
熱交換器用アルミニウム合金偏平管およびアルミニウム合金製熱交換器
【目的】高サイクル疲労強度とともに、低サイクル疲労強度にも優れ、耐食性も良好な熱交換器用アルミニウム合金2層クラッド材を曲げ成形し溶接してなるアルミニウム合金偏平管を提供する。
【構成】質量%で、Si:0.3〜1.2%、Fe:0.05〜0.7%、Cu:0.3〜1.0%、Mn:0.6〜1.8%、Ti:0.06〜0.35%を含有し、不純物としてのMgを0.5%未満に制限し、残部Alおよび不可避不純物からなる芯材の片面に、Zn:0.5〜5.0%、Mg:0.5〜3.0%を含有し、残部Alおよび不可避不純物からなる内皮材をクラッドした2層クラッド材を曲げ成形して端部を高周波溶接してなり、Al−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けてろう付けする熱交換器用のアルミニウム合金偏平管であって、ろう付け加熱(600℃(材料温度)に加熱して3分間保持)後の芯材表面の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係を満足することを特徴とする。
【構成】質量%で、Si:0.3〜1.2%、Fe:0.05〜0.7%、Cu:0.3〜1.0%、Mn:0.6〜1.8%、Ti:0.06〜0.35%を含有し、不純物としてのMgを0.5%未満に制限し、残部Alおよび不可避不純物からなる芯材の片面に、Zn:0.5〜5.0%、Mg:0.5〜3.0%を含有し、残部Alおよび不可避不純物からなる内皮材をクラッドした2層クラッド材を曲げ成形して端部を高周波溶接してなり、Al−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けてろう付けする熱交換器用のアルミニウム合金偏平管であって、ろう付け加熱(600℃(材料温度)に加熱して3分間保持)後の芯材表面の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係を満足することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱交換器用アルミニウム合金偏平管、特に、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付け、あるいは真空ろう付けにより接合されるエバポレータ、コンデンサ、ラジエータ、ヒータコアなどのアルミニウム合金製自動車熱交換器のチューブとして好適な熱交換器用アルミニウム合金偏平管、および該アルミニウム合金偏平管を用いて作製されるアルミニウム合金製熱交換器に関する。
【背景技術】
【0002】
自動車熱交換器、例えばラジエータは、外面にフィンを有し、内面が作動流体(冷媒)の通路となるチューブおよびヘッダーから構成されている。このような自動車のラジエータまたはヒータコアなどのチューブ材、ヘッダープレート材としては、JIS A3003などのAl−Mn系合金を芯材とし、芯材の片面にAl−Si系合金ろう材をクラッドし、他方の面にAl−Zn系合金またはAl−Zn−Mg系合金の犠牲陽極材をクラッドした3層構造のアルミニウム合金クラッド材が用いられており、このクラッド材に、ろう材を持たないベアフィンを組合せて熱交換器コアが製造されている。
【0003】
クラッド材のAl−Si系ろう材は、アルミニウム合金製熱交換器を製作するとき、チューブとフィンとの接合、チューブとヘッダープレートとの接合、またはクラッド板からろう付けによりチューブを製造する場合のろう付け接合のためにクラッドされている。これらのろう付には、最近では一般にフッ化物フラックスを用いる不活性ガス雰囲気ろう付けが適用される。また、犠牲陽極材は、例えばチューブの内面側に使用され、作動流体と接して犠牲陽極作用を発揮し、芯材の孔食や隙間腐食の発生を防止する。
【0004】
上記3層構造のアルミニウム合金クラッド材の他、Al−Mn系合金を芯材とし、芯材の片面にAl−Zn系合金またはAl−Zn−Mg系合金の犠牲陽極材をクラッドした2層構造のアルミニウム合金クラッド材も用いられている。2層構造のアルミニウム合金クラッド材においては、クラッド材にろう付け接合されるフィン材などには、Al−Si系ろう材をクラッドしたブレージング材が適用される。
【0005】
近年、自動車の軽量化の要請に伴い、自動車熱交換器においても省エネルギー、省資源の観点から構成材料の薄肉化が要請され、チューブ材についても薄肉化が進行している。また、各種熱交換器の製造においては、クラッド板を成形ロールなどによって管状に形成し端部を高周波溶接してさらに成形ロールなどで偏平状のチューブとし、これをヘッダープレートおよびコルゲート成形したフィンを組付けて一体ろう付けを行っている。
【0006】
このようにして組み立てられたラジエータの内部、特にチューブの内部は、高温から低温、且つ、高圧から常圧の冷媒が繰り返し流通、循環することになる。すなわち、チューブには繰り返し応力がかかるため、これらに耐える疲労特性が要求される。疲労特性は、静的な引張強度と関係していることが一般的に知られており、熱交換器においても素材の引張強度を向上させるため、例えば、Cuを添加した材料が提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−53827号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
一般にアルミニウム合金の場合、弾性域、すなわち高サイクル域での疲労強度(繰返し数107回程度)は静的な引張強度と正の相関を持ち、疲労強度を高めるために、芯材や内皮材にSi、Cu、Mgを添加して、チューブ全体としての引張強度を向上させることが行われてきた。しかしながら、実際のラジエータ、特にチューブの内部には、高温から低温、且つ高圧から常圧の冷媒が繰り返し流通、循環するため、チューブには繰り返し応力がかかり、この繰り返し応力は弾性域を超え、塑性域にまで及ぶことがわかってきた。塑性域、すなわち低サイクル域での疲労寿命(繰返し数103程度)は高サイクル疲労と疲労特性が異なり、静的な引張強度との相関は見られず、クラッド材の低サイクルの疲労強度に及ぼす各種要因の影響については、従来ほとんど解明されていないのが現状である。クラッド材を偏平管形状に成形し熱交換器に組み込んで使用する場合、疲労亀裂はチューブの外面側から発生し易く、熱交換器の耐久性を得るためには、偏平管外面側の疲労強度を向上させることが必要である。
【0009】
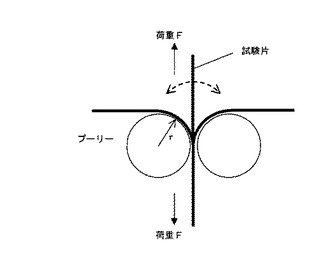
弾性域内における高サイクル域での疲労強度は、軸力試験機や回転曲げ試験機などで測定することができるが、塑性変形を伴う低サイクル域における薄板材の疲労試験は前記試験機では試験することが難しく、発明者らは、図1に示す薄板用曲げ疲労試験機を用いて、低サイクル疲労寿命に及ぼすクラッド材を構成する材料の影響を精査するために試験、検討を行った。この曲げ疲労試験機は、試験片に対して両振りの曲げ疲労試験を行い、ひずみ範囲、周波数を決めて破断に至るまでのサイクル数を測定して、疲労寿命を破断回数が103〜104程度の低サイクル域で評価するものである。
【0010】
その結果、クラッド材の外面側にろう材をクラッドした従来の3層クラッド材(ろう材をチューブの外面側とし、内皮材(犠牲陽極材)をチューブの内面側となるように芯材のそれぞれ反対面にクラッドしたもの)は低サイクルの疲労強度が劣っていることが明らかになり、これに対して、外面側にろう材を有しない2層クラッド材においては低サイクルの疲労強度が顕著に向上することを見出した。
【0011】
