
熱伝導性粘着剤組成物、および熱伝導性粘着シート
【課題】熱伝導性が高く、生産性が良好な熱伝導性粘着剤組成物を提供する。
【解決手段】熱伝導性粘着剤組成物は、粘着性を有する粘着部材を含む熱伝導性粘着剤組成物であって、粘着部材に分散され、絶縁性を有する熱伝導性フィラーを含み、熱伝導性フィラーのモース硬度は、6以下であり、熱伝導性フィラーの熱伝導率は、40W/m・K以上である。
【解決手段】熱伝導性粘着剤組成物は、粘着性を有する粘着部材を含む熱伝導性粘着剤組成物であって、粘着部材に分散され、絶縁性を有する熱伝導性フィラーを含み、熱伝導性フィラーのモース硬度は、6以下であり、熱伝導性フィラーの熱伝導率は、40W/m・K以上である。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、熱伝導性粘着剤組成物、および熱伝導性粘着シートに関するものであり、特に、放熱板やヒートシンクを電子機器等に貼付する際に用いられる熱伝導性粘着剤組成物、および熱伝導性粘着シートに関するものである。
【背景技術】
【0002】
従来において、熱を発する電子機器に対しては、放熱板やヒートシンク等の放熱部材が取り付けられ、効率的な放熱が行われている。放熱部材の取り付けに際しては、エポキシ樹脂等の接着剤に熱伝導性を高めるための熱伝導性フィラーを分散させた熱伝導性接着剤を使用してきた。しかし熱伝導性接着剤が硬化するまで放熱部材を固定する工程があり、作業効率に問題があった。その硬化時間を省略するために、粘着剤に熱伝導性フィラーを分散させた熱伝導性粘着剤をシート状に塗布した、熱伝導性粘着シートが使用されてきた(特開平6−88061号公報(特許文献1))。一般的に市販されている熱伝導性粘着シートには、熱伝導性フィラーとして酸化アルミニウムが用いられている。その他に酸化アルミニウム以外を使用した熱伝導性粘着シートに関する技術は以下のようなものが開示されている。
【0003】
特開平11−269438号公報(特許文献2)によると、炭素数が4〜14個のアルキル基を有する(メタ)アクリル酸アルキルエステルモノマー50重量部以上、および共重合可能な極性ビニルモノマー0.5〜10部を必須とするモノマー混合物から調整されるアクリル共重合体又は部分重合体100部と、粘着付与樹脂10〜100部からなる感圧接着剤組成物100部に対し、水和金属化合物50〜250部を含有することを特徴とする電気絶縁性の熱伝導難燃性感圧接着剤および感圧接着テープが開示されている。また、WO2007/148729号公報(特許文献3)によると、液状ゴムと、スチレン系ゴムおよび非晶性オレフィン系樹脂の少なくとも一方と、粘着付与樹脂と、黒鉛とを必須成分として含み、黒鉛の含有量が、組成物の全質量に対して30〜75重量%の範囲であることを特徴とする熱伝導性熱可塑性粘着剤組成物が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平6−88061号公報
【特許文献2】特開平11−269438号公報
【特許文献3】WO2007/148729号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような熱伝導性粘着剤や粘着シートに要求される特性としては、その用途から、高い熱伝導性、および高い粘着性がある。また、絶縁性が要求される箇所にも用いられる場合もあるため、熱伝導性粘着剤自体の高い絶縁性も要求される。特許文献3に開示されている熱伝導性粘着剤組成物に使用されている黒鉛は絶縁性がないため、絶縁性が要求される用途への使用には不安が生じる。
【0006】
