
熱伝導性シートの製造方法及び熱伝導性シート
【課題】シート状の高分子基材中に熱伝導性充填材が分散する熱伝導性シートの製造方法について、効率良く、容易に製造すること。
【解決手段】高分子基材に熱伝導性充填材を配合した熱伝導性組成物でなる塊状成形体16の表面に、皮膜形成剤を付着させて、該皮膜形成剤による非粘着性の弾性皮膜16aを形成する工程と、塊状成形体16をスライス加工して、弾性皮膜16aが外縁を形成するシート12に分割する工程と、を実行し、厚さ方向に沿う側面が弾性皮膜12aでなる熱伝導性シート11を形成した。
【解決手段】高分子基材に熱伝導性充填材を配合した熱伝導性組成物でなる塊状成形体16の表面に、皮膜形成剤を付着させて、該皮膜形成剤による非粘着性の弾性皮膜16aを形成する工程と、塊状成形体16をスライス加工して、弾性皮膜16aが外縁を形成するシート12に分割する工程と、を実行し、厚さ方向に沿う側面が弾性皮膜12aでなる熱伝導性シート11を形成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、発熱する電子部品に固着し、その電子部品の放熱や冷却という熱対策部材として用いられる熱伝導性シートの製造方法及び熱伝導性シートに関する。
【背景技術】
【0002】
電子機器に実装されるICやCPUなどは使用中(実行中)に発熱する電子部品であって、このような発熱体の電子部品を冷却するために、電子機器の内部にはヒートシンクやヒートパイプなどの放熱体が装備されている。そして発熱体から放熱体へ熱を効率よく伝えるために、発熱体と放熱体との間には熱伝導性シートが介装されている。この熱伝導性シートの利用により、発熱体と放熱体との間の伝熱面積が増大し、発熱体の熱を放熱体へ効率良く逃がすことができる。
【0003】
熱伝導性シートは、発熱体や放熱体などの被着体に対する追従性や密着性を高めて熱を伝え易くしている。このため熱伝導性シートには柔軟性が要求されるが、柔軟性が高くなると粘着性も高くなってしまう。そして粘着性が高まると、熱伝導性シートどうしが粘着したり、被着体への取付作業が困難になることがある。また、熱伝導性シートは肉厚を薄くすれば熱伝導性を高めることができるが、薄肉にすると破れ易くなって取扱い難くなってしまう。
【0004】
上記のような問題の対策として、例えば、特開平02−196453号公報(特許文献1)には、柔らかく変形し易い第1のシリコーン樹脂層(ゲル層)と、取扱いに必要な強度を有する第2のシリコーン樹脂層(ゴム層)と、を積層した熱伝導性シート複合体が開示されている。また、特開平10−183110号公報(特許文献2)には、熱伝導性充填材を配合したシリコーンゲル層と、ゴム状の薄膜補強層と、を積層した熱伝導性シリコーンゲル成形シートが開示されている。このような熱伝導性シートによれば、シートの厚み方向にはゲル層で柔らかく、シートの面方向にはゴム層で強度があり、熱を伝え易くて実装作業時の取扱い性が良いというメリットが得られる。
これら熱伝導性シートは、被着体の間に介装して実装する熱伝導性シートに比べて大きい寸法の大判熱伝導性シートを樹脂フィルム上に成形した後、被着体の大きさに合わせて裁断するという製造方法が多く採用されている。この製造方法により、熱伝導性シートを効率良く製造することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平02−196453号公報
【特許文献2】特開平10−183110号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献1、特許文献2に開示される熱伝導性シートは、被着体への装着作業を容易にすことができるが、少なくとも片面にゴム層を積層しているため、少なくとも一方の被着体にゴム層が接触することになり、ゲル層の柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を最大限に発揮できなくなるという問題がある。
【0007】
以上のような従来技術を背景としてなされたのが本発明である。すなわち、本発明の目的は、柔軟性に起因した熱伝導性能を発揮することができ、さらに取扱い性に優れる技術を提供することにある。また、このような熱伝導性シートを効率良く、容易に製造することができる技術を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成すべく本発明は以下のように構成される。
すなわち、シート状の高分子基材中に熱伝導性充填材が分散する熱伝導性シートの製造方法について、高分子基材に熱伝導性充填材を配合した熱伝導性組成物から形成される塊状成形体の表面に、皮膜形成剤を付着させて、該皮膜形成剤による非粘着性の弾性皮膜を形成する工程と、塊状成形体をスライス加工して、弾性皮膜が外縁を形成するシートに分割する工程と、を実行し、厚さ方向に沿う側面が弾性皮膜でなる熱伝導性シートを形成することを特徴とする熱伝導性シートの製造方法を提供する。
【0009】
本発明では、塊状成形体の表面に非粘着性の弾性皮膜を形成した後に、その塊状成形体を外縁が弾性皮膜でなるようスライス加工してシートを形成する。このため厚さ方向に沿う側面が弾性皮膜でなる熱伝導性シートを容易に形成することができる。そして塊状成形体をスライス加工して製造するため、側面が弾性皮膜でなる熱伝導性シートを複数得ることができ、効率よく製造することができる。そして厚さの異なる熱伝導性シートも金型を起工せずに製造することができる。さらに弾性皮膜が外縁を形成するようにスライス加工するため、塊状成形体を弾性皮膜の剛性によって変形し難くすることができ、スライス加工の精度を高めることができる。このように形成した熱伝導性シートは、側面の弾性皮膜によってシートの剛性を高めることができ、取扱い性を高めることができる。また、弾性皮膜はシートの外縁に形成されているため、シートの面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
なお、スライス加工とは、塊状成形体をかんな削りの要領で平板に分割する加工を意味する。また、高分子基材には、高分子材料の主剤と硬化剤の他に、耐候性、耐熱性などの性質や生産性を考慮して、可塑剤、補強材、着色剤、耐熱向上剤、カップリング剤、難燃剤、粘着剤、触媒、硬化遅延剤、劣化防止剤などを適量含有することができる。
【0010】
塊状成形体の表面に弾性皮膜を形成する工程を、熱伝導性組成物を充填する成形金型のキャビティ内に皮膜形成剤を塗布する工程と、この成形金型のキャビティに熱伝導性組成物を充填する工程と、キャビティ内で熱伝導性組成物から塊状成形体を成形すると同時に、皮膜形成剤により弾性皮膜を形成する工程と、を順次実行するものとすることもできる。このように塊状成形体の成形と同時に弾性皮膜を形成すれば、製造効率を高めることができる。
なお、本発明の「金型のキャビティ内に皮膜形成剤を塗布する」とは、金型のキャビティ壁面に直接皮膜形成剤を塗布すること、皮膜形成剤を塗布した部材を金型のキャビティ内にインサートすること、を意味する。このうち皮膜形成剤を塗布する部材には、例えば、シート物、筒物などが挙げられる。特にフィルムや金属箔などのシート物は、シート状態で皮膜形成剤を塗布した後に、折り曲げて金型にインサートすることができる。このようにシート物に皮膜形成剤を塗布する場合は、塊状成形体に皮膜形成剤を塗布する場合、金型のキャビティ壁面に皮膜形成剤を塗布する場合、金型にインサートする筒物の内側に皮膜形成剤を塗布する場合などに比べて、皮膜形成剤を容易にムラ無く塗布できるため、塊状成形体に対してムラ無く均一に皮膜形成剤を付着させることができ、安定した物性の弾性皮膜を形成することができる。
【0011】
塊状成形体の表面に弾性皮膜を形成する工程を、熱伝導性組成物を成形金型のキャビティに充填する工程と、キャビティ内で熱伝導性組成物から塊状成形体を成形する工程と、塊状成形体の表面に皮膜形成剤を付着させる工程と、該皮膜形成剤による弾性皮膜を形成する工程と、を順次実行するものとすることができる。このよう塊状成形体を成形した後に皮膜形成剤を付着させれば、塊状成形体に対して皮膜形成剤を確実に付着させることができ、弾性皮膜を正確に形成することができる。
【0012】
塊状成形体の表面に弾性皮膜を形成する工程にて、塊状成形体を柱体形状に成形し、該柱体形状の側面に弾性皮膜が形成され、塊状成形体をシートに分割する工程にて、柱体形状の塊状成形体を柱軸と交差方向にスライス加工することができる。このように塊状成形体を柱体形状とすれば、この柱体形状の側面に弾性皮膜を形成するため、皮膜形成剤を付着させ易くすることができ、弾性皮膜を正確に形成することができる。そして柱体形状の塊状成形体を柱軸と交差方向にスライス加工するため、各シートのスライスカット面を略同形状とすることができ、加工精度を高めることができる。
【0013】
皮膜形成剤が前記高分子基材の主剤と反応する硬化剤とすることができる。このようにすれば、高分子基材の主剤と硬化剤である皮膜形成剤によって塊状成形体の表面に非粘着性の弾性皮膜を形成することができる。このため塊状成形体の表面に形成された非粘着性の弾性皮膜と塊状成形体内部の粘着性のある部位との間で明確な界面を形成することなく、表面から内部にかけて漸次性質が変わる塊状成形体とすることができる。よって弾性皮膜の剥離を起こり難くすることができる。また、表面と内部との間での柔軟性、熱伝導性、その他の性質の急激な変化を抑えることができる。
【0014】
皮膜形成剤が前記高分子基材と固着する高分子材料とすることができる。このようにすれば、高分子基材でなる塊状成形体の表面に皮膜形成剤による弾性皮膜を容易に固着形成することができる。
【0015】
また、本発明は、高分子基材中に熱伝導性充填材が分散する熱伝導性シートであって、シートの厚さ方向に沿う側面が非粘着性の弾性皮膜でなる熱伝導性シートを提供する。
【0016】
本発明の熱伝導性シートでは、側面の弾性皮膜によってシートの剛性を高めることができ、取扱い性を高めることができる。また、弾性皮膜はシートの外縁に形成されているため、シートの面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
【0017】
本発明の前記熱伝導性シートについては、シートの面方向に沿う表面又は裏面のうち少なくとも一方がスライスカット面でなるものとすることができる。金型成形による成形体のキャビティとの接触面(いわゆる表面)は、ある程度の深さまで高分子基材の主剤によって覆われ熱伝導性充填材は表出し難い。これに対しスライスカット面は、熱伝導性充填材が均一分散している成形体の内部を露出させた面であるため、スライスカット面には熱伝導性充填材が表出し易い。このようにスライスカット面は金型成形におけるキャビティとの接触面と異なり、面際や面上に熱伝導性充填材が分散しているため、金型との接触面と比べて熱伝導性を高めることができる。よってシートの表面又は裏面のうち少なくとも一方をスライスカット面とすれば、高熱伝導性の熱伝導性シートを実現することができる。なお、スライスカット面とは、スライス加工により削られて表出した面を意味する。
【0018】
本発明の前記熱伝導性シートについては、弾性皮膜を形成する高分子基材の引張弾性率が、シート面の略中央部分を形成する高分子基材の引張弾性率より高い値であるものとすることができる。このようにすれば、シートの外縁側からシートの剛性を高めることができる。
【0019】
本発明の前記熱伝導性シートについては、弾性皮膜を、シートの厚さ方向に沿う側面に付着した皮膜形成剤における硬化剤と高分子基材の主剤との反応皮膜とすることができる。このようにすれば、熱伝導性シートの側面に形成された非粘着性の弾性皮膜と熱伝導性シート内部の粘着性のある部位との間で明確な界面を形成することなく、側面から内部にかけて漸次性質が変わる熱伝導性シートとすることができる。よって弾性皮膜の剥離を起こり難くすることができる。また、側面と内部との間での柔軟性、熱伝導性、その他の性質の急激な変化を抑えることができる。
【0020】
