
熱伝導性シート及びその製造方法
【課題】 高い熱伝導率、高い耐熱性、低コストな熱伝導性シートを提供する。
【解決手段】 熱伝導性フィラーと熱可塑性樹脂との体積基準での配合割合が熱伝導性フィラー:熱可塑性樹脂=10〜90:90〜10からなる熱伝導性樹脂層からなり、
前記熱伝導性樹脂層が電子線の照射で架橋させてなることを特徴とし、上記熱可塑性樹脂がエチレン及びオクテンを主成分としたブロックコポリマーであり,また、加熱収縮率が5%以下であることも特徴とする。
【解決手段】 熱伝導性フィラーと熱可塑性樹脂との体積基準での配合割合が熱伝導性フィラー:熱可塑性樹脂=10〜90:90〜10からなる熱伝導性樹脂層からなり、
前記熱伝導性樹脂層が電子線の照射で架橋させてなることを特徴とし、上記熱可塑性樹脂がエチレン及びオクテンを主成分としたブロックコポリマーであり,また、加熱収縮率が5%以下であることも特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱伝導性シートに関し、さらに詳しくは、電気電子機器の各種半導体素子や電源、光源、ヒーター、部品などの熱源にて発生する熱を外部に放散又は拡散させる熱伝導性、耐熱性及び低コスト性を兼ね備えた熱伝導性シートに関するものである。
【0002】
本明細書において、配合を示す「比」、「部」、「%」などは特に断わらない限り質量基準であり、「/」印は一体的に積層されていることを示す。また、「EB」は「電子線」、「LL」は「直鎖状低密度ポリエチレン」、及び「SBR」は「スチレン−ブタジエンラバー」の略語、機能的表現、通称、又は業界用語である。また、「表面抵抗値の単位Ωは当業界では通常Ω/□とも表示される。
【背景技術】
【0003】
(背景技術)近年、電気電子機器の高性能化、小型化及び軽量化に伴い、電気電子機器及び部品の集積度が高まっている。電子機器や部品の集積度が高まると、より小さい区域により多くの部品や集積回路が組み込まれるので、熱が逃げきれずに高温になってしまい、電子機器の故障や誤動作を生じることがある。従って、これらの電子機器や電子部品等から発生する熱を効果的に拡散させ、外部へ放散させる放熱対策が課題になっている。電気電子機器や部品の放熱対策としては、機器や個々の集積回路にもホットスポットの形成を防ぐために放熱体を設ける。発熱源となる発熱性電子部品等の被装着部位の凹凸に柔軟に追従させて、発熱性電子部品等に密着した状態で取り付けられる。例えば、トランジスタやサイリスタ等の発熱性電子部品等にはヒートシンク等の放熱部材を、熱伝導性の良好な熱伝導性シート(放熱シートともいう)を介して取り付ける。しかしながら、発熱性電子部品から発生する熱を効率良く放熱部材へ伝導させて放熱させる熱伝導性シートには、高い熱伝導率が求められ、かつ、高い耐熱性も求められている。また、電気を使用する電気電子機器及び部品用なので、効率よく大量に製造することができる低コスト性も求められている。
即ち、熱伝導性シートは、高い熱伝導率、高い耐熱性、低コストが求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平09−321185号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
(従来技術)従来、熱伝導性シートの構成材料としては、マトリックス成分としてシリコーンが多く用いられている(例えば、特許文献1参照。)。しかしながら、マトリックス成分としてシリコーンを用いると、熱伝導性、柔軟性、耐熱性に優れた熱伝導性シートを得ることができる。しかし、シリコーンは他の高分子材料と比べて高価であり、さらには、シロキサンによる電子機器の接点不良などの不具合が生じ得るという問題点があり、また、価格及びシロキサン対策から、シリコーンの代わりにポリオレフィン系樹脂等を用い場合には、熱伝導性シートとして必要な耐熱性が不足するという欠点がある。
【0006】
そこで、本発明は上記のような問題点を解消するために、本発明者らは鋭意研究を進め、本発明の完成に至ったものである。その目的は、高い熱伝導率、高い耐熱性、低コストな熱伝導性シートを提供することである。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の請求項1の発明に係わる熱伝導性シートは、熱伝導性フィラーと熱可塑性樹脂との体積基準での配合割合が熱伝導性フィラー:熱可塑性樹脂=10〜90:90〜10からなる熱伝導性樹脂層からなり、前記熱伝導性樹脂層が電子線の照射で架橋させてなるように、したものである。
請求項2の発明に係わる熱伝導性シートは、上記熱可塑性樹脂がエチレン及びオクテンを主成分としたブロックコポリマーであるように、したものである。
請求項3の発明に係わる熱伝導性シートは、250℃下に3分間静置後の加熱収縮率が5%以下であるように、したものである。
