
熱伝導性シート
【課題】面方向の熱伝導性に優れ、さらに、低吸水性を実現できる熱伝導性シートを提供すること。
【解決手段】板状の窒化ホウ素粒子2を含有する熱伝導性シート1であり、熱伝導性シート1の厚み方向TDに直交する面方向(直交方向)SDの熱伝導率が、4W/m・K以上であり、吸水率が、3体積%以下である。この熱伝導性シート1は、厚み方向に直交する面方向の熱伝導性に優れ、さらには、吸水性が抑制されている。そのため、高温に曝した場合の破損を抑制でき、取扱性に優れながら、面方向の熱伝導性に優れる熱伝導性シート1として、種々の放熱用途に用いることができる。
【解決手段】板状の窒化ホウ素粒子2を含有する熱伝導性シート1であり、熱伝導性シート1の厚み方向TDに直交する面方向(直交方向)SDの熱伝導率が、4W/m・K以上であり、吸水率が、3体積%以下である。この熱伝導性シート1は、厚み方向に直交する面方向の熱伝導性に優れ、さらには、吸水性が抑制されている。そのため、高温に曝した場合の破損を抑制でき、取扱性に優れながら、面方向の熱伝導性に優れる熱伝導性シート1として、種々の放熱用途に用いることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱伝導性シート、詳しくは、パワーエレクトロニクス技術に用いられる熱伝導性シートに関する。
【背景技術】
【0002】
近年、ハイブリッドデバイス、高輝度LEDデバイス、電磁誘導加熱デバイスなどでは、半導体素子により電力を変換・制御するパワーエレクトロニクス技術が採用されている。パワーエレクトロニクス技術では、大電流を熱などに変換するため、半導体素子の近傍に配置される材料には、高い放熱性(高熱伝導性)が要求されている。
【0003】
例えば、板状の窒化ホウ素粉末およびアクリル酸エステル共重合樹脂を含有する熱伝導シートが提案されている(例えば、特許文献1参照。)。
【0004】
特許文献1の熱伝導シートでは、窒化ホウ素粉末は、その長軸方向(窒化ホウ素粉末の板厚に直交する方向)が、シートの厚み方向に沿うように配向されており、これによって、熱伝導性シートの厚み方向の熱伝導性を向上させている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−280496号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかるに、熱伝導性シートは、用途および目的によって、厚み方向に直交する直交方向(面方向)における高い熱伝導性が要求される場合がある。その場合には、特許文献1の熱伝導シートでは、窒化ホウ素粉末の長軸方向が、面方向に対して直交(交差)しているため、かかる面方向の熱伝導性が不十分であるという不具合がある。
【0007】
また、このような熱伝導性シートは、例えば、電子部品などに実装され、その電子部品がハンダリフローなどによりハンダ付けされるなど、高温に曝される場合がある。そのため、その加熱によって、熱伝導性シートに含まれる水分が急激に気化し、破損を生じることがないように、熱伝導性シートの吸水性を抑制することが要求される。
【0008】
本発明の目的は、面方向の熱伝導性に優れ、さらに、低吸水性を実現できる熱伝導性シートを提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明の熱伝導性シートは、板状の窒化ホウ素粒子を含有する熱伝導性シートであって、前記熱伝導性シートの厚み方向に対する直交方向の熱伝導率が、4W/m・K以上であり、吸水率が、3体積%以下であることを特徴としている。
【発明の効果】
【0010】
本発明の熱伝導性シートでは、厚み方向に直交する面方向の熱伝導性に優れ、さらには、吸水性が抑制されている。
【0011】
そのため、本発明の熱伝導性シートは、高温に曝した場合の破損を抑制でき、取扱性に優れながら、面方向の熱伝導性に優れる熱伝導性シートとして、種々の放熱用途に用いることができる。
【図面の簡単な説明】
【0012】
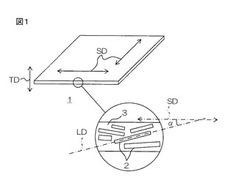
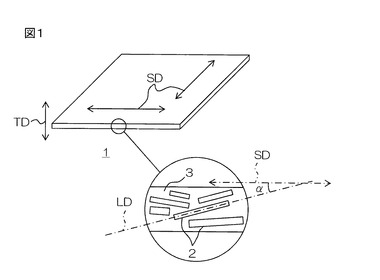
【図1】図1は、本発明の熱伝導性シートの一実施形態の斜視図を示す。
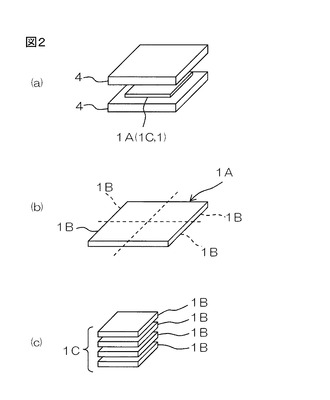
【図2】図2は、図1に示す熱伝導性シートの製造方法を説明するための工程図であって、(a)は、混合物または積層シートを熱プレスする工程、(b)は、プレスシートを複数個に分割する工程、(c)は、分割シートを積層する工程を示す。
【発明を実施するための形態】
【0013】
本発明の熱伝導性シートは、窒化ホウ素粒子を含有している。
【0014】
具体的には、熱伝導性シートは、窒化ホウ素(BN)粒子を必須成分として含有し、さらに、例えば、樹脂成分を含有している。
【0015】
窒化ホウ素粒子は、板状(あるいは鱗片状)に形成されており、熱伝導性シートにおいて所定方向(後述)に配向された形態で分散されている。
【0016】
窒化ホウ素粒子は、長手方向長さ(板の厚み方向に対する直交方向における最大長さ)の平均が、例えば、1〜100μm、好ましくは、3〜90μmである。また、窒化ホウ素粒子の長手方向長さの平均は、5μm以上、好ましくは、10μm以上、さらに好ましくは、20μm以上、とりわけ好ましくは、30μm以上、最も好ましくは、40μm以上であり、通常、例えば、100μm以下、好ましくは、90μm以下である。
【0017】
また、窒化ホウ素粒子の厚み(板の厚み方向長さ、つまり、粒子の短手方向長さ)の平均は、例えば、0.01〜20μm、好ましくは、0.1〜15μmである。
【0018】
また、窒化ホウ素粒子のアスペクト比(長手方向長さ/厚み)は、例えば、2〜10000、好ましくは、10〜5000である。
【0019】
そして、窒化ホウ素粒子の光散乱法によって測定される平均粒子径は、例えば、5μm以上、好ましくは、10μm以上、さらに好ましくは、20μm以上、とりわけ好ましくは、30μm以上、最も好ましくは、40μm以上であり、通常、100μm以下である。
【0020】
なお、光散乱法によって測定される平均粒子径は、動的光散乱式粒度分布測定装置にて測定される体積平均粒子径である。
【0021】
窒化ホウ素粒子の光散乱法によって測定される平均粒子径が上記範囲に満たないと、熱伝導性シートが脆くなり、取扱性が低下する場合がある。
【0022】
また、窒化ホウ素粒子の嵩密度(JIS K 5101、見かけ密度)は、例えば、0.3〜1.5g/cm3、好ましくは、0.5〜1.0g/cm3である。
【0023】
また、窒化ホウ素粒子は、市販品またはそれを加工した加工品を用いることができる。窒化ホウ素粒子の市販品としては、例えば、モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製の「PT」シリーズ(例えば、「PT−110」など)、昭和電工社製の「ショービーエヌUHP」シリーズ(例えば、「ショービーエヌUHP−1」など)などが挙げられる。
【0024】
樹脂成分は、窒化ホウ素粒子を分散できるもの、つまり、窒化ホウ素粒子が分散される分散媒体(マトリックス)であって、例えば、熱硬化性樹脂成分、熱可塑性樹脂成分などの樹脂成分が挙げられる。
【0025】
熱硬化性樹脂成分としては、例えば、エポキシ樹脂、熱硬化性ポリイミド、フェノール樹脂、ユリア樹脂、メラミン樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂、シリコーン樹脂、熱硬化性ウレタン樹脂などが挙げられる。
【0026】
熱可塑性樹脂成分としては、例えば、ポリオレフィン(例えば、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体など)、アクリル樹脂(例えば、ポリメタクリル酸メチルなど)、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合体、ポリ塩化ビニル、ポリスチレン、ポリアクリロニトリル、ポリアミド(ナイロン(登録商標))、ポリカーボネート、ポリアセタール、ポリエチレンテレフタレート、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルケトン、ポリアリルスルホン、熱可塑性ポリイミド、熱可塑性ウレタン樹脂、ポリアミノビスマレイミド、ポリアミドイミド、ポリエーテルイミド、ビスマレイミドトリアジン樹脂、ポリメチルペンテン、フッ化樹脂、液晶ポリマー、オレフィン−ビニルアルコール共重合体、アイオノマー、ポリアリレート、アクリロニトリル−エチレン−スチレン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体などが挙げられる。
【0027】
これら樹脂成分は、単独使用または2種類以上併用することができる。
【0028】
熱硬化性樹脂成分のうち、好ましくは、エポキシ樹脂が挙げられる。
【0029】
エポキシ樹脂は、常温において、液状、半固形状および固形状のいずれかの形態である。
【0030】
具体的には、エポキシ樹脂としては、例えば、ビスフェノール型エポキシ樹脂(例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水添加ビスフェノールA型エポキシ樹脂、ダイマー酸変性ビスフェノール型エポキシ樹脂など)、ノボラック型エポキシ樹脂(例えば、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂など)、ナフタレン型エポキシ樹脂、フルオレン型エポキシ樹脂(例えば、ビスアリールフルオレン型エポキシ樹脂など)、トリフェニルメタン型エポキシ樹脂(例えば、トリスヒドロキシフェニルメタン型エポキシ樹脂など)などの芳香族系エポキシ樹脂、例えば、トリエポキシプロピルイソシアヌレート(トリグリシジルイソシアヌレート)、ヒダントインエポキシ樹脂などの含窒素環エポキシ樹脂、例えば、脂肪族型エポキシ樹脂、例えば、脂環式エポキシ樹脂(例えば、ジシクロ環型エポキシ樹脂など)、例えば、グリシジルエーテル型エポキシ樹脂、例えば、グリシジルアミン型エポキシ樹脂などが挙げられる。
【0031】
これらエポキシ樹脂は、単独使用または2種以上併用することができる。
【0032】
また、エポキシ樹脂は、エポキシ当量が、例えば、100〜1000g/eqiv.、好ましくは、180〜700g/eqiv.であり、軟化温度(環球法)が、例えば、80℃以下(具体的には、20〜80℃)、好ましくは、70℃以下(具体的には、35〜70℃)である。
【0033】
また、エポキシ樹脂の80℃における溶融粘度は、例えば、10〜20000mPa・s、好ましくは、50〜10000mPa・sでもある。エポキシ樹脂を2種以上併用する場合には、それらの混合物としての溶融粘度が、上記した範囲内に設定される。
【0034】
