
熱伝導性組成物、熱伝導性シートおよび放熱装置
【課題】薄膜でも、熱伝導率が高くかつ薄いことによる熱抵抗を低減する熱伝導性に優れ、更に薄くても高い難燃性を有しかつ曲げてもひびや割れが発生しない取り扱いが可能な強度も有する熱伝導性シート、およびその熱伝導性シートを好適に成形できる熱伝導性組成物を提供する。
【解決手段】 熱可塑性プラスチック5〜30質量部、熱可塑性エラストマー45〜85質量部、ゴム5〜30質量部の割合で含有する複合ポリマー100質量部に対し、炭素繊維50〜200質量部及び金属水酸化物100〜350質量部を含有してなる熱伝導性組成物、およびこの熱伝導性組成物を0.05〜0.30mm厚のシート形状に成形してなる熱伝導性シート。
【解決手段】 熱可塑性プラスチック5〜30質量部、熱可塑性エラストマー45〜85質量部、ゴム5〜30質量部の割合で含有する複合ポリマー100質量部に対し、炭素繊維50〜200質量部及び金属水酸化物100〜350質量部を含有してなる熱伝導性組成物、およびこの熱伝導性組成物を0.05〜0.30mm厚のシート形状に成形してなる熱伝導性シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱伝導性組成物、熱伝導性シートおよび放熱装置に関し、詳しくは電子部品等より発生する熱を吸収し放熱体に伝える熱伝導性組成物及びそれをシート状に成形した熱伝導性シート、並びに放熱装置に関する。さらに詳しくは、電子電気機器内にある半導体素子等の発熱部で生じた熱をヒートシンクなどの放熱部へと効率よく伝達し、または電子電気製品に使用される電源、光源などから発生する熱を効果的に外部に放散させる放熱装置、およびそこに用いられる熱伝導率が高くかつ薄いことによる熱抵抗を低減するという熱伝導性に優れ、更に薄くても高い難燃性を有しかつ曲げたりしても千切れたりもしくはひびや割れなどが発生しないという取り扱いが可能な強度をも有する熱伝導性シートに要求される性能のバランスに優れた熱伝導性組成物及びその熱伝導性シートに関する。
【背景技術】
【0002】
電子電気機器においては、その内部に組み込まれている半導体素子などの電子部品や電源、光源などから熱が発生するために、その熱を逃がすことが必要である。近年、電子電気機器は高機能化や高速化などが進みより電子部品、電源、光源から発生する熱量が増加しており、それらを放熱させる熱対策が非常に重要になってきている。
その熱対策の部品の一つに熱伝導性シートがある。その熱伝導性シートとは電子電気機器内にある半導体素子等の発熱部とヒートシンクなどの放熱部の隙間を埋めることにより発熱部で生じた熱を放熱部へと効率よく伝達するため、または電子電気製品に使用される電源や光源などといった発熱部から発生する熱を効果的に放散などさせるための部材である。
【0003】
その前者の発熱部と放熱部の隙間を埋めることにより発熱部で生じた熱を放熱部へ伝達するといった役割においては、シートの厚み方向への熱の伝達を主目的としており、厚み方向と面方向の熱伝導率が等しい等方性の性質を有する熱伝導性シートが適する。一方、後者の発熱部で生じた熱を放散させる、すなわち熱を広い範囲に広げる、もしくは発熱部から離れた位置にある放熱部に熱を伝達させるといった役割においては、シートの面方向に熱が伝達される性質を有する熱伝導性シートが適する。
【0004】
そのような熱伝導性シートが熱を伝達させる性能を向上させるためには、低硬度である、熱伝導率が高い、厚みが薄いといった方法がとられる。
シートが低硬度であると、発熱部品及び放熱部品に密着し広い接触面積を得ることができるために効率良く熱を伝達させることができる。また、高さの異なる発熱部品が高密度で実装された場合でもその高さに追従することができ、それにより高さの凹凸を吸収することで密着し広い接触面積を得ることができる。このような低硬度の熱伝導性シートには非常に柔軟なシリコーンゴムがよく用いられており、近年ではそのシリコーンゴムのシロキサン問題から他のアクリルゴムやエチレンプロピレンゴムやウレタンゴムを用いた熱伝導性シートなどが提案されてきている。
【0005】
シートの熱伝導率を高めるには、熱伝導性充填剤を高い比率でシート中に混合分散させるといった方法がとられる。その熱伝導性充填剤には酸化アルミニウム、酸化マグネシウム、酸化ケイ素、酸化亜鉛、窒化アルミニウム、窒化ホウ素、窒化ケイ素、炭化ケイ素などといったセラミックス製粉末、もしくは鉄、銅、アルミニウムといった金属粉末、もしくは炭素繊維や黒鉛粉末といった炭素系材料粉末などが挙げられる。ただし、熱伝導性充填剤の配合比率を高めていくと熱伝導率は向上するが硬く脆くなってくるために、上述の低硬度とのバランスが必要となってくる。
【0006】
シートの厚みを薄くすることによっては熱抵抗を低減することができ、それにより効率よく熱を伝達することができる。これに対し、上述した低硬度の材料を薄くした場合には、千切れたり、破れたり、裂けたりと取り扱い作業が非常に難しくなることから、片面に硬めの材料との2層構造にしたり、また片面や内部に樹脂フィルムや網目状物や不織布などから選ばれる補強材と複合させることで強度を付与させたりしている。ただしその場合、硬めの熱伝導性の層が存在することで接触面積が狭くなったり、樹脂フィルムや不織布による阻害で十分な熱の伝達ができなくなってしまうといった問題が生じる。
また、シートの面方向の熱伝導率を高めることをも考慮した熱伝導性充填剤の炭素系材料となるグラファイトを用いて薄いシートとしたものが市場に投入されている。ただし、このグラファイトシートは非常に脆くて取り扱い作業性が悪く、または脱落して電気絶縁性が必要な部品に付着した場合などは導通してしまうといった問題が生じる。
更に、シートではなく発熱部と放熱部の間に非常に薄い膜で介在させることができる熱伝導性のグリスなどもある。ただ、これは流れ出してしまって放熱性能が低下したり、他の部品に付着して不具合を起こしたり、更には発熱部品や放熱部品に均一に塗布することに非常に手間がかかり多くの作業時間を費やさなければならないといった問題がある。
【0007】
以上のように、発熱部と放熱部の隙間を埋めることにより発熱部で生じた熱を放熱部へ伝達する、または発熱部で生じた熱を広い範囲に広げる、もしくは発熱部から離れた位置にある放熱部に熱を伝達させるといった役割を担う熱伝導性シートにおいて、熱を伝達させる性能を向上させるために低硬度化、高熱伝導率化、薄膜化などといった方法がとられるが、上述のようにそれぞれに問題や課題がある。ゆえに、各電子電気機器に応じた熱対策方法に対して適切な形態の熱伝導性シートが用いられている。
【0008】
その中で、熱抵抗を低減して熱を伝達させる性能を向上させるべく薄い熱伝導性シートの要求が高まってきている。ただ、上述したように低硬度材料を薄くした場合は強度向上のために必要な補強材で熱の伝達が阻害されたり、炭素系熱伝導性充填剤を用いたグラファイトシートは非常に脆く、また熱伝導性グリスは作業性が非常に悪いといった問題がある。
【0009】
それを受け、補強材が不要で取り扱いが可能な強度を有する熱伝導性薄膜シートを得るために、熱伝導性充填剤に炭素繊維を用いそれをポリマー中に混合分散させた熱伝導性薄膜シートが提案されてきている。それは、熱伝導性充填剤のなかでも非常に高い熱伝導率を有する炭素繊維を用いるためにそれが混合分散されたシートの熱伝導率も高いものが得られる。また、その形状が繊維状のために厚みが薄くても千切れたりもしくはひびや割れが発生することのない強度をも得ることができる。
【0010】
しかし、電子電気機器内で使用される熱伝導性シートには更にUL94「機器の部品用プラスチック材料の燃焼性試験」にある20mm垂直燃焼試験94V−2以上もしくは薄手材料垂直燃焼試験94VTM−2以上の垂直難燃性といった高い難燃性も要求され、それを付与させた場合にシートが非常に脆くなってしまうといった問題がある。というのも、難燃性の付与には難燃剤粉末をも混合させることになるが、近年の環境問題などからハロゲンフリー難燃剤の金属水酸化物などを多量に混合させることになるためである。特に炭素繊維といった繊維形状粉末の存在下にあっては、その繊維と繊維の間には粉末が入り込みにくく、そこへ多量の金属水酸化物粉末を無理矢理押し込む状況となってより脆くなる。そうすると、多少の曲げでも千切れたりもしくはひびや割れが発生するといった取り扱いが非常に困難なものとなってしまう。
【0011】
以上のように、熱伝導率を高めかつ熱抵抗を低減することで効率よく熱を伝達させることを目的とした薄膜の熱伝導性シートにおいて、薄くてもUL94の94V−2以上もしくは94VTM−2以上の垂直難燃性といった高い難燃性と曲げても千切れたりもしくはひびや割れが発生しないといった取り扱いが可能な強度をも有するといった熱伝導性シートに要求される性能のバランスを付与させることが非常に難しいといった問題がある。
【特許文献1】特開2005−226007号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、上述のような問題点に着目してなされたものであり、その目的は0.05mmから0.30mmといった薄膜で、熱伝導率が高くかつ薄いことによる熱抵抗を低減するといった熱伝導性に優れ、更に薄くても高い難燃性を有しかつ曲げてもひびや割れが発生しないといった取り扱いが可能な強度をも有するといった熱伝導性シート、およびそれを好適に成形できる熱伝導性組成物を提供することである。また、本発明の別の目的は、放熱効率の優れた電子電気機器の放熱装置を提供することである。
【課題を解決するための手段】
【0013】
本発明者らは、特定の数種類を特定の量で複合させた複合ポリマー中に、炭素繊維粉末と金属水酸化物粉末を高濃度で含有させることで、0.05mmから0.30mm厚といった薄さであっても、高い熱伝導率と高い難燃性と曲げてもひびや割れが発生しないといった取り扱いが可能な強度とを有するシートとし得ることを見出し、その知見に基づき本発明をなすに至った。
すなわち、本発明は、
(1)熱可塑性プラスチック5〜30質量部、熱可塑性エラストマー45〜85質量部、ゴム5〜30質量部の割合で含有する複合ポリマー100質量部に対し、炭素繊維50〜200質量部及び金属水酸化物100〜350質量部を混合してなる熱伝導性組成物、
(2)前記熱可塑性プラスチックが融点120〜150℃のポリエチレンまたはポリプロピレンであることを特徴とする(1)項記載の熱伝導性組成物、
(3)前記熱可塑性エラストマーが酢酸ビニル基含有量40〜60質量%のエチレン酢酸ビニルであることを特徴とする(1)または(2)項記載の熱伝導性組成物、
(4)前記ゴムが二元共重合体のエチレン・メチルアクリレート共重合体であることを特徴とする(1)〜(3)のいずれか1項に記載の熱伝導性組成物、
