
熱伝導性シートおよびその製造方法

【課題】接着性、および、厚み方向に対する直交方向の熱伝導性の両方に優れる熱伝導性シートおよびその製造方法を提供すること。
【解決手段】熱伝導性シート1は、銅箔に対する剥離接着力が、2N/10mm以上であり、厚み方向TDの熱伝導率TC1が、4W/m・K以上であり、面方向PDの熱伝導率TC2が、20W/m・K以上であり、厚み方向TDの熱伝導率TC1に対する面方向PDの熱伝導率TC2の比(TC2/TC1)が、3以上である。
【解決手段】熱伝導性シート1は、銅箔に対する剥離接着力が、2N/10mm以上であり、厚み方向TDの熱伝導率TC1が、4W/m・K以上であり、面方向PDの熱伝導率TC2が、20W/m・K以上であり、厚み方向TDの熱伝導率TC1に対する面方向PDの熱伝導率TC2の比(TC2/TC1)が、3以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱伝導性シートおよびその製造方法、詳しくは、種々の放熱用途に用いられる熱伝導性シートおよびその製造方法に関する。
【背景技術】
【0002】
近年、ハイブリッドデバイス、高輝度LEDデバイス、電磁誘導加熱デバイスなどでは、半導体素子により電力を変換・制御するパワーエレクトロニクス技術が採用されている。パワーエレクトロニクス技術では、大電流を熱などに変換するため、半導体素子に配置される材料には、高い放熱性(高熱伝導性)が要求されている。また、上記した材料には、それを半導体素子に確実に配置すべく、半導体素子に対する高い接着性も要求されている。
【0003】
例えば、熱伝導性を有する無機充填剤、具体的には、凝集球状の窒化ホウ素および球状の酸化アルミニウムを、接着性を有するエポキシ樹脂中に分散させた熱伝導性シートが提案されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−297429号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
近年、熱伝導性シートは、用途または目的によっては、配置される半導体素子に沿う方向、すなわち、熱伝導性シートの厚み方向に対する直交方向(面方向)に放熱させる必要があり、その場合には、熱伝導性シートには、とりわけ、面方向の熱伝導性をより一層向上させる要求がある。しかし、特許文献1に記載される熱伝導性シートの熱伝導性は、等方性であり、すなわち、厚み方向の熱伝導性と面方向の熱伝導性とが同程度であるため、かかる要求を満足することができないという不具合がある。
【0006】
また、特許文献1の熱伝導性シートにおいて、面方向の熱伝導性をより一層向上させるべく、無機充填剤の配合割合を高めることも試案されるが、その場合には、接着性が格段に低下して、信頼性が低下するという不具合がある。
【0007】
本発明の目的は、接着性、および、厚み方向に対する直交方向の熱伝導性の両方に優れる熱伝導性シートおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の熱伝導性シートは、銅箔に対する剥離接着力が、2N/10mm以上であり、厚み方向の熱伝導率(TC1)が、4W/m・K以上であり、前記厚み方向に対する直交方向の熱伝導率(TC2)が、20W/m・K以上であり、前記厚み方向の熱伝導率(TC1)に対する前記直交方向の熱伝導率(TC2)の比(TC2/TC1)が、3以上であることを特徴としている。
【0009】
また、本発明の熱伝導性シートは、板状粒子および非板状粒子を含有するフィラーと、エポキシ樹脂とを含有し、前記フィラーの含有割合が、40体積%以上であることが好適である。
【0010】
また、本発明の熱伝導性シートでは、前記非板状粒子に対する前記板状粒子の含有割合が、体積基準で、4/3〜6/1であることが好適である。
【0011】
また、本発明の熱伝導性シートでは、前記板状粒子のアスペクト比が、2以上10000以下であることが好適である。
【0012】
また、本発明の熱伝導性シートでは、前記非板状粒子のアスペクト比が、1以上2未満であることが好適である。
【0013】
また、本発明の熱伝導性シートでは、前記板状粒子が、窒化ホウ素からなることが好適である。
【0014】
また、本発明の熱伝導性シートでは、前記非板状粒子が、金属酸化物、金属水酸化物および金属窒化物からなる群から選択される少なくとも1種の無機成分からなることが好適である。
【0015】
また、本発明の熱伝導性シートでは、前記非板状粒子が、酸化アルミニウム、水酸化アルミニウムおよび窒化アルミニウムからなる群から選択される少なくとも1種のアルミニウム化合物からなることが好適である。
【0016】
また、本発明の熱伝導性シートでは、前記板状粒子の最大長さの平均値が、1〜100μmあることが好適である。
【0017】
また、本発明の熱伝導性シートでは、前記非板状粒子の最大長さの平均値が、1〜100μmであることが好適である。
【0018】
また、熱伝導性シートの製造方法は、板状粒子および非板状粒子を含有するフィラーと、エポキシ樹脂とを含有し、前記フィラーの含有割合が40体積%以上である樹脂組成物を準備する準備工程と、前記樹脂組成物を熱プレスによりシート化するシート化工程とを備えることを特徴としている。
【発明の効果】
【0019】
本発明の熱伝導性シートの製造方法により得られる本発明の熱伝導性シートは、銅箔に対する剥離接着力が、2N/10mm以上であるので、接着力に優れている。
【0020】
また、本発明の熱伝導性シートは、厚み方向の熱伝導率(TC1)が、4W/m・K以上であり、厚み方向に対する直交方向の熱伝導率(TC2)が、20W/m・K以上であり、厚み方向の熱伝導率(TC1)に対する直交方向の熱伝導率(TC2)の比(TC2/TC1)が、3以上であるので、直交方向の熱伝導性に優れている。
【0021】
よって、本発明の熱伝導性シートは、接着性および直交方向の熱伝導性の両方に優れている。
【0022】
そのため、接着性に優れながら、直交方向の熱伝導性に優れる熱伝導性シートとして、種々の放熱用途に用いることができる。
【図面の簡単な説明】
【0023】
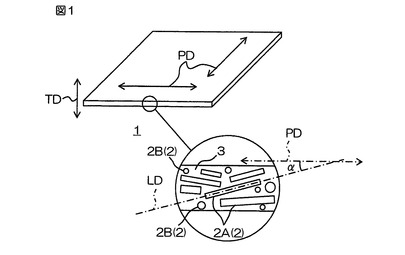
【図1】本発明の熱伝導性シートの一実施形態の斜視図を示す。
【発明を実施するための形態】
【0024】
本発明の熱伝導性シートは、後述する剥離接着力および熱伝導率を有していれば、その組成は特に制限されないが、例えば、フィラーと、樹脂とを含有している。
【0025】
フィラーを形成する成分としては、例えば、無機成分などが挙げられ、そのような無機成分としては、例えば、酸化物、水酸化物、窒化物、炭化物、金属、炭素系材料などが挙げられる。
【0026】
酸化物としては、例えば、酸化アルミニウム(アルミナ、酸化アルミニウムの水和物を含む。)、酸化鉄、酸化マグネシウム(マグネシア)、酸化チタン(チタニア)、酸化セリウム(セリア)、酸化ジルコニウム(ジルコニア)などの金属酸化物が挙げられる。また、酸化物として、例えば、チタン酸バリウムなどの複合金属酸化物や、さらには、金属イオンがドーピングされている、例えば、酸化インジウムスズ、酸化アンチモンスズなどのドープ処理金属酸化物が挙げられる。さらに、酸化物として、例えば、酸化ケイ素(シリカ)などの非金属酸化物も挙げられる。
【0027】
水酸化物としては、例えば、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウムなどの金属水酸化物が挙げられる。
【0028】
窒化物としては、例えば、窒化アルミニウム、窒化ガリウム、窒化クロム、窒化タングステン、窒化マグネシウム、窒化モリブデン、窒化リチウムなどの金属窒化物が挙げられる。さらに、窒化物として、例えば、窒化ケイ素、窒化ホウ素などの非金属窒化物も挙げられる。
【0029】
炭化物としては、例えば、炭化アルミニウム、炭化チタン、炭化タングステンなどの金属炭化物が挙げられる。さらに、炭化物として、例えば、炭化ケイ素、炭化ホウ素などの非金属炭化物も挙げられる。
【0030】
金属としては、例えば、銅、金、ニッケル、錫、鉄、または、それらの合金が挙げられる。
【0031】
炭素系材料としては、例えば、カーボンブラック、黒鉛、ダイヤモンド、フラーレン、カーボンナノチューブ、カーボンナノファイバー、ナノホーン、カーボンマイクロコイル、ナノコイルなどが挙げられる。
【0032】
フィラーの形状としては、板状および非板状などが挙げられる。板状は、鱗片状を含む。非板状は、板状以外の形状であって、例えば、球状、塊状、針状などが挙げられる。
【0033】
換言すれば、フィラーとしては、板状粒子および非板状粒子などが挙げられる。
【0034】
板状粒子としては、例えば、上記した無機成分からなる板状粒子が挙げられ、好ましくは、酸化物からなる板状粒子(板状酸化物粒子)、窒化物からなる板状粒子(板状窒化物粒子)が挙げられる。
【0035】
具体的には、板状酸化物粒子としては、例えば、板状酸化アルミニウム1水和物粒子、板状酸化マグネシウム粒子などの板状金属酸化物粒子などが挙げられる。
【0036】
また、板状窒化物粒子としては、例えば、板状窒化ホウ素粒子などの板状非金属窒化物粒子、例えば、板状窒化アルミニウム粒子などの板状金属窒化物粒子などが挙げられる。
【0037】
板状粒子としては、好ましくは、板状窒化物粒子、さらに好ましくは、板状非金属窒化物粒子が挙げられる。
【0038】
これら板状粒子は、単独使用または2種類以上併用することができる。
【0039】
板状粒子の平均粒子径(最大長さの平均値)は、例えば、1μm以上、好ましくは、3μm以上、さらには、5μm以上、さらには、10μm以上、さらには、20μm以上、さらには、30μm以上、さらには、40μm以上が好ましく、通常、例えば、100μm以下、好ましくは、90μm以下である。また、板状粒子の平均粒子径(最大長さの平均値)は、例えば、1〜100μm、好ましくは、3〜90μmでもある。
【0040】
なお、板状粒子の最大長さの平均値は、例えば、光散乱法によって測定される。具体的には、板状粒子の最大長さの平均値は、動的光散乱式粒度分布測定装置にて測定される体積平均粒子径である。
【0041】
板状粒子の最大長さの平均値が上記範囲を超えると、熱伝導性シートが、脆くなる場合がある。板状粒子の最大長さの平均値が上記範囲に満たないと、面方向の熱伝導性が低下する場合がある。
【0042】
また、板状粒子の厚み、すなわち、最大長さ方向に対する直交方向の長さの平均値は、例えば、0.01〜20μm、好ましくは、0.1〜15μmである。
【0043】
板状粒子の厚みは、走査型電子顕微鏡(SEM)または透過型電子顕微鏡(TEM)を用いて測定される。
【0044】
