
熱伝導促進用金属が含まれている器具及びそのコーティング方法
【課題】加熱して用いる器具のコーティング層の熱伝導性の向上を図る。
【解決手段】本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、前記三重コーティング層で下塗層のコーティング液はポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、中塗層のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有するようにし、前記の各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコーティング層表面に前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成される。
【解決手段】本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、前記三重コーティング層で下塗層のコーティング液はポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、中塗層のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有するようにし、前記の各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコーティング層表面に前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱伝導促進用金属が含まれている器具及びそのコーティング方法に関するものであり、より詳しくは、熱伝導性が高い金属粉末を選択的に塗布して器具の各コーティング層の境界を選択的に熱処理してコーティングすることにより、器具の熱伝導性が向上されるようにする熱伝導促進用金属が含まれている器具及びそのコーティング方法に関するものである。
【背景技術】
【0002】
表面をコーティングする必要がある一般的な器具の殆どはアルミニウムのような金属からなり、初期には金属のみからなる器具も使用していたが、使用に際して、例えば、台所用器具の場合は飲食物を調理する場合や、又はそれ以外の場合に前記器具の表面に傷が付く等の問題が発生し、これを防ぐためにコーティング液を表面に塗布してコーティング層が前記表面に形成されるようにした器具が開発された。それ以来、様々な種類のコーティング液に加え、様々な形態のコーティング層が表面に形成された器具が登場した。
【0003】
その中でも、器具の表面に下塗層と中塗層、及び上塗層が順に積層されてコーティング層を形成する、別名三重コーティングが広く用いられるようになった。
【0004】
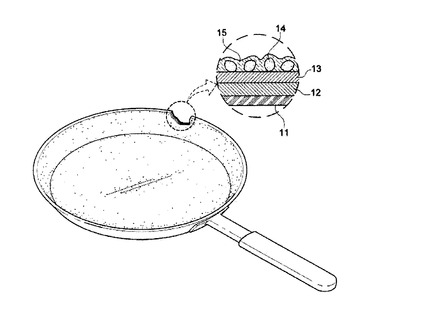
即ち、図1に示すように、器具の表面に塗布されている三重コーティング層は、成形金属層11上にコーティングして下塗層12を形成した後、1次加熱乾燥作業を行い、再度コーティングして中塗層13を形成した後、2次加熱乾燥作業を行ってコーティング面を完全に硬化した状態にしてから、別途、鉱物性粒子14を中塗層13上に塗布して構成する。
【0005】
そして、鉱物性粒子14と中塗層13上に再度コーティングして上塗層15を形成して三重コーティング層を完成する。
【0006】
また、下塗層12又は中塗層13が部分的に乾燥した状態又は十分に湿った状態で色が異なるスパッター(spatter)インクをその上に塗布して連続的に小さい球形体からなる不連続コーティング層を形成し、その上に上塗層15を形成することにより、前記の不連続コーティング層が三重コーティング層において多色模様を表出するが、それ自体が若干突出しているため器具の表面に傷が付くことも防ぐ三重コーティング層が開発された。このように三重コーティングされた器具が台所で使用される器具の代表として用いられてきた。
【0007】
ところで、コーティング層の説明をするのに前記の形態の台所器具を代表として説明したが、器具表面における全てのコーティング層は、前の記載では、器具の表面を保護するとか、美的感覚を表現する役割のみに留まり、コーティング層を成している組成成分自体が人体に及ぼす影響については特に言及していない。人が摂取する飲食物を料理する際には、前記飲食物の原材料が台所器具の表面に形成されているコーティング層と必ず接触するので、前記の台所器具のコーティング層成分が飲食物の原材料に、少なくとも何らかの影響を与える事実を看過することはできない。
【0008】
調理器具は人が摂取する飲食物を調理する器具のため、耐摩耗性を満たすための物理的特性も重要だが、何よりも調理される飲食物に有益な影響を及ぼす抗菌、殺菌等の特性を有することがより重要である。それにもかかわらず、前記の従来のコーティング層は耐摩耗性等の物理的性質の改善にのみ限定され、コーティング層の組成成分自体には、上記の人体に対して有益な特性を全く有しないとの問題点がある。
【0009】
また、耐摩耗性を満たすための三重コーティングは、熱伝導性が低下するにつれ、調理待機時間、すなわち予熱時間が長くなり、調理の効率が落ちるという問題点がある。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は前記の問題点を解決するために案出されたものであり、本発明の目的は、熱伝導性が高い金属である金及び銀のいずれかを選択して各コーティング層の境界に選択的にコーティングすることにより、各コーティング層の熱伝導性を向上させることにある。
【0011】
また、器具の表面である上塗層上に点状に塗布されたインク顔料の金属コーティング層が上部に向かって十分に突出しているため、耐スクラッチ性及び耐摩耗性を向上させることにある。
【0012】
そして、金または銀の金属コーティング層によって熱反応効果を調理器具に付加することにある。
【課題を解決するための手段】
【0013】
このような目的を達成するために、本発明の熱伝導促進用金属が含まれている器具は、下塗層、中塗層及び上塗層が表面に順に積層されて三重コーティング層を形成した器具において、前記三重コーティング層における下塗層のコーティング液はポリアミドのNMP(N−メチル−2−ピロリドン)溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、中塗層のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、上塗層のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有するようにし、前記の各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコート表面に前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにすることを特徴とする。
【0014】
本発明によると、前記の三重コーティング層における下塗層のコーティング液はポリアミドのNMP溶液16.8重量%水4.1重量%、PTFE分散液67.2重量%、カーボンブラック分散液3.5重量%、シリカ分散液8.4重量%の組成を有し、中塗層のコーティング液はPTFE分散液81.5重量%、水9.22重量%、芳香族炭化水素3.14重量%、トリエチルアミン0.46重量%、オレイン酸0.46重量%、界面活性剤0.33重量%、カーボンブラック分散液3.35重量%、雲母1.54重量%の組成を有し、上塗層のコーティング液はPTFE分散液89.25重量%、水6.53重量%、芳香族炭化水素1.09重量%、トリエチルアミン0.32重量%、オレイン酸0.32重量%、界面活性剤0.25重量%、雲母2.24重量%の組成を有する。