(5)前記炭素繊維が平均径4〜12μmかつ平均長さ25〜200μmであることを特徴とする(1)〜(4)のいずれか1項に記載の熱伝導性組成物、
(6)前記金属水酸化物の平均粒径が10μm以下であることを特徴とする(1)〜(5)のいずれか1項に記載の熱伝導性組成物、
(7)(1)〜(6)のいずれか1項に記載の熱伝導性組成物を0.05〜0.30mm厚のシート形状に成形してなることを特徴とする熱伝導性シート、および、
(8)発熱部材と放熱部材との隙間に、もしくは発熱部材とそこから離れた位置にある放熱部材との間に、もしくは発熱部材のみに(7)項に記載の熱伝導性シートを介在させることを特徴とする放熱装置
を提供するものである。
【発明の効果】
【0014】
本発明により、電子電気機器内にある半導体素子等の発熱部とヒートシンクなどの放熱部の隙間を埋めることにより発熱部で生じた熱を放熱部へと効率よく伝達するため、または電子電気製品に使用される電源、光源などから発生する熱を効果的に外部に放散させるために、熱伝導率が高くかつ薄いことによる熱抵抗が小さいといった熱伝導性に優れ、更に薄くても高い難燃性を有しかつ曲げたりしても千切れたりもしくはひびや割れなどが発生しないといった取り扱いが可能な強度をも有するといった熱伝導性シートおよび、それを好適に製造し得る要求される性能のバランスに優れた熱伝導性組成物を得ることができる。
【発明を実施するための最良の形態】
【0015】
以下、更に詳しく本発明について説明する。
本発明の熱伝導性組成物は、熱可塑性プラスチック及び熱可塑性エラストマー及びゴムという数種類のポリマーを特定の比率で混合させた複合ポリマーとすることで、熱伝導性粉末の炭素繊維と難燃剤の金属水酸化物粉末の高濃度の含有が可能となり、かつその高濃度の含有量であっても0.05mmから0.30mm厚といった薄膜シートとしても曲げても千切れたりもしくはひびや割れが発生しないといった取り扱いが可能な強度を有する熱伝導性と難燃性と強度とを有するものである。
【0016】
まず、本発明に用いられる複合ポリマーは、熱可塑性プラスチック及び熱可塑性エラストマー及びゴムといったように数種類のポリマーを所定の比率、すなわち、熱可塑性プラスチック5〜30質量部、熱可塑性エラストマー45〜85質量部、ゴム5〜30質量部の割合で、全体量として100質量部となるものである。
【0017】
本発明に用いられる複合ポリマー100質量部における熱可塑性プラスチックの含有量は5〜30質量部であり、好ましくは10〜25質量部、さらに好ましくは15〜25質量部である。熱可塑性プラスチックの割合が少なすぎる場合、シート強度に大きく寄与している熱可塑性プラスチックの含有比率が低くなるために、0.05mmから0.30mmといった薄さでは千切れやすいなどといった取り扱いが難しくなってくる。一方、熱可塑性プラスチックの割合が多すぎる場合、組成物が硬くなりすぎて、例えば0.05mmから0.30mmといった薄さのシートでは脆くなってしまい、曲げたりするとひびや割れが発生することがある。
【0018】
本発明に用いられる熱可塑性プラスチックとしては、例えば、ポリプロピレン、ポリエチレン、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどが挙げられる。なかでも難燃剤として含有される金属水酸化物の脱水が極力始まらないように160℃前後といったポリマーの混合温度としては最低限低い温度での混合が可能となる融点が120〜150℃、好ましくは120〜130℃のポリエチレンまたはポリプロピレンが好適である。その中でも、結晶化度が高いことから強度が高いポリプロピレンが更に好ましい。
【0019】
本発明に好適に用いられるポリエチレンは、上記の融点を持つものであって、繰り返し単位のエチレンが分岐をほとんど持たず直鎖状に結合していることにより密度が高い高密度ポリエチレンや繰り返し単位のエチレンがランダムに分岐を持って結合していることにより密度が低い低密度ポリエチレン、及び繰り返し単位のエチレンと若干量のα‐オレフィンを共重合させた直鎖状で密度が低い直鎖状低密度ポリエチレンのいずれであっても良い。更には、特殊な官能基や酸などを付加した変性ポリエチレンなども用いることができる。
【0020】
本発明に好適に用いられるポリプロピレンは、上記の融点を持つものであって、単独重合体のホモタイプやエチレンとプロピレンなどをブロック的に共重合させたブロックタイプ及びエチレンとプロピレンなどをランダムに共重合させたランダムタイプのいずれであっても良い。
【0021】
ポリエチレン及びポリプロピレンは、単体で使用しても良いし任意の数種類をブレンドして使用しても良い。
【0022】
熱可塑性プラスチックの融点が低すぎる場合、例えば融点120℃未満のポリエチレンなどを含有させ120℃以上の熱の履歴を与えた場合、劣化が進行しやすくなるといった耐熱性に劣るという問題が生じることがある。そうすると、実際の電子電気機器内に組み込まれて使用された際に放熱体から発生する熱でシートが硬く脆くなり、その組み込まれた箇所から脱落してしまうなどの不具合が生じる可能性があり好ましくない。
一方、熱可塑性プラスチックの融点が高すぎる場合、例えば融点150℃を超えたポリプロピレンなどを含有させた場合、その組成の材料をバンバリーミキサーやニーダーなどで混合する時に200℃以上といった混合温度が必要となってくる。そうすると、その200℃以上の混合温度により、難燃性に寄与する金属水酸化物において脱水が始まってしまい、結果その組成の材料の難燃性が低下してしまうことがあり好ましくない。
【0023】
本発明に用いられる複合ポリマー100質量部における熱可塑性エラストマーの含有量は45〜85質量部であり、好ましくは50〜80質量部、さらに好ましくは60〜70質量部である。熱可塑性エラストマーは熱伝導性粉末の炭素繊維と難燃剤の金属水酸化物粉末の高濃度の含有に寄与しており、熱可塑性エラストマーの割合が少なすぎると炭素繊維や金属水酸化物の粉末の高濃度含有も困難になってくる。そうすると所望の熱伝導性や難燃性を得ることができず、もしくは含有できたとしても得られた薄膜シートが非常に脆く曲げたりするとひびや割れが発生することがある。更に、熱可塑性エラストマーは着火時に炭化層を形成することによりその着火性が低いために難燃性の向上に大きく寄与しており、その含有量が減ることでも難燃性が低下してしまう。一方、熱可塑性エラストマーの割合が多すぎる場合、熱可塑性プラスチックより強度に劣る熱可塑性エラストマーの含有量が増えることでその組成の材料の強度が低下してしまう。そうすると、0.05mmから0.30mmといった薄膜シートの場合千切れてしまい、取り扱いができないといった問題が生じることがある。
【0024】
本発明に用いられる熱可塑性エラストマーとしては、エチレン酢酸ビニル、エチレンアクリル酸エチルなどが挙げられる。なかでも難燃性や強度の付与に効果的である酢酸ビニル基含有量が40〜60質量%、好ましくは40〜50質量%のエチレン酢酸ビニルが好適である。
【0025】
酢酸ビニル基含有量が少なすぎる場合、0.05mmから0.30mm厚でのUL94「機器の部品用プラスチック材料の燃焼性試験」にある20mm垂直燃焼試験94V−2以上もしくは薄手材料垂直燃焼試験94VTM−2以上の垂直難燃性を得ることができなくなってくるために好ましくない。というのも、酢酸ビニル基含有量が少ないと結晶性が増加してポリエチレンやポロプロピレンといった熱可塑性プラスチックに近い挙動を示すものとなり、着火時の炭化層の形成が減少して燃えやすくなり難燃性が低下するためである。尚、酢酸ビニル基含有量が多いと非結晶で柔軟なゴムに近いものとなり、着火時の炭化層の形成が増加することで着火性が低くなり難燃性が向上する。
【0026】
一方、酢酸ビニル基含有量が多すぎると、0.05mmから0.30mmといった薄膜シートの場合千切れてしまい取り扱いができないといった問題が生じることがあり好ましくない。というのも、酢酸ビニル基含有量が多いと上述したように非結晶で柔軟なゴムに近い挙動を示すものとなり、強度が低下してしまうためである。
【0027】
本発明に用いられる複合ポリマー100質量部におけるゴムの含有量は5〜30質量部であり、好ましくは5〜25質量部、さらに好ましくは10〜20質量部である。ゴムの割合が少なすぎる場合、ゴムは熱伝導性粉末の炭素繊維と難燃剤の金属水酸化物粉末の高濃度の含有に大きく寄与しており、その割合が下がるとそれら炭素繊維と金属水酸化物の粉末の高濃度の含有が困難になってくる。そうすると所望の熱伝導性や難燃性を得ることができず、もしくは含有できたとしても得られた薄膜シートが非常に脆く、曲げたりするとひびや割れが発生し取り扱いができないことがある。一方、ゴムの割合が多すぎる場合、熱可塑性プラスチックや熱可塑性エラストマーに比べ強度に劣るゴムの含有比率が増加してその組成の強度が下がり、結果0.05mmから0.30mm厚の薄膜シートが千切れてしまい取り扱いができないといった問題が生じることがある。
なお、本発明において、「ゴム」には、熱可塑性エラストマーは含まないものである。
【0028】
本発明に好適に用いられるゴムには、アクリルゴム、エチレンプロピレンゴム、エチレン・メチルアクリレート共重合体などが挙げられる。中でもエチレン・メチルアクリレート共重合体が好ましい。その理由は、材料の混合においてその混合温度で熱可塑性プラスチックや熱可塑性エラストマーは熱がかかると可塑化して粘度が下がるが、ゴムは軟化するだけで比較的粘度が高いために、混合時のせん断発熱により温度が上昇しやすくなるのに対し、エチレン・メチルアクリレート共重合体は粘度やグリーン強度が低くいために材料混合時のせん断発熱が低く好適であるためである。
【0029】
エチレン・メチルアクリレート共重合体には二元型共重合体と三元型共重合体があり、どちらを用いても良いが二元型共重合体のほうがより好ましい。その理由は、三元型共重合体の場合は特定のアミンと反応して架橋点となるカルボン酸モノマーを有するため、必要に応じてアミン材料を含有した場合にそのエチレン・メチルアクリレート共重合体が架橋して薄膜シートの強度が上昇しすぎてしまい薄膜シートが脆くなってしまうためである。また、他に含有されたポリマーや粉末に不純物として微量のアミンが含有されている場合やそのようなアミンが存在しない場合でも、高温や高湿度といった環境下でカルボン酸モノマーを架橋点として、微少ではあるが架橋が進行してしまう懸念があるためである。それに対し二元型共重合体は、架橋点となるカルボン酸モノマーを有しないためにそのような懸念はなくなる。
【0030】
