
熱交換器用フィン材

【課題】フッ素系樹脂を用いずに高い撥水性を有し、フィンに成形された後も高い撥水性を保持できる空調機の室外機等に好適な熱交換器用フィン材を提供する。
【解決手段】アルミニウムからなる基板1に、有機系塗料からなるプライマー塗膜21に当該プライマー塗膜21に対する質量比0.1〜50で粒子22を分散させた粗面化皮膜2と、疎水性シリカを含んで優れた撥水性を有する撥水性皮膜3と、を積層した熱交換器用フィン材10であり、粒子22の粒径(μm)は、3以上かつプライマー塗膜21の面積あたりの質量(g/m2)の2倍以上とする。熱交換器用フィン材10は、粗面化皮膜2に分散させた粒子22で形成される表面の凹凸によりプレス加工における工具等との接触面積を少なくして、密着性の低い疎水性シリカを含む撥水性皮膜3を剥離、欠損し難くして、撥水性を保持することができる。
【解決手段】アルミニウムからなる基板1に、有機系塗料からなるプライマー塗膜21に当該プライマー塗膜21に対する質量比0.1〜50で粒子22を分散させた粗面化皮膜2と、疎水性シリカを含んで優れた撥水性を有する撥水性皮膜3と、を積層した熱交換器用フィン材10であり、粒子22の粒径(μm)は、3以上かつプライマー塗膜21の面積あたりの質量(g/m2)の2倍以上とする。熱交換器用フィン材10は、粗面化皮膜2に分散させた粒子22で形成される表面の凹凸によりプレス加工における工具等との接触面積を少なくして、密着性の低い疎水性シリカを含む撥水性皮膜3を剥離、欠損し難くして、撥水性を保持することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、空調機の室外機等に使用される熱交換器用フィン材に関する。
【背景技術】
【0002】
熱交換器は、ルームエアコン、パッケージエアコン、冷凍ショーケース、冷蔵庫、オイルクーラー、およびラジエータ等として、様々な分野に利用されている。熱交換器においては、冷房運転時の結露水がフィンの間に溜まると、送風時の抵抗となって熱交換器特性を低下させる。熱交換器のフィンの成形前の板材(以下、フィン材という)には、一般的に、熱伝導性および加工性が優れることからアルミニウムまたはアルミニウム合金(以下、総称してアルミニウムという)が使用されている。このようなアルミニウムからなるフィン材は、耐食性だけでなく、フィン表面で結露水が溜まらないように親水性または撥水性を付与するため、塗膜等の表面処理を施されている。すなわち、フィン表面を親水性として結露水の流動性を高くするか、撥水性として結露水の水滴が大きくならないうちに落下させるものである。特に、冷暖房兼用型のルームエアコン等においては、冬季に暖房運転を行ったとき、蒸発器となる室外機のフィン表面で水分が氷結して霜が付着し、送風時の抵抗となる。このような用途のフィン材では、表面に一様に水が広がる親水性よりも撥水性とした方が霜が付着し難い。
【0003】
アルミニウム等の金属基板に撥水性を付与する技術として、フッ素系樹脂またはシリコーン系樹脂を撥水化成分として用いた塗膜が知られており、これに水滴との接触面積を小さくするように表面に微細な凹凸を形成して撥水性をさらに向上させた塗膜が多く開示されている。特に、微粒子等の固形物を混合した塗料によるものが多く、例えば特許文献1〜3には、フッ素系、シリコーン系等の有機系樹脂溶液に微粒子を混合して凹凸のある塗膜を形成するコーティング材が開示されている。また、特許文献4,5には、表面に凹凸を形成する微粉末としてアルミナやジルコニアを用いることにより、水分が氷結し難いアルミニウムフィン材が開示されている。特許文献4では、バインダーとしてアルミナゾルを適用し、前記微粉末との混合物を塗布した上にフッ素系撥水化剤等を塗布し、特許文献5では、バインダーとしてアクリル系樹脂等の熱硬化性樹脂を適用し、さらにフッ素系またはシリコン系の塗料からなる撥水化剤も混合して、単層の塗膜としている。また、特許文献6には、有機塗料内に添加したフッ素系化合物で塗膜表面を撥水性にし、同時に塗料に添加した大きさの異なる2種以上のフィラーで塗膜表面を大きさの異なる凹凸構造からなるフラクタルな形状として、表面積を限りなく大きくした塗膜が開示されている。
【0004】
塗膜表面に凹凸を形成する別の方法としては、金属基板を粗面化してから塗膜を形成する方法がある。例えば特許文献7には、アルミニウム基板を塩酸水溶液等でエッチングすることで表面に微細な凹凸を形成し、さらにその表面に水和酸化物を形成して複合的な凹凸構造として、フルオロアルコキシシラン化合物を吸着させて、疎水基である前記化合物のパーフルオロ基を表面に配向させたフィン材が開示されている。また、特許文献8には、アルミニウム基板の表面をショットブラスト等で所定表面粗さに粗面化し、クロメート処理等で耐食性皮膜を、さらに塗装と焼き付けにて微細な凹凸表面の水ガラス皮膜を形成し、フッ素系またはシリコン系の撥水塗料からなる撥水性皮膜を表面に形成したフィン材が開示されている。
【0005】
塗膜表面に凹凸を形成するさらに別の方法としては、特許文献9に、基板にフッ素系ポリマーやシリコン系樹脂等の塗着により撥水性のコーティング層を形成してから、プラズマ照射することでコーティング層表面をエッチングして、表面に凹凸を形成したフィン材が開示されている。
【0006】
さらに熱交換器用に限られず、撥水性を付与する皮膜における撥水化成分として、前記特許文献1〜9に記載されたフッ素系樹脂およびシリコーン系樹脂以外に、疎水性シリカを適用した皮膜の技術が開示されている。例えば特許文献10〜12には、表面改質により疎水化されたシリカの微粒子を樹脂中に分散させた塗膜が開示されている。また特許文献13には、ポリシラザンの塗膜を形成し、その表面に疎水性オルガノシランまたは疎水性ポリオルガノシロキサンを塗布して、加熱することで、ポリシラザンの塗膜表層を疎水性シリカに転化した塗膜が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−117637号公報(段落0008〜0011)
【特許文献2】特開平5−222339号公報(段落0007〜0008)
【特許文献3】特開平8−323285号公報(段落0016〜0021)
【特許文献4】特開平6−306636号公報(段落0012〜0023)
【特許文献5】特開平8−285491号公報(段落0010〜0019)
【特許文献6】特開平9−279056号公報(段落0003〜0007,0087〜0088)
【特許文献7】特開平10−281690号公報(段落0021〜0023)
【特許文献8】特開平11−43777号公報(段落0016〜0032)
【特許文献9】特開2002−90084号公報(請求項2、段落0035〜0038)
【特許文献10】特開2003−119384号公報(請求項1)
【特許文献11】特開2006−232870号公報(請求項6)
【特許文献12】特開2007−238931号公報(請求項4、段落0032〜0033)
【特許文献13】特開2008−237957号公報(請求項1、段落0035〜0038)
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記従来技術の特許文献1〜3,6および特許文献9のように塗膜で表面に凹凸を形成したフィン材の場合、フィンの形状に成形する前の板材に塗膜を形成したプレコート材とすると、成形時のプレス加工等によって塗膜表面の凹凸を潰したり微粒子を欠落させて、局所的に撥水性の劣化した部位が発生する虞がある。また、特許文献4,5のようなアルミナ等の硬質な微粒子は変形し難いが、近年の熱交換器の軽量化に伴い薄肉化されたフィン材においては、成形時のしごき加工等で、微粒子に押圧されて基板が破断する虞がある。さらに特許文献4は、アルミナゾルからなる同じく硬質な塗膜を備えるため、表面の凹凸は保持できても、プレス加工において塗膜割れ等の欠陥を生じ易く、フィン成形に高度な制御を要することになる。また、特許文献7,8のように、アルミニウム等の基板を粗面化した場合、前記のような薄肉化されたフィン材では、成形時に破断する等、加工性や強度が低下する虞がある。さらに、成形時に、塗膜が表面形状の変形だけでなく、剥離、欠落して、基板が局所的に露出した場合には、基板の耐食性も保持できなくなる。一方、塗膜の表面形状を保持するためにフィンに成形してから塗膜を形成しようとすると、例えば成形されたフィンの表面を脱脂して、ディップコート法で塗膜材料(微粒子を混合した有機系塗料等)を塗布する方法が考えられる。しかし、形状の複雑なフィンに均一な塗膜を形成することは困難であり、さらにフィンの隙間に塗膜材料の目詰り等が生じる虞もあって、作業性が著しく低下する。
