交換が行われるものである。
【0012】
次に、本実施形態における熱交換器の製造装置は、チューブを成型するための押出し成型機と、押出し成型機の後方(下流側)に設置された2台の巻取り機(巻管繰出機)と、2台の巻取り機でそれぞれ巻き取った2組のリール体からそれぞれチューブを繰り出し、2本のチューブを組み合わせて一対の整列巻管を形成する整列巻取機と、を備えている。つまり、整列巻取機によって2本のチューブを同時に再巻取り(リコイル)し、整列巻管(整列コイル)を製造する。さらに、この整列巻管の先端部のそれぞれのチューブ口にU字管継手を融着接続する高周波誘導加熱機を備えている。
【0013】
このように構成された整列巻管からなる熱交換器によれば、この熱交換器を地中に埋設した後に、整列巻管の一方のチューブ口から送り込まれた熱媒体がコイル部分を通過して他方のチューブ口へ送出されることにより、地中の広いエリアに亘って効率的に熱交換を行うことができる。したがって、このような熱交換器を用いて地中熱ヒートポンプシステムを構築することにより、室内を効果的に冷暖房させることが可能となる。
【0014】
(熱交換器の製造装置)
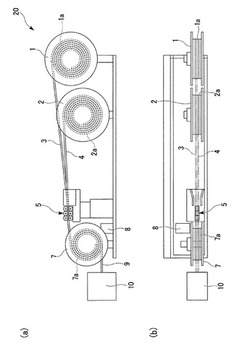
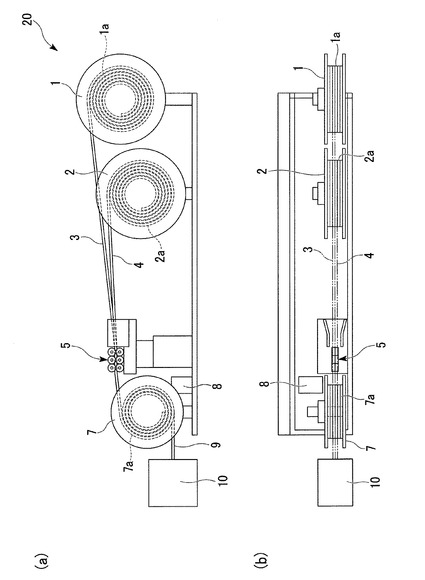
図1は、本発明の実施形態に適用される採熱/放熱管からなる熱交換器の製造装置であり、(a)は側面図、(b)は上面図である。すなわち、この図は、巻管状(コイル状)の熱交換器11の製造装置20の外観を示している。この製造装置20は、ポリエチレンなどの樹脂製のチューブを成型するための押出し成型機(図示せず)の後方(下流側)に設置される装置である。
【0015】
また、この製造装置20は、図示しない押出成型機に近い側に、第1巻管1aを設置可能な第1巻管繰出機1と、第2巻管2aを設置可能な第2巻管繰出機2とが相互に接触しないようにチューブが繰り出される方向(縦列方向)に沿って配置されている。第1巻管繰出機1および第2巻管繰出機2(以下、両者を総称して巻管繰出機という)は、それぞれ、円形状のボビンを備えており、押出し成型機から送り出されたチューブが巻管状に巻回された第1巻管1aおよび第2巻管2aをそれぞれ設置可能に構成されている。つまり、第1巻管1aおよび第2巻管2aが2組のリール体を構成している。
【0016】
第1巻管繰出機1に巻回された第1巻管1aから繰り出されたチューブ3、および第2巻管繰出機2に巻回された第2巻管2aから繰り出されたチューブ4は、チューブ整列部5を通過するときに並列に整列され、整列巻取機7によって2本同時に再巻取り(リコイル)されて整列巻管7aが形成されるように構成されている。なお、整列巻取機7は巻取り制御モータ8によって回転駆動される。
【0017】
その後、整列巻管7aを構成する2本のチューブ3,4の先端部9はHF融着機(高周波誘導加熱機)10へ送り出されるように構成されている。そして、このHF融着機10によって、2本のチューブ3,4のそれぞれの先端部9と、U字管継手(図1では図示せず)とが加熱融着される。これによって、2本のチューブ3,4はU字管継手を介して連通される。なお、特に図示されていないが、整列巻管7aの終端部分の所定の位置において、切断手段が2本のチューブ3,4を一括して切断できるように構成されている。
【0018】
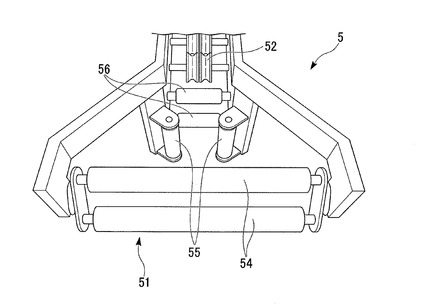
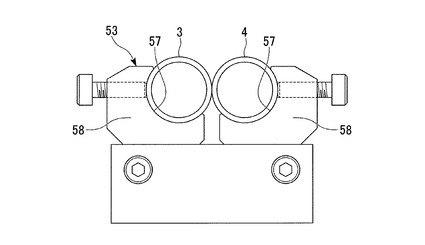
図2〜図4に示すように、チューブ整列部5は、チューブ3,4を整列巻取機7へ送り出すローラ部51と、2本のチューブ3,4を並列状態にするピンチローラ部52と、並列状態になった2本のチューブ3,4を略密着するように整列させるクランプ部53と、を備えている。
【0019】
