
熱交換器
【課題】 水道水に対する耐食性、および冷媒側の高耐圧性を確保する。
【解決手段】 ステンレスよりなる一対のステンレス成形材4、5を張り合わせて内部に水道水通路24を形成し、そのカップ形状の一対のステンレス成形材4、5間にステンレス製のインナーフィン6を挿入した後に、銅ろう材箔をろう材として用いて接合部分をろう付けすることでステンレス成形チューブ3を製作して、水道水通路24の通路壁の耐食性を確保した。また、アルミニウムを押出し成形することにより、複数の冷媒通路23を有する多穴管形状のアルミ押出しチューブ2を製作して冷媒(CO2 )側の高耐圧性を確保した。そして、アルミニウムの薄いろう材箔を用いてステンレス成形チューブ3とアルミ押出しチューブ2とを真空ろう付けにより接合することで、ヒートポンプ式給湯装置の温水器として使用される冷媒水熱交換器1を製造した。
【解決手段】 ステンレスよりなる一対のステンレス成形材4、5を張り合わせて内部に水道水通路24を形成し、そのカップ形状の一対のステンレス成形材4、5間にステンレス製のインナーフィン6を挿入した後に、銅ろう材箔をろう材として用いて接合部分をろう付けすることでステンレス成形チューブ3を製作して、水道水通路24の通路壁の耐食性を確保した。また、アルミニウムを押出し成形することにより、複数の冷媒通路23を有する多穴管形状のアルミ押出しチューブ2を製作して冷媒(CO2 )側の高耐圧性を確保した。そして、アルミニウムの薄いろう材箔を用いてステンレス成形チューブ3とアルミ押出しチューブ2とを真空ろう付けにより接合することで、ヒートポンプ式給湯装置の温水器として使用される冷媒水熱交換器1を製造した。
【発明の詳細な説明】
【0001】
【発明の属する技術分野】本発明は、冷媒等の第1作動流体と水等の第2作動流体との熱交換を行う熱交換器に関するもので、特に二酸化炭素よりなる冷媒と水道水とを熱交換する冷凍サイクル用熱交換器に係わる。
【0002】
【従来の技術】従来より、特開平5−196377号公報においては、内部に複数の第1、第2流体通路を有する2つの第1、第2押出成形物を、ろう付けまたは半田付け等の接合手段を用いて熱的に接合することで、第1押出成形物の複数の第1流体通路内を流れる第1作動流体(例えば冷媒)から、第2押出成形物の複数の第2流体通路内を流れる第2作動流体(例えば水)へ熱を移動させるための熱交換器が提案されている。なお、一般的に、2つの第1、第2押出成形物の材質としてはアルミニウムが用いられている。
【0003】
【発明が解決しようとする課題】ところが、従来のアルミニウム製の第1、第2押出成形物を熱的に接合してなる熱交換器においては、第2作動流体として水道水を使うと、その水道水中に含まれる塩素の影響によって、アルミニウム製の第2押出成形物の第2流体通路の通路壁が腐食するという問題が生じている。
【0004】なお、熱交換器においては、冷媒として二酸化炭素(CO2 )を使う場合には、冷媒用流路管として高耐圧性が要求されるので、上述のように金属材料を押出し成形することにより製造される、内部に複数の冷媒通路を有する冷媒用多穴管が望まれる。
【0005】また、何らかの内部腐食が発生し、更に腐食が進行して第1、第2作動流体の通路が繋がってしまうという可能性がある。そして、冷媒側の押出成形物から水道水側の押出成形物に貫通すると、冷媒の方が圧力が高いために、冷媒側の押出成形物から水道水側の押出成形物への冷媒漏れが生じる。この場合には、冷媒中に溶けているコンプレッサオイルが水道水側の押出成形物に入ってしまい、飲料用として不適な水となるという問題が生じる。
【0006】
【発明の目的】本発明の目的は、アルミニウム等の腐食性金属よりも耐食性に優れた耐食性金属を使用することで、水、特に水道水に対して水通路の通路壁の耐腐食性を確保することのできる熱交換器を提供することにある。また、冷媒側から水側への流れを抑制することのできる熱交換器を提供することにある。
【0007】
【課題を解決するための手段】請求項1に記載の発明によれば、成形性に優れた金属材によって成形された第1チューブ部材と、水に対する耐食性が良好な金属材によって成形された第2チューブ部材とを熱的に密に接合することにより熱交換器を構成している。これにより、水、特に水道水中に含まれる塩素に対する水路の通路壁の耐腐食性を十分に確保することができる。
【0008】請求項2に記載の発明によれば、第1チューブ部材と第2チューブ部材とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を設けることにより、第2チューブ部材が腐食して水が漏れたとしても、その亜鉛拡散層を選択的に腐食させることで、第1チューブ部材の内部と第2チューブ部材内に形成される水路とが貫通することはない。これにより、第2チューブ部材内を流れる水に冷媒が混ざることはない。
【0009】請求項3に記載の発明によれば、水道水に対して耐食性に優れた材料から成形される水用流路管を設けることにより、水、特に水道水中に含まれる塩素に対する水路の通路壁の耐腐食性を十分に確保することができる。そして、冷媒管と水用流路管とを熱的に密に接合することにより、冷媒管の複数の冷媒通路内を流れる冷媒と水用流路管の水路内を流れる水との熱交換を良好に行うことができる。
【0010】請求項4に記載の発明によれば、冷媒管の表面に冷媒管の芯材に対して、電位の低い犠牲材層を設けることにより、水用流路管が腐食して水道水が漏れたとしても、その犠牲材層を選択的に腐食させることで、水用流路管の内部と冷媒管の内部とが貫通することはない。これにより、水用流路管内を流れる水道水に冷媒が混ざることはない。
【0011】請求項5に記載の発明によれば、冷媒管と水用流路管とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を設けることにより、水用流路管が腐食して水道水が漏れたとしても、その亜鉛拡散層を選択的に腐食させることで、水用流路管の内部と冷媒管の内部とが貫通することはない。これにより、水用流路管内を流れる水道水に冷媒が混ざることはない。
【0012】請求項6に記載の発明によれば、アルミニウム材を押出し成形することによって多穴管を構成しているので、冷媒管の高耐圧性を維持することができる。また、多穴管よりも耐食性に優れた金属材を成形することによって水用流路管を構成しているので、水、特に水道水中に含まれる塩素に対する水路の通路壁の耐食性を確保することができる。そして、多穴管と水用流路管とを熱的に密に接合することにより、冷媒用多穴管の複数の冷媒通路内を流れる冷媒と水用流路管の水路内を流れる水との熱交換を良好に行うことができる。
【0013】請求項7に記載の発明によれば、多穴管の表面に多穴管の芯材に対して、電位の低い犠牲材層を設けることにより、水用流路管が腐食して水が漏れたとしても、その犠牲材層を選択的に腐食させることで、水用流路管内に形成される水路と多穴管内に形成される冷媒通路とが貫通することはない。これにより、水用流路管内を流れる水に冷媒が混ざることはない。
【0014】請求項8に記載の発明によれば、多穴管と水用流路管とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を設けることにより、水用流路管が腐食して水道水が漏れたとしても、その亜鉛拡散層を選択的に腐食させることで、水用流路管内に形成される水路と多穴管内に形成される冷媒通路とが貫通することはない。これにより、水用流路管内を流れる水に冷媒が混ざることはない。
【0015】請求項9に記載の発明によれば、耐食性に優れた金属材を成形することによって略波形形状のインナーフィンを製作している。そして、そのインナーフィンを水用流路管の水路内に挿入して接合することにより、水から冷媒への伝熱効率を向上することができると共に、インナーフィンの耐食性を確保することができる。
【0016】請求項10に記載の発明によれば、耐食性に優れた金属材を成形することによって第1の金属成形チューブを設け、耐食性に優れた金属材を成形することによって第2の金属成形チューブを設け、接合手段によって第1の金属成形チューブと第2の金属成形チューブとを2段に重ねて熱的に密に接合することにより、押出し成形品よりなる多穴管と同程度の耐圧性の高い第1、第2の金属成形チューブの生産性を向上することができる。
【0017】請求項11に記載の発明によれば、第1の金属成形チューブまたは第2の金属成形チューブのいずれか一方の金属成形チューブの通路壁面に凹凸部を設けることにより、第1作動流体または第2作動流体のいずれか一方の作動流体の流れを乱すことができるので、一方の作動流体と他方の作動流体との熱交換効率を向上することができる。
【0018】請求項12に記載の発明によれば、第1の金属成形チューブまたは第2の金属成形チューブのいずれか一方の金属成形チューブの表面に、その一方の金属成形チューブの芯材に対して、電位の低い犠牲材層を設けることにより、他方の金属成形チューブが腐食して水が漏れたとしても、その犠牲材層を選択的に腐食させることで、一方の金属成形チューブ内を流れる水と他方の金属成形チューブ内を流れる冷媒とが混ざることはない。
【0019】請求項13に記載の発明によれば、第1の金属成形チューブと第2の金属成形チューブとを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を設けることにより、第1の金属成形チューブまたは第2の金属成形チューブのいずれか一方の金属成形チューブが腐食して水道水が漏れたとしても、その亜鉛拡散層を選択的に腐食させることで、一方の金属成形チューブ内を流れる水と他方の金属成形チューブ内を流れる冷媒とが混ざることはない。
【0020】請求項14に記載の発明によれば、耐食性に優れた金属材を押出し成形することによって設けた偏平な流路管内に、耐食性に優れた金属材を成形することによって設けた金属成形部材を挿入して熱交換器用チューブを構成することにより、流路管および金属成形部材の耐食性を確保することができる。また、押出し成形品よりなる多穴管と同程度の耐圧性の高い流路管の生産性を向上することができる。
【0021】請求項15に記載の発明によれば、流路管と金属成形部材の基板部の一端面との間には、複数の第1柱部により区画された複数の第1流体通路が設けられ、流路管と金属成形部材の基板部の他端面との間には、複数の第2柱部により区画された複数の第2流体通路が設けられている。これにより、第1作動流体または第2作動流体として水、特に水道水を使用した場合でも、第1流体通路または第2流体通路の通路壁の耐食性を確保することができる。また、第2作動流体または第1作動流体として二酸化炭素ガス等の冷媒を使用した場合でも、第2流体通路または第1流体通路の通路壁の高耐圧性を確保することができる。
【0022】請求項16に記載の発明によれば、耐食性に優れた金属材を成形することによって設けた一対の金属板材間に、耐食性に優れた金属材を成形することによって設けた金属成形部材を挟み込んで熱交換器用チューブを構成することにより、一対の金属板材および金属成形部材の耐食性を確保することができ、且つ押出し成形品よりなる多穴管と同程度の耐圧性の高い流路管の生産性を向上することができる。
