
熱伝導性ガラス及びその製造方法
【課題】グラスライニングにも適用が可能な熱伝導性ガラスであって、熱伝導性に優れ、かつ、ガラスの発泡による膨張が少ない熱伝導性ガラス、及びそのような熱伝導性ガラスの製造方法を提供すること。
【解決手段】熱伝導性フィラーとしてSiCをガラスフリットに添加する場合に、600℃以上720℃未満の温度範囲で焼成する。SiCの表面を酸化処理し、SiO2被膜を形成させてもよい。また、熱伝導性フィラーを混合したガラスフリットを、不活性ガス雰囲気下で焼成してもよく、減圧下又は加圧下で焼成してもよい。
【解決手段】熱伝導性フィラーとしてSiCをガラスフリットに添加する場合に、600℃以上720℃未満の温度範囲で焼成する。SiCの表面を酸化処理し、SiO2被膜を形成させてもよい。また、熱伝導性フィラーを混合したガラスフリットを、不活性ガス雰囲気下で焼成してもよく、減圧下又は加圧下で焼成してもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱伝導性に優れ、かつ、ガラスの発泡が少ない熱伝導性ガラス、及びそのような熱伝導性ガラスの製造方法に関する。
【背景技術】
【0002】
従来のガラスの熱伝導率は約1W/mKであり、金属材料等と比較して熱伝導率が低いため、焼成工程における昇温及び冷却に時間を要することが問題となっていた。ガラスの熱伝導率を向上させる目的で、Al2O3、ZrO2等の金属酸化物;Au、Pt等の金属;SiC等の炭化物を、熱伝導性フィラーとしてガラスフリットに混合する方法が知られている。
【0003】
例えば、特許文献1には、ガラスセラミックスの耐熱性を向上させるために、Al2O3、ZrO2及びMgOからなる群より選択される1種以上のフィラーをガラスフリットに混合することにより、高強度で耐熱性に優れる複合ガラスセラミックスを得ることが開示されている。
【0004】
特許文献2には、ガラスペースト組成物の熱伝導性を改善し、ガラスフリット内に残存する気泡を抑えるため、バナジウムを主成分とする低融点ガラスフリットに、低融点ガラスフリットより熱伝導率が3.7W/mk以上高いフィラーを配合することが開示されている。
【0005】
特許文献3には、珪石、Al2O3及びAlNからなる群より選択される無機質耐火性粉末を、ガラスフリット100重量%に対して外割で1〜20重量%含有することを特徴とする、上引き用グラスライニング組成物が開示されている。このグラスライニング組成物は、グラス層の薄膜加工を可能にすることにより、熱伝導性を向上させるという。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4220013号公報
【特許文献2】特開2008−247658号公報
【特許文献3】特開2010−195640号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
熱伝導性フィラーの添加によって、ガラスの熱伝導性を向上させる場合に、ガラス中に泡が内包されると空気の熱伝導率が低いことから、熱伝導性フィラーを添加した効果が得られない。酸化物以外の熱伝導性フィラーをガラスフリットに混合する場合には、焼成工程において熱伝導性フィラーの酸化に伴うガス発生により、熱伝導性ガラスが発泡してしまうという問題があった。また、酸化物である熱伝導性フィラーをガラスフリットに混合する場合であっても、焼成工程における気泡の発生をできるだけ抑制し、ガラス表面を平滑に形成することが望まれる。
【0008】
しかし、特許文献1に開示されているガラスセラミックスは、焼成温度が1120〜1250℃の高温であり、気泡が発生する可能性が高い。また、特許文献1に開示されているガラスセラミックスは、グラスライニングに適用する場合、1000℃以上の高温では母材金属に歪みが生じるため、焼成することができない。また、特許文献2に開示されているのは基板同士を封着するためのガラスペーストであり、実施例における仮焼成温度は440℃となっている。このような低温では、グラスライニング用のガラスフリットを焼成することはできない。さらに、特許文献3では、グラス層の強度を向上させる結果、グラス層を薄く形成することによって熱伝導率を向上させており、無機質耐火性粉末は、熱伝導性を向上させる目的ではガラスフリットに混合されていない。
【0009】
本発明は、グラスライニングにも適用が可能な熱伝導性ガラスであって、熱伝導性に優れ、かつ、ガラスの発泡による膨張が少ない熱伝導性ガラス、及びそのような熱伝導性ガラスの製造方法の提供を目的とする。
