
熱伝達率評価方法、及び熱伝達率評価装置

【課題】どのような形状の部品であっても適正な熱伝達率を求めることができる熱伝達率評価方法、及び熱伝達率評価装置を提供する。
【解決手段】熱処理対象物の熱処理時の冷却曲線から逆解析して、熱処理対象物の冷却媒体に対する熱伝達率を求める。このとき、前記逆解析に際し、有限要素法による非定常熱伝導解析(FEM熱伝導解析)を用いると共に、熱伝達率を、熱処理対象物と冷却媒体との境界である熱境界上の温度分布の関数に置く。
【解決手段】熱処理対象物の熱処理時の冷却曲線から逆解析して、熱処理対象物の冷却媒体に対する熱伝達率を求める。このとき、前記逆解析に際し、有限要素法による非定常熱伝導解析(FEM熱伝導解析)を用いると共に、熱伝達率を、熱処理対象物と冷却媒体との境界である熱境界上の温度分布の関数に置く。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、焼入れ加工などの熱処理に用いられる油等、熱伝達が生じる各種冷却媒体に対する熱伝達率を評価する熱伝達率評価方法、及び熱伝達率評価装置に関するものである。
【背景技術】
【0002】
従来、焼入れ加工などの熱処理において、高品質の製品を製造し、操業効率を向上させるためには、加工対象物等の冷却を最適に制御することが重要であり、そのためには、冷却の役割を担う潤滑油、水系潤滑液、熱処理液等を加工対象物に応じて適正に選択して使用することが必要である。このような各種熱処理液や潤滑油等を選定する場合、従来はJIS冷却曲線に基づいて各液の特性を判断し選定していた。
【0003】
熱処理シミュレーションには、加工対象物の部品表面と熱処理液との間の熱伝達率が必要であるが、この熱伝達率は他の物性値と違い、温度のみならず部品の形状や姿勢にも左右される。また、鋼の熱伝導率は小さいので、薄肉の部品であっても熱伝導を無視できず、単純に冷却曲線から得られるものでなく、加工対象物の熱伝導の計算をしつつ逆算しなければならない。
【0004】
そこで、熱処理対象物と同一あるいは類似した形状の基準体と評価対象となる液体との間の熱伝導方程式を設定し、前記基準体および液体を用いた熱処理過程における前記基準体表面の温度変化を測定し、熱伝導方程式における熱伝達率をその固有関数と前記測定値とを用いて同定し、評価対象液体の熱伝達能を評価する熱伝達能評価方法が提案されている(例えば、特許文献1参照)。
【0005】
また、実験的手法と数値計算的手法とを併用して、構造物とその周辺雰囲気との間の熱伝達係数を算出する熱伝達係数算出装置として、単純化した形状の構造物を温度上昇させ、その内部温度と表面温度とをサンプリングする実験測定部と、実験測定部に対して近似した有限要素モデルを設定し且つ構造物と空気接触している各表面に対して近似した熱伝達係数を設定して構造物の各節点の温度をサンプリング毎に算出し、当該実験値と当該算出値との偏差を縮小すべく熱伝達係数を逐次補正演算する数値計算部と、演算された各熱伝達係数を登録する熱伝達係数データベースと、を備えるものが知られている(例えば、特許文献2参照)。
【特許文献1】特開平7−146264号公報
【特許文献2】特開平10−48166号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の熱伝達能評価方法にあっては、固有関数の知られている形状の物体にしか使用することができない。
また、上記特許文献2に記載の熱伝達係数算出装置にあっては、単純化した形状の構造物にしか使用することができない。
そこで、本発明は、どのような形状の部品であっても適正な熱伝達率を求めることができる熱伝達率評価方法、及び熱伝達率評価装置を提供することを課題としている。
【課題を解決するための手段】
【0007】
上記課題を解決するために、請求項1に係る熱伝達率評価方法は、熱処理対象物の冷却媒体に対する熱伝達率を評価する熱伝達率評価方法であって、前記熱処理対象物の熱処理時の冷却曲線から逆解析して前記熱伝達率を求める工程を備え、前記逆解析に際し、有限要素法による非定常熱伝導解析を用いると共に、前記熱伝達率を、前記熱処理対象物と前記冷却媒体との境界である熱境界上の温度分布の関数に置くことを特徴としている。
【0008】
このように、熱伝達率を冷却曲線から逆解析して求めるに際し、有限要素法による非定常熱伝導解析(FEM熱伝導解析)を用いるので、熱処理対象物の形状や姿勢がどのようなものであっても適用可能である。またこのとき、熱伝達率を、熱処理対象物の表面温度の分布に適応させて同定することができる。
また、請求項2に係る熱伝達率評価方法は、請求項1に係る発明において、前記熱伝達率を求める工程は、前記熱処理対象物を有限要素モデル化する工程と、前記熱処理対象物の表面を複数の熱境界に分ける工程と、前記熱境界上の所定の測定点における熱処理時の冷却曲線を測定する工程と、前記熱伝達率を、前記熱境界上の温度分布の関数に置く工程と、前記非定常熱伝導解析により前記熱境界の温度分布を算出すると共に、該温度分布に基づいて前記測定点の温度を算出する工程と、前記測定点の実測温度と前記非定常熱伝導解析による算出温度との誤差を最適化する工程と、を備えることを特徴としている。
【0009】
このように、熱境界上の所定の測定点における測定温度とFEM計算温度との誤差を最適化することで、精度良く熱伝達率を同定することができる。
さらに、請求項3に係る熱伝達率評価方法は、請求項1又は2に係る発明において、前記熱伝達率を、前記熱境界上の温度分布の一次関数に置くことを特徴としている。
このように、熱伝達率を簡単な関数で近似するので、比較的簡易に熱伝達率を表面温度の分布に適応させることができる。
【0010】
また、請求項4に係る熱伝達率評価方法は、請求項3に係る発明において、前記誤差を最適化する工程は、前記誤差が許容範囲内となるように前記一次関数の係数を補正することを特徴としている。
このとき、大域収束性に優れた最適化アルゴリズムの1つである準ニュートン法を適用することが好ましい。これにより、一次関数の係数の初期値が適当な値であっても、十分に収束させることができ、前記誤差を許容誤差範囲内に収めることができる。
【0011】
さらにまた、請求項5に係る熱伝達率評価装置は、熱処理対象物の冷却媒体に対する熱伝達率を評価する熱伝達率評価装置であって、前記熱処理対象物の熱処理時の冷却曲線を測定する冷却曲線測定手段と、前記冷却曲線測定手段で測定した冷却曲線から逆解析して前記熱伝達率を求める熱伝達率演算手段と、を備え、前記熱伝達率演算手段は、前記逆解析に際し、有限要素法による非定常熱伝導解析を用いると共に、前記熱伝達率を、前記熱処理対象物と前記冷却媒体との境界である熱境界上の温度分布の関数に置くことを特徴としている。