本発明におけるポリマーは、以上のような熱可塑性プラスチック及び熱可塑性エラストマー及びゴムというに複数種のポリマーを所定の割合で混合してなる複合ポリマーとなる。
【0031】
本発明の熱伝導性組成物において、上記の複合ポリマー100質量部に対し、炭素繊維は50〜200質量部、好ましくは75〜175質量部、さらに好ましくは100〜150質量部を含有される。炭素繊維の含有量が少なすぎる場合、シート内部における炭素繊維間の距離が離れすぎていてそれら炭素繊維間での効率的な電子の移動ができなくなり、結果熱が伝達される熱伝導路の形成が不十分で所望の熱伝導性を得ることができなくなる。一方、炭素繊維の含有量が多すぎる場合は、複合ポリマーに対するその炭素繊維粉末と金属水酸化物粉末の双方を合わせた粉末材料の含有比率が高すぎて混合が困難になる、もしくは混合できたとしてもそれら粉末をポリマーで十分にバインドすることができずに薄膜シートが非常に脆くなり曲げたりするとひびや割れが発生することがある。
【0032】
炭素繊維は有機繊維を加熱、酸化といった焼成させることで作り上げられるが、本発明に用いられる炭素繊維は、ポリアクリロニトリルという特殊なアクリル繊維を原料とするPAN系はであっても、コールタールピッチや石油ピッチまたは石炭ピッチを原料にしているピッチ系のいずれであってもよい。炭素繊維の平均径は、好ましくは4〜12μm、さらに好ましくは6〜10μmである。炭素繊維の平均長さは、好ましくは25〜200μm、さらに好ましくは30〜70μmである。
【0033】
炭素繊維の平均径が短すぎる場合や平均長さが短すぎる場合、薄膜シート内での熱の伝達の効率が低下することにより熱伝導性が低いものとなってしまうために好ましくない。というのも、前者の平均径が短すぎる場合、薄膜シート内での炭素繊維間距離が離れすぎてしまって、炭素繊維間での電子の移動が非常に困難になるためである。後者の平均長さが短すぎる場合は炭素繊維間を電子が移動しなければならない移動点が増加し、それだけ電子の移動の効率が低下するためである。
【0034】
一方、炭素繊維の平均径が長すぎる場合や平均長さが長すぎる場合、薄膜シートが脆く曲げたりするとひびや割れが発生し取り扱いができないものになってしまい好ましくない。というのも、太いまたは長い繊維状の粉末はその周囲にポリマーがまとわり付きにくくなるためにバインドされにくくなる為である。
【0035】
本発明の熱伝導性組成物において、上記の複合ポリマー100質量部に対し、金属水酸化物は100〜350質量部、好ましくは200〜300質量部、さらに好ましくは240〜300質量部を含有される。金属水酸化物の含有量が少なすぎる場合、0.05mmから0.30mm厚といった薄膜でUL94にある20mm垂直燃焼試験94V−2以上もしくは薄手材料垂直燃焼試験94VTM−2以上の垂直難燃性といった高い難燃性を得ることができなくなる。一方、金属水酸化物の含有量が多すぎる場合、複合ポリマーに対するその金属水酸化物粉末と炭素繊維粉末の双方を合わせた粉末材料の含有比率が高すぎて混合が困難になる、もしくは混合できたとしてもそれら粉末をポリマーで十分にバインドすることができずに薄膜シートが非常に脆く曲げたりするとひびや割れが発生することがある。
【0036】
本発明に好適に用いられる金属水酸化物には、水酸化マグネシウムや水酸化アルミニウムなどが挙げられ、その表面を脂肪酸処理やチタネート処理やシラン処理されたものであっても良い。金属水酸化物の平均粒径は10μm以下が好ましく、0.8〜2.0μmがさらに好ましい。
平均粒径が大きすぎた場合、粒度分布によっては50μm以上の粒径物が存在し、0.05mm厚から0.30mm厚での0.05mm厚などといった場合にシートの厚みを越える粒径物が存在することとなり、そのシート厚より大きな粒径である金属水酸化物粉末を起点として千切れてしまったりするために好ましくない。
【0037】
尚、本発明の熱伝導性組成物には、本発明の特性を損なわない範囲で、必要に応じ老化防止剤、滑剤、着色剤、可塑剤、オイル等を含有しても良い。
【0038】
本発明の別の実施態様は、上述の本発明の熱伝導性組成物を0.05〜0.30mm厚のシート状に成形してなる熱伝導性シートである。シートの厚みは0.08〜0.20mm厚が好ましく、0.08〜0.12mm厚がさらに好ましい。シート厚が薄すぎる場合、所定の組成材料でも千切れたりして取り扱いが困難となる。一方、シート厚が厚すぎると、シート内の炭素繊維の並びが面方向と厚み方向でランダムに並び熱伝導性が低下してしまうために好ましくない。
【0039】
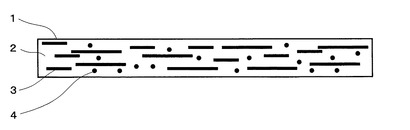
図1は、本発明の熱伝導性シートの断面を模式的に示す模式図である。図示された熱伝導シート1は、複合ポリマー1中に炭素繊維2および金属水酸化物3がほぼ均一に分散された状態で成型され、炭素繊維2はほぼ一定方向に並んだ状態となっている。
【0040】
本発明の熱伝導性シートの成形方法は特に限定されるものではないが、例えば、材料を通常用いられるバンバリーミキサーやニーダー等を用いて混合し、該混合物を常法によるカレンダーロール成形、オープンロール成形、プレス成形、押出成形等によりシート状へ成形することができる。
【0041】
本発明のさらに別の実施態様は、発熱部材と放熱部材との隙間に、もしくは発熱部材とそこから離れた位置にある放熱部材との間に、もしくは発熱部材のみに上記の熱伝導性シートを介在させた放熱装置である。
発熱部材としては、電子電気機器内にある半導体素子、電子電気製品に使用される電源や光源などを挙げることができる。
放熱部材としては、ヒートシンクなどを挙げることができる。
発熱部材と放熱部材との隙間に熱伝導性シートを介在させる場合は、好ましくは、発熱部と放熱部の隙間を熱伝導性シートにより埋めるものである。
発熱部材とそこから離れた位置にある放熱部材との間に熱伝導性シートを介在させる場合は、好ましくは、熱伝導性シートの表面の長手方向または短手方向の1端を発熱部材に接触させ、他端を放熱部材に接触させるものである。
発熱部材のみに熱伝導性シートを介在させたとは、好ましくは、発熱部材に熱伝導性シートを接触させ、熱を熱伝導性シートを介して広い範囲に広げ温度を下げるものである。
【実施例】
【0042】
以下、実施例及び比較例に基づき本発明をより詳細に説明するが本発明はこれに限定されるものではない。
【0043】
(実施例1〜実施例13)
熱可塑性プラスチックであるポリプロピレンに融点が125℃の日本ポリプロ(株)製ノバテックFX4Gを用い、熱可塑性エラストマーであるエチレン−酢酸ビニル共重合体に酢酸ビニル基含有量が40質量%のバイエル(株)製レバプレン400HVを用い、ゴムであるエチレン・メチルアクリレート共重合体に二元型共重合体の三井デュポンポリケミカル(株)製ベイマックDPを用い、炭素繊維に平均径が8μmで平均長が50μmの帝人(株)製ラヒーマR−A201を用い、金属水酸化物である水酸化マグネシウムに平均粒径が1.1μmの神島化学(株)製マグシーズN−4を用いた。それらを表1〜2に示す各例での配合量(質量部)をバンバリーミキサーで混練りし、熱伝導性組成物を得た、この熱伝導性組成物をカレンダーロールでシート状に成形し、表1〜2に示す0.05mmから0.30mmの各厚みのシートを得た。
【0044】
(比較例1〜比較例12)
表3〜4に示す混合割合であること以外は実施例1〜実施例11と同じ同一の材料を用い同様の方法で成形し、表3〜4に示す0.05mmから0.30mmの各厚みのシートを得た。なお、比較例11〜12は請求項7に係る発明の比較例である。
【0045】
(比較例13)
熱可塑性プラスチックであるポリエチレンに融点が108℃の日本ポリエチレン(株)製ノバテックLD YF30を使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.15mm厚みのシートを得た。なお本比較例は、請求項2に係る発明の比較例である。
【0046】
(比較例14)
熱可塑性プラスチックであるポリプロピレンに融点が162℃のサンアロマー(株)製PC600Sを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.30mm厚みのシートを得た。なお本比較例は、請求項2に係る発明の比較例である。
【0047】
(比較例15)
熱可塑性エラストマーであるエチレン−酢酸ビニル共重合体に酢酸ビニル含有量が15質量%の日本ポリエチレン(株)製ノバテックEVA LV440を使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.30mm厚みのシートを得た。なお本比較例は、請求項3に係る発明の比較例である。
【0048】
(比較例16)
熱可塑性エラストマーであるエチレン−酢酸ビニル共重合体に酢酸ビニル含有量が80質量%のバイエル(株)製レバプレン800HVを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項3に係る発明の比較例である。
【0049】
(比較例17)
ゴムであるエチレン・メチルアクリレート共重合体に三元型の三井デュポンポリケミカル(株)製ベイマックGを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項4に係る発明の比較例である。
【0050】
(比較例18)
炭素繊維に平均径3μm、平均長さ50μmのものを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項5に係る発明の比較例である。
【0051】
(比較例19)
炭素繊維に平均径18μm、平均長さ50μmのものを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項5に係る発明の比較例である。
【0052】
(比較例20)
炭素繊維に平均径8μm、平均長さ20μmのものを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項5に係る発明の比較例である。
【0053】
(比較例21)
炭素繊維に平均径8μm、平均長さ250μmのものを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形した0.10mm厚みのシートを得た。なお本比較例は、請求項5に係る発明の比較例である。
【0054】
(比較例22)
金属水酸化物である水酸化アルミニウムに平均粒径18μmの昭和電工(株)製ハイジライトH−31を使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項6に係る発明の比較例である。
【0055】