また、エポキシ樹脂を2種以上併用する場合には、例えば、液状のエポキシ樹脂および固形状のエポキシ樹脂の組合せ、さらに好ましくは、液状の芳香族系エポキシ樹脂および固形状の芳香族系エポキシ樹脂の組合せなどが挙げられる。そのような組合せとして、具体的には、液状のビスフェノール型エポキシ樹脂および固形状のトリフェニルメタン型エポキシ樹脂の組合せ、または、液状のビスフェノール型エポキシ樹脂および固形状のビスフェノール型エポキシ樹脂の組合せが挙げられる。
【0035】
また、エポキシ樹脂として、好ましくは、半固形状のエポキシ樹脂の単独使用が挙げられ、さらに好ましくは、半固形状の芳香族系エポキシ樹脂の単独使用が挙げられる。そのようなエポキシ樹脂としては、より具体的には、半固形状のフルオレン型エポキシ樹脂が挙げられる。
【0036】
液状のエポキシ樹脂および固形状のエポキシ樹脂の組合せ、または、半固形状のエポキシ樹脂であれば、熱伝導性シートの段差追従性(後述)を向上させることができる。
【0037】
また、エポキシ樹脂を2種以上併用する場合には、軟化温度が、例えば、45℃未満、好ましくは、35℃以下の第1エポキシ樹脂と、軟化温度が、例えば、45℃以上、好ましくは、55℃以上の第2エポキシ樹脂とを併有される。これにより、樹脂成分(混合物)の動粘度(JIS K 7233に準拠、後述)を所望の範囲に設定することができ、熱伝導性シートの段差追従性を向上させることができる。
【0038】
また、エポキシ樹脂には、例えば、硬化剤および硬化促進剤を含有させて、エポキシ樹脂組成物として調製することができる。
【0039】
硬化剤は、加熱によりエポキシ樹脂を硬化させることができる潜在性硬化剤(エポキシ樹脂硬化剤)であって、例えば、イミダゾール化合物、アミン化合物、酸無水物化合物、アミド化合物、ヒドラジド化合物、イミダゾリン化合物などが挙げられる。また、上記の他に、フェノール化合物、ユリア化合物、ポリスルフィド化合物なども挙げられる。
【0040】
イミダゾール化合物としては、例えば、2−フェニルイミダゾール、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾールなどが挙げられる。
【0041】
アミン化合物としては、例えば、エチレンジアミン、プロピレンジアミン、ジエチレントリアミン、トリエチレンテトラミンなどの脂肪族ポリアミン、例えば、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホンなどの芳香族ポリアミンなどが挙げられる。
【0042】
酸無水物化合物としては、例えば、無水フタル酸、無水マレイン酸、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、4−メチル−ヘキサヒドロフタル酸無水物、メチルナジック酸無水物、ピロメリット酸無水物、ドデセニルコハク酸無水物、ジクロロコハク酸無水物、ベンゾフェノンテトラカルボン酸無水物、クロレンディック酸無水物などが挙げられる。
【0043】
アミド化合物としては、例えば、ジシアンジアミド、ポリアミドなどが挙げられる。
【0044】
ヒドラジド化合物としては、例えば、アジピン酸ジヒドラジドなどが挙げられる。
【0045】
イミダゾリン化合物としては、例えば、メチルイミダゾリン、2−エチル−4−メチルイミダゾリン、エチルイミダゾリン、イソプロピルイミダゾリン、2,4−ジメチルイミダゾリン、フェニルイミダゾリン、ウンデシルイミダゾリン、ヘプタデシルイミダゾリン、2−フェニル−4−メチルイミダゾリンなどが挙げられる。
【0046】
これら硬化剤は、単独使用または2種類以上併用することができる。
【0047】
硬化剤として、好ましくは、イミダゾール化合物が挙げられる。
【0048】
硬化促進剤としては、例えば、トリエチレンジアミン、トリ−2,4,6−ジメチルアミノメチルフェノールなどの3級アミン化合物、例えば、トリフェニルホスフィン、テトラフェニルホスホニウムテトラフェニルボレート、テトラ−n−ブチルホスホニウム−o,o−ジエチルホスホロジチオエートなどのリン化合物、例えば、4級アンモニウム塩化合物、例えば、有機金属塩化合物、例えば、それらの誘導体などが挙げられる。これら硬化促進剤は、単独使用または2種類以上併用することができる。
【0049】
エポキシ樹脂組成物における硬化剤の配合割合は、エポキシ樹脂100質量部に対して、例えば、0.5〜50質量部、好ましくは、1〜10質量部であり、硬化促進剤の配合割合は、例えば、0.1〜10質量部、好ましくは、0.2〜5質量部である。
【0050】
上記した硬化剤および/または硬化促進剤は、必要により、溶媒により溶解および/または分散された溶媒溶液および/または溶媒分散液として調製して用いることができる。
【0051】
溶媒としては、例えば、アセトン、メチルエチルケトンなどケトン類、例えば、酢酸エチルなどのエステル類、例えば、N,N−ジメチルホルムアミドなどのアミド類などの有機溶媒などが挙げられる。また、溶媒として、例えば、水、例えば、メタノール、エタノール、プロパノール、イソプロパノールなどのアルコール類などの水系溶媒も挙げられる。溶媒として、好ましくは、有機溶媒、さらに好ましくは、ケトン類、アミド類が挙げられる。
【0052】
熱可塑性樹脂成分のうち、好ましくは、ポリオレフィンが挙げられる。
【0053】
ポリオレフィンとして、好ましくは、ポリエチレン、エチレン−プロピレン共重合体が挙げられる。
【0054】
ポリエチレンとしては、例えば、低密度ポリエチレン、高密度ポリエチレンなどが挙げられる。
【0055】
エチレン−プロピレン共重合体としては、例えば、エチレンおよびプロピレンの、ランダム共重合体、ブロック共重合体またはグラフト共重合体などが挙げられる。
【0056】
これらポリオレフィンは、単独使用または2種以上併用することができる。
【0057】
また、ポリオレフィンの重量平均分子量および/または数平均分子量は、例えば、1000〜10000である。
【0058】
また、ポリオレフィンは、単独使用または複数併用することができる。
【0059】
また、樹脂成分のJIS K 7233(泡粘度計法)に準拠する動粘度試験(温度:25℃±0.5℃、溶媒:ブチルカルビトール、樹脂成分(固形分)濃度:40質量%)によって測定される動粘度は、例えば、0.22×10−4〜2.00×10−4m2/s、好ましくは、0.3×10−4〜1.9×10−4m2/s、さらに好ましくは、0.4×10−4〜1.8×10−4m2/sである。また、上記の動粘度を、例えば、0.22×10−4〜1.00×10−4m2/s、好ましくは、0.3×10−4〜0.9×10−4m2/s、さらに好ましくは、0.4×10−4〜0.8×10−4m2/sに設定することもできる。
【0060】
樹脂成分の動粘度が上記範囲を超える場合には、熱伝導性シートに優れた柔軟性および段差追従性(後述)を付与することができない場合がある。一方、樹脂成分の動粘度が上記範囲に満たない場合には、窒化ホウ素粒子を所定方向に配向させることができない場合がある。
【0061】
なお、JIS K 7233(泡粘度計法)に準拠する動粘度試験では、樹脂成分サンプルにおける泡の上昇速度と、標準サンプル(動粘度が既知)における泡の上昇速度とを比較し、上昇速度が一致する標準サンプルの動粘度が、樹脂成分の動粘度であると判定することにより、樹脂成分の動粘度を測定する。
【0062】
そして、熱伝導性シートにおいて、窒化ホウ素粒子の体積基準の含有割合(固形分、つまり、樹脂成分および窒化ホウ素粒子の総体積に対する窒化ホウ素粒子の体積百分率)は、例えば、35体積%以上、好ましくは、60体積%以上、好ましくは、75体積%以上、通常、例えば、95体積%以下、好ましくは、90体積%以下である。
【0063】
窒化ホウ素粒子の体積基準の含有割合が上記した範囲に満たない場合には、窒化ホウ素粒子を熱伝導性シートにおいて所定方向に配向させることができない場合がある。一方、窒化ホウ素粒子の体積基準の含有割合が上記した範囲を超える場合には、熱伝導性シートが脆くなり、取扱性および段差追従性が低下する場合がある。
【0064】
また、熱伝導性シートを形成する各成分(窒化ホウ素粒子および樹脂成分)総量(固形分総量)100質量部に対する窒化ホウ素粒子の質量基準の配合割合は、例えば、40〜95質量部、好ましくは、65〜90質量部であり、熱伝導性シートを形成する各成分総量100質量部に対する樹脂成分の質量基準の配合割合は、例えば、5〜60質量部、好ましくは、10〜35質量部である。なお、窒化ホウ素粒子の、樹脂成分100質量部に対する質量基準の配合割合は、例えば、60〜1900質量部、好ましくは、185〜900質量部でもある。
【0065】
また、2種のエポキシ樹脂(第1エポキシ樹脂および第2エポキシ樹脂)を併用する場合において、第1エポキシ樹脂の第2エポキシ樹脂に対する質量割合(第1エポキシ樹脂の質量/第2エポキシ樹脂の質量)は、各エポキシ樹脂(第1エポキシ樹脂および第2エポキシ樹脂)の軟化温度などに応じて適宜設定することができ、例えば、1/99〜99/1、好ましくは、10/90〜90/10である。
【0066】
なお、樹脂成分には、上記した各成分(重合物)の他に、例えば、ポリマー前駆体(例えば、オリゴマーを含む低分子量ポリマーなど)、および/または、モノマーが含まれる。
【0067】
図1は、本発明の熱伝導性シートの一実施形態の斜視図、図2は、図1に示す熱伝導性シートの製造方法を説明するための工程図を示す。
【0068】
次に、本発明の熱伝導性シートの一実施形態を製造する方法について、図1および図2を参照して説明する。
【0069】
この方法では、まず、上記した各成分を上記した配合割合で配合して、攪拌混合することにより、混合物を調製する。
【0070】
攪拌混合では、各成分を効率よく混合すべく、例えば、溶媒を上記した各成分とともに配合するか、または、例えば、加熱により樹脂成分(好ましくは、熱可塑性樹脂成分)を溶融させることができる。
【0071】
溶媒としては、上記と同様の有機溶媒が挙げられる。また、上記した硬化剤および/または硬化促進剤が溶媒溶液および/または溶媒分散液として調製されている場合には、攪拌混合において溶媒を追加することなく、溶媒溶液および/または溶媒分散液の溶媒をそのまま攪拌混合のための混合溶媒として供することができる。あるいは、攪拌混合において溶媒を混合溶媒としてさらに追加することもできる。
【0072】
溶媒を用いて攪拌混合する場合には、攪拌混合の後、溶媒を除去する。
【0073】
溶媒を除去するには、例えば、室温にて、1〜48時間放置するか、例えば、40〜100℃で、0.5〜3時間加熱するか、または、例えば、0.001〜50kPaの減圧雰囲気下で、20〜60℃で、0.5〜3時間加熱する。
【0074】
加熱により樹脂成分(好ましくは、熱可塑性樹脂成分)を溶融させる場合には、加熱温度が、例えば、樹脂成分の軟化温度付近またはそれを超過する温度であって、具体的には、40〜150℃、好ましくは、70〜140℃である。
【0075】
次いで、この方法では、得られた混合物を、熱プレスする。
【0076】
具体的には、図2(a)に示すように、混合物を、例えば、必要により、2枚の離型フィルム4を介して熱プレスすることにより、プレスシート1Aを得る。熱プレスの条件は、温度が、例えば、50〜150℃、好ましくは、60〜140℃であり、圧力が、例えば、1〜100MPa、好ましくは、5〜50MPaであり、時間が、例えば、0.1〜100分間、好ましくは、1〜30分間である。