【0023】請求項17に記載の発明によれば、一対の金属板材のうちの一方の金属板材と金属成形部材の基板部の一端面との間には、複数の第1柱部により区画された複数の第1流体通路が設けられ、一対の金属板材のうちの他方の金属板材と金属成形部材の基板部の他端面との間には、複数の第2柱部により区画された複数の第2流体通路が設けられている。これにより、第1作動流体または第2作動流体として水、特に水道水を使用した場合でも、第1流体通路または第2流体通路の通路壁の耐食性を確保することができ、第2作動流体または第1作動流体として二酸化炭素ガス等の冷媒を使用した場合でも、第2流体通路または第1流体通路の通路壁の高耐圧性を確保することができる。
【0024】
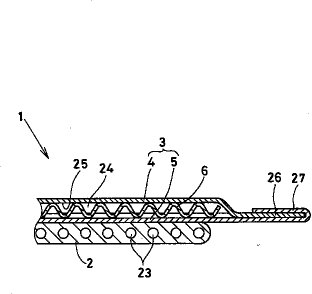
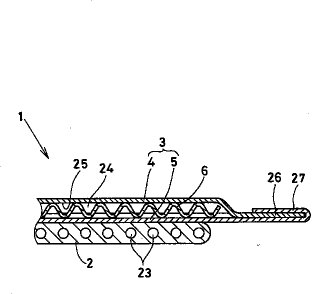
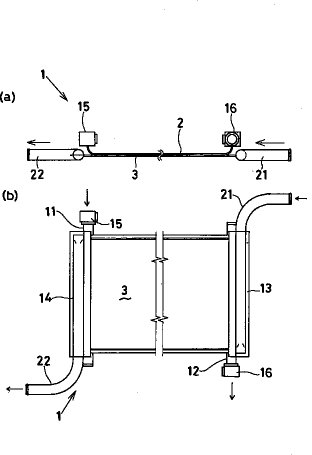
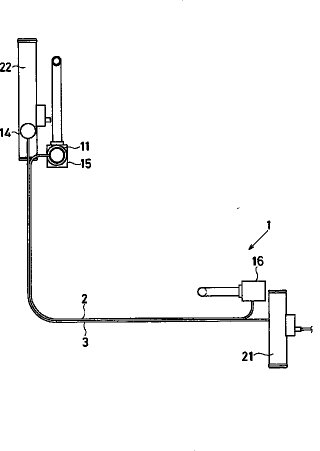
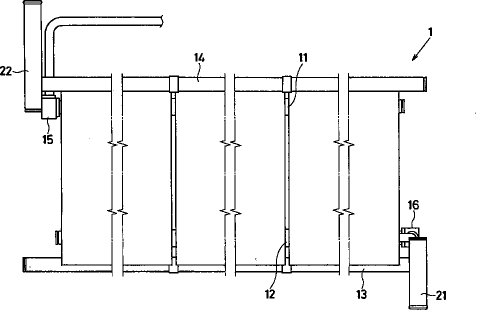
【発明の実施の形態】〔第1実施形態の構成〕図1および図2は本発明の第1実施形態を示したもので、図1はヒートポンプ式給湯装置の温水器として使用される熱交換器の主要構成を示した図で、図2(a)、(b)は熱交換器の全体構成を示した図である。
【0025】本実施形態の熱交換器1は、住宅の風呂や台所への給湯を行うヒートポンプ式給湯装置に使用され、冷媒圧縮機の吐出口から吐出された冷媒(例えば二酸化炭素(CO2 )ガス)とこの冷媒の流れ方向に対して対向(対向流)して流れる水道水とを熱交換することで、水道水を加熱する温水器(冷媒水熱交換器)である。
【0026】この熱交換器1は、冷媒用入口側タンク11と冷媒用出口側タンク12との間に接続されたアルミ押出しチューブ2と、水道水用入口側ヘッダ13と水道水用出口側ヘッダ14との間に接続されたステンレス成形チューブ3とを備え、これらのアルミ押出しチューブ2とステンレス成形チューブ3とをノコロックろう付けまたは真空ろう付け等の接合手段を用いて熱的に密に接合している。
【0027】冷媒用入口側タンク11の一端部には、冷媒配管を介して冷媒圧縮機の吐出口と接続させるための入口側ユニオン15が設けられている。また、冷媒用出口側タンク12の他端部には、冷媒配管を介して膨張弁等の減圧装置と接続させるための出口側ユニオン16が設けられている。
【0028】そして、水道水用入口側ヘッダ13には、折り曲げられた円管形状の入口側配管21が接続され、水道水用出口側ヘッダ14には、折り曲げられた円管形状の出口側配管22が接続されている。
【0029】アルミ押出しチューブ2は、本発明の冷媒用多穴管に相当するもので、図1に示したように、押し出し性の良好な金属(例えばアルミニウムを主成分とする金属)よりなり、内部を水道水と熱交換する冷媒が流れる複数の冷媒通路23を有している。
【0030】複数の冷媒通路23は、通路の形成方向(図1において左右方向)よりも孔方向(図1において奥行き方向)の寸法が大きい丸穴形状の貫通孔である。なお、冷媒通路23内にインナーフィンが挿入されていても良い。
【0031】ステンレス成形チューブ3は、本発明の水用流路管に相当するもので、図1に示したように、アルミニウムよりも耐食性に優れた耐食性金属(例えばステンレスを主成分とする金属)よりなる一対のステンレス成形材4、5を張り合わせて内部に水道水通路24を形成した水道水用流路管である。
【0032】一対のステンレス成形材4、5のうちの一方のステンレス成形材4は、他方のステンレス成形材5の通路壁面との間に水道水通路24を形成するようにカップ形状に凹んだ凹状部25を有している。水道水通路24内には、アルミニウムよりも耐食性に優れた耐食性金属(例えばステンレス)よりなる波形形状のインナーフィン6が挿入されている。
【0033】〔第1実施形態の製造方法〕次に、本実施形態の熱交換器1の製造方法を図1および図2に基づいて簡単に説明する。
【0034】先ず、純アルミニウム系の金属材料を多穴管押出し用ダイス(図示せず)内に入れて熱間押出し成形することによって、偏平な長円形状で、多穴管形状のアルミ押出しチューブ2を製作している。なお、アルミ押出しチューブ2に形成される複数の冷媒通路23は、内部を流れる冷媒に対する耐圧性を向上させるために丸穴形状に成形される。
【0035】一方、波形(コルゲート)形状に一対のフィン用ローラ成形機(図示せず)間を通して成形したインナーフィン6を、一対のチューブ用ローラ成形機(図示せず)間を通してカップ状に成形した一対のステンレス成形材4、5の間に挿入する。
【0036】そして、板厚が約50μmの銅ろう材箔(図示せず)を、ステンレス成形材4、5とインナーフィン6との間に挿入し、一対のステンレス成形材4、5の両端部同士を、プレス成形によってステンレス成形材4の平板形状の短片部26をステンレス成形材5の横U字形状の長片部27によってかしめて挟み込んで固定した後に、銅ろう材箔をろう材として接合することでステンレス成形チューブ3が製作される。
【0037】そして、アルミニウムの薄いろう材箔(図示せず)をアルミ押出しチューブ2の接合面とステンレス成形チューブ3の接合面との間に挿入して、アルミ押出しチューブ2の接合面とステンレス成形チューブ3の接合面とをノコロックろう付け法または真空ろう付け法を用いて熱的に密に接合する。
【0038】ここで、アルミニウムろう材箔は、銅ろう材箔よりも低融点のため、先にステンレス成形チューブ3のろう付けを行った後に、アルミ押出しチューブ2とステンレス成形チューブ3とのろう付けを行っても、銅ろう材が溶け出すことはなく、ステンレス成形チューブ3の接合強度が低下することはない。
【0039】次に、図2(a)、(b)に示したように、冷媒用入口側タンク11、冷媒用出口側タンク12をアルミニウム製の筒材によって製作し、その筒材にアルミ押出しチューブ2の端部を挿入することが可能な縦長の長円形穴(図示せず)を開けて、その縦長の長円形穴内にアルミ押出しチューブ2の端部を差し込んでアルミ一体ろう付けによって、アルミ押出しチューブ2の図示左端部と冷媒用入口側タンク11とを接合し、且つアルミ押出しチューブ2の図示右端部と冷媒用出口側タンク12とを接合する。
【0040】また、水道水用入口側ヘッダ13、水道水用出口側ヘッダ14を銅製の筒材によって製作し、ステンレス成形チューブ3の端部に挿入してトーチろう付けによって、ステンレス成形チューブ3の図示右端部と水道水用入口側ヘッダ13とを接合し、且つステンレス成形チューブ3の図示左端部と水道水用出口側ヘッダ14とを接合することで熱交換器1を製造する。
【0041】〔第1実施形態の作用〕次に、本実施形態の熱交換器1の作用を図1および図2に基づいて簡単に説明する。
【0042】冷媒圧縮機の吐出口より吐出された高温、高圧の冷媒ガスは、冷媒配管を通って冷媒用入口側タンク11内に流入する。そして、冷媒用入口側タンク11内に流入した冷媒ガスは、アルミ押出しチューブ2に形成された複数の冷媒通路23内に流入して冷媒通路23を通過する際に水道水と熱交換して冷却される。そして、冷媒ガスは、冷媒用出口側タンク12内に流入した後に、冷媒配管を介して膨張弁等の減圧装置に向かう。
【0043】一方、水道管より入口側配管21を通って水道水用入口側ヘッダ13内に流入した水道水は、ステンレス成形チューブ3の水道水通路24内に流入して、水道水通路24を通過する際に冷媒ガスと熱交換して加熱されて温水となる。そして、温水は、水道水用出口側ヘッダ14内に流入した後に、出口側配管22を通って風呂または台所等の給湯場所に向かう。
【0044】〔第1実施形態の効果〕以上のように、本実施形態の熱交換器1は、純アルミニウム系の金属材料よりも耐食性に優れたステンレス成形材4、5をインナーフィン6を挟み込んだ状態でろう付けにより接合することで、内部に水道水通路24を有するステンレス成形チューブ3を構成することによって、水道水中に含まれる塩素に対するステンレス成形材4、5の通路壁、インナーフィン6の表面およびろう材としての銅ろう材箔の耐腐食性を、純アルミニウム系の金属材料を用いたものと比較して飛躍的に向上することができる。
【0045】また、冷媒用流路管としては、冷媒ガスとして二酸化炭素(CO2 )ガスを使用した場合には、フロン系の冷媒ガスを使用したものと比較して高耐圧性を確保する必要があるが、本実施形態では、純アルミニウム系の金属材料を押出し成形して複数の冷媒通路23を有するアルミ押出しチューブ2を構成することによって、冷媒用流路管の高耐圧性を確保することができる。
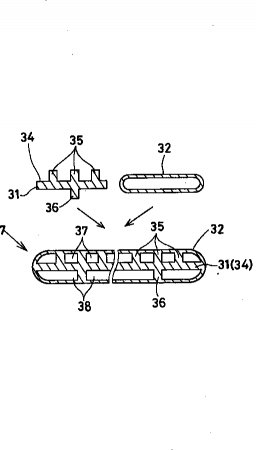
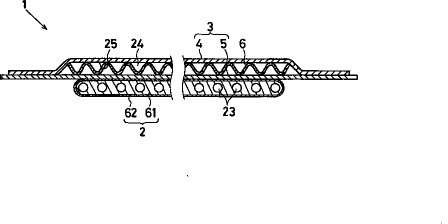
【0046】〔第2実施形態〕図3は本発明の第2実施形態を示したもので、熱交換器用チューブを示した図である。
【0047】本実施形態の熱交換器用チューブ7は、2個の部品に分割して構成したもので、純アルミニウム系の金属材料よりも耐食性に優れた銅材料をプレス成形(ローラ成形)することによって製作された所定の形状の銅成形部材31と、銅材料を押出し成形することによって製作された偏平化した銅成形チューブ32とから構成して、その銅成形チューブ32内に銅成形部材31を挿入して銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0048】銅成形部材31は、本発明の金属成形部材に相当するもので、平板状の基板部34、この基板部34の一端面から一方側(図示上方側)に突出した複数の第1柱部(第1突条部)35、および基板部34の他端面から他方側(図示下方側)に突出した複数の第2柱部(第2突条部)36を有している。
【0049】銅成形チューブ32は、本発明の流路管に相当するもので、断面円形状の銅製チューブを横長の長円形状となるように潰すことで成形される。この銅成形チューブ32の通路壁面と銅成形部材31の基板部34の一端面との間には、複数の第1柱部35により区画された複数の冷媒通路(第1流体通路)37が形成されている。これらの冷媒通路37内には、冷媒(第1作動流体)が流れる。
【0050】また、銅成形チューブ32の通路壁面と銅成形部材31の基板部34の他端面との間には、複数の第2柱部36により区画された複数の水道水通路(第2流体通路)38が形成されている。これらの水道水通路38内には、水道水(第2作動流体)が流れる。
【0051】そして、本実施形態の熱交換器用チューブ7は、銅成形部材31を銅成形チューブ32の中に挿入して周囲を潰すことで、銅成形部材31と銅成形チューブ32の内表面(通路壁面)を密に組み付けて、その後に、銅ろう付けで熱的に密に接合する。なお、熱交換器用チューブ7の内部の接合面には、予めペースト状の銅ろう材を塗布しておく。また、押出し成形と同時に、型成型材を接合することで構成することもできる。