【0015】
本発明によると、前記金属粉末は金及び銀から選択されたいずれかである。
【0016】
本発明によると、前記金属粉末は一辺が1nm〜1mmの長さを有する薄膜形態の粉末からなる。
【0017】
本発明によると、前記下塗層又は中塗層、或いは上塗層のそれぞれのコーティング液100重量部に対して金属粉末が0.05〜5重量部で使用される。
【0018】
本発明によると、上塗層を塗布せず中塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を組成する。
【0019】
本発明によると、中塗層を塗布せず下塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を形成する。
【0020】
本発明によると、前記インク顔料のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、無機顔料分散液の組成を有する。
【0021】
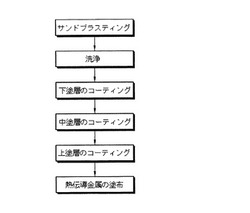
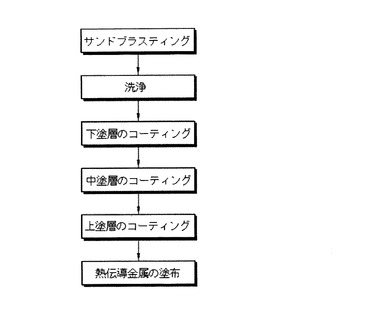
本発明の熱伝導促進用金属が含まれている器具のコーティング方法は、コーティングが必要な器具の表面をサンドブラスティングして表面積を増加させる段階と;器具の表面を洗浄する段階と;下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;前記下塗層上に熱伝導金属粉末を含有したインク顔料を噴射した後、405〜415℃で20分間熱処理して不規則な模様の凹凸からなる金属コーティング層を形成する段階;からなる。
【0022】
本発明の熱伝導促進用金属が含まれている器具のコーティング方法は、コーティングが必要な器具の表面をサンドブラスティングして表面積を増加させる段階と;器具の表面を洗浄する段階と;下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布して濡れている状態の中塗層を形成した後、前記中塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を形成した後、405〜415℃で20分間熱処理する段階;からなる。
【0023】
本発明の熱伝導促進用金属が含まれている器具のコーティング方法は、コーティングが必要な器具の表面にサンドブラスティングして表面積を増加させる段階と;器具の表面を洗浄する段階と;下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間乾燥する段階と;中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布して濡れている状態の中塗層を形成した後、前記中塗層上に上塗層コーティング液を8〜12μmの厚さで塗布して上塗層を形成し、200〜300℃で15分間乾燥する段階と;乾燥した前記上塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を形成した後、405〜415℃で20分間熱処理する段階;からなる。
【0024】
本発明によると、前記下塗層、中塗層、上塗層上に形成された熱伝導用金属コーティング層の上部に透明な不連続コーティング層をさらに含むことができる。
【発明の効果】
【0025】
上述の通り、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、熱伝導性が高い金属である金及び銀のいずれかを選択して各コーティング層の境界に選択的にコーティングすることにより、各コーティング層側への熱伝達性を向上させて調理器具の予熱時間を短くし迅速な調理を可能にし、調理時にガス使用量を節約できるため、予熱時間の短縮によるガス発熱量を減少させることができるという効果がある。
【0026】
また、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、器具の表面である上塗層上に点状に塗布されたインク顔料の金属コーティング層が上部に向って十分に突出しているため、例えば調理器具に用いる場合は、スクラッチ(scratch)現象が起こらない耐スクラッチ性及び耐磨耗性が良くなり、これによって傷が発生しなくなることから、器具を使用した後の洗浄力が向上するという効果がある。
【0027】
さらに、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、金又は銀コーティングによって高い電気伝導性及び高い熱伝導性、殺菌作用、抗菌作用、脱臭効果、陰イオン発生、浄水効果を備えた調理器具を提供できるという効果がある。
【図面の簡単な説明】
【0028】
【図1】従来技術にかかる器具のコーティング状態を表した斜視図
【図2】本発明にかかる器具のコーティング段階を表したフローチャート
【図3】本発明にかかる器具を表した斜視図
【図4】本発明にかかる器具のコーティング層を表した部分拡大断面図
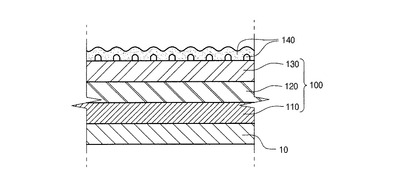
【図5】本発明にかかる器具のコーティング層の他の実施例を表した部分拡大断面図
【発明を実施するための形態】
【0029】
以下、本発明に添付した図面を参照して本発明の好ましい一実施例を詳しく説明する。
【0030】
先ず、図面中、同一な構成要素または部品はできるだけ同一な参照符号で表している。本発明を説明するに際して、関連する公知機能或いは構成に対する具体的な説明は、本発明の要旨を模糊にしないようにするために省略する。
【0031】
本明細書で使用されている用語「約」、「実質的に」等は、言及された意味に固有の製造及び物質許容誤差が提示されている場合は、その数値又はその数値に近接した意味で使用される。
【0032】
図2は本発明にかかる器具のコーティング段階を示したフローチャートであり、図3は本発明にかかる器具を示した斜視図であり、図4は本発明にかかる器具のコーティング層を示した部分拡大断面図であり、図5は本発明にかかる器具のコーティング層の他の実施例を示した部分拡大断面図である。
【0033】
先ず、図2〜図5に示すように、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は次の通りである。
【0034】
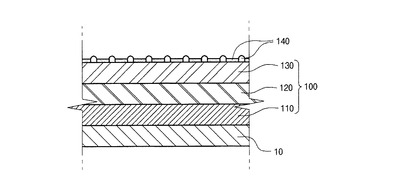
器具10の表面に下塗層110と中塗層120、及び上塗層130が順に積層されて三重コーティング層100を形成する。
【0035】
前記上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有し、前記各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコート表面に前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにする。
【0036】
前記金属粉末は、金、銀のような熱伝導性が高い金属からなる群から1以上選択される。
【0037】
本発明で塗布される金属粉末に使用する金属の熱伝導性、温度伝導性などを表1に示す。