【0012】
これにより、熱処理対象物の形状や姿勢に適応した熱伝達率を、実測した冷却曲線データとFEMの繰り返し計算とから求めることができる。したがって、この熱伝達率を使用すれば、精度の高い熱処理シミュレーションを行うことができる。
さらに、1断面当たりの温度測定点が2点であっても、2次元化することで迅速な計算が可能となる。また、いくつかの断面で計算を行った結果を線形補間すれば、3次元のデータを得ることができる。
【発明の効果】
【0013】
本発明に係る熱伝達率評価方法および熱伝達率評価装置によれば、部品の形状や姿勢、表面温度分布に適応した熱伝達率を精度良く求めることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態を図面に基づいて説明する。
図1は、本発明に係る熱伝達率評価装置1の構成を示すブロック図である。
第1の実施形態における熱伝達率評価装置1は、熱処理対象物の金属表面と冷却媒体である焼入れ油との間の熱伝達率を求めるものであり、図1に示すように、測定データ格納部11と、熱伝達率演算部12と、温度−熱伝達率曲線格納部13と、で構成されている。
【0015】
熱処理による熱処理対象物の変形が、熱伝導計算に与える影響は小さく無視できるので、熱伝達率を求めるには、上記変形を無視した熱伝導を逆問題的に解くことに等しい。
本実施形態では、熱処理対象物として軸受鋼リング(厚さ20mm以下)を適用するものとする。
軸受鋼の焼入れでは、本実施形態で適用するような厚さ20mm以下の場合、焼入れ後、全断面が一様にマルテンサイト変態して、マルテンサイト+残留オーステナイトの均一な組織となる。ここでは、初期温度800〜830℃に一様に加熱された焼入れ温度から、一定温度の焼入れ油に焼入れる処理を行うものとする。
【0016】
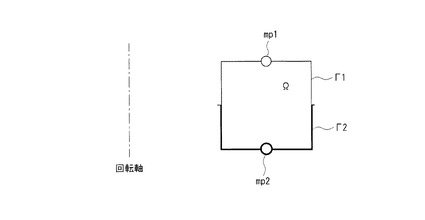
図2は、軸受鋼リングの断面の熱伝導軸対称モデルを示す図である。
図2(a)に示すように、ある断面において、外径側と内径側との2箇所に温度測定点(測温点)をとると共に、リング表面と焼入れ油との境界を、外径側の熱境界Γ1と内径側の熱境界Γ2とに分けて設定する。このとき、外径側と内径側とで熱境界条件が異なることが前提である。なお、図中Ωは、軸対称断面である。
【0017】
また、図2(b)に示すように、測温点は、円周方向に位相を90度ずつずらした3つの断面に、それぞれ2点ずつ設ける(mp1〜mp6)。
各測温点mp1〜mp6には、それぞれ温度センサとして熱電対が設置されている。そして、初期温度800〜830℃に一様に加熱された焼入れ温度から、一定温度の焼入れ油に焼入れる試験によって、サンプリング間隔(測定区間)Δt(例えば、10ms)で上記各測温点mp1〜mp6の温度変化曲線を測定しておく。
【0018】
このようにして採取された冷却曲線データは、図1の測定データ格納部11に格納される。
熱伝達率演算部12は、冷却曲線の測定データを入力とし、2次元の有限要素法による非定常熱伝導解析(FEM熱伝導解析)を繰り返し行うことにより、図2に示す断面における熱伝達率を計算し、その結果を温度−熱伝達率曲線格納部13に出力する。FEM熱伝導解析では、任意の断面形状を定義できるが、ここではリング断面の軸対称モデルを用いる。
【0019】
これにより、温度−熱伝達率曲線格納部13には、各熱境界における温度と熱伝達率との関係を示す温度−熱伝達率曲線が格納されることになる。
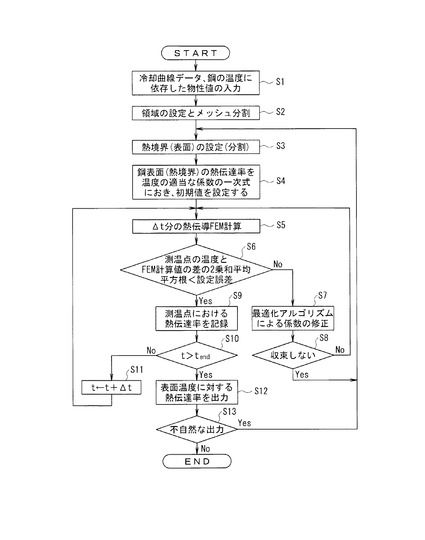
図3は、熱伝達率演算部12で実行される熱伝達率演算処理手順を示すフローチャートである。
先ずステップS1で、熱伝達率演算部12は、測定データ格納部11に格納された冷却曲線データ、鋼の温度に依存した物性値(比熱、変態潜熱など)、および焼入れ油の温度を入力し、ステップS2に移行する。
【0020】
ステップS2では、熱伝達率演算部12は、軸受鋼リングの表面(熱境界領域)の設定及びメッシュ分割を行って、軸受鋼リングを有限要素モデル化し、次いでステップS3で、図2(a)に示すように、鋼表面を外径側の熱境界Γ1と内径側の熱境界Γ2とに分割して設定する。
次に、ステップS4に移行して、熱伝達率演算部12は、各熱境界Γ1,Γ2の熱伝達率α1,α2を温度の一次関数として表す。
【0021】
α1=b1TΓ1(x,y)+c1,
α2=b2TΓ2(x,y)+c2 ………(1)
ここで、TΓi(x,y)は、熱境界Γiにおける表面温度分布である。
このように、1つの熱境界Γiに対し、傾きbiと切片ciの2つの係数を用いて熱伝達率αiを表現する。本実施形態では、熱境界(測温点)が2個であるため、熱伝達率の関数が2個でき、その結果、4つの未知係数b1,c1,b2,c2ができることになる。これらの未知係数b1,c1,b2,c2には、初期値として適当な値を入れておくものとする。
【0022】
ステップS5では、熱伝達率演算部12は、サンプリング間隔(計算区間)ΔtでFEM熱伝導解析を行う。具体的には、前記ステップS1で取得した各種データを入力とし、有限要素法による2次元非定常熱伝導解析を行って、軸受鋼リングの各熱境界Γ1,Γ2の温度分布を計算すると共に、各測温点mp1,mp2の温度を計算する。
ここで、計算区間Δtは、焼入れの進行度合いに合わせて設定するものとする。本実施形態では、沸騰現象が起こる初めの10秒までの第一の段階では、Δt=10msとする。
【0023】
なお、この第一の段階での計算区間Δtは、より緩やかな焼入れでは50ms以下が好ましく、20ms以下がより好ましい。一方、より急激な焼入れでは5ms以下が好ましく、2ms程度がより好ましい。しかし、後者では、上述した測定区間も最大2msに設定する必要がある。
また、10秒を超えて20秒以下の変態が起こる第二の段階では、Δtを20ms以上500ms以下に設定する。変態が開始すると温度変化は小さくなるが、変態潜熱の影響などを計算するために、変態直後はΔtを粗くするのを避けるのが好ましい。なお、本実施形態では、14秒前後でマルテンサイト変態が開始する。
【0024】
さらに、20秒を超えて40秒以下の第三の段階では、温度変化が小さくなるため、Δt=0.2s〜0.5sが好ましい。
そして、40秒を超える第四の段階では、Δt=2s〜60sが好ましい。なお、この第四の段階では、Δtがこれより長くても良い場合もある。
