
熱伝導性シート、LED実装用基板およびLEDモジュール
【課題】放熱特性に優れる、ポリマーマトリクス中に熱伝導性フィラーが分散した熱伝導性シートを提供する。
【解決手段】ポリマーマトリクス中に非球状の熱伝導性フィラーが分散した、熱伝導性シートであって、前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向しており、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少している部分を有する熱伝導性シートとする。
【解決手段】ポリマーマトリクス中に非球状の熱伝導性フィラーが分散した、熱伝導性シートであって、前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向しており、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少している部分を有する熱伝導性シートとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、ポリマーマトリクス中に熱伝導性フィラーが分散した熱伝導性シートに関する。本発明はまた、当該熱伝導性シートを用いた発光ダイオード(LED)実装用基板、およびさらにこれを用いたLEDモジュールに関する。
【背景技術】
【0002】
近年、半導体素子をはじめとする電子部品の高密度化、高性能化に伴い、その発熱量が増加しつつある。そのため、電子部品で発生する熱を効率よく外部へ放散することが重要となっている。また近年、長寿命で省電力という特徴を有することから発光ダイオード(LED)光源の開発が盛んに行われており、LEDの発光強度の増大に伴って、その発熱量が増加しつつある。そのため、LEDで発生する熱を効率よく外部へ放散することが重要となっている。
【0003】
このようなことから、放熱部材の重要性が高まっており、放熱部材の一種として、ポリマーマトリクス中に熱伝導性フィラーを分散させた熱伝導性シートが知られている。このような熱伝導性シートにおいては、熱伝導性フィラーを磁場印加等により配向させることによって、熱伝導性を高めることが行われている(例えば、特許文献1〜4参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−281995号公報
【特許文献2】特開2007−012911号公報
【特許文献3】特開2007−012912号公報
【特許文献4】特開2007−012913号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
これらの特許文献においては、熱伝導性フィラーはシートの厚さ方向に沿って配向しているが、本発明者らが検討したところ、放熱特性に改善の余地があることがわかった。
【0006】
そこで本発明は、放熱特性に優れる、ポリマーマトリクス中に熱伝導性フィラーが分散した熱伝導性シートを提供することを目的とする。本発明はまた、当該熱伝導性シートを用いたLED実装用基板、およびさらにこれを用いたLEDモジュールを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、ポリマーマトリクス中に非球状の熱伝導性フィラーが分散した、熱伝導性シートであって、
前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向しており、
前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少している部分を有する熱伝導性シートである。
【0008】
本発明の熱伝導性シートにおいては、前記熱伝導性フィラーの60%以上が、シート面に対して45°以上の角度で配向していることが好ましい。
【0009】
本発明の熱伝導性シートにおいては、前記配向中心軸上の1点に近い方のシート面に熱を与えて測定した熱伝導率λ1と、前記配向中心軸上の1点から遠い方のシート面に熱を与えて測定した熱伝導率λ2との比λ1/λ2が、1.5以上であることが好ましい。
【0010】
前記熱伝導性フィラーは、炭素繊維、または窒化ホウ素であることが好ましい。
【0011】
本発明の熱伝導性シートの好ましい一実施態様では、前記ポリマーマトリクスを構成するポリマーが、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70モル%以上含む重合体である。このとき、熱伝導性シートを、熱伝導性粘着シートとして構成することができる。
【0012】
本発明の熱伝導性シートの好ましい別の一実施態様では、前記ポリマーマトリクスを構成するポリマーが、フッ素樹脂である。このとき、熱伝導性シートは、発光ダイオード実装用基板用途に好適である。したがって、本発明はまた、当該熱伝導性シートを用いた発光ダイオード実装用基板であり、本発明はさらに、当該発光ダイオード実装用基板および発光ダイオードチップを備えた発光ダイオードモジュールである。
【0013】
本発明はまた、ポリマー、熱伝導性フィラー、および溶媒を含む塗布液を支持体上に塗布する工程、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程、および
前記支持体上の塗布液を乾燥させてシートを得る工程を含む熱伝導性シートの製造方法である。
【0014】
本発明はまた、モノマー、重合開始剤、および熱伝導性フィラーを含む塗布液を支持体上に塗布する工程、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程、および
前記支持体上の塗布液中のモノマーを重合させてシートを得る工程を含む熱伝導性シートの製造方法である。
【発明の効果】
【0015】
本発明によれば、放熱特性に優れる、ポリマーマトリクス中に熱伝導性フィラーが分散した熱伝導性シートが得られる。本発明によれば、放熱特性に優れた、熱伝導性粘着シート、LED実装用基板、LEDモジュール等を構成することができる。
【図面の簡単な説明】
【0016】
【図1】本発明のLEDモジュールを模式的に示す断面図である。
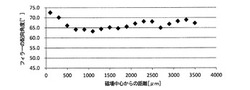
【図2】実施例1の熱伝導性シートのX線CTによる配向角度測定結果である。
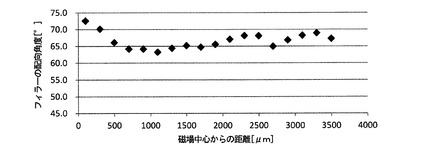
【図3】実施例2の熱伝導性シートのX線CTによる配向角度測定結果である。
【発明を実施するための形態】
【0017】
まず、本発明の熱伝導性シートについて説明する。本発明は、ポリマーマトリクス中に非球状の熱伝導性フィラーが分散した、熱伝導性シートであって、
前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向しており、
前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少している部分を有する熱伝導性シートである。
【0018】
本発明において、マトリクスを構成するポリマーは、シート状に形成できるものであれば特に限定はなく、例えば、フッ素樹脂、ポリイミド、ポリアリレート、ポリアミドイミド、ポリアミド、(メタ)アクリル系重合体、エポキシ樹脂、シリコーン樹脂等を用いることができる。
【0019】
フッ素樹脂の例としては、ポリテトラフルオロエチレン、ペルフルオロアルコキシフッ素樹脂、四フッ化エチレン・六フッ化プロピレン共重合体、ポリフッ化ビニリデン等が挙げられる。マトリクスを構成するポリマーがフッ素樹脂を含む場合には、熱伝導性シートはLED実装用基板用途に好適である。フッ素樹脂としては、ポリフッ化ビニリデンが好ましい。
【0020】
(メタ)アクリル系重合体としては、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70重量%以上含む重合体を好適に用いることができる。マトリクスを構成するポリマーが当該重合体である場合には、熱伝導性シートに粘着性を付与することができる。当該重合体は、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として80重量%以上含むことが好ましく、90重量%以上含むことがより好ましい。
【0021】
炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートとしては、例えば、エチル(メタ)アクリレート、n−プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、sec−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、n−オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソノニル(メタ)アクリレート、ドデシル(メタ)アクリレートなどが挙げられる。これらアルキル(メタ)アクリレートは単独でまたは2種以上組み合わせて用いることができる。
【0022】