加えて熱伝導性粘着シートは熱伝導性接着剤と異なり、予め抜き刃を用いて放熱部材の形状に加工する必要がある。この場合、熱伝導性粘着シートに分散されたフィラーが抜き刃より固いと、抜き刃の受けるダメージが大きくなる。その結果、抜き刃の寿命が短くなり、抜き刃のメンテナンス回数増加による生産性の低下、及びコストの増加を招くこととなる。一般的なステンレスのモース硬度が6であるの対し、特許文献1に開示の酸化アルミニウムのモース硬度は9である。
【0007】
特許文献2には、熱伝導性粘着シートに熱伝導性と難燃性を同時に付与するために、水酸化アルミニウム等の水和金属化合物を熱伝導性フィラーとして使用した熱伝導性粘着剤組成物が開示されている。一般に水酸化アルミニウム等の水和金属化合物のモース硬度は3程度と低いが、熱伝導率は10W/m・K未満と非常に低い。このような熱伝導性の低い熱伝導性フィラーを用いて、熱伝導率が0.6W/m・K程度の熱伝導性粘着シートを作成する場合、大量の熱伝導性フィラーが必要となる。熱伝導性粘着剤組成物に対する熱伝導性フィラー含有量が大きくなるに従い、その粘着性が低下するため、熱伝導性フィラー含有量には限界が生じる。従って、高い熱伝導率を有する熱伝導性フィラーを用いることにより、熱伝導性粘着剤組成物及び熱伝導性粘着シートの効率的な生産が可能となる。
【0008】
この発明の目的は、熱伝導性が高く、生産性が良好な熱伝導性粘着剤組成物を提供することである。
【0009】
この発明の他の目的は、熱伝導性が高く、生産性が良好な熱伝導性粘着シートを提供することである。
【課題を解決するための手段】
【0010】
本願発明者は、抜き刃よりも硬度が低く、高い熱伝導率を有する絶縁性の熱伝導性フィラーを粘着部材に分散させることにより、熱伝導性が高く、生産性が良好な熱伝導性粘着剤組成物ができることを見出した。
【0011】
この発明に係る熱伝導性粘着剤組成物は、粘着性を有する粘着部材を含む熱伝導性粘着剤組成物であって、粘着部材に分散され、絶縁性を有する熱伝導性フィラーを含み、熱伝導性フィラーのモース硬度は、6以下であり、熱伝導性フィラーの熱伝導率は、40W/m・K以上である。
【0012】
また、この発明の他の局面においては、熱伝導性粘着シートは、上記した熱伝導性粘着剤組成物を備え、シート状に形成されている。
【発明の効果】
【0013】
一般的にモース硬度6程度のステンレスが抜き刃に使用されているため、熱伝導性フィラーのモース硬度を6以下にすることにより、熱伝導性粘着シートを放熱部材の形状に加工する際の抜き刃へのダメージを低減することができる。そうすると、刃の磨耗度合いを少なくして刃の寿命が短くなることを抑制し、刃のメンテナンス周期を長くすることができる。また、熱伝導性フィラーの熱伝導率は40W/m・K以上であれば、効率的に熱伝導性粘着シートの生産が可能となる。したがって、このような熱伝導性粘着剤組成物および熱伝導性粘着シートは、熱伝導性が高く、生産性が良好である。
【図面の簡単な説明】
【0014】
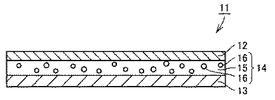
【図1】この発明の一実施形態に係る熱伝導性粘着剤組成物を含む熱伝導性粘着シートの概略断面図である。
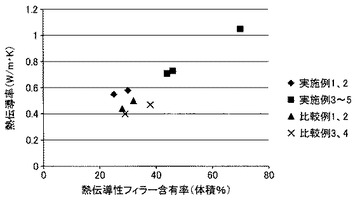
【図2】熱伝導性粘着シートの熱伝導率と熱伝導性フィラーの含有率との関係を示すグラフである。
【発明を実施するための形態】
【0015】
以下、この発明の実施の形態を、図面を参照して説明する。図1は、この発明の一実施形態に係る熱伝導性粘着剤組成物を含む熱伝導性粘着シートの概略断面図である。
【0016】
図1を参照して、この発明の一実施形態に係る熱伝導性粘着シート11は、シート状であって、所定の厚みを有し、熱可塑性樹脂等から構成される剥離フィルムとしての第一のフィルム12と、同様に熱可塑性樹脂等から構成される剥離フィルムとしての第二のフィルム13と、第一のフィルム12および第二のフィルム13の間に配置される熱伝導性粘着剤組成物14とを備える構成である。熱伝導性粘着剤組成物14は、粘着性を有する粘着部材15と、粘着部材15の間に分散されるようにして含有される複数の熱伝導性フィラー16とを含む。熱伝導性粘着剤組成物14の厚みは、放熱の効率を考慮すると薄い方が良く、50〜300μm程度となるように設定されている。