弾性皮膜を皮膜形成剤における硬化剤と高分子基材の主剤との反応皮膜とする熱伝導性シートについては、高分子基材の引張弾性率が、外縁を最大値にして内方に向けて徐々に低くなるものとすることができる。即ち、高分子基材の引張弾性率を外縁から内方に向かって傾斜的に小さくすることができる。このようにすれば、引張弾性率の差による偏った変形や破損を防ぐことができ、耐久性の高い熱伝導性シートを実現することができる。
【0021】
本発明の前記熱伝導性シートについては、弾性皮膜がシートにおける側面の周方向に対し断続的に形成されているものとすることができる。つまり、側面の全面に連続する弾性皮膜を形成したものと異なり、側面に断続的に弾性皮膜を形成することができる。このようにすれば、シートを圧縮した際に、弾性皮膜を形成していない側面部分が外方へ膨出し易くなるため、連続する弾性皮膜を形成したシートと比べてシートを潰れ易くすることができ、圧縮荷重を小さくすることができる。
【発明の効果】
【0022】
本発明の熱伝導性シートの製造方法によれば、厚さ方向に沿う側面が弾性皮膜でなる熱伝導性シートを容易に形成することができる。そして側面が弾性皮膜でなる熱伝導性シートを複数得ることができ、効率よく製造することができる。さらに塊状成形体を弾性皮膜の剛性によって変形し難くすることができ、スライス加工の精度を高めることができる。
このように製造した熱伝導性シートは、側面の弾性皮膜によってシートの剛性を高めることができ、取扱い性を高めることができる。また、シートの面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
【図面の簡単な説明】
【0023】
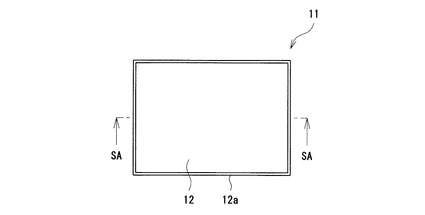
【図1】第1実施形態の熱伝導性シートを示す平面図。
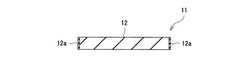
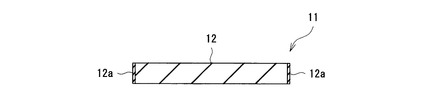
【図2】図1のSA−SA線断面図。
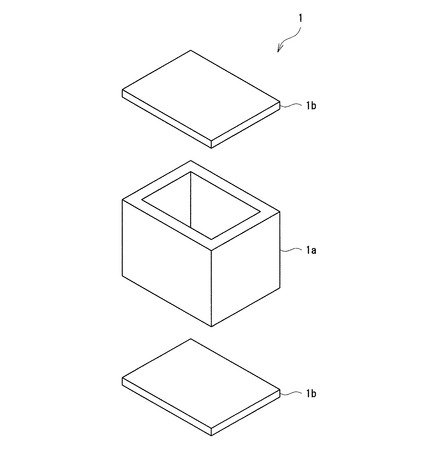
【図3】第1実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体を成形する金型を示す斜視図。
【図4】第1実施形態の熱伝導性シートにおける第1の製造方法であってフィルムを金型にインサートする際の説明図。
【図5】第1実施形態の熱伝導性シートにおける第1の製造方法であって熱伝導性組成物を金型に注入する際の説明図。
【図6】第1実施形態の熱伝導性シートにおける第1の製造方法であって熱伝導性組成物の金型への注入を終えた際の説明図。
【図7】第1実施形態の熱伝導性シートにおける第1の製造方法であって金型で塊状成形体を成形した際の説明図。
【図8】第1実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体をフィルムから取り出す際の説明図。
【図9】第1実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体をスライス加工する際の説明図。
【図10】第1実施形態の熱伝導性シートにおける第1の製造方法の変形例であってフィルムをインサートせずに熱伝導性組成物を金型に注入する際の説明図。
【図11】第1実施形態の熱伝導性シートにおける第2の製造方法であって熱伝導性組成物を金型に注入する際の説明図。
【図12】第1実施形態の熱伝導性シートにおける第2の製造方法であって金型で塊状成形体を成形した際の説明図。
【図13】第1実施形態の熱伝導性シートにおける第2の製造方法であって塊状成形体に硬化剤を塗布する際の説明図。
【図14】第2実施形態の熱伝導性シートを示す図2相当断面図。
【図15】第2実施形態の熱伝導性シートにおける第1の製造方法であってフィルムを金型にインサートする際の説明図。
【図16】第2実施形態の熱伝導性シートにおける第1の製造方法であって熱伝導性組成物を金型に注入する際の説明図。
【図17】第2実施形態の熱伝導性シートにおける第1の製造方法であって熱伝導性組成物の金型への注入を終えた際の説明図。
【図18】第2実施形態の熱伝導性シートにおける第1の製造方法であって金型で塊状成形体を成形した際の説明図。
【図19】第2実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体をフィルムから取り出す際の説明図。
【図20】第2実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体をスライス加工する際の説明図。
【図21】第2実施形態の熱伝導性シートにおける第2の製造方法であって弾性皮膜を金型にインサートする際の説明図。
【図22】第2実施形態の熱伝導性シートにおける第2の製造方法であって熱伝導性組成物を金型に注入する際の説明図。
【図23】第2実施形態の熱伝導性シートにおける第2の製造方法であって熱伝導性組成物の金型への注入を終えた際の説明図。
【図24】第2実施形態の熱伝導性シートにおける第2の製造方法であって金型で塊状成形体を成形した際の説明図。
【図25】各実施形態の熱伝導性シートにおける変形例を示す平面図。
【図26】塊状成形体をスライス加工して試験用熱伝導性シートを作製する際の説明図であり、分図(A)は塊状成形体をスライス加工する際の説明図、分図(B)はスライス加工した試験用熱伝導性シートの説明図。
【図27】塊状成形体をスライス加工して引張弾性率を測定する各試料を作製する際の説明図。
【発明を実施するための形態】
【0024】
本発明の実施形態について図面を参照しつつ説明する。なお、各実施形態で共通する構成については、同一の符号を付して重複説明を省略する。さらに、共通する材質、作用、効果についても同様に省略する。
【0025】
第1実施形態〔図1〜図13〕:
第1実施形態の熱伝導性シート11とその製造方法を図1〜図13に示す。図1は熱伝導性シート11の平面図であり、図2は熱伝導性シート11のSA−SA線断面図、図3〜図9は熱伝導性シート11における第1の製造方法を示す説明図、図10は熱伝導性シート11における第1の製造方法の変形例を示す説明図、図11〜図13は熱伝導性シート11における第2の製造方法を示す説明図である。本実施形態の熱伝導性シート11は、平板状のシート12で構成されている。
【0026】
シート12はICやCPUなどの発熱体やヒートシンクやヒートパイプなどの放熱体と良好な密着性を有する「熱伝導性層」の単層構造である。そしてシート12の形状は、平面視で矩形状であり、均一な厚みに形成されている。「熱伝導性層」は熱伝導性充填材が分散した高分子基材で形成されている。この高分子基材は柔軟で粘着性を有するためシート12の面内は粘着性を発現するが、シート12の厚さ方向に沿う四方の全側面には非粘着性の弾性皮膜12aが形成されている。
「非粘着性」とは弾性皮膜12aどうしを加圧することなく接触させた場合にそれらが付着し難い性質をいう。また作業者の手に触れた際にも粘着し難い性質をいう。これに対し「粘着性」とは、シート12どうしを加圧することなく接触させた場合にそれらが付着し合う性質をいう。また作業者の手に触れた際にも粘着する性質をいう。シート12の「面内」とは、シート12における一対の表面(表裏面)における外縁を除く部分を意味する。
【0027】
シート12が発熱体や放熱体などの被着体と良好な密着性を確保するために、高分子基材は、JIS K 6253で規定するタイプE硬度(以下、単に「E硬度」という。)で60以下であることが好ましい。E硬度が60を超えるとシート12が柔軟性を失って硬くなり、被着体との密着性が悪く、装着時に圧縮され難くなって熱伝導性が悪くなるおそれがある。一方で、高分子基材のE硬度が0に近似するような、低硬度ゲル状、粘土質状、ペースト状のものは、被着体との密着性が高まり、熱伝導性能を高めることができる。即ち、高分子基材のE硬度が0に近似するようなものであれば、その柔軟性、粘着性などから被着体に対して良好に密着することができるとともに、装着時に圧縮されて熱伝導性を高めることができる。なお、E硬度が0に近似するものについて、別の性質を用いて表すと、JIS K 2220に従って1/4円錐を用いて測定される不混和ちょう度で表すことができ、その不混和ちょう度が1〜100のものを用いることができる。
【0028】
そうした高分子基材は、熱伝導性充填材を成形体内に保持できるもので、熱可塑性エラストマー、熱硬化性エラストマーなどの高分子材料が使用できる。例えば、熱可塑性エラストマーとしては、スチレン−ブタジエンブロック共重合体及びその水添ポリマー、スチレン−イソプレンブロック共重合体及びその水添ポリマー、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、塩化ビニル系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマーなどが挙げられる。熱硬化性エラストマーとしては、天然ゴム、シリコーンゴム、アクリルゴム、ブタジエンゴム、イソプレンゴム、スチレン−ブタジエン共重合ゴム、ニトリルゴム、水添ニトリルゴム、クロロプレンゴム、エチレン−プロピレン共重合ゴム、塩素化ポリエチレンゴム、クロロスルホン化ポリエチレンゴム、ブチルゴム、フッ素ゴム、ウレタンゴムなどが挙げられる。
こうした高分子基材は、混合した後に硬化して前記高分子材料となる主剤と硬化剤のような混合系から生じるものとすることができる。例えば、未架橋ゴムと架橋剤であったり、架橋剤を含む未架橋ゴムと架橋促進剤であったりすることができ、また、その硬化反応も常温硬化であっても熱硬化であっても良い。シリコーンゴムであればシリコーンゴム主剤と硬化剤であってビニル基含有シリコーン生ゴムと過酸化物などが例示できる。また、ポリエステル系熱可塑性エラストマーやポリアミド系熱可塑性エラストマーであれば、ジオールとジカルボン酸とすることができ、ポリウレタン系熱可塑性エラストマーであれば、ジイソシアネートとジオールとすることができる。
これら高分子基材には、高分子材料となる主剤や硬化剤の他に、生産性、耐候性、耐熱性などの諸特性を高めるために、例えば、可塑剤、補強材、着色剤、耐熱向上剤、カップリング剤、難燃剤、粘着剤、触媒、硬化遅延剤、劣化防止剤などを適量含有することができる。
【0029】
また高分子基材中に分散する熱伝導性充填材としては、熱伝導性の高い充填材が使用できる。例えば、金属酸化物、金属窒化物、金属炭化物、金属水酸化物、炭素繊維などが挙げられる。具体例としては、金属酸化物では、酸化アルミニウム、酸化マグネシウム、酸化亜鉛、石英が挙げられる。金属窒化物では、窒化ホウ素、窒化アルミニウムなどが挙げられる。金属炭化物では、炭化ケイ素が挙げられる。金属水酸化物では、水酸化アルミニウムが挙げられる。炭素繊維では、ピッチ系炭素繊維、PAN系炭素繊維、樹脂繊維を炭化処理した繊維、樹脂繊維を黒鉛化処理した繊維などが挙げられる。なお、炭素繊維などの繊維状の熱伝導性充填材は、従来技術に見られるようにシート12に対して一定方向に配向する技術を採用することもできる。
【0030】
弾性皮膜12aは高分子基材となる主剤とその主剤と反応する硬化剤15からなる「皮膜形成剤」との反応で形成されたものであり、シート12の面内よりも硬質である。製造方法の詳細については後述するが、本発明の弾性皮膜12aは高分子基材の主剤とその高分子基材に付着し浸透した硬化剤15との反応で形成されたものであるから、シート12の面内と弾性皮膜12aとの間で明確な境界ができず、シート12は内部から側面に向かって徐々に硬くなる。換言すれば、シート12は外縁から内方へ徐々に粘着性を発現する傾斜材料であり、弾性皮膜12aもシート12の一部となる。したがって、図面の記載を補足すれば、図1や図2において弾性皮膜12aと面内との間に界面があるように実線で表示しているが、こうした明確な界面は実際には存在しない。