【0009】
また、前記従来技術の特許文献1,3〜9においては、塗膜の撥水化成分としてフッ素系樹脂を適用しているが、フッ素系樹脂は300℃から400℃程度で熱分解を開始して、各種の分解生成物を発生させる。この分解生成物には程度の差はあるが毒性を有するガスも含まれる。空調機の室外機等の熱交換器に組み立てる場合、フィンを銅管にろう付けする際に600〜700℃程度に加熱される。このとき、フィンにも相当な熱が伝わるため、組み立て前にフッ素系樹脂皮膜を被覆したフィン材(フィン)とすると、高温で皮膜が熱分解して有毒ガスが発生する虞があるため、換気設備、さらには排ガス処理設備等が組み立て工程に必要となる。
【0010】
一方、前記従来技術の特許文献10〜13に記載された撥水化成分として疎水性シリカを適用した皮膜は、塗膜表面に凹凸を設けなくとも高い撥水性を付与することができるが、基板への密着性に劣るためプレス加工時に基板から剥離し易く、フィン材への適用は困難である。
【0011】
本発明は、前記問題点に鑑みてなされたものであり、薄肉化したプレコート材としても、プレス加工等に対する耐久性を有し、かつフッ素系樹脂を用いずに表面に高い撥水性を有する空調機の室外機等に好適な熱交換器用フィン材を提供することを目的とする。
【課題を解決するための手段】
【0012】
前記課題を解決するために、本発明者らは、撥水化成分として、表面に微細な凹凸を形成しなくとも高い撥水性を付与することができる疎水性シリカを皮膜に適用することとし、プレス加工等により剥離することがなくフィン成形後も基板に被覆させる方法について鋭意研究した。そして、表面に凹凸を形成することで、プレス加工における工具等との接触面積を小さくして皮膜を剥離し難くできることを見出し、さらに前記効果を得られる凹凸の形状および形成方法について検証した。その結果、疎水性シリカを含有する皮膜の下地として、基板への密着性の高い有機系塗料でプライマー塗膜を設けて、このプライマー塗膜にある程度以上の大きさの粒子を分散させることで、その上の皮膜表面に接触面積を抑えるための十分な大きさの凹凸を形成するという、微細な凹凸で撥水性を付与する従来の技術とは全く相違する思想に至った。
【0013】
すなわち本発明に係る熱交換器用フィン材は、アルミニウムまたはアルミニウム合金からなる基板と、この基板上に形成された粗面化皮膜と、この粗面化皮膜上に形成された撥水性皮膜とを備え、前記粗面化皮膜は、有機系塗料を塗布して形成される0.1g/m2以上のプライマー塗膜と粒径3μm以上の粒子とを有し、前記粒子の前記プライマー塗膜に対する質量比が0.1以上50以下であり、前記粒子の粒径(単位:μm)が前記プライマー塗膜の量(単位:g/m2)の2倍以上であり、前記撥水性皮膜は、0.1g/m2以上の疎水性シリカを含有することを特徴とする。
【0014】
このように、撥水化材料として疎水性シリカを適用することで、表面形状によらずに撥水性の極めて高い皮膜が得られる。一方、所定以上の大きさの粒子を分散させた粗面化皮膜を下地に設けることで、当該粒子はその全体が粗面化皮膜に埋没することなく、最表面の撥水性皮膜においても十分な高低差の凹凸が形成される。このような表面形状とすることで、プレス加工において工具等に接触する部位が凸部のさらに頂上部の微小な面積に限られ、密着性の低い撥水性皮膜を剥離し難くすることができる。この表面の凹凸形状は、撥水性を付与するための微細な凹凸ではないので、プレス加工等で潰れても撥水性が損なわれることがない。また、表面の凹凸形状を塗膜で形成することで、基板表面への粗面化等の加工を行わないので、基板の薄肉化が可能となる。
【0015】
さらに、本発明に係る熱交換器用フィン材は、基板と粗面化皮膜との間に、無機酸化物または有機−無機複合酸化物からなる下地処理層が形成されていることが好ましい。下地処理層を設けることにより、アルミニウムまたはアルミニウム合金からなる基板の耐食性を向上させることができる。
【0016】
さらに、本発明に係る熱交換器用フィン材は、撥水性皮膜の表面に、または少なくとも一部が表面に露出するように撥水性皮膜の中に、シリコーン樹脂からなる微粒子を備えることが好ましい。熱交換器用フィン材の表面にこのような微粒子が存在することで、撥水性を損なうことなく潤滑性を付与することができ、プレス加工等において撥水性皮膜が欠損し難くなる。
【発明の効果】
【0017】
本発明に係る熱交換器用フィン材によれば、フィンに成形された後も高い撥水性を有して、空調機の室外機等として着霜防止性に優れた熱交換器とすることができ、また熱交換器に組み立てる際のろう付け加熱等において有害物質が発生しないので安全性が向上する。また、成形前に皮膜を形成したプレコート材とすることができるので、作業性に優れ、また薄肉化したアルミニウムまたはアルミニウム合金からなる板材を基板とすることができるので、熱交換器の軽量化が可能である。
【図面の簡単な説明】
【0018】
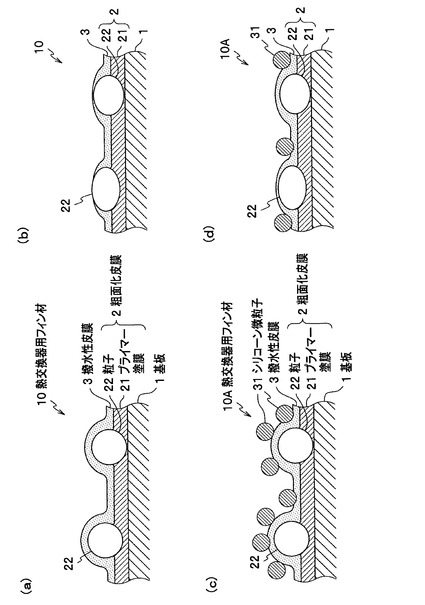
【図1】本発明の第1実施形態およびその変形例に係る熱交換器用フィン材の構成を模式的に説明する断面図であり、(a)は第1実施形態、(b)は(a)の加工後、(c)は第1実施形態の変形例、(d)は(c)の加工後である。
【発明を実施するための形態】
【0019】
〔第1実施形態〕
以下、本発明に係る熱交換器用フィン材を実現するための形態について、図面を参照して説明する。
本発明の第1実施形態に係る熱交換器用フィン材10は、フィンに成形する前の板材であり、図1(a)に示すように、基板1と、基板1の片面または両面に形成された粗面化皮膜2と、粗面化皮膜2の上に形成されて最表面に積層された撥水性皮膜3と、を備える。粗面化皮膜2および撥水性皮膜3を形成する基板1の面は片面でも両面でもよく、少なくとも熱交換器に組み立てたときに着霜する虞のある側となる面に形成する。以下、粗面化皮膜2および撥水性皮膜3を形成する基板1の面を、単に基板1の表面という。
【0020】
(基板)
基板1は、通常の熱交換器用フィン材に適用されるアルミニウムまたはアルミニウム合金(以下、総称してアルミニウムという)で形成され、鋳造、熱間圧延、冷間圧延、調質等の公知の方法で所望の厚さの板材に製造される。基板1の厚さは、特に規定するものではなく、作製される熱交換器の仕様等に合わせて、要求される軽量化や強度および耐食性に対応可能な厚さとする。なお、通常の熱交換器用フィン材に適用される基板材料としてアルミニウムを挙げたが、本発明に係る熱交換器用フィン材の粗面化皮膜および撥水性皮膜は、銅や銅合金、ステンレス等の金属材料を基板として、これに被覆して撥水性を付与することができる。
【0021】
(粗面化皮膜)
粗面化皮膜2は、基板1に後記の撥水性皮膜3を固定するための下地層であり、プライマー塗膜21と、プライマー塗膜21中に分散させた粒子22とからなり、粒子22が凸部となって表面が凹凸形状となっている。なお、粒子22の一部は、上部がプライマー塗膜21から露出して粗面化皮膜2の凸部の表面となっている。
【0022】
プライマー塗膜21は公知の有機系塗料を塗布して形成される樹脂であり、粗面化皮膜2を凹凸形状とするために粒子22を担持し、また前記したように、粗面化皮膜2を撥水性皮膜3の下地層として基板1に密着させるために、密着性を十分に有する材料から選択される。したがって、プライマー塗膜21自体が撥水性を有する材料である必要はない。一方で、特にプレス加工においてひび割れ等の欠陥が生じると、その上の部位の撥水性皮膜3も欠損して撥水性が大きく低下するだけでなく、基板1すなわちアルミニウムが露出して腐食起因となる。したがって、プライマー塗膜21は、プレス加工に追随できるように破断伸度が高い塗膜を形成する樹脂であることが好ましい。このような材料としては、一定の加工性および密着性を有するものとしてウレタン系樹脂、エポキシ系樹脂、ポリエステル系樹脂、ポリエチレン系樹脂、およびポリアクリル酸系樹脂等が挙げられ、このような樹脂を主成分とする市販の有機系塗料で形成できる。例えば、金属用表面処理剤として市販されている、ウレタン変性樹脂エマルションである東邦化学工業(株)製ハイテックSシリーズが挙げられる。
【0023】