前記重合体の他のモノマー単位としては、アクリル酸、メタクリル酸、カルボキシエチル(メタ)アクリレート、カルボキシペンチル(メタ)アクリレート、イタコン酸、マレイン酸、フマル酸、クロトン酸等のカルボキシル基含有モノマー;(メタ)アクリル酸ヒドロキシエチル、(メタ)アクリル酸ヒドロキシプロピル、(メタ)アクリル酸ヒドロキシブチル、(メタ)アクリル酸ヒドロキシへキシル等のヒドロキシル基含有モノマー;無水マレイン酸、無水イタコン酸等の酸無水物モノマー;2−アクリルアミド−2−メチルプロパンスルホン酸、スルホプロピルアクリレート等のスルホン酸基含有モノマー;2−ヒドロキシエチルアクリロイルホスフェート等の燐酸基含有モノマーなどが挙げられる。また(メタ)アクリルアミド、N−メチロールアクリルアミド等のN−置換(メタ)アクリルアミド等のアミド系モノマー、N−(メタ)アクリロイルオキシメチレンスクシンイミド、N−(メタ)アクリロイル−6−オキシへキサメチレンスクシンイミド、N−(メタ)アクリロイル−8−オキシオクタメチレンスクシンインミド等のスクシンイミド系モノマーなども他のモノマー単位として挙げられる。さらに酢酸ビニル、N−ビニルピロリドン、N−ビニルカルボン酸アミド類、スチレン、N−ビニルカプロラクタム等のビニル系モノマー;アクリロニトリル、メタクリロニトリル等のニトリル系モノマー、(メタ)アクリル酸グリシジル、テトラヒドロフルフリル(メタ)アクリレート、ポリエチレングリコール(メタ)アクリレート、ポリプロピレングリコール(メタ)アクリレート、フッ素(メタ)アクリレート、シリコーン(メタ)アクリレート、2−メトキシエチル(メタ)アクリレート等のアクリル酸エステル系モノマー;メチル(メタ)アクリレート、オクタデシル(メタ)アクリレート等の炭素数1または15以上のアルキル(メタ)アクリレート等が挙げられる。これらのうち、熱伝導性シートの粘着性の観点から、カルボキシル基含有モノマーおよびヒドロキシル基含有モノマーが好ましく、アクリル酸が特に好ましい。
【0023】
また、前記重合体の他のモノマー単位として、多官能(メタ)アクリレートを用いてもよい。多官能(メタ)アクリレートとしては、少なくとも2個の(メタ)アクリロイル基を有する化合物を特に制限なく使用できる。その例としては、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、1,2−エチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、1,12−ドデカンジオールジ(メタ)アクリレート等が挙げられる。
【0024】
多官能(メタ)アクリレートの使用量は、ポリマーマトリクスのゲル分率が45重量%以上となるように配合するのが好ましく、前記ゲル分率が50重量%以上となるように配合するのがより好ましい。マトリクスを構成するポリマーが前記の重合体である場合には、熱伝導性シートが粘着層として機能することができるが、ゲル分率が45重量%以上であると、当該粘着層に高い凝集力および保持力を与えることができ、剪断方向への高い接着強さを与えることができる。ただし、ゲル分率が高くなりすぎると、粘着層のタックが低下し、粘着性能や外観に悪影響を及ぼす場合があるため、ゲル分率は99重量%以下とすることが好ましく、97重量%以下とすることがより好ましい。
【0025】
なお、ゲル分率は、ポリマーマトリクス約1gを精秤し、これを酢酸エチル約40gに7日間浸漬し、その後、酢酸エチルに対する不溶解分を全て回収し、130℃で2時間乾燥し、その重量を求め、得られた数値を以下の式に代入して算出することができる。
ゲル分率(重量%)=(不溶解分重量/浸漬前のポリマーマトリクス重量)×100
【0026】
本発明で用いられる熱伝導性フィラーの形状は、非球状である。熱伝導性フィラーは、非球状であることによって配向することができる。熱伝導性フィラーの形状は、板状または棒状であることが好ましい。また、熱伝導性フィラーは、磁化容易軸と熱伝導率の高くなる方向が一致していることが好ましい。
【0027】
本発明で用いられる熱伝導性フィラーとしては、例えば、炭素繊維、炭素ナノチューブ、金属窒化物、金属酸化物、金属炭化物、金属水酸化物などが挙げられる。
【0028】
炭素繊維に関しては、PAN系よりもメソフェーズピッチ系を主原料として溶融紡糸、不溶化および炭化処理したものである方が、グラファイト構造が発達し、繊維長さ方向の熱伝導率が大きくなり好ましい。この他、気相成長法による炭素繊維はサイズが小さくなるため、マトリックスへの分散、および配列は難しくなるが、得られる熱伝導性シートの外観が平滑であり好ましい。炭素繊維の平均繊維径は0.1〜20μm、平均繊維長は1〜500μmであることが好ましい。尚、繊維長さの上限は、熱伝導性シートの厚さに応じて適宜選定すれば良いが、アスペクト比が大きいと配向しにくくなること、繊維径に限界があることを考慮し、長さも500μm以下が好ましい。
【0029】
金属窒化物の例としては、窒化ホウ素、窒化アルミニウム、窒化ケイ素等が挙げられる。金属酸化物の例としては、酸化アルミニウム、酸化ケイ素、酸化亜鉛、酸化マグネシウム等が挙げられる。また、金属炭化物の例としては、炭化ケイ素等が挙げられる。金属水酸化物の例としては、水酸化アルミニウム、水酸化マグネシウム等が挙げられる。金属窒化物、金属酸化物、金属炭化物または金属水酸化物を用いる場合には、その粒子径については、0.5〜100μmがよい。0.5μmより小さいと熱伝導パスを形成しにくく、また100μmを超えると表面荒れや空隙による界面抵抗が増えることで、熱伝導効果が小さくなるおそれがある。
【0030】
熱伝導性フィラーは、サスペンジョン法による異方性磁化率が、1×10-7以上であることが好ましい。異方性磁化率がこれより小さい場合、高い磁場強度や低いマトリックス粘度が必要となるため、設備、材料の制約が多くなり好ましくない。尚、サスペンジョン法とは、反磁性フィラーを分散させた溶液に磁場を印加してフィラーの角度変化から配向緩和時間を算出し異方性磁化率に換算する方法である。
【0031】
熱伝導率および磁化率の高さの観点から、特に好ましい熱伝導性フィラーは、炭素繊維、および窒化ホウ素である。
【0032】
熱伝導性フィラーの含有量は、ポリマーマトリックスに対し、3〜60重量%が好ましい。3重量%より小さいと、十分な熱伝導性が得られないおそれがあり、60重量%よりも大きいと、規則的にフィラーを配列させることが難しくなるおそれがある。
【0033】
本発明の熱伝導性シートにおいては、前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向している。このとき、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少するように、熱伝導性フィラーが配向している部分を熱伝導性シートが有する。熱伝導性フィラーがこのように配向した部分は、シート全体であってもよいし、シートの一部のみであってもよく、シートに2箇所以上あってもよい。
【0034】
熱伝導性フィラーのシートの厚さ方向への配向度は、シートの厚さ方向の断面を見た場合に、シートの面方向とフィラーの長軸方向との角度として評価することができる。
【0035】
このように熱伝導性フィラーが配向している本発明の熱伝導性シートの、シートの厚さ方向の断面を見た場合には、フィラーが扇状(放射状)に配向している。従来技術では、熱伝導性シートにおいては、シートの厚さ方向に沿ってフィラーが配向しており、これにより、シートの厚さ方向に迅速に熱を伝達すことができる。これに対し、本発明の熱伝導性フィラーは、そのシートの厚さ方向の断面において、フィラーが扇状(放射状)に配向しているため、扇形状が狭まっている方のシート面(配向中心軸上の1点に近い方のシート面)の一部に熱が与えられた場合には熱をシートの面方向に拡散させながら、シートの厚さ方向に伝達することができる。すると、シートの厚さ方向に沿ってフィラーが配向している従来技術に比べて、放熱に使用されるシートの面積が広くなり、より高い放熱特性を得ることができる。
【0036】
熱伝導性の観点からは、本発明の熱伝導性シートにおいては、熱伝導性フィラーの60%以上が、シート面に対して45°以上の角度で配向していることが好ましい。
【0037】
本発明においては、シートの厚さ方向の断面を見た場合には、フィラーが扇状(放射状)に配向しているため、扇形状が狭まっている方のシート面(配向中心軸上の1点に近い方のシート面)の一部に熱が与えられた場合には、シートのもう一方の面に拡散しながら熱が伝導され、扇形状が広がっている方のシート面(配向中心軸上の1点から遠い方のシート面)の一部に熱が与えられた場合には、シートのもう一方の面に集束しながら熱が伝導される。よって、配向中心軸上の1点に近い方のシート面に熱を与えて測定した熱伝導率をλ1とし、配向中心軸上の1点から遠い方のシート面に熱を与えて測定した熱伝導率をλ2とした場合には、λ1>λ2の関係にある。そこで、本発明においては、これら熱伝導率の比λ1/λ2が、1.5以上であることが好ましい。
【0038】
本発明の熱伝導性シートの厚さは、熱伝導性シートの用途に応じて適宜決定すればよいが、熱伝導性粘着シートとして構成する際には、通常10μm以上、好ましくは20μm以上、より好ましくは30μm以上であり、また通常400μm以下である。LED実装用基板用途に使用する際には、通常50〜300μmであり、好ましくは、100〜200μmである。
【0039】
本発明の熱伝導性シートは、可塑剤、軟化剤、充填剤、顔料、染料などの従来公知の各種の添加剤を含んでいてもよい。
【0040】
本発明の熱伝導性シートの製造方法については特に制限はない。好適な製造方法の一例としては、ポリマー、熱伝導性フィラー、および溶媒を含む塗布液を支持体上に塗布する工程(塗布工程A)、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程(配向工程A)、および
前記支持体上の塗布液(塗布膜)を乾燥させてシートを得る工程(シート化工程A)を含む方法(方法A)が挙げられる。
【0041】
当該方法Aは、マトリックスを構成するポリマーが、フッ素樹脂、ポリイミド、ポリアリレート、ポリアミドイミド、ポリアミド、エポキシ樹脂、シリコーン樹脂等であった場合に特に好適な方法である。
【0042】