以上の各段階の時間範囲および計算区間Δtは、焼入れ条件、鋼種、部材寸法などによって適宜変更するものとする。また、冷却曲線の測定データがある時間に計算が行われるように、計算区間Δtを設定しなければならないことに注意が必要である。
【0025】
次に、ステップS6では、熱伝達率演算部12は、前記ステップS5で計算した測温点の計算温度Tcalの誤差errorを算出する。ここで、誤差errorは、2次元軸対称面に対して、各測温点の測定温度と計算温度との差の2乗和平均平方根とする。
すなわち、測温点mp1,mp2の測定温度をTexp,1,Texp,2、計算温度をTcal,1,Tcal,2とすると、誤差errorは次式で表される。
【0026】
【数1】

【0027】
そして、誤差errorが設定誤差(許容誤差)errorTHの範囲内にあるか否かを判定し、error>errorTHであり誤差が許容範囲内にない場合には、ステップS7に移行する。ここで、許容誤差は、例えば20℃、好ましくは5℃に設定する。
ステップS7では、熱伝達率演算部12は、最適化アルゴリズムの1つである準ニュートン法を用い、誤差errorが許容誤差errorTHの範囲内となるように、前記(1)式の未知係数b1,c1,b2,c2を修正し、ステップS8に移行する。
【0028】
ここで、準ニュートン法を用いる理由は、計算手順が煩雑で大域収束性に乏しいニュートン法の欠点を克服したアルゴリズムで1次微分のマトリクスを求めれば、公式によって漸化的に変換行列を求めることができ、また大域収束性にも優れるからである。
ステップS8では、熱伝達率演算部12は、前記ステップS7の準ニュートン法による計算で温度が収束するか否かを判定する。
【0029】
ところで、時間区間において熱境界の熱伝達率を直接の未知数にして準ニュートン法を適用しても、決して温度は収束しない。これは、熱境界の中で温度分布ができ、それを無視できないからである。しかし、適切な熱境界を設定すれば、熱伝達率を表面温度の一次式で近似しても十分に収束する。
したがって、このステップS8では温度が収束しないと判断した場合には、前記ステップS3に移行して、熱境界Γ1,Γ2を設定し直す。一方、収束すると判断した場合には、前記ステップS5に移行し、再度FEM熱伝導解析を行う。このように、誤差errorが許容誤差errorTH以下となるまで、準ニュートン法による未知係数の修正を繰り返す。
【0030】
そして、前記ステップS6でerror≦errorTHであると判定すると、ステップS9に移行して、測温点mp1,mp2の温度と決定した係数b1,c1,b2,c2とから、各測温点における熱伝達率α1,α2を求め、これを温度−熱伝達率曲線格納部13に記憶してからステップS10に移行する。
ステップS10では、熱伝達率演算部12は、冷却曲線データの測定時間まで逆解析を行ったか否かを判定する。具体的には、計算時間tが冷却曲線データの測定終了時間tendを超えたか否かを判定する。そして、t≦tendであるときにはステップS11に移行して、計算時間tを次の計算区間Δtだけ増やした後、前記ステップS5に移行して、その計算区間ΔtでFEM熱伝導解析を行う。このとき、前の区間で決定した係数b1,c1,b2,c2を初期値として計算を進める。
【0031】
一方、前記ステップS10でt>tendであると判定したときには、ステップS12に移行して、各々の熱境界における温度と熱伝達率との関係を出力する。このとき、測定および計算に入るノイズに起因して、温度−熱伝達率曲線がノイズを含んだ振動したデータとなる場合があるため、単純移動平均などによりデータを平滑化することが好ましい。なお、測定データのノイズに対しては、測定した冷却曲線データを平滑化することで対応することもできる。
【0032】
次にステップS13では、熱伝達率演算部12は、上記により得られた温度−熱伝達率曲線データが適正であるか否かを判定する。ここでは、前述の経過時間における温度分布の計算により、温度分布が異常であることが判明したり、平滑化した熱伝達率が負の値を示したりした場合に、温度−熱伝達率曲線データが適正でないと判定し、前記ステップS3に移行して熱境界Γ1,Γ2を設定し直す。一方、温度−熱伝達率曲線データが適正であると判定したときには、そのまま熱伝達率演算処理を終了する。
このようにして、各測温点の温度−熱伝達率曲線が得られる。
【0033】
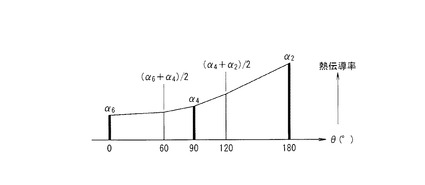
本実施形態では、上述したように、円周方向に位相を90度ずつずらした3箇所に2点ずつ、計6つの測温点mp1〜mp6を設けているため、各測温点に対応した6つの温度−熱伝達率曲線が得られる。
図4に示すように、θ=0°、θ=90°およびθ=180°に測温点mp6、mp4およびmp2をとり、各測温点における断面の熱伝達率曲線を図3に示す手順により求めたとき、ある温度での熱伝達率α6、α4およびα2が図5に示すような大小関係となったものとする。このとき、θ=60°の熱伝達率を(α6+α4)/2、θ=120°の熱伝達率を(α4+α2)/2として線形補間し、熱処理変形シミュレーションを実施すれば、軸受鋼リングの真円崩れを評価することができる。
【0034】
このように、円周方向に位相を90度ずつずらした3箇所に測温点を設けるなど、いくつかの断面で計算を行った結果を線形補間することで、3次元のデータを得ることができるので、これを用いて真円崩れシミュレーション等を行うことができる。
ところで、従来、測定値と熱伝導方程式の解析解とを用いて、熱伝達率を同定する方法が提案されているが、この場合、解析解の知られている形状の物体にしか適用することができない。
【0035】
これに対して、本実施形態では、FEM熱伝導解析を繰り返し行うことで、どのような断面形状の物体であっても熱伝達率を求めることができる。また、各計算区間(時間)の熱伝達率を表面温度の簡単な関数(例えば、一次関数)で近似することで、表面温度の分布に適応することができる。さらに、最適化アルゴリズム(準ニュートン法)を適用することで、上記関数の未知係数を最適化するので、測定温度とFEM計算温度との誤差を最小化することができ、精度良く熱伝達率を求めることができる。
【0036】
このように、上記第1の実施形態では、部品の形状や姿勢に合致した熱伝達率を、測定した冷却曲線データとFEM熱伝導解析の繰り返し計算とから精度良く求めることができるので、この熱伝達率を使用すれば、精度の高い熱処理シミュレーションが可能となる。
また、1断面当たりの温度測定部が2点でも、二次元化することで迅速な計算が可能となる。さらに、いくつかの断面で計算を行った結果を線形補間することで、三次元のデータを得ることができる。
【0037】