さらに、図2に示すように、ローラ部51は、略水平方向に所定の間隔をあけて平行に配された一対の第1ローラ部54と、第1ローラ部54の下流側で略鉛直方向に所定の間隔をあけて平行に配された一対の第2ローラ部55と、第2ローラ部55の下流側で略水平方向に所定の間隔をあけて平行に配された一対の第3ローラ部56と、を備えている。この第3ローラ部56の下流側にピンチローラ部52が配されている。
【0020】
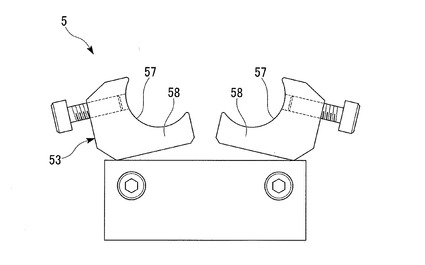
そして、図3、図4に示すように、ピンチローラ部52の下流側には2本のチューブ3,4を並行に整列させるためのクランプ部53が配されている。クランプ部53はチューブ3,4の外形に略一致する凹部57が形成されている。また、図3に示すように、クランプ部53は、それぞれのチューブ3,4が配される部材58,58ごとに分割されており、各部材58,58が近接離反可能に構成されている。つまり、初めに2本のチューブ3,4を装置にセットする際には、各部材58,58を離反させ(図3の状態)、チューブ3,4をセットした後に各部材58,58を近接させると2本のチューブ3,4が略当接して並行に整列状態になる(図4の状態)ように構成されている。
【0021】
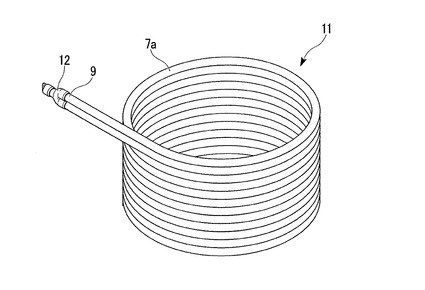
(熱交換器)
図5は、図1に示す熱交換器の製造装置20によって製造されたコイル状の採熱/放熱管からなる熱交換器11の外観斜視図である。図5に示すように、コイル状の採熱/放熱管からなる熱交換器11は、2本のチューブ3,4が並列に配置されて巻回された整列巻管7aと、2本のチューブ3,4の先端部9に融着されたU字管継手12と、を備えている。U字管継手12は、HF融着機10によって整列巻管7aに融着されている。なお、U字管継手12は、樹脂性であり、金型を用いて射出成型などの方法によって製造されたものである。
【0022】
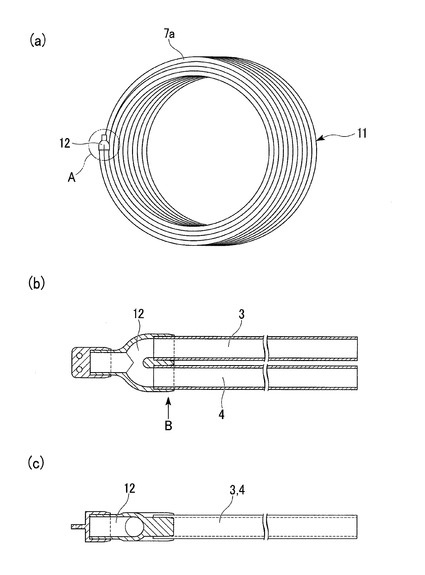
図6は、図1に示す熱交換器の製造装置20によって製造されたコイル状の採熱/放熱管からなる熱交換器11の一実施例の製品図であり、(a)はコイル状の熱交換器の斜視図、(b)は(a)のA部を拡大した平面図(一部断面図)、(c)は(b)のB方向から見た正面図である。
図6(a)に示すように、コイル状の採熱/放熱管からなる熱交換器11は、例えば、巻管外形が1250mm、巻管内径が700mm、巻幅が450mmの大きさで構成された整列巻管7aを備えている。
【0023】
また、図6(b)に示すように、熱交換器11の整列巻管7aを構成する2本のチューブ3,4は、それぞれ、直径が45mmのポリエチレン管によって構成されている。さらに、図6(b)、(c)に示すように、2本のチューブ3,4の先端部9は、横幅が約100mm、縦幅が約50mm、長さが約170mmのU字管継手12によって連結されている。このような構成により、2本のチューブ3,4は、U字管継手12を介して、相互に連通されている。
【0024】
(熱交換器の製造方法)
ここで、図1に示す熱交換器の製造装置20によってコイル状の採熱/放熱管からなる熱交換器11を製造するときの製造方法について説明する。
【0025】
まず、準備作業として、HF融着機10用ヒータの電源を入れ、ヒータ温度が所定温度以上となっていることを確認する。
【0026】
続いて、2台の巻管繰出機1,2のそれぞれに、第1巻管1aおよび第2巻管2aをセットする。その後、ローラ部51を介してピンチローラ部52にチューブ3、4を誘導する。具体的には、まず、いずれか一方の巻管(例えば、第2巻管2a)のチューブ4をクランプ部53まで引張り、ピンチローラ部52にチューブ4をセットする。続いて、他方の第1巻管1aのチューブ3をクランプ部53まで引張り、ピンチローラ部52にチューブ3をセットする。なお、チューブ3、チューブ4をチューブ整列部5へ誘導するまではクランプ部53の部材58,58は開の状態にすることで容易にチューブ3,4をクランプ部53に配することができる。そして、チューブ3,4の先端部9がクランプ部53より2cm程度出るようにする。なお、クランプ部53にチューブ3,4が確実に入っていることを確認する。