また、板状粒子のアスペクト比(最大長さの平均値/厚み)は、例えば、2以上10000以下、好ましくは、10以上5000以下である。
【0045】
板状粒子のアスペクト比が上記範囲を超えると、熱伝導性シートが、脆くなる場合がある。板状粒子のアスペクト比が上記範囲に満たないと、面方向の熱伝導性が低下する場合がある。
【0046】
なお、板状粒子の最大長さの平均値および厚みは、例えば、光散乱法によって測定される。具体的には、平均粒子径は、動的光散乱式粒度分布測定装置にて測定される体積平均粒子径である。
【0047】
また、板状粒子は、市販品またはそれを加工した加工品を用いることができる。
【0048】
市販品としては、例えば、板状窒化ホウ素粒子の市販品などが挙げられ、板状窒化ホウ素粒子の市販品として、具体的には、例えば、モメンティブ・パフォーマンス・マテリアルズ・ジャパン(株)製の「PT」シリーズ(例えば、「PT−110」など)、昭和電工(株)製の「ショービーエヌUHP」シリーズ(例えば、「ショービーエヌUHP−1」など)などが挙げられる。
【0049】
非板状は、板状以外の形状であって、例えば、球状、塊状(球状を除く不規則形状)、針状などが挙げられる。非板状粒子は、板状以外の形状の粒子であって、例えば、球状粒子、塊状粒子、針状粒子などが挙げられる。好ましくは、球状粒子、塊状粒子が挙げられる。
【0050】
非板状粒子としては、例えば、上記した無機成分からなる非板状粒子が挙げられ、好ましくは、酸化物からなる非板状粒子(非板状酸化物粒子)、さらに好ましくは、金属酸化物からなる非板状粒子(非板状金属酸化物粒子)が挙げられ、また、好ましくは、水酸化物からなる非板状粒子(非板状水酸化物粒子)、さらに好ましくは、金属水酸化物からなる非板状粒子(非板状金属水酸化物粒子)が挙げられ、また、好ましくは、窒化物からなる非板状粒子(非板状窒化物粒子)、さらに好ましくは、金属窒化物からなる非板状粒子(非板状金属窒化物粒子)が挙げられる。
【0051】
具体的には、非板状金属酸化物粒子としては、例えば、球状酸化アルミニウム粒子、球状酸化チタン粒子などの球状金属酸化物粒子が挙げられ、また、例えば、針状酸化鉄粒子などの針状金属酸化物粒子が挙げられる。
【0052】
また、非板状金属水酸化物粒子としては、例えば、塊状水酸化アルミニウム粒子などの塊状金属水酸化物粒子が挙げられる。
【0053】
また、非板状金属窒化物粒子としては、例えば、球状窒化アルミニウム粒子などの球状金属窒化物粒子が挙げられる。
【0054】
非板状粒子として、さらに好ましくは、球状酸化アルミニウム粒子、塊状水酸化アルミニウム粒子、球状窒化アルミニウム粒子(つまり、アルミニウム化合物からなる非板状粒子)が挙げられる。
【0055】
これら非板状粒子は、単独使用または2種類以上併用することができる。
【0056】
非板状粒子の最大長さの平均値(平均粒子径)は、例えば、1〜100μm、好ましくは、3〜90μm、さらに好ましくは、10〜80μmである。
【0057】
非板状粒子の最大長さの平均値(平均粒子径)は、例えば、光散乱法によって測定される。具体的には、非板状粒子の最大長さの平均値(平均粒子径)は、動的光散乱式粒度分布測定装置にて測定される体積平均粒子径である。
【0058】
また、非板状粒子の最大長さ方向に対する直交方向の長さの平均値は、例えば、1〜100μm、好ましくは、3〜90μm、さらに好ましくは、10〜80μmである。
【0059】
非板状粒子の最大長さ方向に対する直交方向の長さの平均値は、走査型電子顕微鏡(SEM)または透過型電子顕微鏡(TEM)を用いて測定される。
【0060】
また、非板状粒子のアスペクト比(最大長さの平均値/直交方向の長さの平均値)は、例えば、1以上10000以下、好ましくは、1以上2未満である。
【0061】
具体的には、非板状粒子のアスペクト比は、非板状粒子が塊状粒子である場合には、例えば、2未満、好ましくは、1.5以下、通常、1以上である。また、非板状粒子のアスペクト比は、非板状粒子が針状粒子である場合には、例えば、2〜10000、好ましくは、10〜5000である。なお、非板状粒子のアスペクト比は、非板状粒子が球状粒子である場合には、実質的に1である。
【0062】
また、非板状粒子は、市販品またはそれを加工した加工品を用いることができる。
【0063】
市販品としては、例えば、塊状水酸化アルミニウム粒子、塊状酸化アルミニウム粒子の市販品などが挙げられる。
【0064】
塊状水酸化アルミニウム粒子の市販品として、具体的には、例えば、昭和電工(株)製の「H」シリーズ(例えば、「H−10」、「H−10ME」など)などが挙げられる。
【0065】
また、塊状酸化アルミニウム粒子の市販品として、具体的には、例えば、昭和電工(株)製の「AS」シリーズ(例えば、「AS−10」、「AS−50」など)などが挙げられる。
【0066】
フィラーは、その流動性などの観点から、必要により、シランカップリング剤などによって、公知の方法により表面処理されていてもよい。
【0067】
フィラーの含有割合は、熱伝導性シートに対して、質量基準で、例えば、30〜99質量%、好ましくは、50〜95質量%、さらに好ましくは、60〜90質量%である。また、フィラーの含有割合は、熱伝導性シートに対して、体積基準で、例えば、40体積%を超過し、好ましくは、40〜95体積%、さらに好ましくは、40〜90体積%である。
【0068】
また、フィラーにおいて、非板状粒子に対する板状粒子の含有割合R(板状粒子/非板状粒子)は、体積基準で、例えば、4/3〜6/1、好ましくは、5/2〜6/1、さらに好ましくは、3/1〜6/1である。
【0069】
換言すると、板状粒子の含有割合は、板状粒子および非板状粒子の総量に対して、体積基準で、例えば、50〜99体積%、好ましくは、52〜95体積%、さらに好ましくは、55〜90体積%である。また、非板状粒子の含有割合は、板状粒子および非板状粒子の総量に対して、体積基準で、例えば、1〜50体積%、好ましくは、5〜48体積%、さらに好ましくは、10〜45体積%である。
【0070】
非板状粒子に対する板状粒子の含有割合Rが上記範囲を超えると、熱伝導性シートが、脆くなる場合がある。非板状粒子に対する板状粒子の含有割合Rが上記範囲に満たないと、面方向の熱伝導性が低下する場合がある。
【0071】
樹脂としては、例えば、熱硬化性樹脂、熱可塑性樹脂などが挙げられる。
【0072】
熱硬化性樹脂としては、例えば、エポキシ樹脂、熱硬化性ポリイミド、フェノール樹脂、シリコーン樹脂などが挙げられる。
【0073】
熱可塑性樹脂としては、例えば、ポリオレフィン(例えば、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体など)、アクリル樹脂(例えば、ポリメタクリル酸メチルなど)、ポリ酢酸ビニルなどが挙げられる。
【0074】
樹脂として、好ましくは、熱硬化性樹脂、さらに好ましくは、エポキシ樹脂が挙げられる。
【0075】
エポキシ樹脂は、常温において、液状、半固形状および固形状のいずれかの形態であり、好ましくは、固形状である。
【0076】
具体的には、エポキシ樹脂としては、例えば、ビスフェノール型エポキシ樹脂(例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水添加ビスフェノールA型エポキシ樹脂、ダイマー酸変性ビスフェノール型エポキシ樹脂など)、ノボラック型エポキシ樹脂(例えば、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂など)、ナフタレン型エポキシ樹脂、フルオレン型エポキシ樹脂(例えば、ビスアリールフルオレン型エポキシ樹脂など)、トリフェニルメタン型エポキシ樹脂(例えば、トリスヒドロキシフェニルメタン型エポキシ樹脂など)などの芳香族系エポキシ樹脂、例えば、トリエポキシプロピルイソシアヌレート(トリグリシジルイソシアヌレート)、ヒダントインエポキシ樹脂などの含窒素環エポキシ樹脂、例えば、脂肪族型エポキシ樹脂、例えば、脂環式エポキシ樹脂(例えば、ジシクロ環型エポキシ樹脂など)、例えば、グリシジルエーテル型エポキシ樹脂、例えば、グリシジルアミン型エポキシ樹脂などが挙げられる。
【0077】
これらエポキシ樹脂は、単独使用または2種以上併用することができる。
【0078】
エポキシ樹脂として、好ましくは、物性が相異する2種以上のエポキシ樹脂の併用が挙げられる。
【0079】
また、エポキシ樹脂は、エポキシ当量が、例えば、100〜1000g/eqiv.、好ましくは、150〜700g/eqiv.である。なお、物性が相異する2種のエポキシ樹脂を併用する場合は、一方のエポキシ樹脂のエポキシ当量が、好ましくは、100〜300g/eqiv.であり、他方のエポキシ樹脂のエポキシ当量が、好ましくは、500〜1000g/eqiv.である。
【0080】
エポキシ樹脂の軟化温度(環球法)は、例えば、20〜85℃、好ましくは、40〜80℃である。
【0081】
また、エポキシ樹脂の150℃における溶融粘度は、例えば、1mPa・s以下、好ましくは、0.1mPa・s以下であり、通常、0.0001mPa・s以上である。
【0082】
エポキシ樹脂のJIS K 7233(泡粘度計法)(1986)に準拠する動粘度試験(温度:25℃±0.5℃、溶媒:ブチルカルビトール、樹脂(固形分)濃度:40質量%)によって測定される動粘度は、例えば、1×10−4〜4×10−4m2/s、好ましくは、1.5×10−4〜3×10−4m2/sである。
【0083】
なお、JIS K 7233(泡粘度計法)(1986)に準拠する動粘度試験では、樹脂サンプルにおける泡の上昇速度と、標準サンプル(動粘度が既知)における泡の上昇速度とを比較し、上昇速度が一致する標準サンプルの動粘度が、エポキシ樹脂の動粘度であると判定することにより、エポキシ樹脂の動粘度を測定する。
【0084】
また、エポキシ樹脂には、例えば、硬化剤および硬化促進剤を含有させて、エポキシ樹脂組成物として調製することができる。
【0085】
硬化剤は、加熱によりエポキシ樹脂を硬化させることができる潜在性硬化剤(エポキシ樹脂硬化剤)であって、例えば、フェノール化合物、酸無水物化合物、アミド化合物、ヒドラジド化合物、イミダゾリン化合物、ユリア化合物、ポリスルフィド化合物などが挙げられる。好ましくは、フェノール化合物が挙げられる。これら硬化剤は、単独使用または2種類以上併用することができる。
【0086】
フェノール化合物は、例えば、固形状であって、軟化点が、例えば、50〜100℃であり、水酸基当量は、例えば、100〜250(g/eqiv.)である。
【0087】