前記の通り、粗面化皮膜2は表面が凹凸形状であるため、全体での膜厚は規定しないが、プライマー塗膜21の粒子22の含まれない部分の厚さ(以下、プライマー塗膜21の厚さという)としては、0.1μm程度以上になるようにする。このような粗面化皮膜2とするため、プライマー塗膜21(有機系塗料の乾燥、焼き付け等による硬化後)の面積あたりの質量が0.1g/m2以上になるように、粒子22を混合した有機系塗料を基板1に塗布する。プライマー塗膜21の質量が0.1g/m2未満では、粗面化皮膜2が局所的に薄すぎてフィン成形時に欠陥を生じたり、基板1および撥水性皮膜3のそれぞれとの密着性が不足したり、粗面化皮膜2中に十分な数の粒子22を担持できずに撥水性が不足する。一方、プライマー塗膜21が過剰に厚くなると、これらの効果が飽和する上、熱交換器用フィン材10の熱伝導特性が低下するため、プライマー塗膜21の厚さとしては、10μm程度以下が好ましい。このような粗面化皮膜2とするため、プライマー塗膜21の面積あたりの質量は10g/m2以下とすることが好ましい。
【0024】
粒子22は、粗面化皮膜2の表面を凹凸形状にすることで、その上に積層される撥水性皮膜3の表面にも凹凸が形成されるようにして、プレス加工において工具等との接触面積を小さくする。すなわちフィン成形後は凹凸形状を保持する必要はなく、粒子22は、プレス加工等による粗面化皮膜2(プライマー塗膜21)の変形に追随して変形可能な比較的軟質な材料からなることが好ましい。具体的には、アクリル系樹脂、ウレタン系樹脂、スチレン系樹脂、シリコーン系樹脂等の樹脂が挙げられる。このような材料からなる粒子22であれば、熱交換器用フィン材10のプレス加工で粗面化皮膜2が変形しても、プライマー塗膜21との間に隙間を生じたりプライマー塗膜21自体にひび割れ等の欠陥を生じさせることがなく、フィン成形後においても、粗面化皮膜2が基板1を完全に被覆してその上の撥水性皮膜3を保持できる(図1(b)参照)。また、このような材料からなる粒子22は市販の樹脂微粒子(パウダー、ビーズ等)が適用でき、例えば、アクリル系樹脂としてはガンツ化成(株)製ガンツパール(登録商標)GMシリーズ、ウレタン系樹脂としては日本ポリウレタン工業(株)製パールセン(登録商標)シリーズ、シリコーン系樹脂としてはモメンティブ・パフォーマンス・マテリアルズ製トスパール(登録商標)シリーズが挙げられる。また、粒子22の形状は特に規定しないが、粗面化皮膜2表面の凹凸形状や材料の入手のし易さ等から、真球またはそれに近い形状が好ましく、前記の市販の樹脂微粒子も球状である。
【0025】
粗面化皮膜2の上に積層される撥水性皮膜3の表面に十分な高低差の凹凸が形成され、さらに凹部およびその周辺がプレス加工時に損傷を受けないようにするために、粒子22の粒径は3μm以上とし、好ましくは6μm以上である。さらに、粒子22の粒径は、プライマー塗膜21の厚さの2倍程度以上とし、このプライマー塗膜21の厚さ(μm)が、プライマー塗膜21の面積あたりの質量(単位:g/m2)に近似されるとみなして、粒子22の粒径は前記プライマー塗膜21の質量の2倍以上とする。言い換えれば、プライマー塗膜21の質量が粒子22の粒径の1/2以下となるように、粒子22を混合した有機系塗料を基板1に塗布する。なお、粒子22の粒径の上限は特に規定しないが、粒径100μmを超える粒子は、プライマー塗膜21の有機系塗料中に安定的に分散させることが困難になるため、100μm以下が好ましい。
【0026】
また、粗面化皮膜2の表面すなわち撥水性皮膜3の表面の凹凸の間隔を適度なものとするため、粗面化皮膜2において、粒子22のプライマー塗膜21に対する質量比は0.1〜50とする。質量比0.1未満では、粒子22による凹凸(凸部)の間隔が広くなって、プレス加工において撥水性皮膜3の凹部(凸部以外)にも工具等が接触することになる。一方、質量比50超とすると、このような多量の粒子はプライマー塗膜21の有機系塗料中に安定的に分散させることが困難になり、また粗面化皮膜2から欠落し易くなる。さらに、この質量比を1〜10とすると、粗面化皮膜2(撥水性皮膜3)の表面がより好ましい凹凸形状となる。質量比は、有機系塗料への粒子22の混合量で制御でき、有機系塗料はプライマー塗膜21の、すなわち乾燥、焼き付け後の質量に換算する。
【0027】
(撥水性皮膜)
撥水性皮膜3は、熱交換器用フィン材10の表面に撥水性を付与する皮膜であり、熱交換器用フィン材10の最表面にて粗面化皮膜2の表面の凹凸に沿って被覆する。したがって、撥水性皮膜3の表面も凹凸形状であるためプレス加工等において工具と接触する面積を小さくすることができて、撥水性皮膜3はその密着性によらず粗面化皮膜2から剥離し難く、また欠損し難くなる。あるいは撥水性皮膜3が欠損しても、部位が凸部すなわち粗面化皮膜2における粒子22の頂上部の微小な面積に限られ、また露出するのは粒子22であり(図1(b)参照)、撥水性の劣化には至らない。
【0028】
撥水性皮膜3の撥水化成分は疎水性シリカであり、疎水性シリカにより撥水性を付与する皮膜は公知の方法で造膜される。例えば、表面改質により疎水化されたシリカの微粒子を樹脂中に分散させた塗膜(特開2007−238931号公報、特開2006−232870号公報、特開2003−119384号公報)が挙げられる。このような塗膜においては、疎水性シリカの微粒子は凝集力が強いため、緻密な撥水性皮膜3を形成できる。十分な撥水性を付与するために、撥水性皮膜3において、その面積あたりの疎水性シリカ(疎水性シリカ成分)の含有量(単位:g/m2)は0.1g/m2以上とし、好ましくは0.5g/m2以上である。前記に挙げた公知の方法による場合は、撥水性皮膜3に含まれる疎水性シリカの微粒子の質量となる。撥水性皮膜3の疎水性シリカの含有量の上限は特に規定しないが、1g/m2を超えても撥水性の効果が飽和する上、コスト高になるため、1g/m2以下が好ましい。
【0029】
第1実施形態の変形例に係る熱交換器用フィン材10Aとして、図1(c)に示すように、シリコーン樹脂からなる微粒子(シリコーン微粒子)31を、撥水性皮膜3の表面に、またはその少なくとも一部が表面に露出するように撥水性皮膜3の中に備えてもよい。シリコーン樹脂は優れた撥水性および潤滑性を有するため、シリコーン微粒子31を撥水性皮膜3の表面、すなわち熱交換器用フィン材10Aの表面に備えることで、プレス加工時に撥水性皮膜3を欠損し難くすることができる。このような熱交換器用フィン材10Aとするためには、撥水性皮膜3の造膜時に、その塗膜材料にシリコーン微粒子31を混合するか、撥水性皮膜3の形成後に表面に付着させる。シリコーン微粒子31は疎水性シリカとは混ざり合い難いため、撥水性皮膜3の塗膜材料に混合しても、塗膜に硬化する前に少なくとも一部が表面に浮き上がってくる。撥水性皮膜3の形成後にシリコーン微粒子31を表面に付着させる方法としては、例えばシリコーン微粒子31をエタノール等の有機溶剤に分散させたものを、撥水性皮膜3の表面に塗布すればよい。シリコーン微粒子31も、粗面化皮膜2の粒子22と同様に、モメンティブ・パフォーマンス・マテリアルズから市販されているトスパールシリーズを適用することができる。なお、シリコーン微粒子31は、プレス加工における工具との接触等から撥水性皮膜3を保護するためのもので、それ自体はプレス加工により熱交換器用フィン材10Aの表面から欠落しても(図1(d)参照)撥水性の効果への影響はなく、撥水性皮膜3に強く密着させる必要はない。
【0030】
シリコーン微粒子31の粒径は特に規定しないが、撥水性皮膜3の塗膜材料に混合する場合は、小さすぎると凝集し易くなって撥水性皮膜3表面へ浮き上がり難くなるため、また入手のし易さから2μm以上が好ましい。なお、粒径の上限は、機能上特に影響しないが入手し易い大きさとして、11μm以下が好ましい。また、シリコーン微粒子31の撥水性皮膜3への混合量、または塗布量のいずれにおいても特に規定しないが、前記効果を得るためには0.1g/m2以上が好ましい。一方、多すぎても効果が飽和する上に欠落し易く、またコスト高になるため、5g/m2以下が好ましい。
【0031】
〔第2実施形態〕