【0027】
続いて、クランプ部53にチューブ3,4がセットできたら、クランプ部53の部材58,58を閉状態(近接状態)で固定する。以上のような手順でリコイル設備の準備が完了したら、自動運転が可能な状態となる。
【0028】
続いて、製造装置20の起動ボタンを押すと、熱交換器の製造装置20による整列巻管7aのリコイル動作が自動スタートする。
そして、整列巻管7aのリコイルが完了した後に、既定の梱包部分をPP(ポリプロピレン)バンドで縛って固定する。
【0029】
続いて、第1巻管1aおよび第2巻管2aの後端部を切断機(不図示)を用いて切断する。
続いて、HF融着機10に整列巻管7aから繰り出されたチューブ3,4の先端部9をセットして、U字管継手12を取り付けた後、該U字管継手12をチューブ3,4の先端部9に加圧融着する。その後、冷却した後、HF融着機10からU字管継手12が融着されたチューブ3,4を取り外す。
【0030】
そして、整列巻取機7の巻取りボビンを回転させ、U字管継手12を整列巻取機7の巻取りボビンに密着させてビニール紐で縛った後、製品(熱交換器11)を取り外す。
【0031】
本実施形態によれば、製造装置20において2本のチューブ3,4を確実に並列に整列して整列巻取機7へ送り出すことが可能なチューブ整列部5を設けたため、2本のチューブ3,4を容易にコイル状に整列巻きして一対の整列巻管7aを形成することができるため、地中熱ヒートポンプシステム用の熱交換器11を効率良く製造することができる。
【0032】
以上、本発明の実施形態について詳細に説明したが、本発明の具体的な構成は上述した実施形態の内容に限定されるものではなく、本発明の趣旨を逸脱しない範囲の設計の変更等があっても、それらは本発明に含まれる。
【符号の説明】
【0033】
1…第1巻管繰出機(巻管繰出機) 1a…第1巻管(リール体) 2…第2巻管繰出機(巻管繰出機) 2a…第2巻管(リール体) 3,4…チューブ 7…整列巻取機 7a…整列巻管 9…先端部(先端部分) 10…HF融着機(高周波誘導加熱機) 11…熱交換器 12…U字管継手 20…製造装置
【技術分野】
【0001】
本発明は、地中の熱を採熱したり、地中へ熱を放熱したりするための地中熱ヒートポンプシステムに用いられる採熱/放熱管からなる熱交換器、熱交換器の製造装置、及び熱交換器の製造方法に関する。
【背景技術】
【0002】
従来より、地中にU字管からなる熱交換器を埋設し、その熱交換器内に熱媒体を流通させて熱交換させることで、暖房用の熱を地中から吸収したり、室内の余剰熱を地中に放出したりする地中熱ヒートポンプシステムが知られている(例えば、特許文献1参照)。この地中熱ヒートポンプシステムにおける熱交換器は採熱/放熱管とも呼ばれ、2本のチューブの下端部同士が継手部材を介して連結された構成となっている。このような2本のチューブからなる熱交換器は、地中に形成された例えば直径90mm〜150mm程度の小径のボーリング孔の内側に挿入され、地中熱ヒートポンプシステムを構成している。このとき、2本のチューブの下端部に介在する継手部材は樹脂製のU字管継手であり、2本のチューブ同士を連通させるU字状の貫通孔が形成されている。
【0003】
このような構成により、例えば、一方のチューブ側から送り込まれた常温の気体(熱媒体)が地中の熱を吸収し、U字管継手を経由して他方のチューブ側から室内へ導かれることにより、地中から熱を吸収した気体によって室内を暖房させることができる。また、これとは逆に、一方のチューブ側から送り込まれた高温の気体が地中へ熱を放散し、U字管継手を経由して他方のチューブ側から室内へ導かれることにより、地中へ熱を放散した気体によって室内を冷房させることができる。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2005−337569号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