試験例
実施例および比較例の熱伝導性シートについて、以下に示す熱伝導率測定及びUL94薄手材料垂直燃焼試験及びシート巻き付け試験を実施した。結果を表1〜6に示す。
(熱伝導率測定)
京都電子工業(株)製の迅速熱伝導率計QTM−500を用い、評価シート上にそれの測定プローブをセットして熱伝導率の測定を行った。
15W/m・K以上で合格である。
【0056】
(UL94 薄手材料垂直燃焼試験)
材料・装置・部品・道具類などから製品に至るまでの、機能や安全性に関する標準化を目的とした製品安全規格を満たしたものに対し認可を与える機関であるUnderwriters Laboratoriesで実施評価されるUL94「機器の部品用プラスチック材料の燃焼性試験」にある薄手材料垂直燃焼試験に準拠した。本試験は同じくUL94にある20mm垂直燃焼試験を行った場合、材料が薄いためにゆがんだり、縮んだりまたはクランプの所まで燃え尽きてしまう材料について実施するためのものである。本発明の熱伝導性薄膜シートは0.05mmから0.30mmと薄いものであることから、この薄手材料垂直燃焼試験を行った。
94VTM−2以上で合格である。
【0057】
(シート巻き付け試験)
例えば規定のシートを電子電気機器内にセットなどする場合にそれを曲げたりしなければならない状況がある。その際に、多少の曲げでも千切れたりもしくはひびや割れが発生したりすると、その電気電子機器の組み立て作業の生産性を大きく低下させる原因となり製品としては成り立たなくなる。取り扱いが可能な強度を有するというのはそのように曲げても千切れたりもしくはひびや割れが発生することがない強度を意味する。
それを受け、JIS C 3005ゴム・プラスチック絶縁電線試験方法の巻付加熱試験を参考にした。それは電線試料を規定の径をもつ円筒に緊密に規定回数巻き付け、または屈曲し、そのままの状態で、規定温度の恒温槽で1時間加熱した後に取り出して、試料の表面にひび及び割れが生じているかどうかを目視で調べるものである。本試験では、径1.0mmの円筒の棒に規定のシートを巻き付けた際に、千切れたりもしくはそれにひびや割れが発生するかしないかで行った。それを現品で行い、千切れもしくはひびや割れが発生しなかった規定のシートについては更に120℃で1000時間の熱履歴を与えたもので同様の試験を行った。千切れたりもしくはひびや割れが発生しないものを合格とした。
【0058】
【表1】

【0059】
【表2】
【0060】
【表3】
【0061】
【表4】
【0062】
【表5】
【0063】
【表6】
【0064】
表1〜2に示されるように、実施例1から実施例13の熱伝導性シートの熱伝導率は15W/m・K以上を有する。UL94薄手材料垂直燃焼試験においては、平均径1.1μmの水酸化マグネシウムが100質量部配合の実施例10は94VTM−2で、180質量部配合の実施例11は94VTM−1で、250質量部と270質量部と350質量部配合の実施例1から実施例9及び実施例12と実施例13は94VTM−0を有する。更に、シート巻き付け試験では現品及び120℃1000時間の熱履歴後で径1.0mmの円筒の棒への巻き付けでも千切れたりもしくはひびや割れが発生することのない強度を有する。以上のように、本発明の熱伝導性薄膜シートは熱伝導性に優れ更に薄くても高い難燃性を有しかつ取り扱いが可能な強度をも有することが確認される。
【0065】
それに対し、表3の熱可塑性プラスチックであるポリプロピレンが5質量部未満である比較例1の0.15mm厚シートは強度が低く、径1.0mmの円筒の棒に巻き付ける際に千切れてしまい取り扱いが困難なことがわかる。
表3の熱可塑性プラスチックであるポリプロピレンが30質量部を越えた比較例2の0.15mm厚シートは、その組成物が硬すぎて径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表3の熱可塑性エラストマーであるエチレン酢酸ビニルが45質量部未満である比較例3の0.15mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表3の熱可塑性エラストマーであるエチレン酢酸ビニルが90質量部を越えた比較例4の0.15mm厚シートは強度が低く、径1.0mmの円筒の棒に巻き付ける際に千切れてしまい取り扱いが困難なことがわかる。
表3のゴムであるエチレン・メチルアクリレート共重合体が5質量部未満である比較例5の0.15mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表3のゴムであるエチレン・メチルアクリレート共重合体が30質量部を越えた比較例6の0.15mm厚シートは強度が低く、径1.0mmの円筒の棒に巻き付ける際に千切れてしまい取り扱いが困難なことがわかる。
【0066】
表4の炭素繊維が50質量部未満である比較例7の0.15mm厚シートは熱伝導率が9W/m・Kと10W/m・K以下で低く、熱伝導性に劣ることがわかる。
表4の炭素繊維が200質量部を越えた比較例8の0.15mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表4の金属水酸化物である水酸化マグネシウムが100質量部未満である比較例9の0.30mm厚シートは、UL94の薄手材料垂直燃焼試験94VTM−2以上といった垂直難燃性がないことがわかる。
表4の金属水酸化物である水酸化マグネシウムが350質量部を越えた比較例10の0.15mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表4のシートの厚みが0.05mm未満である比較例11のシートは、所定の材料種類と配合量からなる組成物ではあるが、シート状に成形する際に千切れたりしてしまい成形不可であった。
表4のシートの厚みが0.30mmを超えた比較例12の0.40mm厚シートは、炭素繊維の並びが面方向と厚み方向でランダムに並んでしまうために熱伝導率が8W/m・Kと10W/m・K以下で低く、熱伝導性に劣ることがわかる。
【0067】
更に表5の熱可塑性プラスチックに融点が120℃未満のポリエチレンを用いた比較例13の0.15mm厚シートは、現品は径1.0mmの円筒の棒に巻き付けても千切れたりもしくはひびや割れが発生することのない強度を有するが、120℃の1000時間といった熱の履歴を与えた場合に脆くなってしまい、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生するといったシートの取り扱い強度に問題があることがわかる。
表5の熱可塑性プラスチックに融点が150℃を超えたポリプロピレンを用いた比較例14の0.30mm厚シートは、融点125℃のポリプロピレンを用いた実施例1が0.10mm厚でもUL94の薄手材料垂直燃焼試験が94VTM−0であることに対し、0.30mm厚でも燃焼してしまい難燃性が低下していることがわかる。
表5の熱可塑性エラストマーに酢酸ビニル基含有量が40質量%未満のエチレン酢酸ビニルを用いた比較例15の0.30mm厚シートは、酢酸ビニル基含有量40質量%のエチレン酢酸ビニルを用いた実施例1が0.10mm厚でもUL94の薄手材料垂直燃焼試験が94VTM−0であることに対し、0.30mm厚でも燃焼してしまい難燃性が低下していることがわかる。
表5の熱可塑性エラストマーに酢酸ビニル基含有量が60質量%を越えたエチレン酢酸ビニルを用いた比較例16の0.10mm厚シートは強度が低く、径1.0mmの円筒の棒に巻き付ける際に千切れてしまい取り扱いが困難なことがわかる。
表5のゴムに三元型のエチレン・メチルアクリレート共重合体を使用した比較例17の0.10mm厚シートは、現品は径1.0mmの円筒の棒に巻き付けても千切れたりもしくはひびや割れが発生することのない強度を有するが、120℃の1000時間といった熱の履歴を与えた場合に若干硬くなり、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生することはないが筋がつくといったシートの取り扱い強度に多少の問題があることがわかる。
【0068】
表6の炭素繊維に平均径が4μm未満のものを用いた比較例18の0.10mm厚シートは、熱伝導率が7W/m・Kと10W/m・K以下で低く、熱伝導性に劣ることがわかる。
表6の炭素繊維に平均径が12μmを超えたものを用いた比較例19の0.10mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表6の炭素繊維に平均長さが25μm未満のものを用いた比較例20の0.10mm厚シートは、熱伝導率が8W/m・Kと10W/m・K以下で低く、熱伝導性に劣ることがわかる。
表6の炭素繊維に平均径が200μmを超えたものを用いた比較例21の0.10mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表6の金属水酸化物に平均粒径が10μmを超えた水酸化アルニミニウムを用いた比較例22の0.10mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
【図面の簡単な説明】
【0069】
【図1】本発明の熱伝導性シートの断面を模式的に示す模式図である。
【符号の説明】
【0070】
1 熱伝導性シート
2 複合ポリマー
3 炭素繊維
4 金属水酸化物
【技術分野】
【0001】
本発明は、熱伝導性組成物、熱伝導性シートおよび放熱装置に関し、詳しくは電子部品等より発生する熱を吸収し放熱体に伝える熱伝導性組成物及びそれをシート状に成形した熱伝導性シート、並びに放熱装置に関する。さらに詳しくは、電子電気機器内にある半導体素子等の発熱部で生じた熱をヒートシンクなどの放熱部へと効率よく伝達し、または電子電気製品に使用される電源、光源などから発生する熱を効果的に外部に放散させる放熱装置、およびそこに用いられる熱伝導率が高くかつ薄いことによる熱抵抗を低減するという熱伝導性に優れ、更に薄くても高い難燃性を有しかつ曲げたりしても千切れたりもしくはひびや割れなどが発生しないという取り扱いが可能な強度をも有する熱伝導性シートに要求される性能のバランスに優れた熱伝導性組成物及びその熱伝導性シートに関する。
【背景技術】
【0002】
電子電気機器においては、その内部に組み込まれている半導体素子などの電子部品や電源、光源などから熱が発生するために、その熱を逃がすことが必要である。近年、電子電気機器は高機能化や高速化などが進みより電子部品、電源、光源から発生する熱量が増加しており、それらを放熱させる熱対策が非常に重要になってきている。