請求項4の発明に係わる熱伝導性シートの製造方法は、請求項1〜3のいずれかに記載の熱伝導性シートの製造方法であって、(1)上記熱伝導性樹脂層を押出法で成膜する工程と、(2)電子線を照射して前記熱伝導性樹脂層を架橋する架橋工程と、からなるように、したものである。
【発明の効果】
【0008】
請求項1の本発明によれば、高い熱伝導率、高い耐熱性の効果を奏する。
請求項2の本発明によれば、より安定して架橋し、高くかつ安定した耐熱性の効果を奏する。
請求項3の本発明によれば、加熱収縮率が少ないので、微細で高精度な電子機器や部品にも使用できる効果を奏する。
請求項4の本発明によれば、公知で安定した加工工程である押出成形、及び電子線架橋技術を用いれるので、低コストで製造できる効果を奏する。
【図面の簡単な説明】
【0009】
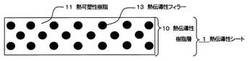
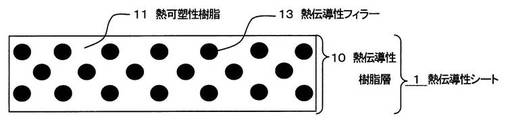
【図1】本願発明の1実施例を示す熱伝導性シートの断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照しながら、詳細に説明する。
【0011】
(熱伝導性シート)本願発明の熱伝導性シート1は図1に示すように、熱伝導性フィラー13と熱可塑性樹脂11とを含む熱伝導性樹脂層10からなり、該熱伝導性樹脂層10を電子線の照射で架橋させている。
【0012】
(熱可塑性樹脂)熱可塑性樹脂11は熱可塑性を有するということで、通常耐熱性が低いという欠点がある。そこで電子線(EB)を照射することで、架橋構造を構成させて、耐熱寸法安定性、耐溶融性などの耐熱物性の向上を発現させる。そこで、本願発明に用いる熱可塑性樹脂11は電子線(EB)を照射して架橋構造とすることで、上記の耐熱物性を満足させられるので、即ち、熱可塑性かつ架橋性を有する樹脂で熱可塑性架橋樹脂ともいえる。
【0013】
(熱可塑性架橋樹脂)熱可塑性架橋樹脂には、100eVの吸収エネルギーにより架橋結合される分子の数として数値化されたG(x)値があり、G(x)値が高いほど架橋性が高く、逆に分解性の指標としてはG(s)値などがあり、本願発明に用いる熱可塑性樹脂11、21としては、ポリマー材料固有のG(x)値が1.0以上のものが好ましく、電子線(EB)を照射して架橋構造とすることで、耐熱物性が向上できる。熱可塑性架橋樹脂としては、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、イソプレンラバー、スチレン−ブタジエンラバー、クロロプレンラバーなどがあげられる。なかでも、熱伝導性フィラーをコンパウンド化などの混練化しやすさや、樹脂自身が柔軟性な材料であることから、直鎖状低密度ポリエチレンが好ましく、特に本願発明では、熱可塑性樹脂11としては、エチレン及びオクテンを主成分としたブロックコポリマーを用いる。
【0014】
(エチレン−オクテンブロックコポリマー)熱可塑性樹脂11のメルトインデックスとしては1〜30g/10分が好ましく、より好ましくは5〜20g/10分である。メルトインデックスが高すぎると樹脂の流動性が過剰になって一定の厚さの成膜が得られず、メルトインデックスが低すぎると樹脂の流動性が不足し、安定した押出成形が難しくなる。
【0015】
密度としては0.85〜0.90g/cm3が好ましい。密度が低いと、樹脂の柔軟性、粘着性が高くなり過ぎ、押出加工による成膜に支障をきたしたり、通常巻き取り状で加工するが、巻き解せなくなってりする。密度が高過ぎる場合は、樹脂とフィラーの密着性が低下し、気泡を含んだり、剥離したりしてしまう。また、シートの柔軟性が低下するため、安定した押出成形が難しく、製品の取扱い性も低下し、製品とヒートシンクとの密着性が低下して熱伝導性も低下する危険性がある。
【0016】
DSC融点としては110〜140℃の樹脂が好適である。樹脂のDSC融点が低いと、熱伝導性シートとして必要な耐熱性が不足し、高いと密度が高くなり、柔軟性低下に繋がる。
【0017】
このようなエチレン及びオクテンを主成分としたブロックコポリマーの市販例としてはダウ・ケミカル社のINFUSE D9507.10等が挙げられる。
【0018】
(熱伝導性フィラー)熱伝導性フィラー13としては、特に限定されず、導電性のフィラー、絶縁性のフィラー等を用いることができる。導電性のフィラーとしては、銅、銀、鉄、アルミニウム、ニッケル等の金属充填材;チタン等の金属合金充填材;カーボン等の炭素系充填材等が挙げられる。また無機充填材粒子に銀や銅等の金属材料を表面被覆したもの;金属充填材粒子に無機材料や炭素材料を表面被覆したもの等も挙げられる。絶縁性のフィラーとしては、アルミナ、酸化マグネシウム、酸化ベリリウム、酸化チタン等の酸化物類;窒化ホウ素、窒化ケイ素、窒化アルミニウム等の窒化物類;炭化ケイ素等の炭化物類;ダイヤモンド等の絶縁性炭素系充填材;石英、石英ガラス等のシリカ粉類が挙げられる。熱伝導性フィラー13は単独、又は2種類以上を併用しても良い。