ここで、上述した熱交換器(採熱/放熱管)は、2本で一対となった一組のチューブの先端同士をU字管継手で連結することにより製造されるが、これまでこのような熱交換器を効率良く製造する装置は無かった。
【0006】
そこで、本発明は、このような事情に鑑みてなされたものであり、地中の広いエリアに亘って採熱/放熱を行うことができると共に、熱交換効率を向上させることができるように構成された地中熱ヒートポンプシステム用の熱交換器を効率良く製造する熱交換器の製造装置を提供することを目的とする。
【課題を解決するための手段】
【0007】
上記の目的を達成するために、本発明は、2本のチューブからなる一対の整列巻管と、該一対の整列巻管の先端同士を連結するU字管継手と、を備え、地中熱に対して熱交換を行う熱交換器の製造装置であって、前記2本のチューブのそれぞれが巻回された2組のリール体を設置可能な2台の巻管繰出機と、該2台の巻管繰出機からそれぞれ繰り出された前記2本のチューブを並列にし、コイル状に整列巻きして前記一対の整列巻管を形成する整列巻取機と、を備えていることを特徴としている。
【0008】
また、本発明は、前記整列巻取機によって形成された前記一対の整列巻管の先端部分において、前記2本のチューブを相互に相通させる通気孔を有する前記U字管継手を、前記2本のチューブのそれぞれに融着接続させる高周波誘導加熱機と、前記一対の整列巻管の終端部分の所定の位置において、前記2本のチューブを一括して切断する切断手段と、を備えていることを特徴としている。
【発明の効果】
【0009】
本発明によれば、2本のチューブを容易にコイル状に整列巻きして一対の整列巻管を形成することができるため、地中熱ヒートポンプシステム用の熱交換器を効率良く製造することができる。
【図面の簡単な説明】
【0010】
【図1】本発明の実施形態に適用されるコイル状の採熱/放熱管からなる熱交換器の製造装置であり、(a)は側面図、(b)は上面図である。
【図2】本実施形態の熱交換器の製造装置におけるチューブ整列部の部分斜視図(1)である。
【図3】本実施形態の熱交換器の製造装置におけるチューブ整列部の部分斜視図(2)である。
【図4】本実施形態の熱交換器の製造装置におけるチューブ整列部の部分斜視図(3)である。
【図5】図1に示す熱交換器の製造装置によって製造されたコイル状の採熱/放熱管からなる熱交換器の外観斜視図である。
【図6】図1に示す熱交換器の製造装置によって製造されたコイル状の採熱/放熱管からなる熱交換器の一実施例の製品図であり、(a)はコイル状の熱交換器の斜視図、(b)は(a)のA部を拡大した平面図(一部断面図)、(c)は(b)のB方向から見た正面図である。
【発明を実施するための形態】
【0011】
本発明の実施形態に係る熱交換器(採熱/放熱管)は、2本のチューブが並列にコイル状に整列巻きされた一対の整列巻管と、この一対の整列巻管の先端部分に2本のチューブを相互に相通するために設けられたU字管継手と、を備えて構成されている。このような構成により、熱交換器は、一方のチューブ口から送り込まれた熱媒体が、配管内を通過して他方のチューブ口から送出される過程において熱交換が行われるものである。
【0012】
次に、本実施形態における熱交換器の製造装置は、チューブを成型するための押出し成型機と、押出し成型機の後方(下流側)に設置された2台の巻取り機(巻管繰出機)と、2台の巻取り機でそれぞれ巻き取った2組のリール体からそれぞれチューブを繰り出し、2本のチューブを組み合わせて一対の整列巻管を形成する整列巻取機と、を備えている。つまり、整列巻取機によって2本のチューブを同時に再巻取り(リコイル)し、整列巻管(整列コイル)を製造する。さらに、この整列巻管の先端部のそれぞれのチューブ口にU字管継手を融着接続する高周波誘導加熱機を備えている。