【0077】
さらに好ましくは、混合物を真空熱プレスする。真空熱プレスにおける真空度は、例えば、1〜100Pa、好ましくは、5〜50Paであり、温度、圧力および時間は、上記した熱プレスのそれらと同様である。
【0078】
熱プレスにおける温度、圧力および/または時間が、上記した範囲外にある場合には、熱伝導性シート1の空隙率P(後述)を所望の値に調整できない場合がある。
【0079】
熱プレスにより得られるプレスシート1Aの厚みは、例えば、50〜1000μm、好ましくは、100〜800μmである。
【0080】
次いで、この方法では、図2(b)に示すように、プレスシート1Aを、複数個(例えば、4個)に分割して、分割シート1Bを得る(分割工程)。プレスシート1Aの分割では、厚み方向に投影したときに複数個に分断されるように、プレスシート1Aをその厚み方向に沿って切断する。なお、プレスシート1Aは、各分割シート1Bが厚み方向に投影されたときに同一形状となるように、切断する。
【0081】
次いで、この方法では、図2(c)に示すように、各分割シート1Bを、厚み方向に積層して、積層シート1Cを得る(積層工程)。
【0082】
その後、この方法では、図2(a)に示すように、積層シート1Cを、熱プレス(好ましくは、真空熱プレス)する(熱プレス工程)。熱プレスの条件は、上記した混合物の熱プレスの条件と同様である。
【0083】
熱プレス後の積層シート1Cの厚みは、例えば、1mm以下、好ましくは、0.8mm以下、通常、例えば、0.05mm以上、好ましくは、0.1mm以上である。
【0084】
その後、熱伝導性シート1において窒化ホウ素粒子2を樹脂成分3中に所定方向に効率的に配向させるべく、上記した分割工程(図2(b))、積層工程(図2(c))および熱プレス工程(図2(a))の一連の工程を、繰り返し実施する。繰返回数は、特に限定されず、窒化ホウ素粒子の充填状態に応じて適宜設定することができ、例えば、1〜10回、好ましくは、2〜7回である。
【0085】
これにより、熱伝導性シート1を得ることができる。
【0086】
得られた熱伝導性シート1の厚みは、例えば、1mm以下、好ましくは、0.8mm以下、通常、例えば、0.05mm以上、好ましくは、0.1mm以上である。
【0087】
また、熱伝導性シート1における窒化ホウ素粒子の体積基準の含有割合(固形分、つまり、樹脂成分および窒化ホウ素粒子の総体積に対する窒化ホウ素粒子の体積百分率)は、上記したように、例えば、35体積%以上(好ましくは、60体積%以上、さらに好ましくは、75体積%以上)、通常、95体積%以下(好ましくは、90体積%以下)である。
【0088】
窒化ホウ素粒子の含有割合が上記した範囲に満たない場合には、窒化ホウ素粒子を熱伝導性シートにおいて所定方向に配向させることができない場合がある。
【0089】
また、樹脂成分3が熱硬化性樹脂成分である場合には、例えば、上記した分割工程(図2(b))、積層工程(図2(c))および熱プレス工程(図2(a))の一連の工程を、未硬化状態(あるいは半硬化状態(Bステージ状態))で繰り返し実施し、その最終工程における熱プレス工程(図2(a))後に、未硬化(あるいは半硬化(Bステージ状態))の熱伝導性シート1を熱硬化させることによって、硬化後の熱伝導性シート1を作製する。
【0090】
熱伝導性シート1を熱硬化させるには、上記した熱プレスまたは乾燥機が用いられる。好ましくは、乾燥機が用いられる。かかる熱硬化の条件は、温度が、例えば、60〜250℃、好ましくは、80〜200℃であり、圧力が、例えば、100MPa以下、好ましくは、50MPa以下である。
【0091】
そして、このようにして得られた熱伝導性シート1において、図1およびその部分拡大模式図に示すように、窒化ホウ素粒子2の長手方向LDが、熱伝導性シート1の厚み方向TDに交差(直交)する面方向SDに沿って配向している。
【0092】
また、窒化ホウ素粒子2の長手方向LDが熱伝導性シート1の面方向SDに成す角度の算術平均(窒化ホウ素粒子2の熱伝導性シート1に対する配向角度α)は、例えば、25度以下、好ましくは、20度以下であり、通常、0度以上である。
【0093】
なお、窒化ホウ素粒子2の熱伝導性シート1に対する配向角度αは、熱伝導性シート1を厚み方向に沿ってクロスセクションポリッシャー(CP)により切断加工して、それにより現れる断面を走査型電子顕微鏡(SEM)で、200個以上の窒化ホウ素粒子2を観察できる視野の倍率で写真撮影し、得られたSEM写真より、窒化ホウ素粒子2の長手方向LDの、熱伝導性シート1の面方向SD(厚み方向TDに直交する方向)に対する傾斜角αを取得し、その平均値として算出される。
【0094】
これにより、熱伝導性シート1の面方向SDの熱伝導率は、4W/m・K以上、好ましくは、5W/m・K以上、より好ましくは、10W/m・K以上、さらに好ましくは、15W/m・K以上、とりわけ好ましくは、25W/m・K以上であり、通常、200W/m・K以下である。
【0095】
また、熱伝導性シート1の面方向SDの熱伝導率は、樹脂成分3が熱硬化性樹脂成分である場合に、熱硬化の前後において、実質的に同一である。
【0096】
熱伝導性シート1の面方向SDの熱伝導率が上記範囲に満たないと、面方向SDの熱伝導性が十分でないため、そのような面方向SDの熱伝導性が要求される放熱用途に用いることができない場合がある。
【0097】
なお、熱伝導性シート1の面方向SDの熱伝導率は、パルス加熱法により測定する。パルス加熱法では、キセノンフラッシュアナライザー「LFA−447型」(NETZSCH社製)が用いられる。
【0098】
また、熱伝導性シート1の厚み方向TDの熱伝導率は、例えば、0.5〜15W/m・K、好ましくは、1〜10W/m・Kである。
【0099】
なお、熱伝導性シート1の厚み方向TDの熱伝導率は、パルス加熱法、レーザーフラッシュ法またはTWA法により測定する。パルス加熱法では、上記と同様のものが用いられ、レーザーフラッシュ法では、「TC−9000」(アルバック理工社製)が用いられ、TWA法では、「ai−Phase mobile」(アイフェイズ社製)が用いられる。
【0100】
これにより、熱伝導性シート1の面方向SDの熱伝導率の、熱伝導性シート1の厚み方向TDの熱伝導率に対する比(面方向SDの熱伝導率/厚み方向TDの熱伝導率)は、例えば、1.5以上、好ましくは、3以上、さらに好ましくは、4以上であり、通常、20以下である。
【0101】
また、熱伝導性シート1には、図1において図示しないが、例えば、空隙(隙間)が形成されている。
【0102】
熱伝導性シート1における空隙の割合、すなわち、空隙率Pは、窒化ホウ素粒子2の含有割合(体積基準)、さらには、窒化ホウ素粒子2および樹脂成分3の混合物の熱プレス(図2(a))の温度、圧力および/または時間によって、調整することができ、具体的には、上記した熱プレス(図2(a))の温度、圧力および/または時間を上記範囲内に設定することにより、調整することができる。
【0103】
熱伝導性シート1における空隙率Pは、例えば、30体積%以下であり、好ましくは、10体積%以下である。
【0104】
上記した空隙率Pは、例えば、まず、熱伝導性シート1を厚み方向に沿ってクロスセクションポリッシャー(CP)により切断加工して、それにより現れる断面を、走査型電子顕微鏡(SEM)で、200倍で観察して、像を得、得られた像から、空隙部分と、それ以外の部分とを二値化処理し、次いで、熱伝導性シート1全体の断面積に対する空隙部分の面積比を算出することにより測定される。
【0105】
なお、熱伝導性シート1において、硬化後の空隙率P2は、硬化前の空隙率P1に対して、例えば、100%以下、好ましくは、50%以下である。
【0106】
空隙率P(P1)の測定には、樹脂成分3が熱硬化性樹脂成分である場合に、熱硬化前の熱伝導性シート1が用いられる。
【0107】
熱伝導性シート1の空隙率Pが上記した範囲内にあれば、熱伝導性シート1の段差追従性(後述)を向上させることができる。
【0108】
また、熱伝導性シート1の吸水率は、3体積%以下、好ましくは、2体積%以下である。
【0109】
なお、吸水率は、次の手順により測定できる。
【0110】
すなわち、50×50mmの大きさの熱伝導性シート1をサンプルとし、サンプルを真空乾燥機中で、120℃、3時間乾燥させ、デシケータ中で放冷後、乾燥質量を測定しM1とする。サンプルを蒸留水に室温で24時間浸漬してから取り出し、サンプル表面をろ紙でふきとり、すばやく秤量してM2とする。そして、熱伝導性シート1の密度をdとして、下記式により、吸水率を算出する。
【0111】
[(M2−M1)/(M1/d)]×100=吸水率(体積%)
また、密度dは、体積と質量とを測定することにより求めることができる。
【0112】
そして、吸水率が上記上限以下であれば、例えば、電子部品などに実装され、その電子部品がハンダリフローなどによりハンダ付けされるなど、高温に曝される場合にも、熱伝導性シート1の破損を抑制できる。
【0113】
また、熱伝導性シート1は、JIS K 5600−5−1の円筒形マンドレル法に準拠する耐屈曲性試験において、下記の試験条件で評価したときに、好ましくは、破断が観察されない。
【0114】
試験条件
試験装置:タイプI
マンドレル:直径10mm
屈曲角度:90度以上
熱伝導性シート1の厚み:0.3mm
さらに好ましくは、熱伝導性シート1は、上記した試験条件において、屈曲角度を180度に設定したときでも、破断が観察されない。
【0115】
なお、樹脂成分3が熱硬化性樹脂成分である場合には、屈曲性試験に供される熱伝導性シート1は、半硬化(Bステージ状態)の熱伝導性シート1(つまり、熱硬化前の熱伝導性シート1)である。
【0116】
上記した屈曲角度での耐屈曲性試験において熱伝導性シート1に破断が観察される場合には、熱伝導性シート1に優れた柔軟性を付与することができない場合がある。
【0117】
また、この熱伝導性シート1は、JIS K 7171(2008年)に準拠する3点曲げ試験において、下記の試験条件で評価したときに、例えば、破断が観察されない。
【0118】
試験条件
試験片:サイズ20mm×15mm
支点間距離:5mm
試験速度:20mm/min(圧子の押下速度)
曲げ角度:120度
評価方法:上記試験条件で試験したときの、試験片の中央部におけるクラックなどの破断の有無を目視にて観察する。
【0119】
なお、3点曲げ試験には、樹脂成分3が熱硬化性樹脂成分である場合に、熱硬化前の熱伝導性シート1が用いられる。
【0120】
従って、この熱伝導性シート1は、上記した3点曲げ試験において破断が観察されないことから、段差追従性が優れている。なお、段差追従性とは、熱伝導性シート1を、段差のある設置対象に設けるときに、その段差に沿って密着するように追従する特性である。
【0121】
また、熱伝導性シート1には、例えば、文字、記号などのマークを付着させることができる。つまり、熱伝導性シート1は、マーク付着性に優れている。マーク付着性とは、上記したマークを熱伝導性シート1に確実に付着させることができる特性である。