【0038】
【表1】

【0039】
上記表に示した熱伝導性と温度伝導性が高い金又は銀を塗布することによって、調理器具に用いる場合は調理の待機時間と予熱時間が短縮され、調理の際に熱効性を向上させることができる。
【0040】
ここで、前記金属粉末は、通常の粉末形態からなることもあり、一辺の長さが1nm〜1mmを有する薄膜形態の粉末からなることもある。
【0041】
これは、粉末の形状を多様化して器具表面にコーティングされる金属コーティング層の美的効果を加味すると同時に、広さを持つ薄膜の金属粉末を通じてより向上した熱伝導性が保障されるようにする。
【0042】
そして、三重コーティング層を構成する各コーティング層のコーティング液の組成は、下記の通りである。
【0043】
前記の下塗層110のコーティング液は、ポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有する。
【0044】
具体的には、前記下塗層110のコーティング液は、ポリアミドのNMP溶液16.8重量%、水4.1重量%、PTFE分散液67.2重量%、カーボンブラック分散液3.5重量%、シリカ分散液8.4重量%の組成を有する。
【0045】
そして、中塗層120のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有する。
【0046】
具体的には、前記中塗層120コーティング液は、PTFE分散液81.5重量%、水9.22重量%、芳香族炭化水素3.14重量%、トリエチルアミン0.46重量%、オレイン酸0.46重量%、界面活性剤0.33重量%、カーボンブラック分散液3.35重量%、雲母1.54重量%の組成を有する。
さらに、上塗層130のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有する。
【0047】
具体的には、前記上塗層130のコーティング液は、PTFE分散液89.25重量%、水6.53重量%、芳香族炭化水素1.09重量%、トリエチルアミン0.32重量%、オレイン酸0.32重量%、界面活性剤0.25重量%、雲母2.24重量%の組成を有する。
【0048】
前記のような配合比性を有する下塗層110又は中塗層120、或いは、上塗層130の各コーティング液100重量部に対して金属粉末が0.05〜5重量部を使用するようにする。
【0049】
そして、下塗層110と中塗層120、及び上塗層130の積層は、多様な実施例で実施することができる。
【0050】
すなわち、通常、三重コーティング層100として形成したり、中塗層120と上塗層130が除外された下塗層110上に熱伝導金属粉末が含まれているインク顔料を直に塗布して金属コーティング層140を形成することもでき、上塗層130を塗布せず中塗層120上に熱伝導金属粉末が含有されているインク顔料を直に塗布して金属コーティング層140を形成することもでき、下塗層110と中塗層120に積層されている上塗層130上に熱伝導金属粉末が含有されているインク顔料を塗布して金属コーティング層140を形成することもできる。
【0051】
このように器具10の表面に三重コーティング100を積層するか、又は各コート110、120、130別に積層した後、熱伝導金属粉末を含有したインク顔料によって点状に塗布して熱伝導金属が該当コートの表面に不規則な模様の凹凸からなる金属コーティング層140を形成する。
【0052】
前記三重コーティング層100の各コートの厚さに伴い、突出する金属コーティング層140の厚さは10μm内外からなる。
【0053】
ここで、前記の金属コーティング層140を、下塗層110と中塗層120からなるコーティング層の前記中塗層120上に形成したり、又は下塗層110と上塗層130からなるコーティング層の前記上塗層130上に形成することもできる。
【0054】
さらに、前記の三重コーティングは一つの実施例に過ぎなく、水系フッ素樹脂の単一コーティング層、フッ素樹脂の二重コーティング層、フッ素樹脂の三重コーティング層、及び多重コーティング層等に金属粉末が塗布されるように用いることができ、このように様々なコーティングに用いられて塗布される金属コーティング層は、コーティング層を形成させるための全ての塗料製品、すなわち、シリコン油性塗料、油性フッ素樹脂塗料、セラミック塗料等を構成している組成物質の一つを添加することもできる。
【0055】
また、器具10の表面にコーティングされる三重コーティング層100の厚さは、全体が約35μm以上になって初めて耐久性が向上し、長く使用できるようになるが、実際には、曲面の厚さが一定しないために、20μm程度の厚さの三重コーティング層100が形成され不良率が増加することから、生産性まで低下するという問題に繋がるため、このようにインク顔料を三重コーティング層100の上塗層上に塗布して不連続コーティング140を形成すると、40μm以上の厚さで三重コーティング層100とインク顔料がコーティング層を形成することになり、耐久性が向上して不良率が減少し、生産性が向上することになる。
【0056】
さらに、インク顔料に熱伝導性が高い金属粉末が含まれているため、器具に熱が提供されると、金属粉末、すなわち金又は銀の高い熱伝導性によって器具の表面を急速に加熱できる。
【0057】
また、前記三重コーティング層100の上塗層130上に分散されて点状に塗布されるインク顔料は、PTFE分散液86.8重量%、水3.38重量%、芳香族炭化水素0.56重量%、トリエチルアミン0.17重量%、オレイン酸0.17重量%、界面活性剤0.12重量%、無機顔料分散液8.8重量%の組成を有する。
【0058】
前記のような組成と組成比率を有する下塗層のコーティング液、中塗層のコーティング液、上塗層のコーティング液及びインク顔料を利用して器具10の表面にコーティング層を組成する方法を次に説明する。
【0059】
先ず、第1段階として、コーティングの必要がある器具10の表面に微細な突起が無数に形成されるように、サンドブラスティング処理でその表面積を増加させる。
【0060】
第2段階として、サンドブラスティング処理された器具10の表面をきれいに洗浄する。
【0061】
第3段階として、サンドブラスティング処理され、洗浄された器具10の表面に下塗層のコーティング液を10〜12μmの厚さで塗布して下塗層110を形成した後、200℃で15分間熱処理する。
【0062】
第4段階として、器具10の表面に塗布された下塗層110上に中塗層のコーティング液を10〜12μmの厚さで塗布して中塗層120を形成する。
【0063】
第5段階として、前記中塗層120が濡れている状態で上塗層のコーティング液を8〜12μmの厚さで塗布して上塗層130を形成した後、300〜350℃で15分間熱処理することにより、三重コーティング層100を完成する。
【0064】
そして、三重コーティング層100の乾燥した上塗層130の表面または中塗層120がコーティングされて、熱伝導金属粉末を含有したインク顔料が中塗層120に塗布された後、不規則な模様の凹凸からなる金属コーティング層140を組成してから、405〜415℃で20分間熱処理する。
【0065】
ここで、熱伝導金属は熱処理された中塗層120又は上塗層130のコーティング後、インク顔料を塗布して形成された金属コーティング層140を熱処理して塗布される。
【0066】
また、熱処理される前の濡れている状態の上塗層上に熱伝導金属粉末を塗布した後、405〜415℃で20分間熱処理してコーティングできる。