【0052】本実施形態においても、第1実施形態と同様な効果を達成できると共に、銅材料はアルミニウム材料に対して押出し性が低下するが、上記のような第1、第2柱部35、36を成形加工した銅成形部材31を銅成形チューブ32内に挿入することで、第1実施形態のアルミ押出しチューブ2と略同一の構造の高耐圧性の多穴管を容易に製作することができる。
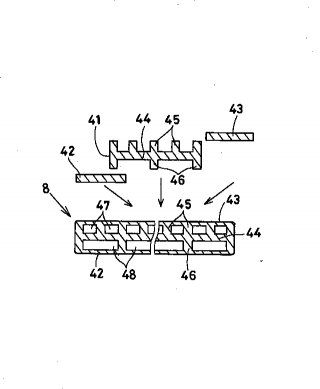
【0053】〔第3実施形態〕図4は本発明の第3実施形態を示したもので、熱交換器用チューブを示した図である。
【0054】本実施形態の熱交換器用チューブ8は、3個の部品に分割して構成したもので、銅材料をプレス成形(ローラ成形)することによって製作された所定の形状の銅成形部材41と、銅材料をプレス成形(ローラ成形)することによって製作された一対の平板状蓋体42、43とから構成して、一対の平板状蓋体42、43間に銅成形部材41を挟み込んで銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0055】銅成形部材41は、本発明の金属成形部材に相当するもので、平板状の基板部44、この基板部44の一端面から一方側(図示上方側)に突出した複数の第1柱部(第1突条部)45、および基板部44の他端面から他方側(図示下方側)に突出した複数の第2柱部(第2突条部)46を有している。
【0056】一対の平板状蓋体42、43は、本発明の一対の金属板材に相当する。平板状蓋体42の通路壁面と銅成形部材41の基板部44の一端面との間には、複数の第1柱部45により区画された複数の冷媒通路(第1流体通路)47が形成されている。これらの冷媒通路47内には、冷媒(第1作動流体)が流れる。
【0057】また、平板状蓋体43の通路壁面と銅成形部材41の基板部44の他端面との間には、複数の第2柱部46により区画された複数の水道水通路(第2流体通路)48が形成されている。これらの水道水通路48内には、水道水(第2作動流体)が流れる。
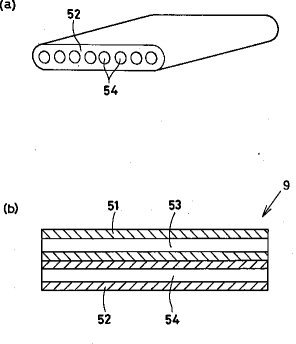
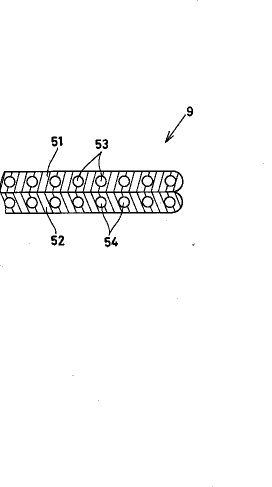
【0058】〔第4実施形態〕図5および図6は本発明の第4実施形態を示したもので、図5は熱交換器の主要構成を示した図で、図6(a)は第2の銅押出し成形チューブを示した図で、(b)は熱交換器を示した図である。
【0059】本実施形態の熱交換器9は、第1実施形態と同様に、住宅の風呂や台所への給湯を行うヒートポンプ式給湯装置に使用され、冷媒圧縮機の吐出口から吐出された冷媒ガス(例えばCO2 ガス)と水道水とを熱交換して水道水を加熱する温水器である。
【0060】熱交換器9は、銅材料を押出し成形してなる第1の銅押出し成形チューブ(第1の金属成形チューブ)51と、銅材料を押出し成形してなる第2の銅押出し成形チューブ(第2の金属成形チューブ)52とから構成して、第1の銅押出し成形チューブ51と第2の銅押出し成形チューブ52とを2段に重ねて銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0061】第1の銅押出し成形チューブ51は、板厚が薄く、冷媒の流れ方向に向けて板長さが非常に長い多穴管である。この第1の銅押出し成形チューブ51には、内部を冷媒が流れる複数の冷媒通路53が形成されている。また、第2の銅押出し成形チューブ52は、板厚が薄く、水道水の流れ方向に向けて板長さが非常に長い多穴管である。この第2の銅押出し成形チューブ52には、内部を水道水が流れる複数の水道水通路54が形成されている。
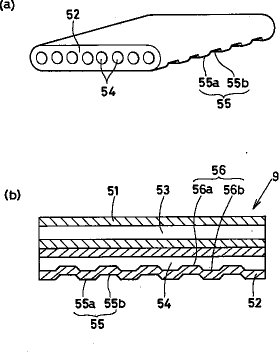
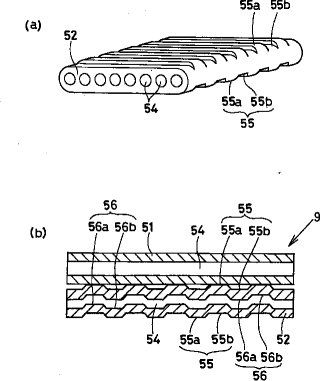
【0062】〔第5実施形態〕図7は本発明の第5実施形態を示したもので、図7(a)は第2の銅押出し成形チューブを示した図で、(b)は熱交換器を示した図である。
【0063】本実施形態では、第4実施形態と同様にして、銅材料を押出し成形してなる第1の銅押出し成形チューブ51と、銅材料を押出し成形してなる第2の銅押出し成形チューブ52とから構成して、第1の銅押出し成形チューブ51と第2の銅押出し成形チューブ52とを2段に重ねて銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0064】そして、第2の銅押出し成形チューブ52の片側(第1の銅押出し成型チューブ51側に対して反対側)の表面には、水道水の流れを乱流化するために凸部55aと凹部55bとを交互に繰り返すような凹凸部55が設けられている。また、第2の銅押出し成形チューブ52の複数の水道水通路54の片側の通路壁面には、水道水の流れを乱流化するために凸部56aと凹部56bとを交互に繰り返すような凹凸部56が設けられている。このように、第2の銅押出し成形チューブ52の片側の通路壁面に凹凸部56を形成することにより、複数の水道水通路54内を通過する水道水の流れを乱すことができるので、水道水と冷媒との熱交換効率を向上することができる。
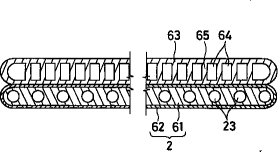
【0065】〔第6実施形態〕図8は本発明の第6実施形態を示したもので、図8(a)は第2の銅押出し成形チューブを示した図で、(b)は熱交換器を示した図である。
【0066】本実施形態では、第5実施形態と同様にして、銅材料を押出し成形してなる第1の銅押出し成形チューブ51と、銅材料を押出し成形してなる第2の銅押出し成形チューブ52とから構成して、第1の銅押出し成形チューブ51と第2の銅押出し成形チューブ52とを2段に重ねて銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0067】本実施形態の第2の銅押出し成形チューブ52の両面には、凸部55aと凹部55bとを交互に繰り返すような凹凸部55が設けられている。また、第2の銅押出し成形チューブ52の複数の水道水通路54の両側の通路壁面には、凸部56aと凹部56bとを交互に繰り返すような凹凸部56が設けられている。このように、第2の銅押出し成形チューブ52の両側の通路壁面に凹凸部56を形成することにより、複数の水道水通路54内を通過する水道水の流れを、第5実施形態よりも更に乱すことができるので、水道水と冷媒との熱交換効率を更に向上することができる。
【0068】〔第7実施形態の構成〕図9ないし図11は本発明の第7実施形態を示したもので、図9は熱交換器の主要構成を示した図で、図10および図11は熱交換器の全体構成を示した図である。
【0069】本実施形態の熱交換器1は、第1実施形態と同様にヒートポンプ式給湯装置に使用され、冷媒用入口側タンク11と冷媒用出口側タンク12との間に接続されたアルミ押出しチューブ2と、水道水用入口側ヘッダ13と水道水用出口側ヘッダ14との間に接続されたステンレス成形チューブ3とを備え、これらのアルミ押出しチューブ2とステンレス成形チューブ3とをノコロックろう付けまたは真空ろう付け等の接合手段を用いて熱的に密に接合している。
【0070】そして、冷媒用入口側タンク11の一端部には、第1実施形態と同様に入口側ユニオン15が設けられ、また、冷媒用出口側タンク12の他端部には、第1実施形態と同様に出口側ユニオン16が設けられている。そして、水道水用入口側ヘッダ13には、第1実施形態と同様に入口側配管21が接続され、また、水道水用出口側ヘッダ14には、第1実施形態と同様に出口側配管22が接続されている。
【0071】アルミ押出しチューブ2は、本発明の冷媒用多穴管に相当するもので、例えばアルミニウム−マンガン(Al−Mn)系のアルミニウム合金よりなるチューブ芯材61を押出し成形することによって製造されて、内部に複数の冷媒通路23を有している。また、チューブ芯材61の表面には、チューブ芯材61よりも耐腐食性の劣るチューブ犠牲材62を形成している。そのチューブ犠牲材62は、例えばアルミニウム−亜鉛(Al−Zn)系のアルミニウム合金よりなる。
【0072】ステンレス成形チューブ3は、本発明の水用流路管に相当するもので、アルミニウム合金よりも耐食性に優れた耐食性金属(例えばステンレス:SUS)よりなる一対のステンレス成形材4、5を張り合わせて内部に水道水通路24を形成した水道水用流路管である。
【0073】一対のステンレス成形材4、5のうちの一方のステンレス成形材4には、カップ形状に凹んだ凹状部25が形成されている。なお、水道水通路24内には、アルミニウム合金よりも耐食性に優れた耐食性金属(例えばステンレス:SUS)よりなる波形形状のインナーフィン6が挿入されている。
【0074】〔第7実施形態の製造方法〕次に、本実施形態の熱交換器1の製造方法を図9ないし図11に基づいて簡単に説明する。
【0075】先ず、第1実施形態と同様にステンレス成形チューブ3を製作し、且つ第1実施形態と同様にアルミ押出しチューブ2(チューブ芯材61)を製作する。次に、チューブ芯材61の表面に、アルミニウム−亜鉛粉末を溶射で塗布した後に、板厚が約50μmのアルミニウムろう材箔をステンレス成形チューブ3とアルミ押出しチューブ2との間に挿入しておく。
【0076】そして、加熱炉(窒素雰囲気)中で、アルミニウムろう材箔の融点よりも高く、チューブ芯材61の融点よりも低いろう付け温度でアルミニウムろう材箔を加熱溶融させることによって、アルミ押出しチューブ2とステンレス成形チューブ3とがろう付け接合される。このろう付け接合時に、チューブ芯材61に塗布されたアルミニウム−亜鉛粉末中の亜鉛原子がアルミニウム合金の表面に拡散する。これにより、チューブ芯材61の表面にチューブ犠牲材62が形成される。
【0077】なお、アルミ押出しチューブ2の表面とステンレス成形チューブ3の表面との接合は、薄いアルミニウムろう材箔または銅ろう材箔をアルミ押出しチューブ2とステンレス成形チューブ3との間に挿入し、ノコロックろう付け法、あるいは真空ろう付け法で接合しても良い。また、アルミ押出しチューブ2とステンレス成形チューブ3とは、高熱伝導接着材で接合しても良い。
【0078】〔第7実施形態の特徴〕ここで、ステンレス成形チューブ3内において何らかの内部腐食が発生し、更に腐食が進行してステンレス成形チューブ3の水道水通路24から水道水が漏れ出し、この漏れ出した水道水がアルミ押出しチューブ2を腐食させる可能性がある。
【0079】そして、アルミ押出しチューブ2の冷媒通路23とステンレス成形チューブ3の水道水通路24とが貫通すると、冷媒の方が水道水よりも圧力が高いために、アルミ押出しチューブ2からステンレス成形チューブ3への冷媒漏れが生じる可能性がある。この場合には、冷媒中に溶けているコンプレッサオイルが水道水側のステンレス成形チューブ3に入ってしまい、飲料用として不適な水道水となるという問題が生じる。
【0080】そこで、上記の問題を解決する目的で、本実施形態の熱交換器1では、アルミ押出しチューブ2の表面に、チューブ芯材61に対して耐食性の劣るチューブ犠牲材62を設けている。これにより、アルミ押出しチューブ2のチューブ芯材61に対してチューブ犠牲材62の部位の電位が例えば100mV下がるので、水道水が作用してこの部分で局部電池が形成されたとすると、この電位の低いチューブ犠牲材62が選択的に腐食することになる。