まず、塗布工程Aについて説明する。塗布液は、公知方法により調製することができる。例えば、溶媒に上記のポリマーを溶解させ、そこへ上述の非球状の熱伝導性フィラーを添加して分散させることにより調製することができる。溶媒は、ポリマーの種類に応じて適宜選択すればよく、アセトン、酢酸エチル、N−メチル−2−ピロリドン等の極性溶媒が好適である。溶媒の量は、固形分濃度が5〜55重量%程度となるように添加すればよい。
【0043】
熱伝導性フィラーの含有量は、ポリマーに対し、3〜60重量%が好ましい。
【0044】
塗布液は、各種の添加剤を含んでいてもよい。
【0045】
塗布液を塗布する支持体としては、ガラス板、ポリマーフィルム、金属板、金属フィルム等を用いることができる。最終的に支持体からシートを剥離させる場合には、支持体に離型処理を施しておくことが好ましい。
【0046】
塗布液を支持体に塗布する方法としては、ワイヤーバーコーター、アプリケーター、ロールコーターを用いた方法、キャストコーティング法、ノズルコーティング法、スプレーコーティング法等を採用することができる。
【0047】
塗布厚みとしては、例えば、0.001〜0.5mmである。
【0048】
次に、配向工程Aについて説明する。支持体の上方または下方から放射状に磁場を印加する方法としては、例えば、支持体の上下に磁石を配置するのであるが、このとき一方の磁石に先端寸法または先端径が非常に小さいものを用いればよい。あるいは、同じ先端寸法または先端径の磁石を用いる場合でも、一方の磁石に針状の強磁性体を配置することによって、磁界を集中させることができる。磁石としては、永久磁石、電磁石、超伝導磁石のいずれであってもよい。
【0049】
支持体の上方または下方から放射状に磁場を印加することにより、熱伝導性フィラーが配向する。磁場の強度および磁場の印加時間は、熱伝導性フィラーの所望の配向度に応じて適宜設定すればよいが、磁場の強度は、0.5T以上が好ましく、1T以上がより好ましく、2T以上がさらに好ましい。
【0050】
次にシート化工程Aについて説明する。シート化工程Aは、溶媒の種類に応じて公知の乾燥方法を採用して行うことができる。このとき、磁場の印加と同時または印加後に、溶媒の沸点未満の温度で加熱して塗布膜を予備乾燥してもよい。予備乾燥は、減圧下で行ってもよい。予備乾燥は、熱伝導性フィラーの配向が乱れない程度の時間内に実施することが好ましい。
【0051】
以上の工程を実施することにより、熱伝導性シートを得ることができる。
【0052】
本発明の熱伝導性シートの製造方法の別の好適な一例としては、モノマー、重合開始剤、および熱伝導性フィラーを含む塗布液を支持体上に塗布する工程(塗布工程B)、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程(配向工程B)、および
前記支持体上の塗布液(塗布膜)中のモノマーを重合させてシートを得る工程(シート化工程B)を含む方法(方法B)が挙げられる。
【0053】
当該方法Bは、マトリックスを構成するポリマーが、(メタ)アクリル系重合体等であった場合に特に好適な方法である。
【0054】
まず塗布工程Bについて説明する。モノマーとしては、例えば、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70重量%以上含む重合体について上述した際のモノマー、すなわち上述の炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートおよび上述の重合体の他のモノマー単位として説明したモノマーを用いることができる。
【0055】
重合開始剤としては、光重合開始剤、熱重合開始剤等を用いることができるが、光重合開始剤が好ましい。光重合開始剤としては、各種のものを特に制限なく使用できる。例えば、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン(イルガキュア651:チバ・スペシャリティ・ケミカル社製)などのケタール系、1−ヒドロキシ−シクロヘキシル−フェニルケトン(イルガキュア184:チバ・スペシャリティ・ケミカル社製)、2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン(ダロキュア1173:チバ・スペシャリティ・ケミカル社製)、1−[4−(2−ヒドロキシエトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン(イルガキュア2959:チバ・スペシャリティ・ケミカル社製)などのα−ヒドロキシケトン系、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノプロパン−1−オン(イルガキュア907:チバ・スペシャリティ・ケミカル社製)、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−ブタノン−1(イルガキュア369:チバ・スペシャリティ・ケミカル社製)などのα−アミノケトン系、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキシド(ルシリンTPO:BASF社製)等のアシルホスフィンオキサイド系、その他、ベンゾフェノン系、ベンゾイン系、チオキサントン系などの重合開始剤が挙げられる。
【0056】
重合開始剤の使用量は、前記モノマー100重量部に対して、0.001〜5重量部が好ましく、より好ましくは0.01〜4重量部であり、さらに好ましくは0.1〜3重量部である。
【0057】
塗布液は、公知方法により調製することができる。例えば、モノマーに上記の重合開始剤を溶解させ、そこへ上述の非球状の熱伝導性フィラーを添加して分散させることにより調製することができる。塗布液の粘度に関しては特に限定はないが、塗布のしやすさ、および熱伝導性フィラーの分散および配向の容易さの点から、25℃において0.1〜10Pa・sが好ましい。0.1Pa・sより小さいと、フィラーが沈降したり、塗布膜の厚さがばらつく恐れがある。一方、10Pa・sを越えるとフィラーの配向が不十分となるおそれがあり、また塗布膜に気泡が混入しやすくなるおそれがある。
【0058】
塗布液の粘度を調整するために、モノマーの一部を予め重合させから塗布液に配合してもよい。すなわち、モノマーは部分重合物として塗布液に配合してもよい。当該部分重合物の重合率は、部分重合物中のポリマー分子量にもよるが、2〜40重量%が好ましく、5〜20重量%がより好ましい。部分重合する際には、酸素との接触を避けて紫外線照射することが好ましい。なお、部分重合物の重合率は、部分重合物約0.5gを精秤し、これを130℃で2時間乾燥した後の重量を精秤し、得られた数値を以下の式に代入して算出することができる。
部分重合物の重合率(%)=(乾燥後の部分重合物の重量/乾燥前の部分重合物の重量)×100
【0059】
また塗布液の粘度は、増粘用ポリマーを適宜配合することにより調整することもできる。増粘用ポリマーとしては、前記した炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートに、アクリル酸、アクリルアミド、アクリロニトリル、アクリロイルモルホリン等を共重合したアクリル系ポリマーや、スチレンブタジエンゴム(SBR)、エチレン−酢酸ビニル共重合体、アクリルゴム、ポリウレタン、ポリエステル等を用いることができる。これら増粘剤用ポリマーは、モノマー、増粘剤用ポリマー、および重合開始剤の合計に対して40重量%以下の範囲で用いられる。増粘用ポリマーを用いる場合には、5重量%以上用いることが好ましい。
【0060】
熱伝導性フィラーの含有量は、モノマーに対し3〜60重量%が好ましい。
【0061】
塗布液は、各種の添加剤を含んでいてもよい。
【0062】
塗布液を塗布する支持体としては、ガラス板、ポリマーフィルム、金属板、金属フィルム等を用いることができる。
【0063】
塗布液を支持体に塗布する方法としては、ワイヤーバーコーター、アプリケーター、ロールコーターを用いた方法、キャストコーティング法、ノズルコーティング法、スプレーコーティング法等を採用することができる。
【0064】
塗布厚みとしては、例えば、0.001〜0.5mmである。
【0065】
配向工程Bは、配向工程Aと同様にして実施することができる。
【0066】
シート化工程は、塗布液に熱重合開始剤を配合した場合には、塗布膜を加熱してモノマーを重合させることにより行うことができる。塗布液に光重合開始剤を配合した場合には、塗布膜に紫外線等の光を照射してモノマーを重合させることにより行うことができる。光照射は、具体的に例えば、波長300〜400nmにおける照度が1〜200mW/cm2である紫外線を、光量400〜4000mJ/cm2程度照射する。このとき、重合率は90重量%以上とすることが望ましい。なお、重合率は前述の方法と同様の方法により算出できる。
【0067】
モノマーを重合させた後は、残存するモノマーを除去するために、熱風乾燥、真空乾燥、減圧乾燥、遠赤外線乾燥などを施してもよい。
【0068】
以上の工程を実施することにより、熱伝導性シートを得ることができる。
【0069】
この他、本発明の熱伝導性シートは、方法Bで使用する塗布液を支持体に塗布した後、磁場を印加して熱伝導性フィラーを厚さ方向に沿って配向させ、塗布膜の表面に部分的に光照射を行い、硬化収縮を不均一に引き起こすことによっても製造することができる。
【0070】