【0019】
導電性熱伝導性フィラー13の配合量は、熱伝導性のフィラーと熱可塑性樹脂との体積基準での配合割合が熱伝導性のフィラー:熱可塑性樹脂=10〜90:90〜10とする。導電性熱伝導性フィラー13の含有量が10体積%未満であると効率的な熱伝導性を得にくくなり、90体積%を超えると樹脂組成物の柔軟性が低下し、発熱体や放熱体の表面の凹凸への密着追従性が悪く接触熱抵抗が増大し効率的な熱伝導性が得られなくなる。より好ましくは15〜60体積%である。
【0020】
(添加剤)熱伝導性樹脂層10の熱伝導性樹脂組成物には、必要に応じて物性調整剤、可塑剤等が加えられても良い。上記物性調整剤としては、例えば、ビニルトリエトキシシラン、3−アミノプロピルトリエトキシシラン等の各種シランカップリング剤が挙げられる。上記可塑剤としては、例えば、リン酸トリブチル、リン酸トリクレジル等のリン酸エステル類;フタル酸ジオクチル等のフタル酸エステル類;グリセリンモノオレイル酸エステル等の脂肪酸一塩基酸エステル類;アジピン酸ジオクチル等の脂肪酸二塩基酸エステル類;ポリプロピレングリコール類やポリエチレングリコール類等のポリエーテル類;ポリα−オレフィン等の液状炭化水素類;クロロフルオロカーボン類;シリコンオイル等の従来公知の可塑剤が挙げられ、これらは単独、又は2種以上を併用してもよい。さらに、難燃剤、タレ防止剤、酸化防止剤、老化防止剤、紫外線吸収剤、着色剤、溶剤、香料、顔料、染料等が添加されても良い。
【0021】
(厚さ)本願発明の熱伝導性シート1の厚みは、10〜800μmが好ましい。より好ましくは、50〜600μmが好ましい。10μm未満では、成形安定性が低くなり、厚み精度が低下する。800μmを超えると、押出成形による製造が難しくなる。
【0022】
(製造方法)本願発明の熱伝導性シート1の製造方法は、(1)上記熱伝導性樹脂層を押出法で成膜する工程と、(2)電子線を照射して前記熱伝導性樹脂層を架橋する架橋工程と、からなる。押出成形、及び電子線照射工程は公知で安定した加工工程であり、高品質な熱伝導性シート1を低コストで製造することができる。
【0023】
(押出法)熱伝導性樹脂層10の層を押出法で成膜する。押出法による熱伝導性シート1(架橋前)の製造には、Tダイ共押出機、カレンダー成形機、インフレ−ション共押出機等を使用して押出成形することができる。好ましくはTダイ共押出機である。
【0024】
熱伝導性シート1の製造にあたっては、事前にエチレンおよびオクテンを主成分としたブロックコポリマーである熱可塑性樹脂11と熱伝導性フィラー13とを混合・混練した導電性熱伝導性樹脂層10組成物とする。熱伝導性樹脂層10組成物を製造するために、必要に応じてその他成分を混練・混合させてもよい。混練・混合させる方法としては、特に限定されるものではなく、例えば、混練機、押出機、ミキサー、ロール、ニーダー、攪拌機等の一般的な装置を用いることが出来る。また、必要に応じて混練・混合時に装置内を減圧、脱気しても良い。
【0025】
(厚さ)熱伝導性シート1の総厚みは、10〜800μmが好ましい。より好ましくは、50〜600μmが好ましい。10μm未満では、成形安定性が低くなり、厚み精度が低下する。800μmを超えると、押出成形による製造が難しくなる。
【0026】
(電子線照射)共押出法で成膜した熱伝導性シート1(架橋前)は、電子線を照射して架橋処理を行い熱可塑性樹脂11を架橋させる。架橋処理を行うことで、熱伝導シートの耐熱性を高めることができる。電子線源としては、コックロフトワルトン型、パンデグラフ型、共振変圧器型、絶縁コア変圧器型、直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。
【0027】
架橋効率を高めるために、導電性熱伝導性樹脂層10及び/又は絶縁性熱伝導性樹脂層20に架橋助剤等を添加しても良い。架橋助剤の種類は特に限定されるものではないが、例えば、トリアリルイソシアヌレート、トリアリルシアヌレート、トリメタアリルイソシアヌレート、ジアリルモノグリシジルイソシアヌレート、トリメチロールプロパントリメタクリレート、エチレングリコールジメタクリレート、ジアリルフタレート、ジビニルベンゼン、ジイソプロペニルベンゼン、N,N’−m−フェニレンビスマレイミド、ポリブタジエン等があげられる。これらの架橋助剤は単独で使用してもよいし、2種以上を併用してもよい。
【0028】
熱伝導性シート1には、片側あるいは両面に粘着層を付与してもよい。粘着層としては、特に限定されるものではなく、例えばアクリル樹脂系、シリコーン樹脂系などの公知の粘着剤が例示できる