【0081】その結果、熱交換器1の熱交換部を構成するアルミ押出しチューブ2の冷媒通路23とステンレス成形チューブ3の水道水通路24とが貫通することなく、水道水は外に流れるため、これを何らかの方法で検出すれば、冷媒が水道水回路に混入することはない。これにより、冷媒中に溶けているコンプレッサオイルが水道水側の押出成形物に入ってしまい、飲料用として不適な水となるという問題を回避できる。
【0082】〔第8実施形態〕図12は本発明の第8実施形態を示したもので、熱交換器の主要構成を示した図である。
【0083】本実施形態では、熱交換器用冷媒チューブをステンレス成形チューブからアルミ押出しチューブ63に変更している。このアルミ押出しチューブ63は、例えばアルミニウム−マンガン系のアルミニウム合金を、多穴管押出し用ダイス(図示せず)内に入れて熱間押出し成形することによって、偏平な長円形状で、多穴管形状の冷媒用流路管を製作している。なお、アルミ押出しチューブ63に形成される複数の冷媒通路64は、略方形状で、複数の柱部65によって区画されている。
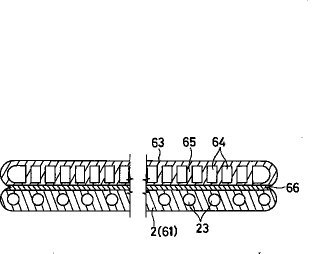
【0084】〔第9実施形態〕図13は本発明の第9実施形態を示したもので、熱交換器の主要構成を示した図である。
【0085】本実施形態では、水道水側のアルミ押出しチューブ2と冷媒側のアルミ押出しチューブ63とのろう付けに用いるフラックス粉末(例えばフッ素系のフラックス)の中に亜鉛粉末を入れることで、アルミ押出しチューブ2とアルミ押出しチューブ63との接合部のみに、各チューブのチューブ芯材よりも耐食性が悪く、チューブ芯材よりも電位的に低い(卑な)亜鉛拡散層66を形成している。その亜鉛拡散層66は、アルミニウム−亜鉛系のアルミニウム合金よりなる。
【0086】アルミ押出しチューブ2とアルミ押出しチューブ63とをろう付けする際には、アルミ押出しチューブ2とアルミ押出しチューブ63との間に、例えば板厚が50μmのアルミニウム−亜鉛系のアルミニウム合金よりなるアルミニウムろう材箔(図示せず)を介在させた状態で、加熱炉(窒素雰囲気)中にて、アルミニウムろう材箔の融点以上のろう付け温度で加熱溶融させることにより、アルミ押出しチューブ2とアルミ押出しチューブ63とがろう付け接合される。
【0087】このろう付け接合時に、アルミ押出しチューブ2とアルミ押出しチューブ63との接合部に、アルミニウムろう材箔中の亜鉛原子が接合部に拡散する。これにより、アルミ押出しチューブ2とアルミ押出しチューブ63との接合部に亜鉛拡散層(チューブ犠牲層)66が形成される。
【0088】〔他の実施形態〕本実施形態では、アルミ押出しチューブ2とステンレス成形チューブ3とをろう付けにより接合した例を説明したが、アルミ押出しチューブ2とステンレス成形チューブ3とを高熱伝導接着剤、高熱伝導シートで接着するようにしても良い。また、その他に、半田付けまたは溶接等の接合手段を用いても良い。
【0089】本実施形態では、ステンレスをカップ状に成形することによりステンレス成形チューブ3を製作したが、銅材料をカップ状に成形することにより銅成形チューブを製作しても良い。また、本実施形態では、銅材料を成形することにより銅成形チューブ32および一対の平板状蓋体42、43を製作したが、ステンレスを成形することにより偏平な長円形状のステンレス成形チューブまたは一対の平板状蓋体を製作しても良い。
【0090】本実施形態では、アルミ押出しチューブ2の冷媒通路23、第1の銅押出し成形チューブ51の冷媒通路53、第2の銅押出し成形チューブ52の水道水通路54の断面形状を高耐圧性を考慮して円形状に形成したが、アルミ押出しチューブ2の冷媒通路23、第1の銅押出し成形チューブ51の冷媒通路53、第2の銅押出し成形チューブ52の水道水通路54の断面形状を矩形状、三角形状、H字形状等に形成しても良い。
【図面の簡単な説明】
【図1】熱交換器の主要構成を示した断面図である(第1実施形態)。
【図2】(a)は熱交換器の全体構成を示した平面図で、(b)は熱交換器の全体構成を示した正面図である(第1実施形態)。
【図3】熱交換器用チューブを示した断面図である(第2実施形態)。
【図4】熱交換器用チューブを示した断面図である(第3実施形態)。
【図5】熱交換器の主要構成を示した断面図である(第4実施形態)。
【図6】(a)は第2の銅押出し成形チューブを示した斜視図で、(b)は熱交換器を示した断面図である(第4実施形態)。
【図7】(a)は第2の銅押出し成形チューブを示した斜視図で、(b)は熱交換器を示した断面図である(第5実施形態)。
【図8】(a)は第2の銅押出し成形チューブを示した斜視図で、(b)は熱交換器を示した断面図である(第6実施形態)。
【図9】熱交換器の主要構成を示した断面図である(第7実施形態)。
【図10】熱交換器の全体構成を示した平面図である(第7実施形態)。
【図11】熱交換器の全体構成を示した正面図である(第7実施形態)。
【図12】熱交換器の主要構成を示した断面図である(第8実施形態)。
【図13】熱交換器の主要構成を示した断面図である(第9実施形態)。
【符号の説明】
1 熱交換器
2 アルミ押出しチューブ(冷媒用多穴管)
3 ステンレス成形チューブ(水用流路管)
6 インナーフィン
7 熱交換器用チューブ
8 熱交換器用チューブ
9 熱交換器
23 冷媒通路
24 水道水通路
31 銅成形部材(金属成形部材)
32 銅成形チューブ(流路管)
34 基板部
35 第1柱部
36 第2柱部
37 冷媒通路(第1流体通路)
38 水道水通路(第2流体通路)
41 銅成形部材(金属成形部材)
42 平板状蓋体(金属板材)
43 平板状蓋体(金属板材)
44 基板部
45 第1柱部
46 第2柱部
47 冷媒通路(第1流体通路)
48 水道水通路(第2流体通路)
51 第1の銅押出し成形チューブ(第1の金属成形チューブ)
52 第2の銅押出し成形チューブ(第2の金属成形チューブ)
53 冷媒通路
54 水道水通路
61 チューブ芯材
62 チューブ犠牲材
63 アルミ押出しチューブ
64 冷媒通路
65 柱部
66 亜鉛拡散層(チューブ犠牲層)
【0001】
【発明の属する技術分野】本発明は、冷媒等の第1作動流体と水等の第2作動流体との熱交換を行う熱交換器に関するもので、特に二酸化炭素よりなる冷媒と水道水とを熱交換する冷凍サイクル用熱交換器に係わる。
【0002】
【従来の技術】従来より、特開平5−196377号公報においては、内部に複数の第1、第2流体通路を有する2つの第1、第2押出成形物を、ろう付けまたは半田付け等の接合手段を用いて熱的に接合することで、第1押出成形物の複数の第1流体通路内を流れる第1作動流体(例えば冷媒)から、第2押出成形物の複数の第2流体通路内を流れる第2作動流体(例えば水)へ熱を移動させるための熱交換器が提案されている。なお、一般的に、2つの第1、第2押出成形物の材質としてはアルミニウムが用いられている。
【0003】
【発明が解決しようとする課題】ところが、従来のアルミニウム製の第1、第2押出成形物を熱的に接合してなる熱交換器においては、第2作動流体として水道水を使うと、その水道水中に含まれる塩素の影響によって、アルミニウム製の第2押出成形物の第2流体通路の通路壁が腐食するという問題が生じている。
【0004】なお、熱交換器においては、冷媒として二酸化炭素(CO2 )を使う場合には、冷媒用流路管として高耐圧性が要求されるので、上述のように金属材料を押出し成形することにより製造される、内部に複数の冷媒通路を有する冷媒用多穴管が望まれる。
【0005】また、何らかの内部腐食が発生し、更に腐食が進行して第1、第2作動流体の通路が繋がってしまうという可能性がある。そして、冷媒側の押出成形物から水道水側の押出成形物に貫通すると、冷媒の方が圧力が高いために、冷媒側の押出成形物から水道水側の押出成形物への冷媒漏れが生じる。この場合には、冷媒中に溶けているコンプレッサオイルが水道水側の押出成形物に入ってしまい、飲料用として不適な水となるという問題が生じる。
【0006】
【発明の目的】本発明の目的は、アルミニウム等の腐食性金属よりも耐食性に優れた耐食性金属を使用することで、水、特に水道水に対して水通路の通路壁の耐腐食性を確保することのできる熱交換器を提供することにある。また、冷媒側から水側への流れを抑制することのできる熱交換器を提供することにある。
【0007】
【課題を解決するための手段】請求項1に記載の発明によれば、成形性に優れた金属材によって成形された第1チューブ部材と、水に対する耐食性が良好な金属材によって成形された第2チューブ部材とを熱的に密に接合することにより熱交換器を構成している。これにより、水、特に水道水中に含まれる塩素に対する水路の通路壁の耐腐食性を十分に確保することができる。
【0008】請求項2に記載の発明によれば、第1チューブ部材と第2チューブ部材とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を設けることにより、第2チューブ部材が腐食して水が漏れたとしても、その亜鉛拡散層を選択的に腐食させることで、第1チューブ部材の内部と第2チューブ部材内に形成される水路とが貫通することはない。これにより、第2チューブ部材内を流れる水に冷媒が混ざることはない。
【0009】請求項3に記載の発明によれば、水道水に対して耐食性に優れた材料から成形される水用流路管を設けることにより、水、特に水道水中に含まれる塩素に対する水路の通路壁の耐腐食性を十分に確保することができる。そして、冷媒管と水用流路管とを熱的に密に接合することにより、冷媒管の複数の冷媒通路内を流れる冷媒と水用流路管の水路内を流れる水との熱交換を良好に行うことができる。
【0010】請求項4に記載の発明によれば、冷媒管の表面に冷媒管の芯材に対して、電位の低い犠牲材層を設けることにより、水用流路管が腐食して水道水が漏れたとしても、その犠牲材層を選択的に腐食させることで、水用流路管の内部と冷媒管の内部とが貫通することはない。これにより、水用流路管内を流れる水道水に冷媒が混ざることはない。
【0011】請求項5に記載の発明によれば、冷媒管と水用流路管とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を設けることにより、水用流路管が腐食して水道水が漏れたとしても、その亜鉛拡散層を選択的に腐食させることで、水用流路管の内部と冷媒管の内部とが貫通することはない。これにより、水用流路管内を流れる水道水に冷媒が混ざることはない。
【0012】請求項6に記載の発明によれば、アルミニウム材を押出し成形することによって多穴管を構成しているので、冷媒管の高耐圧性を維持することができる。また、多穴管よりも耐食性に優れた金属材を成形することによって水用流路管を構成しているので、水、特に水道水中に含まれる塩素に対する水路の通路壁の耐食性を確保することができる。そして、多穴管と水用流路管とを熱的に密に接合することにより、冷媒用多穴管の複数の冷媒通路内を流れる冷媒と水用流路管の水路内を流れる水との熱交換を良好に行うことができる。