また、低サイクル域での疲労強度は、まず、表面形状が凹部で且つ結晶粒界の三重点の位置、すなわち、クラッド材表面の結晶粒組織を観察した際にみられる結晶粒界の分岐点で、初期亀裂が発生し、その後、三重点間の亀裂が、特に繰り返し応力が負荷される方向に対して直角な方向の粒界に沿って進展し、その進展した亀裂が繋がる過程を経ることにより、粒界破断が生じ、疲労寿命に影響を及ぼす大きな亀裂に発展することを見出した。これは、クラッド材に負荷された応力が結晶粒内よりも結晶粒界に集中し、しかも板厚の薄い表面形状の凹部でさらに応力集中が引き起こされるため、表面形状が凹部で且つ結晶粒界の三重点で最も応力が集中し易いためである。特に、初期亀裂は三重点の中でも繰り返し応力が負荷される方向に対して直角の方向に向いている粒界の端の三重点でより発生し易いことが明らかとなった。ろう付け加熱後の三重点の個数は、結晶粒径と反比例する相関があり、結晶粒径が大きいほど三重点の個数は少なくなり、結晶粒径が小さくなるほど三重点の個数は多くなる傾向がある。低サイクルの疲労における亀裂の発生が結晶粒界の分岐点において発生することを考慮すると、結晶粒径よりも三重点の個数を制御することが有効である。
【0012】
本発明は、上記の知見に基づいて、さらに試験、検討を重ねた結果としてなされたものであり、その目的は、高サイクル疲労強度とともに、低サイクル疲労強度にも優れ、耐食性も良好な熱交換器用アルミニウム合金2層クラッド材を曲げ成形し溶接してなるアルミニウム合金偏平管、および該アルミニウム合金偏平管を用いて作製されるアルミニウム合金製熱交換器を提供することにある。
【課題を解決するための手段】
【0013】
上記の目的を達成するための請求項1による熱交換器用アルミニウム合金偏平管は、質量%で、Si:0.3〜1.2%、Fe:0.05〜0.7%、Cu:0.3〜1.0%、Mn:0.6〜1.8%、Ti:0.06〜0.35%を含有し、不純物としてのMgを0.5%未満に制限し、残部Alおよび不可避不純物からなる芯材の片面に、Zn:0.5〜5.0%、Mg:0.5〜3.0%を含有し、残部Alおよび不可避不純物からなる内皮材をクラッドした2層クラッド材を曲げ成形して端部を高周波溶接してなり、Al−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けてろう付けする熱交換器用のアルミニウム合金偏平管であって、ろう付け加熱(600℃(材料温度)に加熱して3分間保持)後の芯材表面の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係を満足することを特徴とする。なお、以下の説明において、合金組成%は全て質量%で示す。
【0014】
請求項2による熱交換器用アルミニウム合金偏平管は、請求項1において、前記内皮材が、さらにSi:0.3〜1.2%、Mn:0.6〜1.8%のうちの1種または2種を含むことを特徴とする。
【0015】
請求項3による熱交換器用アルミニウム合金偏平管は、請求項1または2において、前記芯材が、さらにCr:0.01〜0.3%、Zr:0.01〜0.3%のうちの1種または2種を含むことを特徴とする。
【0016】
請求項4による熱交換器用アルミニウム合金偏平管は、請求項1〜3のいずれかにおいて、前記内皮材が、さらにCr:0.01〜0.3%、Zr:0.01〜0.3%、Ti:0.01〜0.3%のうちの1種または2種以上を含むことを特徴とする。
【0017】
請求項5による熱交換器用アルミニウム合金偏平管は、請求項1〜4のいずれかにおいて、前記内皮材が、さらにFe:0.3〜1.5%、Ni:0.1〜1.5%のうちの1種または2種を含むことを特徴とする。
【0018】
請求項6によるアルミニウム合金製熱交換器は、請求項1〜5のいずれかに記載のアルミニウム合金偏平管にAl−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けて、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付けまたは真空ろう付けすることにより作製したことを特徴とする。
【発明の効果】
【0019】
本発明によれば、高サイクル疲労強度とともに、低サイクル疲労強度にも優れ、耐食性も良好な熱交換器用アルミニウム合金偏平管、および該アルミニウム合金偏平管を用いて作製されるアルミニウム合金製熱交換器が提供される。
【0020】
本発明によるアルミニウム合金偏平管は、特に、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付け、あるいは真空ろう付けにより接合されるエバポレータ、コンデンサ、ラジエータ、ヒータコアなどのアルミニウム合金製自動車熱交換器のチューブとして好適に使用される。
【図面の簡単な説明】
【0021】
【図1】曲げ疲労試験機の概略を示す図である。
【発明を実施するための形態】
【0022】
低サイクルの疲労強度は、材料の表面側(芯材側)の表面粗さに影響され、表面粗さが大きいと凹部の部位が亀裂の発生起点となるから、ろう付け加熱(600℃(材料温度)に加熱して3分間保持)後の芯材表面の中心線平均粗さをRaは0.6μm以下とするのが望ましい。ろう付け加熱後の芯材表面の中心線平均粗さRaを0.6μm以下とするためには、従来はチューブ外面側に配していたろう材をクラッドせず、芯材そのものをチューブの外表面とすることである。
【0023】
チューブの表面側となる芯材の表面に結晶粒界の三重点が多いと、亀裂の発生起点が多くなり、また、三重点間の距離が短くなるから近傍の三重点との間で亀裂の伝播が生じ易くなる。従って、前記ろう付け加熱後の芯材表面における1mm2当たりの三重点の個数は250個以下とするのが望ましい。
【0024】
このように、芯材表面の中心線平均粗さをより低く、また、1mm2当たりの三重点個数を少なくすれば、クラッド材の低サイクル域での疲労強度を優れたものとすることができるが、より詳細に実験した結果から、低サイクル域での疲労寿命は1mm2当たりの三重点個数に比例し、低サイクル域での疲労寿命の自然対数が芯材表面の中心線平均粗さの対数に比例することが明らかとなり、熱交換器として必要とされる耐久性が得られるためには、芯材表面の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係とするのが好ましい。N・e2Ra≧300では、切り欠き効果と亀裂の伝播経路が多くなり、低サイクル域での疲労寿命が低下する。
【0025】
一方、高サイクルの疲労強度は、従来から知られているように材料の静的な強度と相関があり、材料の強度(硬度)が高いほど良好である。この高サイクル域(弾性域)での疲労強度の向上条件と前記低サイクル域(塑性域)での疲労強度の向上条件を満たすことにより、高サイクル疲労強度を確保しつつ、低サイクル疲労強度もそなえたクラッド材を得ることができる。
【0026】
本発明における疲労寿命向上の手段は、第1に、従来、チューブの表面側(芯材側)に配していたろう材を無くし、芯材と内皮材の2層構造としたことである。このことにより、ろう材が配された従来のクラッド材では、ろう付けによりろうが一旦溶融し、チューブ表面に残留したろうが凝固するため、ろう付け後のチューブ表面は凹凸が激しく、すなわち中心線平均粗さRaが大きいため、表面形状の凹部且つ三重点で亀裂が発生し易かったが、ろう材をなくすことによりチューブ表面の中心線平均粗さが格段に小さくなるため、亀裂の発生が顕著に抑制される。2層構造のクラッド材からなる偏平管とフィンやヘッダー材との接合は、ろう材をクラッドしたフィンおよびろう材をクラッドしたヘッダー材を用いることにより可能となる。第2に、チューブの外表面(芯材表面)を良好な表面性状とし、外表面(芯材表面)の三重点の数を減らすことである。三重点の数を減らすことにより初期亀裂の発生起点を減らし、また三重点間の距離をできるだけ大きく確保することができ、亀裂の伝播経路を抑制できる材料組織となる。また高サイクルの疲労強度を確保するために、一定以上の静的強度を確保した。
【0027】
本発明のアルミニウム合金偏平管を構成する2層クラッド材における芯材の表面粗さは、材料圧延時のロール表面の面質により調整され、クラッド材圧延時の圧延ロール面の面質をより平滑な面に調製することにより低サイクルの疲労強度を向上させることができる。本発明の効果を得るための好ましい圧延ロール面の粗さは、中心線平均粗さで0.1〜0.6μmである。
【0028】
本発明のアルミニウム合金偏平管を構成する2層クラッド材における芯材、内皮材の合金成分の意義および限定理由について説明する。
(芯材)