このように弾性皮膜12aはシート12の面内よりも硬質であるが、シート12の厚さ方向に沿う側面という僅かな部分に形成され、しかもシート12の側面自体に形成されているため、前記E硬度のような厳密な測定は困難である。よって弾性皮膜12aの硬さを数値によって示すことができず、シート12の面内と弾性皮膜12aとを硬度の数値で比較することができない。そこで硬度以外の指標を用いると、弾性皮膜12aとシート12の面内との硬さについては、引張弾性率の数値で比較することができる。弾性皮膜12aの引張弾性率がシート12の面内の引張弾性率に比べて高い数値を示す。具体的な数値については後述の実施例で示すが、ここでの引張弾性率の数値は、JIS K 6251の規定に厳密に準拠して測定されるものではなく、弾性皮膜12a部分とシート12の面内部分との相対比較が行えるように測定したものである。この引張弾性率の数値は、シート12の側面部分が最大値で、面内の中央(内方)に向けて徐々に低くなる。
【0031】
熱伝導性シート11の製造方法について代表的な3例を説明する。
第1の製造方法は、先ず、高分子基材と熱伝導性充填材を攪拌機で混合して熱伝導性組成物13を用意する。なお、混合では空気の混入を防ぐために真空下により攪拌、混練することが好ましい。
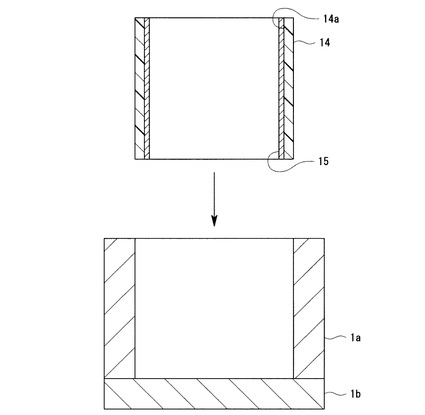
次に図3で示すように、矩形柱体形状の塊状成形体を成形する金型1を用意する。この金型1は、矩形筒形状の筒金型1aとこの金型1aの両端部をそれぞれ塞ぐ2つの矩形板状の板金型1bから構成されている。
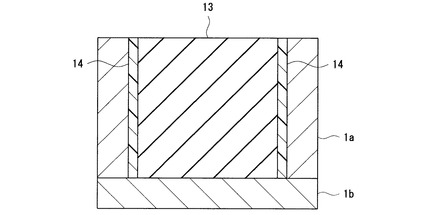
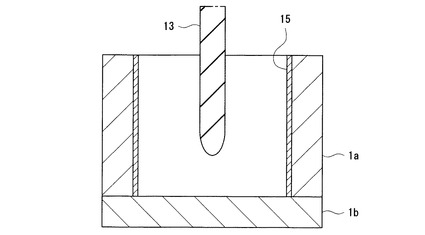
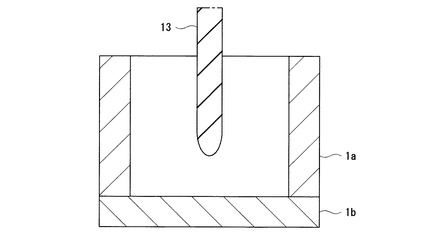
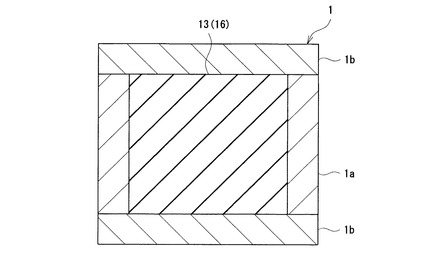
そして、筒金型1aの内壁面(キャビティ面)に沿って矩形筒形になるフィルム14を用意し、矩形筒形とした際に内側となる表面14aに対してシート状態で高分子基材の主剤と反応する「皮膜形成剤」としての硬化剤15を塗布する。このフィルム14を矩形筒形にして、図4で示すように、金型1にインサートする。その後図5で示すように、熱伝導性組成物13を金型1内に充填する。この充填の際は、フィルム14の表面14aに塗布した硬化剤15を流れ落とさないように、筒金型1aの略軸心に沿って熱伝導性組成物13を充填することが好ましい。このように熱伝導性組成物13を金型1内に充填すると、図6で示すように、フィルム14の表面14aに塗布した硬化剤15は熱伝導性組成物13に浸透してしまう。このような硬化剤15の浸透によってキャビティ内の熱伝導性組成物13では、筒金型1aの内壁面に近づくにつれて硬化剤15の含有割合が徐々に多くなっている。
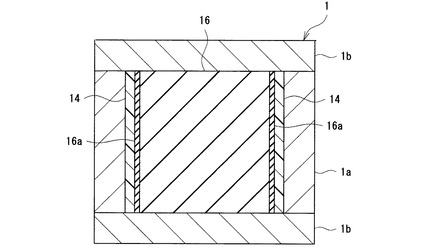
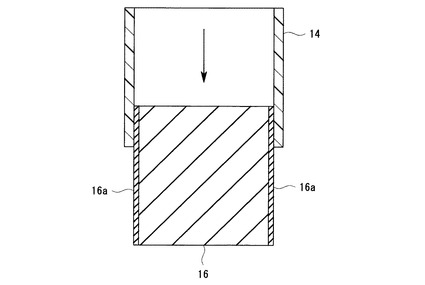
次に、金型1のキャビティ内で熱伝導性組成物13から熱伝導性で矩形柱体形状の塊状成形体16を成形すると同時に、熱伝導性組成物13に浸透した硬化剤15と高分子基材の主剤とを反応させて弾性皮膜16aを形成する。そして塊状成形体16をフィルム14ごと金型1から取り出した後、図8で示すように、塊状成形体16をフィルム14から外す。
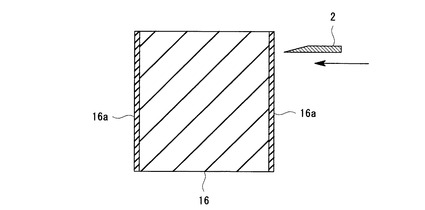
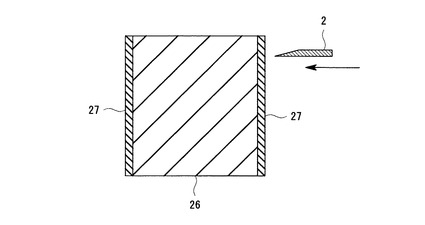
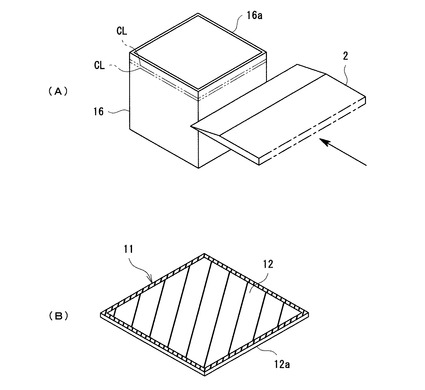
最後に図9で示すように、側面に弾性皮膜16aを形成した矩形柱体形状の塊状成形体16をその側面に交差する方向で刃物2を用いてスライス加工し、シート化する。このようにして、シート12の厚さ方向に沿う側面が弾性皮膜12aでなる熱伝導性シート11を得ることができる。なお、スライス加工は、自動切断機を用いることにより容易に行うことができる。
【0032】
第1の製造方法の変形例として、金型1にフィルム14をインサートせず、図10で示すように、筒金型1aの内壁面に硬化剤15を直接塗布することもできる。このようにすれば、フィルムを無くすことができ、製造中に用いる部材を削減することができる。
【0033】
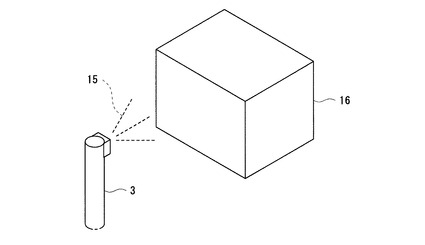
第2の製造方法は、先ず第1の製造方法と同様に、熱伝導性組成物13と金型1を用意する。
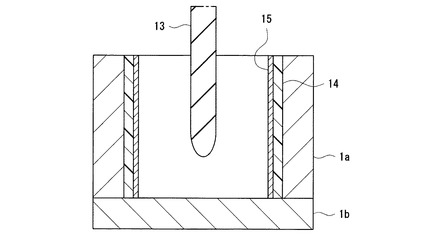
次に図11で示すように、金型1内に熱伝導性組成物13を充填する。そして図12で示すように、金型1のキャビティ内に充填された熱伝導性組成物13から熱伝導性で矩形柱体形状の塊状成形体16を成形する。この塊状成形体16を金型1から脱型し、図13で示すように、塗装機3を用いて矩形柱体形状の塊状成形体16の側面に「皮膜形成剤」としての硬化剤15を塗布し、塊状成形体16に硬化剤15を浸透させる。なお、塗布方法には、刷毛塗りや印刷などの方法も用いることができる。その後塊状成形体16に浸透した硬化剤15と高分子基材の主剤とを反応させて弾性皮膜16aを形成する。
最後に、側面に弾性皮膜16aを形成した矩形柱体形状の塊状成形体16をその側面に交差する方向で刃物2を用いてスライス加工し(図9参照)、シート化する。このようにして、シート12の厚さ方向に沿う側面が弾性皮膜12aでなる熱伝導性シート11を得ることができる。
【0034】
第3の製造方法は、塊状成形体16を成形せずに、金型で1枚物のシート12を成形することができる。この製造方法でも、第1の製造方法のように金型のキャビティ内に硬化剤を塗布する製法で熱伝導性シート11を製造でき、また第2の製造方法のように脱型した1枚物のシート12に硬化剤を塗布する製法で熱伝導性シート11を製造することもできる。このような製造方法でも、シート12の成形ごとにその側面を弾性皮膜12aとした熱伝導性シート11を得ることができる。そして第3の製造方法による熱伝導性シート11では、シートの面方向に沿う表裏面が金型接触面であるため、これら表裏面に熱伝導性充填材を露出し難くすることができ、熱伝導性充填材を脱落し難くすることができる。
【0035】
熱伝導性シート11と熱伝導性シート11の第1,第2の製造方法の作用、効果について説明する。
熱伝導性シート11によれば、側面の弾性皮膜12aによってシート12の剛性を高めることができ、取扱い性を高めることができる。また、弾性皮膜12aはシート12の外縁に形成されているため、シート12の面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
【0036】
第1,第2の製造方法によるシート12は塊状成形体16をスライス加工して製造されたため、シート12の面方向に沿う表面又は裏面のうち少なくとも一方がスライスカット面となり、面際や面上に熱伝導性充填材が露出している。即ち、スライス加工を施さなければ、シート12の表面では熱伝導性充填材が高分子基材中に埋もれてしまっているのに対し、スライス加工を施すためスライスカット面に熱伝導性充填材が表出するのである。よって、表面に表出した熱伝導性充填材が発熱体や放熱体に直接接触するため、第3の製造方法による金型接触面と比べて熱伝導性を高めることができ、高熱伝導性の熱伝導性シート11を実現することができる。
【0037】
熱伝導性シート11の第1,第2の製造方法によれば、塊状成形体16の表面に非粘着性の弾性皮膜16aを形成した後に、その塊状成形体16を外縁が弾性皮膜16aでなるようスライス加工してシート12を形成するため、厚さ方向に沿う側面が弾性皮膜12aでなる熱伝導性シート11を容易に形成することができる。そして塊状成形体16をスライス加工して製造するため、このような熱伝導性シート11を複数得ることができ、効率よく製造することができる。さらに弾性皮膜16aが外縁を形成するようにスライス加工するため、塊状成形体16を弾性皮膜16aの剛性によって変形し難くすることができ、スライス加工の精度を高めることができる。
【0038】
塊状成形体16を矩形柱体形状としてこの塊状成形体16の側面に弾性皮膜16aを形成するため、硬化剤15を付着させ易くすることができ、弾性皮膜16aを正確に形成することができる。そして矩形柱体形状の塊状成形体16を柱軸と交差方向にスライス加工するため、各シート12のスライスカット面を略同形状とすることができ、加工精度を高めることができる。
【0039】
第1の製造方法では、塊状成形体16の成形と同時に弾性皮膜16aを形成するため、製造効率を高めることができる。さらに硬化剤15を塗布したフィルム14を金型1のキャビティ内にインサートするため、塊状成形体16に対してムラ無く均一に硬化剤15を付着させることができ、安定した物性の弾性皮膜16aを形成することができる。
【0040】
第2の製造方法では、塊状成形体16を成形した後に硬化剤15を付着させるため、塊状成形体16に対して硬化剤15を確実に付着させることができ、弾性皮膜16aを正確に形成することができる。
【0041】
以上説明した熱伝導性シート11の取扱いについて説明する。
熱伝導性シート11は、シート12の側面を弾性皮膜12aとしているため、製造時、梱包時、運搬時、使用時などにおいて、弾性皮膜の無いシートのみの熱伝導性シートに比べ、取扱い性に優れている。例えば、装着時においては、被着体に容易に取付けることができる。そして発熱体と放熱体との間に介装され、発熱体から発生する熱を放熱体へ効率良く伝導することができる。そして弾性皮膜12aはシート12の側面であるため、弾性皮膜12aの形成によって熱伝導性能を損なうことはない。また、熱伝導性シート11を被着体よりもわずかに大きい外形を有する寸法に形成して、弾性皮膜12aをそれら被着体に接触させないように載置して使用することも可能である。
【0042】
第2実施形態〔図14〜図24〕:
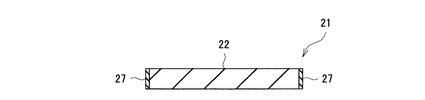
第2実施形態の熱伝導性シート21とその製造方法を図14〜図24に示す。図14は熱伝導性シート21の断面図であり、図15〜図20は熱伝導性シート21における第1の製造方法を示す説明図、図21〜図24は熱伝導性シート21における第2の製造方法を示す説明図である。第2実施形態の熱伝導性シート21は第1実施形態の熱伝導性シート11と異なり、シート22と弾性皮膜27とが別部材で形成されている。
【0043】
シート22はシート12と同様に「熱伝導性層」の単層構造であり、平面視で矩形状の均一な厚みに形成されている。このシート22も高分子基材で形成されており、内部には熱伝導性充填材が分散している。そしてこの高分子基材も柔軟で粘着性を有し、面内は粘着性を発現している。シート12と異なるのは、厚さ方向に沿う全側面に、高分子基材の主剤と「皮膜形成剤」として付着した硬化剤との反応で形成される弾性皮膜が形成されていない点である。
【0044】
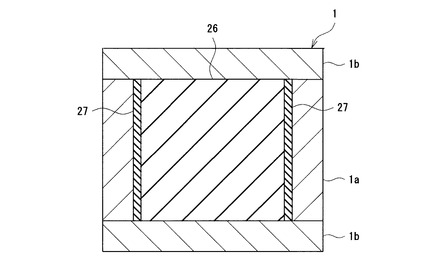
弾性皮膜27は先の実施形態で示した弾性皮膜12aと異なり、高分子基材と固着する皮膜形成剤25によって形成されており、この皮膜形成剤25は、基剤と硬化剤との硬化反応で形成されるものである。このためシート22の厚さ方向に沿う側面と弾性皮膜27との間には明確な境界が在り、平面視で矩形の環形状に形成されている。
弾性皮膜27における基剤の材質は、高分子基材と固着する熱可塑性エラストマー、熱硬化性エラストマーなどの高分子材料が使用できる。弾性皮膜27の高分子材料とシート22の高分子基材とを同材質にすれば、固着性を高めることができる。
【0045】
熱伝導性シート21の製造方法について代表的な2例を説明する。
第1の製造方法は、熱伝導性シート11における第1の製造方法と略同様である。先ず、高分子基材と熱伝導性充填材を攪拌機で混合して熱伝導性組成物13を用意する。