【0017】
ここで、この発明の一実施形態に係る熱伝導性粘着シート11に含まれる熱伝導性粘着剤組成物14の詳細な構成について説明する。再び図1を参照して、熱伝導性粘着剤組成物14は、粘着性を有する粘着部材15と、複数の熱伝導性フィラー16とを備える構成である。
【0018】
粘着部材15はアクリル系粘着剤、ゴム系粘着剤、シリコン系粘着剤、ポリエステル系粘着剤等を用いているが、本発明において粘着剤の特定はしない。
【0019】
複数の熱伝導性フィラー16は、いわゆる添加剤であって、その形状は、粒状であって、略球形状である。熱伝導性フィラー16は、粘着性を有する粘着部材15の中に適当に分散されて含有されている。このような熱伝導性フィラー16は、所定の粒度分布を有するものを準備し、粘着部材15の中に添加し、攪拌等により適当に分散される。熱伝導性フィラー16の平均粒径については、例えば、1〜30μmのものが選択される。熱伝導性フィラー16の平均粒径が1μmよりも小さいと、熱伝導性フィラー16の分散が困難となる。また、フィラー16の平均粒径が30μmよりも大きいと、粘着シートの表面粗さが大きくなり、十分な粘着力が得られなくなる。
【0020】
ここで、フィラー16については、フィラーのモース硬度は、6以下であり、フィラーの熱伝導率は、40W/m・K以上であるよう構成する。具体的には、絶縁性、モース硬度6以下、熱伝導率40W/m・K以上の条件に適合する熱伝導性フィラーは酸化マグネシウム、酸化亜鉛、六方晶の窒化ホウ素等がある。これらの熱伝導性フィラーは単独或いは複数組み合わせて使用しても良い。すなわち、熱伝導性フィラーの材質は、酸化マグネシウム、酸化亜鉛、および窒化ホウ素からなる群から選択される少なくとも一つの材質から構成される。これらの熱伝導性フィラーを分散させることにより、熱伝導性粘着シートを放熱部材の形状に加工する際の抜き刃へのダメージを低減することができる。そうすると、抜き刃の磨耗度合いを少なくして抜き刃の寿命が短くなることを抑制し、抜き刃のメンテナンス周期を長くすることができる。したがって、生産性を良好にすることができる。また、このような熱伝導性粘着剤組成物14は、絶縁性を有し、熱伝導性についても、問題のなく高いレベルである。
【0021】
具体的には、熱伝導性フィラー16の材質は、例えば、酸化マグネシウムである。酸化マグネシウムは、モース硬度が6程度である。したがって、熱伝導性粘着シートを放熱部材の形状に加工する際に、生産性を良好にすることができる。また、熱伝導性については、約50W/m・Kであり、高い熱伝導率を有する熱伝導性粘着剤組成物、および熱伝導性粘着シートを効率的に生産することができる。
【0022】
粘着剤への分散性向上等を目的とした、熱伝導性フィラーへのカップリング処理、ステアリン酸処理等を適宜行っても良い。
【実施例】
【0023】
(熱伝導性粘着剤組成物の調整)
粘着部材として溶剤系アクリル系粘着剤(日栄化工株式会社製P−815、固形分55%)100重量部に対し、表1に示す添加量の熱伝導性フィラーを添加し、均一になるまで撹拌することにより、熱伝導性粘着剤組成物溶液を得た。熱伝導性フィラーとして、平均粒径の異なる2種の酸化マグネシウム(神島化学工業株式会社製P−WR2、平均粒径3μm、比重3.58、熱伝導率51.1W/m・K、及び神島化学工業株式会社製SL−WR2、平均粒径10μm、比重3.58、熱伝導率51.1W/m・K)を使用した。比較例として酸化アルミニウム(日本軽金属株式会社製A30、平均粒径5μm、比重3.98、熱伝導率30W/m・K)および水酸化アルミニウムを使用した。