硬化促進剤としては、例えば、2−フェニルイミダゾール、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾールなどのイミダゾール化合物、例えば、トリエチレンジアミン、トリ−2,4,6−ジメチルアミノメチルフェノールなどの3級アミン化合物、例えば、トリフェニルホスフィン、テトラフェニルホスホニウムテトラフェニルボレート、テトラ−n−ブチルホスホニウム−o,o−ジエチルホスホロジチオエートなどのリン化合物、例えば、4級アンモニウム塩化合物、例えば、有機金属塩化合物、例えば、それらの誘導体などが挙げられる。好ましくは、イミダゾール化合物が挙げられる。
【0088】
これら硬化促進剤は、単独使用または2種類以上併用することができる。
【0089】
硬化剤の含有割合は、エポキシ樹脂100質量部に対して、例えば、0.5〜50質量部、好ましくは、1〜40質量部であり、硬化促進剤の含有割合は、例えば、0.1〜10質量部、好ましくは、0.2〜5質量部である。
【0090】
エポキシ樹脂組成物中におけるエポキシ樹脂の含有割合は、上記した硬化剤および硬化促進剤の残部である。
【0091】
上記した硬化剤および/または硬化促進剤は、必要により、溶媒により溶解および/または分散された溶媒溶液および/または溶媒分散液として調製することができる。
【0092】
溶媒としては、例えば、アセトン、メチルエチルケトンなどケトン、例えば、酢酸エチルなどのエステル、例えば、N,N−ジメチルホルムアミドなどのアミドなどの有機溶媒などが挙げられる。また、溶媒として、例えば、水、例えば、メタノール、エタノール、プロパノール、イソプロパノールなどのアルコールなどの水系溶媒も挙げられる。
【0093】
樹脂の含有割合は、熱伝導性シートに対して、質量基準で、例えば、1〜70質量%、好ましくは、5〜50質量%、さらに好ましくは、10〜40質量%である。
【0094】
また、樹脂の含有割合は、熱伝導性シートに対して、体積基準で、例えば、60体積%未満、好ましくは、5〜60体積%、さらに好ましくは、10〜60体積%である。
【0095】
樹脂の含有割合は、フィラー100質量部に対して、例えば、0.5〜20質量部、好ましくは、1〜10質量部である。
【0096】
そして、上記したフィラーと、樹脂とを上記した含有割合で配合して、後述する方法により、熱伝導性シートを得ることができる。
【0097】
なお、本発明の熱伝導性シートには、本発明の効果を阻害しない範囲内で、酸化防止剤、安定剤などの添加剤を適宜の割合で添加することもできる。
【0098】
次に、本発明の熱伝導性シートの一実施形態を製造する方法について、具体的に説明する。
【0099】
この方法では、まず、フィラーと、樹脂と、必要により添加される添加剤とを上記した含有割合で配合して、攪拌して混合することにより、樹脂組成物を調製(準備)する(準備工程)。
【0100】
混合では、各成分を効率よく攪拌すべく、例えば、溶媒を上記した各成分とともに配合する。
【0101】
溶媒としては、上記と同様の有機溶媒が挙げられ、好ましくは、ケトンが挙げられる。また、上記した硬化剤および/または硬化促進剤が溶媒溶液および/または溶媒分散液として調製されている場合には、攪拌混合において溶媒を追加することなく、溶媒溶液および/または溶媒分散液の溶媒をそのまま攪拌混合のための混合溶媒として供することができる。あるいは、攪拌混合において溶媒を混合溶媒としてさらに追加することもできる。
【0102】
溶媒の配合割合は、樹脂組成物100部に対して、例えば、1〜1000質量部、好ましくは、10〜100質量部である。
【0103】
溶媒を用いて攪拌して混合する場合には、攪拌して混合した後、溶媒を除去する。
【0104】
溶媒を除去するには、例えば、室温にて、1〜48時間放置するか、例えば、40〜100℃で、0.5〜3時間加熱するか、または、例えば、0.001〜50kPaの減圧雰囲気下で、20〜60℃で、0.5〜3時間加熱する。
【0105】
次いで、この方法では、得られた樹脂組成物を、熱プレスによりシート化する(シート化工程)。
【0106】
具体的には、樹脂組成物を、離型シートを介した熱プレスによりシート化する。
【0107】
すなわち、まず、離型シートを用意する。離型シートは、例えば、ステンレス箔などの金属箔、例えば、ポリエステルフィルムなどの樹脂シートが挙げられる。好ましくは、樹脂シートが挙げられる。離型シートの厚みは、例えば、5〜1000μm、好ましくは、10〜500μmである。また、離型シートの表面には離型処理を施すこともできる。
【0108】
その後、用意した離型シートの上に樹脂組成物を配置する。
【0109】
具体的には、樹脂組成物を、離型シートの上に塊状に盛る(載置する)。
【0110】
次いで、もう1枚の離型シートを用意し、それを、塊状の樹脂組成物がすでに配置された離型シートの上に、塊状の樹脂組成物を被覆するように、配置する。
【0111】
これによって、樹脂組成物が2枚の離型シートによって厚み方向に挟み込まれた積層体を作製する。
【0112】
次いで、積層体を厚み方向に熱プレスする。
【0113】
熱プレスの条件は、温度が、例えば、50〜150℃、好ましくは、60〜150℃であり、圧力が、例えば、1〜100MPa、好ましくは、5〜50MPaであり、時間が、例えば、0.1〜100分間、好ましくは、1〜10分間である。
【0114】
さらに好ましくは、樹脂組成物を真空熱プレスする。真空熱プレスにおける真空度は、例えば、1〜100Pa、好ましくは、5〜50Paであり、温度、圧力および時間は、上記した熱プレスのそれらと同様である。
【0115】
その後、シート化された樹脂組成物を取り出して、室温まで冷却することにより、熱伝導性シートを得る。
【0116】
なお、熱伝導性シート(に含有されるエポキシ樹脂)は、熱プレスによって、Bステージ状態(半硬化状態)となる。
【0117】
熱伝導性シートの厚みは、例えば、1mm以下、好ましくは、0.8mm以下、通常、例えば、0.05mm以上、好ましくは、0.1mm以上である。
【0118】
そして、このようにして得られた熱伝導性シート1において、図1およびその部分拡大模式図に示すように、板状粒子2Aの長手方向LDが、熱伝導性シート1の厚み方向TDに交差(直交)する面方向PDに沿って配向している。
【0119】
また、板状粒子2Aの長手方向LDが熱伝導性シート1の面方向PDに成す角度の算術平均(板状粒子2Aの熱伝導性シート1に対する配向角度α)は、例えば、25度以下、好ましくは、20度以下であり、通常、0度以上である。
【0120】
なお、板状粒子2Aの熱伝導性シート1に対する配向角度αは、熱伝導性シート1を厚み方向TDに沿ってクロスセクションポリッシャー(CP)により切断加工して、それにより現れる断面を走査型電子顕微鏡(SEM)で、200個以上の板状粒子2Aを観察できる視野の倍率で写真撮影し、得られたSEM写真より、板状粒子2Aの長手方向LDの、熱伝導性シート1の面方向PDに対する傾斜角αを取得し、その平均値として算出される。
【0121】
一方、非板状粒子2Bは、エポキシ樹脂3中において、各板状粒子2A間に均一に分散されている。
【0122】
そして、熱伝導性シート1の銅箔に対する剥離接着力は、2N/10mm以上である。
【0123】
熱伝導性シート1の銅箔に対する剥離接着力が上記範囲に満たないと、被着体に対する接着力が低下する。
【0124】
熱伝導性シート1の銅箔に対する剥離接着力は、好ましくは、2.1N/10mm以上、さらに好ましくは2.3N/10mm以上、とりわけ好ましくは、2.5N/10mm以上、通常、100N/10mm以下である。
【0125】
熱伝導性シート1の銅箔に対する剥離接着力は、次のようにして測定する。
【0126】
すなわち、まず、熱伝導性シート1を適当なサイズに切り出して、一方の離型シート(図1において図示せず)を剥離し、熱伝導性シート1を、銅箔の粗面に接触するように重ね合わせることにより、銅箔積層シートを作製する。
【0127】
なお、銅箔は、粗面を厚み方向一方側に有し、平坦面を厚み方向他方側に有しており、粗面の表面粗さRz(JIS B0601−1994に準拠する十点平均粗さ)は、5〜20μmである。また、銅箔の厚みは、例えば、10〜200μm、具体的には、70μmである。
【0128】
次いで、作製した銅箔積層シートを真空熱プレス機中に配置し、例えば、圧力20〜50MPaで、1〜10分間熱プレスする。続いて、圧力を保持した状態で、例えば、120〜180℃に昇温させて、1〜10分間保持する。
【0129】
上記した熱プレスにより、熱伝導性シート1(に含有されるエポキシ樹脂)は、熱硬化する(Cステージ状態となる)。
【0130】
なお、熱伝導性シート1の熱伝導率(TC1およびTC2)は、熱硬化の前後において、実質的に同一である。
【0131】
その後、真空熱プレス機から銅箔積層シートを取り出し、室温になるまで放置して冷却する。その後、銅箔積層シートを適当なサイズに切り出して、試験片を作製する。作製した試験片を用いて、万能試験機により90度ピール試験を実施する(速度:10mm/min)。
【0132】
また、熱伝導性シート1の厚み方向TDの熱伝導率TC1は、4W/m・K以上である。
【0133】
熱伝導性シート1の厚み方向TDの熱伝導率TC1が上記範囲に満たないと、厚み方向TDの熱伝導率が低下する。
【0134】
熱伝導性シート1の厚み方向TDの熱伝導率TC1は、好ましくは、6W/m・K以上、さらに好ましくは、7W/m・K以上、とりわけ好ましくは、9W/m・K以上、通常、50W/m・K以下である。
【0135】
熱伝導性シート1の厚み方向TDの熱伝導率TC1は、例えば、キセノンフラッシュ法(キセノンフラッシュ光を熱伝導性シート1に照射する方法)により測定される。
【0136】
さらに、熱伝導性シート1の面方向PDの熱伝導率TC2は、20W/m・K以上である。
【0137】
熱伝導性シート1の面方向PDの熱伝導率TC2が、上記範囲に満たないと、面方向PDの熱伝導率が低下する。
【0138】
熱伝導性シート1の面方向PDの熱伝導率TC2は、好ましくは、35W/m・K以上、さらに好ましくは、40W/m・K以上、通常、150W/m・K以下である。
【0139】
熱伝導性シート1の面方向PDの熱伝導率TC2は、例えば、キセノンフラッシュ法により測定される。
【0140】
熱伝導性シート1の厚み方向TDの熱伝導率TC1に対する、面方向PDの熱伝導率TC2の比(TC2/TC1)は、3以上である。
【0141】
熱伝導性シート1の厚み方向TDの熱伝導率TC1に対する、面方向PDの熱伝導率TC2の比(TC2/TC1)が上記範囲に満たないと、面方向PDの熱伝導率が低下する。
【0142】
熱伝導性シート1の厚み方向TDの熱伝導率TC1に対する、面方向PDの熱伝導率TC2の比(TC2/TC1)は、好ましくは、4以上であり、さらに好ましくは、5以上、とりわけ好ましくは、7以上、通常、20以下である。