【0122】
マークは、具体的には、印刷、または、刻印などによって熱伝導性シート1に付着(塗布、定着または固着)される。
【0123】
印刷として、例えば、インクジェット印刷、凸版印刷、凹版印刷、レーザー印刷などが挙げられる。
【0124】
なお、インクジェット印刷、凸版印刷または凹版印刷によって、マークが印刷される場合には、例えば、マークの定着性を向上させるためのインク定着層を、熱伝導性シート1の表面(印刷側面)に設けることができる。
【0125】
また、レーザー印刷によって、マークが印刷される場合には、例えば、マークの定着性を向上させるためのトナー定着層を、熱伝導性シート1の表面(印刷側面)に設けることができる。
【0126】
刻印としては、例えば、レーザー刻印、打刻などが挙げられる。
【0127】
そして、この熱伝導性シート1では、柔軟性および面方向SDの熱伝導性に優れ、さらには、吸水性が抑制されている。
【0128】
そのため、高温に曝した場合の破損を抑制でき、取扱性に優れながら、面方向SDの熱伝導性に優れる熱伝導性シートとして、種々の放熱用途、具体的には、パワーエレクトロニクス技術に採用される熱伝導性シートとして、より詳しくは、例えば、LED放熱基板、電池用放熱材に適用される熱伝導性シートとして用いることができる。
【0129】
なお、上記した熱プレス工程(図2(a))では、例えば、複数のカレンダーロールなどによって、混合物および積層シート1Cを圧延することもできる。
【0130】
また、樹脂成分3が熱硬化性樹脂成分である場合には、上記のように熱硬化させることなく、本発明の熱伝導性シートを未硬化の熱伝導性シート1として得ることもできる。
【0131】
つまり、本発明の熱伝導性シートは、樹脂成分が熱硬化性樹脂成分である場合に、熱硬化の有無および時期は特に限定されず、例えば、上記したように積層工程(図2(c))後、あるいは、上記した熱プレス工程(図2(a)、混合物の熱プレスであって、熱硬化させない熱プレス)から所定期間が経過後、具体的には、パワーエレクトロニクス技術への適用時、または、その適用から所定期間経過後に、熱硬化させることもできる。
【実施例】
【0132】
以下に実施例を示し、本発明をさらに具体的に説明するが、本発明は、何ら実施例に限定されない。
【0133】
実施例1
PT−110(商品名、板状の窒化ホウ素粒子、平均粒子径(光散乱法)45μm、モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製)13.42gと、JER828(商品名、ビスフェノールA型エポキシ樹脂、液状、エポキシ当量184〜194g/eqiv.、軟化温度(環球法)25℃未満、溶融粘度(80℃)70mPa・s、ジャパンエポキシレジン社製)1g、および、EPPN−501HY(商品名、トリフェニルメタン型エポキシ樹脂、固形状、エポキシ当量163〜175g/eqiv.、軟化温度(環球法)57〜63℃、日本化薬社製)2gと、硬化剤(キュアゾール2PZ(商品名、四国化成社製)の5質量%メチルエチルケトン溶液)3g(固形分0.15g)(エポキシ樹脂であるJER828およびEPPN−501HYの総量に対して5質量%)とを配合して攪拌し、室温(23℃)で1晩放置して、メチルエチルケトン(硬化剤の分散媒)を揮発させて、半固形状の混合物を調製した。
【0134】
なお、上記の配合において、硬化剤を除く固形分(つまり、窒化ホウ素粒子と、エポキシ樹脂との固形分)の総体積に対する窒化ホウ素粒子の体積百分率(体積%)は、70体積%であった。
【0135】
次いで、得られた混合物をシリコーン処理した2枚の離型フィルムで挟み込み、それらを真空加熱プレス機によって、80℃、10Paの雰囲気(真空雰囲気)下、5トンの荷重(20MPa)で、2分間、熱プレスすることにより、厚み0.3mmのプレスシートを得た(図2(a)参照)。
【0136】
その後、得られたプレスシートを、プレスシートの厚み方向に投影したときに、複数個に分割されるように切断することにより分割シートを得(図2(b)参照)、続いて、分割シートを厚み方向に積層して積層シートを得た(図2(c)参照)。
【0137】
続いて、得られた積層シートを、上記と同様の真空加熱プレス機によって、上記と同様の条件で熱プレスした(図2(a)参照)。
【0138】
次いで、上記した切断、積層および熱プレスの一連の操作(図2参照)を、4回繰り返して、厚み0.3mmの熱伝導性シート(Bステージ)を得た。
【0139】
その後、得られた熱伝導性シートを、真空加熱プレス機によって、150℃、10Paの雰囲気(真空雰囲気)下、5トンの荷重(20MPa)で、60分間熱プレスすることによって、熱硬化させた。
【0140】
実施例2〜9および11〜16
表1〜表3の配合処方および製造条件に準拠して、実施例1と同様に処理して、熱伝導性シートを得た。
【0141】
実施例10
表2の配合処方に準拠して、各成分(窒化ホウ素粒子およびポリエチレン)を配合して攪拌することにより、混合物を調製した。すなわち、各成分の攪拌では、130℃に加熱して、ポリエチレンを溶融させた。
【0142】
次いで、得られた混合物をシリコーン処理した2枚の離型フィルムで挟み込み、それらを真空加熱プレス機によって、120℃、10Paの雰囲気(真空雰囲気)下、1トンの荷重(4MPa)で、2分間、熱プレスすることにより、厚み0.3mmのプレスシートを得た(図2(a)参照)。
【0143】
その後、得られたプレスシートを、プレスシートの厚み方向に投影したときに、複数個に分割されるように切断することにより分割シートを得(図2(b)参照)、続いて、分割シートを厚み方向に積層して積層シートを得た(図2(c)参照)。
【0144】
続いて、得られた積層シートを、上記と同様の真空加熱プレス機によって、上記と同様の条件で熱プレスした(図2(a)参照)。
【0145】
次いで、上記した切断、積層および加圧の一連の操作(図2参照)を、4回繰り返すことにより、厚み0.3mmの熱伝導性シートを得た。
【0146】
(評価)
1.熱伝導率
実施例1〜16により得られた熱伝導性シートについて、熱伝導率を測定した。
【0147】
すなわち、面方向(SD)における熱伝導率を、キセノンフラッシュアナライザー「LFA−447型」(NETZSCH社製)を用いるパルス加熱法により測定した。
【0148】
その結果を表1〜表3に示す。
2.吸水率
実施例1〜16により得られた熱伝導性シートについて、吸水率を測定した。
【0149】
なお、熱伝導性シートの密度を表1〜表3に示す。
【0150】
熱伝導性シート1を50×50mmの大きさに加工して、これをサンプルとし、サンプルを真空乾燥機中で、120℃、3時間乾燥させ、デシケータ中で放冷後、乾燥質量を測定しM1とした。
【0151】
その後、サンプルを蒸留水に室温で24時間浸漬してから取り出し、サンプル表面をろ紙でふきとり、すばやく秤量してM2とし、下記式により、吸水率を算出した。
【0152】
[(M2−M1)/(M1/d)]×100=吸水率(体積%)
その結果を表1〜表3に示す。
3.空隙率(P)
実施例1〜16の熱硬化前の熱伝導性シートの空隙率(P1)を下記の測定方法により測定した。
【0153】
空隙率の測定方法:まず、熱伝導性シートを厚み方向に沿ってクロスセクションポリッシャー(CP)により切断加工して、それにより現れる断面を、走査型電子顕微鏡(SEM)で、200倍で観察して、像を得た。その後、得られた像から、空隙部分と、それ以外の部分とを二値化処理し、次いで、熱伝導性シート全体の断面積に対する空隙部分の面積比を算出した。
【0154】
その結果を表1〜表3に示す。
4.段差追従性(3点曲げ試験)
実施例1〜16の熱硬化前の熱伝導性シートについて、下記試験条件における3点曲げ試験を、JIS K7171(2008年)に準拠して、実施することにより、段差追従性を下記の評価基準に従って評価した。その結果を表1〜表3に示す。
【0155】
試験条件
試験片:サイズ20mm×15mm
支点間距離:5mm
試験速度:20mm/min(圧子の押下速度)
曲げ角度:120度
(評価基準)
◎:破断が全く観察されなかった。
【0156】
○:破断がほとんど観察されなかった。
【0157】
×:破断が明確に観察された。
5.印刷マーク視認性(印刷マーク付着性:インクジェット印刷またはレーザー印刷によるマーク付着性)
実施例1〜16の熱伝導性シートに、インクジェット印刷およびレーザー印刷によって、マークを印刷し、かかるマークを観察した。
【0158】
その結果、実施例1〜16の熱伝導性シートのいずれについても、インクジェット印刷およびレーザー印刷の両方によるマークを良好に視認することができ、印刷マーク付着性が良好であることを確認した。
【0159】
【表1】

【0160】
【表2】
【0161】
【表3】
【0162】
表1〜表3における各成分中の数値は、特段の記載がない場合には、g数を示す。
【0163】
なお、表1〜表3の窒化ホウ素粒子の欄において、上段の数値は、窒化ホウ素粒子の配合質量(g)であり、中段の数値は、熱伝導性シートにおいて硬化剤を除く固形分(つまり、窒化ホウ素粒子と、エポキシ樹脂またはポリエチレンとの固形分)の総体積に対する窒化ホウ素粒子の体積百分率(体積%)であり、下段の数値は、熱伝導性シートの固形分(つまり、窒化ホウ素粒子と、エポキシ樹脂および硬化剤との固形分)の総体積に対する窒化ホウ素粒子の体積百分率(体積%)である。
【0164】
また、表1〜表3の各成分中、※印を付した成分について、以下にその詳細を記載する。
PT−110※1:商品名、板状の窒化ホウ素粒子、平均粒子径(光散乱法)45μm、モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製
UHP−1※2:商品名:ショービーエヌUHP−1、板状の窒化ホウ素粒子、平均粒子径(光散乱法)9μm、昭和電工社製
エポキシ樹脂A※3:オグソールEG(商品名)、ビスアリールフルオレン型エポキシ樹脂、半固形状、エポキシ当量294g/eqiv.、軟化温度(環球法)47℃、溶融粘度(80℃)1360mPa・s、大阪ガスケミカル社製
エポキシ樹脂B※4:JER828(商品名)、ビスフェノールA型エポキシ樹脂、液状、エポキシ当量184〜194g/eqiv.、軟化温度(環球法)25℃未満、溶融粘度(80℃)70mPa・s、ジャパンエポキシレジン社製
エポキシ樹脂C※5:JER1002(商品名)、ビスフェノールA型エポキシ樹脂、固形状、エポキシ当量600〜700g/eqiv.、軟化温度(環球法)78℃、溶融粘度(80℃)10000mPa・s以上(測定限界以上)、ジャパンエポキシレジン社製
エポキシ樹脂D※6:EPPN−501HY(商品名)、トリフェニルメタン型エポキシ樹脂、固形状、エポキシ当量163〜175g/eqiv.、軟化温度(環球法)57〜63℃、日本化薬社製
硬化剤※7:キュアゾール2PZ(商品名、四国化成社製)の5質量%メチルエチルケトン溶液
硬化剤※8:キュアゾール2P4MHZ−PW(商品名、四国化成社製)の5質量%メチルエチルケトン分散液