【実施例】
【0029】
以下、実施例及び比較例により、本発明を更に詳細に説明するが、これに限定されるものではない。
【0030】
(実施例1)(1)熱伝導性樹脂層10として、INFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)50重量部(57.7体積部)、黒鉛(新越化成株式会社 WF−025 平均粒径=25μm、密度=2.2g/cm3)50重量部(22.7体積部)からなる樹脂組成物を調整した。(2)次に、上記で調整した各樹脂組成物を用いて、Tダイ共押出製膜機により、熱伝導性樹脂層10の単層構成の層を、押出成形により総厚420μmの熱伝導性シート1に(架橋前)を製造し、加速電圧165kV、照射線量200kGyの電子線を2回照射し、実施例1の熱伝導性シート1を得た。
【0031】
(実施例2)導電性熱伝導性樹脂層10としてINFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)50重量部(57.7体積部)、黒鉛(新越化成株式会社 WF−025 平均粒径=25μm、密度=2.2g/cm3)50重量部(22.7体積部)からなる樹脂組成物を調整し、樹脂組成物を調整する際に、トリアリルイソシアヌレート(TAIC)(日本化成株式会社)を1質量部(0.86体積部)添加した以外は、実施例1と同様にして、実施例2の熱伝導性シート1を得た。
【0032】
(実施例3)導電性熱伝導性樹脂層10として、INFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)33重量部(38.1体積部)、酸化亜鉛(堺化学工業株式会社 LPZINC−11 平均粒径=11μm)67重量部(119.6体積部)からなる樹脂組成物を調整し、トリアリルイソシアヌレート(TAIC)(日本化成株式会社)を1重量部(0.86体積部)添加した以外は、実施例1と同様にして、実施例3の熱伝導性シート1を得た。
【0033】
(比較例1)(1)熱伝導性樹脂組成物として、INFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)50重量部(57.7体積部)、黒鉛(新越化成株式会社 WF−025 平均粒径=25μm、密度=2.2g/cm3)50重量部(22.7体積部)からなる樹脂組成物を調整した。(2)次に、上記で調整した樹脂組成物を用いて、Tダイ押出製膜機により押出製膜して、厚み420μmのシートを製造し、比較例1の熱伝導性シート1を得た。
【0034】
(比較例2)熱伝導性樹脂組成物として、INFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)50重量部(57.7体積部)、黒鉛(新越化成株式会社 WF−025 平均粒径=25μm、密度=2.2g/cm3)50重量部(22.7体積部)からなる樹脂組成物を調整し、トリアリルイソシアヌレート(TAIC)(日本化成株式会社)を1重量部(0.86体積部)添加し、シートの厚みを250μmとした以外は、比較例1と同様にして、比較例2の熱伝導性シート1を得た。
【0035】
(評価方法)加熱収縮率、熱伝導率で評価した。
【0036】
(測定方法)加熱収縮率は250℃のタルクバスに3分間放置した後、長さの変化から加熱収縮率を測定した。熱伝導率は、Netzsch Nanoflash LFA447を用いた。加熱収縮率、熱伝導率を表1に示す。
【0037】
【表1】

【0038】
(評価結果)本発明の熱伝導性シートである実施例1〜3では、熱伝導性シートとして充分な熱伝導率を有し、しかも加熱収縮率は5%以下であり、電子線照射により耐熱性が向上していた。比較例1〜2では、熱伝導性シートとして充分な熱伝導率を有していたが、加熱収縮率は5%以上であり、耐熱性が不足していた。
【産業上の利用可能性】
【0039】
(産業上の利用可能性)本発明は、熱が発生する電子機器、部品や集積回路に利用することができる。しかしながら、高い熱伝導率を必要とする用途であれば、特に限定されるものではない。
【符号の説明】
【0040】
1:熱伝導性シート
10:熱伝導性樹脂層
11:熱可塑性樹脂
13:熱伝導性フィラー
【技術分野】
【0001】
本発明は、熱伝導性シートに関し、さらに詳しくは、電気電子機器の各種半導体素子や電源、光源、ヒーター、部品などの熱源にて発生する熱を外部に放散又は拡散させる熱伝導性、耐熱性及び低コスト性を兼ね備えた熱伝導性シートに関するものである。
【0002】
本明細書において、配合を示す「比」、「部」、「%」などは特に断わらない限り質量基準であり、「/」印は一体的に積層されていることを示す。また、「EB」は「電子線」、「LL」は「直鎖状低密度ポリエチレン」、及び「SBR」は「スチレン−ブタジエンラバー」の略語、機能的表現、通称、又は業界用語である。また、「表面抵抗値の単位Ωは当業界では通常Ω/□とも表示される。