その熱対策の部品の一つに熱伝導性シートがある。その熱伝導性シートとは電子電気機器内にある半導体素子等の発熱部とヒートシンクなどの放熱部の隙間を埋めることにより発熱部で生じた熱を放熱部へと効率よく伝達するため、または電子電気製品に使用される電源や光源などといった発熱部から発生する熱を効果的に放散などさせるための部材である。
【0003】
その前者の発熱部と放熱部の隙間を埋めることにより発熱部で生じた熱を放熱部へ伝達するといった役割においては、シートの厚み方向への熱の伝達を主目的としており、厚み方向と面方向の熱伝導率が等しい等方性の性質を有する熱伝導性シートが適する。一方、後者の発熱部で生じた熱を放散させる、すなわち熱を広い範囲に広げる、もしくは発熱部から離れた位置にある放熱部に熱を伝達させるといった役割においては、シートの面方向に熱が伝達される性質を有する熱伝導性シートが適する。
【0004】
そのような熱伝導性シートが熱を伝達させる性能を向上させるためには、低硬度である、熱伝導率が高い、厚みが薄いといった方法がとられる。
シートが低硬度であると、発熱部品及び放熱部品に密着し広い接触面積を得ることができるために効率良く熱を伝達させることができる。また、高さの異なる発熱部品が高密度で実装された場合でもその高さに追従することができ、それにより高さの凹凸を吸収することで密着し広い接触面積を得ることができる。このような低硬度の熱伝導性シートには非常に柔軟なシリコーンゴムがよく用いられており、近年ではそのシリコーンゴムのシロキサン問題から他のアクリルゴムやエチレンプロピレンゴムやウレタンゴムを用いた熱伝導性シートなどが提案されてきている。
【0005】
シートの熱伝導率を高めるには、熱伝導性充填剤を高い比率でシート中に混合分散させるといった方法がとられる。その熱伝導性充填剤には酸化アルミニウム、酸化マグネシウム、酸化ケイ素、酸化亜鉛、窒化アルミニウム、窒化ホウ素、窒化ケイ素、炭化ケイ素などといったセラミックス製粉末、もしくは鉄、銅、アルミニウムといった金属粉末、もしくは炭素繊維や黒鉛粉末といった炭素系材料粉末などが挙げられる。ただし、熱伝導性充填剤の配合比率を高めていくと熱伝導率は向上するが硬く脆くなってくるために、上述の低硬度とのバランスが必要となってくる。
【0006】
シートの厚みを薄くすることによっては熱抵抗を低減することができ、それにより効率よく熱を伝達することができる。これに対し、上述した低硬度の材料を薄くした場合には、千切れたり、破れたり、裂けたりと取り扱い作業が非常に難しくなることから、片面に硬めの材料との2層構造にしたり、また片面や内部に樹脂フィルムや網目状物や不織布などから選ばれる補強材と複合させることで強度を付与させたりしている。ただしその場合、硬めの熱伝導性の層が存在することで接触面積が狭くなったり、樹脂フィルムや不織布による阻害で十分な熱の伝達ができなくなってしまうといった問題が生じる。
また、シートの面方向の熱伝導率を高めることをも考慮した熱伝導性充填剤の炭素系材料となるグラファイトを用いて薄いシートとしたものが市場に投入されている。ただし、このグラファイトシートは非常に脆くて取り扱い作業性が悪く、または脱落して電気絶縁性が必要な部品に付着した場合などは導通してしまうといった問題が生じる。
更に、シートではなく発熱部と放熱部の間に非常に薄い膜で介在させることができる熱伝導性のグリスなどもある。ただ、これは流れ出してしまって放熱性能が低下したり、他の部品に付着して不具合を起こしたり、更には発熱部品や放熱部品に均一に塗布することに非常に手間がかかり多くの作業時間を費やさなければならないといった問題がある。
【0007】
以上のように、発熱部と放熱部の隙間を埋めることにより発熱部で生じた熱を放熱部へ伝達する、または発熱部で生じた熱を広い範囲に広げる、もしくは発熱部から離れた位置にある放熱部に熱を伝達させるといった役割を担う熱伝導性シートにおいて、熱を伝達させる性能を向上させるために低硬度化、高熱伝導率化、薄膜化などといった方法がとられるが、上述のようにそれぞれに問題や課題がある。ゆえに、各電子電気機器に応じた熱対策方法に対して適切な形態の熱伝導性シートが用いられている。
【0008】
その中で、熱抵抗を低減して熱を伝達させる性能を向上させるべく薄い熱伝導性シートの要求が高まってきている。ただ、上述したように低硬度材料を薄くした場合は強度向上のために必要な補強材で熱の伝達が阻害されたり、炭素系熱伝導性充填剤を用いたグラファイトシートは非常に脆く、また熱伝導性グリスは作業性が非常に悪いといった問題がある。
【0009】
それを受け、補強材が不要で取り扱いが可能な強度を有する熱伝導性薄膜シートを得るために、熱伝導性充填剤に炭素繊維を用いそれをポリマー中に混合分散させた熱伝導性薄膜シートが提案されてきている。それは、熱伝導性充填剤のなかでも非常に高い熱伝導率を有する炭素繊維を用いるためにそれが混合分散されたシートの熱伝導率も高いものが得られる。また、その形状が繊維状のために厚みが薄くても千切れたりもしくはひびや割れが発生することのない強度をも得ることができる。
【0010】
しかし、電子電気機器内で使用される熱伝導性シートには更にUL94「機器の部品用プラスチック材料の燃焼性試験」にある20mm垂直燃焼試験94V−2以上もしくは薄手材料垂直燃焼試験94VTM−2以上の垂直難燃性といった高い難燃性も要求され、それを付与させた場合にシートが非常に脆くなってしまうといった問題がある。というのも、難燃性の付与には難燃剤粉末をも混合させることになるが、近年の環境問題などからハロゲンフリー難燃剤の金属水酸化物などを多量に混合させることになるためである。特に炭素繊維といった繊維形状粉末の存在下にあっては、その繊維と繊維の間には粉末が入り込みにくく、そこへ多量の金属水酸化物粉末を無理矢理押し込む状況となってより脆くなる。そうすると、多少の曲げでも千切れたりもしくはひびや割れが発生するといった取り扱いが非常に困難なものとなってしまう。
【0011】
以上のように、熱伝導率を高めかつ熱抵抗を低減することで効率よく熱を伝達させることを目的とした薄膜の熱伝導性シートにおいて、薄くてもUL94の94V−2以上もしくは94VTM−2以上の垂直難燃性といった高い難燃性と曲げても千切れたりもしくはひびや割れが発生しないといった取り扱いが可能な強度をも有するといった熱伝導性シートに要求される性能のバランスを付与させることが非常に難しいといった問題がある。
【特許文献1】特開2005−226007号公報
【発明の開示】
【発明が解決しようとする課題】
【0012】
本発明は、上述のような問題点に着目してなされたものであり、その目的は0.05mmから0.30mmといった薄膜で、熱伝導率が高くかつ薄いことによる熱抵抗を低減するといった熱伝導性に優れ、更に薄くても高い難燃性を有しかつ曲げてもひびや割れが発生しないといった取り扱いが可能な強度をも有するといった熱伝導性シート、およびそれを好適に成形できる熱伝導性組成物を提供することである。また、本発明の別の目的は、放熱効率の優れた電子電気機器の放熱装置を提供することである。
【課題を解決するための手段】
【0013】
本発明者らは、特定の数種類を特定の量で複合させた複合ポリマー中に、炭素繊維粉末と金属水酸化物粉末を高濃度で含有させることで、0.05mmから0.30mm厚といった薄さであっても、高い熱伝導率と高い難燃性と曲げてもひびや割れが発生しないといった取り扱いが可能な強度とを有するシートとし得ることを見出し、その知見に基づき本発明をなすに至った。
すなわち、本発明は、
(1)熱可塑性プラスチック5〜30質量部、熱可塑性エラストマー45〜85質量部、ゴム5〜30質量部の割合で含有する複合ポリマー100質量部に対し、炭素繊維50〜200質量部及び金属水酸化物100〜350質量部を混合してなる熱伝導性組成物、
(2)前記熱可塑性プラスチックが融点120〜150℃のポリエチレンまたはポリプロピレンであることを特徴とする(1)項記載の熱伝導性組成物、
(3)前記熱可塑性エラストマーが酢酸ビニル基含有量40〜60質量%のエチレン酢酸ビニルであることを特徴とする(1)または(2)項記載の熱伝導性組成物、
(4)前記ゴムが二元共重合体のエチレン・メチルアクリレート共重合体であることを特徴とする(1)〜(3)のいずれか1項に記載の熱伝導性組成物、
(5)前記炭素繊維が平均径4〜12μmかつ平均長さ25〜200μmであることを特徴とする(1)〜(4)のいずれか1項に記載の熱伝導性組成物、
(6)前記金属水酸化物の平均粒径が10μm以下であることを特徴とする(1)〜(5)のいずれか1項に記載の熱伝導性組成物、
(7)(1)〜(6)のいずれか1項に記載の熱伝導性組成物を0.05〜0.30mm厚のシート形状に成形してなることを特徴とする熱伝導性シート、および、
(8)発熱部材と放熱部材との隙間に、もしくは発熱部材とそこから離れた位置にある放熱部材との間に、もしくは発熱部材のみに(7)項に記載の熱伝導性シートを介在させることを特徴とする放熱装置
を提供するものである。
【発明の効果】
【0014】
本発明により、電子電気機器内にある半導体素子等の発熱部とヒートシンクなどの放熱部の隙間を埋めることにより発熱部で生じた熱を放熱部へと効率よく伝達するため、または電子電気製品に使用される電源、光源などから発生する熱を効果的に外部に放散させるために、熱伝導率が高くかつ薄いことによる熱抵抗が小さいといった熱伝導性に優れ、更に薄くても高い難燃性を有しかつ曲げたりしても千切れたりもしくはひびや割れなどが発生しないといった取り扱いが可能な強度をも有するといった熱伝導性シートおよび、それを好適に製造し得る要求される性能のバランスに優れた熱伝導性組成物を得ることができる。
【発明を実施するための最良の形態】
【0015】
以下、更に詳しく本発明について説明する。
本発明の熱伝導性組成物は、熱可塑性プラスチック及び熱可塑性エラストマー及びゴムという数種類のポリマーを特定の比率で混合させた複合ポリマーとすることで、熱伝導性粉末の炭素繊維と難燃剤の金属水酸化物粉末の高濃度の含有が可能となり、かつその高濃度の含有量であっても0.05mmから0.30mm厚といった薄膜シートとしても曲げても千切れたりもしくはひびや割れが発生しないといった取り扱いが可能な強度を有する熱伝導性と難燃性と強度とを有するものである。
【0016】
まず、本発明に用いられる複合ポリマーは、熱可塑性プラスチック及び熱可塑性エラストマー及びゴムといったように数種類のポリマーを所定の比率、すなわち、熱可塑性プラスチック5〜30質量部、熱可塑性エラストマー45〜85質量部、ゴム5〜30質量部の割合で、全体量として100質量部となるものである。
【0017】