次に、矩形柱体形状の塊状成形体を成形する金型1を用意する(図3参照)。
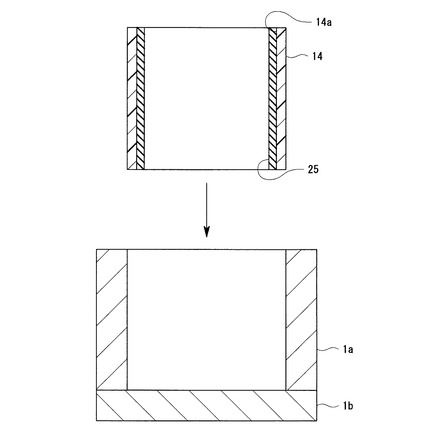
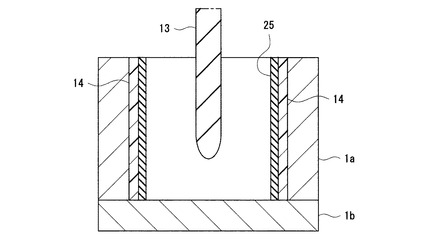
そしてフィルム14を用意し、矩形筒形とした際に内側となる表面14aに対して、高分子基材の主剤と固着する基剤と硬化剤とを含む皮膜形成剤25を塗布する。このフィルム14を矩形筒形にして、図15で示すように、金型1にインサートする。その後図16で示すように、熱伝導性組成物13を金型1内に充填する。このように熱伝導性組成物13を金型1内に充填すると、図17で示すように、フィルム14の表面14aに塗布した皮膜形成剤25と熱伝導性組成物13との間には界面が存在する。
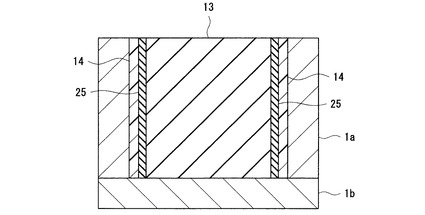
次に、金型1のキャビティ内で熱伝導性組成物13から熱伝導性で矩形柱体形状の塊状成形体26を成形すると同時に、皮膜形成剤25の硬化による弾性皮膜27を一体形成する。そして塊状成形体26をフィルム14ごと金型1から取り出した後、図19で示すように、塊状成形体26と弾性皮膜27をフィルム14から外す。
最後に図20で示すように、側面に弾性皮膜27を形成した矩形柱体形状の塊状成形体26をその側面に交差する方向で刃物2を用いてスライス加工し、シート化する。このようにして、シート22の厚さ方向に沿う側面が弾性皮膜27でなる熱伝導性シート21を得ることができる。
【0046】
第1の製造方法の変形例として、金型1にフィルム14をインサートせずに、筒金型1aの内壁面に皮膜形成剤25を直接塗布することもできる。このようにすれば、フィルムを無くすことができ、製造中に用いる部材を削減することができる。
【0047】
第2の製造方法は、先ず、熱伝導性組成物13と金型1を用意する。
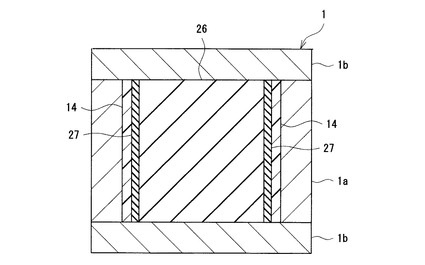
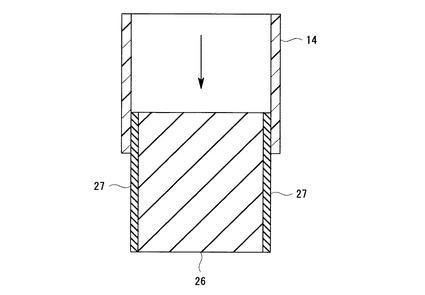
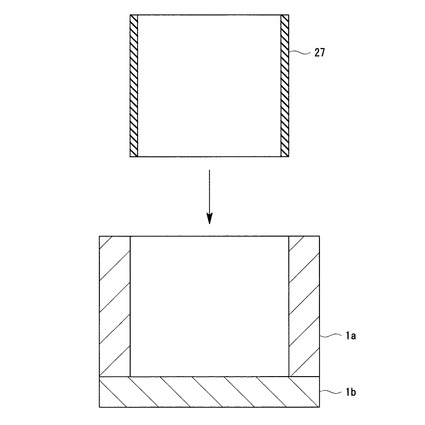
次に図21で示すように、高分子基材の主剤と固着する基剤と硬化剤とを含む皮膜形成剤25でなる矩形の筒形状の弾性皮膜27を金型1にインサートする。
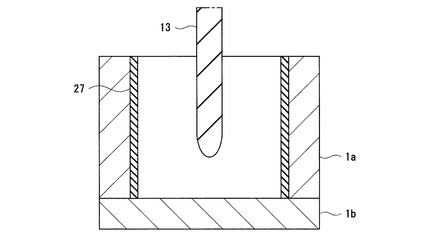
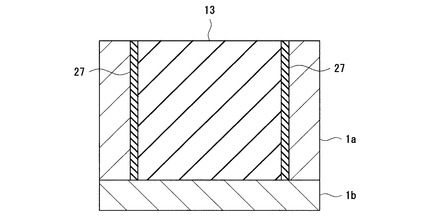
次に図22で示すように、金型1内に熱伝導性組成物13を充填する。このように熱伝導性組成物13を金型1内に充填すると、図23で示すように、弾性皮膜27と熱伝導性組成物13との間には界面が存在する。そして金型1のキャビティ内に充填された熱伝導性組成物13から熱伝導性で矩形柱体形状の塊状成形体26を成形し、弾性皮膜27と一体化する。その後、この塊状成形体26と弾性皮膜27を金型1から脱型する。
最後に、側面に弾性皮膜27を形成した矩形柱体形状の塊状成形体26をその側面に交差する方向で刃物2を用いてスライス加工し(図20参照)、シート化する。このようにして、シート22の厚さ方向に沿う側面に弾性皮膜27が一体化する熱伝導性シート21を得ることができる。
【0048】
熱伝導性シート21によれば、熱伝導性シート11と同様に、側面の弾性皮膜27によってシート22の剛性を高めることができ、取扱い性を高めることができる。また、弾性皮膜27はシート22の外縁に形成されているため、シート22の面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
また、第1,第2の製造方法によるシート22は塊状成形体26をスライス加工して製造されたため、シート22の面方向に沿う表面又は裏面のうち少なくとも一方がスライスカット面となり、面際や面上に熱伝導性充填材が分散している。よって高熱伝導性の熱伝導性シート21を実現することができる。
【0049】
弾性皮膜27を高分子基材の主剤と固着する基剤と硬化剤との硬化反応で形成するため、シート22と弾性皮膜27との固着力を高めることができ、弾性皮膜27が剥離し難い熱伝導性シート21を実現することができる。
【0050】
各実施形態の変形例〔図25〕:
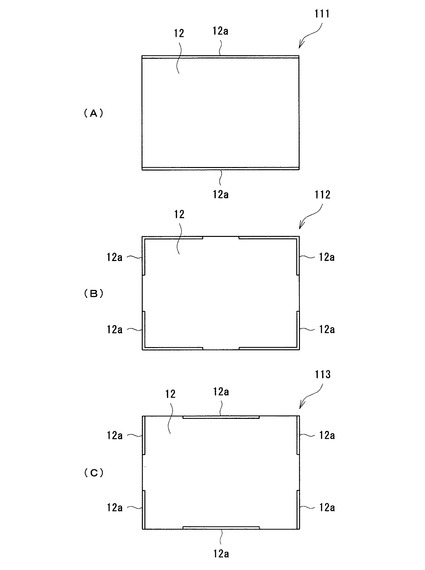
各実施形態の熱伝導性シート11,21ではシート12,22における側面の全面に連続する弾性皮膜12a,27を形成したが、弾性皮膜を側面に対し断続的に形成することができる。
例えば、熱伝導性シート11で例示すると、図25(A)で示す変形例1の熱伝導性シート111では、シート12における外縁の一方の対辺に弾性皮膜12aを形成している。図25(B)で示す変形例2の熱伝導性シート112では、シート12における外縁の各辺の中央付近を除いて弾性皮膜12aを形成している。図25(C)で示す変形例3の熱伝導性シート113では、シート12における外縁の一方の対辺に対し中央付近に弾性皮膜12aを形成しもう一方の対辺に中央付近を除いて弾性皮膜12aを形成している。
このようにすれば、熱伝導性シート111,112,113を圧縮した際に、弾性皮膜12aを形成していない側面部分が外方へ膨出し易くなるため、シート12を潰れ易くすることができ、圧縮荷重を小さくすることができる。
【0051】
前記実施形態においては、熱伝導性シート11,21,111,112,113のうち、弾性皮膜12a,16a,27の形成されていないシート12,22の表面は粘着性であるとして説明したが、こうした熱伝導性層の表面を非粘着性の表面に形成することができる。
高分子基材を構成する高分子材料は柔軟で粘着性を有するが、熱伝導性充填材の種類や添加量、配向の程度等によっては、熱伝導性充填材が含まれる高分子基材が粘着性ではなく非粘着性となる場合もあり得るからである。例えば、炭素繊維を配向させて含む高分子基材はシート12の表面が非粘着性となりやすい。したがって、シート12,22の表面は原則として粘着性であるが、非粘着性である場合を排除するものではない。
【実施例】
【0052】
以下に、第1実施形態の熱伝導性シート11に関する実施例を挙げて「引張弾性率」を説明するが、本発明はこの実施例に限定されるものではない。
【0053】
1.試料の製造:
高分子基材として熱硬化性の液状シリコーンゴム、粉末状熱伝導性充填材として酸化アルミニウム、繊維状熱伝導性充填材としてポリパラフェニレンベンゾビスオキサゾール(PBO)繊維を前駆体とする炭素繊維(以下、単に「炭素繊維」という。)を用いた。
液状シリコーン組成物100重量部に対して、酸化アルミニウム480重量部、炭素繊維120重量部を配合し、攪拌及び真空脱泡の工程を経て熱伝導性組成物(13)を調整した。
次に、耐熱性を有するポリイミドフィルム(14)の表面(14a)に前記液状シリコーン組成物の主剤と反応するSi−H基を有する硬化剤(15)のみを「皮膜形成剤」として塗布し、このフィルム(14)を筒金型(1a)の軸心方向(高さ方向)に沿う内壁面に沿うようにインサートする。そして、金型(1)に熱伝導性組成物(13)を充填した後、筒金型(1a)の軸心方向に平行な磁場を印加して、その方向に炭素繊維を配向させる。その後金型(1)を加熱して液状シリコーン組成物の主剤と硬化剤(15)を反応させた。これにより、高さ方向に炭素繊維が配向し、高さ方向に沿う側面を弾性皮膜(16a)とした縦横高さ100mmの塊状成形体(16)を製造した。
【0054】
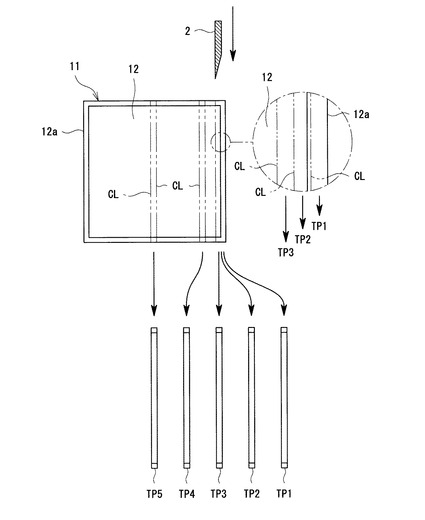
その後、図26(A)で示すように、塊状成形体(16)の高さ方向に沿う側面と垂直方向のカットライン(CL)に沿って刃物(2)で厚さ1mmにスライス加工し、試験用熱伝導性シート(11)を得た。この試験用熱伝導性シート(11)を、図27で示すように、さらに刃物(2)で幅1mmにカットして、試料サイズが厚さ1mm×幅1mm×長さ100mmの試料1〜試料5を製造した。
試料1は、試験用熱伝導性シート(11)における弾性皮膜(12a)の表面から1mm幅にカットして得た(TP1)。
試料2は試料1をカットした後さらに1mm幅にカットして、つまり試験用熱伝導性シート(11)における弾性皮膜(12a)の表面より1mm内側から1mm幅にカットして得た(TP2)。
試料3は試料2をカットした後さらに1mm幅にカットして、つまり試験用熱伝導性シート(11)における弾性皮膜(12a)の表面より2mm内側から1mm幅にカットして得た(TP3)。
試料4は試料3をカットした後に、試験用熱伝導性シート(11)における弾性皮膜(12a)の表面より9mm内側から1mm幅にカットして得た(TP4)。
試料5は試料4をカットした後に、試験用熱伝導性シート(11)における弾性皮膜(12a)の表面より54mm内側から1mm幅にカットして得た(TP5)。
【0055】
2.試験方法:
試料1〜試料5を引張速度100mm/min(24℃空気下)にて引張試験し、得られた荷重値を各試料の断面積の値で除して、本試験下の引張弾性率を算出した。その結果を表1に示す。なお、全ての試料の両端(上端及び下端)には弾性皮膜(12a)が存在するが、両端からそれぞれ20mmまでをチャッキング代として試験を行うため、測定した荷重値には両端の弾性皮膜(12a)の影響をほとんど受けない。
【0056】
3.試験結果:
試料1は試料2〜試料5に比べて引張弾性率が最も高く、試料1から試料4や試料5に向けて徐々に弾性率が低下していくことが確認された。すなわち、試験用熱伝導性シート(11)における弾性皮膜(12a)の表面が硬質に形成され、試験用熱伝導性シート(11)の側面側から剛性を高めていることが確認された。また、試験用熱伝導性シート(11)の引張弾性率が、側面側の引張弾性率を最大として徐々に低下していくものであることが確認された。
【0057】
【表1】

【符号の説明】
【0058】
1 金型
1a 筒金型
1b 板金型
2 刃物
3 塗装機
11 熱伝導性シート(第1実施形態)
12 シート(熱伝導性層)
12a 弾性皮膜
13 熱伝導性組成物
14 フィルム
15 硬化剤(皮膜形成剤)
16 塊状成形体
16a 弾性皮膜
21 熱伝導性シート(第2実施形態)
22 シート(熱伝導性層)
25 皮膜形成剤
26 塊状成形体
27 弾性皮膜
111 熱伝導性シート(第1実施形態の変形例1)
112 熱伝導性シート(第1実施形態の変形例2)
113 熱伝導性シート(第1実施形態の変形例3)
CL カットライン
【技術分野】
【0001】
本発明は、発熱する電子部品に固着し、その電子部品の放熱や冷却という熱対策部材として用いられる熱伝導性シートの製造方法及び熱伝導性シートに関する。
【背景技術】
【0002】
電子機器に実装されるICやCPUなどは使用中(実行中)に発熱する電子部品であって、このような発熱体の電子部品を冷却するために、電子機器の内部にはヒートシンクやヒートパイプなどの放熱体が装備されている。そして発熱体から放熱体へ熱を効率よく伝えるために、発熱体と放熱体との間には熱伝導性シートが介装されている。この熱伝導性シートの利用により、発熱体と放熱体との間の伝熱面積が増大し、発熱体の熱を放熱体へ効率良く逃がすことができる。
【0003】
熱伝導性シートは、発熱体や放熱体などの被着体に対する追従性や密着性を高めて熱を伝え易くしている。このため熱伝導性シートには柔軟性が要求されるが、柔軟性が高くなると粘着性も高くなってしまう。そして粘着性が高まると、熱伝導性シートどうしが粘着したり、被着体への取付作業が困難になることがある。また、熱伝導性シートは肉厚を薄くすれば熱伝導性を高めることができるが、薄肉にすると破れ易くなって取扱い難くなってしまう。
【0004】