Siは、芯材の強度を向上させる機能を有する。特に、ろう付け中に犠牲陽極材から拡散してくるMgと共存することにより、ろう付け後、時効硬化を生じせしめ強度をさらに高める。好ましい含有範囲は0.3〜1.2%であり、0.3%未満ではその効果が小さく、1.2%を超えて含有すると耐食性を低下させるとともに、芯材の融点を下げ、ろう付け時に局部溶融が生じ易くなる。Siのより好ましい含有範囲は0.3〜1.0%である。
【0029】
Feは不純物として含有される。Feは、アルミニウム母材に対してカソードとなり耐食性を低下させる。従って、0.7%以下に制限するのが好ましい。また、芯材中のFeは再結晶粒を微細にする効果があり、三重点個数を多くするため、0.3%以下とすることがより好ましい。Feの含有量が極めて少なくするためには、コストの高い高純度のアルミニウム地金を使用しなければならないため、含有範囲は0.05%以上とするのが実用的である。
【0030】
Cuは、芯材の強度を向上させるとともに、芯材の電位を貴にし、犠牲陽極材のとの電位差を大きくして、防食効果を向上させるよう機能する。さらに芯材中のCuは加熱ろう付け時に犠牲陽極材中およびろう材中に拡散して、なだらかな濃度勾配を形成させる結果、芯材側の電位は貴となり、犠牲陽極材の表面側の電位は卑となって犠牲陽極材中になだらかな電位分布が形成され、腐食形態を全面腐食型にする。Cuの好ましい含有量は0.3〜1.0%の範囲であり、0.3%未満ではその効果が小さく、1.0%を越えると芯材の耐食性が低下し、また融点が低下して、ろう付け時に局部的な溶融が生じ易くなる。Cuのより好ましい含有範囲は0.5〜0.9%である。
【0031】
Mnは、芯材の強度を向上させるとともに、芯材の電位を貴にして犠牲陽極材との電位差を大きくして耐食性を高めるよう機能する。Mnの好ましい含有範囲は0.6〜1.8%であり、0.6%未満ではその効果が小さく、1.8%を越えて含有すると、鋳造時に粗大な化合物が生成し、圧延加工性が害される結果健全な板材が得難い。Mnのより好ましい含有範囲は1.1〜1.6%である。
【0032】
Tiは、芯材の板厚方向に濃度の高い領域と低い領域とに分かれ、それらが交互に分布する層状となり、Ti濃度の低い領域が高い領域に比べ優先的に腐食することにより、腐食形態を層状にする効果を有し、それにより板厚方向への腐食の進行を妨げて材料の耐孔食性を向上させる。好ましい含有量は0.06〜0.35%の範囲であり、0.06%未満ではこの効果が少なく、0.35%を越えると鋳造が困難となり、また加工性が劣化して健全な材料の製造が困難となる。
【0033】
Mgは、芯材の強度を向上させる効果を有するが、ろう付け性低下の観点から、含有量を0.5%未満に制限するのが好ましい。フッ化物系のフラックスを使用する不活性ガス雰囲気ろう付けの場合、Mg量が0.5%以上含有されると、Mgがフッ化物系フラックスと反応してフィン材とのろう付け性が阻害され、またMgのフッ化物が生成してろう付け部の外観がわるくなる。
【0034】
Cr、Zrはろう付け後の結晶粒径を粗大化し、三重点個数を少なくするとともにろう付け性を向上させる。好ましい含有量は、それぞれ0.01〜0.3%の範囲であり、0.01%未満では効果が無く、0.3%を超えると粗大化合物を生じ、正常な板材の製造が困難になる。
【0035】
(内皮材)
Znは犠牲陽極材の電位を卑にし、芯材に対する犠牲陽極効果を保持させる。その結果、芯材の孔食やすき間腐食を防止する。好ましい含有量は0.5〜5.0%の範囲であり、0.5%未満ではその効果が小さく、5.0%を超えると自己耐食性が低下する。Znのより好ましい含有範囲は3.0〜5.0%である。
【0036】
Mgは加熱ろう付け中に芯材へ拡散し、芯材中のSiやCuと共に強度を高める。また、犠牲陽極材に残存したMgはSiと共に強度を高める。これらの効果により、クラッド材の強度改善に寄与する。上記の効果を得るための好ましい含有量は0.5〜3.0%の範囲であり、0.5%未満ではその効果が小さく、3.0%を超えると圧延加工性が低下する。Mgのより好ましい含有範囲は1.5〜2.5%である。
【0037】
Siは内皮の強度を向上させる機能を有する。好ましい含有範囲は0.3〜1.2%であり、0.3%未満では強度不足の問題があり、1.2%を超えると、耐食性を低下させるとともに、融点が下がりろう付け性が劣る。Siのより好ましい含有範囲は0.3〜0.8%である。
【0038】
Mnは強度を向上させるとともに、犠牲陽極材の変形抵抗を向上させる。好ましい含有範囲は0.6〜1.8%であり、0.6%未満ではその効果は小さく、1.8%を超えて含有すると鋳造時に粗大な化合物が生成し、自己耐食性が低下する。Mnのより好ましい含有範囲は1.0〜1.8%
【0039】
Cr、Zrはろう付け後の結晶粒径を粗大化し、ろう付け性を向上させる。好ましい含有量は、それぞれ0.01〜0.3%の範囲であり、0.01%未満ではその効果が小さく、0.3%を超えると粗大化合物を生じ、健全な板材の製造が困難になる。
【0040】
Tiは、内皮材中で層状に分布し、腐食を横広がりにし、それにより耐食性を向上させる。好ましい含有量は0.01〜0.3%の範囲であり、0.01%未満ではその効果が小さく、0.3%を超えると粗大化合物を生じ、正常な板材の製造が困難になる
【0041】
Feは耐食性を向上させる効果がある。好ましい含有量は0.3〜1.5%の範囲であり、0.3%未満では効果が小さく、1.5%を超えると耐食性を低下させる。Feのより好ましい含有範囲は0.6〜1.2%である。
【0042】
Niは耐食性を向上させる効果がある。好ましい含有量は0.1〜1.5%の範囲であり、0.1%未満では効果が小さく、1.5%を超えると耐食性を低下させる。Niのより好ましい含有範囲は0.6〜1.2%である。
【0043】
本発明のアルミニウム合金偏平管において、ろう付け加熱後の芯材の三重点の個数は、クラッド材の製造条件、すなわち、芯材の均質化処理温度と時間、熱間圧延温度、中間焼鈍温度、中間焼鈍後の冷間圧延加工度を調整することにより制御することができる。
【0044】
本発明は、上記のように、Si:0.3〜1.2%、Cu:0.3〜1.0%、Mn:0.6〜1.8%、Ti:0.06〜0.35%を含有し、不純物としてのMgを0.5%未満に制限し、残部Alおよび不可避不純物からなる高強度の芯材に、犠牲陽極効果を得るために、Zn:0.5〜5.0%を含有し、さらにMg:0.5〜3.0%を含有し、残部Alおよび不可避不純物からなる内皮材をクラッドした2層クラッド材を曲げ成形して端部を高周波溶接してなり、Al−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けてろう付けする熱交換器用のアルミニウム合金偏平管で、ろう付け加熱後の芯材の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係を満足することするものであり、当該アルミニウム合金偏平管を熱交換器チューブとして使用することにより、チューブの引張強度が確保されて高サイクル域の疲労寿命および低サイクル域の疲労寿命が向上し、耐久性に優れた熱交換器を得ることができる。
【0045】
本発明によるアルミニウム合金製熱交換器は、前記のアルミニウム合金偏平管に、通常使用されているAl−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付け、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付けまたは真空ろう付けすることにより作製される。
【実施例】
【0046】
以下、本発明の実施例を比較例と対比して説明し、本発明の効果を実証する。なお。これらの実施例は本発明の一実施態様を示すものであり、本発明はこれらに限定されない。
【0047】
実施例1
表1に示す組成を有する芯材用合金、表2に示す組成を有する内皮材用合金を溶解し、連続鋳造により造塊した。芯材用合金の鋳塊および内皮材用合金の鋳塊について、いずれも600℃×10時間の均質化処理を行った。
【0048】