なお、上記第1の実施形態においては、リングの内外径で熱境界を設定する場合について説明したが、軸受鋼リングを焼入れ油面に水平に投下する場合などには、図6に示すように、リングの上下面で熱境界Γ1,Γ2を分けた方がよい。このように、焼入れ条件等により熱境界を適宜設定するようにする。
【0038】
次に、本発明における第2の実施形態について説明する。
この第2の実施形態は、前述した第1の実施形態において、熱処理対象物として矩形断面形状の軸受鋼リングを適用しているのに対し、円錐ころ軸受外輪のリング断面の軸対称モデルを用いたものである。
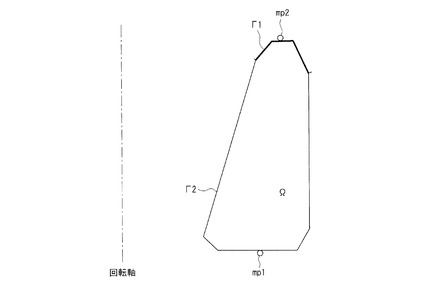
図7は、円錐ころ軸受外輪の断面の熱伝導軸対称モデルを示す図である。
この図7に示すように、円錐ころ底面の中央部に測温点mp1、上面の中央部に測温点mp2をとり、表面を上下面で熱境界Γ1とΓ2とに分けて、前述した図3に示す熱伝達率演算処理により熱伝達率を求める。
【0039】
まず、2点の測温点mp1,mp2で、一様に加熱された所定の焼入れ温度から、一定温度の焼入れ油に焼入れる試験によって、サンプリング間隔(測定区間)Δtで温度変化曲線を測定し、これを測定データ格納部に格納しておく。
図8は、各測温点mp1,mp2で測定された冷却曲線データである。ここでは、初期温度を830℃とし、100℃の焼入れ油に焼入れる試験を行った場合について示している。
【0040】
そして、この冷却曲線データを入力として、熱伝達率演算部12でFEM熱伝導解析を繰り返し行い、各各熱境界Γ1,Γ2の熱伝達率α1,α2を求める。
具体的には、時刻tにおける各熱境界Γ1,Γ2の熱伝達率α1,α2を、
α1=b1TΓ1(x,y)+c1,
α2=b2TΓ2(x,y)+c2 ………(3)
とおき(ステップS4)、FEM熱伝導解析を行って温度分布を計算すると共に、各測定点mp1,mp2のFEM計算温度を求め(ステップS5)、このFEM計算温度と測定温度との誤差が許容誤差以下となるように、準ニュートン法を用いて最適な係数b1,c1,b2,c2を求める(ステップS6,S7)。
【0041】
係数b1,c1,b2,c2が決定したら、その係数と測温点の温度とから、その温度における各熱境界の熱伝達率が求まる。この一連の処理を冷却曲線データの測定時間(ここでは、50s)まで行うことで、各々の温度における各熱境界の熱伝達率が求まる。
図9は、上記により得られた各測温点(各熱境界)における温度と熱伝達率との関係を示す図である。このように、熱処理対象物として円錐ころ軸受を適用した場合でも、図7に示すように熱境界を設定することにより、適正に熱伝達率を逆算することができる。
【0042】
図10は、熱伝導モデルの別の例を示す図である。
図10に示すように、熱境界Γ1と熱境界Γ2との境界を底面側のγに設定すると、収束する解が得られない。この場合、図3のステップS8でYesと判定してステップS3に移行し、熱境界Γ1,Γ2を設定し直す。そして、熱境界Γ1,Γ2が図7に示すように設定されることで収束解が得られ、適正な熱伝達率が得られることになる。
【0043】
このように、上記第2の実施形態では、熱処理対象物として円錐ころ軸受を適用した場合でも、熱境界を適正に設定することで適正な熱伝達率を求めることができる。したがって、この熱伝達率を用いることにより精度の高い熱処理シミュレーションを行うことができる。
なお、上記各実施形態においては、熱伝達率を温度の一次式で近似する場合について説明したが、二次式や他の関数を用いることもできる。
【0044】
また、上記各実施形態においては、熱処理対象物として軸受鋼リングや円錐ころ軸受外輪を適用する場合について説明したが、歯車や精機部品等にも適用することができる。
【図面の簡単な説明】
【0045】
【図1】本発明の実施形態における熱伝達率評価装置の構成を示すブロック図である。
【図2】第1の実施形態における軸受鋼リングの断面の熱伝導軸対称モデルを示す図である。
【図3】熱伝達率演算部で実行される熱伝達率演算処理手順を示すフローチャートである。
【図4】ハーフリングモデルを示す図である。
【図5】熱伝達率の線形補間を説明するための図である。
【図6】軸受鋼リングの断面の熱伝導モデルにおける他の例を示す図である。
【図7】第2の実施形態における円錐ころ軸受外輪の断面の熱伝導軸対称モデルを示す図である。
【図8】測定した冷却曲線データである。
【図9】FEM熱伝導解析により求めた熱伝達率である。
【図10】円錐ころ軸受外輪の断面の熱伝導軸対称モデルにおける別の例を示す図である。
【符号の説明】
【0046】
1…熱伝達率評価装置、11…測定データ格納部、12…熱伝達率演算部、13…温度−熱伝達率曲線格納部、Γ1,Γ2…熱境界、mp1〜mp6…測温点
【技術分野】
【0001】
本発明は、焼入れ加工などの熱処理に用いられる油等、熱伝達が生じる各種冷却媒体に対する熱伝達率を評価する熱伝達率評価方法、及び熱伝達率評価装置に関するものである。
【背景技術】
【0002】
従来、焼入れ加工などの熱処理において、高品質の製品を製造し、操業効率を向上させるためには、加工対象物等の冷却を最適に制御することが重要であり、そのためには、冷却の役割を担う潤滑油、水系潤滑液、熱処理液等を加工対象物に応じて適正に選択して使用することが必要である。このような各種熱処理液や潤滑油等を選定する場合、従来はJIS冷却曲線に基づいて各液の特性を判断し選定していた。
【0003】
熱処理シミュレーションには、加工対象物の部品表面と熱処理液との間の熱伝達率が必要であるが、この熱伝達率は他の物性値と違い、温度のみならず部品の形状や姿勢にも左右される。また、鋼の熱伝導率は小さいので、薄肉の部品であっても熱伝導を無視できず、単純に冷却曲線から得られるものでなく、加工対象物の熱伝導の計算をしつつ逆算しなければならない。
【0004】
そこで、熱処理対象物と同一あるいは類似した形状の基準体と評価対象となる液体との間の熱伝導方程式を設定し、前記基準体および液体を用いた熱処理過程における前記基準体表面の温度変化を測定し、熱伝導方程式における熱伝達率をその固有関数と前記測定値とを用いて同定し、評価対象液体の熱伝達能を評価する熱伝達能評価方法が提案されている(例えば、特許文献1参照)。
【0005】
また、実験的手法と数値計算的手法とを併用して、構造物とその周辺雰囲気との間の熱伝達係数を算出する熱伝達係数算出装置として、単純化した形状の構造物を温度上昇させ、その内部温度と表面温度とをサンプリングする実験測定部と、実験測定部に対して近似した有限要素モデルを設定し且つ構造物と空気接触している各表面に対して近似した熱伝達係数を設定して構造物の各節点の温度をサンプリング毎に算出し、当該実験値と当該算出値との偏差を縮小すべく熱伝達係数を逐次補正演算する数値計算部と、演算された各熱伝達係数を登録する熱伝達係数データベースと、を備えるものが知られている(例えば、特許文献2参照)。