本発明の第2実施形態に係る熱交換器用フィン材10(10A)は、基板1の表面すなわち粗面化皮膜2との界面に、無機酸化物または有機−無機複合酸化物からなる下地処理層(図示せず)が形成されていること以外は、前記第1実施形態またはその変形例と同様の構成である。下地処理層はアルミニウム材料である基板1に耐食性を付与するための皮膜であり、アルミニウム材料への耐食処理として公知の処理を、粗面化皮膜2の形成前に基板1に行うことで形成される。無機酸化物としては主成分としてクロム(Cr)またはジルコニウム(Zr)を含むものが好ましく、処理として、例えば、リン酸クロメート処理、リン酸ジルコニウム処理、クロム酸クロメート処理が挙げられる。その他の無機酸化物を形成する処理としては、リン酸亜鉛処理、リン酸チタン酸処理が挙げられる。また、有機−無機複合化合物としては、塗布型クロメート処理または塗布型ジルコニウム処理により形成されるアクリル−ジルコニウム複合体等が挙げられる。また、下地処理層の厚さは特に規定しないが、基板1に十分な耐食性を付与するため、そして生産性の点から、50〜500Å、Cr,Zr等の主成分の質量に換算して0.005〜0.05g/m2となることが好ましい。
【0032】
以上に記載した本発明の実施形態に係る熱交換器用フィン材10,10Aは、フィン成形の際、通常、所定の寸法に切断されて前記のプレス加工を施される。この切断面すなわちフィン端面には、粗面化皮膜2および撥水性皮膜3が被覆されていないため、基板1が露出していることになる。このようなフィンを用いた熱交換器において、空調機の室外機として使用される環境が非常に厳しい場合、具体的には雰囲気温度が低くて湿度が高い場合は、フィン端面に沿って霜が付着し易くなることが考えられる。したがって、フィン端面にのみ、後処理として塗装等により撥水性の皮膜を被覆することが望ましい。なお、フィン端面の塗装(塗布、乾燥)を実施する場合は、熱交換器として組み立てた後に行うことが、作業性の点で望ましい。この場合の塗膜材料は、撥水性皮膜3のように疎水性シリカを撥水化成分とすることもできるが、熱交換器として組み立てた以降はろう付け等の高温加熱工程がないので、フッ素系の撥水化剤等を適用してもよい。
【実施例】
【0033】
以上、本発明を実施するための形態について述べてきたが、以下に、本発明の効果を確認した実施例を、本発明の要件を満たさない比較例と比較して具体的に説明する。なお、本発明はこの実施例に限定されるものではない。
【0034】
〔供試材の作製〕
(基板)
熱交換器用フィン材の供試材における基板として、厚さ0.1mmのJIS 1200アルミニウム板を適用した。この基板に、表1に示す供試材について、リン酸クロメート処理を施して下地処理層を形成した。化成処理液は、日本ペイント(株)製アルサーフ(登録商標)401/45、リン酸、およびクロム酸の混合液を使用した。下地処理層の膜厚は約400Åとした。また、蛍光X線法で測定した下地処理層のCr換算値は20mg/m2であった。
【0035】
(粗面化皮膜)
粗面化皮膜におけるプライマー塗膜の材料の有機系塗料として、ウレタン変性樹脂エマルションである東邦化学工業(株)製ハイテックS−6254を適用した。この有機系塗料に、表1に示す粒子を同じく表1に示す質量比(有機系塗料は焼き付け後の質量に換算)で混合して分散させた。アクリル系樹脂の粒子として、架橋PMMAは、ガンツ化成(株)製のGM−2001(平均粒径20μm)を、アクリレーツクロスポリマーは、ガンツ化成(株)製のGMP−0820(平均粒径8μm)をそれぞれ適用した。ウレタン系樹脂の粒子としては、熱可塑性ウレタンである日本ポリウレタン工業(株)製パールセンU−204A(平均粒径60μm)を適用した。シリコーン系樹脂の粒子としては、モメンティブ・パフォーマンス・マテリアルズ製トスパール1110(平均粒径20μm)およびトスパール120(平均粒径2μm)を適用した。粒子を混合した有機系塗料を、基材(または下地処理層)の表面に、焼き付け後に表1に示す質量となるように塗布し、基板温度約200℃で焼き付けを行って粗面化皮膜を形成した。
【0036】
(撥水性皮膜)
撥水性皮膜は、特開2007−238931号公報に記載された発明の疎水性コーティング膜を参照し、前記公報の段落0039に記載された実施例1の材料を適用した。すなわち表面を疎水化したシリカ微粒子を樹脂(エステル系ポリウレタン樹脂)に分散させた塗膜とした。詳しくは、表面のOH基にヘキサメチルジシラザンを接触反応させて改質したシリカ微粒子である(株)トクヤマ製のレオロシール(登録商標)HM−30S(一次粒子の平均粒子径7nm)を4.0質量%、およびエステル系ポリウレタン樹脂エマルジョンである日華化学(株)製のネオステッカー(登録商標)1200を1.0質量%、エタノールに混合、分散させて塗膜材料を作製した。この塗膜材料を、シリカ微粒子が表1に示す量となるように基板上に形成した粗面化皮膜の表面に塗布し、基板温度約200℃で焼き付けを行って撥水性皮膜を形成し、供試材とした。なお、供試材No.3については、前記塗膜材料に、さらにシリコーン微粒子として、モメンティブ・パフォーマンス・マテリアルズ製トスパール120(平均粒径2μm)を表1に示す量になるように混合したものを塗布した。
【0037】
供試材No.2,6については、撥水性皮膜の表面に、さらにシリコーン微粒子として、モメンティブ・パフォーマンス・マテリアルズ製トスパール120(平均粒径2μm)をエタノールに混合、分散させたものを表1に示す量になるように塗布し、再度基板温度約200℃で焼き付けを行って、供試材とした。
【0038】
〔評価〕
(加工後の撥水性)
得られた供試材について、フィン成形のプレス加工に相当する加工として、JIS K5600−5−3に規定される塗膜の機械的性質における耐おもり落下性の評価試験を行った。デュポン式試験とし、質量300gのおもりを10cmの高さから供試材の表面に落下させた。
【0039】
試験後の供試材を、おもりを落下させた部位が略中央になるように10mm×20mmに切り出し、その長手方向を略鉛直に固定し、表面(撥水性皮膜の表面)に霧吹きにてイオン交換水を噴霧し、表面の水濡れ状態を目視にて観察し、また表面に付着した水の質量(付着水量)を測定した。表面に水濡れ状態が見られないものを合格とし、特に水滴のない、付着水量0を撥水性が優れているとして「◎」、極小の水滴のみがわずかに付着しているもの(付着水量100mg以下)を良好として「○」と評価した。一方、付着水量100mgを超え、表面の一部が水濡れ状態であり水滴が付着しているものを「×」、全面が水濡れ状態であるものを「××」と評価した。供試材は評価後、付着した水を拭き取って自然乾燥後、イオン交換水の噴霧と前記評価を繰り返し、1枚の供試材について3回評価した。結果を表1に示す。なお、供試材によって評価にばらつきの見られた仕様については、「○〜×」のように複数の結果を示す。
【0040】
【表1】

【0041】
表1に示すように、粗面化皮膜および撥水性皮膜の構成が本発明の範囲の実施例である供試材No.1〜4は、いずれも良好な撥水性を有し、アルミニウムからなる基板上であっても、この基板にリン酸クロメート処理を施した下地処理層上であっても、プレス加工等によって皮膜が剥離することなく、また表面形状が変形しても撥水性を保持できる、熱交換器用フィン材として十分な特性を示した。特に撥水性皮膜にシリコーン微粒子を添加した供試材No.3は、その一部について水滴がまったく付着せず、優れた撥水性を示した。
【0042】
これに対して、供試材No.5は粗面化皮膜中の粒子の粒径の絶対値が小さく、供試材No.6は粗面化皮膜のプライマー塗膜量に対して粒径が小さいため、それぞれ表面に十分な高低差の凹凸が形成されなかった結果、耐おもり落下性の評価試験すなわち加工による撥水性皮膜の剥離の程度が大きく、撥水性が劣化した。同様に、供試材No.8は粒子の含有量が不足したため、表面の凹凸の数(凸部の数)が少なく、加工による撥水性皮膜の剥離の程度が大きく、撥水性が劣化した。また、供試材No.7は、粗面化皮膜のプライマー塗膜量が不足したため基板への密着性が得られず、その上の撥水性皮膜とともに加工により剥離して撥水性が劣化した。一方、供試材No.9は撥水性皮膜の疎水性シリカが不足したため、撥水性の効果が安定して得られなかった。
【符号の説明】
【0043】
10,10A 熱交換器用フィン材
1 基板
2 粗面化皮膜
21 プライマー塗膜
22 粒子
3 撥水性皮膜
31 シリコーン微粒子
【技術分野】
【0001】
本発明は、空調機の室外機等に使用される熱交換器用フィン材に関する。
【背景技術】
【0002】