ついで、内皮材用合金の鋳塊を熱間圧延して6mm厚さの熱間圧延材としたのち、該熱間圧延材と芯材用合金の鋳塊とを表3に示すように組み合わせて熱間圧延し、クラッド素材を得た。その後、クラッド素材に冷間圧延、中間焼鈍、冷間圧延を行い、厚さ0.20mmのクラッド材(H14)を得た。クラッドの構成において、内皮材の厚さは0.020mmとした。最終冷間圧延のロールは、通常より圧延ロール面の面質を平滑な面に調製(中心線平均粗さ:0.2μm)ものを用いた。
【0049】
得られたクラッド材を、窒素ガス雰囲気中で、ろう付け温度に相当する600℃(材料温度)に3分間加熱した後、以下の評価を行った。
ろう付け加熱後の引張強さの測定:クラッド材をJIS5号試験片に成型し、ろう付け加熱後、常温に4週間保持した後、常温で引張試験を行った。
【0050】
ろう付け加熱後の表面粗さ測定:(株)東京精密製のサーフコムを用いて、芯材表面の中心線平均粗さ(Ra)を、圧延方向と直角方向について測定した。
ろう付け加熱後の三重点数の測定:芯材表面を偏光ミクロ組織観察し、50倍の偏光ミクロ組織写真から画像解析によって結晶粒界を抽出し、芯材表面1mm2当たりの三重点個数を求めた。
【0051】
低サイクル曲げ疲労試験:図1に示す曲げ疲労試験機を用いて、ろう付け加熱後のクラッド材平板について、ひずみ範囲すなわちひずみ振幅1.0%で曲げ疲労試験を実施し、破断までの繰り返し数(回)を測定した。繰り返し数が3000回以上で破断したものを合格(○)、繰り返し数3000回未満で破断したものを不合格(×)と評価した。
高サイクル疲労試験:引張−引張の軸力疲労試験により、107回の疲労強度を測定した。50MPa以上を合格(○)、50MPa未満を不合格(×)とした。
【0052】
内面の腐食試験:以下の腐食液を用い、以下の方法により試験を行った。
腐食液:粗悪水模擬液、pH3〜7 の弱酸性液(Cl−:195ppm、SO42−:60ppm、Cu2+:1ppm、Fe3+:30ppm )
方法:88℃で8hr 加熱したのち冷却し、25℃で16hr保持するサイクルを4ヶ月間繰り返し試験し、試験後のクラッド材内面(内皮材側)の最大腐食深さを測定し、最大腐食深さが0.06mm以下を合格(○)、0.06mmを超えたものを不合格(×)と評価した。
【0053】
評価結果を表3に示す。表3に示すように、本発明に従うクラッド材1〜28はいずれも、ろう付け加熱後の引張強さに優れ、優れた低サイクル疲労強度および高サイクル疲労強度をそなえ、良好な耐食性を有していた。
【0054】
【表1】

【0055】
【表2】
【0056】
【表3】
【0057】
比較例1
表4に示す組成を有する芯材用合金、表5に示す組成を有する内皮材用合金を溶解し、連続鋳造により造塊した。芯材用合金の鋳塊および内皮材用合金の鋳塊について、いずれも600℃×10時間の均質化処理を行った。なお、表4、表5において、本発明の条件を外れたものには下線を付した。
【0058】
ついで、内皮材用合金の鋳塊を熱間圧延して6mm厚さの熱間圧延材としたのち、該熱間圧延材と芯材用合金の鋳塊とを表6に示すように組み合わせて熱間圧延し、クラッド素材を得た。その後、クラッド素材に冷間圧延、中間焼鈍、冷間圧延を行い、厚さ0.25mmのクラッド材(H14)を得た(クラッド材30〜48)。クラッドの構成において、内皮材の厚さは0.050mmであった。最終の冷間圧延ロールは、通常より圧延ロール面の面質を平滑な面に調製(中心線平均粗さ:0.2μm)したものを用いた。評価結果を表6に示す。
【0059】
なお、表6において、クラッド材29は、芯材用合金および内皮材用合金とともに、Si:10%を含有し、残部Alおよび不可避的不純物からなるろう材用合金を造塊し、芯材用合金および内皮材用合金の鋳塊については600℃×10時間の均質化処理を行い、内皮材用合金の鋳塊およびろう材用合金の鋳塊については所定厚さまで熱間圧延し、これに芯材用合金の鋳塊を表6に示すように組み合わせて熱間圧延してクラッド素材とし、その後、クラッド素材に冷間圧延、中間焼鈍、冷間圧延を行い、厚さ0.20mmのクラッド材(H14)としたものである。クラッドの構成は、内皮材の厚さ0.020mm、ろう材の厚さ0.030mmとした。得られたクラッド材のろう材面にフッ化物系フラックスを塗布し、窒素ガス雰囲気中で、ろう付け温度に相当する600℃(材料温度)に3分間加熱した後、前記の評価を行った。
【0060】
【表4】
【0061】
【表5】
【0062】
【表6】
【0063】
表6に示すように、クラッド材29は、ろう材を配したものであるため、芯材表面の表面粗さが大きくなり、低サイクル疲労強度が劣っていた。クラッド材30は、内皮材のZn量が多いため自己耐食性が低下して耐食性不良となった。クラッド材31は、内皮材のZn量が少ないため耐食性が劣っていた。クラッド材32は、内皮材のMg量が多いため、圧延加工性が低下してクラッド材の製造ができなかった。クラッド材33は、内皮材のMg量が少ないため引張強さが低かった。
【0064】
クラッド材34、35は、それぞれ内皮材のMn量、Si量が多いため、いずれも耐食性が劣っていた。クラッド材36、37は、それぞれ内皮材のFe量、Ni量が多いため、いずれも耐食性が低下した。クラッド材38は、芯材のSi量が多いため融点が低下して、ろう付け加熱時に局部溶融が生じて芯材表面の三重点数が多くなったため、低サイクルの疲労強度が低下した。クラッド材39は、芯材のSi量が少ないため引張強さが低下した。
【0065】
クラッド材40は芯材のMn量が多いため、鋳造時に粗大な化合物が生成し圧延性が害されて、芯材表面の三重点数が多くなったため、低サイクルの疲労強度が低下した。クラッド材41は、芯材のMn量が少ないため引張強度が低かった。クラッド材42は、Cu量が多いため融点が低下して、ろう付け加熱時に局部溶融が生じて芯材表面の三重点数が多くなったため、低サイクルの疲労強度が低下した。クラッド材43は、芯材のCu量が少ないため引張強度が低かった。
【0066】
クラッド材44は芯材のTi量が多いため、粗大化号物が生成して正常なクラッド材の製造ができなかった。クラッド材45は、芯材のTi量が少ないため耐食性が低下した。クラッド材46は芯材のFe量が多いため、耐食性が低下した。クラッド材47は芯材のMg量が多いため、ろう付け加熱時に芯材表面が酸化されて芯材表面の三重点数が多くなったため、低サイクルの疲労強度が低下した。また、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付けを行った場合、Mgがフラックスと反応するため、ろう付け性が劣りフィン材などとのろう付けが困難となるものである。クラッド材48は芯材のろう付け後の表面粗さが大きいため、低サイクル疲労強度が劣っていた。
【技術分野】
【0001】
本発明は、熱交換器用アルミニウム合金偏平管、特に、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付け、あるいは真空ろう付けにより接合されるエバポレータ、コンデンサ、ラジエータ、ヒータコアなどのアルミニウム合金製自動車熱交換器のチューブとして好適な熱交換器用アルミニウム合金偏平管、および該アルミニウム合金偏平管を用いて作製されるアルミニウム合金製熱交換器に関する。
【背景技術】
【0002】
自動車熱交換器、例えばラジエータは、外面にフィンを有し、内面が作動流体(冷媒)の通路となるチューブおよびヘッダーから構成されている。このような自動車のラジエータまたはヒータコアなどのチューブ材、ヘッダープレート材としては、JIS A3003などのAl−Mn系合金を芯材とし、芯材の片面にAl−Si系合金ろう材をクラッドし、他方の面にAl−Zn系合金またはAl−Zn−Mg系合金の犠牲陽極材をクラッドした3層構造のアルミニウム合金クラッド材が用いられており、このクラッド材に、ろう材を持たないベアフィンを組合せて熱交換器コアが製造されている。
【0003】