上記のような問題の対策として、例えば、特開平02−196453号公報(特許文献1)には、柔らかく変形し易い第1のシリコーン樹脂層(ゲル層)と、取扱いに必要な強度を有する第2のシリコーン樹脂層(ゴム層)と、を積層した熱伝導性シート複合体が開示されている。また、特開平10−183110号公報(特許文献2)には、熱伝導性充填材を配合したシリコーンゲル層と、ゴム状の薄膜補強層と、を積層した熱伝導性シリコーンゲル成形シートが開示されている。このような熱伝導性シートによれば、シートの厚み方向にはゲル層で柔らかく、シートの面方向にはゴム層で強度があり、熱を伝え易くて実装作業時の取扱い性が良いというメリットが得られる。
これら熱伝導性シートは、被着体の間に介装して実装する熱伝導性シートに比べて大きい寸法の大判熱伝導性シートを樹脂フィルム上に成形した後、被着体の大きさに合わせて裁断するという製造方法が多く採用されている。この製造方法により、熱伝導性シートを効率良く製造することができる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平02−196453号公報
【特許文献2】特開平10−183110号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところで、特許文献1、特許文献2に開示される熱伝導性シートは、被着体への装着作業を容易にすことができるが、少なくとも片面にゴム層を積層しているため、少なくとも一方の被着体にゴム層が接触することになり、ゲル層の柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を最大限に発揮できなくなるという問題がある。
【0007】
以上のような従来技術を背景としてなされたのが本発明である。すなわち、本発明の目的は、柔軟性に起因した熱伝導性能を発揮することができ、さらに取扱い性に優れる技術を提供することにある。また、このような熱伝導性シートを効率良く、容易に製造することができる技術を提供することにある。
【課題を解決するための手段】
【0008】
上記目的を達成すべく本発明は以下のように構成される。
すなわち、シート状の高分子基材中に熱伝導性充填材が分散する熱伝導性シートの製造方法について、高分子基材に熱伝導性充填材を配合した熱伝導性組成物から形成される塊状成形体の表面に、皮膜形成剤を付着させて、該皮膜形成剤による非粘着性の弾性皮膜を形成する工程と、塊状成形体をスライス加工して、弾性皮膜が外縁を形成するシートに分割する工程と、を実行し、厚さ方向に沿う側面が弾性皮膜でなる熱伝導性シートを形成することを特徴とする熱伝導性シートの製造方法を提供する。
【0009】
本発明では、塊状成形体の表面に非粘着性の弾性皮膜を形成した後に、その塊状成形体を外縁が弾性皮膜でなるようスライス加工してシートを形成する。このため厚さ方向に沿う側面が弾性皮膜でなる熱伝導性シートを容易に形成することができる。そして塊状成形体をスライス加工して製造するため、側面が弾性皮膜でなる熱伝導性シートを複数得ることができ、効率よく製造することができる。そして厚さの異なる熱伝導性シートも金型を起工せずに製造することができる。さらに弾性皮膜が外縁を形成するようにスライス加工するため、塊状成形体を弾性皮膜の剛性によって変形し難くすることができ、スライス加工の精度を高めることができる。このように形成した熱伝導性シートは、側面の弾性皮膜によってシートの剛性を高めることができ、取扱い性を高めることができる。また、弾性皮膜はシートの外縁に形成されているため、シートの面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
なお、スライス加工とは、塊状成形体をかんな削りの要領で平板に分割する加工を意味する。また、高分子基材には、高分子材料の主剤と硬化剤の他に、耐候性、耐熱性などの性質や生産性を考慮して、可塑剤、補強材、着色剤、耐熱向上剤、カップリング剤、難燃剤、粘着剤、触媒、硬化遅延剤、劣化防止剤などを適量含有することができる。
【0010】
塊状成形体の表面に弾性皮膜を形成する工程を、熱伝導性組成物を充填する成形金型のキャビティ内に皮膜形成剤を塗布する工程と、この成形金型のキャビティに熱伝導性組成物を充填する工程と、キャビティ内で熱伝導性組成物から塊状成形体を成形すると同時に、皮膜形成剤により弾性皮膜を形成する工程と、を順次実行するものとすることもできる。このように塊状成形体の成形と同時に弾性皮膜を形成すれば、製造効率を高めることができる。
なお、本発明の「金型のキャビティ内に皮膜形成剤を塗布する」とは、金型のキャビティ壁面に直接皮膜形成剤を塗布すること、皮膜形成剤を塗布した部材を金型のキャビティ内にインサートすること、を意味する。このうち皮膜形成剤を塗布する部材には、例えば、シート物、筒物などが挙げられる。特にフィルムや金属箔などのシート物は、シート状態で皮膜形成剤を塗布した後に、折り曲げて金型にインサートすることができる。このようにシート物に皮膜形成剤を塗布する場合は、塊状成形体に皮膜形成剤を塗布する場合、金型のキャビティ壁面に皮膜形成剤を塗布する場合、金型にインサートする筒物の内側に皮膜形成剤を塗布する場合などに比べて、皮膜形成剤を容易にムラ無く塗布できるため、塊状成形体に対してムラ無く均一に皮膜形成剤を付着させることができ、安定した物性の弾性皮膜を形成することができる。
【0011】
塊状成形体の表面に弾性皮膜を形成する工程を、熱伝導性組成物を成形金型のキャビティに充填する工程と、キャビティ内で熱伝導性組成物から塊状成形体を成形する工程と、塊状成形体の表面に皮膜形成剤を付着させる工程と、該皮膜形成剤による弾性皮膜を形成する工程と、を順次実行するものとすることができる。このよう塊状成形体を成形した後に皮膜形成剤を付着させれば、塊状成形体に対して皮膜形成剤を確実に付着させることができ、弾性皮膜を正確に形成することができる。
【0012】
塊状成形体の表面に弾性皮膜を形成する工程にて、塊状成形体を柱体形状に成形し、該柱体形状の側面に弾性皮膜が形成され、塊状成形体をシートに分割する工程にて、柱体形状の塊状成形体を柱軸と交差方向にスライス加工することができる。このように塊状成形体を柱体形状とすれば、この柱体形状の側面に弾性皮膜を形成するため、皮膜形成剤を付着させ易くすることができ、弾性皮膜を正確に形成することができる。そして柱体形状の塊状成形体を柱軸と交差方向にスライス加工するため、各シートのスライスカット面を略同形状とすることができ、加工精度を高めることができる。
【0013】
皮膜形成剤が前記高分子基材の主剤と反応する硬化剤とすることができる。このようにすれば、高分子基材の主剤と硬化剤である皮膜形成剤によって塊状成形体の表面に非粘着性の弾性皮膜を形成することができる。このため塊状成形体の表面に形成された非粘着性の弾性皮膜と塊状成形体内部の粘着性のある部位との間で明確な界面を形成することなく、表面から内部にかけて漸次性質が変わる塊状成形体とすることができる。よって弾性皮膜の剥離を起こり難くすることができる。また、表面と内部との間での柔軟性、熱伝導性、その他の性質の急激な変化を抑えることができる。
【0014】
皮膜形成剤が前記高分子基材と固着する高分子材料とすることができる。このようにすれば、高分子基材でなる塊状成形体の表面に皮膜形成剤による弾性皮膜を容易に固着形成することができる。
【0015】
また、本発明は、高分子基材中に熱伝導性充填材が分散する熱伝導性シートであって、シートの厚さ方向に沿う側面が非粘着性の弾性皮膜でなる熱伝導性シートを提供する。
【0016】
本発明の熱伝導性シートでは、側面の弾性皮膜によってシートの剛性を高めることができ、取扱い性を高めることができる。また、弾性皮膜はシートの外縁に形成されているため、シートの面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
【0017】
本発明の前記熱伝導性シートについては、シートの面方向に沿う表面又は裏面のうち少なくとも一方がスライスカット面でなるものとすることができる。金型成形による成形体のキャビティとの接触面(いわゆる表面)は、ある程度の深さまで高分子基材の主剤によって覆われ熱伝導性充填材は表出し難い。これに対しスライスカット面は、熱伝導性充填材が均一分散している成形体の内部を露出させた面であるため、スライスカット面には熱伝導性充填材が表出し易い。このようにスライスカット面は金型成形におけるキャビティとの接触面と異なり、面際や面上に熱伝導性充填材が分散しているため、金型との接触面と比べて熱伝導性を高めることができる。よってシートの表面又は裏面のうち少なくとも一方をスライスカット面とすれば、高熱伝導性の熱伝導性シートを実現することができる。なお、スライスカット面とは、スライス加工により削られて表出した面を意味する。
【0018】
本発明の前記熱伝導性シートについては、弾性皮膜を形成する高分子基材の引張弾性率が、シート面の略中央部分を形成する高分子基材の引張弾性率より高い値であるものとすることができる。このようにすれば、シートの外縁側からシートの剛性を高めることができる。
【0019】
本発明の前記熱伝導性シートについては、弾性皮膜を、シートの厚さ方向に沿う側面に付着した皮膜形成剤における硬化剤と高分子基材の主剤との反応皮膜とすることができる。このようにすれば、熱伝導性シートの側面に形成された非粘着性の弾性皮膜と熱伝導性シート内部の粘着性のある部位との間で明確な界面を形成することなく、側面から内部にかけて漸次性質が変わる熱伝導性シートとすることができる。よって弾性皮膜の剥離を起こり難くすることができる。また、側面と内部との間での柔軟性、熱伝導性、その他の性質の急激な変化を抑えることができる。
【0020】
弾性皮膜を皮膜形成剤における硬化剤と高分子基材の主剤との反応皮膜とする熱伝導性シートについては、高分子基材の引張弾性率が、外縁を最大値にして内方に向けて徐々に低くなるものとすることができる。即ち、高分子基材の引張弾性率を外縁から内方に向かって傾斜的に小さくすることができる。このようにすれば、引張弾性率の差による偏った変形や破損を防ぐことができ、耐久性の高い熱伝導性シートを実現することができる。
【0021】
本発明の前記熱伝導性シートについては、弾性皮膜がシートにおける側面の周方向に対し断続的に形成されているものとすることができる。つまり、側面の全面に連続する弾性皮膜を形成したものと異なり、側面に断続的に弾性皮膜を形成することができる。このようにすれば、シートを圧縮した際に、弾性皮膜を形成していない側面部分が外方へ膨出し易くなるため、連続する弾性皮膜を形成したシートと比べてシートを潰れ易くすることができ、圧縮荷重を小さくすることができる。
【発明の効果】
【0022】
本発明の熱伝導性シートの製造方法によれば、厚さ方向に沿う側面が弾性皮膜でなる熱伝導性シートを容易に形成することができる。そして側面が弾性皮膜でなる熱伝導性シートを複数得ることができ、効率よく製造することができる。さらに塊状成形体を弾性皮膜の剛性によって変形し難くすることができ、スライス加工の精度を高めることができる。
このように製造した熱伝導性シートは、側面の弾性皮膜によってシートの剛性を高めることができ、取扱い性を高めることができる。また、シートの面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
【図面の簡単な説明】
【0023】
【図1】第1実施形態の熱伝導性シートを示す平面図。
【図2】図1のSA−SA線断面図。
【図3】第1実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体を成形する金型を示す斜視図。
【図4】第1実施形態の熱伝導性シートにおける第1の製造方法であってフィルムを金型にインサートする際の説明図。
【図5】第1実施形態の熱伝導性シートにおける第1の製造方法であって熱伝導性組成物を金型に注入する際の説明図。
【図6】第1実施形態の熱伝導性シートにおける第1の製造方法であって熱伝導性組成物の金型への注入を終えた際の説明図。
【図7】第1実施形態の熱伝導性シートにおける第1の製造方法であって金型で塊状成形体を成形した際の説明図。
【図8】第1実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体をフィルムから取り出す際の説明図。