【背景技術】
【0003】
(背景技術)近年、電気電子機器の高性能化、小型化及び軽量化に伴い、電気電子機器及び部品の集積度が高まっている。電子機器や部品の集積度が高まると、より小さい区域により多くの部品や集積回路が組み込まれるので、熱が逃げきれずに高温になってしまい、電子機器の故障や誤動作を生じることがある。従って、これらの電子機器や電子部品等から発生する熱を効果的に拡散させ、外部へ放散させる放熱対策が課題になっている。電気電子機器や部品の放熱対策としては、機器や個々の集積回路にもホットスポットの形成を防ぐために放熱体を設ける。発熱源となる発熱性電子部品等の被装着部位の凹凸に柔軟に追従させて、発熱性電子部品等に密着した状態で取り付けられる。例えば、トランジスタやサイリスタ等の発熱性電子部品等にはヒートシンク等の放熱部材を、熱伝導性の良好な熱伝導性シート(放熱シートともいう)を介して取り付ける。しかしながら、発熱性電子部品から発生する熱を効率良く放熱部材へ伝導させて放熱させる熱伝導性シートには、高い熱伝導率が求められ、かつ、高い耐熱性も求められている。また、電気を使用する電気電子機器及び部品用なので、効率よく大量に製造することができる低コスト性も求められている。
即ち、熱伝導性シートは、高い熱伝導率、高い耐熱性、低コストが求められている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平09−321185号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
(従来技術)従来、熱伝導性シートの構成材料としては、マトリックス成分としてシリコーンが多く用いられている(例えば、特許文献1参照。)。しかしながら、マトリックス成分としてシリコーンを用いると、熱伝導性、柔軟性、耐熱性に優れた熱伝導性シートを得ることができる。しかし、シリコーンは他の高分子材料と比べて高価であり、さらには、シロキサンによる電子機器の接点不良などの不具合が生じ得るという問題点があり、また、価格及びシロキサン対策から、シリコーンの代わりにポリオレフィン系樹脂等を用い場合には、熱伝導性シートとして必要な耐熱性が不足するという欠点がある。
【0006】
そこで、本発明は上記のような問題点を解消するために、本発明者らは鋭意研究を進め、本発明の完成に至ったものである。その目的は、高い熱伝導率、高い耐熱性、低コストな熱伝導性シートを提供することである。
【課題を解決するための手段】
【0007】
上記の課題を解決するために、本発明の請求項1の発明に係わる熱伝導性シートは、熱伝導性フィラーと熱可塑性樹脂との体積基準での配合割合が熱伝導性フィラー:熱可塑性樹脂=10〜90:90〜10からなる熱伝導性樹脂層からなり、前記熱伝導性樹脂層が電子線の照射で架橋させてなるように、したものである。
請求項2の発明に係わる熱伝導性シートは、上記熱可塑性樹脂がエチレン及びオクテンを主成分としたブロックコポリマーであるように、したものである。
請求項3の発明に係わる熱伝導性シートは、250℃下に3分間静置後の加熱収縮率が5%以下であるように、したものである。
請求項4の発明に係わる熱伝導性シートの製造方法は、請求項1〜3のいずれかに記載の熱伝導性シートの製造方法であって、(1)上記熱伝導性樹脂層を押出法で成膜する工程と、(2)電子線を照射して前記熱伝導性樹脂層を架橋する架橋工程と、からなるように、したものである。
【発明の効果】
【0008】
請求項1の本発明によれば、高い熱伝導率、高い耐熱性の効果を奏する。
請求項2の本発明によれば、より安定して架橋し、高くかつ安定した耐熱性の効果を奏する。
請求項3の本発明によれば、加熱収縮率が少ないので、微細で高精度な電子機器や部品にも使用できる効果を奏する。
請求項4の本発明によれば、公知で安定した加工工程である押出成形、及び電子線架橋技術を用いれるので、低コストで製造できる効果を奏する。
【図面の簡単な説明】
【0009】
【図1】本願発明の1実施例を示す熱伝導性シートの断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施形態について、図面を参照しながら、詳細に説明する。
【0011】
(熱伝導性シート)本願発明の熱伝導性シート1は図1に示すように、熱伝導性フィラー13と熱可塑性樹脂11とを含む熱伝導性樹脂層10からなり、該熱伝導性樹脂層10を電子線の照射で架橋させている。
【0012】
(熱可塑性樹脂)熱可塑性樹脂11は熱可塑性を有するということで、通常耐熱性が低いという欠点がある。そこで電子線(EB)を照射することで、架橋構造を構成させて、耐熱寸法安定性、耐溶融性などの耐熱物性の向上を発現させる。そこで、本願発明に用いる熱可塑性樹脂11は電子線(EB)を照射して架橋構造とすることで、上記の耐熱物性を満足させられるので、即ち、熱可塑性かつ架橋性を有する樹脂で熱可塑性架橋樹脂ともいえる。