クラッド材のAl−Si系ろう材は、アルミニウム合金製熱交換器を製作するとき、チューブとフィンとの接合、チューブとヘッダープレートとの接合、またはクラッド板からろう付けによりチューブを製造する場合のろう付け接合のためにクラッドされている。これらのろう付には、最近では一般にフッ化物フラックスを用いる不活性ガス雰囲気ろう付けが適用される。また、犠牲陽極材は、例えばチューブの内面側に使用され、作動流体と接して犠牲陽極作用を発揮し、芯材の孔食や隙間腐食の発生を防止する。
【0004】
上記3層構造のアルミニウム合金クラッド材の他、Al−Mn系合金を芯材とし、芯材の片面にAl−Zn系合金またはAl−Zn−Mg系合金の犠牲陽極材をクラッドした2層構造のアルミニウム合金クラッド材も用いられている。2層構造のアルミニウム合金クラッド材においては、クラッド材にろう付け接合されるフィン材などには、Al−Si系ろう材をクラッドしたブレージング材が適用される。
【0005】
近年、自動車の軽量化の要請に伴い、自動車熱交換器においても省エネルギー、省資源の観点から構成材料の薄肉化が要請され、チューブ材についても薄肉化が進行している。また、各種熱交換器の製造においては、クラッド板を成形ロールなどによって管状に形成し端部を高周波溶接してさらに成形ロールなどで偏平状のチューブとし、これをヘッダープレートおよびコルゲート成形したフィンを組付けて一体ろう付けを行っている。
【0006】
このようにして組み立てられたラジエータの内部、特にチューブの内部は、高温から低温、且つ、高圧から常圧の冷媒が繰り返し流通、循環することになる。すなわち、チューブには繰り返し応力がかかるため、これらに耐える疲労特性が要求される。疲労特性は、静的な引張強度と関係していることが一般的に知られており、熱交換器においても素材の引張強度を向上させるため、例えば、Cuを添加した材料が提案されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平10−53827号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
一般にアルミニウム合金の場合、弾性域、すなわち高サイクル域での疲労強度(繰返し数107回程度)は静的な引張強度と正の相関を持ち、疲労強度を高めるために、芯材や内皮材にSi、Cu、Mgを添加して、チューブ全体としての引張強度を向上させることが行われてきた。しかしながら、実際のラジエータ、特にチューブの内部には、高温から低温、且つ高圧から常圧の冷媒が繰り返し流通、循環するため、チューブには繰り返し応力がかかり、この繰り返し応力は弾性域を超え、塑性域にまで及ぶことがわかってきた。塑性域、すなわち低サイクル域での疲労寿命(繰返し数103程度)は高サイクル疲労と疲労特性が異なり、静的な引張強度との相関は見られず、クラッド材の低サイクルの疲労強度に及ぼす各種要因の影響については、従来ほとんど解明されていないのが現状である。クラッド材を偏平管形状に成形し熱交換器に組み込んで使用する場合、疲労亀裂はチューブの外面側から発生し易く、熱交換器の耐久性を得るためには、偏平管外面側の疲労強度を向上させることが必要である。
【0009】
弾性域内における高サイクル域での疲労強度は、軸力試験機や回転曲げ試験機などで測定することができるが、塑性変形を伴う低サイクル域における薄板材の疲労試験は前記試験機では試験することが難しく、発明者らは、図1に示す薄板用曲げ疲労試験機を用いて、低サイクル疲労寿命に及ぼすクラッド材を構成する材料の影響を精査するために試験、検討を行った。この曲げ疲労試験機は、試験片に対して両振りの曲げ疲労試験を行い、ひずみ範囲、周波数を決めて破断に至るまでのサイクル数を測定して、疲労寿命を破断回数が103〜104程度の低サイクル域で評価するものである。
【0010】
その結果、クラッド材の外面側にろう材をクラッドした従来の3層クラッド材(ろう材をチューブの外面側とし、内皮材(犠牲陽極材)をチューブの内面側となるように芯材のそれぞれ反対面にクラッドしたもの)は低サイクルの疲労強度が劣っていることが明らかになり、これに対して、外面側にろう材を有しない2層クラッド材においては低サイクルの疲労強度が顕著に向上することを見出した。
【0011】
また、低サイクル域での疲労強度は、まず、表面形状が凹部で且つ結晶粒界の三重点の位置、すなわち、クラッド材表面の結晶粒組織を観察した際にみられる結晶粒界の分岐点で、初期亀裂が発生し、その後、三重点間の亀裂が、特に繰り返し応力が負荷される方向に対して直角な方向の粒界に沿って進展し、その進展した亀裂が繋がる過程を経ることにより、粒界破断が生じ、疲労寿命に影響を及ぼす大きな亀裂に発展することを見出した。これは、クラッド材に負荷された応力が結晶粒内よりも結晶粒界に集中し、しかも板厚の薄い表面形状の凹部でさらに応力集中が引き起こされるため、表面形状が凹部で且つ結晶粒界の三重点で最も応力が集中し易いためである。特に、初期亀裂は三重点の中でも繰り返し応力が負荷される方向に対して直角の方向に向いている粒界の端の三重点でより発生し易いことが明らかとなった。ろう付け加熱後の三重点の個数は、結晶粒径と反比例する相関があり、結晶粒径が大きいほど三重点の個数は少なくなり、結晶粒径が小さくなるほど三重点の個数は多くなる傾向がある。低サイクルの疲労における亀裂の発生が結晶粒界の分岐点において発生することを考慮すると、結晶粒径よりも三重点の個数を制御することが有効である。
【0012】
本発明は、上記の知見に基づいて、さらに試験、検討を重ねた結果としてなされたものであり、その目的は、高サイクル疲労強度とともに、低サイクル疲労強度にも優れ、耐食性も良好な熱交換器用アルミニウム合金2層クラッド材を曲げ成形し溶接してなるアルミニウム合金偏平管、および該アルミニウム合金偏平管を用いて作製されるアルミニウム合金製熱交換器を提供することにある。
【課題を解決するための手段】
【0013】
上記の目的を達成するための請求項1による熱交換器用アルミニウム合金偏平管は、質量%で、Si:0.3〜1.2%、Fe:0.05〜0.7%、Cu:0.3〜1.0%、Mn:0.6〜1.8%、Ti:0.06〜0.35%を含有し、不純物としてのMgを0.5%未満に制限し、残部Alおよび不可避不純物からなる芯材の片面に、Zn:0.5〜5.0%、Mg:0.5〜3.0%を含有し、残部Alおよび不可避不純物からなる内皮材をクラッドした2層クラッド材を曲げ成形して端部を高周波溶接してなり、Al−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けてろう付けする熱交換器用のアルミニウム合金偏平管であって、ろう付け加熱(600℃(材料温度)に加熱して3分間保持)後の芯材表面の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係を満足することを特徴とする。なお、以下の説明において、合金組成%は全て質量%で示す。
【0014】
請求項2による熱交換器用アルミニウム合金偏平管は、請求項1において、前記内皮材が、さらにSi:0.3〜1.2%、Mn:0.6〜1.8%のうちの1種または2種を含むことを特徴とする。
【0015】
請求項3による熱交換器用アルミニウム合金偏平管は、請求項1または2において、前記芯材が、さらにCr:0.01〜0.3%、Zr:0.01〜0.3%のうちの1種または2種を含むことを特徴とする。
【0016】
請求項4による熱交換器用アルミニウム合金偏平管は、請求項1〜3のいずれかにおいて、前記内皮材が、さらにCr:0.01〜0.3%、Zr:0.01〜0.3%、Ti:0.01〜0.3%のうちの1種または2種以上を含むことを特徴とする。
【0017】
請求項5による熱交換器用アルミニウム合金偏平管は、請求項1〜4のいずれかにおいて、前記内皮材が、さらにFe:0.3〜1.5%、Ni:0.1〜1.5%のうちの1種または2種を含むことを特徴とする。
【0018】
請求項6によるアルミニウム合金製熱交換器は、請求項1〜5のいずれかに記載のアルミニウム合金偏平管にAl−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けて、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付けまたは真空ろう付けすることにより作製したことを特徴とする。
【発明の効果】