【図9】第1実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体をスライス加工する際の説明図。
【図10】第1実施形態の熱伝導性シートにおける第1の製造方法の変形例であってフィルムをインサートせずに熱伝導性組成物を金型に注入する際の説明図。
【図11】第1実施形態の熱伝導性シートにおける第2の製造方法であって熱伝導性組成物を金型に注入する際の説明図。
【図12】第1実施形態の熱伝導性シートにおける第2の製造方法であって金型で塊状成形体を成形した際の説明図。
【図13】第1実施形態の熱伝導性シートにおける第2の製造方法であって塊状成形体に硬化剤を塗布する際の説明図。
【図14】第2実施形態の熱伝導性シートを示す図2相当断面図。
【図15】第2実施形態の熱伝導性シートにおける第1の製造方法であってフィルムを金型にインサートする際の説明図。
【図16】第2実施形態の熱伝導性シートにおける第1の製造方法であって熱伝導性組成物を金型に注入する際の説明図。
【図17】第2実施形態の熱伝導性シートにおける第1の製造方法であって熱伝導性組成物の金型への注入を終えた際の説明図。
【図18】第2実施形態の熱伝導性シートにおける第1の製造方法であって金型で塊状成形体を成形した際の説明図。
【図19】第2実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体をフィルムから取り出す際の説明図。
【図20】第2実施形態の熱伝導性シートにおける第1の製造方法であって塊状成形体をスライス加工する際の説明図。
【図21】第2実施形態の熱伝導性シートにおける第2の製造方法であって弾性皮膜を金型にインサートする際の説明図。
【図22】第2実施形態の熱伝導性シートにおける第2の製造方法であって熱伝導性組成物を金型に注入する際の説明図。
【図23】第2実施形態の熱伝導性シートにおける第2の製造方法であって熱伝導性組成物の金型への注入を終えた際の説明図。
【図24】第2実施形態の熱伝導性シートにおける第2の製造方法であって金型で塊状成形体を成形した際の説明図。
【図25】各実施形態の熱伝導性シートにおける変形例を示す平面図。
【図26】塊状成形体をスライス加工して試験用熱伝導性シートを作製する際の説明図であり、分図(A)は塊状成形体をスライス加工する際の説明図、分図(B)はスライス加工した試験用熱伝導性シートの説明図。
【図27】塊状成形体をスライス加工して引張弾性率を測定する各試料を作製する際の説明図。
【発明を実施するための形態】
【0024】
本発明の実施形態について図面を参照しつつ説明する。なお、各実施形態で共通する構成については、同一の符号を付して重複説明を省略する。さらに、共通する材質、作用、効果についても同様に省略する。
【0025】
第1実施形態〔図1〜図13〕:
第1実施形態の熱伝導性シート11とその製造方法を図1〜図13に示す。図1は熱伝導性シート11の平面図であり、図2は熱伝導性シート11のSA−SA線断面図、図3〜図9は熱伝導性シート11における第1の製造方法を示す説明図、図10は熱伝導性シート11における第1の製造方法の変形例を示す説明図、図11〜図13は熱伝導性シート11における第2の製造方法を示す説明図である。本実施形態の熱伝導性シート11は、平板状のシート12で構成されている。
【0026】
シート12はICやCPUなどの発熱体やヒートシンクやヒートパイプなどの放熱体と良好な密着性を有する「熱伝導性層」の単層構造である。そしてシート12の形状は、平面視で矩形状であり、均一な厚みに形成されている。「熱伝導性層」は熱伝導性充填材が分散した高分子基材で形成されている。この高分子基材は柔軟で粘着性を有するためシート12の面内は粘着性を発現するが、シート12の厚さ方向に沿う四方の全側面には非粘着性の弾性皮膜12aが形成されている。
「非粘着性」とは弾性皮膜12aどうしを加圧することなく接触させた場合にそれらが付着し難い性質をいう。また作業者の手に触れた際にも粘着し難い性質をいう。これに対し「粘着性」とは、シート12どうしを加圧することなく接触させた場合にそれらが付着し合う性質をいう。また作業者の手に触れた際にも粘着する性質をいう。シート12の「面内」とは、シート12における一対の表面(表裏面)における外縁を除く部分を意味する。
【0027】
シート12が発熱体や放熱体などの被着体と良好な密着性を確保するために、高分子基材は、JIS K 6253で規定するタイプE硬度(以下、単に「E硬度」という。)で60以下であることが好ましい。E硬度が60を超えるとシート12が柔軟性を失って硬くなり、被着体との密着性が悪く、装着時に圧縮され難くなって熱伝導性が悪くなるおそれがある。一方で、高分子基材のE硬度が0に近似するような、低硬度ゲル状、粘土質状、ペースト状のものは、被着体との密着性が高まり、熱伝導性能を高めることができる。即ち、高分子基材のE硬度が0に近似するようなものであれば、その柔軟性、粘着性などから被着体に対して良好に密着することができるとともに、装着時に圧縮されて熱伝導性を高めることができる。なお、E硬度が0に近似するものについて、別の性質を用いて表すと、JIS K 2220に従って1/4円錐を用いて測定される不混和ちょう度で表すことができ、その不混和ちょう度が1〜100のものを用いることができる。
【0028】
そうした高分子基材は、熱伝導性充填材を成形体内に保持できるもので、熱可塑性エラストマー、熱硬化性エラストマーなどの高分子材料が使用できる。例えば、熱可塑性エラストマーとしては、スチレン−ブタジエンブロック共重合体及びその水添ポリマー、スチレン−イソプレンブロック共重合体及びその水添ポリマー、スチレン系熱可塑性エラストマー、オレフィン系熱可塑性エラストマー、塩化ビニル系熱可塑性エラストマー、ポリエステル系熱可塑性エラストマー、ポリウレタン系熱可塑性エラストマー、ポリアミド系熱可塑性エラストマーなどが挙げられる。熱硬化性エラストマーとしては、天然ゴム、シリコーンゴム、アクリルゴム、ブタジエンゴム、イソプレンゴム、スチレン−ブタジエン共重合ゴム、ニトリルゴム、水添ニトリルゴム、クロロプレンゴム、エチレン−プロピレン共重合ゴム、塩素化ポリエチレンゴム、クロロスルホン化ポリエチレンゴム、ブチルゴム、フッ素ゴム、ウレタンゴムなどが挙げられる。
こうした高分子基材は、混合した後に硬化して前記高分子材料となる主剤と硬化剤のような混合系から生じるものとすることができる。例えば、未架橋ゴムと架橋剤であったり、架橋剤を含む未架橋ゴムと架橋促進剤であったりすることができ、また、その硬化反応も常温硬化であっても熱硬化であっても良い。シリコーンゴムであればシリコーンゴム主剤と硬化剤であってビニル基含有シリコーン生ゴムと過酸化物などが例示できる。また、ポリエステル系熱可塑性エラストマーやポリアミド系熱可塑性エラストマーであれば、ジオールとジカルボン酸とすることができ、ポリウレタン系熱可塑性エラストマーであれば、ジイソシアネートとジオールとすることができる。
これら高分子基材には、高分子材料となる主剤や硬化剤の他に、生産性、耐候性、耐熱性などの諸特性を高めるために、例えば、可塑剤、補強材、着色剤、耐熱向上剤、カップリング剤、難燃剤、粘着剤、触媒、硬化遅延剤、劣化防止剤などを適量含有することができる。
【0029】
また高分子基材中に分散する熱伝導性充填材としては、熱伝導性の高い充填材が使用できる。例えば、金属酸化物、金属窒化物、金属炭化物、金属水酸化物、炭素繊維などが挙げられる。具体例としては、金属酸化物では、酸化アルミニウム、酸化マグネシウム、酸化亜鉛、石英が挙げられる。金属窒化物では、窒化ホウ素、窒化アルミニウムなどが挙げられる。金属炭化物では、炭化ケイ素が挙げられる。金属水酸化物では、水酸化アルミニウムが挙げられる。炭素繊維では、ピッチ系炭素繊維、PAN系炭素繊維、樹脂繊維を炭化処理した繊維、樹脂繊維を黒鉛化処理した繊維などが挙げられる。なお、炭素繊維などの繊維状の熱伝導性充填材は、従来技術に見られるようにシート12に対して一定方向に配向する技術を採用することもできる。
【0030】
弾性皮膜12aは高分子基材となる主剤とその主剤と反応する硬化剤15からなる「皮膜形成剤」との反応で形成されたものであり、シート12の面内よりも硬質である。製造方法の詳細については後述するが、本発明の弾性皮膜12aは高分子基材の主剤とその高分子基材に付着し浸透した硬化剤15との反応で形成されたものであるから、シート12の面内と弾性皮膜12aとの間で明確な境界ができず、シート12は内部から側面に向かって徐々に硬くなる。換言すれば、シート12は外縁から内方へ徐々に粘着性を発現する傾斜材料であり、弾性皮膜12aもシート12の一部となる。したがって、図面の記載を補足すれば、図1や図2において弾性皮膜12aと面内との間に界面があるように実線で表示しているが、こうした明確な界面は実際には存在しない。
このように弾性皮膜12aはシート12の面内よりも硬質であるが、シート12の厚さ方向に沿う側面という僅かな部分に形成され、しかもシート12の側面自体に形成されているため、前記E硬度のような厳密な測定は困難である。よって弾性皮膜12aの硬さを数値によって示すことができず、シート12の面内と弾性皮膜12aとを硬度の数値で比較することができない。そこで硬度以外の指標を用いると、弾性皮膜12aとシート12の面内との硬さについては、引張弾性率の数値で比較することができる。弾性皮膜12aの引張弾性率がシート12の面内の引張弾性率に比べて高い数値を示す。具体的な数値については後述の実施例で示すが、ここでの引張弾性率の数値は、JIS K 6251の規定に厳密に準拠して測定されるものではなく、弾性皮膜12a部分とシート12の面内部分との相対比較が行えるように測定したものである。この引張弾性率の数値は、シート12の側面部分が最大値で、面内の中央(内方)に向けて徐々に低くなる。
【0031】
熱伝導性シート11の製造方法について代表的な3例を説明する。
第1の製造方法は、先ず、高分子基材と熱伝導性充填材を攪拌機で混合して熱伝導性組成物13を用意する。なお、混合では空気の混入を防ぐために真空下により攪拌、混練することが好ましい。
次に図3で示すように、矩形柱体形状の塊状成形体を成形する金型1を用意する。この金型1は、矩形筒形状の筒金型1aとこの金型1aの両端部をそれぞれ塞ぐ2つの矩形板状の板金型1bから構成されている。
そして、筒金型1aの内壁面(キャビティ面)に沿って矩形筒形になるフィルム14を用意し、矩形筒形とした際に内側となる表面14aに対してシート状態で高分子基材の主剤と反応する「皮膜形成剤」としての硬化剤15を塗布する。このフィルム14を矩形筒形にして、図4で示すように、金型1にインサートする。その後図5で示すように、熱伝導性組成物13を金型1内に充填する。この充填の際は、フィルム14の表面14aに塗布した硬化剤15を流れ落とさないように、筒金型1aの略軸心に沿って熱伝導性組成物13を充填することが好ましい。このように熱伝導性組成物13を金型1内に充填すると、図6で示すように、フィルム14の表面14aに塗布した硬化剤15は熱伝導性組成物13に浸透してしまう。このような硬化剤15の浸透によってキャビティ内の熱伝導性組成物13では、筒金型1aの内壁面に近づくにつれて硬化剤15の含有割合が徐々に多くなっている。
次に、金型1のキャビティ内で熱伝導性組成物13から熱伝導性で矩形柱体形状の塊状成形体16を成形すると同時に、熱伝導性組成物13に浸透した硬化剤15と高分子基材の主剤とを反応させて弾性皮膜16aを形成する。そして塊状成形体16をフィルム14ごと金型1から取り出した後、図8で示すように、塊状成形体16をフィルム14から外す。
最後に図9で示すように、側面に弾性皮膜16aを形成した矩形柱体形状の塊状成形体16をその側面に交差する方向で刃物2を用いてスライス加工し、シート化する。このようにして、シート12の厚さ方向に沿う側面が弾性皮膜12aでなる熱伝導性シート11を得ることができる。なお、スライス加工は、自動切断機を用いることにより容易に行うことができる。