本発明の熱伝導性シートは、放熱特性に優れる。本発明の熱伝導性シートにおいては、シートの厚さ方向の断面を見た場合には、フィラーが扇状(放射状)に配向しているため、扇形状が狭まっている方のシート面(配向中心軸上の1点に近い方のシート面:λ1面とする)の一部に熱が与えられた場合には、シートのもう一方の面に拡散しながら熱が伝導され、扇形状が広がっている方のシート面(配向中心軸上の1点から遠い方のシート面:λ2面とする)の一部に熱が与えられた場合には、シートのもう一方の面に集束しながら熱が伝導される。したがって、放熱を重視する場合には、λ1面を発熱部品のある側に使用するとよい。このとき、発熱部品は、配向中心上に位置していることが好ましい。一方、発熱部品に隣接する部品に熱を与えないようにしたい場合には、λ2面を発熱部品のある側に使用する、あるいは複数の熱伝導性シートを使用して、発熱部品のある側に、λ1面およびλ2面を組み合わせて配置することによって、部分放熱を行うこともできる。
【0071】
本発明の熱伝導性シートの好適な実施態様としては、マトリクスを構成するポリマーとして(メタ)アクリル系重合体、特に、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70重量%以上含む重合体を用い、熱伝導性シートを、熱伝導性粘着シートとして構成する。
【0072】
当該熱伝導性粘着シートは、常法に準じて使用することができ、例えば、発熱部品と、ヒートシンク、ヒートスプレッダー等の間に介在させて使用することができる。
【0073】
本発明の熱伝導性シートの好適な実施態様としては、マトリクスを構成するポリマーとしてフッ素樹脂、特にフッ化ビニリデンを用い、当該熱伝導性シートをLED実装用基板に使用する。当該LED実装用基板は、例えば、銅、アルミ等の金属層と熱伝導性シートが積層された構成を有する。
【0074】
当該LED実装用基板およびLEDチップを用いて、常法に従い、LEDモジュールを構成することができる。LEDモジュールの構成例を図1に示す。LEDモジュール100は、アルミフレーム10と熱伝導性シート20とを積層したLED実装用基板30、銅箔40、およびLEDチップ50を備える。アルミフレーム10および熱伝導性シート20が屈曲性を有するため、LED実装用基板30は、フレキシブル基板である。したがって、LEDモジュール100は、フレキシブル基板にLEDチップ50が実装されている形態となっている。
【実施例】
【0075】
以下、実施例及び比較例を挙げて本発明を詳細に説明するが、本発明は、これら実施例に限定されるものではない。まず、評価方法について説明する。
【0076】
<熱伝導率測定>
キセノンフラッシュアナライザー(NETZCHE製)によって、得られた熱伝導性シートの熱拡散率を測定した。すなわち、シートの厚み方向に試料下面からキセノンフラッシュをあて、試料から放射された赤外線をディテクターにより検出し試料上面の最高上昇温度幅(Δtmax)の1/2の温度に達する時間(t1/2)から熱拡散係数αを導き、式(1)により試料の熱伝導率を算出した。
λ=α・Cp・ρ 式(1)
λ:熱伝導率(W/m・K)
α:熱拡散係数(m2/s)
Cp:比熱(J/kg・K)
ρ:比重(kg/m3)
【0077】
<配向角度測定>
X線CT(SKYSCAN、1172MicroCT、管電圧25lv、管電流140μA)により連続透過像を撮影し、断層像を作成した。得られた三次元像を2値化処理を行い、フィラーの配向角度を求めた。尚、配向角度0°はフィルムの面方向とした。
【0078】
<接着力測定>
粘着フィルムをSUSとポリイミドフィルムで挟み、接着させた後、幅10mmにスリットした。オートグラフ(島津製AG−1)を用いて、180°ピール、引張速度50mm/minで剥離したときの測定値を接着力とした。
【0079】
実施例1
モノマー成分として、2−エチルヘキシルアクリレート90重量部、およびアクリル酸10重量部が混合されたモノマー混合物に、光重合開始剤として、商品名「イルガキュア651」(チバ・スペシャルティー・ケミカル社製)0.1重量部を配合して混合した後、フラスコに投入し、窒素雰囲気下で、ブラックライトによる紫外線に曝露して部分的に光重合させることによって、重合率7%の部分重合モノマー組成物(光重合性シロップ)を調製した。この光重合性シロップに対して10wt%となるように炭素繊維(帝人製、ラヒーマ)を添加し、その後、自転公転式攪拌機で分散して塗布液を得た。塗布液をセパレータ上に100μmの厚さで塗布し、更にその上にセパレータを載せて、空気を遮断した。この3層基材を磁場空間に挿入し、2Tの磁場を放射状に5分間印加した。尚、磁場空間の上部には鉄製の針金をフィルムと垂直となるように磁場空間の中央にセットし、針金先端とフィルム表面までの距離を2mmとした。磁場印加後、10分間UV照射して、モノマー成分を重合させた。続いて片側セパレータを剥がして130℃で3分乾燥し、残存モノマーを除去した。結果、針金が近接していた位置を中心に周囲に向かって配向が随時傾斜した炭素繊維の配向状態を得た。配向角度測定の結果を図2に示す。フィラーの配向角度を測定したところ、シート面に対して45°以上の角度で配向している炭素繊維は、全炭素繊維の87%であった。また、熱伝導率(明細書中に規定するλ1、λ2)を測定したところ、λ1=1.2W/mK、λ2=0.6W/mK、λ1/λ2=2となった。尚、SUSとの接着力は4.2N/10mmと実用上、十分な値であった。
【0080】
実施例2
炭素繊維を窒化ホウ素(モメンティブ製PT110、板状)に変更したこと以外は、実施例1と同様にして実施した。結果、針金が近接していた位置を中心に周囲に向かって配向が随時傾斜した窒化ホウ素の配向状態を得た。配向角度測定の結果を図3に示す。また、熱伝導率を測定したところ、λ1=0.4W/mK、λ2=0.14W/mK、λ1/λ2=2.8となった。さらに、SUSとの接着力は5.8N/10mmと実用上、十分な値であった。
【0081】
実施例3
ジメチルアセトアミドにポリフッ化ビニリデン(PVdF)粉末(クレハ化学製#1100)を溶解した(固形分濃度:18重量%)。このPVdF溶液に窒化ホウ素(電気化学工業製HGPグレード)を、PVdF固形分に対して35体積%となるように配合し、塗布液を得た。この塗布液をガラス板に塗布した後、磁場空間に挿入し、2Tの磁場を放射状に印加しながら、25℃で10分間、90℃で10分間加熱した。尚、磁場空間の上部には鉄製の針金を塗布膜と垂直となるように磁場空間の中央にセットし、針金先端と塗布膜表面までの距離を2mmとした。磁場空間から取り出した後、120℃で30分間、200℃で10分間加熱した。結果、針金が近接していた位置を中心に周囲に向かって配向が随時傾斜した窒化ホウ素の配向状態を得た。シートの厚さは70μmであった。熱伝導率を測定したところ、λ1=2.4W/mK、λ2=1.5W/mK、λ1/λ2=1.6となった。さらにUV反射率(460nm)を常法により測定したところ、81%であった。
【0082】
比較例1
磁場を印加する際に、針金を設けずにシートと垂直方向に磁場を印加した以外は、実施例1と同様にして実施した。結果、シート内の炭素繊維はほぼ均一に垂直配向していた。さらに熱伝導率を測定したところ、λ=0.7W/mKとなった。
【0083】
比較例2
磁場を印加する際に、針金を設けずに、シートと垂直方向に磁場を印加した以外は、実施例2と同様にして実施した。結果、シート内の窒化ホウ素はほぼ均一に垂直配向していた。さらに熱伝導率を測定したところ、λ=0.25W/mKとなった。
【0084】
比較例3
磁場を印加する際に、針金を設けずに、シートと垂直方向に磁場を印加した以外は、実施例3と同様にして実施した。結果、シート内の窒化ホウ素はほぼ均一に垂直配向していた。さらに熱伝導率を測定したところ、λ=1.9W/mKとなった。また、UV反射率(460nm)を常法により測定したところ、76%であった。
【産業上の利用可能性】
【0085】
本発明の熱伝導性シートは、発熱部品の放熱目的に用いることができる。
【符号の説明】
【0086】
10 アルミフレーム
20 熱伝導性シート
30 LED実装用基板
40 銅箔
50 LEDチップ
100 LEDモジュール
【技術分野】
【0001】
本発明は、ポリマーマトリクス中に熱伝導性フィラーが分散した熱伝導性シートに関する。本発明はまた、当該熱伝導性シートを用いた発光ダイオード(LED)実装用基板、およびさらにこれを用いたLEDモジュールに関する。
【背景技術】
【0002】
近年、半導体素子をはじめとする電子部品の高密度化、高性能化に伴い、その発熱量が増加しつつある。そのため、電子部品で発生する熱を効率よく外部へ放散することが重要となっている。また近年、長寿命で省電力という特徴を有することから発光ダイオード(LED)光源の開発が盛んに行われており、LEDの発光強度の増大に伴って、その発熱量が増加しつつある。そのため、LEDで発生する熱を効率よく外部へ放散することが重要となっている。
【0003】
このようなことから、放熱部材の重要性が高まっており、放熱部材の一種として、ポリマーマトリクス中に熱伝導性フィラーを分散させた熱伝導性シートが知られている。このような熱伝導性シートにおいては、熱伝導性フィラーを磁場印加等により配向させることによって、熱伝導性を高めることが行われている(例えば、特許文献1〜4参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−281995号公報
【特許文献2】特開2007−012911号公報
【特許文献3】特開2007−012912号公報
【特許文献4】特開2007−012913号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
これらの特許文献においては、熱伝導性フィラーはシートの厚さ方向に沿って配向しているが、本発明者らが検討したところ、放熱特性に改善の余地があることがわかった。
【0006】