【0143】
そして、熱伝導性シート1は、銅箔に対する剥離接着力が、2N/10mm以上であるので、接着力に優れている。
【0144】
また、熱伝導性シート1は、厚み方向TDの熱伝導率TC1が、4W/m・K以上であり、厚み方向TDに対する面方向PDの熱伝導率TC2が、20W/m・K以上であり、厚み方向TDの熱伝導率TC1に対する面方向PDの熱伝導率TC2の比(TC2/TC1)が、3以上であるので、面方向PDの熱伝導性に優れている。
【0145】
よって、この熱伝導性シート1は、接着性および面方向PDの熱伝導性の両方に優れている。
【0146】
そのため、接着性に優れながら、面方向PDの熱伝導性に優れる熱伝導性シートとして、種々の放熱用途に用いることができる。
【0147】
従って、熱伝導性シート1は、ハイブリッドデバイス、高輝度LEDデバイス、電磁誘導加熱デバイスなど、半導体素子により電力を変換・制御するパワーエレクトロニクス技術などにおいて、大電流を熱などに変換するための放熱部材として用いることができ、具体的には、例えば、発光ダイオード装置に用いられる半導体素子、撮像装置に用いられる撮像素子、液晶表示装置のバックライトなど、さらには、その他の種々のパワーモジュールに接着され、部材から熱を発散させるための放熱部材として、好適に用いることができる。すなわち、熱伝導性シート1が半導体素子に接着された場合、半導体素子が熱を帯びた場合でも熱を面方向PDに逃すことができる。
【0148】
なお、熱伝導性シート1を、半導体素子の熱を利用して、熱硬化させることができる。あるいは、熱伝導性シート1を半導体素子に貼着した後、別途、熱伝導性シート1を加熱することにより、熱伝導性シート1を硬化させることができる。熱硬化の条件は、温度が、例えば、60〜250℃、好ましくは、80〜200℃である。
【0149】
このような熱伝導性シート1は、具体的には、例えば、発光ダイオード装置のヒートスプレッダやヒートシンク、例えば、液晶表示装置や撮像装置の筐体に貼着される放熱シート、例えば、電子回路基板を封止するための封止材などとして、好適に用いられる。
【実施例】
【0150】
以下に、実施例および比較例を挙げて本発明をさらに詳しく説明するが、本発明は、何らそれらに限定されない。
【0151】
実施例1
MEHC−7800s(フェノール化合物、硬化剤、固体状、軟化点61〜89℃、水酸基当量173〜177g/eqiv.、明和化成(株)製)と、MEHC−7800ss(フェノール化合物、硬化剤、固体状、軟化点61〜89℃、水酸基当量173〜177g/eqiv.、明和化成(株)製)とを、重量比6:4で混合して、硬化剤混合物を調製した。
【0152】
次いで、YSLV−80XY(ビスフェノール型エポキシ樹脂、固体状、エポキシ当量180〜210(g/eqiv.)、融点75〜85℃、溶融粘度(150℃)0.01Pa・s以下、新日鐵化学(株)製)0.614gと、JER1002(ビスフェノール型エポキシ樹脂、固体状、エポキシ当量600〜700(g/eqiv.)、軟化点78℃、動粘度(25℃)1.65×10−4〜2.75×10−4(m2/s)、三菱化学(株)製)0.614gと、硬化剤混合物0.338gと、2P4MHZ−PW(イミダゾール化合物、硬化促進剤、四国化成工業(株)製)0.0061gとを、アセトン5gに溶解させて、エポキシ樹脂溶液を調製した。
【0153】
調製したエポキシ樹脂溶液に、フィラーとして、PT−110(板状窒化ホウ素粒子、平均粒子径(最大長さの平均値、光散乱法)45μm、厚み2〜5mm(SEM)、アスペクト比10〜25、モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製)6.00g、および、AS−10(球状水酸化アルミニウム粒子、平均粒子径(最大長さの平均値、光散乱法)50μm、アスペクト比:1、昭和電工(株)製)1.73gを混合して、それらを撹拌し、その後、減圧下でアセトンを除去することにより、樹脂組成物を調製した。
【0154】
次いで、樹脂組成物1gを、離型処理を施した離型シート(MRN38、厚み38μm、ポリエステルフィルム、三菱化学ポリエステルフィルム(株)製)の上に盛り、続いて、別の離型シートを、樹脂組成物が盛られた離形シートの上に、樹脂組成物を被覆するように配置した。これによって、樹脂組成物を2枚の離型シートで挟み込み、積層体を作製した。
【0155】
次いで、積層体を表1に示す各条件で、真空熱プレス機を用いる熱プレスによって、樹脂組成物をシート化した。その後、シート状の樹脂組成物を取り出して、室温まで冷却することにより、熱伝導性シートを得た。
【0156】
すなわち、積層体をプレス条件1およびプレス条件2で順次熱プレスすることによって、後述する評価1.の熱伝導率評価用の厚み200μmの熱伝導性シートを得た。また、積層体をプレス条件1のみで積層体を熱プレスすることによって、後述する評価2.の剥離接着力評価用の厚み200μmの熱伝導性シートを得た。
【0157】
【表1】

【0158】
実施例2〜6および比較例1〜3
フィラーの配合処方を表2の記載に従って、変更した以外は、実施例1と同様に処理して、熱伝導性シートを得た。
【0159】
なお、実施例4〜6におけるAS−50は、以下の通りである。
AS−50:商品名、球状酸化アルミニウム粒子、平均粒子径(光散乱法)10μm、昭和電工(株)製
【0160】
【表2】
【0161】
(評価)
1. 密度
各実施例および各比較例において得られた熱伝導率評価用の熱伝導性シートの密度を、測定した。その結果を表2に示す。
2. 熱伝導率
(1)厚み方向の熱伝導率(TC1)
各実施例および各比較例において得られた熱伝導率評価用の熱伝導性シートを、1cm×1cmの正方形に切り出して切片を得、切片の表面(厚み方向一方面)全面にカーボンスプレー(カーボンのアルコール分散溶液)を塗布して乾燥し、かかる部分を受光部とし、裏面(厚み方向他方面)全面にカーボンスプレーを塗布して、これを検出部とした。
【0162】
次いで、受光部にキセノンフラッシュを照射して、検出部の温度を検出することによって、厚み方向の熱拡散率(D1)を測定した。得られた熱拡散率(D1)から、次式によって、熱伝導性シートの厚み方向の熱伝導率(TC1)を求めた。その結果を表2に示す。
【0163】
TC1=D1×ρ×Cp
ρ : 熱伝導性シートの25℃における密度
Cp : 熱伝導性シートの比熱(実質的に0.9)
(2)面方向の熱伝導率(TC2)
各実施例および各比較例において得られた熱伝導率評価用の熱伝導性シートを、直径2.6cmの円形に切り出して、切片を得、表面の中央部にカーボンスプレーを円形状に塗布して乾燥し、かかる部分を受光部とし、裏面の中央部から径方向外側に間隔を隔てた周辺部に、カーボンスプレーをリング(円環)状に塗布して乾燥し、かかる部分を検出部とした。
【0164】
次いで、受光部にキセノンフラッシュを照射して、検出部の温度を検出することによって、面方向の熱拡散率(D2)を測定した。得られた熱拡散率(D2)から、次式によって、熱伝導性シートの面方向の熱伝導率(TC2)を求めた。その結果を表2に示す。
【0165】
TC2=D2×ρ×Cp
ρ : 熱伝導性シートの25℃における密度
Cp : 熱伝導性シートの比熱(実質的に0.9)
3. 剥離接着力(90度ピール試験)
各実施例および各比較例において得られた剥離接着力評価用の熱伝導性シートを4×10cmの矩形状に切り出して、これを銅箔(10cm×10cm、厚み70μm、GTS−MP、古河電工(株)製)の粗面(表面粗さRz:12μm、JIS B0601−1994に準拠)に接触するように重ね合わせることにより、銅箔積層シートを作製した。
【0166】
作製した銅箔積層シートを80℃に設定した真空熱プレス機中に配置し、圧力30MPaで、3分間熱プレスした。続いて、圧力を保持した状態で、150℃に昇温させて、10分間保持した。
【0167】
その後、真空熱プレス機から銅箔積層シートを取り出し、室温になるまで放置して冷却した。その後、銅箔積層シートを1×10cmのサイズに切り出して試験片を作製した。作製した試験片について、オートグラフ(島津製作所(株)製)により90度ピール試験を実施した(速度:10mm/min)。その結果を表2に示す。
【符号の説明】
【0168】
1 熱伝導性シート
2 フィラー
2A 板状粒子
2B 非板状板状粒子
3 エポキシ樹脂
TD 厚み方向
PD 面方向
TC1 厚み方向TDの熱伝導率
TC2 面方向PDの熱伝導率
【技術分野】
【0001】
本発明は、熱伝導性シートおよびその製造方法、詳しくは、種々の放熱用途に用いられる熱伝導性シートおよびその製造方法に関する。
【背景技術】
【0002】
近年、ハイブリッドデバイス、高輝度LEDデバイス、電磁誘導加熱デバイスなどでは、半導体素子により電力を変換・制御するパワーエレクトロニクス技術が採用されている。パワーエレクトロニクス技術では、大電流を熱などに変換するため、半導体素子に配置される材料には、高い放熱性(高熱伝導性)が要求されている。また、上記した材料には、それを半導体素子に確実に配置すべく、半導体素子に対する高い接着性も要求されている。
【0003】
例えば、熱伝導性を有する無機充填剤、具体的には、凝集球状の窒化ホウ素および球状の酸化アルミニウムを、接着性を有するエポキシ樹脂中に分散させた熱伝導性シートが提案されている(例えば、特許文献1参照。)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2008−297429号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
近年、熱伝導性シートは、用途または目的によっては、配置される半導体素子に沿う方向、すなわち、熱伝導性シートの厚み方向に対する直交方向(面方向)に放熱させる必要があり、その場合には、熱伝導性シートには、とりわけ、面方向の熱伝導性をより一層向上させる要求がある。しかし、特許文献1に記載される熱伝導性シートの熱伝導性は、等方性であり、すなわち、厚み方向の熱伝導性と面方向の熱伝導性とが同程度であるため、かかる要求を満足することができないという不具合がある。
【0006】
また、特許文献1の熱伝導性シートにおいて、面方向の熱伝導性をより一層向上させるべく、無機充填剤の配合割合を高めることも試案されるが、その場合には、接着性が格段に低下して、信頼性が低下するという不具合がある。
【0007】