【特許文献1】特開平7−146264号公報
【特許文献2】特開平10−48166号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、上記特許文献1に記載の熱伝達能評価方法にあっては、固有関数の知られている形状の物体にしか使用することができない。
また、上記特許文献2に記載の熱伝達係数算出装置にあっては、単純化した形状の構造物にしか使用することができない。
そこで、本発明は、どのような形状の部品であっても適正な熱伝達率を求めることができる熱伝達率評価方法、及び熱伝達率評価装置を提供することを課題としている。
【課題を解決するための手段】
【0007】
上記課題を解決するために、請求項1に係る熱伝達率評価方法は、熱処理対象物の冷却媒体に対する熱伝達率を評価する熱伝達率評価方法であって、前記熱処理対象物の熱処理時の冷却曲線から逆解析して前記熱伝達率を求める工程を備え、前記逆解析に際し、有限要素法による非定常熱伝導解析を用いると共に、前記熱伝達率を、前記熱処理対象物と前記冷却媒体との境界である熱境界上の温度分布の関数に置くことを特徴としている。
【0008】
このように、熱伝達率を冷却曲線から逆解析して求めるに際し、有限要素法による非定常熱伝導解析(FEM熱伝導解析)を用いるので、熱処理対象物の形状や姿勢がどのようなものであっても適用可能である。またこのとき、熱伝達率を、熱処理対象物の表面温度の分布に適応させて同定することができる。
また、請求項2に係る熱伝達率評価方法は、請求項1に係る発明において、前記熱伝達率を求める工程は、前記熱処理対象物を有限要素モデル化する工程と、前記熱処理対象物の表面を複数の熱境界に分ける工程と、前記熱境界上の所定の測定点における熱処理時の冷却曲線を測定する工程と、前記熱伝達率を、前記熱境界上の温度分布の関数に置く工程と、前記非定常熱伝導解析により前記熱境界の温度分布を算出すると共に、該温度分布に基づいて前記測定点の温度を算出する工程と、前記測定点の実測温度と前記非定常熱伝導解析による算出温度との誤差を最適化する工程と、を備えることを特徴としている。
【0009】
このように、熱境界上の所定の測定点における測定温度とFEM計算温度との誤差を最適化することで、精度良く熱伝達率を同定することができる。
さらに、請求項3に係る熱伝達率評価方法は、請求項1又は2に係る発明において、前記熱伝達率を、前記熱境界上の温度分布の一次関数に置くことを特徴としている。
このように、熱伝達率を簡単な関数で近似するので、比較的簡易に熱伝達率を表面温度の分布に適応させることができる。
【0010】
また、請求項4に係る熱伝達率評価方法は、請求項3に係る発明において、前記誤差を最適化する工程は、前記誤差が許容範囲内となるように前記一次関数の係数を補正することを特徴としている。
このとき、大域収束性に優れた最適化アルゴリズムの1つである準ニュートン法を適用することが好ましい。これにより、一次関数の係数の初期値が適当な値であっても、十分に収束させることができ、前記誤差を許容誤差範囲内に収めることができる。
【0011】
さらにまた、請求項5に係る熱伝達率評価装置は、熱処理対象物の冷却媒体に対する熱伝達率を評価する熱伝達率評価装置であって、前記熱処理対象物の熱処理時の冷却曲線を測定する冷却曲線測定手段と、前記冷却曲線測定手段で測定した冷却曲線から逆解析して前記熱伝達率を求める熱伝達率演算手段と、を備え、前記熱伝達率演算手段は、前記逆解析に際し、有限要素法による非定常熱伝導解析を用いると共に、前記熱伝達率を、前記熱処理対象物と前記冷却媒体との境界である熱境界上の温度分布の関数に置くことを特徴としている。
【0012】
これにより、熱処理対象物の形状や姿勢に適応した熱伝達率を、実測した冷却曲線データとFEMの繰り返し計算とから求めることができる。したがって、この熱伝達率を使用すれば、精度の高い熱処理シミュレーションを行うことができる。
さらに、1断面当たりの温度測定点が2点であっても、2次元化することで迅速な計算が可能となる。また、いくつかの断面で計算を行った結果を線形補間すれば、3次元のデータを得ることができる。
【発明の効果】
【0013】
本発明に係る熱伝達率評価方法および熱伝達率評価装置によれば、部品の形状や姿勢、表面温度分布に適応した熱伝達率を精度良く求めることができる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態を図面に基づいて説明する。
図1は、本発明に係る熱伝達率評価装置1の構成を示すブロック図である。
第1の実施形態における熱伝達率評価装置1は、熱処理対象物の金属表面と冷却媒体である焼入れ油との間の熱伝達率を求めるものであり、図1に示すように、測定データ格納部11と、熱伝達率演算部12と、温度−熱伝達率曲線格納部13と、で構成されている。
【0015】
熱処理による熱処理対象物の変形が、熱伝導計算に与える影響は小さく無視できるので、熱伝達率を求めるには、上記変形を無視した熱伝導を逆問題的に解くことに等しい。
本実施形態では、熱処理対象物として軸受鋼リング(厚さ20mm以下)を適用するものとする。
軸受鋼の焼入れでは、本実施形態で適用するような厚さ20mm以下の場合、焼入れ後、全断面が一様にマルテンサイト変態して、マルテンサイト+残留オーステナイトの均一な組織となる。ここでは、初期温度800〜830℃に一様に加熱された焼入れ温度から、一定温度の焼入れ油に焼入れる処理を行うものとする。
【0016】
図2は、軸受鋼リングの断面の熱伝導軸対称モデルを示す図である。
図2(a)に示すように、ある断面において、外径側と内径側との2箇所に温度測定点(測温点)をとると共に、リング表面と焼入れ油との境界を、外径側の熱境界Γ1と内径側の熱境界Γ2とに分けて設定する。このとき、外径側と内径側とで熱境界条件が異なることが前提である。なお、図中Ωは、軸対称断面である。
【0017】
また、図2(b)に示すように、測温点は、円周方向に位相を90度ずつずらした3つの断面に、それぞれ2点ずつ設ける(mp1〜mp6)。
各測温点mp1〜mp6には、それぞれ温度センサとして熱電対が設置されている。そして、初期温度800〜830℃に一様に加熱された焼入れ温度から、一定温度の焼入れ油に焼入れる試験によって、サンプリング間隔(測定区間)Δt(例えば、10ms)で上記各測温点mp1〜mp6の温度変化曲線を測定しておく。