【0067】
特に、上塗層130上に塗布された熱伝導金属粉末の上部に透明な不連続コーティング層をさらに含み、熱伝導金属を保護できるようにする。
【0068】
前記のコーティング層組成方法にかかる器具10では、三重コーティング層100の上塗層130上にインク顔料の金属コーティング層140を組成しているが、必ずしもこれに限定されるのではなく、場合によっては下塗層110と中塗層120のコーティング層を形成した後に、上塗層130を塗布せず前記中塗層120上に直に前記のような組成方法でインク顔料の不連続コーティング140を組成することもでき、又は中塗層120を除いて、下塗層110と上塗層130だけでコーティング層を組成した後に前記上塗層130上に前記のような組成方法でインク顔料の金属コーティング層140を組成することもできる。
【0069】
また、前記のコーティング層の組成方法では、中塗層120又は上塗層130が乾燥した状態で金属コーティング層140が形成するとされているが、これもまた、必ずしもこれに限定されるのではなく、場合によっては前記中塗層120又は上塗層130が濡れている状態で金属コーティング層140を形成することもできるが、このような方法を用いると、金属コーティング層140の大きさ、すなわち点模様の大きさが乾燥した状態で塗布したものより相対的に小さくなるため、前記金属コーティング層140の大きさの調節のために用いられる。
【0070】
ところが、前記のような方法で表面がコーティングされる器具10は、図面でも例示的に図示したが、代表的には飲食物が主に表面に触れる台所器具10に用いることができ、それ以外にも表面をコーティングする必要がある全ての器具10に用いることができる。
【0071】
また、前記のような方法でコーティング層を形成すると、下塗層110又は中塗層120、或いは上塗層130の表面に選択的に熱伝導性が高い金及び銀のいずれかを選択して金属コーティング層140を形成することにより、各コーティング層に伝達される熱の伝達率が上昇し、調理器具10の熱効率を向上させることにより、飲食物に迅速且つ均等に熱が通るようにする効果がある。
【符号の説明】
【0072】
10 器具
100 三重コーティング層
110 下塗層
120 中塗層
130 上塗層
140 熱伝導金属コーティング層
【技術分野】
【0001】
本発明は、熱伝導促進用金属が含まれている器具及びそのコーティング方法に関するものであり、より詳しくは、熱伝導性が高い金属粉末を選択的に塗布して器具の各コーティング層の境界を選択的に熱処理してコーティングすることにより、器具の熱伝導性が向上されるようにする熱伝導促進用金属が含まれている器具及びそのコーティング方法に関するものである。
【背景技術】
【0002】
表面をコーティングする必要がある一般的な器具の殆どはアルミニウムのような金属からなり、初期には金属のみからなる器具も使用していたが、使用に際して、例えば、台所用器具の場合は飲食物を調理する場合や、又はそれ以外の場合に前記器具の表面に傷が付く等の問題が発生し、これを防ぐためにコーティング液を表面に塗布してコーティング層が前記表面に形成されるようにした器具が開発された。それ以来、様々な種類のコーティング液に加え、様々な形態のコーティング層が表面に形成された器具が登場した。
【0003】
その中でも、器具の表面に下塗層と中塗層、及び上塗層が順に積層されてコーティング層を形成する、別名三重コーティングが広く用いられるようになった。
【0004】
即ち、図1に示すように、器具の表面に塗布されている三重コーティング層は、成形金属層11上にコーティングして下塗層12を形成した後、1次加熱乾燥作業を行い、再度コーティングして中塗層13を形成した後、2次加熱乾燥作業を行ってコーティング面を完全に硬化した状態にしてから、別途、鉱物性粒子14を中塗層13上に塗布して構成する。
【0005】
そして、鉱物性粒子14と中塗層13上に再度コーティングして上塗層15を形成して三重コーティング層を完成する。
【0006】
また、下塗層12又は中塗層13が部分的に乾燥した状態又は十分に湿った状態で色が異なるスパッター(spatter)インクをその上に塗布して連続的に小さい球形体からなる不連続コーティング層を形成し、その上に上塗層15を形成することにより、前記の不連続コーティング層が三重コーティング層において多色模様を表出するが、それ自体が若干突出しているため器具の表面に傷が付くことも防ぐ三重コーティング層が開発された。このように三重コーティングされた器具が台所で使用される器具の代表として用いられてきた。
【0007】
ところで、コーティング層の説明をするのに前記の形態の台所器具を代表として説明したが、器具表面における全てのコーティング層は、前の記載では、器具の表面を保護するとか、美的感覚を表現する役割のみに留まり、コーティング層を成している組成成分自体が人体に及ぼす影響については特に言及していない。人が摂取する飲食物を料理する際には、前記飲食物の原材料が台所器具の表面に形成されているコーティング層と必ず接触するので、前記の台所器具のコーティング層成分が飲食物の原材料に、少なくとも何らかの影響を与える事実を看過することはできない。
【0008】
調理器具は人が摂取する飲食物を調理する器具のため、耐摩耗性を満たすための物理的特性も重要だが、何よりも調理される飲食物に有益な影響を及ぼす抗菌、殺菌等の特性を有することがより重要である。それにもかかわらず、前記の従来のコーティング層は耐摩耗性等の物理的性質の改善にのみ限定され、コーティング層の組成成分自体には、上記の人体に対して有益な特性を全く有しないとの問題点がある。
【0009】
また、耐摩耗性を満たすための三重コーティングは、熱伝導性が低下するにつれ、調理待機時間、すなわち予熱時間が長くなり、調理の効率が落ちるという問題点がある。
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は前記の問題点を解決するために案出されたものであり、本発明の目的は、熱伝導性が高い金属である金及び銀のいずれかを選択して各コーティング層の境界に選択的にコーティングすることにより、各コーティング層の熱伝導性を向上させることにある。
【0011】
また、器具の表面である上塗層上に点状に塗布されたインク顔料の金属コーティング層が上部に向かって十分に突出しているため、耐スクラッチ性及び耐摩耗性を向上させることにある。
【0012】
そして、金または銀の金属コーティング層によって熱反応効果を調理器具に付加することにある。
【課題を解決するための手段】
【0013】
このような目的を達成するために、本発明の熱伝導促進用金属が含まれている器具は、下塗層、中塗層及び上塗層が表面に順に積層されて三重コーティング層を形成した器具において、前記三重コーティング層における下塗層のコーティング液はポリアミドのNMP(N−メチル−2−ピロリドン)溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、中塗層のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、上塗層のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有するようにし、前記の各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコート表面に前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにすることを特徴とする。