本発明の目的は、接着性、および、厚み方向に対する直交方向の熱伝導性の両方に優れる熱伝導性シートおよびその製造方法を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成するために、本発明の熱伝導性シートは、銅箔に対する剥離接着力が、2N/10mm以上であり、厚み方向の熱伝導率(TC1)が、4W/m・K以上であり、前記厚み方向に対する直交方向の熱伝導率(TC2)が、20W/m・K以上であり、前記厚み方向の熱伝導率(TC1)に対する前記直交方向の熱伝導率(TC2)の比(TC2/TC1)が、3以上であることを特徴としている。
【0009】
また、本発明の熱伝導性シートは、板状粒子および非板状粒子を含有するフィラーと、エポキシ樹脂とを含有し、前記フィラーの含有割合が、40体積%以上であることが好適である。
【0010】
また、本発明の熱伝導性シートでは、前記非板状粒子に対する前記板状粒子の含有割合が、体積基準で、4/3〜6/1であることが好適である。
【0011】
また、本発明の熱伝導性シートでは、前記板状粒子のアスペクト比が、2以上10000以下であることが好適である。
【0012】
また、本発明の熱伝導性シートでは、前記非板状粒子のアスペクト比が、1以上2未満であることが好適である。
【0013】
また、本発明の熱伝導性シートでは、前記板状粒子が、窒化ホウ素からなることが好適である。
【0014】
また、本発明の熱伝導性シートでは、前記非板状粒子が、金属酸化物、金属水酸化物および金属窒化物からなる群から選択される少なくとも1種の無機成分からなることが好適である。
【0015】
また、本発明の熱伝導性シートでは、前記非板状粒子が、酸化アルミニウム、水酸化アルミニウムおよび窒化アルミニウムからなる群から選択される少なくとも1種のアルミニウム化合物からなることが好適である。
【0016】
また、本発明の熱伝導性シートでは、前記板状粒子の最大長さの平均値が、1〜100μmあることが好適である。
【0017】
また、本発明の熱伝導性シートでは、前記非板状粒子の最大長さの平均値が、1〜100μmであることが好適である。
【0018】
また、熱伝導性シートの製造方法は、板状粒子および非板状粒子を含有するフィラーと、エポキシ樹脂とを含有し、前記フィラーの含有割合が40体積%以上である樹脂組成物を準備する準備工程と、前記樹脂組成物を熱プレスによりシート化するシート化工程とを備えることを特徴としている。
【発明の効果】
【0019】
本発明の熱伝導性シートの製造方法により得られる本発明の熱伝導性シートは、銅箔に対する剥離接着力が、2N/10mm以上であるので、接着力に優れている。
【0020】
また、本発明の熱伝導性シートは、厚み方向の熱伝導率(TC1)が、4W/m・K以上であり、厚み方向に対する直交方向の熱伝導率(TC2)が、20W/m・K以上であり、厚み方向の熱伝導率(TC1)に対する直交方向の熱伝導率(TC2)の比(TC2/TC1)が、3以上であるので、直交方向の熱伝導性に優れている。
【0021】
よって、本発明の熱伝導性シートは、接着性および直交方向の熱伝導性の両方に優れている。
【0022】
そのため、接着性に優れながら、直交方向の熱伝導性に優れる熱伝導性シートとして、種々の放熱用途に用いることができる。
【図面の簡単な説明】
【0023】
【図1】本発明の熱伝導性シートの一実施形態の斜視図を示す。
【発明を実施するための形態】
【0024】
本発明の熱伝導性シートは、後述する剥離接着力および熱伝導率を有していれば、その組成は特に制限されないが、例えば、フィラーと、樹脂とを含有している。
【0025】
フィラーを形成する成分としては、例えば、無機成分などが挙げられ、そのような無機成分としては、例えば、酸化物、水酸化物、窒化物、炭化物、金属、炭素系材料などが挙げられる。
【0026】
酸化物としては、例えば、酸化アルミニウム(アルミナ、酸化アルミニウムの水和物を含む。)、酸化鉄、酸化マグネシウム(マグネシア)、酸化チタン(チタニア)、酸化セリウム(セリア)、酸化ジルコニウム(ジルコニア)などの金属酸化物が挙げられる。また、酸化物として、例えば、チタン酸バリウムなどの複合金属酸化物や、さらには、金属イオンがドーピングされている、例えば、酸化インジウムスズ、酸化アンチモンスズなどのドープ処理金属酸化物が挙げられる。さらに、酸化物として、例えば、酸化ケイ素(シリカ)などの非金属酸化物も挙げられる。
【0027】
水酸化物としては、例えば、水酸化アルミニウム、水酸化カルシウム、水酸化マグネシウムなどの金属水酸化物が挙げられる。
【0028】
窒化物としては、例えば、窒化アルミニウム、窒化ガリウム、窒化クロム、窒化タングステン、窒化マグネシウム、窒化モリブデン、窒化リチウムなどの金属窒化物が挙げられる。さらに、窒化物として、例えば、窒化ケイ素、窒化ホウ素などの非金属窒化物も挙げられる。
【0029】
炭化物としては、例えば、炭化アルミニウム、炭化チタン、炭化タングステンなどの金属炭化物が挙げられる。さらに、炭化物として、例えば、炭化ケイ素、炭化ホウ素などの非金属炭化物も挙げられる。
【0030】
金属としては、例えば、銅、金、ニッケル、錫、鉄、または、それらの合金が挙げられる。
【0031】
炭素系材料としては、例えば、カーボンブラック、黒鉛、ダイヤモンド、フラーレン、カーボンナノチューブ、カーボンナノファイバー、ナノホーン、カーボンマイクロコイル、ナノコイルなどが挙げられる。
【0032】
フィラーの形状としては、板状および非板状などが挙げられる。板状は、鱗片状を含む。非板状は、板状以外の形状であって、例えば、球状、塊状、針状などが挙げられる。
【0033】
換言すれば、フィラーとしては、板状粒子および非板状粒子などが挙げられる。
【0034】
板状粒子としては、例えば、上記した無機成分からなる板状粒子が挙げられ、好ましくは、酸化物からなる板状粒子(板状酸化物粒子)、窒化物からなる板状粒子(板状窒化物粒子)が挙げられる。
【0035】
具体的には、板状酸化物粒子としては、例えば、板状酸化アルミニウム1水和物粒子、板状酸化マグネシウム粒子などの板状金属酸化物粒子などが挙げられる。
【0036】
また、板状窒化物粒子としては、例えば、板状窒化ホウ素粒子などの板状非金属窒化物粒子、例えば、板状窒化アルミニウム粒子などの板状金属窒化物粒子などが挙げられる。
【0037】
板状粒子としては、好ましくは、板状窒化物粒子、さらに好ましくは、板状非金属窒化物粒子が挙げられる。
【0038】
これら板状粒子は、単独使用または2種類以上併用することができる。
【0039】
板状粒子の平均粒子径(最大長さの平均値)は、例えば、1μm以上、好ましくは、3μm以上、さらには、5μm以上、さらには、10μm以上、さらには、20μm以上、さらには、30μm以上、さらには、40μm以上が好ましく、通常、例えば、100μm以下、好ましくは、90μm以下である。また、板状粒子の平均粒子径(最大長さの平均値)は、例えば、1〜100μm、好ましくは、3〜90μmでもある。
【0040】
なお、板状粒子の最大長さの平均値は、例えば、光散乱法によって測定される。具体的には、板状粒子の最大長さの平均値は、動的光散乱式粒度分布測定装置にて測定される体積平均粒子径である。
【0041】
板状粒子の最大長さの平均値が上記範囲を超えると、熱伝導性シートが、脆くなる場合がある。板状粒子の最大長さの平均値が上記範囲に満たないと、面方向の熱伝導性が低下する場合がある。
【0042】
また、板状粒子の厚み、すなわち、最大長さ方向に対する直交方向の長さの平均値は、例えば、0.01〜20μm、好ましくは、0.1〜15μmである。
【0043】
板状粒子の厚みは、走査型電子顕微鏡(SEM)または透過型電子顕微鏡(TEM)を用いて測定される。
【0044】
また、板状粒子のアスペクト比(最大長さの平均値/厚み)は、例えば、2以上10000以下、好ましくは、10以上5000以下である。
【0045】
板状粒子のアスペクト比が上記範囲を超えると、熱伝導性シートが、脆くなる場合がある。板状粒子のアスペクト比が上記範囲に満たないと、面方向の熱伝導性が低下する場合がある。
【0046】
なお、板状粒子の最大長さの平均値および厚みは、例えば、光散乱法によって測定される。具体的には、平均粒子径は、動的光散乱式粒度分布測定装置にて測定される体積平均粒子径である。
【0047】
また、板状粒子は、市販品またはそれを加工した加工品を用いることができる。
【0048】
市販品としては、例えば、板状窒化ホウ素粒子の市販品などが挙げられ、板状窒化ホウ素粒子の市販品として、具体的には、例えば、モメンティブ・パフォーマンス・マテリアルズ・ジャパン(株)製の「PT」シリーズ(例えば、「PT−110」など)、昭和電工(株)製の「ショービーエヌUHP」シリーズ(例えば、「ショービーエヌUHP−1」など)などが挙げられる。
【0049】
非板状は、板状以外の形状であって、例えば、球状、塊状(球状を除く不規則形状)、針状などが挙げられる。非板状粒子は、板状以外の形状の粒子であって、例えば、球状粒子、塊状粒子、針状粒子などが挙げられる。好ましくは、球状粒子、塊状粒子が挙げられる。
【0050】
非板状粒子としては、例えば、上記した無機成分からなる非板状粒子が挙げられ、好ましくは、酸化物からなる非板状粒子(非板状酸化物粒子)、さらに好ましくは、金属酸化物からなる非板状粒子(非板状金属酸化物粒子)が挙げられ、また、好ましくは、水酸化物からなる非板状粒子(非板状水酸化物粒子)、さらに好ましくは、金属水酸化物からなる非板状粒子(非板状金属水酸化物粒子)が挙げられ、また、好ましくは、窒化物からなる非板状粒子(非板状窒化物粒子)、さらに好ましくは、金属窒化物からなる非板状粒子(非板状金属窒化物粒子)が挙げられる。
【0051】
具体的には、非板状金属酸化物粒子としては、例えば、球状酸化アルミニウム粒子、球状酸化チタン粒子などの球状金属酸化物粒子が挙げられ、また、例えば、針状酸化鉄粒子などの針状金属酸化物粒子が挙げられる。
【0052】
また、非板状金属水酸化物粒子としては、例えば、塊状水酸化アルミニウム粒子などの塊状金属水酸化物粒子が挙げられる。
【0053】
また、非板状金属窒化物粒子としては、例えば、球状窒化アルミニウム粒子などの球状金属窒化物粒子が挙げられる。
【0054】
非板状粒子として、さらに好ましくは、球状酸化アルミニウム粒子、塊状水酸化アルミニウム粒子、球状窒化アルミニウム粒子(つまり、アルミニウム化合物からなる非板状粒子)が挙げられる。
【0055】
これら非板状粒子は、単独使用または2種類以上併用することができる。
【0056】
非板状粒子の最大長さの平均値(平均粒子径)は、例えば、1〜100μm、好ましくは、3〜90μm、さらに好ましくは、10〜80μmである。
【0057】
非板状粒子の最大長さの平均値(平均粒子径)は、例えば、光散乱法によって測定される。具体的には、非板状粒子の最大長さの平均値(平均粒子径)は、動的光散乱式粒度分布測定装置にて測定される体積平均粒子径である。