本発明に用いられる複合ポリマー100質量部における熱可塑性プラスチックの含有量は5〜30質量部であり、好ましくは10〜25質量部、さらに好ましくは15〜25質量部である。熱可塑性プラスチックの割合が少なすぎる場合、シート強度に大きく寄与している熱可塑性プラスチックの含有比率が低くなるために、0.05mmから0.30mmといった薄さでは千切れやすいなどといった取り扱いが難しくなってくる。一方、熱可塑性プラスチックの割合が多すぎる場合、組成物が硬くなりすぎて、例えば0.05mmから0.30mmといった薄さのシートでは脆くなってしまい、曲げたりするとひびや割れが発生することがある。
【0018】
本発明に用いられる熱可塑性プラスチックとしては、例えば、ポリプロピレン、ポリエチレン、ポリエチレンテレフタレート、ポリブチレンテレフタレートなどが挙げられる。なかでも難燃剤として含有される金属水酸化物の脱水が極力始まらないように160℃前後といったポリマーの混合温度としては最低限低い温度での混合が可能となる融点が120〜150℃、好ましくは120〜130℃のポリエチレンまたはポリプロピレンが好適である。その中でも、結晶化度が高いことから強度が高いポリプロピレンが更に好ましい。
【0019】
本発明に好適に用いられるポリエチレンは、上記の融点を持つものであって、繰り返し単位のエチレンが分岐をほとんど持たず直鎖状に結合していることにより密度が高い高密度ポリエチレンや繰り返し単位のエチレンがランダムに分岐を持って結合していることにより密度が低い低密度ポリエチレン、及び繰り返し単位のエチレンと若干量のα‐オレフィンを共重合させた直鎖状で密度が低い直鎖状低密度ポリエチレンのいずれであっても良い。更には、特殊な官能基や酸などを付加した変性ポリエチレンなども用いることができる。
【0020】
本発明に好適に用いられるポリプロピレンは、上記の融点を持つものであって、単独重合体のホモタイプやエチレンとプロピレンなどをブロック的に共重合させたブロックタイプ及びエチレンとプロピレンなどをランダムに共重合させたランダムタイプのいずれであっても良い。
【0021】
ポリエチレン及びポリプロピレンは、単体で使用しても良いし任意の数種類をブレンドして使用しても良い。
【0022】
熱可塑性プラスチックの融点が低すぎる場合、例えば融点120℃未満のポリエチレンなどを含有させ120℃以上の熱の履歴を与えた場合、劣化が進行しやすくなるといった耐熱性に劣るという問題が生じることがある。そうすると、実際の電子電気機器内に組み込まれて使用された際に放熱体から発生する熱でシートが硬く脆くなり、その組み込まれた箇所から脱落してしまうなどの不具合が生じる可能性があり好ましくない。
一方、熱可塑性プラスチックの融点が高すぎる場合、例えば融点150℃を超えたポリプロピレンなどを含有させた場合、その組成の材料をバンバリーミキサーやニーダーなどで混合する時に200℃以上といった混合温度が必要となってくる。そうすると、その200℃以上の混合温度により、難燃性に寄与する金属水酸化物において脱水が始まってしまい、結果その組成の材料の難燃性が低下してしまうことがあり好ましくない。
【0023】
本発明に用いられる複合ポリマー100質量部における熱可塑性エラストマーの含有量は45〜85質量部であり、好ましくは50〜80質量部、さらに好ましくは60〜70質量部である。熱可塑性エラストマーは熱伝導性粉末の炭素繊維と難燃剤の金属水酸化物粉末の高濃度の含有に寄与しており、熱可塑性エラストマーの割合が少なすぎると炭素繊維や金属水酸化物の粉末の高濃度含有も困難になってくる。そうすると所望の熱伝導性や難燃性を得ることができず、もしくは含有できたとしても得られた薄膜シートが非常に脆く曲げたりするとひびや割れが発生することがある。更に、熱可塑性エラストマーは着火時に炭化層を形成することによりその着火性が低いために難燃性の向上に大きく寄与しており、その含有量が減ることでも難燃性が低下してしまう。一方、熱可塑性エラストマーの割合が多すぎる場合、熱可塑性プラスチックより強度に劣る熱可塑性エラストマーの含有量が増えることでその組成の材料の強度が低下してしまう。そうすると、0.05mmから0.30mmといった薄膜シートの場合千切れてしまい、取り扱いができないといった問題が生じることがある。
【0024】
本発明に用いられる熱可塑性エラストマーとしては、エチレン酢酸ビニル、エチレンアクリル酸エチルなどが挙げられる。なかでも難燃性や強度の付与に効果的である酢酸ビニル基含有量が40〜60質量%、好ましくは40〜50質量%のエチレン酢酸ビニルが好適である。
【0025】
酢酸ビニル基含有量が少なすぎる場合、0.05mmから0.30mm厚でのUL94「機器の部品用プラスチック材料の燃焼性試験」にある20mm垂直燃焼試験94V−2以上もしくは薄手材料垂直燃焼試験94VTM−2以上の垂直難燃性を得ることができなくなってくるために好ましくない。というのも、酢酸ビニル基含有量が少ないと結晶性が増加してポリエチレンやポロプロピレンといった熱可塑性プラスチックに近い挙動を示すものとなり、着火時の炭化層の形成が減少して燃えやすくなり難燃性が低下するためである。尚、酢酸ビニル基含有量が多いと非結晶で柔軟なゴムに近いものとなり、着火時の炭化層の形成が増加することで着火性が低くなり難燃性が向上する。
【0026】
一方、酢酸ビニル基含有量が多すぎると、0.05mmから0.30mmといった薄膜シートの場合千切れてしまい取り扱いができないといった問題が生じることがあり好ましくない。というのも、酢酸ビニル基含有量が多いと上述したように非結晶で柔軟なゴムに近い挙動を示すものとなり、強度が低下してしまうためである。
【0027】
本発明に用いられる複合ポリマー100質量部におけるゴムの含有量は5〜30質量部であり、好ましくは5〜25質量部、さらに好ましくは10〜20質量部である。ゴムの割合が少なすぎる場合、ゴムは熱伝導性粉末の炭素繊維と難燃剤の金属水酸化物粉末の高濃度の含有に大きく寄与しており、その割合が下がるとそれら炭素繊維と金属水酸化物の粉末の高濃度の含有が困難になってくる。そうすると所望の熱伝導性や難燃性を得ることができず、もしくは含有できたとしても得られた薄膜シートが非常に脆く、曲げたりするとひびや割れが発生し取り扱いができないことがある。一方、ゴムの割合が多すぎる場合、熱可塑性プラスチックや熱可塑性エラストマーに比べ強度に劣るゴムの含有比率が増加してその組成の強度が下がり、結果0.05mmから0.30mm厚の薄膜シートが千切れてしまい取り扱いができないといった問題が生じることがある。
なお、本発明において、「ゴム」には、熱可塑性エラストマーは含まないものである。
【0028】
本発明に好適に用いられるゴムには、アクリルゴム、エチレンプロピレンゴム、エチレン・メチルアクリレート共重合体などが挙げられる。中でもエチレン・メチルアクリレート共重合体が好ましい。その理由は、材料の混合においてその混合温度で熱可塑性プラスチックや熱可塑性エラストマーは熱がかかると可塑化して粘度が下がるが、ゴムは軟化するだけで比較的粘度が高いために、混合時のせん断発熱により温度が上昇しやすくなるのに対し、エチレン・メチルアクリレート共重合体は粘度やグリーン強度が低くいために材料混合時のせん断発熱が低く好適であるためである。
【0029】
エチレン・メチルアクリレート共重合体には二元型共重合体と三元型共重合体があり、どちらを用いても良いが二元型共重合体のほうがより好ましい。その理由は、三元型共重合体の場合は特定のアミンと反応して架橋点となるカルボン酸モノマーを有するため、必要に応じてアミン材料を含有した場合にそのエチレン・メチルアクリレート共重合体が架橋して薄膜シートの強度が上昇しすぎてしまい薄膜シートが脆くなってしまうためである。また、他に含有されたポリマーや粉末に不純物として微量のアミンが含有されている場合やそのようなアミンが存在しない場合でも、高温や高湿度といった環境下でカルボン酸モノマーを架橋点として、微少ではあるが架橋が進行してしまう懸念があるためである。それに対し二元型共重合体は、架橋点となるカルボン酸モノマーを有しないためにそのような懸念はなくなる。
【0030】
本発明におけるポリマーは、以上のような熱可塑性プラスチック及び熱可塑性エラストマー及びゴムというに複数種のポリマーを所定の割合で混合してなる複合ポリマーとなる。
【0031】
本発明の熱伝導性組成物において、上記の複合ポリマー100質量部に対し、炭素繊維は50〜200質量部、好ましくは75〜175質量部、さらに好ましくは100〜150質量部を含有される。炭素繊維の含有量が少なすぎる場合、シート内部における炭素繊維間の距離が離れすぎていてそれら炭素繊維間での効率的な電子の移動ができなくなり、結果熱が伝達される熱伝導路の形成が不十分で所望の熱伝導性を得ることができなくなる。一方、炭素繊維の含有量が多すぎる場合は、複合ポリマーに対するその炭素繊維粉末と金属水酸化物粉末の双方を合わせた粉末材料の含有比率が高すぎて混合が困難になる、もしくは混合できたとしてもそれら粉末をポリマーで十分にバインドすることができずに薄膜シートが非常に脆くなり曲げたりするとひびや割れが発生することがある。
【0032】
炭素繊維は有機繊維を加熱、酸化といった焼成させることで作り上げられるが、本発明に用いられる炭素繊維は、ポリアクリロニトリルという特殊なアクリル繊維を原料とするPAN系はであっても、コールタールピッチや石油ピッチまたは石炭ピッチを原料にしているピッチ系のいずれであってもよい。炭素繊維の平均径は、好ましくは4〜12μm、さらに好ましくは6〜10μmである。炭素繊維の平均長さは、好ましくは25〜200μm、さらに好ましくは30〜70μmである。
【0033】
炭素繊維の平均径が短すぎる場合や平均長さが短すぎる場合、薄膜シート内での熱の伝達の効率が低下することにより熱伝導性が低いものとなってしまうために好ましくない。というのも、前者の平均径が短すぎる場合、薄膜シート内での炭素繊維間距離が離れすぎてしまって、炭素繊維間での電子の移動が非常に困難になるためである。後者の平均長さが短すぎる場合は炭素繊維間を電子が移動しなければならない移動点が増加し、それだけ電子の移動の効率が低下するためである。
【0034】
一方、炭素繊維の平均径が長すぎる場合や平均長さが長すぎる場合、薄膜シートが脆く曲げたりするとひびや割れが発生し取り扱いができないものになってしまい好ましくない。というのも、太いまたは長い繊維状の粉末はその周囲にポリマーがまとわり付きにくくなるためにバインドされにくくなる為である。
【0035】