【0018】
このようにして採取された冷却曲線データは、図1の測定データ格納部11に格納される。
熱伝達率演算部12は、冷却曲線の測定データを入力とし、2次元の有限要素法による非定常熱伝導解析(FEM熱伝導解析)を繰り返し行うことにより、図2に示す断面における熱伝達率を計算し、その結果を温度−熱伝達率曲線格納部13に出力する。FEM熱伝導解析では、任意の断面形状を定義できるが、ここではリング断面の軸対称モデルを用いる。
【0019】
これにより、温度−熱伝達率曲線格納部13には、各熱境界における温度と熱伝達率との関係を示す温度−熱伝達率曲線が格納されることになる。
図3は、熱伝達率演算部12で実行される熱伝達率演算処理手順を示すフローチャートである。
先ずステップS1で、熱伝達率演算部12は、測定データ格納部11に格納された冷却曲線データ、鋼の温度に依存した物性値(比熱、変態潜熱など)、および焼入れ油の温度を入力し、ステップS2に移行する。
【0020】
ステップS2では、熱伝達率演算部12は、軸受鋼リングの表面(熱境界領域)の設定及びメッシュ分割を行って、軸受鋼リングを有限要素モデル化し、次いでステップS3で、図2(a)に示すように、鋼表面を外径側の熱境界Γ1と内径側の熱境界Γ2とに分割して設定する。
次に、ステップS4に移行して、熱伝達率演算部12は、各熱境界Γ1,Γ2の熱伝達率α1,α2を温度の一次関数として表す。
【0021】
α1=b1TΓ1(x,y)+c1,
α2=b2TΓ2(x,y)+c2 ………(1)
ここで、TΓi(x,y)は、熱境界Γiにおける表面温度分布である。
このように、1つの熱境界Γiに対し、傾きbiと切片ciの2つの係数を用いて熱伝達率αiを表現する。本実施形態では、熱境界(測温点)が2個であるため、熱伝達率の関数が2個でき、その結果、4つの未知係数b1,c1,b2,c2ができることになる。これらの未知係数b1,c1,b2,c2には、初期値として適当な値を入れておくものとする。
【0022】
ステップS5では、熱伝達率演算部12は、サンプリング間隔(計算区間)ΔtでFEM熱伝導解析を行う。具体的には、前記ステップS1で取得した各種データを入力とし、有限要素法による2次元非定常熱伝導解析を行って、軸受鋼リングの各熱境界Γ1,Γ2の温度分布を計算すると共に、各測温点mp1,mp2の温度を計算する。
ここで、計算区間Δtは、焼入れの進行度合いに合わせて設定するものとする。本実施形態では、沸騰現象が起こる初めの10秒までの第一の段階では、Δt=10msとする。
【0023】
なお、この第一の段階での計算区間Δtは、より緩やかな焼入れでは50ms以下が好ましく、20ms以下がより好ましい。一方、より急激な焼入れでは5ms以下が好ましく、2ms程度がより好ましい。しかし、後者では、上述した測定区間も最大2msに設定する必要がある。
また、10秒を超えて20秒以下の変態が起こる第二の段階では、Δtを20ms以上500ms以下に設定する。変態が開始すると温度変化は小さくなるが、変態潜熱の影響などを計算するために、変態直後はΔtを粗くするのを避けるのが好ましい。なお、本実施形態では、14秒前後でマルテンサイト変態が開始する。
【0024】
さらに、20秒を超えて40秒以下の第三の段階では、温度変化が小さくなるため、Δt=0.2s〜0.5sが好ましい。
そして、40秒を超える第四の段階では、Δt=2s〜60sが好ましい。なお、この第四の段階では、Δtがこれより長くても良い場合もある。
以上の各段階の時間範囲および計算区間Δtは、焼入れ条件、鋼種、部材寸法などによって適宜変更するものとする。また、冷却曲線の測定データがある時間に計算が行われるように、計算区間Δtを設定しなければならないことに注意が必要である。
【0025】
次に、ステップS6では、熱伝達率演算部12は、前記ステップS5で計算した測温点の計算温度Tcalの誤差errorを算出する。ここで、誤差errorは、2次元軸対称面に対して、各測温点の測定温度と計算温度との差の2乗和平均平方根とする。
すなわち、測温点mp1,mp2の測定温度をTexp,1,Texp,2、計算温度をTcal,1,Tcal,2とすると、誤差errorは次式で表される。
【0026】
【数1】
【0027】
そして、誤差errorが設定誤差(許容誤差)errorTHの範囲内にあるか否かを判定し、error>errorTHであり誤差が許容範囲内にない場合には、ステップS7に移行する。ここで、許容誤差は、例えば20℃、好ましくは5℃に設定する。
ステップS7では、熱伝達率演算部12は、最適化アルゴリズムの1つである準ニュートン法を用い、誤差errorが許容誤差errorTHの範囲内となるように、前記(1)式の未知係数b1,c1,b2,c2を修正し、ステップS8に移行する。
【0028】
ここで、準ニュートン法を用いる理由は、計算手順が煩雑で大域収束性に乏しいニュートン法の欠点を克服したアルゴリズムで1次微分のマトリクスを求めれば、公式によって漸化的に変換行列を求めることができ、また大域収束性にも優れるからである。
ステップS8では、熱伝達率演算部12は、前記ステップS7の準ニュートン法による計算で温度が収束するか否かを判定する。
【0029】
ところで、時間区間において熱境界の熱伝達率を直接の未知数にして準ニュートン法を適用しても、決して温度は収束しない。これは、熱境界の中で温度分布ができ、それを無視できないからである。しかし、適切な熱境界を設定すれば、熱伝達率を表面温度の一次式で近似しても十分に収束する。
したがって、このステップS8では温度が収束しないと判断した場合には、前記ステップS3に移行して、熱境界Γ1,Γ2を設定し直す。一方、収束すると判断した場合には、前記ステップS5に移行し、再度FEM熱伝導解析を行う。このように、誤差errorが許容誤差errorTH以下となるまで、準ニュートン法による未知係数の修正を繰り返す。
【0030】
そして、前記ステップS6でerror≦errorTHであると判定すると、ステップS9に移行して、測温点mp1,mp2の温度と決定した係数b1,c1,b2,c2とから、各測温点における熱伝達率α1,α2を求め、これを温度−熱伝達率曲線格納部13に記憶してからステップS10に移行する。
ステップS10では、熱伝達率演算部12は、冷却曲線データの測定時間まで逆解析を行ったか否かを判定する。具体的には、計算時間tが冷却曲線データの測定終了時間tendを超えたか否かを判定する。そして、t≦tendであるときにはステップS11に移行して、計算時間tを次の計算区間Δtだけ増やした後、前記ステップS5に移行して、その計算区間ΔtでFEM熱伝導解析を行う。このとき、前の区間で決定した係数b1,c1,b2,c2を初期値として計算を進める。