【課題を解決するための手段】
【0010】
本発明者等は、熱伝導性フィラー(酸化物として使用されているものを除く)の表面に酸化被膜を形成し、酸化被膜を形成した熱伝導性フィラーをガラスフリットに混合すれば、通常の熱伝導性フィラーと異なり、焼成工程において発泡を生じにくいことを見出した。具体的にはSiC表面にSiO2被膜を形成し、SiO2被膜を形成したSiCを熱伝導性フィラーとしてガラスフリットに混合すれば、通常のSiCと異なり、焼成工程において発泡を生じにくいことを見出した。
【0011】
また、熱伝導性フィラーとしてSiCをガラスフリットに混合(添加)する場合、ガラスフリットに20重量%以上60重量%以下の割合で混合し、600℃以上720℃未満の温度範囲で焼成することによって、グラスライニングにも使用し得る熱伝導性ガラスを製造することができることを見出した。
【0012】
また、本発明者等は、熱伝導性フィラーをガラスフリットに混合した後、低酸素状態又は還元性雰囲気下で焼成工程を行うことによっても、発泡を抑制しうることを見出した。
【0013】
具体的に、本願第一発明は、
酸素存在下、熱伝導性フィラーを450℃以上1500℃以下の温度範囲で加熱処理する工程Aと、
工程A後の熱伝導性フィラーをガラスフリットに20重量%以上60重量%以下の割合で混合し、焼成する工程Bと、
を有する熱伝導性ガラスの製造方法に関する。
【0014】
例えば、熱伝導性フィラーであるSiCについては、800℃以上1500℃以下、より好ましくは900℃以上1500℃以下の温度範囲で加熱処理することにより、SiC表面が酸化され、SiO2被膜が形成される。表面が酸化物であるSiO2被膜によって被覆されたSiCは、熱伝導性フィラーとしてガラスフリットに20重量%以上60重量%以下の割合で混合した場合、通常の焼成温度で焼成しても、熱伝導性フィラーに由来する気泡がガラス中に生じにくい。
【0015】
ここで、熱伝導性フィラーは、SiCに限定されず、TiC、ZnC、TaC、W2C、BN、AlN、TaN、TiN、ZrN又はSi3N4なども使用し得る。
【0016】
なお、本発明の「ガラスフリット」は、上引きグラスライニング用のガラスフリットとして使用し得るガラスフリットを意味する。
【0017】
上記製造方法においては、焼成時間は10分以上4時間以下とすることが好ましい。熱伝導性フィラーの表面に酸化被膜を形成するという観点からは、4時間焼成すれば十分に表面が酸化されるため、必要以上に加熱する必要はない。
【0018】
本願第二発明は、
熱伝導性フィラー(例えばSiC)をガラスフリットに20重量%以上60重量%以下の割合で混合し、600℃以上720℃未満の温度範囲で焼成することを特徴とする、熱伝導性ガラスの製造方法に関する。
【0019】
ガラスフリットに対してこのような割合でSiCを熱伝導性フィラーとして混合し、かつ、600℃以上720℃未満の温度範囲で焼成すれば、ガラスの熱伝導性を向上させつつ、ガラスに気泡が発生することを抑制し得る。なお、グラスライニングとして施工する観点からは、焼成温度が680℃以上であることが好ましい。
【0020】
本願第三発明は、
熱伝導性フィラーをガラスフリットに混合した後、不活性ガス雰囲気下で焼成することを特徴とする、熱伝導性ガラスの製造方法に関する。
【0021】
熱伝導性フィラー、特に酸化物以外の熱伝導性フィラーをガラスフリットに混合した後、通常の焼成工程を行えば、ガラスに気泡が発生しやすいが、不活性ガス雰囲気下で焼成することにより、熱伝導性フィラーに由来する気泡がガラス中に生じにくい。
【0022】
本願第四発明は、
熱伝導性フィラーをガラスフリットに混合した後、減圧下又は加圧下で焼成することを特徴とする、熱伝導性ガラスの製造方法に関する。
【0023】
熱伝導性フィラー、特に酸化物以外の熱伝導性フィラーをガラスフリットに混合した後、通常の焼成工程を行えば、フィラーの発泡によりガラス中に気泡が内包されやすいが、減圧下で焼成することにより、発生した気泡を脱泡し、ガラス中に内包されるのを抑制し得る。熱伝導性フィラーが酸化物である場合にも、減圧下で焼成することにより、ガラスフリット中に混入している空気を脱泡し、ガラス中に内包されるのを抑制し得る。また、減圧下における脱泡が困難な場合には、加圧下で焼成することによって内包された気泡径を小さくし、内包された気泡による熱伝導率の悪化を抑制し得る。
【0024】