【0058】
また、非板状粒子の最大長さ方向に対する直交方向の長さの平均値は、例えば、1〜100μm、好ましくは、3〜90μm、さらに好ましくは、10〜80μmである。
【0059】
非板状粒子の最大長さ方向に対する直交方向の長さの平均値は、走査型電子顕微鏡(SEM)または透過型電子顕微鏡(TEM)を用いて測定される。
【0060】
また、非板状粒子のアスペクト比(最大長さの平均値/直交方向の長さの平均値)は、例えば、1以上10000以下、好ましくは、1以上2未満である。
【0061】
具体的には、非板状粒子のアスペクト比は、非板状粒子が塊状粒子である場合には、例えば、2未満、好ましくは、1.5以下、通常、1以上である。また、非板状粒子のアスペクト比は、非板状粒子が針状粒子である場合には、例えば、2〜10000、好ましくは、10〜5000である。なお、非板状粒子のアスペクト比は、非板状粒子が球状粒子である場合には、実質的に1である。
【0062】
また、非板状粒子は、市販品またはそれを加工した加工品を用いることができる。
【0063】
市販品としては、例えば、塊状水酸化アルミニウム粒子、塊状酸化アルミニウム粒子の市販品などが挙げられる。
【0064】
塊状水酸化アルミニウム粒子の市販品として、具体的には、例えば、昭和電工(株)製の「H」シリーズ(例えば、「H−10」、「H−10ME」など)などが挙げられる。
【0065】
また、塊状酸化アルミニウム粒子の市販品として、具体的には、例えば、昭和電工(株)製の「AS」シリーズ(例えば、「AS−10」、「AS−50」など)などが挙げられる。
【0066】
フィラーは、その流動性などの観点から、必要により、シランカップリング剤などによって、公知の方法により表面処理されていてもよい。
【0067】
フィラーの含有割合は、熱伝導性シートに対して、質量基準で、例えば、30〜99質量%、好ましくは、50〜95質量%、さらに好ましくは、60〜90質量%である。また、フィラーの含有割合は、熱伝導性シートに対して、体積基準で、例えば、40体積%を超過し、好ましくは、40〜95体積%、さらに好ましくは、40〜90体積%である。
【0068】
また、フィラーにおいて、非板状粒子に対する板状粒子の含有割合R(板状粒子/非板状粒子)は、体積基準で、例えば、4/3〜6/1、好ましくは、5/2〜6/1、さらに好ましくは、3/1〜6/1である。
【0069】
換言すると、板状粒子の含有割合は、板状粒子および非板状粒子の総量に対して、体積基準で、例えば、50〜99体積%、好ましくは、52〜95体積%、さらに好ましくは、55〜90体積%である。また、非板状粒子の含有割合は、板状粒子および非板状粒子の総量に対して、体積基準で、例えば、1〜50体積%、好ましくは、5〜48体積%、さらに好ましくは、10〜45体積%である。
【0070】
非板状粒子に対する板状粒子の含有割合Rが上記範囲を超えると、熱伝導性シートが、脆くなる場合がある。非板状粒子に対する板状粒子の含有割合Rが上記範囲に満たないと、面方向の熱伝導性が低下する場合がある。
【0071】
樹脂としては、例えば、熱硬化性樹脂、熱可塑性樹脂などが挙げられる。
【0072】
熱硬化性樹脂としては、例えば、エポキシ樹脂、熱硬化性ポリイミド、フェノール樹脂、シリコーン樹脂などが挙げられる。
【0073】
熱可塑性樹脂としては、例えば、ポリオレフィン(例えば、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体など)、アクリル樹脂(例えば、ポリメタクリル酸メチルなど)、ポリ酢酸ビニルなどが挙げられる。
【0074】
樹脂として、好ましくは、熱硬化性樹脂、さらに好ましくは、エポキシ樹脂が挙げられる。
【0075】
エポキシ樹脂は、常温において、液状、半固形状および固形状のいずれかの形態であり、好ましくは、固形状である。
【0076】
具体的には、エポキシ樹脂としては、例えば、ビスフェノール型エポキシ樹脂(例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水添加ビスフェノールA型エポキシ樹脂、ダイマー酸変性ビスフェノール型エポキシ樹脂など)、ノボラック型エポキシ樹脂(例えば、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂など)、ナフタレン型エポキシ樹脂、フルオレン型エポキシ樹脂(例えば、ビスアリールフルオレン型エポキシ樹脂など)、トリフェニルメタン型エポキシ樹脂(例えば、トリスヒドロキシフェニルメタン型エポキシ樹脂など)などの芳香族系エポキシ樹脂、例えば、トリエポキシプロピルイソシアヌレート(トリグリシジルイソシアヌレート)、ヒダントインエポキシ樹脂などの含窒素環エポキシ樹脂、例えば、脂肪族型エポキシ樹脂、例えば、脂環式エポキシ樹脂(例えば、ジシクロ環型エポキシ樹脂など)、例えば、グリシジルエーテル型エポキシ樹脂、例えば、グリシジルアミン型エポキシ樹脂などが挙げられる。
【0077】
これらエポキシ樹脂は、単独使用または2種以上併用することができる。
【0078】
エポキシ樹脂として、好ましくは、物性が相異する2種以上のエポキシ樹脂の併用が挙げられる。
【0079】
また、エポキシ樹脂は、エポキシ当量が、例えば、100〜1000g/eqiv.、好ましくは、150〜700g/eqiv.である。なお、物性が相異する2種のエポキシ樹脂を併用する場合は、一方のエポキシ樹脂のエポキシ当量が、好ましくは、100〜300g/eqiv.であり、他方のエポキシ樹脂のエポキシ当量が、好ましくは、500〜1000g/eqiv.である。
【0080】
エポキシ樹脂の軟化温度(環球法)は、例えば、20〜85℃、好ましくは、40〜80℃である。
【0081】
また、エポキシ樹脂の150℃における溶融粘度は、例えば、1mPa・s以下、好ましくは、0.1mPa・s以下であり、通常、0.0001mPa・s以上である。
【0082】
エポキシ樹脂のJIS K 7233(泡粘度計法)(1986)に準拠する動粘度試験(温度:25℃±0.5℃、溶媒:ブチルカルビトール、樹脂(固形分)濃度:40質量%)によって測定される動粘度は、例えば、1×10−4〜4×10−4m2/s、好ましくは、1.5×10−4〜3×10−4m2/sである。
【0083】
なお、JIS K 7233(泡粘度計法)(1986)に準拠する動粘度試験では、樹脂サンプルにおける泡の上昇速度と、標準サンプル(動粘度が既知)における泡の上昇速度とを比較し、上昇速度が一致する標準サンプルの動粘度が、エポキシ樹脂の動粘度であると判定することにより、エポキシ樹脂の動粘度を測定する。
【0084】
また、エポキシ樹脂には、例えば、硬化剤および硬化促進剤を含有させて、エポキシ樹脂組成物として調製することができる。
【0085】
硬化剤は、加熱によりエポキシ樹脂を硬化させることができる潜在性硬化剤(エポキシ樹脂硬化剤)であって、例えば、フェノール化合物、酸無水物化合物、アミド化合物、ヒドラジド化合物、イミダゾリン化合物、ユリア化合物、ポリスルフィド化合物などが挙げられる。好ましくは、フェノール化合物が挙げられる。これら硬化剤は、単独使用または2種類以上併用することができる。
【0086】
フェノール化合物は、例えば、固形状であって、軟化点が、例えば、50〜100℃であり、水酸基当量は、例えば、100〜250(g/eqiv.)である。
【0087】
硬化促進剤としては、例えば、2−フェニルイミダゾール、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾールなどのイミダゾール化合物、例えば、トリエチレンジアミン、トリ−2,4,6−ジメチルアミノメチルフェノールなどの3級アミン化合物、例えば、トリフェニルホスフィン、テトラフェニルホスホニウムテトラフェニルボレート、テトラ−n−ブチルホスホニウム−o,o−ジエチルホスホロジチオエートなどのリン化合物、例えば、4級アンモニウム塩化合物、例えば、有機金属塩化合物、例えば、それらの誘導体などが挙げられる。好ましくは、イミダゾール化合物が挙げられる。
【0088】
これら硬化促進剤は、単独使用または2種類以上併用することができる。
【0089】
硬化剤の含有割合は、エポキシ樹脂100質量部に対して、例えば、0.5〜50質量部、好ましくは、1〜40質量部であり、硬化促進剤の含有割合は、例えば、0.1〜10質量部、好ましくは、0.2〜5質量部である。
【0090】
エポキシ樹脂組成物中におけるエポキシ樹脂の含有割合は、上記した硬化剤および硬化促進剤の残部である。
【0091】
上記した硬化剤および/または硬化促進剤は、必要により、溶媒により溶解および/または分散された溶媒溶液および/または溶媒分散液として調製することができる。
【0092】
溶媒としては、例えば、アセトン、メチルエチルケトンなどケトン、例えば、酢酸エチルなどのエステル、例えば、N,N−ジメチルホルムアミドなどのアミドなどの有機溶媒などが挙げられる。また、溶媒として、例えば、水、例えば、メタノール、エタノール、プロパノール、イソプロパノールなどのアルコールなどの水系溶媒も挙げられる。
【0093】
樹脂の含有割合は、熱伝導性シートに対して、質量基準で、例えば、1〜70質量%、好ましくは、5〜50質量%、さらに好ましくは、10〜40質量%である。
【0094】
また、樹脂の含有割合は、熱伝導性シートに対して、体積基準で、例えば、60体積%未満、好ましくは、5〜60体積%、さらに好ましくは、10〜60体積%である。
【0095】
樹脂の含有割合は、フィラー100質量部に対して、例えば、0.5〜20質量部、好ましくは、1〜10質量部である。
【0096】
そして、上記したフィラーと、樹脂とを上記した含有割合で配合して、後述する方法により、熱伝導性シートを得ることができる。
【0097】
なお、本発明の熱伝導性シートには、本発明の効果を阻害しない範囲内で、酸化防止剤、安定剤などの添加剤を適宜の割合で添加することもできる。
【0098】
次に、本発明の熱伝導性シートの一実施形態を製造する方法について、具体的に説明する。
【0099】
この方法では、まず、フィラーと、樹脂と、必要により添加される添加剤とを上記した含有割合で配合して、攪拌して混合することにより、樹脂組成物を調製(準備)する(準備工程)。
【0100】
混合では、各成分を効率よく攪拌すべく、例えば、溶媒を上記した各成分とともに配合する。
【0101】
溶媒としては、上記と同様の有機溶媒が挙げられ、好ましくは、ケトンが挙げられる。また、上記した硬化剤および/または硬化促進剤が溶媒溶液および/または溶媒分散液として調製されている場合には、攪拌混合において溶媒を追加することなく、溶媒溶液および/または溶媒分散液の溶媒をそのまま攪拌混合のための混合溶媒として供することができる。あるいは、攪拌混合において溶媒を混合溶媒としてさらに追加することもできる。