【0013】
このように構成された整列巻管からなる熱交換器によれば、この熱交換器を地中に埋設した後に、整列巻管の一方のチューブ口から送り込まれた熱媒体がコイル部分を通過して他方のチューブ口へ送出されることにより、地中の広いエリアに亘って効率的に熱交換を行うことができる。したがって、このような熱交換器を用いて地中熱ヒートポンプシステムを構築することにより、室内を効果的に冷暖房させることが可能となる。
【0014】
(熱交換器の製造装置)
図1は、本発明の実施形態に適用される採熱/放熱管からなる熱交換器の製造装置であり、(a)は側面図、(b)は上面図である。すなわち、この図は、巻管状(コイル状)の熱交換器11の製造装置20の外観を示している。この製造装置20は、ポリエチレンなどの樹脂製のチューブを成型するための押出し成型機(図示せず)の後方(下流側)に設置される装置である。
【0015】
また、この製造装置20は、図示しない押出成型機に近い側に、第1巻管1aを設置可能な第1巻管繰出機1と、第2巻管2aを設置可能な第2巻管繰出機2とが相互に接触しないようにチューブが繰り出される方向(縦列方向)に沿って配置されている。第1巻管繰出機1および第2巻管繰出機2(以下、両者を総称して巻管繰出機という)は、それぞれ、円形状のボビンを備えており、押出し成型機から送り出されたチューブが巻管状に巻回された第1巻管1aおよび第2巻管2aをそれぞれ設置可能に構成されている。つまり、第1巻管1aおよび第2巻管2aが2組のリール体を構成している。
【0016】
第1巻管繰出機1に巻回された第1巻管1aから繰り出されたチューブ3、および第2巻管繰出機2に巻回された第2巻管2aから繰り出されたチューブ4は、チューブ整列部5を通過するときに並列に整列され、整列巻取機7によって2本同時に再巻取り(リコイル)されて整列巻管7aが形成されるように構成されている。なお、整列巻取機7は巻取り制御モータ8によって回転駆動される。
【0017】
その後、整列巻管7aを構成する2本のチューブ3,4の先端部9はHF融着機(高周波誘導加熱機)10へ送り出されるように構成されている。そして、このHF融着機10によって、2本のチューブ3,4のそれぞれの先端部9と、U字管継手(図1では図示せず)とが加熱融着される。これによって、2本のチューブ3,4はU字管継手を介して連通される。なお、特に図示されていないが、整列巻管7aの終端部分の所定の位置において、切断手段が2本のチューブ3,4を一括して切断できるように構成されている。
【0018】
図2〜図4に示すように、チューブ整列部5は、チューブ3,4を整列巻取機7へ送り出すローラ部51と、2本のチューブ3,4を並列状態にするピンチローラ部52と、並列状態になった2本のチューブ3,4を略密着するように整列させるクランプ部53と、を備えている。
【0019】
さらに、図2に示すように、ローラ部51は、略水平方向に所定の間隔をあけて平行に配された一対の第1ローラ部54と、第1ローラ部54の下流側で略鉛直方向に所定の間隔をあけて平行に配された一対の第2ローラ部55と、第2ローラ部55の下流側で略水平方向に所定の間隔をあけて平行に配された一対の第3ローラ部56と、を備えている。この第3ローラ部56の下流側にピンチローラ部52が配されている。
【0020】
そして、図3、図4に示すように、ピンチローラ部52の下流側には2本のチューブ3,4を並行に整列させるためのクランプ部53が配されている。クランプ部53はチューブ3,4の外形に略一致する凹部57が形成されている。また、図3に示すように、クランプ部53は、それぞれのチューブ3,4が配される部材58,58ごとに分割されており、各部材58,58が近接離反可能に構成されている。つまり、初めに2本のチューブ3,4を装置にセットする際には、各部材58,58を離反させ(図3の状態)、チューブ3,4をセットした後に各部材58,58を近接させると2本のチューブ3,4が略当接して並行に整列状態になる(図4の状態)ように構成されている。