なお、本願第三発明及び本願第四発明は、SiC、TiC、ZrC、TaC、W2C、AlN、BN、TaN、TiN、ZrN又はSi3N4のような非酸化物である熱伝導性フィラーの他、Al2O3、ZrO2、MgO、ZnO又はTiO2のような酸化物である熱伝導性フィラーを使用する場合にも、泡の内包を抑制することが可能である。
【発明の効果】
【0025】
本発明によれば、熱伝導性を向上させつつ、気泡の発生による膨張が少なく、表面が平滑なガラスを製造することが可能である。
【図面の簡単な説明】
【0026】
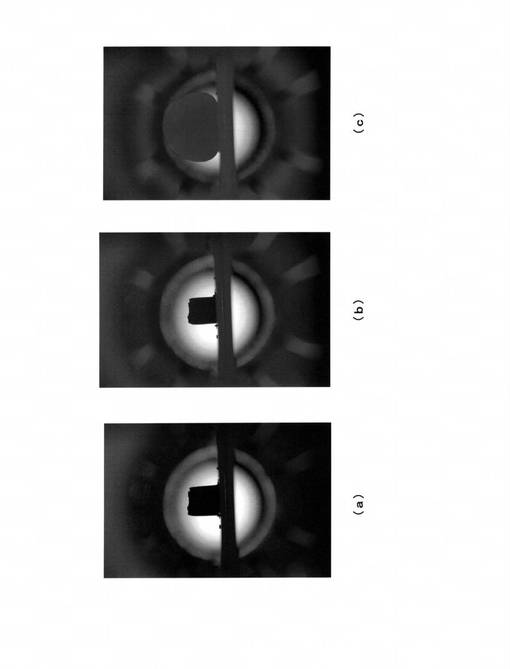
【図1】SiC/グラス複合材ペレットを840℃まで昇温する工程における外観写真であり、(a)は実施例1、(b)は実施例2、(c)は比較例1である。
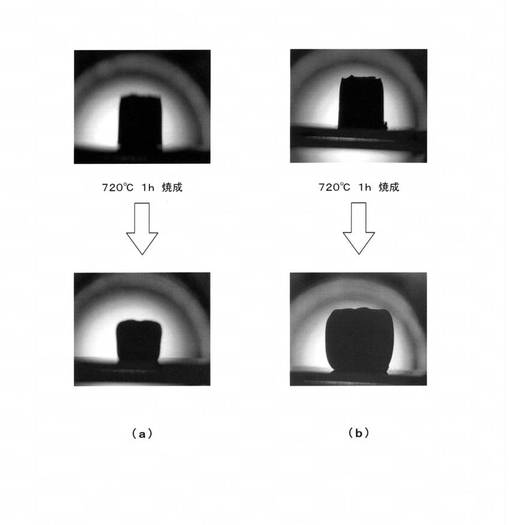
【図2】SiC/グラス複合材ペレットを1時間焼成した後の外観写真であり、(a)は実施例3、(b)は比較例2である。
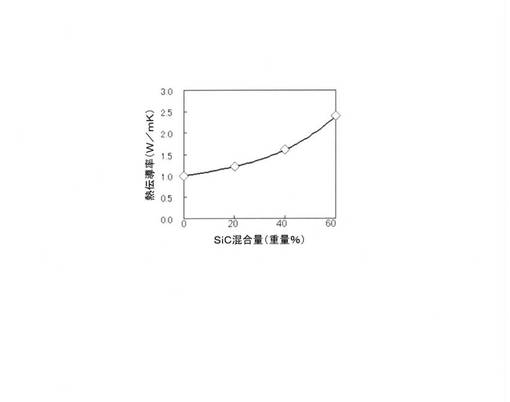
【図3】ガラスフリットに対するSiC混合量とガラスの熱伝導率との関係を表すグラフである。
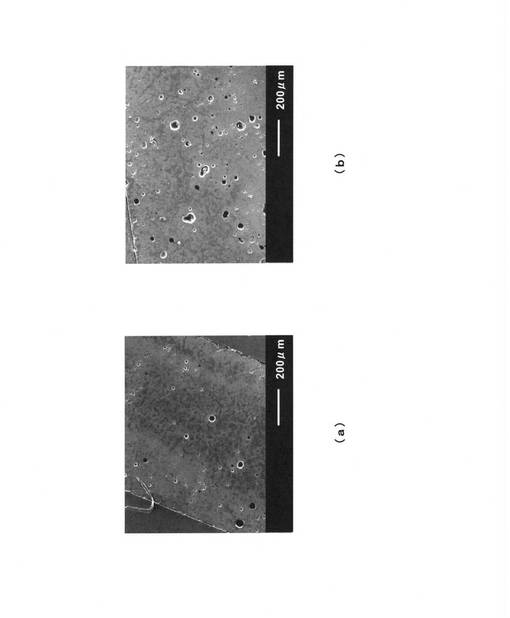
【図4】実施例3〜5のガラスの断面SEM写真である。
【発明を実施するための形態】
【0027】
本発明の実施の形態について、実施例に基づいて説明する。なお、本発明は、以下の記載に限定されない。
【0028】
(低温焼成)
[実施例1]
上引きグラスライニング用のガラスフリットに、熱伝導性フィラーとしてSiC(キシダ化学株式会社、カーボランダム#400)を20重量%混合した。このSiC/グラス複合材のスラリーを直径12mm、高さ20mmのアクリル製円筒型に注入し、60℃で6時間乾燥させることでペレットを形成した。このペレットを電気炉内に入れ、電気炉内を毎分10℃の昇温率で600℃まで昇温した。なお、カーボランダム#400は、最大粒子径(dv−0値)が75μm;累積高さ3%の粒子径(dv−3値)が58μm以下;累積高さ50%の粒子径(dv−50値)が30.0±2.0μm;累積高さ94%の粒子径(dv−94値)が20μm以上である。
【0029】
[実施例2]
焼成温度を700℃とした以外、すべて実施例1と同様の操作を行った。
【0030】
[比較例1]
電気炉内で840℃とした以外、すべて実施例1と同様の操作を行った。
【0031】
図1(a)〜(c)は、設定温度における実施例1、実施例2及び比較例1のペレットの外観写真をそれぞれ示す。ペレットの直径は当初12mmであり、実施例1及び実施例2では、ペレットの直径は、焼成の前後でほとんど変化していなかった。
【0032】
一方、比較例1では、炉内の温度が730℃以上になると、SiCの酸化よる発泡によってペレットが膨張し始め、840℃まで昇温した後、1時間焼成したペレットは、直径が28mmになった。
【0033】
[実施例3]
焼成温度を680℃として実施例1と同様に毎分10℃の昇温率で680℃まで昇温し、1時間保持したところ、ペレットはほとんど膨張しないことが確認された。
【0034】
[実施例4]
焼成温度を700℃とした以外、すべて実施例3と同様の操作を行ったところ、ペレットはほとんど膨張しないことが確認された。
【0035】
このように焼成温度を600〜840℃の範囲で変化させたところ、600℃以上720℃未満の範囲であれば、ペレットがほとんど膨張しないことが確認された。また、焼成温度が600℃以上720℃未満である場合、焼成時間が1時間では、ペレットがほとんど膨張せずに、また、焼成ガラスとして使用できることが確認された。なお、グラスライニングとして焼成する場合、発泡を抑制しつつ、なるべく低温で焼成する観点から、680℃以上700℃以下で焼成することが好ましい。
【0036】
(SiCの前処理)
[実施例5]
SiCを、電気炉を用いて1500℃で1時間加熱し、SiC表面にSiO2被膜を形成させた。この前処理を行ったSiCを、上引きグラスライニング用のガラスフリットに、熱伝導性フィラーとして20重量%混合した。このSiC/グラス複合材を、実施例1と同様のペレットに形成し、電気炉内で720℃、1時間焼成した。
【0037】
[比較例2]
SiCを前処理しないこと以外、すべて実施例5と同様の操作を行った。
【0038】
図2(a)及び(b)は、実施例5及び比較例2の焼成開始1時間後のペレットの外観写真をそれぞれ示す。焼成後の実施例5のペレットにもガラスの膨張は認められたが、膨張の程度は小さかった。
【0039】