本発明の熱伝導性組成物において、上記の複合ポリマー100質量部に対し、金属水酸化物は100〜350質量部、好ましくは200〜300質量部、さらに好ましくは240〜300質量部を含有される。金属水酸化物の含有量が少なすぎる場合、0.05mmから0.30mm厚といった薄膜でUL94にある20mm垂直燃焼試験94V−2以上もしくは薄手材料垂直燃焼試験94VTM−2以上の垂直難燃性といった高い難燃性を得ることができなくなる。一方、金属水酸化物の含有量が多すぎる場合、複合ポリマーに対するその金属水酸化物粉末と炭素繊維粉末の双方を合わせた粉末材料の含有比率が高すぎて混合が困難になる、もしくは混合できたとしてもそれら粉末をポリマーで十分にバインドすることができずに薄膜シートが非常に脆く曲げたりするとひびや割れが発生することがある。
【0036】
本発明に好適に用いられる金属水酸化物には、水酸化マグネシウムや水酸化アルミニウムなどが挙げられ、その表面を脂肪酸処理やチタネート処理やシラン処理されたものであっても良い。金属水酸化物の平均粒径は10μm以下が好ましく、0.8〜2.0μmがさらに好ましい。
平均粒径が大きすぎた場合、粒度分布によっては50μm以上の粒径物が存在し、0.05mm厚から0.30mm厚での0.05mm厚などといった場合にシートの厚みを越える粒径物が存在することとなり、そのシート厚より大きな粒径である金属水酸化物粉末を起点として千切れてしまったりするために好ましくない。
【0037】
尚、本発明の熱伝導性組成物には、本発明の特性を損なわない範囲で、必要に応じ老化防止剤、滑剤、着色剤、可塑剤、オイル等を含有しても良い。
【0038】
本発明の別の実施態様は、上述の本発明の熱伝導性組成物を0.05〜0.30mm厚のシート状に成形してなる熱伝導性シートである。シートの厚みは0.08〜0.20mm厚が好ましく、0.08〜0.12mm厚がさらに好ましい。シート厚が薄すぎる場合、所定の組成材料でも千切れたりして取り扱いが困難となる。一方、シート厚が厚すぎると、シート内の炭素繊維の並びが面方向と厚み方向でランダムに並び熱伝導性が低下してしまうために好ましくない。
【0039】
図1は、本発明の熱伝導性シートの断面を模式的に示す模式図である。図示された熱伝導シート1は、複合ポリマー1中に炭素繊維2および金属水酸化物3がほぼ均一に分散された状態で成型され、炭素繊維2はほぼ一定方向に並んだ状態となっている。
【0040】
本発明の熱伝導性シートの成形方法は特に限定されるものではないが、例えば、材料を通常用いられるバンバリーミキサーやニーダー等を用いて混合し、該混合物を常法によるカレンダーロール成形、オープンロール成形、プレス成形、押出成形等によりシート状へ成形することができる。
【0041】
本発明のさらに別の実施態様は、発熱部材と放熱部材との隙間に、もしくは発熱部材とそこから離れた位置にある放熱部材との間に、もしくは発熱部材のみに上記の熱伝導性シートを介在させた放熱装置である。
発熱部材としては、電子電気機器内にある半導体素子、電子電気製品に使用される電源や光源などを挙げることができる。
放熱部材としては、ヒートシンクなどを挙げることができる。
発熱部材と放熱部材との隙間に熱伝導性シートを介在させる場合は、好ましくは、発熱部と放熱部の隙間を熱伝導性シートにより埋めるものである。
発熱部材とそこから離れた位置にある放熱部材との間に熱伝導性シートを介在させる場合は、好ましくは、熱伝導性シートの表面の長手方向または短手方向の1端を発熱部材に接触させ、他端を放熱部材に接触させるものである。
発熱部材のみに熱伝導性シートを介在させたとは、好ましくは、発熱部材に熱伝導性シートを接触させ、熱を熱伝導性シートを介して広い範囲に広げ温度を下げるものである。
【実施例】
【0042】
以下、実施例及び比較例に基づき本発明をより詳細に説明するが本発明はこれに限定されるものではない。
【0043】
(実施例1〜実施例13)
熱可塑性プラスチックであるポリプロピレンに融点が125℃の日本ポリプロ(株)製ノバテックFX4Gを用い、熱可塑性エラストマーであるエチレン−酢酸ビニル共重合体に酢酸ビニル基含有量が40質量%のバイエル(株)製レバプレン400HVを用い、ゴムであるエチレン・メチルアクリレート共重合体に二元型共重合体の三井デュポンポリケミカル(株)製ベイマックDPを用い、炭素繊維に平均径が8μmで平均長が50μmの帝人(株)製ラヒーマR−A201を用い、金属水酸化物である水酸化マグネシウムに平均粒径が1.1μmの神島化学(株)製マグシーズN−4を用いた。それらを表1〜2に示す各例での配合量(質量部)をバンバリーミキサーで混練りし、熱伝導性組成物を得た、この熱伝導性組成物をカレンダーロールでシート状に成形し、表1〜2に示す0.05mmから0.30mmの各厚みのシートを得た。
【0044】
(比較例1〜比較例12)
表3〜4に示す混合割合であること以外は実施例1〜実施例11と同じ同一の材料を用い同様の方法で成形し、表3〜4に示す0.05mmから0.30mmの各厚みのシートを得た。なお、比較例11〜12は請求項7に係る発明の比較例である。
【0045】
(比較例13)
熱可塑性プラスチックであるポリエチレンに融点が108℃の日本ポリエチレン(株)製ノバテックLD YF30を使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.15mm厚みのシートを得た。なお本比較例は、請求項2に係る発明の比較例である。
【0046】
(比較例14)
熱可塑性プラスチックであるポリプロピレンに融点が162℃のサンアロマー(株)製PC600Sを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.30mm厚みのシートを得た。なお本比較例は、請求項2に係る発明の比較例である。
【0047】
(比較例15)
熱可塑性エラストマーであるエチレン−酢酸ビニル共重合体に酢酸ビニル含有量が15質量%の日本ポリエチレン(株)製ノバテックEVA LV440を使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.30mm厚みのシートを得た。なお本比較例は、請求項3に係る発明の比較例である。
【0048】
(比較例16)
熱可塑性エラストマーであるエチレン−酢酸ビニル共重合体に酢酸ビニル含有量が80質量%のバイエル(株)製レバプレン800HVを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項3に係る発明の比較例である。
【0049】
(比較例17)
ゴムであるエチレン・メチルアクリレート共重合体に三元型の三井デュポンポリケミカル(株)製ベイマックGを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項4に係る発明の比較例である。
【0050】
(比較例18)
炭素繊維に平均径3μm、平均長さ50μmのものを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項5に係る発明の比較例である。
【0051】
(比較例19)
炭素繊維に平均径18μm、平均長さ50μmのものを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項5に係る発明の比較例である。
【0052】
(比較例20)
炭素繊維に平均径8μm、平均長さ20μmのものを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項5に係る発明の比較例である。
【0053】
(比較例21)
炭素繊維に平均径8μm、平均長さ250μmのものを使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形した0.10mm厚みのシートを得た。なお本比較例は、請求項5に係る発明の比較例である。
【0054】
(比較例22)
金属水酸化物である水酸化アルミニウムに平均粒径18μmの昭和電工(株)製ハイジライトH−31を使用する以外は実施例1で使用した材料を用い、実施例1と同様の方法で成形し、0.10mm厚みのシートを得た。なお本比較例は、請求項6に係る発明の比較例である。
【0055】
試験例
実施例および比較例の熱伝導性シートについて、以下に示す熱伝導率測定及びUL94薄手材料垂直燃焼試験及びシート巻き付け試験を実施した。結果を表1〜6に示す。
(熱伝導率測定)
京都電子工業(株)製の迅速熱伝導率計QTM−500を用い、評価シート上にそれの測定プローブをセットして熱伝導率の測定を行った。
15W/m・K以上で合格である。
【0056】
(UL94 薄手材料垂直燃焼試験)
材料・装置・部品・道具類などから製品に至るまでの、機能や安全性に関する標準化を目的とした製品安全規格を満たしたものに対し認可を与える機関であるUnderwriters Laboratoriesで実施評価されるUL94「機器の部品用プラスチック材料の燃焼性試験」にある薄手材料垂直燃焼試験に準拠した。本試験は同じくUL94にある20mm垂直燃焼試験を行った場合、材料が薄いためにゆがんだり、縮んだりまたはクランプの所まで燃え尽きてしまう材料について実施するためのものである。本発明の熱伝導性薄膜シートは0.05mmから0.30mmと薄いものであることから、この薄手材料垂直燃焼試験を行った。
94VTM−2以上で合格である。
【0057】
(シート巻き付け試験)
例えば規定のシートを電子電気機器内にセットなどする場合にそれを曲げたりしなければならない状況がある。その際に、多少の曲げでも千切れたりもしくはひびや割れが発生したりすると、その電気電子機器の組み立て作業の生産性を大きく低下させる原因となり製品としては成り立たなくなる。取り扱いが可能な強度を有するというのはそのように曲げても千切れたりもしくはひびや割れが発生することがない強度を意味する。
それを受け、JIS C 3005ゴム・プラスチック絶縁電線試験方法の巻付加熱試験を参考にした。それは電線試料を規定の径をもつ円筒に緊密に規定回数巻き付け、または屈曲し、そのままの状態で、規定温度の恒温槽で1時間加熱した後に取り出して、試料の表面にひび及び割れが生じているかどうかを目視で調べるものである。本試験では、径1.0mmの円筒の棒に規定のシートを巻き付けた際に、千切れたりもしくはそれにひびや割れが発生するかしないかで行った。それを現品で行い、千切れもしくはひびや割れが発生しなかった規定のシートについては更に120℃で1000時間の熱履歴を与えたもので同様の試験を行った。千切れたりもしくはひびや割れが発生しないものを合格とした。
【0058】
【表1】
【0059】
【表2】
【0060】
【表3】
【0061】
【表4】
【0062】
【表5】
【0063】
【表6】
【0064】