【0102】
溶媒の配合割合は、樹脂組成物100部に対して、例えば、1〜1000質量部、好ましくは、10〜100質量部である。
【0103】
溶媒を用いて攪拌して混合する場合には、攪拌して混合した後、溶媒を除去する。
【0104】
溶媒を除去するには、例えば、室温にて、1〜48時間放置するか、例えば、40〜100℃で、0.5〜3時間加熱するか、または、例えば、0.001〜50kPaの減圧雰囲気下で、20〜60℃で、0.5〜3時間加熱する。
【0105】
次いで、この方法では、得られた樹脂組成物を、熱プレスによりシート化する(シート化工程)。
【0106】
具体的には、樹脂組成物を、離型シートを介した熱プレスによりシート化する。
【0107】
すなわち、まず、離型シートを用意する。離型シートは、例えば、ステンレス箔などの金属箔、例えば、ポリエステルフィルムなどの樹脂シートが挙げられる。好ましくは、樹脂シートが挙げられる。離型シートの厚みは、例えば、5〜1000μm、好ましくは、10〜500μmである。また、離型シートの表面には離型処理を施すこともできる。
【0108】
その後、用意した離型シートの上に樹脂組成物を配置する。
【0109】
具体的には、樹脂組成物を、離型シートの上に塊状に盛る(載置する)。
【0110】
次いで、もう1枚の離型シートを用意し、それを、塊状の樹脂組成物がすでに配置された離型シートの上に、塊状の樹脂組成物を被覆するように、配置する。
【0111】
これによって、樹脂組成物が2枚の離型シートによって厚み方向に挟み込まれた積層体を作製する。
【0112】
次いで、積層体を厚み方向に熱プレスする。
【0113】
熱プレスの条件は、温度が、例えば、50〜150℃、好ましくは、60〜150℃であり、圧力が、例えば、1〜100MPa、好ましくは、5〜50MPaであり、時間が、例えば、0.1〜100分間、好ましくは、1〜10分間である。
【0114】
さらに好ましくは、樹脂組成物を真空熱プレスする。真空熱プレスにおける真空度は、例えば、1〜100Pa、好ましくは、5〜50Paであり、温度、圧力および時間は、上記した熱プレスのそれらと同様である。
【0115】
その後、シート化された樹脂組成物を取り出して、室温まで冷却することにより、熱伝導性シートを得る。
【0116】
なお、熱伝導性シート(に含有されるエポキシ樹脂)は、熱プレスによって、Bステージ状態(半硬化状態)となる。
【0117】
熱伝導性シートの厚みは、例えば、1mm以下、好ましくは、0.8mm以下、通常、例えば、0.05mm以上、好ましくは、0.1mm以上である。
【0118】
そして、このようにして得られた熱伝導性シート1において、図1およびその部分拡大模式図に示すように、板状粒子2Aの長手方向LDが、熱伝導性シート1の厚み方向TDに交差(直交)する面方向PDに沿って配向している。
【0119】
また、板状粒子2Aの長手方向LDが熱伝導性シート1の面方向PDに成す角度の算術平均(板状粒子2Aの熱伝導性シート1に対する配向角度α)は、例えば、25度以下、好ましくは、20度以下であり、通常、0度以上である。
【0120】
なお、板状粒子2Aの熱伝導性シート1に対する配向角度αは、熱伝導性シート1を厚み方向TDに沿ってクロスセクションポリッシャー(CP)により切断加工して、それにより現れる断面を走査型電子顕微鏡(SEM)で、200個以上の板状粒子2Aを観察できる視野の倍率で写真撮影し、得られたSEM写真より、板状粒子2Aの長手方向LDの、熱伝導性シート1の面方向PDに対する傾斜角αを取得し、その平均値として算出される。
【0121】
一方、非板状粒子2Bは、エポキシ樹脂3中において、各板状粒子2A間に均一に分散されている。
【0122】
そして、熱伝導性シート1の銅箔に対する剥離接着力は、2N/10mm以上である。
【0123】
熱伝導性シート1の銅箔に対する剥離接着力が上記範囲に満たないと、被着体に対する接着力が低下する。
【0124】
熱伝導性シート1の銅箔に対する剥離接着力は、好ましくは、2.1N/10mm以上、さらに好ましくは2.3N/10mm以上、とりわけ好ましくは、2.5N/10mm以上、通常、100N/10mm以下である。
【0125】
熱伝導性シート1の銅箔に対する剥離接着力は、次のようにして測定する。
【0126】
すなわち、まず、熱伝導性シート1を適当なサイズに切り出して、一方の離型シート(図1において図示せず)を剥離し、熱伝導性シート1を、銅箔の粗面に接触するように重ね合わせることにより、銅箔積層シートを作製する。
【0127】
なお、銅箔は、粗面を厚み方向一方側に有し、平坦面を厚み方向他方側に有しており、粗面の表面粗さRz(JIS B0601−1994に準拠する十点平均粗さ)は、5〜20μmである。また、銅箔の厚みは、例えば、10〜200μm、具体的には、70μmである。
【0128】
次いで、作製した銅箔積層シートを真空熱プレス機中に配置し、例えば、圧力20〜50MPaで、1〜10分間熱プレスする。続いて、圧力を保持した状態で、例えば、120〜180℃に昇温させて、1〜10分間保持する。
【0129】
上記した熱プレスにより、熱伝導性シート1(に含有されるエポキシ樹脂)は、熱硬化する(Cステージ状態となる)。
【0130】
なお、熱伝導性シート1の熱伝導率(TC1およびTC2)は、熱硬化の前後において、実質的に同一である。
【0131】
その後、真空熱プレス機から銅箔積層シートを取り出し、室温になるまで放置して冷却する。その後、銅箔積層シートを適当なサイズに切り出して、試験片を作製する。作製した試験片を用いて、万能試験機により90度ピール試験を実施する(速度:10mm/min)。
【0132】
また、熱伝導性シート1の厚み方向TDの熱伝導率TC1は、4W/m・K以上である。
【0133】
熱伝導性シート1の厚み方向TDの熱伝導率TC1が上記範囲に満たないと、厚み方向TDの熱伝導率が低下する。
【0134】
熱伝導性シート1の厚み方向TDの熱伝導率TC1は、好ましくは、6W/m・K以上、さらに好ましくは、7W/m・K以上、とりわけ好ましくは、9W/m・K以上、通常、50W/m・K以下である。
【0135】
熱伝導性シート1の厚み方向TDの熱伝導率TC1は、例えば、キセノンフラッシュ法(キセノンフラッシュ光を熱伝導性シート1に照射する方法)により測定される。
【0136】
さらに、熱伝導性シート1の面方向PDの熱伝導率TC2は、20W/m・K以上である。
【0137】
熱伝導性シート1の面方向PDの熱伝導率TC2が、上記範囲に満たないと、面方向PDの熱伝導率が低下する。
【0138】
熱伝導性シート1の面方向PDの熱伝導率TC2は、好ましくは、35W/m・K以上、さらに好ましくは、40W/m・K以上、通常、150W/m・K以下である。
【0139】
熱伝導性シート1の面方向PDの熱伝導率TC2は、例えば、キセノンフラッシュ法により測定される。
【0140】
熱伝導性シート1の厚み方向TDの熱伝導率TC1に対する、面方向PDの熱伝導率TC2の比(TC2/TC1)は、3以上である。
【0141】
熱伝導性シート1の厚み方向TDの熱伝導率TC1に対する、面方向PDの熱伝導率TC2の比(TC2/TC1)が上記範囲に満たないと、面方向PDの熱伝導率が低下する。
【0142】
熱伝導性シート1の厚み方向TDの熱伝導率TC1に対する、面方向PDの熱伝導率TC2の比(TC2/TC1)は、好ましくは、4以上であり、さらに好ましくは、5以上、とりわけ好ましくは、7以上、通常、20以下である。
【0143】
そして、熱伝導性シート1は、銅箔に対する剥離接着力が、2N/10mm以上であるので、接着力に優れている。
【0144】
また、熱伝導性シート1は、厚み方向TDの熱伝導率TC1が、4W/m・K以上であり、厚み方向TDに対する面方向PDの熱伝導率TC2が、20W/m・K以上であり、厚み方向TDの熱伝導率TC1に対する面方向PDの熱伝導率TC2の比(TC2/TC1)が、3以上であるので、面方向PDの熱伝導性に優れている。
【0145】
よって、この熱伝導性シート1は、接着性および面方向PDの熱伝導性の両方に優れている。
【0146】
そのため、接着性に優れながら、面方向PDの熱伝導性に優れる熱伝導性シートとして、種々の放熱用途に用いることができる。
【0147】
従って、熱伝導性シート1は、ハイブリッドデバイス、高輝度LEDデバイス、電磁誘導加熱デバイスなど、半導体素子により電力を変換・制御するパワーエレクトロニクス技術などにおいて、大電流を熱などに変換するための放熱部材として用いることができ、具体的には、例えば、発光ダイオード装置に用いられる半導体素子、撮像装置に用いられる撮像素子、液晶表示装置のバックライトなど、さらには、その他の種々のパワーモジュールに接着され、部材から熱を発散させるための放熱部材として、好適に用いることができる。すなわち、熱伝導性シート1が半導体素子に接着された場合、半導体素子が熱を帯びた場合でも熱を面方向PDに逃すことができる。
【0148】
なお、熱伝導性シート1を、半導体素子の熱を利用して、熱硬化させることができる。あるいは、熱伝導性シート1を半導体素子に貼着した後、別途、熱伝導性シート1を加熱することにより、熱伝導性シート1を硬化させることができる。熱硬化の条件は、温度が、例えば、60〜250℃、好ましくは、80〜200℃である。
【0149】
このような熱伝導性シート1は、具体的には、例えば、発光ダイオード装置のヒートスプレッダやヒートシンク、例えば、液晶表示装置や撮像装置の筐体に貼着される放熱シート、例えば、電子回路基板を封止するための封止材などとして、好適に用いられる。
【実施例】
【0150】
以下に、実施例および比較例を挙げて本発明をさらに詳しく説明するが、本発明は、何らそれらに限定されない。
【0151】
実施例1
MEHC−7800s(フェノール化合物、硬化剤、固体状、軟化点61〜89℃、水酸基当量173〜177g/eqiv.、明和化成(株)製)と、MEHC−7800ss(フェノール化合物、硬化剤、固体状、軟化点61〜89℃、水酸基当量173〜177g/eqiv.、明和化成(株)製)とを、重量比6:4で混合して、硬化剤混合物を調製した。
【0152】
次いで、YSLV−80XY(ビスフェノール型エポキシ樹脂、固体状、エポキシ当量180〜210(g/eqiv.)、融点75〜85℃、溶融粘度(150℃)0.01Pa・s以下、新日鐵化学(株)製)0.614gと、JER1002(ビスフェノール型エポキシ樹脂、固体状、エポキシ当量600〜700(g/eqiv.)、軟化点78℃、動粘度(25℃)1.65×10−4〜2.75×10−4(m2/s)、三菱化学(株)製)0.614gと、硬化剤混合物0.338gと、2P4MHZ−PW(イミダゾール化合物、硬化促進剤、四国化成工業(株)製)0.0061gとを、アセトン5gに溶解させて、エポキシ樹脂溶液を調製した。