【0013】
(熱可塑性架橋樹脂)熱可塑性架橋樹脂には、100eVの吸収エネルギーにより架橋結合される分子の数として数値化されたG(x)値があり、G(x)値が高いほど架橋性が高く、逆に分解性の指標としてはG(s)値などがあり、本願発明に用いる熱可塑性樹脂11、21としては、ポリマー材料固有のG(x)値が1.0以上のものが好ましく、電子線(EB)を照射して架橋構造とすることで、耐熱物性が向上できる。熱可塑性架橋樹脂としては、例えば、低密度ポリエチレン、直鎖状低密度ポリエチレン、イソプレンラバー、スチレン−ブタジエンラバー、クロロプレンラバーなどがあげられる。なかでも、熱伝導性フィラーをコンパウンド化などの混練化しやすさや、樹脂自身が柔軟性な材料であることから、直鎖状低密度ポリエチレンが好ましく、特に本願発明では、熱可塑性樹脂11としては、エチレン及びオクテンを主成分としたブロックコポリマーを用いる。
【0014】
(エチレン−オクテンブロックコポリマー)熱可塑性樹脂11のメルトインデックスとしては1〜30g/10分が好ましく、より好ましくは5〜20g/10分である。メルトインデックスが高すぎると樹脂の流動性が過剰になって一定の厚さの成膜が得られず、メルトインデックスが低すぎると樹脂の流動性が不足し、安定した押出成形が難しくなる。
【0015】
密度としては0.85〜0.90g/cm3が好ましい。密度が低いと、樹脂の柔軟性、粘着性が高くなり過ぎ、押出加工による成膜に支障をきたしたり、通常巻き取り状で加工するが、巻き解せなくなってりする。密度が高過ぎる場合は、樹脂とフィラーの密着性が低下し、気泡を含んだり、剥離したりしてしまう。また、シートの柔軟性が低下するため、安定した押出成形が難しく、製品の取扱い性も低下し、製品とヒートシンクとの密着性が低下して熱伝導性も低下する危険性がある。
【0016】
DSC融点としては110〜140℃の樹脂が好適である。樹脂のDSC融点が低いと、熱伝導性シートとして必要な耐熱性が不足し、高いと密度が高くなり、柔軟性低下に繋がる。
【0017】
このようなエチレン及びオクテンを主成分としたブロックコポリマーの市販例としてはダウ・ケミカル社のINFUSE D9507.10等が挙げられる。
【0018】
(熱伝導性フィラー)熱伝導性フィラー13としては、特に限定されず、導電性のフィラー、絶縁性のフィラー等を用いることができる。導電性のフィラーとしては、銅、銀、鉄、アルミニウム、ニッケル等の金属充填材;チタン等の金属合金充填材;カーボン等の炭素系充填材等が挙げられる。また無機充填材粒子に銀や銅等の金属材料を表面被覆したもの;金属充填材粒子に無機材料や炭素材料を表面被覆したもの等も挙げられる。絶縁性のフィラーとしては、アルミナ、酸化マグネシウム、酸化ベリリウム、酸化チタン等の酸化物類;窒化ホウ素、窒化ケイ素、窒化アルミニウム等の窒化物類;炭化ケイ素等の炭化物類;ダイヤモンド等の絶縁性炭素系充填材;石英、石英ガラス等のシリカ粉類が挙げられる。熱伝導性フィラー13は単独、又は2種類以上を併用しても良い。
【0019】
導電性熱伝導性フィラー13の配合量は、熱伝導性のフィラーと熱可塑性樹脂との体積基準での配合割合が熱伝導性のフィラー:熱可塑性樹脂=10〜90:90〜10とする。導電性熱伝導性フィラー13の含有量が10体積%未満であると効率的な熱伝導性を得にくくなり、90体積%を超えると樹脂組成物の柔軟性が低下し、発熱体や放熱体の表面の凹凸への密着追従性が悪く接触熱抵抗が増大し効率的な熱伝導性が得られなくなる。より好ましくは15〜60体積%である。
【0020】
(添加剤)熱伝導性樹脂層10の熱伝導性樹脂組成物には、必要に応じて物性調整剤、可塑剤等が加えられても良い。上記物性調整剤としては、例えば、ビニルトリエトキシシラン、3−アミノプロピルトリエトキシシラン等の各種シランカップリング剤が挙げられる。上記可塑剤としては、例えば、リン酸トリブチル、リン酸トリクレジル等のリン酸エステル類;フタル酸ジオクチル等のフタル酸エステル類;グリセリンモノオレイル酸エステル等の脂肪酸一塩基酸エステル類;アジピン酸ジオクチル等の脂肪酸二塩基酸エステル類;ポリプロピレングリコール類やポリエチレングリコール類等のポリエーテル類;ポリα−オレフィン等の液状炭化水素類;クロロフルオロカーボン類;シリコンオイル等の従来公知の可塑剤が挙げられ、これらは単独、又は2種以上を併用してもよい。さらに、難燃剤、タレ防止剤、酸化防止剤、老化防止剤、紫外線吸収剤、着色剤、溶剤、香料、顔料、染料等が添加されても良い。
【0021】