【0024】
(熱伝導性粘着シートの調整)
熱伝導性粘着剤組成物溶液を、乾燥後の厚みが表1になるように剥離処理した25μmポリエチレンテレフタレートフィルム上に塗工し、乾燥後剥離処理した25μmポリエチレンテレフタレートフィルムをかぶせ、熱伝導性粘着シートを得た。
【0025】
(評価方法)
熱伝導性は温度傾斜法及び熱線法にて測定を行った。粘着力は25μmポリエチレンテレフタレートフィルムで裏打ちした25mm×150mmのテストサンプルをステンレス板に、2kgゴムローラー1往復の加圧で貼り付けし、温度23℃、湿度50%の雰囲気下で24時間放置後に、180°剥離、300mm/min(分)の剥離速度で引き剥がし、測定した。
【0026】
(比較例3,4)
特許文献2における実施例7、8の配合組成を基に、水酸化アルミニウムの比重を2.42、アクリル共重合体、粘着付与樹脂、光架橋剤、光開始剤の比重を1として、フィラー含有率を算出した。熱伝導率は特許文献2における実施例7、8の測定結果をそのまま使用した。
【0027】
【表1】

【0028】
熱伝導性フィラーの材質の違いをより明らかにするため、熱伝導性粘着シートの熱伝導率と熱伝導性フィラーの含有率との関係を、図2に示す。図2において、縦軸は、熱伝導性粘着シートの熱伝導率(W/m・K)を示し、横軸は、熱伝導性フィラーの含有率(体積%)を示す。
【0029】
表1および図2を参照して、例えば、熱伝導性フィラーの含有率がおおよそ28体積%の場合、実施例2においては、熱伝導率は、0.58W/m・Kを実現しているのに対し、比較例1においては、0.44W/m・K、比較例3においては、0.4W/m・Kであり、0.5W/m・Kに達していない。実施例1においては、熱伝導性フィラーが25体積%であるにも関わらず、熱伝導率が0.55W/m・Kである。このように、実施例1〜5に係る熱伝導性フィラーを用いると、熱伝導性フィラーの含有率を少なくしながら、高い熱伝導性を実現することができる。ここで、熱伝導性フィラーの含有率が高くなるにつれ、粘着力の値が低くなるため、用途に応じて、用いる熱伝導性フィラーおよびその含有率を選択すると良い。
【0030】
以上、図面を参照してこの発明の実施の形態を説明したが、この発明は、図示した実施の形態のものに限定されない。図示した実施の形態に対して、この発明と同一の範囲内において、あるいは均等の範囲内において、種々の修正や変形を加えることが可能である。
【産業上の利用可能性】
【0031】
この発明に係る熱伝導性粘着剤組成物および熱伝導性粘着シートは、高い熱伝導性、および良好な生産性が要求される場合に、有効に利用される。
【符号の説明】
【0032】
11 熱伝導性粘着シート、12,13 剥離フィルム、14 熱伝導性粘着剤組成物、15 粘着部材、16 フィラー。
【技術分野】
【0001】
この発明は、熱伝導性粘着剤組成物、および熱伝導性粘着シートに関するものであり、特に、放熱板やヒートシンクを電子機器等に貼付する際に用いられる熱伝導性粘着剤組成物、および熱伝導性粘着シートに関するものである。
【背景技術】
【0002】
従来において、熱を発する電子機器に対しては、放熱板やヒートシンク等の放熱部材が取り付けられ、効率的な放熱が行われている。放熱部材の取り付けに際しては、エポキシ樹脂等の接着剤に熱伝導性を高めるための熱伝導性フィラーを分散させた熱伝導性接着剤を使用してきた。しかし熱伝導性接着剤が硬化するまで放熱部材を固定する工程があり、作業効率に問題があった。その硬化時間を省略するために、粘着剤に熱伝導性フィラーを分散させた熱伝導性粘着剤をシート状に塗布した、熱伝導性粘着シートが使用されてきた(特開平6−88061号公報(特許文献1))。一般的に市販されている熱伝導性粘着シートには、熱伝導性フィラーとして酸化アルミニウムが用いられている。その他に酸化アルミニウム以外を使用した熱伝導性粘着シートに関する技術は以下のようなものが開示されている。