【0019】
本発明によれば、高サイクル疲労強度とともに、低サイクル疲労強度にも優れ、耐食性も良好な熱交換器用アルミニウム合金偏平管、および該アルミニウム合金偏平管を用いて作製されるアルミニウム合金製熱交換器が提供される。
【0020】
本発明によるアルミニウム合金偏平管は、特に、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付け、あるいは真空ろう付けにより接合されるエバポレータ、コンデンサ、ラジエータ、ヒータコアなどのアルミニウム合金製自動車熱交換器のチューブとして好適に使用される。
【図面の簡単な説明】
【0021】
【図1】曲げ疲労試験機の概略を示す図である。
【発明を実施するための形態】
【0022】
低サイクルの疲労強度は、材料の表面側(芯材側)の表面粗さに影響され、表面粗さが大きいと凹部の部位が亀裂の発生起点となるから、ろう付け加熱(600℃(材料温度)に加熱して3分間保持)後の芯材表面の中心線平均粗さをRaは0.6μm以下とするのが望ましい。ろう付け加熱後の芯材表面の中心線平均粗さRaを0.6μm以下とするためには、従来はチューブ外面側に配していたろう材をクラッドせず、芯材そのものをチューブの外表面とすることである。
【0023】
チューブの表面側となる芯材の表面に結晶粒界の三重点が多いと、亀裂の発生起点が多くなり、また、三重点間の距離が短くなるから近傍の三重点との間で亀裂の伝播が生じ易くなる。従って、前記ろう付け加熱後の芯材表面における1mm2当たりの三重点の個数は250個以下とするのが望ましい。
【0024】
このように、芯材表面の中心線平均粗さをより低く、また、1mm2当たりの三重点個数を少なくすれば、クラッド材の低サイクル域での疲労強度を優れたものとすることができるが、より詳細に実験した結果から、低サイクル域での疲労寿命は1mm2当たりの三重点個数に比例し、低サイクル域での疲労寿命の自然対数が芯材表面の中心線平均粗さの対数に比例することが明らかとなり、熱交換器として必要とされる耐久性が得られるためには、芯材表面の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係とするのが好ましい。N・e2Ra≧300では、切り欠き効果と亀裂の伝播経路が多くなり、低サイクル域での疲労寿命が低下する。
【0025】
一方、高サイクルの疲労強度は、従来から知られているように材料の静的な強度と相関があり、材料の強度(硬度)が高いほど良好である。この高サイクル域(弾性域)での疲労強度の向上条件と前記低サイクル域(塑性域)での疲労強度の向上条件を満たすことにより、高サイクル疲労強度を確保しつつ、低サイクル疲労強度もそなえたクラッド材を得ることができる。
【0026】
本発明における疲労寿命向上の手段は、第1に、従来、チューブの表面側(芯材側)に配していたろう材を無くし、芯材と内皮材の2層構造としたことである。このことにより、ろう材が配された従来のクラッド材では、ろう付けによりろうが一旦溶融し、チューブ表面に残留したろうが凝固するため、ろう付け後のチューブ表面は凹凸が激しく、すなわち中心線平均粗さRaが大きいため、表面形状の凹部且つ三重点で亀裂が発生し易かったが、ろう材をなくすことによりチューブ表面の中心線平均粗さが格段に小さくなるため、亀裂の発生が顕著に抑制される。2層構造のクラッド材からなる偏平管とフィンやヘッダー材との接合は、ろう材をクラッドしたフィンおよびろう材をクラッドしたヘッダー材を用いることにより可能となる。第2に、チューブの外表面(芯材表面)を良好な表面性状とし、外表面(芯材表面)の三重点の数を減らすことである。三重点の数を減らすことにより初期亀裂の発生起点を減らし、また三重点間の距離をできるだけ大きく確保することができ、亀裂の伝播経路を抑制できる材料組織となる。また高サイクルの疲労強度を確保するために、一定以上の静的強度を確保した。
【0027】
本発明のアルミニウム合金偏平管を構成する2層クラッド材における芯材の表面粗さは、材料圧延時のロール表面の面質により調整され、クラッド材圧延時の圧延ロール面の面質をより平滑な面に調製することにより低サイクルの疲労強度を向上させることができる。本発明の効果を得るための好ましい圧延ロール面の粗さは、中心線平均粗さで0.1〜0.6μmである。
【0028】
本発明のアルミニウム合金偏平管を構成する2層クラッド材における芯材、内皮材の合金成分の意義および限定理由について説明する。
(芯材)
Siは、芯材の強度を向上させる機能を有する。特に、ろう付け中に犠牲陽極材から拡散してくるMgと共存することにより、ろう付け後、時効硬化を生じせしめ強度をさらに高める。好ましい含有範囲は0.3〜1.2%であり、0.3%未満ではその効果が小さく、1.2%を超えて含有すると耐食性を低下させるとともに、芯材の融点を下げ、ろう付け時に局部溶融が生じ易くなる。Siのより好ましい含有範囲は0.3〜1.0%である。
【0029】
Feは不純物として含有される。Feは、アルミニウム母材に対してカソードとなり耐食性を低下させる。従って、0.7%以下に制限するのが好ましい。また、芯材中のFeは再結晶粒を微細にする効果があり、三重点個数を多くするため、0.3%以下とすることがより好ましい。Feの含有量が極めて少なくするためには、コストの高い高純度のアルミニウム地金を使用しなければならないため、含有範囲は0.05%以上とするのが実用的である。
【0030】
Cuは、芯材の強度を向上させるとともに、芯材の電位を貴にし、犠牲陽極材のとの電位差を大きくして、防食効果を向上させるよう機能する。さらに芯材中のCuは加熱ろう付け時に犠牲陽極材中およびろう材中に拡散して、なだらかな濃度勾配を形成させる結果、芯材側の電位は貴となり、犠牲陽極材の表面側の電位は卑となって犠牲陽極材中になだらかな電位分布が形成され、腐食形態を全面腐食型にする。Cuの好ましい含有量は0.3〜1.0%の範囲であり、0.3%未満ではその効果が小さく、1.0%を越えると芯材の耐食性が低下し、また融点が低下して、ろう付け時に局部的な溶融が生じ易くなる。Cuのより好ましい含有範囲は0.5〜0.9%である。
【0031】
Mnは、芯材の強度を向上させるとともに、芯材の電位を貴にして犠牲陽極材との電位差を大きくして耐食性を高めるよう機能する。Mnの好ましい含有範囲は0.6〜1.8%であり、0.6%未満ではその効果が小さく、1.8%を越えて含有すると、鋳造時に粗大な化合物が生成し、圧延加工性が害される結果健全な板材が得難い。Mnのより好ましい含有範囲は1.1〜1.6%である。
【0032】
Tiは、芯材の板厚方向に濃度の高い領域と低い領域とに分かれ、それらが交互に分布する層状となり、Ti濃度の低い領域が高い領域に比べ優先的に腐食することにより、腐食形態を層状にする効果を有し、それにより板厚方向への腐食の進行を妨げて材料の耐孔食性を向上させる。好ましい含有量は0.06〜0.35%の範囲であり、0.06%未満ではこの効果が少なく、0.35%を越えると鋳造が困難となり、また加工性が劣化して健全な材料の製造が困難となる。
【0033】
Mgは、芯材の強度を向上させる効果を有するが、ろう付け性低下の観点から、含有量を0.5%未満に制限するのが好ましい。フッ化物系のフラックスを使用する不活性ガス雰囲気ろう付けの場合、Mg量が0.5%以上含有されると、Mgがフッ化物系フラックスと反応してフィン材とのろう付け性が阻害され、またMgのフッ化物が生成してろう付け部の外観がわるくなる。
【0034】
Cr、Zrはろう付け後の結晶粒径を粗大化し、三重点個数を少なくするとともにろう付け性を向上させる。好ましい含有量は、それぞれ0.01〜0.3%の範囲であり、0.01%未満では効果が無く、0.3%を超えると粗大化合物を生じ、正常な板材の製造が困難になる。
【0035】
(内皮材)
Znは犠牲陽極材の電位を卑にし、芯材に対する犠牲陽極効果を保持させる。その結果、芯材の孔食やすき間腐食を防止する。好ましい含有量は0.5〜5.0%の範囲であり、0.5%未満ではその効果が小さく、5.0%を超えると自己耐食性が低下する。Znのより好ましい含有範囲は3.0〜5.0%である。
【0036】