【0014】
本発明によると、前記の三重コーティング層における下塗層のコーティング液はポリアミドのNMP溶液16.8重量%水4.1重量%、PTFE分散液67.2重量%、カーボンブラック分散液3.5重量%、シリカ分散液8.4重量%の組成を有し、中塗層のコーティング液はPTFE分散液81.5重量%、水9.22重量%、芳香族炭化水素3.14重量%、トリエチルアミン0.46重量%、オレイン酸0.46重量%、界面活性剤0.33重量%、カーボンブラック分散液3.35重量%、雲母1.54重量%の組成を有し、上塗層のコーティング液はPTFE分散液89.25重量%、水6.53重量%、芳香族炭化水素1.09重量%、トリエチルアミン0.32重量%、オレイン酸0.32重量%、界面活性剤0.25重量%、雲母2.24重量%の組成を有する。
【0015】
本発明によると、前記金属粉末は金及び銀から選択されたいずれかである。
【0016】
本発明によると、前記金属粉末は一辺が1nm〜1mmの長さを有する薄膜形態の粉末からなる。
【0017】
本発明によると、前記下塗層又は中塗層、或いは上塗層のそれぞれのコーティング液100重量部に対して金属粉末が0.05〜5重量部で使用される。
【0018】
本発明によると、上塗層を塗布せず中塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を組成する。
【0019】
本発明によると、中塗層を塗布せず下塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を形成する。
【0020】
本発明によると、前記インク顔料のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、無機顔料分散液の組成を有する。
【0021】
本発明の熱伝導促進用金属が含まれている器具のコーティング方法は、コーティングが必要な器具の表面をサンドブラスティングして表面積を増加させる段階と;器具の表面を洗浄する段階と;下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;前記下塗層上に熱伝導金属粉末を含有したインク顔料を噴射した後、405〜415℃で20分間熱処理して不規則な模様の凹凸からなる金属コーティング層を形成する段階;からなる。
【0022】
本発明の熱伝導促進用金属が含まれている器具のコーティング方法は、コーティングが必要な器具の表面をサンドブラスティングして表面積を増加させる段階と;器具の表面を洗浄する段階と;下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布して濡れている状態の中塗層を形成した後、前記中塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を形成した後、405〜415℃で20分間熱処理する段階;からなる。
【0023】
本発明の熱伝導促進用金属が含まれている器具のコーティング方法は、コーティングが必要な器具の表面にサンドブラスティングして表面積を増加させる段階と;器具の表面を洗浄する段階と;下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間乾燥する段階と;中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布して濡れている状態の中塗層を形成した後、前記中塗層上に上塗層コーティング液を8〜12μmの厚さで塗布して上塗層を形成し、200〜300℃で15分間乾燥する段階と;乾燥した前記上塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を形成した後、405〜415℃で20分間熱処理する段階;からなる。
【0024】
本発明によると、前記下塗層、中塗層、上塗層上に形成された熱伝導用金属コーティング層の上部に透明な不連続コーティング層をさらに含むことができる。
【発明の効果】
【0025】
上述の通り、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、熱伝導性が高い金属である金及び銀のいずれかを選択して各コーティング層の境界に選択的にコーティングすることにより、各コーティング層側への熱伝達性を向上させて調理器具の予熱時間を短くし迅速な調理を可能にし、調理時にガス使用量を節約できるため、予熱時間の短縮によるガス発熱量を減少させることができるという効果がある。
【0026】
また、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、器具の表面である上塗層上に点状に塗布されたインク顔料の金属コーティング層が上部に向って十分に突出しているため、例えば調理器具に用いる場合は、スクラッチ(scratch)現象が起こらない耐スクラッチ性及び耐磨耗性が良くなり、これによって傷が発生しなくなることから、器具を使用した後の洗浄力が向上するという効果がある。
【0027】
さらに、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は、金又は銀コーティングによって高い電気伝導性及び高い熱伝導性、殺菌作用、抗菌作用、脱臭効果、陰イオン発生、浄水効果を備えた調理器具を提供できるという効果がある。
【図面の簡単な説明】
【0028】
【図1】従来技術にかかる器具のコーティング状態を表した斜視図
【図2】本発明にかかる器具のコーティング段階を表したフローチャート
【図3】本発明にかかる器具を表した斜視図
【図4】本発明にかかる器具のコーティング層を表した部分拡大断面図
【図5】本発明にかかる器具のコーティング層の他の実施例を表した部分拡大断面図
【発明を実施するための形態】
【0029】
以下、本発明に添付した図面を参照して本発明の好ましい一実施例を詳しく説明する。
【0030】
先ず、図面中、同一な構成要素または部品はできるだけ同一な参照符号で表している。本発明を説明するに際して、関連する公知機能或いは構成に対する具体的な説明は、本発明の要旨を模糊にしないようにするために省略する。
【0031】
本明細書で使用されている用語「約」、「実質的に」等は、言及された意味に固有の製造及び物質許容誤差が提示されている場合は、その数値又はその数値に近接した意味で使用される。
【0032】
図2は本発明にかかる器具のコーティング段階を示したフローチャートであり、図3は本発明にかかる器具を示した斜視図であり、図4は本発明にかかる器具のコーティング層を示した部分拡大断面図であり、図5は本発明にかかる器具のコーティング層の他の実施例を示した部分拡大断面図である。
【0033】
先ず、図2〜図5に示すように、本発明の熱伝導促進用金属が含まれている器具及びそのコーティング方法は次の通りである。
【0034】
器具10の表面に下塗層110と中塗層120、及び上塗層130が順に積層されて三重コーティング層100を形成する。
【0035】
前記上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有し、前記各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコート表面に前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにする。
【0036】