熱交換器は、ルームエアコン、パッケージエアコン、冷凍ショーケース、冷蔵庫、オイルクーラー、およびラジエータ等として、様々な分野に利用されている。熱交換器においては、冷房運転時の結露水がフィンの間に溜まると、送風時の抵抗となって熱交換器特性を低下させる。熱交換器のフィンの成形前の板材(以下、フィン材という)には、一般的に、熱伝導性および加工性が優れることからアルミニウムまたはアルミニウム合金(以下、総称してアルミニウムという)が使用されている。このようなアルミニウムからなるフィン材は、耐食性だけでなく、フィン表面で結露水が溜まらないように親水性または撥水性を付与するため、塗膜等の表面処理を施されている。すなわち、フィン表面を親水性として結露水の流動性を高くするか、撥水性として結露水の水滴が大きくならないうちに落下させるものである。特に、冷暖房兼用型のルームエアコン等においては、冬季に暖房運転を行ったとき、蒸発器となる室外機のフィン表面で水分が氷結して霜が付着し、送風時の抵抗となる。このような用途のフィン材では、表面に一様に水が広がる親水性よりも撥水性とした方が霜が付着し難い。
【0003】
アルミニウム等の金属基板に撥水性を付与する技術として、フッ素系樹脂またはシリコーン系樹脂を撥水化成分として用いた塗膜が知られており、これに水滴との接触面積を小さくするように表面に微細な凹凸を形成して撥水性をさらに向上させた塗膜が多く開示されている。特に、微粒子等の固形物を混合した塗料によるものが多く、例えば特許文献1〜3には、フッ素系、シリコーン系等の有機系樹脂溶液に微粒子を混合して凹凸のある塗膜を形成するコーティング材が開示されている。また、特許文献4,5には、表面に凹凸を形成する微粉末としてアルミナやジルコニアを用いることにより、水分が氷結し難いアルミニウムフィン材が開示されている。特許文献4では、バインダーとしてアルミナゾルを適用し、前記微粉末との混合物を塗布した上にフッ素系撥水化剤等を塗布し、特許文献5では、バインダーとしてアクリル系樹脂等の熱硬化性樹脂を適用し、さらにフッ素系またはシリコン系の塗料からなる撥水化剤も混合して、単層の塗膜としている。また、特許文献6には、有機塗料内に添加したフッ素系化合物で塗膜表面を撥水性にし、同時に塗料に添加した大きさの異なる2種以上のフィラーで塗膜表面を大きさの異なる凹凸構造からなるフラクタルな形状として、表面積を限りなく大きくした塗膜が開示されている。
【0004】
塗膜表面に凹凸を形成する別の方法としては、金属基板を粗面化してから塗膜を形成する方法がある。例えば特許文献7には、アルミニウム基板を塩酸水溶液等でエッチングすることで表面に微細な凹凸を形成し、さらにその表面に水和酸化物を形成して複合的な凹凸構造として、フルオロアルコキシシラン化合物を吸着させて、疎水基である前記化合物のパーフルオロ基を表面に配向させたフィン材が開示されている。また、特許文献8には、アルミニウム基板の表面をショットブラスト等で所定表面粗さに粗面化し、クロメート処理等で耐食性皮膜を、さらに塗装と焼き付けにて微細な凹凸表面の水ガラス皮膜を形成し、フッ素系またはシリコン系の撥水塗料からなる撥水性皮膜を表面に形成したフィン材が開示されている。
【0005】
塗膜表面に凹凸を形成するさらに別の方法としては、特許文献9に、基板にフッ素系ポリマーやシリコン系樹脂等の塗着により撥水性のコーティング層を形成してから、プラズマ照射することでコーティング層表面をエッチングして、表面に凹凸を形成したフィン材が開示されている。
【0006】
さらに熱交換器用に限られず、撥水性を付与する皮膜における撥水化成分として、前記特許文献1〜9に記載されたフッ素系樹脂およびシリコーン系樹脂以外に、疎水性シリカを適用した皮膜の技術が開示されている。例えば特許文献10〜12には、表面改質により疎水化されたシリカの微粒子を樹脂中に分散させた塗膜が開示されている。また特許文献13には、ポリシラザンの塗膜を形成し、その表面に疎水性オルガノシランまたは疎水性ポリオルガノシロキサンを塗布して、加熱することで、ポリシラザンの塗膜表層を疎水性シリカに転化した塗膜が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平5−117637号公報(段落0008〜0011)
【特許文献2】特開平5−222339号公報(段落0007〜0008)
【特許文献3】特開平8−323285号公報(段落0016〜0021)
【特許文献4】特開平6−306636号公報(段落0012〜0023)
【特許文献5】特開平8−285491号公報(段落0010〜0019)
【特許文献6】特開平9−279056号公報(段落0003〜0007,0087〜0088)
【特許文献7】特開平10−281690号公報(段落0021〜0023)
【特許文献8】特開平11−43777号公報(段落0016〜0032)
【特許文献9】特開2002−90084号公報(請求項2、段落0035〜0038)
【特許文献10】特開2003−119384号公報(請求項1)
【特許文献11】特開2006−232870号公報(請求項6)
【特許文献12】特開2007−238931号公報(請求項4、段落0032〜0033)
【特許文献13】特開2008−237957号公報(請求項1、段落0035〜0038)
【発明の概要】
【発明が解決しようとする課題】
【0008】
前記従来技術の特許文献1〜3,6および特許文献9のように塗膜で表面に凹凸を形成したフィン材の場合、フィンの形状に成形する前の板材に塗膜を形成したプレコート材とすると、成形時のプレス加工等によって塗膜表面の凹凸を潰したり微粒子を欠落させて、局所的に撥水性の劣化した部位が発生する虞がある。また、特許文献4,5のようなアルミナ等の硬質な微粒子は変形し難いが、近年の熱交換器の軽量化に伴い薄肉化されたフィン材においては、成形時のしごき加工等で、微粒子に押圧されて基板が破断する虞がある。さらに特許文献4は、アルミナゾルからなる同じく硬質な塗膜を備えるため、表面の凹凸は保持できても、プレス加工において塗膜割れ等の欠陥を生じ易く、フィン成形に高度な制御を要することになる。また、特許文献7,8のように、アルミニウム等の基板を粗面化した場合、前記のような薄肉化されたフィン材では、成形時に破断する等、加工性や強度が低下する虞がある。さらに、成形時に、塗膜が表面形状の変形だけでなく、剥離、欠落して、基板が局所的に露出した場合には、基板の耐食性も保持できなくなる。一方、塗膜の表面形状を保持するためにフィンに成形してから塗膜を形成しようとすると、例えば成形されたフィンの表面を脱脂して、ディップコート法で塗膜材料(微粒子を混合した有機系塗料等)を塗布する方法が考えられる。しかし、形状の複雑なフィンに均一な塗膜を形成することは困難であり、さらにフィンの隙間に塗膜材料の目詰り等が生じる虞もあって、作業性が著しく低下する。
【0009】
また、前記従来技術の特許文献1,3〜9においては、塗膜の撥水化成分としてフッ素系樹脂を適用しているが、フッ素系樹脂は300℃から400℃程度で熱分解を開始して、各種の分解生成物を発生させる。この分解生成物には程度の差はあるが毒性を有するガスも含まれる。空調機の室外機等の熱交換器に組み立てる場合、フィンを銅管にろう付けする際に600〜700℃程度に加熱される。このとき、フィンにも相当な熱が伝わるため、組み立て前にフッ素系樹脂皮膜を被覆したフィン材(フィン)とすると、高温で皮膜が熱分解して有毒ガスが発生する虞があるため、換気設備、さらには排ガス処理設備等が組み立て工程に必要となる。
【0010】
一方、前記従来技術の特許文献10〜13に記載された撥水化成分として疎水性シリカを適用した皮膜は、塗膜表面に凹凸を設けなくとも高い撥水性を付与することができるが、基板への密着性に劣るためプレス加工時に基板から剥離し易く、フィン材への適用は困難である。
【0011】
本発明は、前記問題点に鑑みてなされたものであり、薄肉化したプレコート材としても、プレス加工等に対する耐久性を有し、かつフッ素系樹脂を用いずに表面に高い撥水性を有する空調機の室外機等に好適な熱交換器用フィン材を提供することを目的とする。
【課題を解決するための手段】
【0012】
前記課題を解決するために、本発明者らは、撥水化成分として、表面に微細な凹凸を形成しなくとも高い撥水性を付与することができる疎水性シリカを皮膜に適用することとし、プレス加工等により剥離することがなくフィン成形後も基板に被覆させる方法について鋭意研究した。そして、表面に凹凸を形成することで、プレス加工における工具等との接触面積を小さくして皮膜を剥離し難くできることを見出し、さらに前記効果を得られる凹凸の形状および形成方法について検証した。その結果、疎水性シリカを含有する皮膜の下地として、基板への密着性の高い有機系塗料でプライマー塗膜を設けて、このプライマー塗膜にある程度以上の大きさの粒子を分散させることで、その上の皮膜表面に接触面積を抑えるための十分な大きさの凹凸を形成するという、微細な凹凸で撥水性を付与する従来の技術とは全く相違する思想に至った。