【0031】
一方、前記ステップS10でt>tendであると判定したときには、ステップS12に移行して、各々の熱境界における温度と熱伝達率との関係を出力する。このとき、測定および計算に入るノイズに起因して、温度−熱伝達率曲線がノイズを含んだ振動したデータとなる場合があるため、単純移動平均などによりデータを平滑化することが好ましい。なお、測定データのノイズに対しては、測定した冷却曲線データを平滑化することで対応することもできる。
【0032】
次にステップS13では、熱伝達率演算部12は、上記により得られた温度−熱伝達率曲線データが適正であるか否かを判定する。ここでは、前述の経過時間における温度分布の計算により、温度分布が異常であることが判明したり、平滑化した熱伝達率が負の値を示したりした場合に、温度−熱伝達率曲線データが適正でないと判定し、前記ステップS3に移行して熱境界Γ1,Γ2を設定し直す。一方、温度−熱伝達率曲線データが適正であると判定したときには、そのまま熱伝達率演算処理を終了する。
このようにして、各測温点の温度−熱伝達率曲線が得られる。
【0033】
本実施形態では、上述したように、円周方向に位相を90度ずつずらした3箇所に2点ずつ、計6つの測温点mp1〜mp6を設けているため、各測温点に対応した6つの温度−熱伝達率曲線が得られる。
図4に示すように、θ=0°、θ=90°およびθ=180°に測温点mp6、mp4およびmp2をとり、各測温点における断面の熱伝達率曲線を図3に示す手順により求めたとき、ある温度での熱伝達率α6、α4およびα2が図5に示すような大小関係となったものとする。このとき、θ=60°の熱伝達率を(α6+α4)/2、θ=120°の熱伝達率を(α4+α2)/2として線形補間し、熱処理変形シミュレーションを実施すれば、軸受鋼リングの真円崩れを評価することができる。
【0034】
このように、円周方向に位相を90度ずつずらした3箇所に測温点を設けるなど、いくつかの断面で計算を行った結果を線形補間することで、3次元のデータを得ることができるので、これを用いて真円崩れシミュレーション等を行うことができる。
ところで、従来、測定値と熱伝導方程式の解析解とを用いて、熱伝達率を同定する方法が提案されているが、この場合、解析解の知られている形状の物体にしか適用することができない。
【0035】
これに対して、本実施形態では、FEM熱伝導解析を繰り返し行うことで、どのような断面形状の物体であっても熱伝達率を求めることができる。また、各計算区間(時間)の熱伝達率を表面温度の簡単な関数(例えば、一次関数)で近似することで、表面温度の分布に適応することができる。さらに、最適化アルゴリズム(準ニュートン法)を適用することで、上記関数の未知係数を最適化するので、測定温度とFEM計算温度との誤差を最小化することができ、精度良く熱伝達率を求めることができる。
【0036】
このように、上記第1の実施形態では、部品の形状や姿勢に合致した熱伝達率を、測定した冷却曲線データとFEM熱伝導解析の繰り返し計算とから精度良く求めることができるので、この熱伝達率を使用すれば、精度の高い熱処理シミュレーションが可能となる。
また、1断面当たりの温度測定部が2点でも、二次元化することで迅速な計算が可能となる。さらに、いくつかの断面で計算を行った結果を線形補間することで、三次元のデータを得ることができる。
【0037】
なお、上記第1の実施形態においては、リングの内外径で熱境界を設定する場合について説明したが、軸受鋼リングを焼入れ油面に水平に投下する場合などには、図6に示すように、リングの上下面で熱境界Γ1,Γ2を分けた方がよい。このように、焼入れ条件等により熱境界を適宜設定するようにする。
【0038】
次に、本発明における第2の実施形態について説明する。
この第2の実施形態は、前述した第1の実施形態において、熱処理対象物として矩形断面形状の軸受鋼リングを適用しているのに対し、円錐ころ軸受外輪のリング断面の軸対称モデルを用いたものである。
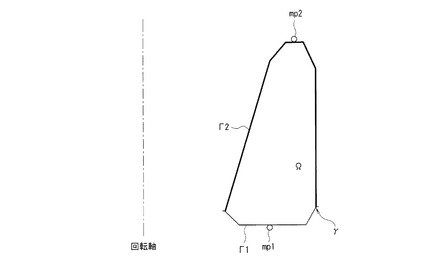
図7は、円錐ころ軸受外輪の断面の熱伝導軸対称モデルを示す図である。
この図7に示すように、円錐ころ底面の中央部に測温点mp1、上面の中央部に測温点mp2をとり、表面を上下面で熱境界Γ1とΓ2とに分けて、前述した図3に示す熱伝達率演算処理により熱伝達率を求める。
【0039】
まず、2点の測温点mp1,mp2で、一様に加熱された所定の焼入れ温度から、一定温度の焼入れ油に焼入れる試験によって、サンプリング間隔(測定区間)Δtで温度変化曲線を測定し、これを測定データ格納部に格納しておく。
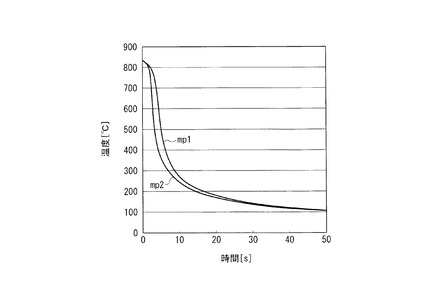
図8は、各測温点mp1,mp2で測定された冷却曲線データである。ここでは、初期温度を830℃とし、100℃の焼入れ油に焼入れる試験を行った場合について示している。
【0040】
そして、この冷却曲線データを入力として、熱伝達率演算部12でFEM熱伝導解析を繰り返し行い、各各熱境界Γ1,Γ2の熱伝達率α1,α2を求める。
具体的には、時刻tにおける各熱境界Γ1,Γ2の熱伝達率α1,α2を、
α1=b1TΓ1(x,y)+c1,
α2=b2TΓ2(x,y)+c2 ………(3)
とおき(ステップS4)、FEM熱伝導解析を行って温度分布を計算すると共に、各測定点mp1,mp2のFEM計算温度を求め(ステップS5)、このFEM計算温度と測定温度との誤差が許容誤差以下となるように、準ニュートン法を用いて最適な係数b1,c1,b2,c2を求める(ステップS6,S7)。
【0041】
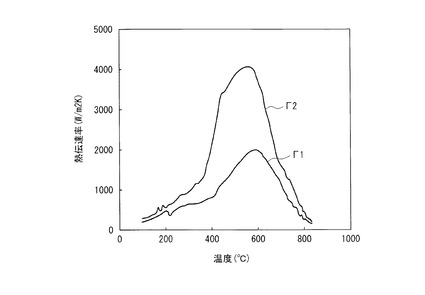
係数b1,c1,b2,c2が決定したら、その係数と測温点の温度とから、その温度における各熱境界の熱伝達率が求まる。この一連の処理を冷却曲線データの測定時間(ここでは、50s)まで行うことで、各々の温度における各熱境界の熱伝達率が求まる。
図9は、上記により得られた各測温点(各熱境界)における温度と熱伝達率との関係を示す図である。このように、熱処理対象物として円錐ころ軸受を適用した場合でも、図7に示すように熱境界を設定することにより、適正に熱伝達率を逆算することができる。
【0042】
図10は、熱伝導モデルの別の例を示す図である。