前記金属粉末は、金、銀のような熱伝導性が高い金属からなる群から1以上選択される。
【0037】
本発明で塗布される金属粉末に使用する金属の熱伝導性、温度伝導性などを表1に示す。
【0038】
【表1】
【0039】
上記表に示した熱伝導性と温度伝導性が高い金又は銀を塗布することによって、調理器具に用いる場合は調理の待機時間と予熱時間が短縮され、調理の際に熱効性を向上させることができる。
【0040】
ここで、前記金属粉末は、通常の粉末形態からなることもあり、一辺の長さが1nm〜1mmを有する薄膜形態の粉末からなることもある。
【0041】
これは、粉末の形状を多様化して器具表面にコーティングされる金属コーティング層の美的効果を加味すると同時に、広さを持つ薄膜の金属粉末を通じてより向上した熱伝導性が保障されるようにする。
【0042】
そして、三重コーティング層を構成する各コーティング層のコーティング液の組成は、下記の通りである。
【0043】
前記の下塗層110のコーティング液は、ポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有する。
【0044】
具体的には、前記下塗層110のコーティング液は、ポリアミドのNMP溶液16.8重量%、水4.1重量%、PTFE分散液67.2重量%、カーボンブラック分散液3.5重量%、シリカ分散液8.4重量%の組成を有する。
【0045】
そして、中塗層120のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有する。
【0046】
具体的には、前記中塗層120コーティング液は、PTFE分散液81.5重量%、水9.22重量%、芳香族炭化水素3.14重量%、トリエチルアミン0.46重量%、オレイン酸0.46重量%、界面活性剤0.33重量%、カーボンブラック分散液3.35重量%、雲母1.54重量%の組成を有する。
さらに、上塗層130のコーティング液はPTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有する。
【0047】
具体的には、前記上塗層130のコーティング液は、PTFE分散液89.25重量%、水6.53重量%、芳香族炭化水素1.09重量%、トリエチルアミン0.32重量%、オレイン酸0.32重量%、界面活性剤0.25重量%、雲母2.24重量%の組成を有する。
【0048】
前記のような配合比性を有する下塗層110又は中塗層120、或いは、上塗層130の各コーティング液100重量部に対して金属粉末が0.05〜5重量部を使用するようにする。
【0049】
そして、下塗層110と中塗層120、及び上塗層130の積層は、多様な実施例で実施することができる。
【0050】
すなわち、通常、三重コーティング層100として形成したり、中塗層120と上塗層130が除外された下塗層110上に熱伝導金属粉末が含まれているインク顔料を直に塗布して金属コーティング層140を形成することもでき、上塗層130を塗布せず中塗層120上に熱伝導金属粉末が含有されているインク顔料を直に塗布して金属コーティング層140を形成することもでき、下塗層110と中塗層120に積層されている上塗層130上に熱伝導金属粉末が含有されているインク顔料を塗布して金属コーティング層140を形成することもできる。
【0051】
このように器具10の表面に三重コーティング100を積層するか、又は各コート110、120、130別に積層した後、熱伝導金属粉末を含有したインク顔料によって点状に塗布して熱伝導金属が該当コートの表面に不規則な模様の凹凸からなる金属コーティング層140を形成する。
【0052】
前記三重コーティング層100の各コートの厚さに伴い、突出する金属コーティング層140の厚さは10μm内外からなる。
【0053】
ここで、前記の金属コーティング層140を、下塗層110と中塗層120からなるコーティング層の前記中塗層120上に形成したり、又は下塗層110と上塗層130からなるコーティング層の前記上塗層130上に形成することもできる。
【0054】
さらに、前記の三重コーティングは一つの実施例に過ぎなく、水系フッ素樹脂の単一コーティング層、フッ素樹脂の二重コーティング層、フッ素樹脂の三重コーティング層、及び多重コーティング層等に金属粉末が塗布されるように用いることができ、このように様々なコーティングに用いられて塗布される金属コーティング層は、コーティング層を形成させるための全ての塗料製品、すなわち、シリコン油性塗料、油性フッ素樹脂塗料、セラミック塗料等を構成している組成物質の一つを添加することもできる。
【0055】
また、器具10の表面にコーティングされる三重コーティング層100の厚さは、全体が約35μm以上になって初めて耐久性が向上し、長く使用できるようになるが、実際には、曲面の厚さが一定しないために、20μm程度の厚さの三重コーティング層100が形成され不良率が増加することから、生産性まで低下するという問題に繋がるため、このようにインク顔料を三重コーティング層100の上塗層上に塗布して不連続コーティング140を形成すると、40μm以上の厚さで三重コーティング層100とインク顔料がコーティング層を形成することになり、耐久性が向上して不良率が減少し、生産性が向上することになる。
【0056】
さらに、インク顔料に熱伝導性が高い金属粉末が含まれているため、器具に熱が提供されると、金属粉末、すなわち金又は銀の高い熱伝導性によって器具の表面を急速に加熱できる。
【0057】
また、前記三重コーティング層100の上塗層130上に分散されて点状に塗布されるインク顔料は、PTFE分散液86.8重量%、水3.38重量%、芳香族炭化水素0.56重量%、トリエチルアミン0.17重量%、オレイン酸0.17重量%、界面活性剤0.12重量%、無機顔料分散液8.8重量%の組成を有する。
【0058】
前記のような組成と組成比率を有する下塗層のコーティング液、中塗層のコーティング液、上塗層のコーティング液及びインク顔料を利用して器具10の表面にコーティング層を組成する方法を次に説明する。
【0059】
先ず、第1段階として、コーティングの必要がある器具10の表面に微細な突起が無数に形成されるように、サンドブラスティング処理でその表面積を増加させる。
【0060】
第2段階として、サンドブラスティング処理された器具10の表面をきれいに洗浄する。
【0061】
第3段階として、サンドブラスティング処理され、洗浄された器具10の表面に下塗層のコーティング液を10〜12μmの厚さで塗布して下塗層110を形成した後、200℃で15分間熱処理する。
【0062】
第4段階として、器具10の表面に塗布された下塗層110上に中塗層のコーティング液を10〜12μmの厚さで塗布して中塗層120を形成する。
【0063】
第5段階として、前記中塗層120が濡れている状態で上塗層のコーティング液を8〜12μmの厚さで塗布して上塗層130を形成した後、300〜350℃で15分間熱処理することにより、三重コーティング層100を完成する。
【0064】
そして、三重コーティング層100の乾燥した上塗層130の表面または中塗層120がコーティングされて、熱伝導金属粉末を含有したインク顔料が中塗層120に塗布された後、不規則な模様の凹凸からなる金属コーティング層140を組成してから、405〜415℃で20分間熱処理する。
【0065】
ここで、熱伝導金属は熱処理された中塗層120又は上塗層130のコーティング後、インク顔料を塗布して形成された金属コーティング層140を熱処理して塗布される。