【0013】
すなわち本発明に係る熱交換器用フィン材は、アルミニウムまたはアルミニウム合金からなる基板と、この基板上に形成された粗面化皮膜と、この粗面化皮膜上に形成された撥水性皮膜とを備え、前記粗面化皮膜は、有機系塗料を塗布して形成される0.1g/m2以上のプライマー塗膜と粒径3μm以上の粒子とを有し、前記粒子の前記プライマー塗膜に対する質量比が0.1以上50以下であり、前記粒子の粒径(単位:μm)が前記プライマー塗膜の量(単位:g/m2)の2倍以上であり、前記撥水性皮膜は、0.1g/m2以上の疎水性シリカを含有することを特徴とする。
【0014】
このように、撥水化材料として疎水性シリカを適用することで、表面形状によらずに撥水性の極めて高い皮膜が得られる。一方、所定以上の大きさの粒子を分散させた粗面化皮膜を下地に設けることで、当該粒子はその全体が粗面化皮膜に埋没することなく、最表面の撥水性皮膜においても十分な高低差の凹凸が形成される。このような表面形状とすることで、プレス加工において工具等に接触する部位が凸部のさらに頂上部の微小な面積に限られ、密着性の低い撥水性皮膜を剥離し難くすることができる。この表面の凹凸形状は、撥水性を付与するための微細な凹凸ではないので、プレス加工等で潰れても撥水性が損なわれることがない。また、表面の凹凸形状を塗膜で形成することで、基板表面への粗面化等の加工を行わないので、基板の薄肉化が可能となる。
【0015】
さらに、本発明に係る熱交換器用フィン材は、基板と粗面化皮膜との間に、無機酸化物または有機−無機複合酸化物からなる下地処理層が形成されていることが好ましい。下地処理層を設けることにより、アルミニウムまたはアルミニウム合金からなる基板の耐食性を向上させることができる。
【0016】
さらに、本発明に係る熱交換器用フィン材は、撥水性皮膜の表面に、または少なくとも一部が表面に露出するように撥水性皮膜の中に、シリコーン樹脂からなる微粒子を備えることが好ましい。熱交換器用フィン材の表面にこのような微粒子が存在することで、撥水性を損なうことなく潤滑性を付与することができ、プレス加工等において撥水性皮膜が欠損し難くなる。
【発明の効果】
【0017】
本発明に係る熱交換器用フィン材によれば、フィンに成形された後も高い撥水性を有して、空調機の室外機等として着霜防止性に優れた熱交換器とすることができ、また熱交換器に組み立てる際のろう付け加熱等において有害物質が発生しないので安全性が向上する。また、成形前に皮膜を形成したプレコート材とすることができるので、作業性に優れ、また薄肉化したアルミニウムまたはアルミニウム合金からなる板材を基板とすることができるので、熱交換器の軽量化が可能である。
【図面の簡単な説明】
【0018】
【図1】本発明の第1実施形態およびその変形例に係る熱交換器用フィン材の構成を模式的に説明する断面図であり、(a)は第1実施形態、(b)は(a)の加工後、(c)は第1実施形態の変形例、(d)は(c)の加工後である。
【発明を実施するための形態】
【0019】
〔第1実施形態〕
以下、本発明に係る熱交換器用フィン材を実現するための形態について、図面を参照して説明する。
本発明の第1実施形態に係る熱交換器用フィン材10は、フィンに成形する前の板材であり、図1(a)に示すように、基板1と、基板1の片面または両面に形成された粗面化皮膜2と、粗面化皮膜2の上に形成されて最表面に積層された撥水性皮膜3と、を備える。粗面化皮膜2および撥水性皮膜3を形成する基板1の面は片面でも両面でもよく、少なくとも熱交換器に組み立てたときに着霜する虞のある側となる面に形成する。以下、粗面化皮膜2および撥水性皮膜3を形成する基板1の面を、単に基板1の表面という。
【0020】
(基板)
基板1は、通常の熱交換器用フィン材に適用されるアルミニウムまたはアルミニウム合金(以下、総称してアルミニウムという)で形成され、鋳造、熱間圧延、冷間圧延、調質等の公知の方法で所望の厚さの板材に製造される。基板1の厚さは、特に規定するものではなく、作製される熱交換器の仕様等に合わせて、要求される軽量化や強度および耐食性に対応可能な厚さとする。なお、通常の熱交換器用フィン材に適用される基板材料としてアルミニウムを挙げたが、本発明に係る熱交換器用フィン材の粗面化皮膜および撥水性皮膜は、銅や銅合金、ステンレス等の金属材料を基板として、これに被覆して撥水性を付与することができる。
【0021】
(粗面化皮膜)
粗面化皮膜2は、基板1に後記の撥水性皮膜3を固定するための下地層であり、プライマー塗膜21と、プライマー塗膜21中に分散させた粒子22とからなり、粒子22が凸部となって表面が凹凸形状となっている。なお、粒子22の一部は、上部がプライマー塗膜21から露出して粗面化皮膜2の凸部の表面となっている。
【0022】
プライマー塗膜21は公知の有機系塗料を塗布して形成される樹脂であり、粗面化皮膜2を凹凸形状とするために粒子22を担持し、また前記したように、粗面化皮膜2を撥水性皮膜3の下地層として基板1に密着させるために、密着性を十分に有する材料から選択される。したがって、プライマー塗膜21自体が撥水性を有する材料である必要はない。一方で、特にプレス加工においてひび割れ等の欠陥が生じると、その上の部位の撥水性皮膜3も欠損して撥水性が大きく低下するだけでなく、基板1すなわちアルミニウムが露出して腐食起因となる。したがって、プライマー塗膜21は、プレス加工に追随できるように破断伸度が高い塗膜を形成する樹脂であることが好ましい。このような材料としては、一定の加工性および密着性を有するものとしてウレタン系樹脂、エポキシ系樹脂、ポリエステル系樹脂、ポリエチレン系樹脂、およびポリアクリル酸系樹脂等が挙げられ、このような樹脂を主成分とする市販の有機系塗料で形成できる。例えば、金属用表面処理剤として市販されている、ウレタン変性樹脂エマルションである東邦化学工業(株)製ハイテックSシリーズが挙げられる。
【0023】
前記の通り、粗面化皮膜2は表面が凹凸形状であるため、全体での膜厚は規定しないが、プライマー塗膜21の粒子22の含まれない部分の厚さ(以下、プライマー塗膜21の厚さという)としては、0.1μm程度以上になるようにする。このような粗面化皮膜2とするため、プライマー塗膜21(有機系塗料の乾燥、焼き付け等による硬化後)の面積あたりの質量が0.1g/m2以上になるように、粒子22を混合した有機系塗料を基板1に塗布する。プライマー塗膜21の質量が0.1g/m2未満では、粗面化皮膜2が局所的に薄すぎてフィン成形時に欠陥を生じたり、基板1および撥水性皮膜3のそれぞれとの密着性が不足したり、粗面化皮膜2中に十分な数の粒子22を担持できずに撥水性が不足する。一方、プライマー塗膜21が過剰に厚くなると、これらの効果が飽和する上、熱交換器用フィン材10の熱伝導特性が低下するため、プライマー塗膜21の厚さとしては、10μm程度以下が好ましい。このような粗面化皮膜2とするため、プライマー塗膜21の面積あたりの質量は10g/m2以下とすることが好ましい。
【0024】
粒子22は、粗面化皮膜2の表面を凹凸形状にすることで、その上に積層される撥水性皮膜3の表面にも凹凸が形成されるようにして、プレス加工において工具等との接触面積を小さくする。すなわちフィン成形後は凹凸形状を保持する必要はなく、粒子22は、プレス加工等による粗面化皮膜2(プライマー塗膜21)の変形に追随して変形可能な比較的軟質な材料からなることが好ましい。具体的には、アクリル系樹脂、ウレタン系樹脂、スチレン系樹脂、シリコーン系樹脂等の樹脂が挙げられる。このような材料からなる粒子22であれば、熱交換器用フィン材10のプレス加工で粗面化皮膜2が変形しても、プライマー塗膜21との間に隙間を生じたりプライマー塗膜21自体にひび割れ等の欠陥を生じさせることがなく、フィン成形後においても、粗面化皮膜2が基板1を完全に被覆してその上の撥水性皮膜3を保持できる(図1(b)参照)。また、このような材料からなる粒子22は市販の樹脂微粒子(パウダー、ビーズ等)が適用でき、例えば、アクリル系樹脂としてはガンツ化成(株)製ガンツパール(登録商標)GMシリーズ、ウレタン系樹脂としては日本ポリウレタン工業(株)製パールセン(登録商標)シリーズ、シリコーン系樹脂としてはモメンティブ・パフォーマンス・マテリアルズ製トスパール(登録商標)シリーズが挙げられる。また、粒子22の形状は特に規定しないが、粗面化皮膜2表面の凹凸形状や材料の入手のし易さ等から、真球またはそれに近い形状が好ましく、前記の市販の樹脂微粒子も球状である。