表1〜2に示されるように、実施例1から実施例13の熱伝導性シートの熱伝導率は15W/m・K以上を有する。UL94薄手材料垂直燃焼試験においては、平均径1.1μmの水酸化マグネシウムが100質量部配合の実施例10は94VTM−2で、180質量部配合の実施例11は94VTM−1で、250質量部と270質量部と350質量部配合の実施例1から実施例9及び実施例12と実施例13は94VTM−0を有する。更に、シート巻き付け試験では現品及び120℃1000時間の熱履歴後で径1.0mmの円筒の棒への巻き付けでも千切れたりもしくはひびや割れが発生することのない強度を有する。以上のように、本発明の熱伝導性薄膜シートは熱伝導性に優れ更に薄くても高い難燃性を有しかつ取り扱いが可能な強度をも有することが確認される。
【0065】
それに対し、表3の熱可塑性プラスチックであるポリプロピレンが5質量部未満である比較例1の0.15mm厚シートは強度が低く、径1.0mmの円筒の棒に巻き付ける際に千切れてしまい取り扱いが困難なことがわかる。
表3の熱可塑性プラスチックであるポリプロピレンが30質量部を越えた比較例2の0.15mm厚シートは、その組成物が硬すぎて径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表3の熱可塑性エラストマーであるエチレン酢酸ビニルが45質量部未満である比較例3の0.15mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表3の熱可塑性エラストマーであるエチレン酢酸ビニルが90質量部を越えた比較例4の0.15mm厚シートは強度が低く、径1.0mmの円筒の棒に巻き付ける際に千切れてしまい取り扱いが困難なことがわかる。
表3のゴムであるエチレン・メチルアクリレート共重合体が5質量部未満である比較例5の0.15mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表3のゴムであるエチレン・メチルアクリレート共重合体が30質量部を越えた比較例6の0.15mm厚シートは強度が低く、径1.0mmの円筒の棒に巻き付ける際に千切れてしまい取り扱いが困難なことがわかる。
【0066】
表4の炭素繊維が50質量部未満である比較例7の0.15mm厚シートは熱伝導率が9W/m・Kと10W/m・K以下で低く、熱伝導性に劣ることがわかる。
表4の炭素繊維が200質量部を越えた比較例8の0.15mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表4の金属水酸化物である水酸化マグネシウムが100質量部未満である比較例9の0.30mm厚シートは、UL94の薄手材料垂直燃焼試験94VTM−2以上といった垂直難燃性がないことがわかる。
表4の金属水酸化物である水酸化マグネシウムが350質量部を越えた比較例10の0.15mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表4のシートの厚みが0.05mm未満である比較例11のシートは、所定の材料種類と配合量からなる組成物ではあるが、シート状に成形する際に千切れたりしてしまい成形不可であった。
表4のシートの厚みが0.30mmを超えた比較例12の0.40mm厚シートは、炭素繊維の並びが面方向と厚み方向でランダムに並んでしまうために熱伝導率が8W/m・Kと10W/m・K以下で低く、熱伝導性に劣ることがわかる。
【0067】
更に表5の熱可塑性プラスチックに融点が120℃未満のポリエチレンを用いた比較例13の0.15mm厚シートは、現品は径1.0mmの円筒の棒に巻き付けても千切れたりもしくはひびや割れが発生することのない強度を有するが、120℃の1000時間といった熱の履歴を与えた場合に脆くなってしまい、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生するといったシートの取り扱い強度に問題があることがわかる。
表5の熱可塑性プラスチックに融点が150℃を超えたポリプロピレンを用いた比較例14の0.30mm厚シートは、融点125℃のポリプロピレンを用いた実施例1が0.10mm厚でもUL94の薄手材料垂直燃焼試験が94VTM−0であることに対し、0.30mm厚でも燃焼してしまい難燃性が低下していることがわかる。
表5の熱可塑性エラストマーに酢酸ビニル基含有量が40質量%未満のエチレン酢酸ビニルを用いた比較例15の0.30mm厚シートは、酢酸ビニル基含有量40質量%のエチレン酢酸ビニルを用いた実施例1が0.10mm厚でもUL94の薄手材料垂直燃焼試験が94VTM−0であることに対し、0.30mm厚でも燃焼してしまい難燃性が低下していることがわかる。
表5の熱可塑性エラストマーに酢酸ビニル基含有量が60質量%を越えたエチレン酢酸ビニルを用いた比較例16の0.10mm厚シートは強度が低く、径1.0mmの円筒の棒に巻き付ける際に千切れてしまい取り扱いが困難なことがわかる。
表5のゴムに三元型のエチレン・メチルアクリレート共重合体を使用した比較例17の0.10mm厚シートは、現品は径1.0mmの円筒の棒に巻き付けても千切れたりもしくはひびや割れが発生することのない強度を有するが、120℃の1000時間といった熱の履歴を与えた場合に若干硬くなり、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生することはないが筋がつくといったシートの取り扱い強度に多少の問題があることがわかる。
【0068】
表6の炭素繊維に平均径が4μm未満のものを用いた比較例18の0.10mm厚シートは、熱伝導率が7W/m・Kと10W/m・K以下で低く、熱伝導性に劣ることがわかる。
表6の炭素繊維に平均径が12μmを超えたものを用いた比較例19の0.10mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表6の炭素繊維に平均長さが25μm未満のものを用いた比較例20の0.10mm厚シートは、熱伝導率が8W/m・Kと10W/m・K以下で低く、熱伝導性に劣ることがわかる。
表6の炭素繊維に平均径が200μmを超えたものを用いた比較例21の0.10mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
表6の金属水酸化物に平均粒径が10μmを超えた水酸化アルニミニウムを用いた比較例22の0.10mm厚シートは脆く、径1.0mmの円筒の棒に巻き付けるとひびや割れが発生し取り扱いが困難なことがわかる。
【図面の簡単な説明】
【0069】
【図1】本発明の熱伝導性シートの断面を模式的に示す模式図である。
【符号の説明】
【0070】
1 熱伝導性シート
2 複合ポリマー
3 炭素繊維
4 金属水酸化物
【特許請求の範囲】
【請求項1】
熱可塑性プラスチック5〜30質量部、熱可塑性エラストマー45〜85質量部、ゴム5〜30質量部の割合で含有する複合ポリマー100質量部に対し、炭素繊維50〜200質量部及び金属水酸化物100〜350質量部を含有してなることを特徴とする熱伝導性組成物。
【請求項2】
前記熱可塑性プラスチックが融点120〜150℃のポリエチレンまたはポリプロピレンであることを特徴とする請求項1項記載の熱伝導性組成物。
【請求項3】
前記熱可塑性エラストマーが酢酸ビニル基含有量40〜60質量%のエチレン−酢酸ビニル共重合体であることを特徴とする請求項1または2項記載の熱伝導性組成物。
【請求項4】
前記ゴムが二元型共重合体のエチレン・メチルアクリレート共重合体であることを特徴とする請求項1〜3のいずれか1項に記載の熱伝導性組成物。
【請求項5】
前記炭素繊維が平均径4〜12μmかつ平均長さ25〜200μmであることを特徴とする請求項1〜4のいずれか1項に記載の熱伝導性組成物。
【請求項6】
前記金属水酸化物の平均粒径が10μm以下であることを特徴とする請求項1〜5のいずれか1項に記載の熱伝導性組成物。
【請求項7】
請求項1〜6のいずれか1項に記載の熱伝導性組成物を0.05〜0.30mm厚のシート形状に成形してなることを特徴とする熱伝導性シート。
【請求項8】
発熱部材と放熱部材との隙間に、もしくは発熱部材とそこから離れた位置にある放熱部材との間に、もしくは発熱部材のみに請求項7に記載の熱伝導性シートを介在させることを特徴とする放熱装置。
【請求項1】
熱可塑性プラスチック5〜30質量部、熱可塑性エラストマー45〜85質量部、ゴム5〜30質量部の割合で含有する複合ポリマー100質量部に対し、炭素繊維50〜200質量部及び金属水酸化物100〜350質量部を含有してなることを特徴とする熱伝導性組成物。
【請求項2】
前記熱可塑性プラスチックが融点120〜150℃のポリエチレンまたはポリプロピレンであることを特徴とする請求項1項記載の熱伝導性組成物。
【請求項3】
前記熱可塑性エラストマーが酢酸ビニル基含有量40〜60質量%のエチレン−酢酸ビニル共重合体であることを特徴とする請求項1または2項記載の熱伝導性組成物。
【請求項4】
前記ゴムが二元型共重合体のエチレン・メチルアクリレート共重合体であることを特徴とする請求項1〜3のいずれか1項に記載の熱伝導性組成物。
【請求項5】
前記炭素繊維が平均径4〜12μmかつ平均長さ25〜200μmであることを特徴とする請求項1〜4のいずれか1項に記載の熱伝導性組成物。
【請求項6】
前記金属水酸化物の平均粒径が10μm以下であることを特徴とする請求項1〜5のいずれか1項に記載の熱伝導性組成物。
【請求項7】
請求項1〜6のいずれか1項に記載の熱伝導性組成物を0.05〜0.30mm厚のシート形状に成形してなることを特徴とする熱伝導性シート。
【請求項8】
発熱部材と放熱部材との隙間に、もしくは発熱部材とそこから離れた位置にある放熱部材との間に、もしくは発熱部材のみに請求項7に記載の熱伝導性シートを介在させることを特徴とする放熱装置。
【図1】

【公開番号】特開2009−191141(P2009−191141A)
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願番号】特願2008−32438(P2008−32438)
【出願日】平成20年2月13日(2008.2.13)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(599150274)エフコ株式会社 (7)
【Fターム(参考)】
【公開日】平成21年8月27日(2009.8.27)
【国際特許分類】
【出願日】平成20年2月13日(2008.2.13)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【出願人】(599150274)エフコ株式会社 (7)
【Fターム(参考)】
[ Back to top ]