一方、焼成後の比較例2のペレットは、ガラスが大きく膨張した。また、焼成後の比較例2のペレットは、ガラス中の気泡量が非常に多く、レーザーフラッシュ法によって熱伝導率を測定することが不可能であった。
【0040】
[実施例6]
上引きグラスライニング用ガラスフリットへの前処理SiC混合量を40重量%とする以外、すべて実施例5と同様の操作を行った。
【0041】
[実施例7]
上引きグラスライニング用ガラスフリットへの前処理SiC混合量を60重量%とする以外、すべて実施例5と同様の操作を行った。
【0042】
[比較例3]
上引きグラスライニング用ガラスフリットに前処理SiCを混合しないこと以外、すべて実施例3と同様の操作を行った。
【0043】
図3は、実施例5〜7及び比較例3の焼成後のペレットについて、レーザーフラッシュ法によって熱伝導率を測定した結果を表すグラフである。SiC混合量0,20,40及び60重量%は、それぞれ比較例3、実施例5、実施例6及び実施例7を示している。前処理したSiCの混合量が増加するにつれて、ガラスの熱伝導率は上昇する傾向が認められた。
【0044】
図4(a)及び(b)は、それぞれ実施例5及び6のガラスの断面SEM写真である。図4(b)に示される実施例6のガラス程度の気泡が内包されていても、グラスライニング用途としての実用性があると判断された。
【0045】
なお、SiCを900℃、1200℃及び1400℃で、1時間又は4時間加熱する前処理を施した後、実施例5〜7と同様に上引きグラスライニング用ガラスフリットに添加したところ、実施例5〜7と同様に発泡を抑制しつつ、ガラスの熱伝導率が上昇する傾向が認められた。
【0046】
(不活性ガス雰囲気下における焼成)
酸化物でない熱伝導性フィラーは、焼成時に空気中の酸素と反応して酸化物に変化する。その際、ガスが発生し、発生したガスによってガラスが発泡する原因となる。このため、熱伝導性フィラーをガラスフリットに混合した後、不活性ガス雰囲気下で焼成すれば、熱伝導性フィラーが酸素と反応して酸化物に変化することを防止し得る。
【0047】
不活性ガスとしては、窒素ガス、ヘリウムガス、ネオンガス、アルゴンガス等を使用し得る。
【0048】
(減圧下または加圧下における焼成)
熱伝導性フィラーをガラスフリットに混合した後、減圧下で焼成することにより、発生した気泡を脱泡し、ガラス中に内包されるのを抑制し得る。熱伝導性フィラーが酸化物である場合にも、減圧下で焼成することにより、ガラスフリットとフィラー間に混入している空気を脱泡し、ガラス中に内包されるのを抑制し得る。また、減圧下で脱泡が困難な場合には、加圧下で焼成することによって内包された気泡径を小さくし、内包された気泡による熱伝導率の悪化を抑制し得る。
【0049】
減圧下で焼成工程を行う場合、0.1〜1000Paという圧力範囲となるように減圧することが好ましい。一方で、加圧下で焼成工程を行う場合、0.2〜1MPaという圧力範囲となるように加圧することが好ましい。
【産業上の利用可能性】
【0050】
本発明の熱伝導性ガラス、及びその製造方法は、ガラスの耐食性が求められ、かつ、昇温及び冷却効率が求められるグラスライニング製品等の分野において、有用である。
【技術分野】
【0001】
本発明は、熱伝導性に優れ、かつ、ガラスの発泡が少ない熱伝導性ガラス、及びそのような熱伝導性ガラスの製造方法に関する。
【背景技術】
【0002】
従来のガラスの熱伝導率は約1W/mKであり、金属材料等と比較して熱伝導率が低いため、焼成工程における昇温及び冷却に時間を要することが問題となっていた。ガラスの熱伝導率を向上させる目的で、Al2O3、ZrO2等の金属酸化物;Au、Pt等の金属;SiC等の炭化物を、熱伝導性フィラーとしてガラスフリットに混合する方法が知られている。
【0003】
例えば、特許文献1には、ガラスセラミックスの耐熱性を向上させるために、Al2O3、ZrO2及びMgOからなる群より選択される1種以上のフィラーをガラスフリットに混合することにより、高強度で耐熱性に優れる複合ガラスセラミックスを得ることが開示されている。
【0004】
特許文献2には、ガラスペースト組成物の熱伝導性を改善し、ガラスフリット内に残存する気泡を抑えるため、バナジウムを主成分とする低融点ガラスフリットに、低融点ガラスフリットより熱伝導率が3.7W/mk以上高いフィラーを配合することが開示されている。
【0005】