そこで本発明は、放熱特性に優れる、ポリマーマトリクス中に熱伝導性フィラーが分散した熱伝導性シートを提供することを目的とする。本発明はまた、当該熱伝導性シートを用いたLED実装用基板、およびさらにこれを用いたLEDモジュールを提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は、ポリマーマトリクス中に非球状の熱伝導性フィラーが分散した、熱伝導性シートであって、
前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向しており、
前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少している部分を有する熱伝導性シートである。
【0008】
本発明の熱伝導性シートにおいては、前記熱伝導性フィラーの60%以上が、シート面に対して45°以上の角度で配向していることが好ましい。
【0009】
本発明の熱伝導性シートにおいては、前記配向中心軸上の1点に近い方のシート面に熱を与えて測定した熱伝導率λ1と、前記配向中心軸上の1点から遠い方のシート面に熱を与えて測定した熱伝導率λ2との比λ1/λ2が、1.5以上であることが好ましい。
【0010】
前記熱伝導性フィラーは、炭素繊維、または窒化ホウ素であることが好ましい。
【0011】
本発明の熱伝導性シートの好ましい一実施態様では、前記ポリマーマトリクスを構成するポリマーが、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70モル%以上含む重合体である。このとき、熱伝導性シートを、熱伝導性粘着シートとして構成することができる。
【0012】
本発明の熱伝導性シートの好ましい別の一実施態様では、前記ポリマーマトリクスを構成するポリマーが、フッ素樹脂である。このとき、熱伝導性シートは、発光ダイオード実装用基板用途に好適である。したがって、本発明はまた、当該熱伝導性シートを用いた発光ダイオード実装用基板であり、本発明はさらに、当該発光ダイオード実装用基板および発光ダイオードチップを備えた発光ダイオードモジュールである。
【0013】
本発明はまた、ポリマー、熱伝導性フィラー、および溶媒を含む塗布液を支持体上に塗布する工程、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程、および
前記支持体上の塗布液を乾燥させてシートを得る工程を含む熱伝導性シートの製造方法である。
【0014】
本発明はまた、モノマー、重合開始剤、および熱伝導性フィラーを含む塗布液を支持体上に塗布する工程、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程、および
前記支持体上の塗布液中のモノマーを重合させてシートを得る工程を含む熱伝導性シートの製造方法である。
【発明の効果】
【0015】
本発明によれば、放熱特性に優れる、ポリマーマトリクス中に熱伝導性フィラーが分散した熱伝導性シートが得られる。本発明によれば、放熱特性に優れた、熱伝導性粘着シート、LED実装用基板、LEDモジュール等を構成することができる。
【図面の簡単な説明】
【0016】
【図1】本発明のLEDモジュールを模式的に示す断面図である。
【図2】実施例1の熱伝導性シートのX線CTによる配向角度測定結果である。
【図3】実施例2の熱伝導性シートのX線CTによる配向角度測定結果である。
【発明を実施するための形態】
【0017】
まず、本発明の熱伝導性シートについて説明する。本発明は、ポリマーマトリクス中に非球状の熱伝導性フィラーが分散した、熱伝導性シートであって、
前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向しており、
前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少している部分を有する熱伝導性シートである。
【0018】
本発明において、マトリクスを構成するポリマーは、シート状に形成できるものであれば特に限定はなく、例えば、フッ素樹脂、ポリイミド、ポリアリレート、ポリアミドイミド、ポリアミド、(メタ)アクリル系重合体、エポキシ樹脂、シリコーン樹脂等を用いることができる。
【0019】
フッ素樹脂の例としては、ポリテトラフルオロエチレン、ペルフルオロアルコキシフッ素樹脂、四フッ化エチレン・六フッ化プロピレン共重合体、ポリフッ化ビニリデン等が挙げられる。マトリクスを構成するポリマーがフッ素樹脂を含む場合には、熱伝導性シートはLED実装用基板用途に好適である。フッ素樹脂としては、ポリフッ化ビニリデンが好ましい。
【0020】
(メタ)アクリル系重合体としては、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70重量%以上含む重合体を好適に用いることができる。マトリクスを構成するポリマーが当該重合体である場合には、熱伝導性シートに粘着性を付与することができる。当該重合体は、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として80重量%以上含むことが好ましく、90重量%以上含むことがより好ましい。
【0021】
炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートとしては、例えば、エチル(メタ)アクリレート、n−プロピル(メタ)アクリレート、イソプロピル(メタ)アクリレート、n−ブチル(メタ)アクリレート、sec−ブチル(メタ)アクリレート、t−ブチル(メタ)アクリレート、n−オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソノニル(メタ)アクリレート、ドデシル(メタ)アクリレートなどが挙げられる。これらアルキル(メタ)アクリレートは単独でまたは2種以上組み合わせて用いることができる。
【0022】
前記重合体の他のモノマー単位としては、アクリル酸、メタクリル酸、カルボキシエチル(メタ)アクリレート、カルボキシペンチル(メタ)アクリレート、イタコン酸、マレイン酸、フマル酸、クロトン酸等のカルボキシル基含有モノマー;(メタ)アクリル酸ヒドロキシエチル、(メタ)アクリル酸ヒドロキシプロピル、(メタ)アクリル酸ヒドロキシブチル、(メタ)アクリル酸ヒドロキシへキシル等のヒドロキシル基含有モノマー;無水マレイン酸、無水イタコン酸等の酸無水物モノマー;2−アクリルアミド−2−メチルプロパンスルホン酸、スルホプロピルアクリレート等のスルホン酸基含有モノマー;2−ヒドロキシエチルアクリロイルホスフェート等の燐酸基含有モノマーなどが挙げられる。また(メタ)アクリルアミド、N−メチロールアクリルアミド等のN−置換(メタ)アクリルアミド等のアミド系モノマー、N−(メタ)アクリロイルオキシメチレンスクシンイミド、N−(メタ)アクリロイル−6−オキシへキサメチレンスクシンイミド、N−(メタ)アクリロイル−8−オキシオクタメチレンスクシンインミド等のスクシンイミド系モノマーなども他のモノマー単位として挙げられる。さらに酢酸ビニル、N−ビニルピロリドン、N−ビニルカルボン酸アミド類、スチレン、N−ビニルカプロラクタム等のビニル系モノマー;アクリロニトリル、メタクリロニトリル等のニトリル系モノマー、(メタ)アクリル酸グリシジル、テトラヒドロフルフリル(メタ)アクリレート、ポリエチレングリコール(メタ)アクリレート、ポリプロピレングリコール(メタ)アクリレート、フッ素(メタ)アクリレート、シリコーン(メタ)アクリレート、2−メトキシエチル(メタ)アクリレート等のアクリル酸エステル系モノマー;メチル(メタ)アクリレート、オクタデシル(メタ)アクリレート等の炭素数1または15以上のアルキル(メタ)アクリレート等が挙げられる。これらのうち、熱伝導性シートの粘着性の観点から、カルボキシル基含有モノマーおよびヒドロキシル基含有モノマーが好ましく、アクリル酸が特に好ましい。
【0023】
また、前記重合体の他のモノマー単位として、多官能(メタ)アクリレートを用いてもよい。多官能(メタ)アクリレートとしては、少なくとも2個の(メタ)アクリロイル基を有する化合物を特に制限なく使用できる。その例としては、トリメチロールプロパントリ(メタ)アクリレート、ペンタエリスリトールテトラ(メタ)アクリレート、1,2−エチレングリコールジ(メタ)アクリレート、1,6−ヘキサンジオールジ(メタ)アクリレート、1,12−ドデカンジオールジ(メタ)アクリレート等が挙げられる。
【0024】
多官能(メタ)アクリレートの使用量は、ポリマーマトリクスのゲル分率が45重量%以上となるように配合するのが好ましく、前記ゲル分率が50重量%以上となるように配合するのがより好ましい。マトリクスを構成するポリマーが前記の重合体である場合には、熱伝導性シートが粘着層として機能することができるが、ゲル分率が45重量%以上であると、当該粘着層に高い凝集力および保持力を与えることができ、剪断方向への高い接着強さを与えることができる。ただし、ゲル分率が高くなりすぎると、粘着層のタックが低下し、粘着性能や外観に悪影響を及ぼす場合があるため、ゲル分率は99重量%以下とすることが好ましく、97重量%以下とすることがより好ましい。
【0025】
なお、ゲル分率は、ポリマーマトリクス約1gを精秤し、これを酢酸エチル約40gに7日間浸漬し、その後、酢酸エチルに対する不溶解分を全て回収し、130℃で2時間乾燥し、その重量を求め、得られた数値を以下の式に代入して算出することができる。
ゲル分率(重量%)=(不溶解分重量/浸漬前のポリマーマトリクス重量)×100
【0026】
本発明で用いられる熱伝導性フィラーの形状は、非球状である。熱伝導性フィラーは、非球状であることによって配向することができる。熱伝導性フィラーの形状は、板状または棒状であることが好ましい。また、熱伝導性フィラーは、磁化容易軸と熱伝導率の高くなる方向が一致していることが好ましい。