【0003】
特開平11−269438号公報(特許文献2)によると、炭素数が4〜14個のアルキル基を有する(メタ)アクリル酸アルキルエステルモノマー50重量部以上、および共重合可能な極性ビニルモノマー0.5〜10部を必須とするモノマー混合物から調整されるアクリル共重合体又は部分重合体100部と、粘着付与樹脂10〜100部からなる感圧接着剤組成物100部に対し、水和金属化合物50〜250部を含有することを特徴とする電気絶縁性の熱伝導難燃性感圧接着剤および感圧接着テープが開示されている。また、WO2007/148729号公報(特許文献3)によると、液状ゴムと、スチレン系ゴムおよび非晶性オレフィン系樹脂の少なくとも一方と、粘着付与樹脂と、黒鉛とを必須成分として含み、黒鉛の含有量が、組成物の全質量に対して30〜75重量%の範囲であることを特徴とする熱伝導性熱可塑性粘着剤組成物が開示されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平6−88061号公報
【特許文献2】特開平11−269438号公報
【特許文献3】WO2007/148729号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
このような熱伝導性粘着剤や粘着シートに要求される特性としては、その用途から、高い熱伝導性、および高い粘着性がある。また、絶縁性が要求される箇所にも用いられる場合もあるため、熱伝導性粘着剤自体の高い絶縁性も要求される。特許文献3に開示されている熱伝導性粘着剤組成物に使用されている黒鉛は絶縁性がないため、絶縁性が要求される用途への使用には不安が生じる。
【0006】
加えて熱伝導性粘着シートは熱伝導性接着剤と異なり、予め抜き刃を用いて放熱部材の形状に加工する必要がある。この場合、熱伝導性粘着シートに分散されたフィラーが抜き刃より固いと、抜き刃の受けるダメージが大きくなる。その結果、抜き刃の寿命が短くなり、抜き刃のメンテナンス回数増加による生産性の低下、及びコストの増加を招くこととなる。一般的なステンレスのモース硬度が6であるの対し、特許文献1に開示の酸化アルミニウムのモース硬度は9である。
【0007】
特許文献2には、熱伝導性粘着シートに熱伝導性と難燃性を同時に付与するために、水酸化アルミニウム等の水和金属化合物を熱伝導性フィラーとして使用した熱伝導性粘着剤組成物が開示されている。一般に水酸化アルミニウム等の水和金属化合物のモース硬度は3程度と低いが、熱伝導率は10W/m・K未満と非常に低い。このような熱伝導性の低い熱伝導性フィラーを用いて、熱伝導率が0.6W/m・K程度の熱伝導性粘着シートを作成する場合、大量の熱伝導性フィラーが必要となる。熱伝導性粘着剤組成物に対する熱伝導性フィラー含有量が大きくなるに従い、その粘着性が低下するため、熱伝導性フィラー含有量には限界が生じる。従って、高い熱伝導率を有する熱伝導性フィラーを用いることにより、熱伝導性粘着剤組成物及び熱伝導性粘着シートの効率的な生産が可能となる。
【0008】
この発明の目的は、熱伝導性が高く、生産性が良好な熱伝導性粘着剤組成物を提供することである。
【0009】
この発明の他の目的は、熱伝導性が高く、生産性が良好な熱伝導性粘着シートを提供することである。
【課題を解決するための手段】
【0010】
本願発明者は、抜き刃よりも硬度が低く、高い熱伝導率を有する絶縁性の熱伝導性フィラーを粘着部材に分散させることにより、熱伝導性が高く、生産性が良好な熱伝導性粘着剤組成物ができることを見出した。
【0011】