【0066】
また、熱処理される前の濡れている状態の上塗層上に熱伝導金属粉末を塗布した後、405〜415℃で20分間熱処理してコーティングできる。
【0067】
特に、上塗層130上に塗布された熱伝導金属粉末の上部に透明な不連続コーティング層をさらに含み、熱伝導金属を保護できるようにする。
【0068】
前記のコーティング層組成方法にかかる器具10では、三重コーティング層100の上塗層130上にインク顔料の金属コーティング層140を組成しているが、必ずしもこれに限定されるのではなく、場合によっては下塗層110と中塗層120のコーティング層を形成した後に、上塗層130を塗布せず前記中塗層120上に直に前記のような組成方法でインク顔料の不連続コーティング140を組成することもでき、又は中塗層120を除いて、下塗層110と上塗層130だけでコーティング層を組成した後に前記上塗層130上に前記のような組成方法でインク顔料の金属コーティング層140を組成することもできる。
【0069】
また、前記のコーティング層の組成方法では、中塗層120又は上塗層130が乾燥した状態で金属コーティング層140が形成するとされているが、これもまた、必ずしもこれに限定されるのではなく、場合によっては前記中塗層120又は上塗層130が濡れている状態で金属コーティング層140を形成することもできるが、このような方法を用いると、金属コーティング層140の大きさ、すなわち点模様の大きさが乾燥した状態で塗布したものより相対的に小さくなるため、前記金属コーティング層140の大きさの調節のために用いられる。
【0070】
ところが、前記のような方法で表面がコーティングされる器具10は、図面でも例示的に図示したが、代表的には飲食物が主に表面に触れる台所器具10に用いることができ、それ以外にも表面をコーティングする必要がある全ての器具10に用いることができる。
【0071】
また、前記のような方法でコーティング層を形成すると、下塗層110又は中塗層120、或いは上塗層130の表面に選択的に熱伝導性が高い金及び銀のいずれかを選択して金属コーティング層140を形成することにより、各コーティング層に伝達される熱の伝達率が上昇し、調理器具10の熱効率を向上させることにより、飲食物に迅速且つ均等に熱が通るようにする効果がある。
【符号の説明】
【0072】
10 器具
100 三重コーティング層
110 下塗層
120 中塗層
130 上塗層
140 熱伝導金属コーティング層
【特許請求の範囲】
【請求項1】
下塗層、中塗層、及び上塗層が表面に順に積層されて三重コーティング層を形成した器具において、
前記三重コーティング層における下塗層のコーティング液は、ポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、
中塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、
上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有し、
前記各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコーティング層表面前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにすることを特徴とする熱伝導促進用金属が含まれている器具。
【請求項2】
前記の三重コーティング層における下塗層のコーティング液は、ポリアミドのNMP溶液16.8重量%、水4.1重量%、PTFE分散液67.2重量%、カーボンブラック分散液3.5重量%、シリカ分散液8.4重量%の組成を有し、中塗層のコーティング液は、PTFE分散液81.5重量%、水9.22重量%、芳香族炭化水素3.14重量%、トリエチルアミン0.46重量%、オレイン酸0.46重量%、界面活性剤0.33重量%、カーボンブラック分散液3.35重量%、雲母1.54重量%の組成を有し、上塗層のコーティング液は、PTFE分散液89.25重量%、水6.53重量%、芳香族炭化水素1.09重量%、トリエチルアミン0.32重量%、オレイン酸0.32重量%、界面活性剤0.25重量%、雲母2.24重量%の組成を有することを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項3】
前記金属粉末は、金及び銀から選択されたいずれかであることを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項4】
前記金属粉末は、一辺が1nm〜1mmの長さを有する薄膜形態の粉末からなることを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項5】
前記下塗層又は中塗層、或いは上塗層のそれぞれのコーティング液100重量部に対して金属粉末が0.05〜5重量部で使用されることを特徴とする請求項2に記載の熱伝導促進用金属が含まれている器具。
【請求項6】
上塗層を塗布せず中塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を形成したことを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項7】
中塗層を除いた下塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を組成したことを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項8】
前記インク顔料のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、無機顔料分散液の組成を有することを特徴とする請求項1又は2に記載の熱伝導促進金属が含まれている器具。
【請求項9】
コーティングの必要がある器具の表面にサンドブラスティングして表面積を増加させる段階と;
器具の表面を洗浄する段階と;
下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;
前記下塗層上に熱伝導金属粉末を含有したインク顔料を噴射した後、405〜415℃で20分間熱処理して不規則な模様の凹凸からなる金属コーティング層を組成する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。
【請求項10】
コーティングの必要がある器具の表面にサンドブラスティングして表面積を増加させる段階と;
器具の表面を洗浄する段階と;
下塗層コーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;
中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布し、濡れている状態の中塗層を形成した後、前記中塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を組成した後、405〜415℃で20分間熱処理する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。
【請求項11】
コーティングの必要がある器具の表面にサンドブラスティングして表面積を増加させる段階と;
器具の表面を洗浄する段階と;
下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間乾燥する段階と;