【0013】請求項7に記載の発明によれば、多穴管の表面に多穴管の芯材に対して、電位の低い犠牲材層を設けることにより、水用流路管が腐食して水が漏れたとしても、その犠牲材層を選択的に腐食させることで、水用流路管内に形成される水路と多穴管内に形成される冷媒通路とが貫通することはない。これにより、水用流路管内を流れる水に冷媒が混ざることはない。
【0014】請求項8に記載の発明によれば、多穴管と水用流路管とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を設けることにより、水用流路管が腐食して水道水が漏れたとしても、その亜鉛拡散層を選択的に腐食させることで、水用流路管内に形成される水路と多穴管内に形成される冷媒通路とが貫通することはない。これにより、水用流路管内を流れる水に冷媒が混ざることはない。
【0015】請求項9に記載の発明によれば、耐食性に優れた金属材を成形することによって略波形形状のインナーフィンを製作している。そして、そのインナーフィンを水用流路管の水路内に挿入して接合することにより、水から冷媒への伝熱効率を向上することができると共に、インナーフィンの耐食性を確保することができる。
【0016】請求項10に記載の発明によれば、耐食性に優れた金属材を成形することによって第1の金属成形チューブを設け、耐食性に優れた金属材を成形することによって第2の金属成形チューブを設け、接合手段によって第1の金属成形チューブと第2の金属成形チューブとを2段に重ねて熱的に密に接合することにより、押出し成形品よりなる多穴管と同程度の耐圧性の高い第1、第2の金属成形チューブの生産性を向上することができる。
【0017】請求項11に記載の発明によれば、第1の金属成形チューブまたは第2の金属成形チューブのいずれか一方の金属成形チューブの通路壁面に凹凸部を設けることにより、第1作動流体または第2作動流体のいずれか一方の作動流体の流れを乱すことができるので、一方の作動流体と他方の作動流体との熱交換効率を向上することができる。
【0018】請求項12に記載の発明によれば、第1の金属成形チューブまたは第2の金属成形チューブのいずれか一方の金属成形チューブの表面に、その一方の金属成形チューブの芯材に対して、電位の低い犠牲材層を設けることにより、他方の金属成形チューブが腐食して水が漏れたとしても、その犠牲材層を選択的に腐食させることで、一方の金属成形チューブ内を流れる水と他方の金属成形チューブ内を流れる冷媒とが混ざることはない。
【0019】請求項13に記載の発明によれば、第1の金属成形チューブと第2の金属成形チューブとを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を設けることにより、第1の金属成形チューブまたは第2の金属成形チューブのいずれか一方の金属成形チューブが腐食して水道水が漏れたとしても、その亜鉛拡散層を選択的に腐食させることで、一方の金属成形チューブ内を流れる水と他方の金属成形チューブ内を流れる冷媒とが混ざることはない。
【0020】請求項14に記載の発明によれば、耐食性に優れた金属材を押出し成形することによって設けた偏平な流路管内に、耐食性に優れた金属材を成形することによって設けた金属成形部材を挿入して熱交換器用チューブを構成することにより、流路管および金属成形部材の耐食性を確保することができる。また、押出し成形品よりなる多穴管と同程度の耐圧性の高い流路管の生産性を向上することができる。
【0021】請求項15に記載の発明によれば、流路管と金属成形部材の基板部の一端面との間には、複数の第1柱部により区画された複数の第1流体通路が設けられ、流路管と金属成形部材の基板部の他端面との間には、複数の第2柱部により区画された複数の第2流体通路が設けられている。これにより、第1作動流体または第2作動流体として水、特に水道水を使用した場合でも、第1流体通路または第2流体通路の通路壁の耐食性を確保することができる。また、第2作動流体または第1作動流体として二酸化炭素ガス等の冷媒を使用した場合でも、第2流体通路または第1流体通路の通路壁の高耐圧性を確保することができる。
【0022】請求項16に記載の発明によれば、耐食性に優れた金属材を成形することによって設けた一対の金属板材間に、耐食性に優れた金属材を成形することによって設けた金属成形部材を挟み込んで熱交換器用チューブを構成することにより、一対の金属板材および金属成形部材の耐食性を確保することができ、且つ押出し成形品よりなる多穴管と同程度の耐圧性の高い流路管の生産性を向上することができる。
【0023】請求項17に記載の発明によれば、一対の金属板材のうちの一方の金属板材と金属成形部材の基板部の一端面との間には、複数の第1柱部により区画された複数の第1流体通路が設けられ、一対の金属板材のうちの他方の金属板材と金属成形部材の基板部の他端面との間には、複数の第2柱部により区画された複数の第2流体通路が設けられている。これにより、第1作動流体または第2作動流体として水、特に水道水を使用した場合でも、第1流体通路または第2流体通路の通路壁の耐食性を確保することができ、第2作動流体または第1作動流体として二酸化炭素ガス等の冷媒を使用した場合でも、第2流体通路または第1流体通路の通路壁の高耐圧性を確保することができる。
【0024】
【発明の実施の形態】〔第1実施形態の構成〕図1および図2は本発明の第1実施形態を示したもので、図1はヒートポンプ式給湯装置の温水器として使用される熱交換器の主要構成を示した図で、図2(a)、(b)は熱交換器の全体構成を示した図である。
【0025】本実施形態の熱交換器1は、住宅の風呂や台所への給湯を行うヒートポンプ式給湯装置に使用され、冷媒圧縮機の吐出口から吐出された冷媒(例えば二酸化炭素(CO2 )ガス)とこの冷媒の流れ方向に対して対向(対向流)して流れる水道水とを熱交換することで、水道水を加熱する温水器(冷媒水熱交換器)である。
【0026】この熱交換器1は、冷媒用入口側タンク11と冷媒用出口側タンク12との間に接続されたアルミ押出しチューブ2と、水道水用入口側ヘッダ13と水道水用出口側ヘッダ14との間に接続されたステンレス成形チューブ3とを備え、これらのアルミ押出しチューブ2とステンレス成形チューブ3とをノコロックろう付けまたは真空ろう付け等の接合手段を用いて熱的に密に接合している。
【0027】冷媒用入口側タンク11の一端部には、冷媒配管を介して冷媒圧縮機の吐出口と接続させるための入口側ユニオン15が設けられている。また、冷媒用出口側タンク12の他端部には、冷媒配管を介して膨張弁等の減圧装置と接続させるための出口側ユニオン16が設けられている。
【0028】そして、水道水用入口側ヘッダ13には、折り曲げられた円管形状の入口側配管21が接続され、水道水用出口側ヘッダ14には、折り曲げられた円管形状の出口側配管22が接続されている。
【0029】アルミ押出しチューブ2は、本発明の冷媒用多穴管に相当するもので、図1に示したように、押し出し性の良好な金属(例えばアルミニウムを主成分とする金属)よりなり、内部を水道水と熱交換する冷媒が流れる複数の冷媒通路23を有している。
【0030】複数の冷媒通路23は、通路の形成方向(図1において左右方向)よりも孔方向(図1において奥行き方向)の寸法が大きい丸穴形状の貫通孔である。なお、冷媒通路23内にインナーフィンが挿入されていても良い。
【0031】ステンレス成形チューブ3は、本発明の水用流路管に相当するもので、図1に示したように、アルミニウムよりも耐食性に優れた耐食性金属(例えばステンレスを主成分とする金属)よりなる一対のステンレス成形材4、5を張り合わせて内部に水道水通路24を形成した水道水用流路管である。
【0032】一対のステンレス成形材4、5のうちの一方のステンレス成形材4は、他方のステンレス成形材5の通路壁面との間に水道水通路24を形成するようにカップ形状に凹んだ凹状部25を有している。水道水通路24内には、アルミニウムよりも耐食性に優れた耐食性金属(例えばステンレス)よりなる波形形状のインナーフィン6が挿入されている。
【0033】〔第1実施形態の製造方法〕次に、本実施形態の熱交換器1の製造方法を図1および図2に基づいて簡単に説明する。
【0034】先ず、純アルミニウム系の金属材料を多穴管押出し用ダイス(図示せず)内に入れて熱間押出し成形することによって、偏平な長円形状で、多穴管形状のアルミ押出しチューブ2を製作している。なお、アルミ押出しチューブ2に形成される複数の冷媒通路23は、内部を流れる冷媒に対する耐圧性を向上させるために丸穴形状に成形される。
【0035】一方、波形(コルゲート)形状に一対のフィン用ローラ成形機(図示せず)間を通して成形したインナーフィン6を、一対のチューブ用ローラ成形機(図示せず)間を通してカップ状に成形した一対のステンレス成形材4、5の間に挿入する。
【0036】そして、板厚が約50μmの銅ろう材箔(図示せず)を、ステンレス成形材4、5とインナーフィン6との間に挿入し、一対のステンレス成形材4、5の両端部同士を、プレス成形によってステンレス成形材4の平板形状の短片部26をステンレス成形材5の横U字形状の長片部27によってかしめて挟み込んで固定した後に、銅ろう材箔をろう材として接合することでステンレス成形チューブ3が製作される。
【0037】そして、アルミニウムの薄いろう材箔(図示せず)をアルミ押出しチューブ2の接合面とステンレス成形チューブ3の接合面との間に挿入して、アルミ押出しチューブ2の接合面とステンレス成形チューブ3の接合面とをノコロックろう付け法または真空ろう付け法を用いて熱的に密に接合する。
【0038】ここで、アルミニウムろう材箔は、銅ろう材箔よりも低融点のため、先にステンレス成形チューブ3のろう付けを行った後に、アルミ押出しチューブ2とステンレス成形チューブ3とのろう付けを行っても、銅ろう材が溶け出すことはなく、ステンレス成形チューブ3の接合強度が低下することはない。
【0039】次に、図2(a)、(b)に示したように、冷媒用入口側タンク11、冷媒用出口側タンク12をアルミニウム製の筒材によって製作し、その筒材にアルミ押出しチューブ2の端部を挿入することが可能な縦長の長円形穴(図示せず)を開けて、その縦長の長円形穴内にアルミ押出しチューブ2の端部を差し込んでアルミ一体ろう付けによって、アルミ押出しチューブ2の図示左端部と冷媒用入口側タンク11とを接合し、且つアルミ押出しチューブ2の図示右端部と冷媒用出口側タンク12とを接合する。
【0040】また、水道水用入口側ヘッダ13、水道水用出口側ヘッダ14を銅製の筒材によって製作し、ステンレス成形チューブ3の端部に挿入してトーチろう付けによって、ステンレス成形チューブ3の図示右端部と水道水用入口側ヘッダ13とを接合し、且つステンレス成形チューブ3の図示左端部と水道水用出口側ヘッダ14とを接合することで熱交換器1を製造する。
【0041】〔第1実施形態の作用〕次に、本実施形態の熱交換器1の作用を図1および図2に基づいて簡単に説明する。