この発明に係る熱伝導性粘着剤組成物は、粘着性を有する粘着部材を含む熱伝導性粘着剤組成物であって、粘着部材に分散され、絶縁性を有する熱伝導性フィラーを含み、熱伝導性フィラーのモース硬度は、6以下であり、熱伝導性フィラーの熱伝導率は、40W/m・K以上である。
【0012】
また、この発明の他の局面においては、熱伝導性粘着シートは、上記した熱伝導性粘着剤組成物を備え、シート状に形成されている。
【発明の効果】
【0013】
一般的にモース硬度6程度のステンレスが抜き刃に使用されているため、熱伝導性フィラーのモース硬度を6以下にすることにより、熱伝導性粘着シートを放熱部材の形状に加工する際の抜き刃へのダメージを低減することができる。そうすると、刃の磨耗度合いを少なくして刃の寿命が短くなることを抑制し、刃のメンテナンス周期を長くすることができる。また、熱伝導性フィラーの熱伝導率は40W/m・K以上であれば、効率的に熱伝導性粘着シートの生産が可能となる。したがって、このような熱伝導性粘着剤組成物および熱伝導性粘着シートは、熱伝導性が高く、生産性が良好である。
【図面の簡単な説明】
【0014】
【図1】この発明の一実施形態に係る熱伝導性粘着剤組成物を含む熱伝導性粘着シートの概略断面図である。
【図2】熱伝導性粘着シートの熱伝導率と熱伝導性フィラーの含有率との関係を示すグラフである。
【発明を実施するための形態】
【0015】
以下、この発明の実施の形態を、図面を参照して説明する。図1は、この発明の一実施形態に係る熱伝導性粘着剤組成物を含む熱伝導性粘着シートの概略断面図である。
【0016】
図1を参照して、この発明の一実施形態に係る熱伝導性粘着シート11は、シート状であって、所定の厚みを有し、熱可塑性樹脂等から構成される剥離フィルムとしての第一のフィルム12と、同様に熱可塑性樹脂等から構成される剥離フィルムとしての第二のフィルム13と、第一のフィルム12および第二のフィルム13の間に配置される熱伝導性粘着剤組成物14とを備える構成である。熱伝導性粘着剤組成物14は、粘着性を有する粘着部材15と、粘着部材15の間に分散されるようにして含有される複数の熱伝導性フィラー16とを含む。熱伝導性粘着剤組成物14の厚みは、放熱の効率を考慮すると薄い方が良く、50〜300μm程度となるように設定されている。
【0017】
ここで、この発明の一実施形態に係る熱伝導性粘着シート11に含まれる熱伝導性粘着剤組成物14の詳細な構成について説明する。再び図1を参照して、熱伝導性粘着剤組成物14は、粘着性を有する粘着部材15と、複数の熱伝導性フィラー16とを備える構成である。
【0018】
粘着部材15はアクリル系粘着剤、ゴム系粘着剤、シリコン系粘着剤、ポリエステル系粘着剤等を用いているが、本発明において粘着剤の特定はしない。
【0019】
複数の熱伝導性フィラー16は、いわゆる添加剤であって、その形状は、粒状であって、略球形状である。熱伝導性フィラー16は、粘着性を有する粘着部材15の中に適当に分散されて含有されている。このような熱伝導性フィラー16は、所定の粒度分布を有するものを準備し、粘着部材15の中に添加し、攪拌等により適当に分散される。熱伝導性フィラー16の平均粒径については、例えば、1〜30μmのものが選択される。熱伝導性フィラー16の平均粒径が1μmよりも小さいと、熱伝導性フィラー16の分散が困難となる。また、フィラー16の平均粒径が30μmよりも大きいと、粘着シートの表面粗さが大きくなり、十分な粘着力が得られなくなる。
【0020】