中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布し、濡れている状態の中塗層を形成した後、前記中塗層上に上塗層コーティング液を8〜12μmの厚さで前記中塗層上に塗布して上塗層を形成し、200〜300℃で15分間乾燥する段階と;
乾燥した前記上塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を組成した後、405〜415℃で20分間熱処理する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。
【請求項12】
前記下塗層、中塗層、上塗層上に塗布された熱伝導用金属コーティング層の上部に透明な不連続コーティング層をさらに含有させることを特徴とする請求項9〜11のいずれか1項に記載の熱伝導促進用金属が含まれている器具のコーティング方法。
【請求項1】
下塗層、中塗層、及び上塗層が表面に順に積層されて三重コーティング層を形成した器具において、
前記三重コーティング層における下塗層のコーティング液は、ポリアミドのNMP溶液、水、PTFE分散液、カーボンブラック分散液、シリカ分散液の組成を有し、
中塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、カーボンブラック分散液、雲母の組成を有し、
上塗層のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、雲母の組成を有し、
前記各コーティング層表面に熱伝導性が高い金属粉末が添加されたインク顔料を噴霧器で噴射してコーティング層表面前記金属粉末が不規則なポイント形態で塗布されるようにし、その後、熱処理して前記コーティング層とインク顔料の金属コーティング層が表面で不規則な模様の凹凸で形成されるようにすることを特徴とする熱伝導促進用金属が含まれている器具。
【請求項2】
前記の三重コーティング層における下塗層のコーティング液は、ポリアミドのNMP溶液16.8重量%、水4.1重量%、PTFE分散液67.2重量%、カーボンブラック分散液3.5重量%、シリカ分散液8.4重量%の組成を有し、中塗層のコーティング液は、PTFE分散液81.5重量%、水9.22重量%、芳香族炭化水素3.14重量%、トリエチルアミン0.46重量%、オレイン酸0.46重量%、界面活性剤0.33重量%、カーボンブラック分散液3.35重量%、雲母1.54重量%の組成を有し、上塗層のコーティング液は、PTFE分散液89.25重量%、水6.53重量%、芳香族炭化水素1.09重量%、トリエチルアミン0.32重量%、オレイン酸0.32重量%、界面活性剤0.25重量%、雲母2.24重量%の組成を有することを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項3】
前記金属粉末は、金及び銀から選択されたいずれかであることを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項4】
前記金属粉末は、一辺が1nm〜1mmの長さを有する薄膜形態の粉末からなることを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項5】
前記下塗層又は中塗層、或いは上塗層のそれぞれのコーティング液100重量部に対して金属粉末が0.05〜5重量部で使用されることを特徴とする請求項2に記載の熱伝導促進用金属が含まれている器具。
【請求項6】
上塗層を塗布せず中塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を形成したことを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項7】
中塗層を除いた下塗層上に熱伝導金属粉末が含有したインク顔料を直に塗布して金属コーティング層を組成したことを特徴とする請求項1に記載の熱伝導促進用金属が含まれている器具。
【請求項8】
前記インク顔料のコーティング液は、PTFE分散液、水、芳香族炭化水素、トリエチルアミン、オレイン酸、界面活性剤、無機顔料分散液の組成を有することを特徴とする請求項1又は2に記載の熱伝導促進金属が含まれている器具。
【請求項9】
コーティングの必要がある器具の表面にサンドブラスティングして表面積を増加させる段階と;
器具の表面を洗浄する段階と;
下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;
前記下塗層上に熱伝導金属粉末を含有したインク顔料を噴射した後、405〜415℃で20分間熱処理して不規則な模様の凹凸からなる金属コーティング層を組成する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。
【請求項10】
コーティングの必要がある器具の表面にサンドブラスティングして表面積を増加させる段階と;
器具の表面を洗浄する段階と;
下塗層コーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間熱処理する段階と;
中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布し、濡れている状態の中塗層を形成した後、前記中塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を組成した後、405〜415℃で20分間熱処理する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。
【請求項11】
コーティングの必要がある器具の表面にサンドブラスティングして表面積を増加させる段階と;
器具の表面を洗浄する段階と;
下塗層のコーティング液を10〜12μmの厚さで前記器具の表面に塗布して下塗層を形成した後、200℃で15分間乾燥する段階と;
中塗層のコーティング液を10〜12μmの厚さで前記下塗層上に塗布し、濡れている状態の中塗層を形成した後、前記中塗層上に上塗層コーティング液を8〜12μmの厚さで前記中塗層上に塗布して上塗層を形成し、200〜300℃で15分間乾燥する段階と;
乾燥した前記上塗層上に熱伝導金属粉末を含有したインク顔料を噴射して不規則な模様の凹凸からなる金属コーティング層を組成した後、405〜415℃で20分間熱処理する段階;
からなることを特徴とする熱伝導促進用金属が含まれている器具のコーティング方法。
【請求項12】
前記下塗層、中塗層、上塗層上に塗布された熱伝導用金属コーティング層の上部に透明な不連続コーティング層をさらに含有させることを特徴とする請求項9〜11のいずれか1項に記載の熱伝導促進用金属が含まれている器具のコーティング方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−64487(P2010−64487A)
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願番号】特願2009−209978(P2009−209978)
【出願日】平成21年9月11日(2009.9.11)
【出願人】(505260844)
【Fターム(参考)】
【公開日】平成22年3月25日(2010.3.25)
【国際特許分類】
【出願日】平成21年9月11日(2009.9.11)
【出願人】(505260844)
【Fターム(参考)】
[ Back to top ]