ポリエチレン※9:低密度ポリエチレン、重量平均分子量(Mw)4000、数平均分子量(Mn)1700、融点100℃〜105℃、Aldrich社製
【符号の説明】
【0165】
1 熱伝導性シート
2 窒化ホウ素粒子
3 樹脂成分
TD 厚み方向
SD 面方向(直交方向)
【技術分野】
【0001】
本発明は、熱伝導性シート、詳しくは、パワーエレクトロニクス技術に用いられる熱伝導性シートに関する。
【背景技術】
【0002】
近年、ハイブリッドデバイス、高輝度LEDデバイス、電磁誘導加熱デバイスなどでは、半導体素子により電力を変換・制御するパワーエレクトロニクス技術が採用されている。パワーエレクトロニクス技術では、大電流を熱などに変換するため、半導体素子の近傍に配置される材料には、高い放熱性(高熱伝導性)が要求されている。
【0003】
例えば、板状の窒化ホウ素粉末およびアクリル酸エステル共重合樹脂を含有する熱伝導シートが提案されている(例えば、特許文献1参照。)。
【0004】
特許文献1の熱伝導シートでは、窒化ホウ素粉末は、その長軸方向(窒化ホウ素粉末の板厚に直交する方向)が、シートの厚み方向に沿うように配向されており、これによって、熱伝導性シートの厚み方向の熱伝導性を向上させている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2008−280496号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかるに、熱伝導性シートは、用途および目的によって、厚み方向に直交する直交方向(面方向)における高い熱伝導性が要求される場合がある。その場合には、特許文献1の熱伝導シートでは、窒化ホウ素粉末の長軸方向が、面方向に対して直交(交差)しているため、かかる面方向の熱伝導性が不十分であるという不具合がある。
【0007】
また、このような熱伝導性シートは、例えば、電子部品などに実装され、その電子部品がハンダリフローなどによりハンダ付けされるなど、高温に曝される場合がある。そのため、その加熱によって、熱伝導性シートに含まれる水分が急激に気化し、破損を生じることがないように、熱伝導性シートの吸水性を抑制することが要求される。
【0008】
本発明の目的は、面方向の熱伝導性に優れ、さらに、低吸水性を実現できる熱伝導性シートを提供することにある。
【課題を解決するための手段】
【0009】
上記目的を達成するために、本発明の熱伝導性シートは、板状の窒化ホウ素粒子を含有する熱伝導性シートであって、前記熱伝導性シートの厚み方向に対する直交方向の熱伝導率が、4W/m・K以上であり、吸水率が、3体積%以下であることを特徴としている。
【発明の効果】
【0010】
本発明の熱伝導性シートでは、厚み方向に直交する面方向の熱伝導性に優れ、さらには、吸水性が抑制されている。
【0011】
そのため、本発明の熱伝導性シートは、高温に曝した場合の破損を抑制でき、取扱性に優れながら、面方向の熱伝導性に優れる熱伝導性シートとして、種々の放熱用途に用いることができる。
【図面の簡単な説明】
【0012】
【図1】図1は、本発明の熱伝導性シートの一実施形態の斜視図を示す。
【図2】図2は、図1に示す熱伝導性シートの製造方法を説明するための工程図であって、(a)は、混合物または積層シートを熱プレスする工程、(b)は、プレスシートを複数個に分割する工程、(c)は、分割シートを積層する工程を示す。
【発明を実施するための形態】
【0013】
本発明の熱伝導性シートは、窒化ホウ素粒子を含有している。
【0014】
具体的には、熱伝導性シートは、窒化ホウ素(BN)粒子を必須成分として含有し、さらに、例えば、樹脂成分を含有している。
【0015】
窒化ホウ素粒子は、板状(あるいは鱗片状)に形成されており、熱伝導性シートにおいて所定方向(後述)に配向された形態で分散されている。
【0016】
窒化ホウ素粒子は、長手方向長さ(板の厚み方向に対する直交方向における最大長さ)の平均が、例えば、1〜100μm、好ましくは、3〜90μmである。また、窒化ホウ素粒子の長手方向長さの平均は、5μm以上、好ましくは、10μm以上、さらに好ましくは、20μm以上、とりわけ好ましくは、30μm以上、最も好ましくは、40μm以上であり、通常、例えば、100μm以下、好ましくは、90μm以下である。
【0017】
また、窒化ホウ素粒子の厚み(板の厚み方向長さ、つまり、粒子の短手方向長さ)の平均は、例えば、0.01〜20μm、好ましくは、0.1〜15μmである。
【0018】
また、窒化ホウ素粒子のアスペクト比(長手方向長さ/厚み)は、例えば、2〜10000、好ましくは、10〜5000である。
【0019】
そして、窒化ホウ素粒子の光散乱法によって測定される平均粒子径は、例えば、5μm以上、好ましくは、10μm以上、さらに好ましくは、20μm以上、とりわけ好ましくは、30μm以上、最も好ましくは、40μm以上であり、通常、100μm以下である。
【0020】
なお、光散乱法によって測定される平均粒子径は、動的光散乱式粒度分布測定装置にて測定される体積平均粒子径である。
【0021】
窒化ホウ素粒子の光散乱法によって測定される平均粒子径が上記範囲に満たないと、熱伝導性シートが脆くなり、取扱性が低下する場合がある。
【0022】
また、窒化ホウ素粒子の嵩密度(JIS K 5101、見かけ密度)は、例えば、0.3〜1.5g/cm3、好ましくは、0.5〜1.0g/cm3である。
【0023】
また、窒化ホウ素粒子は、市販品またはそれを加工した加工品を用いることができる。窒化ホウ素粒子の市販品としては、例えば、モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製の「PT」シリーズ(例えば、「PT−110」など)、昭和電工社製の「ショービーエヌUHP」シリーズ(例えば、「ショービーエヌUHP−1」など)などが挙げられる。
【0024】
樹脂成分は、窒化ホウ素粒子を分散できるもの、つまり、窒化ホウ素粒子が分散される分散媒体(マトリックス)であって、例えば、熱硬化性樹脂成分、熱可塑性樹脂成分などの樹脂成分が挙げられる。
【0025】
熱硬化性樹脂成分としては、例えば、エポキシ樹脂、熱硬化性ポリイミド、フェノール樹脂、ユリア樹脂、メラミン樹脂、不飽和ポリエステル樹脂、ジアリルフタレート樹脂、シリコーン樹脂、熱硬化性ウレタン樹脂などが挙げられる。
【0026】
熱可塑性樹脂成分としては、例えば、ポリオレフィン(例えば、ポリエチレン、ポリプロピレン、エチレン−プロピレン共重合体など)、アクリル樹脂(例えば、ポリメタクリル酸メチルなど)、ポリ酢酸ビニル、エチレン−酢酸ビニル共重合体、ポリ塩化ビニル、ポリスチレン、ポリアクリロニトリル、ポリアミド(ナイロン(登録商標))、ポリカーボネート、ポリアセタール、ポリエチレンテレフタレート、ポリフェニレンオキシド、ポリフェニレンスルフィド、ポリスルホン、ポリエーテルスルホン、ポリエーテルエーテルケトン、ポリアリルスルホン、熱可塑性ポリイミド、熱可塑性ウレタン樹脂、ポリアミノビスマレイミド、ポリアミドイミド、ポリエーテルイミド、ビスマレイミドトリアジン樹脂、ポリメチルペンテン、フッ化樹脂、液晶ポリマー、オレフィン−ビニルアルコール共重合体、アイオノマー、ポリアリレート、アクリロニトリル−エチレン−スチレン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体、アクリロニトリル−スチレン共重合体などが挙げられる。
【0027】
これら樹脂成分は、単独使用または2種類以上併用することができる。
【0028】
熱硬化性樹脂成分のうち、好ましくは、エポキシ樹脂が挙げられる。
【0029】
エポキシ樹脂は、常温において、液状、半固形状および固形状のいずれかの形態である。
【0030】
具体的には、エポキシ樹脂としては、例えば、ビスフェノール型エポキシ樹脂(例えば、ビスフェノールA型エポキシ樹脂、ビスフェノールF型エポキシ樹脂、ビスフェノールS型エポキシ樹脂、水添加ビスフェノールA型エポキシ樹脂、ダイマー酸変性ビスフェノール型エポキシ樹脂など)、ノボラック型エポキシ樹脂(例えば、フェノールノボラック型エポキシ樹脂、クレゾールノボラック型エポキシ樹脂、ビフェニル型エポキシ樹脂など)、ナフタレン型エポキシ樹脂、フルオレン型エポキシ樹脂(例えば、ビスアリールフルオレン型エポキシ樹脂など)、トリフェニルメタン型エポキシ樹脂(例えば、トリスヒドロキシフェニルメタン型エポキシ樹脂など)などの芳香族系エポキシ樹脂、例えば、トリエポキシプロピルイソシアヌレート(トリグリシジルイソシアヌレート)、ヒダントインエポキシ樹脂などの含窒素環エポキシ樹脂、例えば、脂肪族型エポキシ樹脂、例えば、脂環式エポキシ樹脂(例えば、ジシクロ環型エポキシ樹脂など)、例えば、グリシジルエーテル型エポキシ樹脂、例えば、グリシジルアミン型エポキシ樹脂などが挙げられる。
【0031】
これらエポキシ樹脂は、単独使用または2種以上併用することができる。
【0032】
また、エポキシ樹脂は、エポキシ当量が、例えば、100〜1000g/eqiv.、好ましくは、180〜700g/eqiv.であり、軟化温度(環球法)が、例えば、80℃以下(具体的には、20〜80℃)、好ましくは、70℃以下(具体的には、35〜70℃)である。
【0033】
また、エポキシ樹脂の80℃における溶融粘度は、例えば、10〜20000mPa・s、好ましくは、50〜10000mPa・sでもある。エポキシ樹脂を2種以上併用する場合には、それらの混合物としての溶融粘度が、上記した範囲内に設定される。
【0034】
また、エポキシ樹脂を2種以上併用する場合には、例えば、液状のエポキシ樹脂および固形状のエポキシ樹脂の組合せ、さらに好ましくは、液状の芳香族系エポキシ樹脂および固形状の芳香族系エポキシ樹脂の組合せなどが挙げられる。そのような組合せとして、具体的には、液状のビスフェノール型エポキシ樹脂および固形状のトリフェニルメタン型エポキシ樹脂の組合せ、または、液状のビスフェノール型エポキシ樹脂および固形状のビスフェノール型エポキシ樹脂の組合せが挙げられる。
【0035】
また、エポキシ樹脂として、好ましくは、半固形状のエポキシ樹脂の単独使用が挙げられ、さらに好ましくは、半固形状の芳香族系エポキシ樹脂の単独使用が挙げられる。そのようなエポキシ樹脂としては、より具体的には、半固形状のフルオレン型エポキシ樹脂が挙げられる。
【0036】
液状のエポキシ樹脂および固形状のエポキシ樹脂の組合せ、または、半固形状のエポキシ樹脂であれば、熱伝導性シートの段差追従性(後述)を向上させることができる。
【0037】
また、エポキシ樹脂を2種以上併用する場合には、軟化温度が、例えば、45℃未満、好ましくは、35℃以下の第1エポキシ樹脂と、軟化温度が、例えば、45℃以上、好ましくは、55℃以上の第2エポキシ樹脂とを併有される。これにより、樹脂成分(混合物)の動粘度(JIS K 7233に準拠、後述)を所望の範囲に設定することができ、熱伝導性シートの段差追従性を向上させることができる。
【0038】
また、エポキシ樹脂には、例えば、硬化剤および硬化促進剤を含有させて、エポキシ樹脂組成物として調製することができる。
【0039】