ここで、フィラー16については、フィラーのモース硬度は、6以下であり、フィラーの熱伝導率は、40W/m・K以上であるよう構成する。具体的には、絶縁性、モース硬度6以下、熱伝導率40W/m・K以上の条件に適合する熱伝導性フィラーは酸化マグネシウム、酸化亜鉛、六方晶の窒化ホウ素等がある。これらの熱伝導性フィラーは単独或いは複数組み合わせて使用しても良い。すなわち、熱伝導性フィラーの材質は、酸化マグネシウム、酸化亜鉛、および窒化ホウ素からなる群から選択される少なくとも一つの材質から構成される。これらの熱伝導性フィラーを分散させることにより、熱伝導性粘着シートを放熱部材の形状に加工する際の抜き刃へのダメージを低減することができる。そうすると、抜き刃の磨耗度合いを少なくして抜き刃の寿命が短くなることを抑制し、抜き刃のメンテナンス周期を長くすることができる。したがって、生産性を良好にすることができる。また、このような熱伝導性粘着剤組成物14は、絶縁性を有し、熱伝導性についても、問題のなく高いレベルである。
【0021】
具体的には、熱伝導性フィラー16の材質は、例えば、酸化マグネシウムである。酸化マグネシウムは、モース硬度が6程度である。したがって、熱伝導性粘着シートを放熱部材の形状に加工する際に、生産性を良好にすることができる。また、熱伝導性については、約50W/m・Kであり、高い熱伝導率を有する熱伝導性粘着剤組成物、および熱伝導性粘着シートを効率的に生産することができる。
【0022】
粘着剤への分散性向上等を目的とした、熱伝導性フィラーへのカップリング処理、ステアリン酸処理等を適宜行っても良い。
【実施例】
【0023】
(熱伝導性粘着剤組成物の調整)
粘着部材として溶剤系アクリル系粘着剤(日栄化工株式会社製P−815、固形分55%)100重量部に対し、表1に示す添加量の熱伝導性フィラーを添加し、均一になるまで撹拌することにより、熱伝導性粘着剤組成物溶液を得た。熱伝導性フィラーとして、平均粒径の異なる2種の酸化マグネシウム(神島化学工業株式会社製P−WR2、平均粒径3μm、比重3.58、熱伝導率51.1W/m・K、及び神島化学工業株式会社製SL−WR2、平均粒径10μm、比重3.58、熱伝導率51.1W/m・K)を使用した。比較例として酸化アルミニウム(日本軽金属株式会社製A30、平均粒径5μm、比重3.98、熱伝導率30W/m・K)および水酸化アルミニウムを使用した。
【0024】
(熱伝導性粘着シートの調整)
熱伝導性粘着剤組成物溶液を、乾燥後の厚みが表1になるように剥離処理した25μmポリエチレンテレフタレートフィルム上に塗工し、乾燥後剥離処理した25μmポリエチレンテレフタレートフィルムをかぶせ、熱伝導性粘着シートを得た。
【0025】
(評価方法)
熱伝導性は温度傾斜法及び熱線法にて測定を行った。粘着力は25μmポリエチレンテレフタレートフィルムで裏打ちした25mm×150mmのテストサンプルをステンレス板に、2kgゴムローラー1往復の加圧で貼り付けし、温度23℃、湿度50%の雰囲気下で24時間放置後に、180°剥離、300mm/min(分)の剥離速度で引き剥がし、測定した。
【0026】
(比較例3,4)
特許文献2における実施例7、8の配合組成を基に、水酸化アルミニウムの比重を2.42、アクリル共重合体、粘着付与樹脂、光架橋剤、光開始剤の比重を1として、フィラー含有率を算出した。熱伝導率は特許文献2における実施例7、8の測定結果をそのまま使用した。
【0027】
【表1】
【0028】
熱伝導性フィラーの材質の違いをより明らかにするため、熱伝導性粘着シートの熱伝導率と熱伝導性フィラーの含有率との関係を、図2に示す。図2において、縦軸は、熱伝導性粘着シートの熱伝導率(W/m・K)を示し、横軸は、熱伝導性フィラーの含有率(体積%)を示す。
【0029】
表1および図2を参照して、例えば、熱伝導性フィラーの含有率がおおよそ28体積%の場合、実施例2においては、熱伝導率は、0.58W/m・Kを実現しているのに対し、比較例1においては、0.44W/m・K、比較例3においては、0.4W/m・Kであり、0.5W/m・Kに達していない。実施例1においては、熱伝導性フィラーが25体積%であるにも関わらず、熱伝導率が0.55W/m・Kである。このように、実施例1〜5に係る熱伝導性フィラーを用いると、熱伝導性フィラーの含有率を少なくしながら、高い熱伝導性を実現することができる。ここで、熱伝導性フィラーの含有率が高くなるにつれ、粘着力の値が低くなるため、用途に応じて、用いる熱伝導性フィラーおよびその含有率を選択すると良い。