【0042】冷媒圧縮機の吐出口より吐出された高温、高圧の冷媒ガスは、冷媒配管を通って冷媒用入口側タンク11内に流入する。そして、冷媒用入口側タンク11内に流入した冷媒ガスは、アルミ押出しチューブ2に形成された複数の冷媒通路23内に流入して冷媒通路23を通過する際に水道水と熱交換して冷却される。そして、冷媒ガスは、冷媒用出口側タンク12内に流入した後に、冷媒配管を介して膨張弁等の減圧装置に向かう。
【0043】一方、水道管より入口側配管21を通って水道水用入口側ヘッダ13内に流入した水道水は、ステンレス成形チューブ3の水道水通路24内に流入して、水道水通路24を通過する際に冷媒ガスと熱交換して加熱されて温水となる。そして、温水は、水道水用出口側ヘッダ14内に流入した後に、出口側配管22を通って風呂または台所等の給湯場所に向かう。
【0044】〔第1実施形態の効果〕以上のように、本実施形態の熱交換器1は、純アルミニウム系の金属材料よりも耐食性に優れたステンレス成形材4、5をインナーフィン6を挟み込んだ状態でろう付けにより接合することで、内部に水道水通路24を有するステンレス成形チューブ3を構成することによって、水道水中に含まれる塩素に対するステンレス成形材4、5の通路壁、インナーフィン6の表面およびろう材としての銅ろう材箔の耐腐食性を、純アルミニウム系の金属材料を用いたものと比較して飛躍的に向上することができる。
【0045】また、冷媒用流路管としては、冷媒ガスとして二酸化炭素(CO2 )ガスを使用した場合には、フロン系の冷媒ガスを使用したものと比較して高耐圧性を確保する必要があるが、本実施形態では、純アルミニウム系の金属材料を押出し成形して複数の冷媒通路23を有するアルミ押出しチューブ2を構成することによって、冷媒用流路管の高耐圧性を確保することができる。
【0046】〔第2実施形態〕図3は本発明の第2実施形態を示したもので、熱交換器用チューブを示した図である。
【0047】本実施形態の熱交換器用チューブ7は、2個の部品に分割して構成したもので、純アルミニウム系の金属材料よりも耐食性に優れた銅材料をプレス成形(ローラ成形)することによって製作された所定の形状の銅成形部材31と、銅材料を押出し成形することによって製作された偏平化した銅成形チューブ32とから構成して、その銅成形チューブ32内に銅成形部材31を挿入して銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0048】銅成形部材31は、本発明の金属成形部材に相当するもので、平板状の基板部34、この基板部34の一端面から一方側(図示上方側)に突出した複数の第1柱部(第1突条部)35、および基板部34の他端面から他方側(図示下方側)に突出した複数の第2柱部(第2突条部)36を有している。
【0049】銅成形チューブ32は、本発明の流路管に相当するもので、断面円形状の銅製チューブを横長の長円形状となるように潰すことで成形される。この銅成形チューブ32の通路壁面と銅成形部材31の基板部34の一端面との間には、複数の第1柱部35により区画された複数の冷媒通路(第1流体通路)37が形成されている。これらの冷媒通路37内には、冷媒(第1作動流体)が流れる。
【0050】また、銅成形チューブ32の通路壁面と銅成形部材31の基板部34の他端面との間には、複数の第2柱部36により区画された複数の水道水通路(第2流体通路)38が形成されている。これらの水道水通路38内には、水道水(第2作動流体)が流れる。
【0051】そして、本実施形態の熱交換器用チューブ7は、銅成形部材31を銅成形チューブ32の中に挿入して周囲を潰すことで、銅成形部材31と銅成形チューブ32の内表面(通路壁面)を密に組み付けて、その後に、銅ろう付けで熱的に密に接合する。なお、熱交換器用チューブ7の内部の接合面には、予めペースト状の銅ろう材を塗布しておく。また、押出し成形と同時に、型成型材を接合することで構成することもできる。
【0052】本実施形態においても、第1実施形態と同様な効果を達成できると共に、銅材料はアルミニウム材料に対して押出し性が低下するが、上記のような第1、第2柱部35、36を成形加工した銅成形部材31を銅成形チューブ32内に挿入することで、第1実施形態のアルミ押出しチューブ2と略同一の構造の高耐圧性の多穴管を容易に製作することができる。
【0053】〔第3実施形態〕図4は本発明の第3実施形態を示したもので、熱交換器用チューブを示した図である。
【0054】本実施形態の熱交換器用チューブ8は、3個の部品に分割して構成したもので、銅材料をプレス成形(ローラ成形)することによって製作された所定の形状の銅成形部材41と、銅材料をプレス成形(ローラ成形)することによって製作された一対の平板状蓋体42、43とから構成して、一対の平板状蓋体42、43間に銅成形部材41を挟み込んで銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0055】銅成形部材41は、本発明の金属成形部材に相当するもので、平板状の基板部44、この基板部44の一端面から一方側(図示上方側)に突出した複数の第1柱部(第1突条部)45、および基板部44の他端面から他方側(図示下方側)に突出した複数の第2柱部(第2突条部)46を有している。
【0056】一対の平板状蓋体42、43は、本発明の一対の金属板材に相当する。平板状蓋体42の通路壁面と銅成形部材41の基板部44の一端面との間には、複数の第1柱部45により区画された複数の冷媒通路(第1流体通路)47が形成されている。これらの冷媒通路47内には、冷媒(第1作動流体)が流れる。
【0057】また、平板状蓋体43の通路壁面と銅成形部材41の基板部44の他端面との間には、複数の第2柱部46により区画された複数の水道水通路(第2流体通路)48が形成されている。これらの水道水通路48内には、水道水(第2作動流体)が流れる。
【0058】〔第4実施形態〕図5および図6は本発明の第4実施形態を示したもので、図5は熱交換器の主要構成を示した図で、図6(a)は第2の銅押出し成形チューブを示した図で、(b)は熱交換器を示した図である。
【0059】本実施形態の熱交換器9は、第1実施形態と同様に、住宅の風呂や台所への給湯を行うヒートポンプ式給湯装置に使用され、冷媒圧縮機の吐出口から吐出された冷媒ガス(例えばCO2 ガス)と水道水とを熱交換して水道水を加熱する温水器である。
【0060】熱交換器9は、銅材料を押出し成形してなる第1の銅押出し成形チューブ(第1の金属成形チューブ)51と、銅材料を押出し成形してなる第2の銅押出し成形チューブ(第2の金属成形チューブ)52とから構成して、第1の銅押出し成形チューブ51と第2の銅押出し成形チューブ52とを2段に重ねて銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0061】第1の銅押出し成形チューブ51は、板厚が薄く、冷媒の流れ方向に向けて板長さが非常に長い多穴管である。この第1の銅押出し成形チューブ51には、内部を冷媒が流れる複数の冷媒通路53が形成されている。また、第2の銅押出し成形チューブ52は、板厚が薄く、水道水の流れ方向に向けて板長さが非常に長い多穴管である。この第2の銅押出し成形チューブ52には、内部を水道水が流れる複数の水道水通路54が形成されている。
【0062】〔第5実施形態〕図7は本発明の第5実施形態を示したもので、図7(a)は第2の銅押出し成形チューブを示した図で、(b)は熱交換器を示した図である。
【0063】本実施形態では、第4実施形態と同様にして、銅材料を押出し成形してなる第1の銅押出し成形チューブ51と、銅材料を押出し成形してなる第2の銅押出し成形チューブ52とから構成して、第1の銅押出し成形チューブ51と第2の銅押出し成形チューブ52とを2段に重ねて銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0064】そして、第2の銅押出し成形チューブ52の片側(第1の銅押出し成型チューブ51側に対して反対側)の表面には、水道水の流れを乱流化するために凸部55aと凹部55bとを交互に繰り返すような凹凸部55が設けられている。また、第2の銅押出し成形チューブ52の複数の水道水通路54の片側の通路壁面には、水道水の流れを乱流化するために凸部56aと凹部56bとを交互に繰り返すような凹凸部56が設けられている。このように、第2の銅押出し成形チューブ52の片側の通路壁面に凹凸部56を形成することにより、複数の水道水通路54内を通過する水道水の流れを乱すことができるので、水道水と冷媒との熱交換効率を向上することができる。
【0065】〔第6実施形態〕図8は本発明の第6実施形態を示したもので、図8(a)は第2の銅押出し成形チューブを示した図で、(b)は熱交換器を示した図である。
【0066】本実施形態では、第5実施形態と同様にして、銅材料を押出し成形してなる第1の銅押出し成形チューブ51と、銅材料を押出し成形してなる第2の銅押出し成形チューブ52とから構成して、第1の銅押出し成形チューブ51と第2の銅押出し成形チューブ52とを2段に重ねて銅ろう付け等の接合手段を用いて熱的に密に接合している。
【0067】本実施形態の第2の銅押出し成形チューブ52の両面には、凸部55aと凹部55bとを交互に繰り返すような凹凸部55が設けられている。また、第2の銅押出し成形チューブ52の複数の水道水通路54の両側の通路壁面には、凸部56aと凹部56bとを交互に繰り返すような凹凸部56が設けられている。このように、第2の銅押出し成形チューブ52の両側の通路壁面に凹凸部56を形成することにより、複数の水道水通路54内を通過する水道水の流れを、第5実施形態よりも更に乱すことができるので、水道水と冷媒との熱交換効率を更に向上することができる。
【0068】〔第7実施形態の構成〕図9ないし図11は本発明の第7実施形態を示したもので、図9は熱交換器の主要構成を示した図で、図10および図11は熱交換器の全体構成を示した図である。
【0069】本実施形態の熱交換器1は、第1実施形態と同様にヒートポンプ式給湯装置に使用され、冷媒用入口側タンク11と冷媒用出口側タンク12との間に接続されたアルミ押出しチューブ2と、水道水用入口側ヘッダ13と水道水用出口側ヘッダ14との間に接続されたステンレス成形チューブ3とを備え、これらのアルミ押出しチューブ2とステンレス成形チューブ3とをノコロックろう付けまたは真空ろう付け等の接合手段を用いて熱的に密に接合している。
【0070】そして、冷媒用入口側タンク11の一端部には、第1実施形態と同様に入口側ユニオン15が設けられ、また、冷媒用出口側タンク12の他端部には、第1実施形態と同様に出口側ユニオン16が設けられている。そして、水道水用入口側ヘッダ13には、第1実施形態と同様に入口側配管21が接続され、また、水道水用出口側ヘッダ14には、第1実施形態と同様に出口側配管22が接続されている。