【0025】
粗面化皮膜2の上に積層される撥水性皮膜3の表面に十分な高低差の凹凸が形成され、さらに凹部およびその周辺がプレス加工時に損傷を受けないようにするために、粒子22の粒径は3μm以上とし、好ましくは6μm以上である。さらに、粒子22の粒径は、プライマー塗膜21の厚さの2倍程度以上とし、このプライマー塗膜21の厚さ(μm)が、プライマー塗膜21の面積あたりの質量(単位:g/m2)に近似されるとみなして、粒子22の粒径は前記プライマー塗膜21の質量の2倍以上とする。言い換えれば、プライマー塗膜21の質量が粒子22の粒径の1/2以下となるように、粒子22を混合した有機系塗料を基板1に塗布する。なお、粒子22の粒径の上限は特に規定しないが、粒径100μmを超える粒子は、プライマー塗膜21の有機系塗料中に安定的に分散させることが困難になるため、100μm以下が好ましい。
【0026】
また、粗面化皮膜2の表面すなわち撥水性皮膜3の表面の凹凸の間隔を適度なものとするため、粗面化皮膜2において、粒子22のプライマー塗膜21に対する質量比は0.1〜50とする。質量比0.1未満では、粒子22による凹凸(凸部)の間隔が広くなって、プレス加工において撥水性皮膜3の凹部(凸部以外)にも工具等が接触することになる。一方、質量比50超とすると、このような多量の粒子はプライマー塗膜21の有機系塗料中に安定的に分散させることが困難になり、また粗面化皮膜2から欠落し易くなる。さらに、この質量比を1〜10とすると、粗面化皮膜2(撥水性皮膜3)の表面がより好ましい凹凸形状となる。質量比は、有機系塗料への粒子22の混合量で制御でき、有機系塗料はプライマー塗膜21の、すなわち乾燥、焼き付け後の質量に換算する。
【0027】
(撥水性皮膜)
撥水性皮膜3は、熱交換器用フィン材10の表面に撥水性を付与する皮膜であり、熱交換器用フィン材10の最表面にて粗面化皮膜2の表面の凹凸に沿って被覆する。したがって、撥水性皮膜3の表面も凹凸形状であるためプレス加工等において工具と接触する面積を小さくすることができて、撥水性皮膜3はその密着性によらず粗面化皮膜2から剥離し難く、また欠損し難くなる。あるいは撥水性皮膜3が欠損しても、部位が凸部すなわち粗面化皮膜2における粒子22の頂上部の微小な面積に限られ、また露出するのは粒子22であり(図1(b)参照)、撥水性の劣化には至らない。
【0028】
撥水性皮膜3の撥水化成分は疎水性シリカであり、疎水性シリカにより撥水性を付与する皮膜は公知の方法で造膜される。例えば、表面改質により疎水化されたシリカの微粒子を樹脂中に分散させた塗膜(特開2007−238931号公報、特開2006−232870号公報、特開2003−119384号公報)が挙げられる。このような塗膜においては、疎水性シリカの微粒子は凝集力が強いため、緻密な撥水性皮膜3を形成できる。十分な撥水性を付与するために、撥水性皮膜3において、その面積あたりの疎水性シリカ(疎水性シリカ成分)の含有量(単位:g/m2)は0.1g/m2以上とし、好ましくは0.5g/m2以上である。前記に挙げた公知の方法による場合は、撥水性皮膜3に含まれる疎水性シリカの微粒子の質量となる。撥水性皮膜3の疎水性シリカの含有量の上限は特に規定しないが、1g/m2を超えても撥水性の効果が飽和する上、コスト高になるため、1g/m2以下が好ましい。
【0029】
第1実施形態の変形例に係る熱交換器用フィン材10Aとして、図1(c)に示すように、シリコーン樹脂からなる微粒子(シリコーン微粒子)31を、撥水性皮膜3の表面に、またはその少なくとも一部が表面に露出するように撥水性皮膜3の中に備えてもよい。シリコーン樹脂は優れた撥水性および潤滑性を有するため、シリコーン微粒子31を撥水性皮膜3の表面、すなわち熱交換器用フィン材10Aの表面に備えることで、プレス加工時に撥水性皮膜3を欠損し難くすることができる。このような熱交換器用フィン材10Aとするためには、撥水性皮膜3の造膜時に、その塗膜材料にシリコーン微粒子31を混合するか、撥水性皮膜3の形成後に表面に付着させる。シリコーン微粒子31は疎水性シリカとは混ざり合い難いため、撥水性皮膜3の塗膜材料に混合しても、塗膜に硬化する前に少なくとも一部が表面に浮き上がってくる。撥水性皮膜3の形成後にシリコーン微粒子31を表面に付着させる方法としては、例えばシリコーン微粒子31をエタノール等の有機溶剤に分散させたものを、撥水性皮膜3の表面に塗布すればよい。シリコーン微粒子31も、粗面化皮膜2の粒子22と同様に、モメンティブ・パフォーマンス・マテリアルズから市販されているトスパールシリーズを適用することができる。なお、シリコーン微粒子31は、プレス加工における工具との接触等から撥水性皮膜3を保護するためのもので、それ自体はプレス加工により熱交換器用フィン材10Aの表面から欠落しても(図1(d)参照)撥水性の効果への影響はなく、撥水性皮膜3に強く密着させる必要はない。
【0030】
シリコーン微粒子31の粒径は特に規定しないが、撥水性皮膜3の塗膜材料に混合する場合は、小さすぎると凝集し易くなって撥水性皮膜3表面へ浮き上がり難くなるため、また入手のし易さから2μm以上が好ましい。なお、粒径の上限は、機能上特に影響しないが入手し易い大きさとして、11μm以下が好ましい。また、シリコーン微粒子31の撥水性皮膜3への混合量、または塗布量のいずれにおいても特に規定しないが、前記効果を得るためには0.1g/m2以上が好ましい。一方、多すぎても効果が飽和する上に欠落し易く、またコスト高になるため、5g/m2以下が好ましい。
【0031】
〔第2実施形態〕
本発明の第2実施形態に係る熱交換器用フィン材10(10A)は、基板1の表面すなわち粗面化皮膜2との界面に、無機酸化物または有機−無機複合酸化物からなる下地処理層(図示せず)が形成されていること以外は、前記第1実施形態またはその変形例と同様の構成である。下地処理層はアルミニウム材料である基板1に耐食性を付与するための皮膜であり、アルミニウム材料への耐食処理として公知の処理を、粗面化皮膜2の形成前に基板1に行うことで形成される。無機酸化物としては主成分としてクロム(Cr)またはジルコニウム(Zr)を含むものが好ましく、処理として、例えば、リン酸クロメート処理、リン酸ジルコニウム処理、クロム酸クロメート処理が挙げられる。その他の無機酸化物を形成する処理としては、リン酸亜鉛処理、リン酸チタン酸処理が挙げられる。また、有機−無機複合化合物としては、塗布型クロメート処理または塗布型ジルコニウム処理により形成されるアクリル−ジルコニウム複合体等が挙げられる。また、下地処理層の厚さは特に規定しないが、基板1に十分な耐食性を付与するため、そして生産性の点から、50〜500Å、Cr,Zr等の主成分の質量に換算して0.005〜0.05g/m2となることが好ましい。
【0032】
以上に記載した本発明の実施形態に係る熱交換器用フィン材10,10Aは、フィン成形の際、通常、所定の寸法に切断されて前記のプレス加工を施される。この切断面すなわちフィン端面には、粗面化皮膜2および撥水性皮膜3が被覆されていないため、基板1が露出していることになる。このようなフィンを用いた熱交換器において、空調機の室外機として使用される環境が非常に厳しい場合、具体的には雰囲気温度が低くて湿度が高い場合は、フィン端面に沿って霜が付着し易くなることが考えられる。したがって、フィン端面にのみ、後処理として塗装等により撥水性の皮膜を被覆することが望ましい。なお、フィン端面の塗装(塗布、乾燥)を実施する場合は、熱交換器として組み立てた後に行うことが、作業性の点で望ましい。この場合の塗膜材料は、撥水性皮膜3のように疎水性シリカを撥水化成分とすることもできるが、熱交換器として組み立てた以降はろう付け等の高温加熱工程がないので、フッ素系の撥水化剤等を適用してもよい。
【実施例】
【0033】
以上、本発明を実施するための形態について述べてきたが、以下に、本発明の効果を確認した実施例を、本発明の要件を満たさない比較例と比較して具体的に説明する。なお、本発明はこの実施例に限定されるものではない。
【0034】
〔供試材の作製〕
(基板)
熱交換器用フィン材の供試材における基板として、厚さ0.1mmのJIS 1200アルミニウム板を適用した。この基板に、表1に示す供試材について、リン酸クロメート処理を施して下地処理層を形成した。化成処理液は、日本ペイント(株)製アルサーフ(登録商標)401/45、リン酸、およびクロム酸の混合液を使用した。下地処理層の膜厚は約400Åとした。また、蛍光X線法で測定した下地処理層のCr換算値は20mg/m2であった。