特許文献3には、珪石、Al2O3及びAlNからなる群より選択される無機質耐火性粉末を、ガラスフリット100重量%に対して外割で1〜20重量%含有することを特徴とする、上引き用グラスライニング組成物が開示されている。このグラスライニング組成物は、グラス層の薄膜加工を可能にすることにより、熱伝導性を向上させるという。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特許第4220013号公報
【特許文献2】特開2008−247658号公報
【特許文献3】特開2010−195640号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
熱伝導性フィラーの添加によって、ガラスの熱伝導性を向上させる場合に、ガラス中に泡が内包されると空気の熱伝導率が低いことから、熱伝導性フィラーを添加した効果が得られない。酸化物以外の熱伝導性フィラーをガラスフリットに混合する場合には、焼成工程において熱伝導性フィラーの酸化に伴うガス発生により、熱伝導性ガラスが発泡してしまうという問題があった。また、酸化物である熱伝導性フィラーをガラスフリットに混合する場合であっても、焼成工程における気泡の発生をできるだけ抑制し、ガラス表面を平滑に形成することが望まれる。
【0008】
しかし、特許文献1に開示されているガラスセラミックスは、焼成温度が1120〜1250℃の高温であり、気泡が発生する可能性が高い。また、特許文献1に開示されているガラスセラミックスは、グラスライニングに適用する場合、1000℃以上の高温では母材金属に歪みが生じるため、焼成することができない。また、特許文献2に開示されているのは基板同士を封着するためのガラスペーストであり、実施例における仮焼成温度は440℃となっている。このような低温では、グラスライニング用のガラスフリットを焼成することはできない。さらに、特許文献3では、グラス層の強度を向上させる結果、グラス層を薄く形成することによって熱伝導率を向上させており、無機質耐火性粉末は、熱伝導性を向上させる目的ではガラスフリットに混合されていない。
【0009】
本発明は、グラスライニングにも適用が可能な熱伝導性ガラスであって、熱伝導性に優れ、かつ、ガラスの発泡による膨張が少ない熱伝導性ガラス、及びそのような熱伝導性ガラスの製造方法の提供を目的とする。
【課題を解決するための手段】
【0010】
本発明者等は、熱伝導性フィラー(酸化物として使用されているものを除く)の表面に酸化被膜を形成し、酸化被膜を形成した熱伝導性フィラーをガラスフリットに混合すれば、通常の熱伝導性フィラーと異なり、焼成工程において発泡を生じにくいことを見出した。具体的にはSiC表面にSiO2被膜を形成し、SiO2被膜を形成したSiCを熱伝導性フィラーとしてガラスフリットに混合すれば、通常のSiCと異なり、焼成工程において発泡を生じにくいことを見出した。
【0011】
また、熱伝導性フィラーとしてSiCをガラスフリットに混合(添加)する場合、ガラスフリットに20重量%以上60重量%以下の割合で混合し、600℃以上720℃未満の温度範囲で焼成することによって、グラスライニングにも使用し得る熱伝導性ガラスを製造することができることを見出した。
【0012】
また、本発明者等は、熱伝導性フィラーをガラスフリットに混合した後、低酸素状態又は還元性雰囲気下で焼成工程を行うことによっても、発泡を抑制しうることを見出した。
【0013】
具体的に、本願第一発明は、
酸素存在下、熱伝導性フィラーを450℃以上1500℃以下の温度範囲で加熱処理する工程Aと、
工程A後の熱伝導性フィラーをガラスフリットに20重量%以上60重量%以下の割合で混合し、焼成する工程Bと、
を有する熱伝導性ガラスの製造方法に関する。
【0014】
例えば、熱伝導性フィラーであるSiCについては、800℃以上1500℃以下、より好ましくは900℃以上1500℃以下の温度範囲で加熱処理することにより、SiC表面が酸化され、SiO2被膜が形成される。表面が酸化物であるSiO2被膜によって被覆されたSiCは、熱伝導性フィラーとしてガラスフリットに20重量%以上60重量%以下の割合で混合した場合、通常の焼成温度で焼成しても、熱伝導性フィラーに由来する気泡がガラス中に生じにくい。
【0015】
ここで、熱伝導性フィラーは、SiCに限定されず、TiC、ZnC、TaC、W2C、BN、AlN、TaN、TiN、ZrN又はSi3N4なども使用し得る。
【0016】
なお、本発明の「ガラスフリット」は、上引きグラスライニング用のガラスフリットとして使用し得るガラスフリットを意味する。
【0017】