【0153】
調製したエポキシ樹脂溶液に、フィラーとして、PT−110(板状窒化ホウ素粒子、平均粒子径(最大長さの平均値、光散乱法)45μm、厚み2〜5mm(SEM)、アスペクト比10〜25、モメンティブ・パフォーマンス・マテリアルズ・ジャパン合同会社製)6.00g、および、AS−10(球状水酸化アルミニウム粒子、平均粒子径(最大長さの平均値、光散乱法)50μm、アスペクト比:1、昭和電工(株)製)1.73gを混合して、それらを撹拌し、その後、減圧下でアセトンを除去することにより、樹脂組成物を調製した。
【0154】
次いで、樹脂組成物1gを、離型処理を施した離型シート(MRN38、厚み38μm、ポリエステルフィルム、三菱化学ポリエステルフィルム(株)製)の上に盛り、続いて、別の離型シートを、樹脂組成物が盛られた離形シートの上に、樹脂組成物を被覆するように配置した。これによって、樹脂組成物を2枚の離型シートで挟み込み、積層体を作製した。
【0155】
次いで、積層体を表1に示す各条件で、真空熱プレス機を用いる熱プレスによって、樹脂組成物をシート化した。その後、シート状の樹脂組成物を取り出して、室温まで冷却することにより、熱伝導性シートを得た。
【0156】
すなわち、積層体をプレス条件1およびプレス条件2で順次熱プレスすることによって、後述する評価1.の熱伝導率評価用の厚み200μmの熱伝導性シートを得た。また、積層体をプレス条件1のみで積層体を熱プレスすることによって、後述する評価2.の剥離接着力評価用の厚み200μmの熱伝導性シートを得た。
【0157】
【表1】
【0158】
実施例2〜6および比較例1〜3
フィラーの配合処方を表2の記載に従って、変更した以外は、実施例1と同様に処理して、熱伝導性シートを得た。
【0159】
なお、実施例4〜6におけるAS−50は、以下の通りである。
AS−50:商品名、球状酸化アルミニウム粒子、平均粒子径(光散乱法)10μm、昭和電工(株)製
【0160】
【表2】
【0161】
(評価)
1. 密度
各実施例および各比較例において得られた熱伝導率評価用の熱伝導性シートの密度を、測定した。その結果を表2に示す。
2. 熱伝導率
(1)厚み方向の熱伝導率(TC1)
各実施例および各比較例において得られた熱伝導率評価用の熱伝導性シートを、1cm×1cmの正方形に切り出して切片を得、切片の表面(厚み方向一方面)全面にカーボンスプレー(カーボンのアルコール分散溶液)を塗布して乾燥し、かかる部分を受光部とし、裏面(厚み方向他方面)全面にカーボンスプレーを塗布して、これを検出部とした。
【0162】
次いで、受光部にキセノンフラッシュを照射して、検出部の温度を検出することによって、厚み方向の熱拡散率(D1)を測定した。得られた熱拡散率(D1)から、次式によって、熱伝導性シートの厚み方向の熱伝導率(TC1)を求めた。その結果を表2に示す。
【0163】
TC1=D1×ρ×Cp
ρ : 熱伝導性シートの25℃における密度
Cp : 熱伝導性シートの比熱(実質的に0.9)
(2)面方向の熱伝導率(TC2)
各実施例および各比較例において得られた熱伝導率評価用の熱伝導性シートを、直径2.6cmの円形に切り出して、切片を得、表面の中央部にカーボンスプレーを円形状に塗布して乾燥し、かかる部分を受光部とし、裏面の中央部から径方向外側に間隔を隔てた周辺部に、カーボンスプレーをリング(円環)状に塗布して乾燥し、かかる部分を検出部とした。
【0164】
次いで、受光部にキセノンフラッシュを照射して、検出部の温度を検出することによって、面方向の熱拡散率(D2)を測定した。得られた熱拡散率(D2)から、次式によって、熱伝導性シートの面方向の熱伝導率(TC2)を求めた。その結果を表2に示す。
【0165】
TC2=D2×ρ×Cp
ρ : 熱伝導性シートの25℃における密度
Cp : 熱伝導性シートの比熱(実質的に0.9)
3. 剥離接着力(90度ピール試験)
各実施例および各比較例において得られた剥離接着力評価用の熱伝導性シートを4×10cmの矩形状に切り出して、これを銅箔(10cm×10cm、厚み70μm、GTS−MP、古河電工(株)製)の粗面(表面粗さRz:12μm、JIS B0601−1994に準拠)に接触するように重ね合わせることにより、銅箔積層シートを作製した。
【0166】
作製した銅箔積層シートを80℃に設定した真空熱プレス機中に配置し、圧力30MPaで、3分間熱プレスした。続いて、圧力を保持した状態で、150℃に昇温させて、10分間保持した。
【0167】
その後、真空熱プレス機から銅箔積層シートを取り出し、室温になるまで放置して冷却した。その後、銅箔積層シートを1×10cmのサイズに切り出して試験片を作製した。作製した試験片について、オートグラフ(島津製作所(株)製)により90度ピール試験を実施した(速度:10mm/min)。その結果を表2に示す。
【符号の説明】
【0168】
1 熱伝導性シート
2 フィラー
2A 板状粒子
2B 非板状板状粒子
3 エポキシ樹脂
TD 厚み方向
PD 面方向
TC1 厚み方向TDの熱伝導率
TC2 面方向PDの熱伝導率
【特許請求の範囲】
【請求項1】
銅箔に対する剥離接着力が、2N/10mm以上であり、
厚み方向の熱伝導率(TC1)が、4W/m・K以上であり、
前記厚み方向に対する直交方向の熱伝導率(TC2)が、20W/m・K以上であり、
前記厚み方向の熱伝導率(TC1)に対する前記直交方向の熱伝導率(TC2)の比(TC2/TC1)が、3以上である
ことを特徴とする、熱伝導性シート。
【請求項2】
板状粒子および非板状粒子を含有するフィラーと、エポキシ樹脂とを含有し、
前記フィラーの含有割合が、40体積%以上であることを特徴とする、請求項1に記載の熱伝導性シート。
【請求項3】
前記非板状粒子に対する前記板状粒子の含有割合が、体積基準で、4/3〜6/1であることを特徴とする、請求項2に記載の熱伝導性シート。
【請求項4】
前記板状粒子のアスペクト比が、2以上10000以下であることを特徴とする、請求項2または3に記載の熱伝導性シート。
【請求項5】
前記非板状粒子のアスペクト比が、1以上2未満であることを特徴とする、請求項2〜4のいずれか一項に記載の熱伝導性シート。
【請求項6】
前記板状粒子が、窒化ホウ素からなることを特徴とする、請求項2〜5のいずれか一項に記載の熱伝導性シート。
【請求項7】
前記非板状粒子が、金属酸化物、金属水酸化物および金属窒化物からなる群から選択される少なくとも1種の無機成分からなることを特徴とする、請求項2〜6いずれか一項に記載の熱伝導性シート。
【請求項8】
前記非板状粒子が、酸化アルミニウム、水酸化アルミニウムおよび窒化アルミニウムからなる群から選択される少なくとも1種のアルミニウム化合物からなることを特徴とする、請求項2〜7のいずれか一項に記載の熱伝導性シート。
【請求項9】
前記板状粒子の最大長さの平均値が、1〜100μmであることを特徴とする、請求項2〜8のいずれか一項に記載の熱伝導性シート。
【請求項10】
前記非板状粒子の最大長さの平均値が、1〜100μmであることを特徴とする、請求項2〜9のいずれか一項に記載の熱伝導性シート。
【請求項11】
板状粒子および非板状粒子を含有するフィラーと、エポキシ樹脂とを含有し、前記フィラーの含有割合が40体積%以上である樹脂組成物を準備する準備工程と、
前記樹脂組成物を熱プレスによりシート化するシート化工程と
を備えることを特徴とする、熱伝導性シートの製造方法。
【請求項1】
銅箔に対する剥離接着力が、2N/10mm以上であり、
厚み方向の熱伝導率(TC1)が、4W/m・K以上であり、
前記厚み方向に対する直交方向の熱伝導率(TC2)が、20W/m・K以上であり、
前記厚み方向の熱伝導率(TC1)に対する前記直交方向の熱伝導率(TC2)の比(TC2/TC1)が、3以上である
ことを特徴とする、熱伝導性シート。
【請求項2】
板状粒子および非板状粒子を含有するフィラーと、エポキシ樹脂とを含有し、
前記フィラーの含有割合が、40体積%以上であることを特徴とする、請求項1に記載の熱伝導性シート。
【請求項3】
前記非板状粒子に対する前記板状粒子の含有割合が、体積基準で、4/3〜6/1であることを特徴とする、請求項2に記載の熱伝導性シート。
【請求項4】
前記板状粒子のアスペクト比が、2以上10000以下であることを特徴とする、請求項2または3に記載の熱伝導性シート。
【請求項5】
前記非板状粒子のアスペクト比が、1以上2未満であることを特徴とする、請求項2〜4のいずれか一項に記載の熱伝導性シート。
【請求項6】
前記板状粒子が、窒化ホウ素からなることを特徴とする、請求項2〜5のいずれか一項に記載の熱伝導性シート。
【請求項7】
前記非板状粒子が、金属酸化物、金属水酸化物および金属窒化物からなる群から選択される少なくとも1種の無機成分からなることを特徴とする、請求項2〜6いずれか一項に記載の熱伝導性シート。
【請求項8】
前記非板状粒子が、酸化アルミニウム、水酸化アルミニウムおよび窒化アルミニウムからなる群から選択される少なくとも1種のアルミニウム化合物からなることを特徴とする、請求項2〜7のいずれか一項に記載の熱伝導性シート。
【請求項9】
前記板状粒子の最大長さの平均値が、1〜100μmであることを特徴とする、請求項2〜8のいずれか一項に記載の熱伝導性シート。
【請求項10】
前記非板状粒子の最大長さの平均値が、1〜100μmであることを特徴とする、請求項2〜9のいずれか一項に記載の熱伝導性シート。
【請求項11】
板状粒子および非板状粒子を含有するフィラーと、エポキシ樹脂とを含有し、前記フィラーの含有割合が40体積%以上である樹脂組成物を準備する準備工程と、
前記樹脂組成物を熱プレスによりシート化するシート化工程と
を備えることを特徴とする、熱伝導性シートの製造方法。
【図1】

【公開番号】特開2013−62379(P2013−62379A)
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願番号】特願2011−199910(P2011−199910)
【出願日】平成23年9月13日(2011.9.13)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成25年4月4日(2013.4.4)
【国際特許分類】
【出願日】平成23年9月13日(2011.9.13)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]