硬化剤は、加熱によりエポキシ樹脂を硬化させることができる潜在性硬化剤(エポキシ樹脂硬化剤)であって、例えば、イミダゾール化合物、アミン化合物、酸無水物化合物、アミド化合物、ヒドラジド化合物、イミダゾリン化合物などが挙げられる。また、上記の他に、フェノール化合物、ユリア化合物、ポリスルフィド化合物なども挙げられる。
【0040】
イミダゾール化合物としては、例えば、2−フェニルイミダゾール、2−メチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾールなどが挙げられる。
【0041】
アミン化合物としては、例えば、エチレンジアミン、プロピレンジアミン、ジエチレントリアミン、トリエチレンテトラミンなどの脂肪族ポリアミン、例えば、メタフェニレンジアミン、ジアミノジフェニルメタン、ジアミノジフェニルスルホンなどの芳香族ポリアミンなどが挙げられる。
【0042】
酸無水物化合物としては、例えば、無水フタル酸、無水マレイン酸、テトラヒドロフタル酸無水物、ヘキサヒドロフタル酸無水物、4−メチル−ヘキサヒドロフタル酸無水物、メチルナジック酸無水物、ピロメリット酸無水物、ドデセニルコハク酸無水物、ジクロロコハク酸無水物、ベンゾフェノンテトラカルボン酸無水物、クロレンディック酸無水物などが挙げられる。
【0043】
アミド化合物としては、例えば、ジシアンジアミド、ポリアミドなどが挙げられる。
【0044】
ヒドラジド化合物としては、例えば、アジピン酸ジヒドラジドなどが挙げられる。
【0045】
イミダゾリン化合物としては、例えば、メチルイミダゾリン、2−エチル−4−メチルイミダゾリン、エチルイミダゾリン、イソプロピルイミダゾリン、2,4−ジメチルイミダゾリン、フェニルイミダゾリン、ウンデシルイミダゾリン、ヘプタデシルイミダゾリン、2−フェニル−4−メチルイミダゾリンなどが挙げられる。
【0046】
これら硬化剤は、単独使用または2種類以上併用することができる。
【0047】
硬化剤として、好ましくは、イミダゾール化合物が挙げられる。
【0048】
硬化促進剤としては、例えば、トリエチレンジアミン、トリ−2,4,6−ジメチルアミノメチルフェノールなどの3級アミン化合物、例えば、トリフェニルホスフィン、テトラフェニルホスホニウムテトラフェニルボレート、テトラ−n−ブチルホスホニウム−o,o−ジエチルホスホロジチオエートなどのリン化合物、例えば、4級アンモニウム塩化合物、例えば、有機金属塩化合物、例えば、それらの誘導体などが挙げられる。これら硬化促進剤は、単独使用または2種類以上併用することができる。
【0049】
エポキシ樹脂組成物における硬化剤の配合割合は、エポキシ樹脂100質量部に対して、例えば、0.5〜50質量部、好ましくは、1〜10質量部であり、硬化促進剤の配合割合は、例えば、0.1〜10質量部、好ましくは、0.2〜5質量部である。
【0050】
上記した硬化剤および/または硬化促進剤は、必要により、溶媒により溶解および/または分散された溶媒溶液および/または溶媒分散液として調製して用いることができる。
【0051】
溶媒としては、例えば、アセトン、メチルエチルケトンなどケトン類、例えば、酢酸エチルなどのエステル類、例えば、N,N−ジメチルホルムアミドなどのアミド類などの有機溶媒などが挙げられる。また、溶媒として、例えば、水、例えば、メタノール、エタノール、プロパノール、イソプロパノールなどのアルコール類などの水系溶媒も挙げられる。溶媒として、好ましくは、有機溶媒、さらに好ましくは、ケトン類、アミド類が挙げられる。
【0052】
熱可塑性樹脂成分のうち、好ましくは、ポリオレフィンが挙げられる。
【0053】
ポリオレフィンとして、好ましくは、ポリエチレン、エチレン−プロピレン共重合体が挙げられる。
【0054】
ポリエチレンとしては、例えば、低密度ポリエチレン、高密度ポリエチレンなどが挙げられる。
【0055】
エチレン−プロピレン共重合体としては、例えば、エチレンおよびプロピレンの、ランダム共重合体、ブロック共重合体またはグラフト共重合体などが挙げられる。
【0056】
これらポリオレフィンは、単独使用または2種以上併用することができる。
【0057】
また、ポリオレフィンの重量平均分子量および/または数平均分子量は、例えば、1000〜10000である。
【0058】
また、ポリオレフィンは、単独使用または複数併用することができる。
【0059】
また、樹脂成分のJIS K 7233(泡粘度計法)に準拠する動粘度試験(温度:25℃±0.5℃、溶媒:ブチルカルビトール、樹脂成分(固形分)濃度:40質量%)によって測定される動粘度は、例えば、0.22×10−4〜2.00×10−4m2/s、好ましくは、0.3×10−4〜1.9×10−4m2/s、さらに好ましくは、0.4×10−4〜1.8×10−4m2/sである。また、上記の動粘度を、例えば、0.22×10−4〜1.00×10−4m2/s、好ましくは、0.3×10−4〜0.9×10−4m2/s、さらに好ましくは、0.4×10−4〜0.8×10−4m2/sに設定することもできる。
【0060】
樹脂成分の動粘度が上記範囲を超える場合には、熱伝導性シートに優れた柔軟性および段差追従性(後述)を付与することができない場合がある。一方、樹脂成分の動粘度が上記範囲に満たない場合には、窒化ホウ素粒子を所定方向に配向させることができない場合がある。
【0061】
なお、JIS K 7233(泡粘度計法)に準拠する動粘度試験では、樹脂成分サンプルにおける泡の上昇速度と、標準サンプル(動粘度が既知)における泡の上昇速度とを比較し、上昇速度が一致する標準サンプルの動粘度が、樹脂成分の動粘度であると判定することにより、樹脂成分の動粘度を測定する。
【0062】
そして、熱伝導性シートにおいて、窒化ホウ素粒子の体積基準の含有割合(固形分、つまり、樹脂成分および窒化ホウ素粒子の総体積に対する窒化ホウ素粒子の体積百分率)は、例えば、35体積%以上、好ましくは、60体積%以上、好ましくは、75体積%以上、通常、例えば、95体積%以下、好ましくは、90体積%以下である。
【0063】
窒化ホウ素粒子の体積基準の含有割合が上記した範囲に満たない場合には、窒化ホウ素粒子を熱伝導性シートにおいて所定方向に配向させることができない場合がある。一方、窒化ホウ素粒子の体積基準の含有割合が上記した範囲を超える場合には、熱伝導性シートが脆くなり、取扱性および段差追従性が低下する場合がある。
【0064】
また、熱伝導性シートを形成する各成分(窒化ホウ素粒子および樹脂成分)総量(固形分総量)100質量部に対する窒化ホウ素粒子の質量基準の配合割合は、例えば、40〜95質量部、好ましくは、65〜90質量部であり、熱伝導性シートを形成する各成分総量100質量部に対する樹脂成分の質量基準の配合割合は、例えば、5〜60質量部、好ましくは、10〜35質量部である。なお、窒化ホウ素粒子の、樹脂成分100質量部に対する質量基準の配合割合は、例えば、60〜1900質量部、好ましくは、185〜900質量部でもある。
【0065】
また、2種のエポキシ樹脂(第1エポキシ樹脂および第2エポキシ樹脂)を併用する場合において、第1エポキシ樹脂の第2エポキシ樹脂に対する質量割合(第1エポキシ樹脂の質量/第2エポキシ樹脂の質量)は、各エポキシ樹脂(第1エポキシ樹脂および第2エポキシ樹脂)の軟化温度などに応じて適宜設定することができ、例えば、1/99〜99/1、好ましくは、10/90〜90/10である。
【0066】
なお、樹脂成分には、上記した各成分(重合物)の他に、例えば、ポリマー前駆体(例えば、オリゴマーを含む低分子量ポリマーなど)、および/または、モノマーが含まれる。
【0067】
図1は、本発明の熱伝導性シートの一実施形態の斜視図、図2は、図1に示す熱伝導性シートの製造方法を説明するための工程図を示す。
【0068】
次に、本発明の熱伝導性シートの一実施形態を製造する方法について、図1および図2を参照して説明する。
【0069】
この方法では、まず、上記した各成分を上記した配合割合で配合して、攪拌混合することにより、混合物を調製する。
【0070】
攪拌混合では、各成分を効率よく混合すべく、例えば、溶媒を上記した各成分とともに配合するか、または、例えば、加熱により樹脂成分(好ましくは、熱可塑性樹脂成分)を溶融させることができる。
【0071】
溶媒としては、上記と同様の有機溶媒が挙げられる。また、上記した硬化剤および/または硬化促進剤が溶媒溶液および/または溶媒分散液として調製されている場合には、攪拌混合において溶媒を追加することなく、溶媒溶液および/または溶媒分散液の溶媒をそのまま攪拌混合のための混合溶媒として供することができる。あるいは、攪拌混合において溶媒を混合溶媒としてさらに追加することもできる。
【0072】
溶媒を用いて攪拌混合する場合には、攪拌混合の後、溶媒を除去する。
【0073】
溶媒を除去するには、例えば、室温にて、1〜48時間放置するか、例えば、40〜100℃で、0.5〜3時間加熱するか、または、例えば、0.001〜50kPaの減圧雰囲気下で、20〜60℃で、0.5〜3時間加熱する。
【0074】
加熱により樹脂成分(好ましくは、熱可塑性樹脂成分)を溶融させる場合には、加熱温度が、例えば、樹脂成分の軟化温度付近またはそれを超過する温度であって、具体的には、40〜150℃、好ましくは、70〜140℃である。
【0075】
次いで、この方法では、得られた混合物を、熱プレスする。
【0076】
具体的には、図2(a)に示すように、混合物を、例えば、必要により、2枚の離型フィルム4を介して熱プレスすることにより、プレスシート1Aを得る。熱プレスの条件は、温度が、例えば、50〜150℃、好ましくは、60〜140℃であり、圧力が、例えば、1〜100MPa、好ましくは、5〜50MPaであり、時間が、例えば、0.1〜100分間、好ましくは、1〜30分間である。
【0077】
さらに好ましくは、混合物を真空熱プレスする。真空熱プレスにおける真空度は、例えば、1〜100Pa、好ましくは、5〜50Paであり、温度、圧力および時間は、上記した熱プレスのそれらと同様である。
【0078】
熱プレスにおける温度、圧力および/または時間が、上記した範囲外にある場合には、熱伝導性シート1の空隙率P(後述)を所望の値に調整できない場合がある。
【0079】
熱プレスにより得られるプレスシート1Aの厚みは、例えば、50〜1000μm、好ましくは、100〜800μmである。
【0080】
次いで、この方法では、図2(b)に示すように、プレスシート1Aを、複数個(例えば、4個)に分割して、分割シート1Bを得る(分割工程)。プレスシート1Aの分割では、厚み方向に投影したときに複数個に分断されるように、プレスシート1Aをその厚み方向に沿って切断する。なお、プレスシート1Aは、各分割シート1Bが厚み方向に投影されたときに同一形状となるように、切断する。
【0081】
次いで、この方法では、図2(c)に示すように、各分割シート1Bを、厚み方向に積層して、積層シート1Cを得る(積層工程)。
【0082】
その後、この方法では、図2(a)に示すように、積層シート1Cを、熱プレス(好ましくは、真空熱プレス)する(熱プレス工程)。熱プレスの条件は、上記した混合物の熱プレスの条件と同様である。