(厚さ)本願発明の熱伝導性シート1の厚みは、10〜800μmが好ましい。より好ましくは、50〜600μmが好ましい。10μm未満では、成形安定性が低くなり、厚み精度が低下する。800μmを超えると、押出成形による製造が難しくなる。
【0022】
(製造方法)本願発明の熱伝導性シート1の製造方法は、(1)上記熱伝導性樹脂層を押出法で成膜する工程と、(2)電子線を照射して前記熱伝導性樹脂層を架橋する架橋工程と、からなる。押出成形、及び電子線照射工程は公知で安定した加工工程であり、高品質な熱伝導性シート1を低コストで製造することができる。
【0023】
(押出法)熱伝導性樹脂層10の層を押出法で成膜する。押出法による熱伝導性シート1(架橋前)の製造には、Tダイ共押出機、カレンダー成形機、インフレ−ション共押出機等を使用して押出成形することができる。好ましくはTダイ共押出機である。
【0024】
熱伝導性シート1の製造にあたっては、事前にエチレンおよびオクテンを主成分としたブロックコポリマーである熱可塑性樹脂11と熱伝導性フィラー13とを混合・混練した導電性熱伝導性樹脂層10組成物とする。熱伝導性樹脂層10組成物を製造するために、必要に応じてその他成分を混練・混合させてもよい。混練・混合させる方法としては、特に限定されるものではなく、例えば、混練機、押出機、ミキサー、ロール、ニーダー、攪拌機等の一般的な装置を用いることが出来る。また、必要に応じて混練・混合時に装置内を減圧、脱気しても良い。
【0025】
(厚さ)熱伝導性シート1の総厚みは、10〜800μmが好ましい。より好ましくは、50〜600μmが好ましい。10μm未満では、成形安定性が低くなり、厚み精度が低下する。800μmを超えると、押出成形による製造が難しくなる。
【0026】
(電子線照射)共押出法で成膜した熱伝導性シート1(架橋前)は、電子線を照射して架橋処理を行い熱可塑性樹脂11を架橋させる。架橋処理を行うことで、熱伝導シートの耐熱性を高めることができる。電子線源としては、コックロフトワルトン型、パンデグラフ型、共振変圧器型、絶縁コア変圧器型、直線型、ダイナミトロン型、高周波型等の各種電子線加速器を用いることができる。
【0027】
架橋効率を高めるために、導電性熱伝導性樹脂層10及び/又は絶縁性熱伝導性樹脂層20に架橋助剤等を添加しても良い。架橋助剤の種類は特に限定されるものではないが、例えば、トリアリルイソシアヌレート、トリアリルシアヌレート、トリメタアリルイソシアヌレート、ジアリルモノグリシジルイソシアヌレート、トリメチロールプロパントリメタクリレート、エチレングリコールジメタクリレート、ジアリルフタレート、ジビニルベンゼン、ジイソプロペニルベンゼン、N,N’−m−フェニレンビスマレイミド、ポリブタジエン等があげられる。これらの架橋助剤は単独で使用してもよいし、2種以上を併用してもよい。
【0028】
熱伝導性シート1には、片側あるいは両面に粘着層を付与してもよい。粘着層としては、特に限定されるものではなく、例えばアクリル樹脂系、シリコーン樹脂系などの公知の粘着剤が例示できる
【実施例】
【0029】
以下、実施例及び比較例により、本発明を更に詳細に説明するが、これに限定されるものではない。
【0030】
(実施例1)(1)熱伝導性樹脂層10として、INFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)50重量部(57.7体積部)、黒鉛(新越化成株式会社 WF−025 平均粒径=25μm、密度=2.2g/cm3)50重量部(22.7体積部)からなる樹脂組成物を調整した。(2)次に、上記で調整した各樹脂組成物を用いて、Tダイ共押出製膜機により、熱伝導性樹脂層10の単層構成の層を、押出成形により総厚420μmの熱伝導性シート1に(架橋前)を製造し、加速電圧165kV、照射線量200kGyの電子線を2回照射し、実施例1の熱伝導性シート1を得た。
【0031】
(実施例2)導電性熱伝導性樹脂層10としてINFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)50重量部(57.7体積部)、黒鉛(新越化成株式会社 WF−025 平均粒径=25μm、密度=2.2g/cm3)50重量部(22.7体積部)からなる樹脂組成物を調整し、樹脂組成物を調整する際に、トリアリルイソシアヌレート(TAIC)(日本化成株式会社)を1質量部(0.86体積部)添加した以外は、実施例1と同様にして、実施例2の熱伝導性シート1を得た。
【0032】
(実施例3)導電性熱伝導性樹脂層10として、INFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)33重量部(38.1体積部)、酸化亜鉛(堺化学工業株式会社 LPZINC−11 平均粒径=11μm)67重量部(119.6体積部)からなる樹脂組成物を調整し、トリアリルイソシアヌレート(TAIC)(日本化成株式会社)を1重量部(0.86体積部)添加した以外は、実施例1と同様にして、実施例3の熱伝導性シート1を得た。