上記製造方法においては、焼成時間は10分以上4時間以下とすることが好ましい。熱伝導性フィラーの表面に酸化被膜を形成するという観点からは、4時間焼成すれば十分に表面が酸化されるため、必要以上に加熱する必要はない。
【0018】
本願第二発明は、
熱伝導性フィラー(例えばSiC)をガラスフリットに20重量%以上60重量%以下の割合で混合し、600℃以上720℃未満の温度範囲で焼成することを特徴とする、熱伝導性ガラスの製造方法に関する。
【0019】
ガラスフリットに対してこのような割合でSiCを熱伝導性フィラーとして混合し、かつ、600℃以上720℃未満の温度範囲で焼成すれば、ガラスの熱伝導性を向上させつつ、ガラスに気泡が発生することを抑制し得る。なお、グラスライニングとして施工する観点からは、焼成温度が680℃以上であることが好ましい。
【0020】
本願第三発明は、
熱伝導性フィラーをガラスフリットに混合した後、不活性ガス雰囲気下で焼成することを特徴とする、熱伝導性ガラスの製造方法に関する。
【0021】
熱伝導性フィラー、特に酸化物以外の熱伝導性フィラーをガラスフリットに混合した後、通常の焼成工程を行えば、ガラスに気泡が発生しやすいが、不活性ガス雰囲気下で焼成することにより、熱伝導性フィラーに由来する気泡がガラス中に生じにくい。
【0022】
本願第四発明は、
熱伝導性フィラーをガラスフリットに混合した後、減圧下又は加圧下で焼成することを特徴とする、熱伝導性ガラスの製造方法に関する。
【0023】
熱伝導性フィラー、特に酸化物以外の熱伝導性フィラーをガラスフリットに混合した後、通常の焼成工程を行えば、フィラーの発泡によりガラス中に気泡が内包されやすいが、減圧下で焼成することにより、発生した気泡を脱泡し、ガラス中に内包されるのを抑制し得る。熱伝導性フィラーが酸化物である場合にも、減圧下で焼成することにより、ガラスフリット中に混入している空気を脱泡し、ガラス中に内包されるのを抑制し得る。また、減圧下における脱泡が困難な場合には、加圧下で焼成することによって内包された気泡径を小さくし、内包された気泡による熱伝導率の悪化を抑制し得る。
【0024】
なお、本願第三発明及び本願第四発明は、SiC、TiC、ZrC、TaC、W2C、AlN、BN、TaN、TiN、ZrN又はSi3N4のような非酸化物である熱伝導性フィラーの他、Al2O3、ZrO2、MgO、ZnO又はTiO2のような酸化物である熱伝導性フィラーを使用する場合にも、泡の内包を抑制することが可能である。
【発明の効果】
【0025】
本発明によれば、熱伝導性を向上させつつ、気泡の発生による膨張が少なく、表面が平滑なガラスを製造することが可能である。
【図面の簡単な説明】
【0026】
【図1】SiC/グラス複合材ペレットを840℃まで昇温する工程における外観写真であり、(a)は実施例1、(b)は実施例2、(c)は比較例1である。
【図2】SiC/グラス複合材ペレットを1時間焼成した後の外観写真であり、(a)は実施例3、(b)は比較例2である。
【図3】ガラスフリットに対するSiC混合量とガラスの熱伝導率との関係を表すグラフである。
【図4】実施例3〜5のガラスの断面SEM写真である。
【発明を実施するための形態】
【0027】
本発明の実施の形態について、実施例に基づいて説明する。なお、本発明は、以下の記載に限定されない。
【0028】
(低温焼成)
[実施例1]
上引きグラスライニング用のガラスフリットに、熱伝導性フィラーとしてSiC(キシダ化学株式会社、カーボランダム#400)を20重量%混合した。このSiC/グラス複合材のスラリーを直径12mm、高さ20mmのアクリル製円筒型に注入し、60℃で6時間乾燥させることでペレットを形成した。このペレットを電気炉内に入れ、電気炉内を毎分10℃の昇温率で600℃まで昇温した。なお、カーボランダム#400は、最大粒子径(dv−0値)が75μm;累積高さ3%の粒子径(dv−3値)が58μm以下;累積高さ50%の粒子径(dv−50値)が30.0±2.0μm;累積高さ94%の粒子径(dv−94値)が20μm以上である。
【0029】
[実施例2]
焼成温度を700℃とした以外、すべて実施例1と同様の操作を行った。
【0030】
[比較例1]
電気炉内で840℃とした以外、すべて実施例1と同様の操作を行った。
【0031】
図1(a)〜(c)は、設定温度における実施例1、実施例2及び比較例1のペレットの外観写真をそれぞれ示す。ペレットの直径は当初12mmであり、実施例1及び実施例2では、ペレットの直径は、焼成の前後でほとんど変化していなかった。
【0032】