【0035】
(粗面化皮膜)
粗面化皮膜におけるプライマー塗膜の材料の有機系塗料として、ウレタン変性樹脂エマルションである東邦化学工業(株)製ハイテックS−6254を適用した。この有機系塗料に、表1に示す粒子を同じく表1に示す質量比(有機系塗料は焼き付け後の質量に換算)で混合して分散させた。アクリル系樹脂の粒子として、架橋PMMAは、ガンツ化成(株)製のGM−2001(平均粒径20μm)を、アクリレーツクロスポリマーは、ガンツ化成(株)製のGMP−0820(平均粒径8μm)をそれぞれ適用した。ウレタン系樹脂の粒子としては、熱可塑性ウレタンである日本ポリウレタン工業(株)製パールセンU−204A(平均粒径60μm)を適用した。シリコーン系樹脂の粒子としては、モメンティブ・パフォーマンス・マテリアルズ製トスパール1110(平均粒径20μm)およびトスパール120(平均粒径2μm)を適用した。粒子を混合した有機系塗料を、基材(または下地処理層)の表面に、焼き付け後に表1に示す質量となるように塗布し、基板温度約200℃で焼き付けを行って粗面化皮膜を形成した。
【0036】
(撥水性皮膜)
撥水性皮膜は、特開2007−238931号公報に記載された発明の疎水性コーティング膜を参照し、前記公報の段落0039に記載された実施例1の材料を適用した。すなわち表面を疎水化したシリカ微粒子を樹脂(エステル系ポリウレタン樹脂)に分散させた塗膜とした。詳しくは、表面のOH基にヘキサメチルジシラザンを接触反応させて改質したシリカ微粒子である(株)トクヤマ製のレオロシール(登録商標)HM−30S(一次粒子の平均粒子径7nm)を4.0質量%、およびエステル系ポリウレタン樹脂エマルジョンである日華化学(株)製のネオステッカー(登録商標)1200を1.0質量%、エタノールに混合、分散させて塗膜材料を作製した。この塗膜材料を、シリカ微粒子が表1に示す量となるように基板上に形成した粗面化皮膜の表面に塗布し、基板温度約200℃で焼き付けを行って撥水性皮膜を形成し、供試材とした。なお、供試材No.3については、前記塗膜材料に、さらにシリコーン微粒子として、モメンティブ・パフォーマンス・マテリアルズ製トスパール120(平均粒径2μm)を表1に示す量になるように混合したものを塗布した。
【0037】
供試材No.2,6については、撥水性皮膜の表面に、さらにシリコーン微粒子として、モメンティブ・パフォーマンス・マテリアルズ製トスパール120(平均粒径2μm)をエタノールに混合、分散させたものを表1に示す量になるように塗布し、再度基板温度約200℃で焼き付けを行って、供試材とした。
【0038】
〔評価〕
(加工後の撥水性)
得られた供試材について、フィン成形のプレス加工に相当する加工として、JIS K5600−5−3に規定される塗膜の機械的性質における耐おもり落下性の評価試験を行った。デュポン式試験とし、質量300gのおもりを10cmの高さから供試材の表面に落下させた。
【0039】
試験後の供試材を、おもりを落下させた部位が略中央になるように10mm×20mmに切り出し、その長手方向を略鉛直に固定し、表面(撥水性皮膜の表面)に霧吹きにてイオン交換水を噴霧し、表面の水濡れ状態を目視にて観察し、また表面に付着した水の質量(付着水量)を測定した。表面に水濡れ状態が見られないものを合格とし、特に水滴のない、付着水量0を撥水性が優れているとして「◎」、極小の水滴のみがわずかに付着しているもの(付着水量100mg以下)を良好として「○」と評価した。一方、付着水量100mgを超え、表面の一部が水濡れ状態であり水滴が付着しているものを「×」、全面が水濡れ状態であるものを「××」と評価した。供試材は評価後、付着した水を拭き取って自然乾燥後、イオン交換水の噴霧と前記評価を繰り返し、1枚の供試材について3回評価した。結果を表1に示す。なお、供試材によって評価にばらつきの見られた仕様については、「○〜×」のように複数の結果を示す。
【0040】
【表1】
【0041】
表1に示すように、粗面化皮膜および撥水性皮膜の構成が本発明の範囲の実施例である供試材No.1〜4は、いずれも良好な撥水性を有し、アルミニウムからなる基板上であっても、この基板にリン酸クロメート処理を施した下地処理層上であっても、プレス加工等によって皮膜が剥離することなく、また表面形状が変形しても撥水性を保持できる、熱交換器用フィン材として十分な特性を示した。特に撥水性皮膜にシリコーン微粒子を添加した供試材No.3は、その一部について水滴がまったく付着せず、優れた撥水性を示した。
【0042】
これに対して、供試材No.5は粗面化皮膜中の粒子の粒径の絶対値が小さく、供試材No.6は粗面化皮膜のプライマー塗膜量に対して粒径が小さいため、それぞれ表面に十分な高低差の凹凸が形成されなかった結果、耐おもり落下性の評価試験すなわち加工による撥水性皮膜の剥離の程度が大きく、撥水性が劣化した。同様に、供試材No.8は粒子の含有量が不足したため、表面の凹凸の数(凸部の数)が少なく、加工による撥水性皮膜の剥離の程度が大きく、撥水性が劣化した。また、供試材No.7は、粗面化皮膜のプライマー塗膜量が不足したため基板への密着性が得られず、その上の撥水性皮膜とともに加工により剥離して撥水性が劣化した。一方、供試材No.9は撥水性皮膜の疎水性シリカが不足したため、撥水性の効果が安定して得られなかった。
【符号の説明】
【0043】
10,10A 熱交換器用フィン材
1 基板
2 粗面化皮膜
21 プライマー塗膜
22 粒子
3 撥水性皮膜
31 シリコーン微粒子
【特許請求の範囲】
【請求項1】
アルミニウムまたはアルミニウム合金からなる基板と、この基板上に形成された粗面化皮膜と、この粗面化皮膜上に形成された撥水性皮膜と、を備える熱交換器用フィン材であって、
前記粗面化皮膜は、有機系塗料を塗布して形成される0.1g/m2以上のプライマー塗膜と粒径3μm以上の粒子とを有し、前記粒子の前記プライマー塗膜に対する質量比が0.1以上50以下であり、前記粒子の粒径(単位:μm)が前記プライマー塗膜の量(単位:g/m2)の2倍以上であり、
前記撥水性皮膜は、0.1g/m2以上の疎水性シリカを含有することを特徴とする熱交換器用フィン材。
【請求項2】
前記基板と前記粗面化皮膜との間に、無機酸化物または有機−無機複合酸化物からなる下地処理層が形成されていることを特徴とする請求項1に記載の熱交換器用フィン材。
【請求項3】
前記撥水性皮膜の表面に、または少なくとも一部が表面に露出するように前記撥水性皮膜の中に、シリコーン樹脂からなる微粒子を備えることを特徴とする請求項1または請求項2に記載の熱交換器用フィン材。
【請求項1】
アルミニウムまたはアルミニウム合金からなる基板と、この基板上に形成された粗面化皮膜と、この粗面化皮膜上に形成された撥水性皮膜と、を備える熱交換器用フィン材であって、
前記粗面化皮膜は、有機系塗料を塗布して形成される0.1g/m2以上のプライマー塗膜と粒径3μm以上の粒子とを有し、前記粒子の前記プライマー塗膜に対する質量比が0.1以上50以下であり、前記粒子の粒径(単位:μm)が前記プライマー塗膜の量(単位:g/m2)の2倍以上であり、
前記撥水性皮膜は、0.1g/m2以上の疎水性シリカを含有することを特徴とする熱交換器用フィン材。
【請求項2】
前記基板と前記粗面化皮膜との間に、無機酸化物または有機−無機複合酸化物からなる下地処理層が形成されていることを特徴とする請求項1に記載の熱交換器用フィン材。
【請求項3】
前記撥水性皮膜の表面に、または少なくとも一部が表面に露出するように前記撥水性皮膜の中に、シリコーン樹脂からなる微粒子を備えることを特徴とする請求項1または請求項2に記載の熱交換器用フィン材。
【図1】

【公開番号】特開2010−185598(P2010−185598A)
【公開日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願番号】特願2009−28921(P2009−28921)
【出願日】平成21年2月10日(2009.2.10)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成22年8月26日(2010.8.26)
【国際特許分類】
【出願日】平成21年2月10日(2009.2.10)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]