Mgは加熱ろう付け中に芯材へ拡散し、芯材中のSiやCuと共に強度を高める。また、犠牲陽極材に残存したMgはSiと共に強度を高める。これらの効果により、クラッド材の強度改善に寄与する。上記の効果を得るための好ましい含有量は0.5〜3.0%の範囲であり、0.5%未満ではその効果が小さく、3.0%を超えると圧延加工性が低下する。Mgのより好ましい含有範囲は1.5〜2.5%である。
【0037】
Siは内皮の強度を向上させる機能を有する。好ましい含有範囲は0.3〜1.2%であり、0.3%未満では強度不足の問題があり、1.2%を超えると、耐食性を低下させるとともに、融点が下がりろう付け性が劣る。Siのより好ましい含有範囲は0.3〜0.8%である。
【0038】
Mnは強度を向上させるとともに、犠牲陽極材の変形抵抗を向上させる。好ましい含有範囲は0.6〜1.8%であり、0.6%未満ではその効果は小さく、1.8%を超えて含有すると鋳造時に粗大な化合物が生成し、自己耐食性が低下する。Mnのより好ましい含有範囲は1.0〜1.8%
【0039】
Cr、Zrはろう付け後の結晶粒径を粗大化し、ろう付け性を向上させる。好ましい含有量は、それぞれ0.01〜0.3%の範囲であり、0.01%未満ではその効果が小さく、0.3%を超えると粗大化合物を生じ、健全な板材の製造が困難になる。
【0040】
Tiは、内皮材中で層状に分布し、腐食を横広がりにし、それにより耐食性を向上させる。好ましい含有量は0.01〜0.3%の範囲であり、0.01%未満ではその効果が小さく、0.3%を超えると粗大化合物を生じ、正常な板材の製造が困難になる
【0041】
Feは耐食性を向上させる効果がある。好ましい含有量は0.3〜1.5%の範囲であり、0.3%未満では効果が小さく、1.5%を超えると耐食性を低下させる。Feのより好ましい含有範囲は0.6〜1.2%である。
【0042】
Niは耐食性を向上させる効果がある。好ましい含有量は0.1〜1.5%の範囲であり、0.1%未満では効果が小さく、1.5%を超えると耐食性を低下させる。Niのより好ましい含有範囲は0.6〜1.2%である。
【0043】
本発明のアルミニウム合金偏平管において、ろう付け加熱後の芯材の三重点の個数は、クラッド材の製造条件、すなわち、芯材の均質化処理温度と時間、熱間圧延温度、中間焼鈍温度、中間焼鈍後の冷間圧延加工度を調整することにより制御することができる。
【0044】
本発明は、上記のように、Si:0.3〜1.2%、Cu:0.3〜1.0%、Mn:0.6〜1.8%、Ti:0.06〜0.35%を含有し、不純物としてのMgを0.5%未満に制限し、残部Alおよび不可避不純物からなる高強度の芯材に、犠牲陽極効果を得るために、Zn:0.5〜5.0%を含有し、さらにMg:0.5〜3.0%を含有し、残部Alおよび不可避不純物からなる内皮材をクラッドした2層クラッド材を曲げ成形して端部を高周波溶接してなり、Al−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けてろう付けする熱交換器用のアルミニウム合金偏平管で、ろう付け加熱後の芯材の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係を満足することするものであり、当該アルミニウム合金偏平管を熱交換器チューブとして使用することにより、チューブの引張強度が確保されて高サイクル域の疲労寿命および低サイクル域の疲労寿命が向上し、耐久性に優れた熱交換器を得ることができる。
【0045】
本発明によるアルミニウム合金製熱交換器は、前記のアルミニウム合金偏平管に、通常使用されているAl−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付け、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付けまたは真空ろう付けすることにより作製される。
【実施例】
【0046】
以下、本発明の実施例を比較例と対比して説明し、本発明の効果を実証する。なお。これらの実施例は本発明の一実施態様を示すものであり、本発明はこれらに限定されない。
【0047】
実施例1
表1に示す組成を有する芯材用合金、表2に示す組成を有する内皮材用合金を溶解し、連続鋳造により造塊した。芯材用合金の鋳塊および内皮材用合金の鋳塊について、いずれも600℃×10時間の均質化処理を行った。
【0048】
ついで、内皮材用合金の鋳塊を熱間圧延して6mm厚さの熱間圧延材としたのち、該熱間圧延材と芯材用合金の鋳塊とを表3に示すように組み合わせて熱間圧延し、クラッド素材を得た。その後、クラッド素材に冷間圧延、中間焼鈍、冷間圧延を行い、厚さ0.20mmのクラッド材(H14)を得た。クラッドの構成において、内皮材の厚さは0.020mmとした。最終冷間圧延のロールは、通常より圧延ロール面の面質を平滑な面に調製(中心線平均粗さ:0.2μm)ものを用いた。
【0049】
得られたクラッド材を、窒素ガス雰囲気中で、ろう付け温度に相当する600℃(材料温度)に3分間加熱した後、以下の評価を行った。
ろう付け加熱後の引張強さの測定:クラッド材をJIS5号試験片に成型し、ろう付け加熱後、常温に4週間保持した後、常温で引張試験を行った。
【0050】
ろう付け加熱後の表面粗さ測定:(株)東京精密製のサーフコムを用いて、芯材表面の中心線平均粗さ(Ra)を、圧延方向と直角方向について測定した。
ろう付け加熱後の三重点数の測定:芯材表面を偏光ミクロ組織観察し、50倍の偏光ミクロ組織写真から画像解析によって結晶粒界を抽出し、芯材表面1mm2当たりの三重点個数を求めた。
【0051】
低サイクル曲げ疲労試験:図1に示す曲げ疲労試験機を用いて、ろう付け加熱後のクラッド材平板について、ひずみ範囲すなわちひずみ振幅1.0%で曲げ疲労試験を実施し、破断までの繰り返し数(回)を測定した。繰り返し数が3000回以上で破断したものを合格(○)、繰り返し数3000回未満で破断したものを不合格(×)と評価した。
高サイクル疲労試験:引張−引張の軸力疲労試験により、107回の疲労強度を測定した。50MPa以上を合格(○)、50MPa未満を不合格(×)とした。
【0052】
内面の腐食試験:以下の腐食液を用い、以下の方法により試験を行った。
腐食液:粗悪水模擬液、pH3〜7 の弱酸性液(Cl−:195ppm、SO42−:60ppm、Cu2+:1ppm、Fe3+:30ppm )
方法:88℃で8hr 加熱したのち冷却し、25℃で16hr保持するサイクルを4ヶ月間繰り返し試験し、試験後のクラッド材内面(内皮材側)の最大腐食深さを測定し、最大腐食深さが0.06mm以下を合格(○)、0.06mmを超えたものを不合格(×)と評価した。
【0053】
評価結果を表3に示す。表3に示すように、本発明に従うクラッド材1〜28はいずれも、ろう付け加熱後の引張強さに優れ、優れた低サイクル疲労強度および高サイクル疲労強度をそなえ、良好な耐食性を有していた。
【0054】
【表1】
【0055】
【表2】
【0056】
【表3】
【0057】
比較例1
表4に示す組成を有する芯材用合金、表5に示す組成を有する内皮材用合金を溶解し、連続鋳造により造塊した。芯材用合金の鋳塊および内皮材用合金の鋳塊について、いずれも600℃×10時間の均質化処理を行った。なお、表4、表5において、本発明の条件を外れたものには下線を付した。
【0058】
ついで、内皮材用合金の鋳塊を熱間圧延して6mm厚さの熱間圧延材としたのち、該熱間圧延材と芯材用合金の鋳塊とを表6に示すように組み合わせて熱間圧延し、クラッド素材を得た。その後、クラッド素材に冷間圧延、中間焼鈍、冷間圧延を行い、厚さ0.25mmのクラッド材(H14)を得た(クラッド材30〜48)。クラッドの構成において、内皮材の厚さは0.050mmであった。最終の冷間圧延ロールは、通常より圧延ロール面の面質を平滑な面に調製(中心線平均粗さ:0.2μm)したものを用いた。評価結果を表6に示す。
【0059】