【0021】
(熱交換器)
図5は、図1に示す熱交換器の製造装置20によって製造されたコイル状の採熱/放熱管からなる熱交換器11の外観斜視図である。図5に示すように、コイル状の採熱/放熱管からなる熱交換器11は、2本のチューブ3,4が並列に配置されて巻回された整列巻管7aと、2本のチューブ3,4の先端部9に融着されたU字管継手12と、を備えている。U字管継手12は、HF融着機10によって整列巻管7aに融着されている。なお、U字管継手12は、樹脂性であり、金型を用いて射出成型などの方法によって製造されたものである。
【0022】
図6は、図1に示す熱交換器の製造装置20によって製造されたコイル状の採熱/放熱管からなる熱交換器11の一実施例の製品図であり、(a)はコイル状の熱交換器の斜視図、(b)は(a)のA部を拡大した平面図(一部断面図)、(c)は(b)のB方向から見た正面図である。
図6(a)に示すように、コイル状の採熱/放熱管からなる熱交換器11は、例えば、巻管外形が1250mm、巻管内径が700mm、巻幅が450mmの大きさで構成された整列巻管7aを備えている。
【0023】
また、図6(b)に示すように、熱交換器11の整列巻管7aを構成する2本のチューブ3,4は、それぞれ、直径が45mmのポリエチレン管によって構成されている。さらに、図6(b)、(c)に示すように、2本のチューブ3,4の先端部9は、横幅が約100mm、縦幅が約50mm、長さが約170mmのU字管継手12によって連結されている。このような構成により、2本のチューブ3,4は、U字管継手12を介して、相互に連通されている。
【0024】
(熱交換器の製造方法)
ここで、図1に示す熱交換器の製造装置20によってコイル状の採熱/放熱管からなる熱交換器11を製造するときの製造方法について説明する。
【0025】
まず、準備作業として、HF融着機10用ヒータの電源を入れ、ヒータ温度が所定温度以上となっていることを確認する。
【0026】
続いて、2台の巻管繰出機1,2のそれぞれに、第1巻管1aおよび第2巻管2aをセットする。その後、ローラ部51を介してピンチローラ部52にチューブ3、4を誘導する。具体的には、まず、いずれか一方の巻管(例えば、第2巻管2a)のチューブ4をクランプ部53まで引張り、ピンチローラ部52にチューブ4をセットする。続いて、他方の第1巻管1aのチューブ3をクランプ部53まで引張り、ピンチローラ部52にチューブ3をセットする。なお、チューブ3、チューブ4をチューブ整列部5へ誘導するまではクランプ部53の部材58,58は開の状態にすることで容易にチューブ3,4をクランプ部53に配することができる。そして、チューブ3,4の先端部9がクランプ部53より2cm程度出るようにする。なお、クランプ部53にチューブ3,4が確実に入っていることを確認する。
【0027】
続いて、クランプ部53にチューブ3,4がセットできたら、クランプ部53の部材58,58を閉状態(近接状態)で固定する。以上のような手順でリコイル設備の準備が完了したら、自動運転が可能な状態となる。
【0028】
続いて、製造装置20の起動ボタンを押すと、熱交換器の製造装置20による整列巻管7aのリコイル動作が自動スタートする。
そして、整列巻管7aのリコイルが完了した後に、既定の梱包部分をPP(ポリプロピレン)バンドで縛って固定する。
【0029】
続いて、第1巻管1aおよび第2巻管2aの後端部を切断機(不図示)を用いて切断する。
続いて、HF融着機10に整列巻管7aから繰り出されたチューブ3,4の先端部9をセットして、U字管継手12を取り付けた後、該U字管継手12をチューブ3,4の先端部9に加圧融着する。その後、冷却した後、HF融着機10からU字管継手12が融着されたチューブ3,4を取り外す。