【0032】
第1の製造方法の変形例として、金型1にフィルム14をインサートせず、図10で示すように、筒金型1aの内壁面に硬化剤15を直接塗布することもできる。このようにすれば、フィルムを無くすことができ、製造中に用いる部材を削減することができる。
【0033】
第2の製造方法は、先ず第1の製造方法と同様に、熱伝導性組成物13と金型1を用意する。
次に図11で示すように、金型1内に熱伝導性組成物13を充填する。そして図12で示すように、金型1のキャビティ内に充填された熱伝導性組成物13から熱伝導性で矩形柱体形状の塊状成形体16を成形する。この塊状成形体16を金型1から脱型し、図13で示すように、塗装機3を用いて矩形柱体形状の塊状成形体16の側面に「皮膜形成剤」としての硬化剤15を塗布し、塊状成形体16に硬化剤15を浸透させる。なお、塗布方法には、刷毛塗りや印刷などの方法も用いることができる。その後塊状成形体16に浸透した硬化剤15と高分子基材の主剤とを反応させて弾性皮膜16aを形成する。
最後に、側面に弾性皮膜16aを形成した矩形柱体形状の塊状成形体16をその側面に交差する方向で刃物2を用いてスライス加工し(図9参照)、シート化する。このようにして、シート12の厚さ方向に沿う側面が弾性皮膜12aでなる熱伝導性シート11を得ることができる。
【0034】
第3の製造方法は、塊状成形体16を成形せずに、金型で1枚物のシート12を成形することができる。この製造方法でも、第1の製造方法のように金型のキャビティ内に硬化剤を塗布する製法で熱伝導性シート11を製造でき、また第2の製造方法のように脱型した1枚物のシート12に硬化剤を塗布する製法で熱伝導性シート11を製造することもできる。このような製造方法でも、シート12の成形ごとにその側面を弾性皮膜12aとした熱伝導性シート11を得ることができる。そして第3の製造方法による熱伝導性シート11では、シートの面方向に沿う表裏面が金型接触面であるため、これら表裏面に熱伝導性充填材を露出し難くすることができ、熱伝導性充填材を脱落し難くすることができる。
【0035】
熱伝導性シート11と熱伝導性シート11の第1,第2の製造方法の作用、効果について説明する。
熱伝導性シート11によれば、側面の弾性皮膜12aによってシート12の剛性を高めることができ、取扱い性を高めることができる。また、弾性皮膜12aはシート12の外縁に形成されているため、シート12の面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
【0036】
第1,第2の製造方法によるシート12は塊状成形体16をスライス加工して製造されたため、シート12の面方向に沿う表面又は裏面のうち少なくとも一方がスライスカット面となり、面際や面上に熱伝導性充填材が露出している。即ち、スライス加工を施さなければ、シート12の表面では熱伝導性充填材が高分子基材中に埋もれてしまっているのに対し、スライス加工を施すためスライスカット面に熱伝導性充填材が表出するのである。よって、表面に表出した熱伝導性充填材が発熱体や放熱体に直接接触するため、第3の製造方法による金型接触面と比べて熱伝導性を高めることができ、高熱伝導性の熱伝導性シート11を実現することができる。
【0037】
熱伝導性シート11の第1,第2の製造方法によれば、塊状成形体16の表面に非粘着性の弾性皮膜16aを形成した後に、その塊状成形体16を外縁が弾性皮膜16aでなるようスライス加工してシート12を形成するため、厚さ方向に沿う側面が弾性皮膜12aでなる熱伝導性シート11を容易に形成することができる。そして塊状成形体16をスライス加工して製造するため、このような熱伝導性シート11を複数得ることができ、効率よく製造することができる。さらに弾性皮膜16aが外縁を形成するようにスライス加工するため、塊状成形体16を弾性皮膜16aの剛性によって変形し難くすることができ、スライス加工の精度を高めることができる。
【0038】
塊状成形体16を矩形柱体形状としてこの塊状成形体16の側面に弾性皮膜16aを形成するため、硬化剤15を付着させ易くすることができ、弾性皮膜16aを正確に形成することができる。そして矩形柱体形状の塊状成形体16を柱軸と交差方向にスライス加工するため、各シート12のスライスカット面を略同形状とすることができ、加工精度を高めることができる。
【0039】
第1の製造方法では、塊状成形体16の成形と同時に弾性皮膜16aを形成するため、製造効率を高めることができる。さらに硬化剤15を塗布したフィルム14を金型1のキャビティ内にインサートするため、塊状成形体16に対してムラ無く均一に硬化剤15を付着させることができ、安定した物性の弾性皮膜16aを形成することができる。
【0040】
第2の製造方法では、塊状成形体16を成形した後に硬化剤15を付着させるため、塊状成形体16に対して硬化剤15を確実に付着させることができ、弾性皮膜16aを正確に形成することができる。
【0041】
以上説明した熱伝導性シート11の取扱いについて説明する。
熱伝導性シート11は、シート12の側面を弾性皮膜12aとしているため、製造時、梱包時、運搬時、使用時などにおいて、弾性皮膜の無いシートのみの熱伝導性シートに比べ、取扱い性に優れている。例えば、装着時においては、被着体に容易に取付けることができる。そして発熱体と放熱体との間に介装され、発熱体から発生する熱を放熱体へ効率良く伝導することができる。そして弾性皮膜12aはシート12の側面であるため、弾性皮膜12aの形成によって熱伝導性能を損なうことはない。また、熱伝導性シート11を被着体よりもわずかに大きい外形を有する寸法に形成して、弾性皮膜12aをそれら被着体に接触させないように載置して使用することも可能である。
【0042】
第2実施形態〔図14〜図24〕:
第2実施形態の熱伝導性シート21とその製造方法を図14〜図24に示す。図14は熱伝導性シート21の断面図であり、図15〜図20は熱伝導性シート21における第1の製造方法を示す説明図、図21〜図24は熱伝導性シート21における第2の製造方法を示す説明図である。第2実施形態の熱伝導性シート21は第1実施形態の熱伝導性シート11と異なり、シート22と弾性皮膜27とが別部材で形成されている。
【0043】
シート22はシート12と同様に「熱伝導性層」の単層構造であり、平面視で矩形状の均一な厚みに形成されている。このシート22も高分子基材で形成されており、内部には熱伝導性充填材が分散している。そしてこの高分子基材も柔軟で粘着性を有し、面内は粘着性を発現している。シート12と異なるのは、厚さ方向に沿う全側面に、高分子基材の主剤と「皮膜形成剤」として付着した硬化剤との反応で形成される弾性皮膜が形成されていない点である。
【0044】
弾性皮膜27は先の実施形態で示した弾性皮膜12aと異なり、高分子基材と固着する皮膜形成剤25によって形成されており、この皮膜形成剤25は、基剤と硬化剤との硬化反応で形成されるものである。このためシート22の厚さ方向に沿う側面と弾性皮膜27との間には明確な境界が在り、平面視で矩形の環形状に形成されている。
弾性皮膜27における基剤の材質は、高分子基材と固着する熱可塑性エラストマー、熱硬化性エラストマーなどの高分子材料が使用できる。弾性皮膜27の高分子材料とシート22の高分子基材とを同材質にすれば、固着性を高めることができる。
【0045】
熱伝導性シート21の製造方法について代表的な2例を説明する。
第1の製造方法は、熱伝導性シート11における第1の製造方法と略同様である。先ず、高分子基材と熱伝導性充填材を攪拌機で混合して熱伝導性組成物13を用意する。
次に、矩形柱体形状の塊状成形体を成形する金型1を用意する(図3参照)。
そしてフィルム14を用意し、矩形筒形とした際に内側となる表面14aに対して、高分子基材の主剤と固着する基剤と硬化剤とを含む皮膜形成剤25を塗布する。このフィルム14を矩形筒形にして、図15で示すように、金型1にインサートする。その後図16で示すように、熱伝導性組成物13を金型1内に充填する。このように熱伝導性組成物13を金型1内に充填すると、図17で示すように、フィルム14の表面14aに塗布した皮膜形成剤25と熱伝導性組成物13との間には界面が存在する。
次に、金型1のキャビティ内で熱伝導性組成物13から熱伝導性で矩形柱体形状の塊状成形体26を成形すると同時に、皮膜形成剤25の硬化による弾性皮膜27を一体形成する。そして塊状成形体26をフィルム14ごと金型1から取り出した後、図19で示すように、塊状成形体26と弾性皮膜27をフィルム14から外す。
最後に図20で示すように、側面に弾性皮膜27を形成した矩形柱体形状の塊状成形体26をその側面に交差する方向で刃物2を用いてスライス加工し、シート化する。このようにして、シート22の厚さ方向に沿う側面が弾性皮膜27でなる熱伝導性シート21を得ることができる。
【0046】
第1の製造方法の変形例として、金型1にフィルム14をインサートせずに、筒金型1aの内壁面に皮膜形成剤25を直接塗布することもできる。このようにすれば、フィルムを無くすことができ、製造中に用いる部材を削減することができる。
【0047】
第2の製造方法は、先ず、熱伝導性組成物13と金型1を用意する。
次に図21で示すように、高分子基材の主剤と固着する基剤と硬化剤とを含む皮膜形成剤25でなる矩形の筒形状の弾性皮膜27を金型1にインサートする。
次に図22で示すように、金型1内に熱伝導性組成物13を充填する。このように熱伝導性組成物13を金型1内に充填すると、図23で示すように、弾性皮膜27と熱伝導性組成物13との間には界面が存在する。そして金型1のキャビティ内に充填された熱伝導性組成物13から熱伝導性で矩形柱体形状の塊状成形体26を成形し、弾性皮膜27と一体化する。その後、この塊状成形体26と弾性皮膜27を金型1から脱型する。
最後に、側面に弾性皮膜27を形成した矩形柱体形状の塊状成形体26をその側面に交差する方向で刃物2を用いてスライス加工し(図20参照)、シート化する。このようにして、シート22の厚さ方向に沿う側面に弾性皮膜27が一体化する熱伝導性シート21を得ることができる。
【0048】
熱伝導性シート21によれば、熱伝導性シート11と同様に、側面の弾性皮膜27によってシート22の剛性を高めることができ、取扱い性を高めることができる。また、弾性皮膜27はシート22の外縁に形成されているため、シート22の面内は柔軟性を確保することができ、柔軟性に起因した密着力及びそれによって生じる低熱抵抗という熱伝導性能を発揮することができる。
また、第1,第2の製造方法によるシート22は塊状成形体26をスライス加工して製造されたため、シート22の面方向に沿う表面又は裏面のうち少なくとも一方がスライスカット面となり、面際や面上に熱伝導性充填材が分散している。よって高熱伝導性の熱伝導性シート21を実現することができる。
【0049】
弾性皮膜27を高分子基材の主剤と固着する基剤と硬化剤との硬化反応で形成するため、シート22と弾性皮膜27との固着力を高めることができ、弾性皮膜27が剥離し難い熱伝導性シート21を実現することができる。
【0050】
各実施形態の変形例〔図25〕:
各実施形態の熱伝導性シート11,21ではシート12,22における側面の全面に連続する弾性皮膜12a,27を形成したが、弾性皮膜を側面に対し断続的に形成することができる。
例えば、熱伝導性シート11で例示すると、図25(A)で示す変形例1の熱伝導性シート111では、シート12における外縁の一方の対辺に弾性皮膜12aを形成している。図25(B)で示す変形例2の熱伝導性シート112では、シート12における外縁の各辺の中央付近を除いて弾性皮膜12aを形成している。図25(C)で示す変形例3の熱伝導性シート113では、シート12における外縁の一方の対辺に対し中央付近に弾性皮膜12aを形成しもう一方の対辺に中央付近を除いて弾性皮膜12aを形成している。
このようにすれば、熱伝導性シート111,112,113を圧縮した際に、弾性皮膜12aを形成していない側面部分が外方へ膨出し易くなるため、シート12を潰れ易くすることができ、圧縮荷重を小さくすることができる。