【0083】
熱プレス後の積層シート1Cの厚みは、例えば、1mm以下、好ましくは、0.8mm以下、通常、例えば、0.05mm以上、好ましくは、0.1mm以上である。
【0084】
その後、熱伝導性シート1において窒化ホウ素粒子2を樹脂成分3中に所定方向に効率的に配向させるべく、上記した分割工程(図2(b))、積層工程(図2(c))および熱プレス工程(図2(a))の一連の工程を、繰り返し実施する。繰返回数は、特に限定されず、窒化ホウ素粒子の充填状態に応じて適宜設定することができ、例えば、1〜10回、好ましくは、2〜7回である。
【0085】
これにより、熱伝導性シート1を得ることができる。
【0086】
得られた熱伝導性シート1の厚みは、例えば、1mm以下、好ましくは、0.8mm以下、通常、例えば、0.05mm以上、好ましくは、0.1mm以上である。
【0087】
また、熱伝導性シート1における窒化ホウ素粒子の体積基準の含有割合(固形分、つまり、樹脂成分および窒化ホウ素粒子の総体積に対する窒化ホウ素粒子の体積百分率)は、上記したように、例えば、35体積%以上(好ましくは、60体積%以上、さらに好ましくは、75体積%以上)、通常、95体積%以下(好ましくは、90体積%以下)である。
【0088】
窒化ホウ素粒子の含有割合が上記した範囲に満たない場合には、窒化ホウ素粒子を熱伝導性シートにおいて所定方向に配向させることができない場合がある。
【0089】
また、樹脂成分3が熱硬化性樹脂成分である場合には、例えば、上記した分割工程(図2(b))、積層工程(図2(c))および熱プレス工程(図2(a))の一連の工程を、未硬化状態(あるいは半硬化状態(Bステージ状態))で繰り返し実施し、その最終工程における熱プレス工程(図2(a))後に、未硬化(あるいは半硬化(Bステージ状態))の熱伝導性シート1を熱硬化させることによって、硬化後の熱伝導性シート1を作製する。
【0090】
熱伝導性シート1を熱硬化させるには、上記した熱プレスまたは乾燥機が用いられる。好ましくは、乾燥機が用いられる。かかる熱硬化の条件は、温度が、例えば、60〜250℃、好ましくは、80〜200℃であり、圧力が、例えば、100MPa以下、好ましくは、50MPa以下である。
【0091】
そして、このようにして得られた熱伝導性シート1において、図1およびその部分拡大模式図に示すように、窒化ホウ素粒子2の長手方向LDが、熱伝導性シート1の厚み方向TDに交差(直交)する面方向SDに沿って配向している。
【0092】
また、窒化ホウ素粒子2の長手方向LDが熱伝導性シート1の面方向SDに成す角度の算術平均(窒化ホウ素粒子2の熱伝導性シート1に対する配向角度α)は、例えば、25度以下、好ましくは、20度以下であり、通常、0度以上である。
【0093】
なお、窒化ホウ素粒子2の熱伝導性シート1に対する配向角度αは、熱伝導性シート1を厚み方向に沿ってクロスセクションポリッシャー(CP)により切断加工して、それにより現れる断面を走査型電子顕微鏡(SEM)で、200個以上の窒化ホウ素粒子2を観察できる視野の倍率で写真撮影し、得られたSEM写真より、窒化ホウ素粒子2の長手方向LDの、熱伝導性シート1の面方向SD(厚み方向TDに直交する方向)に対する傾斜角αを取得し、その平均値として算出される。
【0094】
これにより、熱伝導性シート1の面方向SDの熱伝導率は、4W/m・K以上、好ましくは、5W/m・K以上、より好ましくは、10W/m・K以上、さらに好ましくは、15W/m・K以上、とりわけ好ましくは、25W/m・K以上であり、通常、200W/m・K以下である。
【0095】
また、熱伝導性シート1の面方向SDの熱伝導率は、樹脂成分3が熱硬化性樹脂成分である場合に、熱硬化の前後において、実質的に同一である。
【0096】
熱伝導性シート1の面方向SDの熱伝導率が上記範囲に満たないと、面方向SDの熱伝導性が十分でないため、そのような面方向SDの熱伝導性が要求される放熱用途に用いることができない場合がある。
【0097】
なお、熱伝導性シート1の面方向SDの熱伝導率は、パルス加熱法により測定する。パルス加熱法では、キセノンフラッシュアナライザー「LFA−447型」(NETZSCH社製)が用いられる。
【0098】
また、熱伝導性シート1の厚み方向TDの熱伝導率は、例えば、0.5〜15W/m・K、好ましくは、1〜10W/m・Kである。
【0099】
なお、熱伝導性シート1の厚み方向TDの熱伝導率は、パルス加熱法、レーザーフラッシュ法またはTWA法により測定する。パルス加熱法では、上記と同様のものが用いられ、レーザーフラッシュ法では、「TC−9000」(アルバック理工社製)が用いられ、TWA法では、「ai−Phase mobile」(アイフェイズ社製)が用いられる。
【0100】
これにより、熱伝導性シート1の面方向SDの熱伝導率の、熱伝導性シート1の厚み方向TDの熱伝導率に対する比(面方向SDの熱伝導率/厚み方向TDの熱伝導率)は、例えば、1.5以上、好ましくは、3以上、さらに好ましくは、4以上であり、通常、20以下である。
【0101】
また、熱伝導性シート1には、図1において図示しないが、例えば、空隙(隙間)が形成されている。
【0102】
熱伝導性シート1における空隙の割合、すなわち、空隙率Pは、窒化ホウ素粒子2の含有割合(体積基準)、さらには、窒化ホウ素粒子2および樹脂成分3の混合物の熱プレス(図2(a))の温度、圧力および/または時間によって、調整することができ、具体的には、上記した熱プレス(図2(a))の温度、圧力および/または時間を上記範囲内に設定することにより、調整することができる。
【0103】
熱伝導性シート1における空隙率Pは、例えば、30体積%以下であり、好ましくは、10体積%以下である。
【0104】
上記した空隙率Pは、例えば、まず、熱伝導性シート1を厚み方向に沿ってクロスセクションポリッシャー(CP)により切断加工して、それにより現れる断面を、走査型電子顕微鏡(SEM)で、200倍で観察して、像を得、得られた像から、空隙部分と、それ以外の部分とを二値化処理し、次いで、熱伝導性シート1全体の断面積に対する空隙部分の面積比を算出することにより測定される。
【0105】
なお、熱伝導性シート1において、硬化後の空隙率P2は、硬化前の空隙率P1に対して、例えば、100%以下、好ましくは、50%以下である。
【0106】
空隙率P(P1)の測定には、樹脂成分3が熱硬化性樹脂成分である場合に、熱硬化前の熱伝導性シート1が用いられる。
【0107】
熱伝導性シート1の空隙率Pが上記した範囲内にあれば、熱伝導性シート1の段差追従性(後述)を向上させることができる。
【0108】
また、熱伝導性シート1の吸水率は、3体積%以下、好ましくは、2体積%以下である。
【0109】
なお、吸水率は、次の手順により測定できる。
【0110】
すなわち、50×50mmの大きさの熱伝導性シート1をサンプルとし、サンプルを真空乾燥機中で、120℃、3時間乾燥させ、デシケータ中で放冷後、乾燥質量を測定しM1とする。サンプルを蒸留水に室温で24時間浸漬してから取り出し、サンプル表面をろ紙でふきとり、すばやく秤量してM2とする。そして、熱伝導性シート1の密度をdとして、下記式により、吸水率を算出する。
【0111】
[(M2−M1)/(M1/d)]×100=吸水率(体積%)
また、密度dは、体積と質量とを測定することにより求めることができる。
【0112】
そして、吸水率が上記上限以下であれば、例えば、電子部品などに実装され、その電子部品がハンダリフローなどによりハンダ付けされるなど、高温に曝される場合にも、熱伝導性シート1の破損を抑制できる。
【0113】
また、熱伝導性シート1は、JIS K 5600−5−1の円筒形マンドレル法に準拠する耐屈曲性試験において、下記の試験条件で評価したときに、好ましくは、破断が観察されない。
【0114】
試験条件
試験装置:タイプI
マンドレル:直径10mm
屈曲角度:90度以上
熱伝導性シート1の厚み:0.3mm
さらに好ましくは、熱伝導性シート1は、上記した試験条件において、屈曲角度を180度に設定したときでも、破断が観察されない。
【0115】
なお、樹脂成分3が熱硬化性樹脂成分である場合には、屈曲性試験に供される熱伝導性シート1は、半硬化(Bステージ状態)の熱伝導性シート1(つまり、熱硬化前の熱伝導性シート1)である。
【0116】
上記した屈曲角度での耐屈曲性試験において熱伝導性シート1に破断が観察される場合には、熱伝導性シート1に優れた柔軟性を付与することができない場合がある。
【0117】
また、この熱伝導性シート1は、JIS K 7171(2008年)に準拠する3点曲げ試験において、下記の試験条件で評価したときに、例えば、破断が観察されない。
【0118】
試験条件
試験片:サイズ20mm×15mm
支点間距離:5mm
試験速度:20mm/min(圧子の押下速度)
曲げ角度:120度
評価方法:上記試験条件で試験したときの、試験片の中央部におけるクラックなどの破断の有無を目視にて観察する。
【0119】
なお、3点曲げ試験には、樹脂成分3が熱硬化性樹脂成分である場合に、熱硬化前の熱伝導性シート1が用いられる。
【0120】
従って、この熱伝導性シート1は、上記した3点曲げ試験において破断が観察されないことから、段差追従性が優れている。なお、段差追従性とは、熱伝導性シート1を、段差のある設置対象に設けるときに、その段差に沿って密着するように追従する特性である。
【0121】
また、熱伝導性シート1には、例えば、文字、記号などのマークを付着させることができる。つまり、熱伝導性シート1は、マーク付着性に優れている。マーク付着性とは、上記したマークを熱伝導性シート1に確実に付着させることができる特性である。
【0122】
マークは、具体的には、印刷、または、刻印などによって熱伝導性シート1に付着(塗布、定着または固着)される。
【0123】
印刷として、例えば、インクジェット印刷、凸版印刷、凹版印刷、レーザー印刷などが挙げられる。
【0124】
なお、インクジェット印刷、凸版印刷または凹版印刷によって、マークが印刷される場合には、例えば、マークの定着性を向上させるためのインク定着層を、熱伝導性シート1の表面(印刷側面)に設けることができる。
【0125】
また、レーザー印刷によって、マークが印刷される場合には、例えば、マークの定着性を向上させるためのトナー定着層を、熱伝導性シート1の表面(印刷側面)に設けることができる。
【0126】
刻印としては、例えば、レーザー刻印、打刻などが挙げられる。
【0127】
そして、この熱伝導性シート1では、柔軟性および面方向SDの熱伝導性に優れ、さらには、吸水性が抑制されている。
【0128】
そのため、高温に曝した場合の破損を抑制でき、取扱性に優れながら、面方向SDの熱伝導性に優れる熱伝導性シートとして、種々の放熱用途、具体的には、パワーエレクトロニクス技術に採用される熱伝導性シートとして、より詳しくは、例えば、LED放熱基板、電池用放熱材に適用される熱伝導性シートとして用いることができる。
【0129】
なお、上記した熱プレス工程(図2(a))では、例えば、複数のカレンダーロールなどによって、混合物および積層シート1Cを圧延することもできる。