【0027】
本発明で用いられる熱伝導性フィラーとしては、例えば、炭素繊維、炭素ナノチューブ、金属窒化物、金属酸化物、金属炭化物、金属水酸化物などが挙げられる。
【0028】
炭素繊維に関しては、PAN系よりもメソフェーズピッチ系を主原料として溶融紡糸、不溶化および炭化処理したものである方が、グラファイト構造が発達し、繊維長さ方向の熱伝導率が大きくなり好ましい。この他、気相成長法による炭素繊維はサイズが小さくなるため、マトリックスへの分散、および配列は難しくなるが、得られる熱伝導性シートの外観が平滑であり好ましい。炭素繊維の平均繊維径は0.1〜20μm、平均繊維長は1〜500μmであることが好ましい。尚、繊維長さの上限は、熱伝導性シートの厚さに応じて適宜選定すれば良いが、アスペクト比が大きいと配向しにくくなること、繊維径に限界があることを考慮し、長さも500μm以下が好ましい。
【0029】
金属窒化物の例としては、窒化ホウ素、窒化アルミニウム、窒化ケイ素等が挙げられる。金属酸化物の例としては、酸化アルミニウム、酸化ケイ素、酸化亜鉛、酸化マグネシウム等が挙げられる。また、金属炭化物の例としては、炭化ケイ素等が挙げられる。金属水酸化物の例としては、水酸化アルミニウム、水酸化マグネシウム等が挙げられる。金属窒化物、金属酸化物、金属炭化物または金属水酸化物を用いる場合には、その粒子径については、0.5〜100μmがよい。0.5μmより小さいと熱伝導パスを形成しにくく、また100μmを超えると表面荒れや空隙による界面抵抗が増えることで、熱伝導効果が小さくなるおそれがある。
【0030】
熱伝導性フィラーは、サスペンジョン法による異方性磁化率が、1×10-7以上であることが好ましい。異方性磁化率がこれより小さい場合、高い磁場強度や低いマトリックス粘度が必要となるため、設備、材料の制約が多くなり好ましくない。尚、サスペンジョン法とは、反磁性フィラーを分散させた溶液に磁場を印加してフィラーの角度変化から配向緩和時間を算出し異方性磁化率に換算する方法である。
【0031】
熱伝導率および磁化率の高さの観点から、特に好ましい熱伝導性フィラーは、炭素繊維、および窒化ホウ素である。
【0032】
熱伝導性フィラーの含有量は、ポリマーマトリックスに対し、3〜60重量%が好ましい。3重量%より小さいと、十分な熱伝導性が得られないおそれがあり、60重量%よりも大きいと、規則的にフィラーを配列させることが難しくなるおそれがある。
【0033】
本発明の熱伝導性シートにおいては、前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向している。このとき、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少するように、熱伝導性フィラーが配向している部分を熱伝導性シートが有する。熱伝導性フィラーがこのように配向した部分は、シート全体であってもよいし、シートの一部のみであってもよく、シートに2箇所以上あってもよい。
【0034】
熱伝導性フィラーのシートの厚さ方向への配向度は、シートの厚さ方向の断面を見た場合に、シートの面方向とフィラーの長軸方向との角度として評価することができる。
【0035】
このように熱伝導性フィラーが配向している本発明の熱伝導性シートの、シートの厚さ方向の断面を見た場合には、フィラーが扇状(放射状)に配向している。従来技術では、熱伝導性シートにおいては、シートの厚さ方向に沿ってフィラーが配向しており、これにより、シートの厚さ方向に迅速に熱を伝達すことができる。これに対し、本発明の熱伝導性フィラーは、そのシートの厚さ方向の断面において、フィラーが扇状(放射状)に配向しているため、扇形状が狭まっている方のシート面(配向中心軸上の1点に近い方のシート面)の一部に熱が与えられた場合には熱をシートの面方向に拡散させながら、シートの厚さ方向に伝達することができる。すると、シートの厚さ方向に沿ってフィラーが配向している従来技術に比べて、放熱に使用されるシートの面積が広くなり、より高い放熱特性を得ることができる。
【0036】
熱伝導性の観点からは、本発明の熱伝導性シートにおいては、熱伝導性フィラーの60%以上が、シート面に対して45°以上の角度で配向していることが好ましい。
【0037】
本発明においては、シートの厚さ方向の断面を見た場合には、フィラーが扇状(放射状)に配向しているため、扇形状が狭まっている方のシート面(配向中心軸上の1点に近い方のシート面)の一部に熱が与えられた場合には、シートのもう一方の面に拡散しながら熱が伝導され、扇形状が広がっている方のシート面(配向中心軸上の1点から遠い方のシート面)の一部に熱が与えられた場合には、シートのもう一方の面に集束しながら熱が伝導される。よって、配向中心軸上の1点に近い方のシート面に熱を与えて測定した熱伝導率をλ1とし、配向中心軸上の1点から遠い方のシート面に熱を与えて測定した熱伝導率をλ2とした場合には、λ1>λ2の関係にある。そこで、本発明においては、これら熱伝導率の比λ1/λ2が、1.5以上であることが好ましい。
【0038】
本発明の熱伝導性シートの厚さは、熱伝導性シートの用途に応じて適宜決定すればよいが、熱伝導性粘着シートとして構成する際には、通常10μm以上、好ましくは20μm以上、より好ましくは30μm以上であり、また通常400μm以下である。LED実装用基板用途に使用する際には、通常50〜300μmであり、好ましくは、100〜200μmである。
【0039】
本発明の熱伝導性シートは、可塑剤、軟化剤、充填剤、顔料、染料などの従来公知の各種の添加剤を含んでいてもよい。
【0040】
本発明の熱伝導性シートの製造方法については特に制限はない。好適な製造方法の一例としては、ポリマー、熱伝導性フィラー、および溶媒を含む塗布液を支持体上に塗布する工程(塗布工程A)、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程(配向工程A)、および
前記支持体上の塗布液(塗布膜)を乾燥させてシートを得る工程(シート化工程A)を含む方法(方法A)が挙げられる。
【0041】
当該方法Aは、マトリックスを構成するポリマーが、フッ素樹脂、ポリイミド、ポリアリレート、ポリアミドイミド、ポリアミド、エポキシ樹脂、シリコーン樹脂等であった場合に特に好適な方法である。
【0042】
まず、塗布工程Aについて説明する。塗布液は、公知方法により調製することができる。例えば、溶媒に上記のポリマーを溶解させ、そこへ上述の非球状の熱伝導性フィラーを添加して分散させることにより調製することができる。溶媒は、ポリマーの種類に応じて適宜選択すればよく、アセトン、酢酸エチル、N−メチル−2−ピロリドン等の極性溶媒が好適である。溶媒の量は、固形分濃度が5〜55重量%程度となるように添加すればよい。
【0043】
熱伝導性フィラーの含有量は、ポリマーに対し、3〜60重量%が好ましい。
【0044】
塗布液は、各種の添加剤を含んでいてもよい。
【0045】
塗布液を塗布する支持体としては、ガラス板、ポリマーフィルム、金属板、金属フィルム等を用いることができる。最終的に支持体からシートを剥離させる場合には、支持体に離型処理を施しておくことが好ましい。
【0046】
塗布液を支持体に塗布する方法としては、ワイヤーバーコーター、アプリケーター、ロールコーターを用いた方法、キャストコーティング法、ノズルコーティング法、スプレーコーティング法等を採用することができる。
【0047】
塗布厚みとしては、例えば、0.001〜0.5mmである。
【0048】
次に、配向工程Aについて説明する。支持体の上方または下方から放射状に磁場を印加する方法としては、例えば、支持体の上下に磁石を配置するのであるが、このとき一方の磁石に先端寸法または先端径が非常に小さいものを用いればよい。あるいは、同じ先端寸法または先端径の磁石を用いる場合でも、一方の磁石に針状の強磁性体を配置することによって、磁界を集中させることができる。磁石としては、永久磁石、電磁石、超伝導磁石のいずれであってもよい。
【0049】
支持体の上方または下方から放射状に磁場を印加することにより、熱伝導性フィラーが配向する。磁場の強度および磁場の印加時間は、熱伝導性フィラーの所望の配向度に応じて適宜設定すればよいが、磁場の強度は、0.5T以上が好ましく、1T以上がより好ましく、2T以上がさらに好ましい。
【0050】
次にシート化工程Aについて説明する。シート化工程Aは、溶媒の種類に応じて公知の乾燥方法を採用して行うことができる。このとき、磁場の印加と同時または印加後に、溶媒の沸点未満の温度で加熱して塗布膜を予備乾燥してもよい。予備乾燥は、減圧下で行ってもよい。予備乾燥は、熱伝導性フィラーの配向が乱れない程度の時間内に実施することが好ましい。
【0051】
以上の工程を実施することにより、熱伝導性シートを得ることができる。
【0052】
本発明の熱伝導性シートの製造方法の別の好適な一例としては、モノマー、重合開始剤、および熱伝導性フィラーを含む塗布液を支持体上に塗布する工程(塗布工程B)、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程(配向工程B)、および
前記支持体上の塗布液(塗布膜)中のモノマーを重合させてシートを得る工程(シート化工程B)を含む方法(方法B)が挙げられる。
【0053】
当該方法Bは、マトリックスを構成するポリマーが、(メタ)アクリル系重合体等であった場合に特に好適な方法である。
【0054】
まず塗布工程Bについて説明する。モノマーとしては、例えば、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70重量%以上含む重合体について上述した際のモノマー、すなわち上述の炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートおよび上述の重合体の他のモノマー単位として説明したモノマーを用いることができる。