【0051】
前記実施形態においては、熱伝導性シート11,21,111,112,113のうち、弾性皮膜12a,16a,27の形成されていないシート12,22の表面は粘着性であるとして説明したが、こうした熱伝導性層の表面を非粘着性の表面に形成することができる。
高分子基材を構成する高分子材料は柔軟で粘着性を有するが、熱伝導性充填材の種類や添加量、配向の程度等によっては、熱伝導性充填材が含まれる高分子基材が粘着性ではなく非粘着性となる場合もあり得るからである。例えば、炭素繊維を配向させて含む高分子基材はシート12の表面が非粘着性となりやすい。したがって、シート12,22の表面は原則として粘着性であるが、非粘着性である場合を排除するものではない。
【実施例】
【0052】
以下に、第1実施形態の熱伝導性シート11に関する実施例を挙げて「引張弾性率」を説明するが、本発明はこの実施例に限定されるものではない。
【0053】
1.試料の製造:
高分子基材として熱硬化性の液状シリコーンゴム、粉末状熱伝導性充填材として酸化アルミニウム、繊維状熱伝導性充填材としてポリパラフェニレンベンゾビスオキサゾール(PBO)繊維を前駆体とする炭素繊維(以下、単に「炭素繊維」という。)を用いた。
液状シリコーン組成物100重量部に対して、酸化アルミニウム480重量部、炭素繊維120重量部を配合し、攪拌及び真空脱泡の工程を経て熱伝導性組成物(13)を調整した。
次に、耐熱性を有するポリイミドフィルム(14)の表面(14a)に前記液状シリコーン組成物の主剤と反応するSi−H基を有する硬化剤(15)のみを「皮膜形成剤」として塗布し、このフィルム(14)を筒金型(1a)の軸心方向(高さ方向)に沿う内壁面に沿うようにインサートする。そして、金型(1)に熱伝導性組成物(13)を充填した後、筒金型(1a)の軸心方向に平行な磁場を印加して、その方向に炭素繊維を配向させる。その後金型(1)を加熱して液状シリコーン組成物の主剤と硬化剤(15)を反応させた。これにより、高さ方向に炭素繊維が配向し、高さ方向に沿う側面を弾性皮膜(16a)とした縦横高さ100mmの塊状成形体(16)を製造した。
【0054】
その後、図26(A)で示すように、塊状成形体(16)の高さ方向に沿う側面と垂直方向のカットライン(CL)に沿って刃物(2)で厚さ1mmにスライス加工し、試験用熱伝導性シート(11)を得た。この試験用熱伝導性シート(11)を、図27で示すように、さらに刃物(2)で幅1mmにカットして、試料サイズが厚さ1mm×幅1mm×長さ100mmの試料1〜試料5を製造した。
試料1は、試験用熱伝導性シート(11)における弾性皮膜(12a)の表面から1mm幅にカットして得た(TP1)。
試料2は試料1をカットした後さらに1mm幅にカットして、つまり試験用熱伝導性シート(11)における弾性皮膜(12a)の表面より1mm内側から1mm幅にカットして得た(TP2)。
試料3は試料2をカットした後さらに1mm幅にカットして、つまり試験用熱伝導性シート(11)における弾性皮膜(12a)の表面より2mm内側から1mm幅にカットして得た(TP3)。
試料4は試料3をカットした後に、試験用熱伝導性シート(11)における弾性皮膜(12a)の表面より9mm内側から1mm幅にカットして得た(TP4)。
試料5は試料4をカットした後に、試験用熱伝導性シート(11)における弾性皮膜(12a)の表面より54mm内側から1mm幅にカットして得た(TP5)。
【0055】
2.試験方法:
試料1〜試料5を引張速度100mm/min(24℃空気下)にて引張試験し、得られた荷重値を各試料の断面積の値で除して、本試験下の引張弾性率を算出した。その結果を表1に示す。なお、全ての試料の両端(上端及び下端)には弾性皮膜(12a)が存在するが、両端からそれぞれ20mmまでをチャッキング代として試験を行うため、測定した荷重値には両端の弾性皮膜(12a)の影響をほとんど受けない。
【0056】
3.試験結果:
試料1は試料2〜試料5に比べて引張弾性率が最も高く、試料1から試料4や試料5に向けて徐々に弾性率が低下していくことが確認された。すなわち、試験用熱伝導性シート(11)における弾性皮膜(12a)の表面が硬質に形成され、試験用熱伝導性シート(11)の側面側から剛性を高めていることが確認された。また、試験用熱伝導性シート(11)の引張弾性率が、側面側の引張弾性率を最大として徐々に低下していくものであることが確認された。
【0057】
【表1】
【符号の説明】
【0058】
1 金型
1a 筒金型
1b 板金型
2 刃物
3 塗装機
11 熱伝導性シート(第1実施形態)
12 シート(熱伝導性層)
12a 弾性皮膜
13 熱伝導性組成物
14 フィルム
15 硬化剤(皮膜形成剤)
16 塊状成形体
16a 弾性皮膜
21 熱伝導性シート(第2実施形態)
22 シート(熱伝導性層)
25 皮膜形成剤
26 塊状成形体
27 弾性皮膜
111 熱伝導性シート(第1実施形態の変形例1)
112 熱伝導性シート(第1実施形態の変形例2)
113 熱伝導性シート(第1実施形態の変形例3)
CL カットライン
【特許請求の範囲】
【請求項1】
シート状の高分子基材中に熱伝導性充填材が分散する熱伝導性シートの製造方法において、
高分子基材に熱伝導性充填材を配合した熱伝導性組成物でなる塊状成形体の表面に、皮膜形成剤を付着させて、該皮膜形成剤による非粘着性の弾性皮膜を形成する工程と、
塊状成形体をスライス加工して、弾性皮膜が外縁を形成するシートに分割する工程と、
を実行し、厚さ方向に沿う側面が弾性皮膜でなる熱伝導性シートを形成することを特徴とする熱伝導性シートの製造方法。
【請求項2】
塊状成形体の表面に弾性皮膜を形成する工程が、
熱伝導性組成物を充填する成形金型のキャビティ内に皮膜形成剤を塗布する工程と、
この成形金型のキャビティに熱伝導性組成物を充填する工程と、
キャビティ内で熱伝導性組成物から塊状成形体を成形すると同時に、皮膜形成剤により弾性皮膜を形成する工程と、
を順次実行する請求項1記載の熱伝導性シートの製造方法。
【請求項3】
塊状成形体の表面に弾性皮膜を形成する工程が、
熱伝導性組成物を成形金型のキャビティに充填する工程と、
キャビティ内で熱伝導性組成物から塊状成形体を成形する工程と、
塊状成形体の表面に皮膜形成剤を付着させる工程と、
該皮膜形成剤による弾性皮膜を形成する工程と、
を順次実行する請求項1記載の熱伝導性シートの製造方法。
【請求項4】
塊状成形体の表面に弾性皮膜を形成する工程にて、
塊状成形体を柱体形状に成形し、該柱体形状の側面に弾性皮膜が形成され、
塊状成形体をシートに分割する工程にて、
柱体形状の塊状成形体を柱軸と交差方向にスライス加工する請求項1〜請求項3何れか1項記載の熱伝導性シートの製造方法。
【請求項5】
皮膜形成剤が前記高分子基材の主剤と反応する硬化剤である請求項1〜請求項4何れか1項記載の熱伝導性シートの製造方法。
【請求項6】
皮膜形成剤が前記高分子基材と固着する高分子材料でなる請求項1〜請求項4何れか1項記載の熱伝導性シートの製造方法。
【請求項7】
高分子基材中に熱伝導性充填材が分散する熱伝導性シートであって、
シートの厚さ方向に沿う側面が非粘着性の弾性皮膜でなる熱伝導性シート。
【請求項8】
シートの面方向に沿う表面又は裏面のうち少なくとも一方がスライスカット面でなる請求項7記載の熱伝導性シート。
【請求項9】
弾性皮膜を形成する高分子基材の引張弾性率が、シート面の略中央部分を形成する高分子基材の引張弾性率より高い値である請求項7または請求項8記載の熱伝導性シート。
【請求項10】
弾性皮膜が、シートの厚さ方向に沿う側面に付着した皮膜形成剤に含まれる硬化剤と高分子基材の主剤との反応皮膜である請求項7〜請求項9何れか1項記載の熱伝導性シート。
【請求項11】
高分子基材の引張弾性率が、外縁を最大値にして内方に向けて徐々に低くなる請求項10記載の熱伝導性シート。
【請求項12】
弾性皮膜がシートにおける側面の周方向に対し断続的に形成されている請求項7〜請求項11何れか1項記載の熱伝導性シート。
【請求項1】
シート状の高分子基材中に熱伝導性充填材が分散する熱伝導性シートの製造方法において、
高分子基材に熱伝導性充填材を配合した熱伝導性組成物でなる塊状成形体の表面に、皮膜形成剤を付着させて、該皮膜形成剤による非粘着性の弾性皮膜を形成する工程と、
塊状成形体をスライス加工して、弾性皮膜が外縁を形成するシートに分割する工程と、
を実行し、厚さ方向に沿う側面が弾性皮膜でなる熱伝導性シートを形成することを特徴とする熱伝導性シートの製造方法。
【請求項2】
塊状成形体の表面に弾性皮膜を形成する工程が、
熱伝導性組成物を充填する成形金型のキャビティ内に皮膜形成剤を塗布する工程と、
この成形金型のキャビティに熱伝導性組成物を充填する工程と、
キャビティ内で熱伝導性組成物から塊状成形体を成形すると同時に、皮膜形成剤により弾性皮膜を形成する工程と、
を順次実行する請求項1記載の熱伝導性シートの製造方法。
【請求項3】
塊状成形体の表面に弾性皮膜を形成する工程が、
熱伝導性組成物を成形金型のキャビティに充填する工程と、
キャビティ内で熱伝導性組成物から塊状成形体を成形する工程と、
塊状成形体の表面に皮膜形成剤を付着させる工程と、
該皮膜形成剤による弾性皮膜を形成する工程と、
を順次実行する請求項1記載の熱伝導性シートの製造方法。
【請求項4】
塊状成形体の表面に弾性皮膜を形成する工程にて、
塊状成形体を柱体形状に成形し、該柱体形状の側面に弾性皮膜が形成され、
塊状成形体をシートに分割する工程にて、
柱体形状の塊状成形体を柱軸と交差方向にスライス加工する請求項1〜請求項3何れか1項記載の熱伝導性シートの製造方法。
【請求項5】
皮膜形成剤が前記高分子基材の主剤と反応する硬化剤である請求項1〜請求項4何れか1項記載の熱伝導性シートの製造方法。
【請求項6】
皮膜形成剤が前記高分子基材と固着する高分子材料でなる請求項1〜請求項4何れか1項記載の熱伝導性シートの製造方法。
【請求項7】
高分子基材中に熱伝導性充填材が分散する熱伝導性シートであって、
シートの厚さ方向に沿う側面が非粘着性の弾性皮膜でなる熱伝導性シート。
【請求項8】
シートの面方向に沿う表面又は裏面のうち少なくとも一方がスライスカット面でなる請求項7記載の熱伝導性シート。
【請求項9】
弾性皮膜を形成する高分子基材の引張弾性率が、シート面の略中央部分を形成する高分子基材の引張弾性率より高い値である請求項7または請求項8記載の熱伝導性シート。
【請求項10】
弾性皮膜が、シートの厚さ方向に沿う側面に付着した皮膜形成剤に含まれる硬化剤と高分子基材の主剤との反応皮膜である請求項7〜請求項9何れか1項記載の熱伝導性シート。
【請求項11】
高分子基材の引張弾性率が、外縁を最大値にして内方に向けて徐々に低くなる請求項10記載の熱伝導性シート。
【請求項12】
弾性皮膜がシートにおける側面の周方向に対し断続的に形成されている請求項7〜請求項11何れか1項記載の熱伝導性シート。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【図16】
【図17】
【図18】
【図19】
【図20】
【図21】
【図22】
【図23】
【図24】
【図25】
【図26】
【図27】
【公開番号】特開2011−116806(P2011−116806A)
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願番号】特願2009−272933(P2009−272933)
【出願日】平成21年11月30日(2009.11.30)
【出願人】(000237020)ポリマテック株式会社 (234)
【Fターム(参考)】
【公開日】平成23年6月16日(2011.6.16)
【国際特許分類】
【出願日】平成21年11月30日(2009.11.30)
【出願人】(000237020)ポリマテック株式会社 (234)
【Fターム(参考)】
[ Back to top ]