一方、比較例1では、炉内の温度が730℃以上になると、SiCの酸化よる発泡によってペレットが膨張し始め、840℃まで昇温した後、1時間焼成したペレットは、直径が28mmになった。
【0033】
[実施例3]
焼成温度を680℃として実施例1と同様に毎分10℃の昇温率で680℃まで昇温し、1時間保持したところ、ペレットはほとんど膨張しないことが確認された。
【0034】
[実施例4]
焼成温度を700℃とした以外、すべて実施例3と同様の操作を行ったところ、ペレットはほとんど膨張しないことが確認された。
【0035】
このように焼成温度を600〜840℃の範囲で変化させたところ、600℃以上720℃未満の範囲であれば、ペレットがほとんど膨張しないことが確認された。また、焼成温度が600℃以上720℃未満である場合、焼成時間が1時間では、ペレットがほとんど膨張せずに、また、焼成ガラスとして使用できることが確認された。なお、グラスライニングとして焼成する場合、発泡を抑制しつつ、なるべく低温で焼成する観点から、680℃以上700℃以下で焼成することが好ましい。
【0036】
(SiCの前処理)
[実施例5]
SiCを、電気炉を用いて1500℃で1時間加熱し、SiC表面にSiO2被膜を形成させた。この前処理を行ったSiCを、上引きグラスライニング用のガラスフリットに、熱伝導性フィラーとして20重量%混合した。このSiC/グラス複合材を、実施例1と同様のペレットに形成し、電気炉内で720℃、1時間焼成した。
【0037】
[比較例2]
SiCを前処理しないこと以外、すべて実施例5と同様の操作を行った。
【0038】
図2(a)及び(b)は、実施例5及び比較例2の焼成開始1時間後のペレットの外観写真をそれぞれ示す。焼成後の実施例5のペレットにもガラスの膨張は認められたが、膨張の程度は小さかった。
【0039】
一方、焼成後の比較例2のペレットは、ガラスが大きく膨張した。また、焼成後の比較例2のペレットは、ガラス中の気泡量が非常に多く、レーザーフラッシュ法によって熱伝導率を測定することが不可能であった。
【0040】
[実施例6]
上引きグラスライニング用ガラスフリットへの前処理SiC混合量を40重量%とする以外、すべて実施例5と同様の操作を行った。
【0041】
[実施例7]
上引きグラスライニング用ガラスフリットへの前処理SiC混合量を60重量%とする以外、すべて実施例5と同様の操作を行った。
【0042】
[比較例3]
上引きグラスライニング用ガラスフリットに前処理SiCを混合しないこと以外、すべて実施例3と同様の操作を行った。
【0043】
図3は、実施例5〜7及び比較例3の焼成後のペレットについて、レーザーフラッシュ法によって熱伝導率を測定した結果を表すグラフである。SiC混合量0,20,40及び60重量%は、それぞれ比較例3、実施例5、実施例6及び実施例7を示している。前処理したSiCの混合量が増加するにつれて、ガラスの熱伝導率は上昇する傾向が認められた。
【0044】
図4(a)及び(b)は、それぞれ実施例5及び6のガラスの断面SEM写真である。図4(b)に示される実施例6のガラス程度の気泡が内包されていても、グラスライニング用途としての実用性があると判断された。
【0045】
なお、SiCを900℃、1200℃及び1400℃で、1時間又は4時間加熱する前処理を施した後、実施例5〜7と同様に上引きグラスライニング用ガラスフリットに添加したところ、実施例5〜7と同様に発泡を抑制しつつ、ガラスの熱伝導率が上昇する傾向が認められた。
【0046】
(不活性ガス雰囲気下における焼成)
酸化物でない熱伝導性フィラーは、焼成時に空気中の酸素と反応して酸化物に変化する。その際、ガスが発生し、発生したガスによってガラスが発泡する原因となる。このため、熱伝導性フィラーをガラスフリットに混合した後、不活性ガス雰囲気下で焼成すれば、熱伝導性フィラーが酸素と反応して酸化物に変化することを防止し得る。
【0047】
不活性ガスとしては、窒素ガス、ヘリウムガス、ネオンガス、アルゴンガス等を使用し得る。
【0048】
(減圧下または加圧下における焼成)
熱伝導性フィラーをガラスフリットに混合した後、減圧下で焼成することにより、発生した気泡を脱泡し、ガラス中に内包されるのを抑制し得る。熱伝導性フィラーが酸化物である場合にも、減圧下で焼成することにより、ガラスフリットとフィラー間に混入している空気を脱泡し、ガラス中に内包されるのを抑制し得る。また、減圧下で脱泡が困難な場合には、加圧下で焼成することによって内包された気泡径を小さくし、内包された気泡による熱伝導率の悪化を抑制し得る。
【0049】