【0055】
重合開始剤としては、光重合開始剤、熱重合開始剤等を用いることができるが、光重合開始剤が好ましい。光重合開始剤としては、各種のものを特に制限なく使用できる。例えば、2,2−ジメトキシ−1,2−ジフェニルエタン−1−オン(イルガキュア651:チバ・スペシャリティ・ケミカル社製)などのケタール系、1−ヒドロキシ−シクロヘキシル−フェニルケトン(イルガキュア184:チバ・スペシャリティ・ケミカル社製)、2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン(ダロキュア1173:チバ・スペシャリティ・ケミカル社製)、1−[4−(2−ヒドロキシエトキシ)−フェニル]−2−ヒドロキシ−2−メチル−1−プロパン−1−オン(イルガキュア2959:チバ・スペシャリティ・ケミカル社製)などのα−ヒドロキシケトン系、2−メチル−1−[4−(メチルチオ)フェニル]−2−モルフォリノプロパン−1−オン(イルガキュア907:チバ・スペシャリティ・ケミカル社製)、2−ベンジル−2−ジメチルアミノ−1−(4−モルフォリノフェニル)−ブタノン−1(イルガキュア369:チバ・スペシャリティ・ケミカル社製)などのα−アミノケトン系、2,4,6−トリメチルベンゾイルジフェニルホスフィンオキシド(ルシリンTPO:BASF社製)等のアシルホスフィンオキサイド系、その他、ベンゾフェノン系、ベンゾイン系、チオキサントン系などの重合開始剤が挙げられる。
【0056】
重合開始剤の使用量は、前記モノマー100重量部に対して、0.001〜5重量部が好ましく、より好ましくは0.01〜4重量部であり、さらに好ましくは0.1〜3重量部である。
【0057】
塗布液は、公知方法により調製することができる。例えば、モノマーに上記の重合開始剤を溶解させ、そこへ上述の非球状の熱伝導性フィラーを添加して分散させることにより調製することができる。塗布液の粘度に関しては特に限定はないが、塗布のしやすさ、および熱伝導性フィラーの分散および配向の容易さの点から、25℃において0.1〜10Pa・sが好ましい。0.1Pa・sより小さいと、フィラーが沈降したり、塗布膜の厚さがばらつく恐れがある。一方、10Pa・sを越えるとフィラーの配向が不十分となるおそれがあり、また塗布膜に気泡が混入しやすくなるおそれがある。
【0058】
塗布液の粘度を調整するために、モノマーの一部を予め重合させから塗布液に配合してもよい。すなわち、モノマーは部分重合物として塗布液に配合してもよい。当該部分重合物の重合率は、部分重合物中のポリマー分子量にもよるが、2〜40重量%が好ましく、5〜20重量%がより好ましい。部分重合する際には、酸素との接触を避けて紫外線照射することが好ましい。なお、部分重合物の重合率は、部分重合物約0.5gを精秤し、これを130℃で2時間乾燥した後の重量を精秤し、得られた数値を以下の式に代入して算出することができる。
部分重合物の重合率(%)=(乾燥後の部分重合物の重量/乾燥前の部分重合物の重量)×100
【0059】
また塗布液の粘度は、増粘用ポリマーを適宜配合することにより調整することもできる。増粘用ポリマーとしては、前記した炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートに、アクリル酸、アクリルアミド、アクリロニトリル、アクリロイルモルホリン等を共重合したアクリル系ポリマーや、スチレンブタジエンゴム(SBR)、エチレン−酢酸ビニル共重合体、アクリルゴム、ポリウレタン、ポリエステル等を用いることができる。これら増粘剤用ポリマーは、モノマー、増粘剤用ポリマー、および重合開始剤の合計に対して40重量%以下の範囲で用いられる。増粘用ポリマーを用いる場合には、5重量%以上用いることが好ましい。
【0060】
熱伝導性フィラーの含有量は、モノマーに対し3〜60重量%が好ましい。
【0061】
塗布液は、各種の添加剤を含んでいてもよい。
【0062】
塗布液を塗布する支持体としては、ガラス板、ポリマーフィルム、金属板、金属フィルム等を用いることができる。
【0063】
塗布液を支持体に塗布する方法としては、ワイヤーバーコーター、アプリケーター、ロールコーターを用いた方法、キャストコーティング法、ノズルコーティング法、スプレーコーティング法等を採用することができる。
【0064】
塗布厚みとしては、例えば、0.001〜0.5mmである。
【0065】
配向工程Bは、配向工程Aと同様にして実施することができる。
【0066】
シート化工程は、塗布液に熱重合開始剤を配合した場合には、塗布膜を加熱してモノマーを重合させることにより行うことができる。塗布液に光重合開始剤を配合した場合には、塗布膜に紫外線等の光を照射してモノマーを重合させることにより行うことができる。光照射は、具体的に例えば、波長300〜400nmにおける照度が1〜200mW/cm2である紫外線を、光量400〜4000mJ/cm2程度照射する。このとき、重合率は90重量%以上とすることが望ましい。なお、重合率は前述の方法と同様の方法により算出できる。
【0067】
モノマーを重合させた後は、残存するモノマーを除去するために、熱風乾燥、真空乾燥、減圧乾燥、遠赤外線乾燥などを施してもよい。
【0068】
以上の工程を実施することにより、熱伝導性シートを得ることができる。
【0069】
この他、本発明の熱伝導性シートは、方法Bで使用する塗布液を支持体に塗布した後、磁場を印加して熱伝導性フィラーを厚さ方向に沿って配向させ、塗布膜の表面に部分的に光照射を行い、硬化収縮を不均一に引き起こすことによっても製造することができる。
【0070】
本発明の熱伝導性シートは、放熱特性に優れる。本発明の熱伝導性シートにおいては、シートの厚さ方向の断面を見た場合には、フィラーが扇状(放射状)に配向しているため、扇形状が狭まっている方のシート面(配向中心軸上の1点に近い方のシート面:λ1面とする)の一部に熱が与えられた場合には、シートのもう一方の面に拡散しながら熱が伝導され、扇形状が広がっている方のシート面(配向中心軸上の1点から遠い方のシート面:λ2面とする)の一部に熱が与えられた場合には、シートのもう一方の面に集束しながら熱が伝導される。したがって、放熱を重視する場合には、λ1面を発熱部品のある側に使用するとよい。このとき、発熱部品は、配向中心上に位置していることが好ましい。一方、発熱部品に隣接する部品に熱を与えないようにしたい場合には、λ2面を発熱部品のある側に使用する、あるいは複数の熱伝導性シートを使用して、発熱部品のある側に、λ1面およびλ2面を組み合わせて配置することによって、部分放熱を行うこともできる。
【0071】
本発明の熱伝導性シートの好適な実施態様としては、マトリクスを構成するポリマーとして(メタ)アクリル系重合体、特に、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70重量%以上含む重合体を用い、熱伝導性シートを、熱伝導性粘着シートとして構成する。
【0072】
当該熱伝導性粘着シートは、常法に準じて使用することができ、例えば、発熱部品と、ヒートシンク、ヒートスプレッダー等の間に介在させて使用することができる。
【0073】
本発明の熱伝導性シートの好適な実施態様としては、マトリクスを構成するポリマーとしてフッ素樹脂、特にフッ化ビニリデンを用い、当該熱伝導性シートをLED実装用基板に使用する。当該LED実装用基板は、例えば、銅、アルミ等の金属層と熱伝導性シートが積層された構成を有する。
【0074】
当該LED実装用基板およびLEDチップを用いて、常法に従い、LEDモジュールを構成することができる。LEDモジュールの構成例を図1に示す。LEDモジュール100は、アルミフレーム10と熱伝導性シート20とを積層したLED実装用基板30、銅箔40、およびLEDチップ50を備える。アルミフレーム10および熱伝導性シート20が屈曲性を有するため、LED実装用基板30は、フレキシブル基板である。したがって、LEDモジュール100は、フレキシブル基板にLEDチップ50が実装されている形態となっている。
【実施例】
【0075】
以下、実施例及び比較例を挙げて本発明を詳細に説明するが、本発明は、これら実施例に限定されるものではない。まず、評価方法について説明する。
【0076】
<熱伝導率測定>
キセノンフラッシュアナライザー(NETZCHE製)によって、得られた熱伝導性シートの熱拡散率を測定した。すなわち、シートの厚み方向に試料下面からキセノンフラッシュをあて、試料から放射された赤外線をディテクターにより検出し試料上面の最高上昇温度幅(Δtmax)の1/2の温度に達する時間(t1/2)から熱拡散係数αを導き、式(1)により試料の熱伝導率を算出した。
λ=α・Cp・ρ 式(1)
λ:熱伝導率(W/m・K)
α:熱拡散係数(m2/s)
Cp:比熱(J/kg・K)
ρ:比重(kg/m3)
【0077】
<配向角度測定>
X線CT(SKYSCAN、1172MicroCT、管電圧25lv、管電流140μA)により連続透過像を撮影し、断層像を作成した。得られた三次元像を2値化処理を行い、フィラーの配向角度を求めた。尚、配向角度0°はフィルムの面方向とした。
【0078】
<接着力測定>
粘着フィルムをSUSとポリイミドフィルムで挟み、接着させた後、幅10mmにスリットした。オートグラフ(島津製AG−1)を用いて、180°ピール、引張速度50mm/minで剥離したときの測定値を接着力とした。
【0079】
実施例1