図10に示すように、熱境界Γ1と熱境界Γ2との境界を底面側のγに設定すると、収束する解が得られない。この場合、図3のステップS8でYesと判定してステップS3に移行し、熱境界Γ1,Γ2を設定し直す。そして、熱境界Γ1,Γ2が図7に示すように設定されることで収束解が得られ、適正な熱伝達率が得られることになる。
【0043】
このように、上記第2の実施形態では、熱処理対象物として円錐ころ軸受を適用した場合でも、熱境界を適正に設定することで適正な熱伝達率を求めることができる。したがって、この熱伝達率を用いることにより精度の高い熱処理シミュレーションを行うことができる。
なお、上記各実施形態においては、熱伝達率を温度の一次式で近似する場合について説明したが、二次式や他の関数を用いることもできる。
【0044】
また、上記各実施形態においては、熱処理対象物として軸受鋼リングや円錐ころ軸受外輪を適用する場合について説明したが、歯車や精機部品等にも適用することができる。
【図面の簡単な説明】
【0045】
【図1】本発明の実施形態における熱伝達率評価装置の構成を示すブロック図である。
【図2】第1の実施形態における軸受鋼リングの断面の熱伝導軸対称モデルを示す図である。
【図3】熱伝達率演算部で実行される熱伝達率演算処理手順を示すフローチャートである。
【図4】ハーフリングモデルを示す図である。
【図5】熱伝達率の線形補間を説明するための図である。
【図6】軸受鋼リングの断面の熱伝導モデルにおける他の例を示す図である。
【図7】第2の実施形態における円錐ころ軸受外輪の断面の熱伝導軸対称モデルを示す図である。
【図8】測定した冷却曲線データである。
【図9】FEM熱伝導解析により求めた熱伝達率である。
【図10】円錐ころ軸受外輪の断面の熱伝導軸対称モデルにおける別の例を示す図である。
【符号の説明】
【0046】
1…熱伝達率評価装置、11…測定データ格納部、12…熱伝達率演算部、13…温度−熱伝達率曲線格納部、Γ1,Γ2…熱境界、mp1〜mp6…測温点
【特許請求の範囲】
【請求項1】
熱処理対象物の冷却媒体に対する熱伝達率を評価する熱伝達率評価方法であって、
前記熱処理対象物の熱処理時の冷却曲線から逆解析して前記熱伝達率を求める工程を備え、
前記逆解析に際し、有限要素法による非定常熱伝導解析を用いると共に、前記熱伝達率を、前記熱処理対象物と前記冷却媒体との境界である熱境界上の温度分布の関数に置くことを特徴とする熱伝達率評価方法。
【請求項2】
前記熱伝達率を求める工程は、
前記熱処理対象物を有限要素モデル化する工程と、
前記熱処理対象物の表面を複数の熱境界に分ける工程と、
前記熱境界上の所定の測定点における熱処理時の冷却曲線を測定する工程と、
前記熱伝達率を、前記熱境界上の温度分布の関数に置く工程と、
前記非定常熱伝導解析により前記熱境界の温度分布を算出すると共に、該温度分布に基づいて前記測定点の温度を算出する工程と、
前記測定点の実測温度と前記非定常熱伝導解析による算出温度との誤差を最適化する工程と、を備えることを特徴とする請求項1に記載の熱伝達率評価方法。
【請求項3】
前記熱伝達率を、前記熱境界上の温度分布の一次関数に置くことを特徴とする請求項1又は2に記載の熱伝達率評価方法。
【請求項4】
前記誤差を最適化する工程は、前記誤差が許容範囲内となるように前記一次関数の係数を補正することを特徴とする請求項3に記載の熱伝達率評価方法。
【請求項5】
熱処理対象物の冷却媒体に対する熱伝達率を評価する熱伝達率評価装置であって、
前記熱処理対象物の熱処理時の冷却曲線を測定する冷却曲線測定手段と、
前記冷却曲線測定手段で測定した冷却曲線から逆解析して前記熱伝達率を求める熱伝達率演算手段と、を備え、
前記熱伝達率演算手段は、前記逆解析に際し、有限要素法による非定常熱伝導解析を用いると共に、前記熱伝達率を、前記熱処理対象物と前記冷却媒体との境界である熱境界上の温度分布の関数に置くことを特徴とする熱伝達率評価装置。
【請求項1】
熱処理対象物の冷却媒体に対する熱伝達率を評価する熱伝達率評価方法であって、
前記熱処理対象物の熱処理時の冷却曲線から逆解析して前記熱伝達率を求める工程を備え、
前記逆解析に際し、有限要素法による非定常熱伝導解析を用いると共に、前記熱伝達率を、前記熱処理対象物と前記冷却媒体との境界である熱境界上の温度分布の関数に置くことを特徴とする熱伝達率評価方法。
【請求項2】
前記熱伝達率を求める工程は、
前記熱処理対象物を有限要素モデル化する工程と、
前記熱処理対象物の表面を複数の熱境界に分ける工程と、
前記熱境界上の所定の測定点における熱処理時の冷却曲線を測定する工程と、
前記熱伝達率を、前記熱境界上の温度分布の関数に置く工程と、
前記非定常熱伝導解析により前記熱境界の温度分布を算出すると共に、該温度分布に基づいて前記測定点の温度を算出する工程と、
前記測定点の実測温度と前記非定常熱伝導解析による算出温度との誤差を最適化する工程と、を備えることを特徴とする請求項1に記載の熱伝達率評価方法。
【請求項3】
前記熱伝達率を、前記熱境界上の温度分布の一次関数に置くことを特徴とする請求項1又は2に記載の熱伝達率評価方法。
【請求項4】
前記誤差を最適化する工程は、前記誤差が許容範囲内となるように前記一次関数の係数を補正することを特徴とする請求項3に記載の熱伝達率評価方法。
【請求項5】
熱処理対象物の冷却媒体に対する熱伝達率を評価する熱伝達率評価装置であって、
前記熱処理対象物の熱処理時の冷却曲線を測定する冷却曲線測定手段と、
前記冷却曲線測定手段で測定した冷却曲線から逆解析して前記熱伝達率を求める熱伝達率演算手段と、を備え、
前記熱伝達率演算手段は、前記逆解析に際し、有限要素法による非定常熱伝導解析を用いると共に、前記熱伝達率を、前記熱処理対象物と前記冷却媒体との境界である熱境界上の温度分布の関数に置くことを特徴とする熱伝達率評価装置。
【図1】


【図2】

【図3】
【図4】

【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2010−8312(P2010−8312A)
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願番号】特願2008−170030(P2008−170030)
【出願日】平成20年6月30日(2008.6.30)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成22年1月14日(2010.1.14)
【国際特許分類】
【出願日】平成20年6月30日(2008.6.30)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]