【0071】アルミ押出しチューブ2は、本発明の冷媒用多穴管に相当するもので、例えばアルミニウム−マンガン(Al−Mn)系のアルミニウム合金よりなるチューブ芯材61を押出し成形することによって製造されて、内部に複数の冷媒通路23を有している。また、チューブ芯材61の表面には、チューブ芯材61よりも耐腐食性の劣るチューブ犠牲材62を形成している。そのチューブ犠牲材62は、例えばアルミニウム−亜鉛(Al−Zn)系のアルミニウム合金よりなる。
【0072】ステンレス成形チューブ3は、本発明の水用流路管に相当するもので、アルミニウム合金よりも耐食性に優れた耐食性金属(例えばステンレス:SUS)よりなる一対のステンレス成形材4、5を張り合わせて内部に水道水通路24を形成した水道水用流路管である。
【0073】一対のステンレス成形材4、5のうちの一方のステンレス成形材4には、カップ形状に凹んだ凹状部25が形成されている。なお、水道水通路24内には、アルミニウム合金よりも耐食性に優れた耐食性金属(例えばステンレス:SUS)よりなる波形形状のインナーフィン6が挿入されている。
【0074】〔第7実施形態の製造方法〕次に、本実施形態の熱交換器1の製造方法を図9ないし図11に基づいて簡単に説明する。
【0075】先ず、第1実施形態と同様にステンレス成形チューブ3を製作し、且つ第1実施形態と同様にアルミ押出しチューブ2(チューブ芯材61)を製作する。次に、チューブ芯材61の表面に、アルミニウム−亜鉛粉末を溶射で塗布した後に、板厚が約50μmのアルミニウムろう材箔をステンレス成形チューブ3とアルミ押出しチューブ2との間に挿入しておく。
【0076】そして、加熱炉(窒素雰囲気)中で、アルミニウムろう材箔の融点よりも高く、チューブ芯材61の融点よりも低いろう付け温度でアルミニウムろう材箔を加熱溶融させることによって、アルミ押出しチューブ2とステンレス成形チューブ3とがろう付け接合される。このろう付け接合時に、チューブ芯材61に塗布されたアルミニウム−亜鉛粉末中の亜鉛原子がアルミニウム合金の表面に拡散する。これにより、チューブ芯材61の表面にチューブ犠牲材62が形成される。
【0077】なお、アルミ押出しチューブ2の表面とステンレス成形チューブ3の表面との接合は、薄いアルミニウムろう材箔または銅ろう材箔をアルミ押出しチューブ2とステンレス成形チューブ3との間に挿入し、ノコロックろう付け法、あるいは真空ろう付け法で接合しても良い。また、アルミ押出しチューブ2とステンレス成形チューブ3とは、高熱伝導接着材で接合しても良い。
【0078】〔第7実施形態の特徴〕ここで、ステンレス成形チューブ3内において何らかの内部腐食が発生し、更に腐食が進行してステンレス成形チューブ3の水道水通路24から水道水が漏れ出し、この漏れ出した水道水がアルミ押出しチューブ2を腐食させる可能性がある。
【0079】そして、アルミ押出しチューブ2の冷媒通路23とステンレス成形チューブ3の水道水通路24とが貫通すると、冷媒の方が水道水よりも圧力が高いために、アルミ押出しチューブ2からステンレス成形チューブ3への冷媒漏れが生じる可能性がある。この場合には、冷媒中に溶けているコンプレッサオイルが水道水側のステンレス成形チューブ3に入ってしまい、飲料用として不適な水道水となるという問題が生じる。
【0080】そこで、上記の問題を解決する目的で、本実施形態の熱交換器1では、アルミ押出しチューブ2の表面に、チューブ芯材61に対して耐食性の劣るチューブ犠牲材62を設けている。これにより、アルミ押出しチューブ2のチューブ芯材61に対してチューブ犠牲材62の部位の電位が例えば100mV下がるので、水道水が作用してこの部分で局部電池が形成されたとすると、この電位の低いチューブ犠牲材62が選択的に腐食することになる。
【0081】その結果、熱交換器1の熱交換部を構成するアルミ押出しチューブ2の冷媒通路23とステンレス成形チューブ3の水道水通路24とが貫通することなく、水道水は外に流れるため、これを何らかの方法で検出すれば、冷媒が水道水回路に混入することはない。これにより、冷媒中に溶けているコンプレッサオイルが水道水側の押出成形物に入ってしまい、飲料用として不適な水となるという問題を回避できる。
【0082】〔第8実施形態〕図12は本発明の第8実施形態を示したもので、熱交換器の主要構成を示した図である。
【0083】本実施形態では、熱交換器用冷媒チューブをステンレス成形チューブからアルミ押出しチューブ63に変更している。このアルミ押出しチューブ63は、例えばアルミニウム−マンガン系のアルミニウム合金を、多穴管押出し用ダイス(図示せず)内に入れて熱間押出し成形することによって、偏平な長円形状で、多穴管形状の冷媒用流路管を製作している。なお、アルミ押出しチューブ63に形成される複数の冷媒通路64は、略方形状で、複数の柱部65によって区画されている。
【0084】〔第9実施形態〕図13は本発明の第9実施形態を示したもので、熱交換器の主要構成を示した図である。
【0085】本実施形態では、水道水側のアルミ押出しチューブ2と冷媒側のアルミ押出しチューブ63とのろう付けに用いるフラックス粉末(例えばフッ素系のフラックス)の中に亜鉛粉末を入れることで、アルミ押出しチューブ2とアルミ押出しチューブ63との接合部のみに、各チューブのチューブ芯材よりも耐食性が悪く、チューブ芯材よりも電位的に低い(卑な)亜鉛拡散層66を形成している。その亜鉛拡散層66は、アルミニウム−亜鉛系のアルミニウム合金よりなる。
【0086】アルミ押出しチューブ2とアルミ押出しチューブ63とをろう付けする際には、アルミ押出しチューブ2とアルミ押出しチューブ63との間に、例えば板厚が50μmのアルミニウム−亜鉛系のアルミニウム合金よりなるアルミニウムろう材箔(図示せず)を介在させた状態で、加熱炉(窒素雰囲気)中にて、アルミニウムろう材箔の融点以上のろう付け温度で加熱溶融させることにより、アルミ押出しチューブ2とアルミ押出しチューブ63とがろう付け接合される。
【0087】このろう付け接合時に、アルミ押出しチューブ2とアルミ押出しチューブ63との接合部に、アルミニウムろう材箔中の亜鉛原子が接合部に拡散する。これにより、アルミ押出しチューブ2とアルミ押出しチューブ63との接合部に亜鉛拡散層(チューブ犠牲層)66が形成される。
【0088】〔他の実施形態〕本実施形態では、アルミ押出しチューブ2とステンレス成形チューブ3とをろう付けにより接合した例を説明したが、アルミ押出しチューブ2とステンレス成形チューブ3とを高熱伝導接着剤、高熱伝導シートで接着するようにしても良い。また、その他に、半田付けまたは溶接等の接合手段を用いても良い。
【0089】本実施形態では、ステンレスをカップ状に成形することによりステンレス成形チューブ3を製作したが、銅材料をカップ状に成形することにより銅成形チューブを製作しても良い。また、本実施形態では、銅材料を成形することにより銅成形チューブ32および一対の平板状蓋体42、43を製作したが、ステンレスを成形することにより偏平な長円形状のステンレス成形チューブまたは一対の平板状蓋体を製作しても良い。
【0090】本実施形態では、アルミ押出しチューブ2の冷媒通路23、第1の銅押出し成形チューブ51の冷媒通路53、第2の銅押出し成形チューブ52の水道水通路54の断面形状を高耐圧性を考慮して円形状に形成したが、アルミ押出しチューブ2の冷媒通路23、第1の銅押出し成形チューブ51の冷媒通路53、第2の銅押出し成形チューブ52の水道水通路54の断面形状を矩形状、三角形状、H字形状等に形成しても良い。
【図面の簡単な説明】
【図1】熱交換器の主要構成を示した断面図である(第1実施形態)。
【図2】(a)は熱交換器の全体構成を示した平面図で、(b)は熱交換器の全体構成を示した正面図である(第1実施形態)。
【図3】熱交換器用チューブを示した断面図である(第2実施形態)。
【図4】熱交換器用チューブを示した断面図である(第3実施形態)。
【図5】熱交換器の主要構成を示した断面図である(第4実施形態)。
【図6】(a)は第2の銅押出し成形チューブを示した斜視図で、(b)は熱交換器を示した断面図である(第4実施形態)。
【図7】(a)は第2の銅押出し成形チューブを示した斜視図で、(b)は熱交換器を示した断面図である(第5実施形態)。
【図8】(a)は第2の銅押出し成形チューブを示した斜視図で、(b)は熱交換器を示した断面図である(第6実施形態)。
【図9】熱交換器の主要構成を示した断面図である(第7実施形態)。
【図10】熱交換器の全体構成を示した平面図である(第7実施形態)。
【図11】熱交換器の全体構成を示した正面図である(第7実施形態)。
【図12】熱交換器の主要構成を示した断面図である(第8実施形態)。
【図13】熱交換器の主要構成を示した断面図である(第9実施形態)。
【符号の説明】
1 熱交換器
2 アルミ押出しチューブ(冷媒用多穴管)
3 ステンレス成形チューブ(水用流路管)
6 インナーフィン
7 熱交換器用チューブ
8 熱交換器用チューブ
9 熱交換器
23 冷媒通路
24 水道水通路
31 銅成形部材(金属成形部材)
32 銅成形チューブ(流路管)
34 基板部
35 第1柱部
36 第2柱部
37 冷媒通路(第1流体通路)
38 水道水通路(第2流体通路)
41 銅成形部材(金属成形部材)
42 平板状蓋体(金属板材)
43 平板状蓋体(金属板材)
44 基板部
45 第1柱部
46 第2柱部
47 冷媒通路(第1流体通路)
48 水道水通路(第2流体通路)
51 第1の銅押出し成形チューブ(第1の金属成形チューブ)
52 第2の銅押出し成形チューブ(第2の金属成形チューブ)
53 冷媒通路
54 水道水通路
61 チューブ芯材
62 チューブ犠牲材
63 アルミ押出しチューブ
64 冷媒通路
65 柱部
66 亜鉛拡散層(チューブ犠牲層)
【特許請求の範囲】
【請求項1】(a)成形性に優れた金属材によって成形された第1チューブ部材と、(b)水に対する耐食性が良好な金属材によって成形されて、水路を形成した第2チューブ部材と、(c)前記第1チューブ部材と前記第2チューブ部材とを熱的に密に接合するための接合手段とを備えた熱交換器。
【請求項2】請求項1に記載の熱交換器において、前記接合手段は、前記第1チューブ部材と前記第2チューブ部材とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を有することを特徴とする熱交換器。
【請求項3】(a)高温、高圧の冷媒が内部を流れ、押し出し成形によって成形される冷媒管と、(b)内部を水道水が流れ、水道水に対して耐食性に優れた材料から成形される水用流路管と、(c)前記冷媒管と前記水用流路管とを熱的に密に接合するための接合手段とを備えた熱交換器。
【請求項4】請求項3に記載の熱交換器において、前記冷媒管の表面には、前記冷媒管の芯材に対して、電位の低い犠牲材層が設けられたことを特徴とする熱交換器。
【請求項5】請求項3に記載の熱交換器において、前記接合手段は、前記冷媒管と前記水用流路管とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を有することを特徴とする熱交換器。