減圧下で焼成工程を行う場合、0.1〜1000Paという圧力範囲となるように減圧することが好ましい。一方で、加圧下で焼成工程を行う場合、0.2〜1MPaという圧力範囲となるように加圧することが好ましい。
【産業上の利用可能性】
【0050】
本発明の熱伝導性ガラス、及びその製造方法は、ガラスの耐食性が求められ、かつ、昇温及び冷却効率が求められるグラスライニング製品等の分野において、有用である。
【特許請求の範囲】
【請求項1】
熱伝導性フィラーを酸素存在下、450℃以上1500℃以下の温度範囲で加熱処理する工程Aと、
工程A後の熱伝導性フィラーをガラスフリットに20重量%以上60重量%以下の割合で混合し、焼成する工程Bと、
を有する熱伝導性ガラスの製造方法。
【請求項2】
熱伝導性フィラーが、SiC、TiC、ZnC、TaC、W2C、BN、AlN、TaN、TiN、ZrN又はSi3N4のいずれか1つであることを特徴とする、請求項1記載の熱伝導性ガラスの製造方法。
【請求項3】
前記工程Aが10分以上4時間以下である、請求項1又は2に記載の熱伝導性ガラスの製造方法。
【請求項4】
熱伝導性フィラーをガラスフリットに20重量%以上60重量%以下の割合で混合し、600℃以上720℃未満の温度範囲で焼成することを特徴とする、熱伝導性ガラスの製造方法。
【請求項5】
熱伝導性フィラーが、SiC、TiC、ZnC、TaC、W2C、BN、AlN、TaN、TiN、ZrN又はSi3N4のいずれか1つであることを特徴とする、請求項4記載の熱伝導性ガラスの製造方法。
【請求項6】
熱伝導性フィラーをガラスフリットに混合した後、不活性ガス雰囲気下で焼成することを特徴とする、熱伝導性ガラスの製造方法。
【請求項7】
熱伝導性フィラーをガラスフリットに混合した後、減圧下又は加圧下で焼成することを特徴とする、熱伝導性ガラスの製造方法。
【請求項8】
表面にSiO2被膜が形成されているSiCをガラスフリットに20重量%以上60重量%以下の割合で含有することを特徴とする、熱伝導性ガラス。
【請求項1】
熱伝導性フィラーを酸素存在下、450℃以上1500℃以下の温度範囲で加熱処理する工程Aと、
工程A後の熱伝導性フィラーをガラスフリットに20重量%以上60重量%以下の割合で混合し、焼成する工程Bと、
を有する熱伝導性ガラスの製造方法。
【請求項2】
熱伝導性フィラーが、SiC、TiC、ZnC、TaC、W2C、BN、AlN、TaN、TiN、ZrN又はSi3N4のいずれか1つであることを特徴とする、請求項1記載の熱伝導性ガラスの製造方法。
【請求項3】
前記工程Aが10分以上4時間以下である、請求項1又は2に記載の熱伝導性ガラスの製造方法。
【請求項4】
熱伝導性フィラーをガラスフリットに20重量%以上60重量%以下の割合で混合し、600℃以上720℃未満の温度範囲で焼成することを特徴とする、熱伝導性ガラスの製造方法。
【請求項5】
熱伝導性フィラーが、SiC、TiC、ZnC、TaC、W2C、BN、AlN、TaN、TiN、ZrN又はSi3N4のいずれか1つであることを特徴とする、請求項4記載の熱伝導性ガラスの製造方法。
【請求項6】
熱伝導性フィラーをガラスフリットに混合した後、不活性ガス雰囲気下で焼成することを特徴とする、熱伝導性ガラスの製造方法。
【請求項7】
熱伝導性フィラーをガラスフリットに混合した後、減圧下又は加圧下で焼成することを特徴とする、熱伝導性ガラスの製造方法。
【請求項8】
表面にSiO2被膜が形成されているSiCをガラスフリットに20重量%以上60重量%以下の割合で含有することを特徴とする、熱伝導性ガラス。
【図1】


【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−111665(P2012−111665A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2010−262885(P2010−262885)
【出願日】平成22年11月25日(2010.11.25)
【出願人】(803000115)学校法人東京理科大学 (545)
【出願人】(000192590)株式会社神鋼環境ソリューション (534)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成22年11月25日(2010.11.25)
【出願人】(803000115)学校法人東京理科大学 (545)
【出願人】(000192590)株式会社神鋼環境ソリューション (534)
【Fターム(参考)】
[ Back to top ]