【0130】
また、樹脂成分3が熱硬化性樹脂成分である場合には、上記のように熱硬化させることなく、本発明の熱伝導性シートを未硬化の熱伝導性シート1として得ることもできる。
【0131】
つまり、本発明の熱伝導性シートは、樹脂成分が熱硬化性樹脂成分である場合に、熱硬化の有無および時期は特に限定されず、例えば、上記したように積層工程(図2(c))後、あるいは、上記した熱プレス工程(図2(a)、混合物の熱プレスであって、熱硬化させない熱プレス)から所定期間が経過後、具体的には、パワーエレクトロニクス技術への適用時、または、その適用から所定期間経過後に、熱硬化させることもできる。
【実施例】
【0132】
以下に実施例を示し、本発明をさらに具体的に説明するが、本発明は、何ら実施例に限定されない。
【0133】
実施例1
PT−110(商品名、板状の窒化ホウ素粒子、平均粒子径(光散乱法)45μm、モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製)13.42gと、JER828(商品名、ビスフェノールA型エポキシ樹脂、液状、エポキシ当量184〜194g/eqiv.、軟化温度(環球法)25℃未満、溶融粘度(80℃)70mPa・s、ジャパンエポキシレジン社製)1g、および、EPPN−501HY(商品名、トリフェニルメタン型エポキシ樹脂、固形状、エポキシ当量163〜175g/eqiv.、軟化温度(環球法)57〜63℃、日本化薬社製)2gと、硬化剤(キュアゾール2PZ(商品名、四国化成社製)の5質量%メチルエチルケトン溶液)3g(固形分0.15g)(エポキシ樹脂であるJER828およびEPPN−501HYの総量に対して5質量%)とを配合して攪拌し、室温(23℃)で1晩放置して、メチルエチルケトン(硬化剤の分散媒)を揮発させて、半固形状の混合物を調製した。
【0134】
なお、上記の配合において、硬化剤を除く固形分(つまり、窒化ホウ素粒子と、エポキシ樹脂との固形分)の総体積に対する窒化ホウ素粒子の体積百分率(体積%)は、70体積%であった。
【0135】
次いで、得られた混合物をシリコーン処理した2枚の離型フィルムで挟み込み、それらを真空加熱プレス機によって、80℃、10Paの雰囲気(真空雰囲気)下、5トンの荷重(20MPa)で、2分間、熱プレスすることにより、厚み0.3mmのプレスシートを得た(図2(a)参照)。
【0136】
その後、得られたプレスシートを、プレスシートの厚み方向に投影したときに、複数個に分割されるように切断することにより分割シートを得(図2(b)参照)、続いて、分割シートを厚み方向に積層して積層シートを得た(図2(c)参照)。
【0137】
続いて、得られた積層シートを、上記と同様の真空加熱プレス機によって、上記と同様の条件で熱プレスした(図2(a)参照)。
【0138】
次いで、上記した切断、積層および熱プレスの一連の操作(図2参照)を、4回繰り返して、厚み0.3mmの熱伝導性シート(Bステージ)を得た。
【0139】
その後、得られた熱伝導性シートを、真空加熱プレス機によって、150℃、10Paの雰囲気(真空雰囲気)下、5トンの荷重(20MPa)で、60分間熱プレスすることによって、熱硬化させた。
【0140】
実施例2〜9および11〜16
表1〜表3の配合処方および製造条件に準拠して、実施例1と同様に処理して、熱伝導性シートを得た。
【0141】
実施例10
表2の配合処方に準拠して、各成分(窒化ホウ素粒子およびポリエチレン)を配合して攪拌することにより、混合物を調製した。すなわち、各成分の攪拌では、130℃に加熱して、ポリエチレンを溶融させた。
【0142】
次いで、得られた混合物をシリコーン処理した2枚の離型フィルムで挟み込み、それらを真空加熱プレス機によって、120℃、10Paの雰囲気(真空雰囲気)下、1トンの荷重(4MPa)で、2分間、熱プレスすることにより、厚み0.3mmのプレスシートを得た(図2(a)参照)。
【0143】
その後、得られたプレスシートを、プレスシートの厚み方向に投影したときに、複数個に分割されるように切断することにより分割シートを得(図2(b)参照)、続いて、分割シートを厚み方向に積層して積層シートを得た(図2(c)参照)。
【0144】
続いて、得られた積層シートを、上記と同様の真空加熱プレス機によって、上記と同様の条件で熱プレスした(図2(a)参照)。
【0145】
次いで、上記した切断、積層および加圧の一連の操作(図2参照)を、4回繰り返すことにより、厚み0.3mmの熱伝導性シートを得た。
【0146】
(評価)
1.熱伝導率
実施例1〜16により得られた熱伝導性シートについて、熱伝導率を測定した。
【0147】
すなわち、面方向(SD)における熱伝導率を、キセノンフラッシュアナライザー「LFA−447型」(NETZSCH社製)を用いるパルス加熱法により測定した。
【0148】
その結果を表1〜表3に示す。
2.吸水率
実施例1〜16により得られた熱伝導性シートについて、吸水率を測定した。
【0149】
なお、熱伝導性シートの密度を表1〜表3に示す。
【0150】
熱伝導性シート1を50×50mmの大きさに加工して、これをサンプルとし、サンプルを真空乾燥機中で、120℃、3時間乾燥させ、デシケータ中で放冷後、乾燥質量を測定しM1とした。
【0151】
その後、サンプルを蒸留水に室温で24時間浸漬してから取り出し、サンプル表面をろ紙でふきとり、すばやく秤量してM2とし、下記式により、吸水率を算出した。
【0152】
[(M2−M1)/(M1/d)]×100=吸水率(体積%)
その結果を表1〜表3に示す。
3.空隙率(P)
実施例1〜16の熱硬化前の熱伝導性シートの空隙率(P1)を下記の測定方法により測定した。
【0153】
空隙率の測定方法:まず、熱伝導性シートを厚み方向に沿ってクロスセクションポリッシャー(CP)により切断加工して、それにより現れる断面を、走査型電子顕微鏡(SEM)で、200倍で観察して、像を得た。その後、得られた像から、空隙部分と、それ以外の部分とを二値化処理し、次いで、熱伝導性シート全体の断面積に対する空隙部分の面積比を算出した。
【0154】
その結果を表1〜表3に示す。
4.段差追従性(3点曲げ試験)
実施例1〜16の熱硬化前の熱伝導性シートについて、下記試験条件における3点曲げ試験を、JIS K7171(2008年)に準拠して、実施することにより、段差追従性を下記の評価基準に従って評価した。その結果を表1〜表3に示す。
【0155】
試験条件
試験片:サイズ20mm×15mm
支点間距離:5mm
試験速度:20mm/min(圧子の押下速度)
曲げ角度:120度
(評価基準)
◎:破断が全く観察されなかった。
【0156】
○:破断がほとんど観察されなかった。
【0157】
×:破断が明確に観察された。
5.印刷マーク視認性(印刷マーク付着性:インクジェット印刷またはレーザー印刷によるマーク付着性)
実施例1〜16の熱伝導性シートに、インクジェット印刷およびレーザー印刷によって、マークを印刷し、かかるマークを観察した。
【0158】
その結果、実施例1〜16の熱伝導性シートのいずれについても、インクジェット印刷およびレーザー印刷の両方によるマークを良好に視認することができ、印刷マーク付着性が良好であることを確認した。
【0159】
【表1】
【0160】
【表2】
【0161】
【表3】
【0162】
表1〜表3における各成分中の数値は、特段の記載がない場合には、g数を示す。
【0163】
なお、表1〜表3の窒化ホウ素粒子の欄において、上段の数値は、窒化ホウ素粒子の配合質量(g)であり、中段の数値は、熱伝導性シートにおいて硬化剤を除く固形分(つまり、窒化ホウ素粒子と、エポキシ樹脂またはポリエチレンとの固形分)の総体積に対する窒化ホウ素粒子の体積百分率(体積%)であり、下段の数値は、熱伝導性シートの固形分(つまり、窒化ホウ素粒子と、エポキシ樹脂および硬化剤との固形分)の総体積に対する窒化ホウ素粒子の体積百分率(体積%)である。
【0164】
また、表1〜表3の各成分中、※印を付した成分について、以下にその詳細を記載する。
PT−110※1:商品名、板状の窒化ホウ素粒子、平均粒子径(光散乱法)45μm、モメンティブ・パフォーマンス・マテリアルズ・ジャパン社製
UHP−1※2:商品名:ショービーエヌUHP−1、板状の窒化ホウ素粒子、平均粒子径(光散乱法)9μm、昭和電工社製
エポキシ樹脂A※3:オグソールEG(商品名)、ビスアリールフルオレン型エポキシ樹脂、半固形状、エポキシ当量294g/eqiv.、軟化温度(環球法)47℃、溶融粘度(80℃)1360mPa・s、大阪ガスケミカル社製
エポキシ樹脂B※4:JER828(商品名)、ビスフェノールA型エポキシ樹脂、液状、エポキシ当量184〜194g/eqiv.、軟化温度(環球法)25℃未満、溶融粘度(80℃)70mPa・s、ジャパンエポキシレジン社製
エポキシ樹脂C※5:JER1002(商品名)、ビスフェノールA型エポキシ樹脂、固形状、エポキシ当量600〜700g/eqiv.、軟化温度(環球法)78℃、溶融粘度(80℃)10000mPa・s以上(測定限界以上)、ジャパンエポキシレジン社製
エポキシ樹脂D※6:EPPN−501HY(商品名)、トリフェニルメタン型エポキシ樹脂、固形状、エポキシ当量163〜175g/eqiv.、軟化温度(環球法)57〜63℃、日本化薬社製
硬化剤※7:キュアゾール2PZ(商品名、四国化成社製)の5質量%メチルエチルケトン溶液
硬化剤※8:キュアゾール2P4MHZ−PW(商品名、四国化成社製)の5質量%メチルエチルケトン分散液
ポリエチレン※9:低密度ポリエチレン、重量平均分子量(Mw)4000、数平均分子量(Mn)1700、融点100℃〜105℃、Aldrich社製
【符号の説明】
【0165】
1 熱伝導性シート
2 窒化ホウ素粒子
3 樹脂成分
TD 厚み方向
SD 面方向(直交方向)
【特許請求の範囲】
【請求項1】
板状の窒化ホウ素粒子を含有する熱伝導性シートであって、
前記熱伝導性シートの厚み方向に対する直交方向の熱伝導率が、4W/m・K以上であり、
吸水率が、3体積%以下であることを特徴とする、熱伝導性シート。
【請求項1】
板状の窒化ホウ素粒子を含有する熱伝導性シートであって、
前記熱伝導性シートの厚み方向に対する直交方向の熱伝導率が、4W/m・K以上であり、
吸水率が、3体積%以下であることを特徴とする、熱伝導性シート。
【図1】

【図2】
【図2】
【公開番号】特開2012−39066(P2012−39066A)
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願番号】特願2011−16922(P2011−16922)
【出願日】平成23年1月28日(2011.1.28)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
【公開日】平成24年2月23日(2012.2.23)
【国際特許分類】
【出願日】平成23年1月28日(2011.1.28)
【出願人】(000003964)日東電工株式会社 (5,557)
【Fターム(参考)】
[ Back to top ]