【0033】
(比較例1)(1)熱伝導性樹脂組成物として、INFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)50重量部(57.7体積部)、黒鉛(新越化成株式会社 WF−025 平均粒径=25μm、密度=2.2g/cm3)50重量部(22.7体積部)からなる樹脂組成物を調整した。(2)次に、上記で調整した樹脂組成物を用いて、Tダイ押出製膜機により押出製膜して、厚み420μmのシートを製造し、比較例1の熱伝導性シート1を得た。
【0034】
(比較例2)熱伝導性樹脂組成物として、INFUSE D9507.10(ダウ・ケミカル社、メルトインデックス=5g/10分、密度=0.866g/cm3、DSC融点=119℃)50重量部(57.7体積部)、黒鉛(新越化成株式会社 WF−025 平均粒径=25μm、密度=2.2g/cm3)50重量部(22.7体積部)からなる樹脂組成物を調整し、トリアリルイソシアヌレート(TAIC)(日本化成株式会社)を1重量部(0.86体積部)添加し、シートの厚みを250μmとした以外は、比較例1と同様にして、比較例2の熱伝導性シート1を得た。
【0035】
(評価方法)加熱収縮率、熱伝導率で評価した。
【0036】
(測定方法)加熱収縮率は250℃のタルクバスに3分間放置した後、長さの変化から加熱収縮率を測定した。熱伝導率は、Netzsch Nanoflash LFA447を用いた。加熱収縮率、熱伝導率を表1に示す。
【0037】
【表1】
【0038】
(評価結果)本発明の熱伝導性シートである実施例1〜3では、熱伝導性シートとして充分な熱伝導率を有し、しかも加熱収縮率は5%以下であり、電子線照射により耐熱性が向上していた。比較例1〜2では、熱伝導性シートとして充分な熱伝導率を有していたが、加熱収縮率は5%以上であり、耐熱性が不足していた。
【産業上の利用可能性】
【0039】
(産業上の利用可能性)本発明は、熱が発生する電子機器、部品や集積回路に利用することができる。しかしながら、高い熱伝導率を必要とする用途であれば、特に限定されるものではない。
【符号の説明】
【0040】
1:熱伝導性シート
10:熱伝導性樹脂層
11:熱可塑性樹脂
13:熱伝導性フィラー
【特許請求の範囲】
【請求項1】
熱伝導性フィラーと熱可塑性樹脂との体積基準での配合割合が熱伝導性フィラー:熱可塑性樹脂=10〜90:90〜10からなる熱伝導性樹脂層からなり、前記熱伝導性樹脂層が電子線の照射で架橋させてなることを特徴とする熱伝導性シート。
【請求項2】
上記熱可塑性樹脂がエチレン及びオクテンを主成分としたブロックコポリマーであることを特徴とする請求項1に記載の熱伝導性シート。
【請求項3】
250℃下に3分間静置後の加熱収縮率が5%以下であることを特徴とする請求項1〜2のいずれかに記載の熱伝導性シート。
【請求項4】
請求項1〜3のいずれかに記載の熱伝導性シートの製造方法であって、(1)上記熱伝導性樹脂層を押出法で成膜する工程と、(2)電子線を照射して前記熱伝導性樹脂層を架橋する架橋工程と、からなることを特徴とする熱伝導性シートの製造方法。
【請求項1】
熱伝導性フィラーと熱可塑性樹脂との体積基準での配合割合が熱伝導性フィラー:熱可塑性樹脂=10〜90:90〜10からなる熱伝導性樹脂層からなり、前記熱伝導性樹脂層が電子線の照射で架橋させてなることを特徴とする熱伝導性シート。
【請求項2】
上記熱可塑性樹脂がエチレン及びオクテンを主成分としたブロックコポリマーであることを特徴とする請求項1に記載の熱伝導性シート。
【請求項3】
250℃下に3分間静置後の加熱収縮率が5%以下であることを特徴とする請求項1〜2のいずれかに記載の熱伝導性シート。
【請求項4】
請求項1〜3のいずれかに記載の熱伝導性シートの製造方法であって、(1)上記熱伝導性樹脂層を押出法で成膜する工程と、(2)電子線を照射して前記熱伝導性樹脂層を架橋する架橋工程と、からなることを特徴とする熱伝導性シートの製造方法。
【図1】

【公開番号】特開2011−54706(P2011−54706A)
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願番号】特願2009−201407(P2009−201407)
【出願日】平成21年9月1日(2009.9.1)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成23年3月17日(2011.3.17)
【国際特許分類】
【出願日】平成21年9月1日(2009.9.1)
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]