なお、表6において、クラッド材29は、芯材用合金および内皮材用合金とともに、Si:10%を含有し、残部Alおよび不可避的不純物からなるろう材用合金を造塊し、芯材用合金および内皮材用合金の鋳塊については600℃×10時間の均質化処理を行い、内皮材用合金の鋳塊およびろう材用合金の鋳塊については所定厚さまで熱間圧延し、これに芯材用合金の鋳塊を表6に示すように組み合わせて熱間圧延してクラッド素材とし、その後、クラッド素材に冷間圧延、中間焼鈍、冷間圧延を行い、厚さ0.20mmのクラッド材(H14)としたものである。クラッドの構成は、内皮材の厚さ0.020mm、ろう材の厚さ0.030mmとした。得られたクラッド材のろう材面にフッ化物系フラックスを塗布し、窒素ガス雰囲気中で、ろう付け温度に相当する600℃(材料温度)に3分間加熱した後、前記の評価を行った。
【0060】
【表4】
【0061】
【表5】
【0062】
【表6】
【0063】
表6に示すように、クラッド材29は、ろう材を配したものであるため、芯材表面の表面粗さが大きくなり、低サイクル疲労強度が劣っていた。クラッド材30は、内皮材のZn量が多いため自己耐食性が低下して耐食性不良となった。クラッド材31は、内皮材のZn量が少ないため耐食性が劣っていた。クラッド材32は、内皮材のMg量が多いため、圧延加工性が低下してクラッド材の製造ができなかった。クラッド材33は、内皮材のMg量が少ないため引張強さが低かった。
【0064】
クラッド材34、35は、それぞれ内皮材のMn量、Si量が多いため、いずれも耐食性が劣っていた。クラッド材36、37は、それぞれ内皮材のFe量、Ni量が多いため、いずれも耐食性が低下した。クラッド材38は、芯材のSi量が多いため融点が低下して、ろう付け加熱時に局部溶融が生じて芯材表面の三重点数が多くなったため、低サイクルの疲労強度が低下した。クラッド材39は、芯材のSi量が少ないため引張強さが低下した。
【0065】
クラッド材40は芯材のMn量が多いため、鋳造時に粗大な化合物が生成し圧延性が害されて、芯材表面の三重点数が多くなったため、低サイクルの疲労強度が低下した。クラッド材41は、芯材のMn量が少ないため引張強度が低かった。クラッド材42は、Cu量が多いため融点が低下して、ろう付け加熱時に局部溶融が生じて芯材表面の三重点数が多くなったため、低サイクルの疲労強度が低下した。クラッド材43は、芯材のCu量が少ないため引張強度が低かった。
【0066】
クラッド材44は芯材のTi量が多いため、粗大化号物が生成して正常なクラッド材の製造ができなかった。クラッド材45は、芯材のTi量が少ないため耐食性が低下した。クラッド材46は芯材のFe量が多いため、耐食性が低下した。クラッド材47は芯材のMg量が多いため、ろう付け加熱時に芯材表面が酸化されて芯材表面の三重点数が多くなったため、低サイクルの疲労強度が低下した。また、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付けを行った場合、Mgがフラックスと反応するため、ろう付け性が劣りフィン材などとのろう付けが困難となるものである。クラッド材48は芯材のろう付け後の表面粗さが大きいため、低サイクル疲労強度が劣っていた。
【特許請求の範囲】
【請求項1】
質量%で、Si:0.3〜1.2%、Fe:0.05〜0.7%、Cu:0.3〜1.0%、Mn:0.6〜1.8%、Ti:0.06〜0.35%を含有し、不純物としてのMgを0.5%未満に制限し、残部Alおよび不可避不純物からなる芯材の片面に、Zn:0.5〜5.0%、Mg:0.5〜3.0%を含有し、残部Alおよび不可避不純物からなる内皮材をクラッドした2層クラッド材を曲げ成形して端部を高周波溶接してなり、Al−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けてろう付けする熱交換器用のアルミニウム合金偏平管であって、ろう付け加熱(600℃(材料温度)に加熱して3分間保持)後の芯材表面の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係を満足することを特徴とする熱交換器用アルミニウム合金偏平管。
【請求項2】
前記内皮材が、さらにSi:0.3〜1.2%、Mn:0.6〜1.8%のうちの1種または2種を含むことを特徴とする請求項1に記載の熱交換器用アルミニウム合金偏平管。
【請求項3】
前記芯材が、さらにCr:0.01〜0.3%、Zr:0.01〜0.3%のうちの1種または2種を含むことを特徴とする請求項1または2に記載の熱交換器用アルミニウム合金偏平管。
【請求項4】
前記内皮材が、さらにCr:0.01〜0.3%、Zr:0.01〜0.3%、Ti:0.01〜0.3%のうちの1種または2種以上を含むことを特徴とする請求項1〜3のいずれかに記載の熱交換器用アルミニウム合金偏平管。
【請求項5】
前記内皮材が、さらにFe:0.3〜1.5%、Ni:0.1〜1.5%のうちの1種または2種を含むことを特徴とする請求項1〜4のいずれかに記載の熱交換器用アルミニウム合金偏平管。
【請求項6】
請求項1〜5のいずれかに記載のアルミニウム合金偏平管にAl−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けて、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付けまたは真空ろう付けすることにより作製したことを特徴とするアルミニウム合金製熱交換器。
【請求項1】
質量%で、Si:0.3〜1.2%、Fe:0.05〜0.7%、Cu:0.3〜1.0%、Mn:0.6〜1.8%、Ti:0.06〜0.35%を含有し、不純物としてのMgを0.5%未満に制限し、残部Alおよび不可避不純物からなる芯材の片面に、Zn:0.5〜5.0%、Mg:0.5〜3.0%を含有し、残部Alおよび不可避不純物からなる内皮材をクラッドした2層クラッド材を曲げ成形して端部を高周波溶接してなり、Al−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けてろう付けする熱交換器用のアルミニウム合金偏平管であって、ろう付け加熱(600℃(材料温度)に加熱して3分間保持)後の芯材表面の中心線平均粗さをRa、1mm2当たりの三重点個数をNとしたとき、N・e2Ra<300(但し、eは自然対数の底)の関係を満足することを特徴とする熱交換器用アルミニウム合金偏平管。
【請求項2】
前記内皮材が、さらにSi:0.3〜1.2%、Mn:0.6〜1.8%のうちの1種または2種を含むことを特徴とする請求項1に記載の熱交換器用アルミニウム合金偏平管。
【請求項3】
前記芯材が、さらにCr:0.01〜0.3%、Zr:0.01〜0.3%のうちの1種または2種を含むことを特徴とする請求項1または2に記載の熱交換器用アルミニウム合金偏平管。
【請求項4】
前記内皮材が、さらにCr:0.01〜0.3%、Zr:0.01〜0.3%、Ti:0.01〜0.3%のうちの1種または2種以上を含むことを特徴とする請求項1〜3のいずれかに記載の熱交換器用アルミニウム合金偏平管。
【請求項5】
前記内皮材が、さらにFe:0.3〜1.5%、Ni:0.1〜1.5%のうちの1種または2種を含むことを特徴とする請求項1〜4のいずれかに記載の熱交換器用アルミニウム合金偏平管。
【請求項6】
請求項1〜5のいずれかに記載のアルミニウム合金偏平管にAl−Si系合金ろう材をクラッドしたアルミニウムブレージングフィンを組み付けて、フッ化物系フラックスを用いる不活性ガス雰囲気ろう付けまたは真空ろう付けすることにより作製したことを特徴とするアルミニウム合金製熱交換器。
【図1】

【公開番号】特開2011−140690(P2011−140690A)
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願番号】特願2010−1723(P2010−1723)
【出願日】平成22年1月7日(2010.1.7)
【出願人】(000002277)住友軽金属工業株式会社 (552)
【公開日】平成23年7月21日(2011.7.21)
【国際特許分類】
【出願日】平成22年1月7日(2010.1.7)
【出願人】(000002277)住友軽金属工業株式会社 (552)
[ Back to top ]