【0030】
そして、整列巻取機7の巻取りボビンを回転させ、U字管継手12を整列巻取機7の巻取りボビンに密着させてビニール紐で縛った後、製品(熱交換器11)を取り外す。
【0031】
本実施形態によれば、製造装置20において2本のチューブ3,4を確実に並列に整列して整列巻取機7へ送り出すことが可能なチューブ整列部5を設けたため、2本のチューブ3,4を容易にコイル状に整列巻きして一対の整列巻管7aを形成することができるため、地中熱ヒートポンプシステム用の熱交換器11を効率良く製造することができる。
【0032】
以上、本発明の実施形態について詳細に説明したが、本発明の具体的な構成は上述した実施形態の内容に限定されるものではなく、本発明の趣旨を逸脱しない範囲の設計の変更等があっても、それらは本発明に含まれる。
【符号の説明】
【0033】
1…第1巻管繰出機(巻管繰出機) 1a…第1巻管(リール体) 2…第2巻管繰出機(巻管繰出機) 2a…第2巻管(リール体) 3,4…チューブ 7…整列巻取機 7a…整列巻管 9…先端部(先端部分) 10…HF融着機(高周波誘導加熱機) 11…熱交換器 12…U字管継手 20…製造装置
【特許請求の範囲】
【請求項1】
2本のチューブからなる一対の整列巻管と、該一対の整列巻管の先端同士を連結するU字管継手と、を備え、地中熱に対して熱交換を行う熱交換器の製造装置であって、
前記2本のチューブのそれぞれが巻回された2組のリール体を設置可能な2台の巻管繰出機と、
該2台の巻管繰出機からそれぞれ繰り出された前記2本のチューブを並列にし、コイル状に整列巻きして前記一対の整列巻管を形成する整列巻取機と、を備えていることを特徴とする熱交換器の製造装置。
【請求項2】
前記整列巻取機によって形成された前記一対の整列巻管の先端部分において、前記2本のチューブを相互に相通させる通気孔を有する前記U字管継手を、前記2本のチューブのそれぞれに融着接続させる高周波誘導加熱機と、
前記一対の整列巻管の終端部分の所定の位置において、前記2本のチューブを一括して切断する切断手段と、を備えていることを特徴とする請求項1に記載の熱交換器の製造装置。
【請求項1】
2本のチューブからなる一対の整列巻管と、該一対の整列巻管の先端同士を連結するU字管継手と、を備え、地中熱に対して熱交換を行う熱交換器の製造装置であって、
前記2本のチューブのそれぞれが巻回された2組のリール体を設置可能な2台の巻管繰出機と、
該2台の巻管繰出機からそれぞれ繰り出された前記2本のチューブを並列にし、コイル状に整列巻きして前記一対の整列巻管を形成する整列巻取機と、を備えていることを特徴とする熱交換器の製造装置。
【請求項2】
前記整列巻取機によって形成された前記一対の整列巻管の先端部分において、前記2本のチューブを相互に相通させる通気孔を有する前記U字管継手を、前記2本のチューブのそれぞれに融着接続させる高周波誘導加熱機と、
前記一対の整列巻管の終端部分の所定の位置において、前記2本のチューブを一括して切断する切断手段と、を備えていることを特徴とする請求項1に記載の熱交換器の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−75311(P2013−75311A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216139(P2011−216139)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002174)積水化学工業株式会社 (5,781)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(000002174)積水化学工業株式会社 (5,781)
[ Back to top ]