【0030】
以上、図面を参照してこの発明の実施の形態を説明したが、この発明は、図示した実施の形態のものに限定されない。図示した実施の形態に対して、この発明と同一の範囲内において、あるいは均等の範囲内において、種々の修正や変形を加えることが可能である。
【産業上の利用可能性】
【0031】
この発明に係る熱伝導性粘着剤組成物および熱伝導性粘着シートは、高い熱伝導性、および良好な生産性が要求される場合に、有効に利用される。
【符号の説明】
【0032】
11 熱伝導性粘着シート、12,13 剥離フィルム、14 熱伝導性粘着剤組成物、15 粘着部材、16 フィラー。
【特許請求の範囲】
【請求項1】
粘着性を有する粘着部材を含む熱伝導性粘着剤組成物であって、
前記粘着部材に分散され、絶縁性を有する熱伝導性フィラーを含み、
前記熱伝導性フィラーのモース硬度は、6以下であり、
前記熱伝導性フィラーの熱伝導率は、40W/m・K以上である、熱伝導性粘着剤組成物。
【請求項2】
前記熱伝導性フィラーの材質は、酸化マグネシウム、酸化亜鉛、および窒化ホウ素からなる群から選択される少なくとも一つの材質から構成される、請求項1に記載の熱伝導性粘着剤組成物。
【請求項3】
前記熱伝導性フィラーの平均粒径は、1〜30μmである、請求項1または2に記載の熱伝導性粘着剤組成物。
【請求項4】
前記熱伝導性粘着剤組成物の全体に対する前記熱伝導性フィラーの含有量が40〜70体積%であり、
前記熱伝導性粘着剤組成物の熱伝導率は、0.6W/m・K以上である、請求項1〜3のいずれかに記載の熱伝導性粘着剤組成物。
【請求項5】
請求項1〜4のいずれかに記載の熱伝導性粘着剤組成物を備え、
シート状に形成された、熱伝導性粘着剤組成物シート。
【請求項1】
粘着性を有する粘着部材を含む熱伝導性粘着剤組成物であって、
前記粘着部材に分散され、絶縁性を有する熱伝導性フィラーを含み、
前記熱伝導性フィラーのモース硬度は、6以下であり、
前記熱伝導性フィラーの熱伝導率は、40W/m・K以上である、熱伝導性粘着剤組成物。
【請求項2】
前記熱伝導性フィラーの材質は、酸化マグネシウム、酸化亜鉛、および窒化ホウ素からなる群から選択される少なくとも一つの材質から構成される、請求項1に記載の熱伝導性粘着剤組成物。
【請求項3】
前記熱伝導性フィラーの平均粒径は、1〜30μmである、請求項1または2に記載の熱伝導性粘着剤組成物。
【請求項4】
前記熱伝導性粘着剤組成物の全体に対する前記熱伝導性フィラーの含有量が40〜70体積%であり、
前記熱伝導性粘着剤組成物の熱伝導率は、0.6W/m・K以上である、請求項1〜3のいずれかに記載の熱伝導性粘着剤組成物。
【請求項5】
請求項1〜4のいずれかに記載の熱伝導性粘着剤組成物を備え、
シート状に形成された、熱伝導性粘着剤組成物シート。
【図1】

【図2】
【図2】
【公開番号】特開2012−188605(P2012−188605A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−54926(P2011−54926)
【出願日】平成23年3月14日(2011.3.14)
【出願人】(000226091)日栄化工株式会社 (17)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月14日(2011.3.14)
【出願人】(000226091)日栄化工株式会社 (17)
【Fターム(参考)】
[ Back to top ]