モノマー成分として、2−エチルヘキシルアクリレート90重量部、およびアクリル酸10重量部が混合されたモノマー混合物に、光重合開始剤として、商品名「イルガキュア651」(チバ・スペシャルティー・ケミカル社製)0.1重量部を配合して混合した後、フラスコに投入し、窒素雰囲気下で、ブラックライトによる紫外線に曝露して部分的に光重合させることによって、重合率7%の部分重合モノマー組成物(光重合性シロップ)を調製した。この光重合性シロップに対して10wt%となるように炭素繊維(帝人製、ラヒーマ)を添加し、その後、自転公転式攪拌機で分散して塗布液を得た。塗布液をセパレータ上に100μmの厚さで塗布し、更にその上にセパレータを載せて、空気を遮断した。この3層基材を磁場空間に挿入し、2Tの磁場を放射状に5分間印加した。尚、磁場空間の上部には鉄製の針金をフィルムと垂直となるように磁場空間の中央にセットし、針金先端とフィルム表面までの距離を2mmとした。磁場印加後、10分間UV照射して、モノマー成分を重合させた。続いて片側セパレータを剥がして130℃で3分乾燥し、残存モノマーを除去した。結果、針金が近接していた位置を中心に周囲に向かって配向が随時傾斜した炭素繊維の配向状態を得た。配向角度測定の結果を図2に示す。フィラーの配向角度を測定したところ、シート面に対して45°以上の角度で配向している炭素繊維は、全炭素繊維の87%であった。また、熱伝導率(明細書中に規定するλ1、λ2)を測定したところ、λ1=1.2W/mK、λ2=0.6W/mK、λ1/λ2=2となった。尚、SUSとの接着力は4.2N/10mmと実用上、十分な値であった。
【0080】
実施例2
炭素繊維を窒化ホウ素(モメンティブ製PT110、板状)に変更したこと以外は、実施例1と同様にして実施した。結果、針金が近接していた位置を中心に周囲に向かって配向が随時傾斜した窒化ホウ素の配向状態を得た。配向角度測定の結果を図3に示す。また、熱伝導率を測定したところ、λ1=0.4W/mK、λ2=0.14W/mK、λ1/λ2=2.8となった。さらに、SUSとの接着力は5.8N/10mmと実用上、十分な値であった。
【0081】
実施例3
ジメチルアセトアミドにポリフッ化ビニリデン(PVdF)粉末(クレハ化学製#1100)を溶解した(固形分濃度:18重量%)。このPVdF溶液に窒化ホウ素(電気化学工業製HGPグレード)を、PVdF固形分に対して35体積%となるように配合し、塗布液を得た。この塗布液をガラス板に塗布した後、磁場空間に挿入し、2Tの磁場を放射状に印加しながら、25℃で10分間、90℃で10分間加熱した。尚、磁場空間の上部には鉄製の針金を塗布膜と垂直となるように磁場空間の中央にセットし、針金先端と塗布膜表面までの距離を2mmとした。磁場空間から取り出した後、120℃で30分間、200℃で10分間加熱した。結果、針金が近接していた位置を中心に周囲に向かって配向が随時傾斜した窒化ホウ素の配向状態を得た。シートの厚さは70μmであった。熱伝導率を測定したところ、λ1=2.4W/mK、λ2=1.5W/mK、λ1/λ2=1.6となった。さらにUV反射率(460nm)を常法により測定したところ、81%であった。
【0082】
比較例1
磁場を印加する際に、針金を設けずにシートと垂直方向に磁場を印加した以外は、実施例1と同様にして実施した。結果、シート内の炭素繊維はほぼ均一に垂直配向していた。さらに熱伝導率を測定したところ、λ=0.7W/mKとなった。
【0083】
比較例2
磁場を印加する際に、針金を設けずに、シートと垂直方向に磁場を印加した以外は、実施例2と同様にして実施した。結果、シート内の窒化ホウ素はほぼ均一に垂直配向していた。さらに熱伝導率を測定したところ、λ=0.25W/mKとなった。
【0084】
比較例3
磁場を印加する際に、針金を設けずに、シートと垂直方向に磁場を印加した以外は、実施例3と同様にして実施した。結果、シート内の窒化ホウ素はほぼ均一に垂直配向していた。さらに熱伝導率を測定したところ、λ=1.9W/mKとなった。また、UV反射率(460nm)を常法により測定したところ、76%であった。
【産業上の利用可能性】
【0085】
本発明の熱伝導性シートは、発熱部品の放熱目的に用いることができる。
【符号の説明】
【0086】
10 アルミフレーム
20 熱伝導性シート
30 LED実装用基板
40 銅箔
50 LEDチップ
100 LEDモジュール
【特許請求の範囲】
【請求項1】
ポリマーマトリクス中に非球状の熱伝導性フィラーが分散した、熱伝導性シートであって、
前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向しており、
前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少している部分を有する熱伝導性シート。
【請求項2】
前記熱伝導性フィラーの60%以上が、シート面に対して45°以上の角度で配向している請求項1に記載の熱伝導性シート。
【請求項3】
前記配向中心軸上の1点に近い方のシート面に熱を与えて測定した熱伝導率λ1と、前記配向中心軸上の1点から遠い方のシート面に熱を与えて測定した熱伝導率λ2との比λ1/λ2が、1.5以上である請求項1または2に記載の熱伝導性シート。
【請求項4】
前記熱伝導性フィラーが、炭素繊維、または窒化ホウ素である請求項1〜3のいずれか1項に記載の熱伝導性シート。
【請求項5】
前記ポリマーマトリクスを構成するポリマーが、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70モル%以上含む重合体である請求項1〜4のいずれか1項に記載の熱伝導性シート。
【請求項6】
熱伝導性粘着シートである請求項5に記載の熱伝導性シート。
【請求項7】
前記ポリマーマトリクスを構成するポリマーが、フッ素樹脂である請求項1〜4のいずれか1項に記載の熱伝導性シート。
【請求項8】
請求項7に記載の熱伝導性シートを用いた発光ダイオード実装用基板。
【請求項9】
請求項8に記載の発光ダイオード実装用基板および発光ダイオードチップを備えた発光ダイオードモジュール。
【請求項10】
ポリマー、熱伝導性フィラー、および溶媒を含む塗布液を支持体上に塗布する工程、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程、および
前記支持体上の塗布液を乾燥させてシートを得る工程を含む熱伝導性シートの製造方法。
【請求項11】
モノマー、重合開始剤、および熱伝導性フィラーを含む塗布液を支持体上に塗布する工程、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程、および
前記支持体上の塗布液中のモノマーを重合させてシートを得る工程を含む熱伝導性シートの製造方法。
【請求項1】
ポリマーマトリクス中に非球状の熱伝導性フィラーが分散した、熱伝導性シートであって、
前記熱伝導性フィラーの少なくとも一部が、前記シートの厚さ方向へ配向しており、
前記熱伝導性フィラーの前記シートの厚さ方向への配向度が最も大きい部分を配向中心とし、当該配向中心を通りシート面に垂直な軸を配向中心軸とした際に、当該配向中心軸上の1点に向かって前記熱伝導性フィラーが配向して、前記配向中心から前記シートの周縁部に向かうにつれて、前記熱伝導性フィラーの前記シートの厚さ方向への配向度が減少している部分を有する熱伝導性シート。
【請求項2】
前記熱伝導性フィラーの60%以上が、シート面に対して45°以上の角度で配向している請求項1に記載の熱伝導性シート。
【請求項3】
前記配向中心軸上の1点に近い方のシート面に熱を与えて測定した熱伝導率λ1と、前記配向中心軸上の1点から遠い方のシート面に熱を与えて測定した熱伝導率λ2との比λ1/λ2が、1.5以上である請求項1または2に記載の熱伝導性シート。
【請求項4】
前記熱伝導性フィラーが、炭素繊維、または窒化ホウ素である請求項1〜3のいずれか1項に記載の熱伝導性シート。
【請求項5】
前記ポリマーマトリクスを構成するポリマーが、炭素数2〜14のアルキル基を有するアルキル(メタ)アクリレートをモノマー単位として70モル%以上含む重合体である請求項1〜4のいずれか1項に記載の熱伝導性シート。
【請求項6】
熱伝導性粘着シートである請求項5に記載の熱伝導性シート。
【請求項7】
前記ポリマーマトリクスを構成するポリマーが、フッ素樹脂である請求項1〜4のいずれか1項に記載の熱伝導性シート。
【請求項8】
請求項7に記載の熱伝導性シートを用いた発光ダイオード実装用基板。
【請求項9】
請求項8に記載の発光ダイオード実装用基板および発光ダイオードチップを備えた発光ダイオードモジュール。
【請求項10】
ポリマー、熱伝導性フィラー、および溶媒を含む塗布液を支持体上に塗布する工程、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程、および
前記支持体上の塗布液を乾燥させてシートを得る工程を含む熱伝導性シートの製造方法。
【請求項11】
モノマー、重合開始剤、および熱伝導性フィラーを含む塗布液を支持体上に塗布する工程、
前記支持体の上方または下方から放射状に磁場を印加して前記塗布液中の熱伝導性フィラーを配向させる工程、および
前記支持体上の塗布液中のモノマーを重合させてシートを得る工程を含む熱伝導性シートの製造方法。
【図1】



【図2】
【図3】

【図2】
【図3】
【公開番号】特開2013−87204(P2013−87204A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−229438(P2011−229438)
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月19日(2011.10.19)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]