【請求項6】(a)アルミニウム材を押出し成形することにより設けられて、内部に複数の冷媒通路を形成した多穴管と、(b)この多穴管よりも耐食性に優れた金属材を成形することにより設けられて、内部に水路を形成した水用流路管と、(c)前記多穴管と前記水用流路管とを熱的に密に接合するための接合手段とを備えた熱交換器。
【請求項7】請求項6に記載の熱交換器において、前記多穴管の表面には、前記多穴管の芯材に対して、電位の低い犠牲材層が設けられたことを特徴とする熱交換器。
【請求項8】請求項6に記載の熱交換器において、前記接合手段は、前記多穴管と前記水用流路管とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を有することを特徴とする熱交換器。
【請求項9】請求項1ないし請求項8のうちいずれかに記載の熱交換器において、前記水用流路管の水路内には、耐食性に優れた金属材を成形することにより設けられた略波形形状のインナーフィンが挿入されて接合されていることを特徴とする熱交換器。
【請求項10】(a)耐食性に優れた金属材を成形することにより設けられて、内部を第1作動流体が流れる複数の第1流体通路を有する第1の金属成形チューブと、(b)耐食性に優れた金属材を成形することにより設けられて、内部を第2作動流体が流れる複数の第2流体通路を有する第2の金属成形チューブと、(c)前記第1の金属成形チューブと前記第2の金属成形チューブとを2段に重ねて熱的に密に接合するための接合手段とを備えた熱交換器。
【請求項11】請求項10に記載の熱交換器用チューブにおいて、前記第1の金属成形チューブまたは前記第2の金属成形チューブのいずれか一方の金属成形チューブの通路壁面に凹凸部を設けたことを特徴とする熱交換器用チューブ。
【請求項12】請求項10または請求項11に記載の熱交換器において、前記第1の金属成形チューブまたは前記第2の金属成形チューブのいずれか一方の金属成形チューブの表面には、その一方の金属成形チューブの芯材に対して、電位の低い犠牲材層が設けられたことを特徴とする熱交換器。
【請求項13】請求項10または請求項11に記載の熱交換器において、前記接合手段は、前記第1の金属成形チューブと前記第2の金属成形チューブとを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を有することを特徴とする熱交換器。
【請求項14】(a)耐食性に優れた金属材を押出し成形することにより設けられた偏平な流路管と、(b)この流路管内に挿入され、耐食性に優れた金属材を成形することにより設けられた金属成形部材と、(c)前記流路管と前記金属成形部材とを熱的に密に接合するための接合手段とを備えた熱交換器用チューブ。
【請求項15】請求項14に記載の熱交換器用チューブにおいて、前記金属成形部材は、平板状の基板部、この基板部の一端面から一方側に突出した複数の第1柱部、および前記基板部の他端面から前記複数の第1柱部に対して逆側に突出した複数の第2柱部を有し、前記流路管は、前記基板部の一端面との間に前記複数の第1柱部により区画されて内部を第1作動流体が流れる複数の第1流体通路を有し、且つ前記基板部の他端面との間に前記複数の第2柱部により区画されて内部を第2作動流体が流れる複数の第2流体通路を有することを特徴とする熱交換器用チューブ。
【請求項16】(a)耐食性に優れた金属材を成形することにより設けられた一対の金属板材と、(b)これらの一対の金属板材間に挟み込まれ、耐食性に優れた金属材を成形することにより設けられた金属成形部材と、(c)前記一対の金属板材と前記金属成形部材とを熱的に密に接合するための接合手段とを備えた熱交換器用チューブ。
【請求項17】請求項16に記載の熱交換器用チューブにおいて、前記金属成形部材は、平板状の基板部、この基板部の一端面から一方側に突出した複数の第1柱部、および前記基板部の他端面から前記複数の第1柱部に対して逆側に突出した複数の第2柱部を有し、前記一対の金属板材のうちの一方の金属板材は、前記基板部の一端面との間に前記複数の第1柱部により区画されて内部を第1作動流体が流れる複数の第1流体通路を有し、前記一対の金属板材のうちの他方の金属板材は、前記基板部の他端面との間に前記複数の第2柱部により区画されて内部を第2作動流体が流れる複数の第2流体通路を有することを特徴とする熱交換器用チューブ。
【請求項1】(a)成形性に優れた金属材によって成形された第1チューブ部材と、(b)水に対する耐食性が良好な金属材によって成形されて、水路を形成した第2チューブ部材と、(c)前記第1チューブ部材と前記第2チューブ部材とを熱的に密に接合するための接合手段とを備えた熱交換器。
【請求項2】請求項1に記載の熱交換器において、前記接合手段は、前記第1チューブ部材と前記第2チューブ部材とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を有することを特徴とする熱交換器。
【請求項3】(a)高温、高圧の冷媒が内部を流れ、押し出し成形によって成形される冷媒管と、(b)内部を水道水が流れ、水道水に対して耐食性に優れた材料から成形される水用流路管と、(c)前記冷媒管と前記水用流路管とを熱的に密に接合するための接合手段とを備えた熱交換器。
【請求項4】請求項3に記載の熱交換器において、前記冷媒管の表面には、前記冷媒管の芯材に対して、電位の低い犠牲材層が設けられたことを特徴とする熱交換器。
【請求項5】請求項3に記載の熱交換器において、前記接合手段は、前記冷媒管と前記水用流路管とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を有することを特徴とする熱交換器。
【請求項6】(a)アルミニウム材を押出し成形することにより設けられて、内部に複数の冷媒通路を形成した多穴管と、(b)この多穴管よりも耐食性に優れた金属材を成形することにより設けられて、内部に水路を形成した水用流路管と、(c)前記多穴管と前記水用流路管とを熱的に密に接合するための接合手段とを備えた熱交換器。
【請求項7】請求項6に記載の熱交換器において、前記多穴管の表面には、前記多穴管の芯材に対して、電位の低い犠牲材層が設けられたことを特徴とする熱交換器。
【請求項8】請求項6に記載の熱交換器において、前記接合手段は、前記多穴管と前記水用流路管とを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を有することを特徴とする熱交換器。
【請求項9】請求項1ないし請求項8のうちいずれかに記載の熱交換器において、前記水用流路管の水路内には、耐食性に優れた金属材を成形することにより設けられた略波形形状のインナーフィンが挿入されて接合されていることを特徴とする熱交換器。
【請求項10】(a)耐食性に優れた金属材を成形することにより設けられて、内部を第1作動流体が流れる複数の第1流体通路を有する第1の金属成形チューブと、(b)耐食性に優れた金属材を成形することにより設けられて、内部を第2作動流体が流れる複数の第2流体通路を有する第2の金属成形チューブと、(c)前記第1の金属成形チューブと前記第2の金属成形チューブとを2段に重ねて熱的に密に接合するための接合手段とを備えた熱交換器。
【請求項11】請求項10に記載の熱交換器用チューブにおいて、前記第1の金属成形チューブまたは前記第2の金属成形チューブのいずれか一方の金属成形チューブの通路壁面に凹凸部を設けたことを特徴とする熱交換器用チューブ。
【請求項12】請求項10または請求項11に記載の熱交換器において、前記第1の金属成形チューブまたは前記第2の金属成形チューブのいずれか一方の金属成形チューブの表面には、その一方の金属成形チューブの芯材に対して、電位の低い犠牲材層が設けられたことを特徴とする熱交換器。
【請求項13】請求項10または請求項11に記載の熱交換器において、前記接合手段は、前記第1の金属成形チューブと前記第2の金属成形チューブとを接合するろう材、およびこのろう材に混合された亜鉛よりなる亜鉛拡散層を有することを特徴とする熱交換器。
【請求項14】(a)耐食性に優れた金属材を押出し成形することにより設けられた偏平な流路管と、(b)この流路管内に挿入され、耐食性に優れた金属材を成形することにより設けられた金属成形部材と、(c)前記流路管と前記金属成形部材とを熱的に密に接合するための接合手段とを備えた熱交換器用チューブ。
【請求項15】請求項14に記載の熱交換器用チューブにおいて、前記金属成形部材は、平板状の基板部、この基板部の一端面から一方側に突出した複数の第1柱部、および前記基板部の他端面から前記複数の第1柱部に対して逆側に突出した複数の第2柱部を有し、前記流路管は、前記基板部の一端面との間に前記複数の第1柱部により区画されて内部を第1作動流体が流れる複数の第1流体通路を有し、且つ前記基板部の他端面との間に前記複数の第2柱部により区画されて内部を第2作動流体が流れる複数の第2流体通路を有することを特徴とする熱交換器用チューブ。
【請求項16】(a)耐食性に優れた金属材を成形することにより設けられた一対の金属板材と、(b)これらの一対の金属板材間に挟み込まれ、耐食性に優れた金属材を成形することにより設けられた金属成形部材と、(c)前記一対の金属板材と前記金属成形部材とを熱的に密に接合するための接合手段とを備えた熱交換器用チューブ。
【請求項17】請求項16に記載の熱交換器用チューブにおいて、前記金属成形部材は、平板状の基板部、この基板部の一端面から一方側に突出した複数の第1柱部、および前記基板部の他端面から前記複数の第1柱部に対して逆側に突出した複数の第2柱部を有し、前記一対の金属板材のうちの一方の金属板材は、前記基板部の一端面との間に前記複数の第1柱部により区画されて内部を第1作動流体が流れる複数の第1流体通路を有し、前記一対の金属板材のうちの他方の金属板材は、前記基板部の他端面との間に前記複数の第2柱部により区画されて内部を第2作動流体が流れる複数の第2流体通路を有することを特徴とする熱交換器用チューブ。
【図1】


【図2】
【図12】
【図3】
【図4】
【図6】
【図7】
【図5】
【図8】
【図9】
【図10】
【図11】
【図13】
【図2】
【図12】
【図3】
【図4】
【図6】
【図7】
【図5】
【図8】
【図9】
【図10】
【図11】
【図13】
【公開番号】特開2001−153571(P2001−153571A)
【公開日】平成13年6月8日(2001.6.8)
【国際特許分類】
【出願番号】特願2000−9646(P2000−9646)
【出願日】平成12年1月19日(2000.1.19)
【出願人】(000004260)株式会社デンソー (27,639)
【出願人】(000003687)東京電力株式会社 (2,580)
【出願人】(000173809)財団法人電力中央研究所 (1,040)
【Fターム(参考)】
【公開日】平成13年6月8日(2001.6.8)
【国際特許分類】
【出願日】平成12年1月19日(2000.1.19)
【出願人】(000004260)株式会社デンソー (27,639)
【出願人】(000003687)東京電力株式会社 (2,580)
【出願人】(000173809)財団法人電力中央研究所 (1,040)
【Fターム(参考)】
[ Back to top ]