
熱処理を受ける被搬送製品のためのベルトコンベアおよび方法
熱処理プロセスを通して連続的に製品を搬送するセンサ搭載コンベアベルトを含む環境制御されたコンベアシステム、およびセンサの瞬間位置を特定する方法に関する。温度センサまたは他のセンサはコンベアベルトの幅にわたって、その長さに沿って組み込まれ、殺菌装置トンネルを通るような熱処理プロセスを通る製品と共に進行する。センサの測定結果は、システムをモニタまたは制御するためにベルトから遠隔システムコントローラに無線送信される。環境またはベルトの状態を測定するセンサからのデータを用いてセンサの瞬間位置を特定し、センサのデータをセンサ位置と連動させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は概して動力駆動型のコンベアに関し、より具体的には、殺菌、加温、または冷却といった熱処理を受ける被搬送製品と共に進行するセンサ搭載型ベルト付のコンベアに関するものである。
【背景技術】
【0002】
コンベアベルトは一般に、製品を熱処理プロセスにさらす殺菌装置、加熱器、冷却器、冷凍室、および他の機器を通って製品を搬送するために使用される。これらのプロセスは多くの場合、コンベアが通過する密閉体内の固定位置に配置された、温度センサなどのセンサによってモニタされる。幾つかの場合では、オペレータが携帯用センサを用いて、密閉体内の様々な地点において手動で読み取る。何れの場合も、センサは、必ずしも被搬送製品に接近していない比較的少ない固定位置で読み取られる。その結果、これらの製品が受ける実際の熱処理の不正確な評価しか提供されない。
【発明の概要】
【0003】
この欠点は、本発明の特徴を組み込んだコンベアベルトによって対処される。熱処理を受ける製品を搬送するこのようなコンベアベルトの一態様は、温度センサと、同じ場所に配置された送信機とを具える。温度センサは、コンベアベルトにおいて、関数関係によって被搬送製品の熱応答と関連付けられる熱応答を有する材料に組み込まれる。この温度センサが温度を測定し、送信機がコンベアベルトから送信する。
【0004】
本発明の他の態様では、本発明の特徴を組み込む環境制御されたコンベアシステムは、コンベアシステムを通って連続的に製品を搬送するコンベアベルトを具える。温度を測定する温度センサは、製品と同じ速度でコンベアシステムを通って進行する。センサは、所定の関数関係によって熱処理を受ける被搬送製品の熱応答と関連付けられた熱応答を有する材料に組み込まれる。温度センサと同じ場所に配置された送信機は、温度測定結果を送信する。コンベアベルトから離れている受信機は、送信機およびコンベアベルトによって送信された温度測定結果を受信する。受信機に接続されたコントローラは温度測定結果を処理し、温度測定結果の関数としてコンベアシステムの温度またはコンベアベルトの速度を制御する。
【0005】
本発明の他の態様は、熱処理プロセスを通って搬送される製品の状態をモニタする方法を提供する。この方法は:(a)熱処理プロセスを通して製品を搬送するステップと;(b)製品と共に熱処理プロセスを通ってセンサを進行させるステップと;(c)センサが熱処理プロセスを通って進行するときにセンサに測定させるステップと;(d)センサの測定結果から各センサの近くにある製品の状態を特定するステップとを含む。
【0006】
本発明の更に他の態様では、コンベアベルトに搭載されたセンサの瞬間位置を特定する方法が:(a)閉鎖型のベルト経路に沿ってコンベアベルトを進行させるステップと;(b)コンベアベルトの全長に沿った位置でコンベアベルトに配置されたセンサを用いて、閉鎖型のベルト経路に沿って変化し、閉鎖型のベルト経路に沿った所定の位置で顕著な特性を有する環境状態またはベルトの状態を周期的にセンサに測定させるステップと;(c)センサの測定結果から閉鎖型のベルト経路に沿ったセンサの瞬間位置を特定するステップとを含む。
【0007】
本発明の更に他の態様では、ベルトは、当該ベルトに化学センサを具える。このセンサは1以上の環境化学物質の存在によって起こる状態に反応し、化学濃度を測定する。
【図面の簡単な説明】
【0008】
本発明のこれらの特徴および態様、さらにその利点は、以下の説明、添付の特許請求の範囲、添付の図面を参照することによって、よりよく理解される。
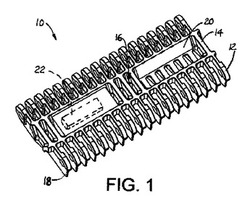
【図1】図1は、殺菌装置に用いられる本発明の特徴を組み込んだコンベアベルトモジュールの底面等角図である。
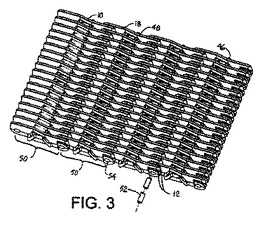
【図2】図2は、図1に示すようなベルトモジュールに組み込まれるセンサ要素のブロック図である。
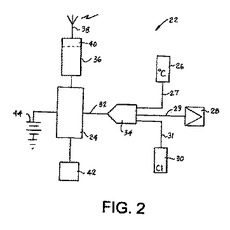
【図3】図3は、図1に示すようなベルトを含むベルトモジュールから構成されたコンベアベルトの一部の等角図である。
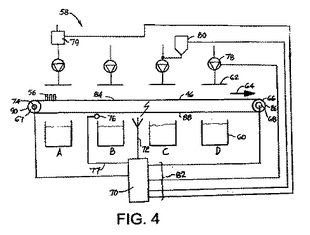
【図4】図4は、図3のコンベアベルトを含む、本発明の特徴を組み込んだ殺菌装置システムの概略図である。
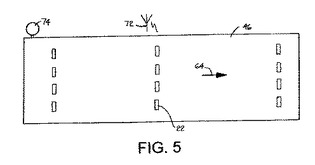
【図5】図5は、図4の殺菌装置における図3のコンベアベルトの上面概略図である。
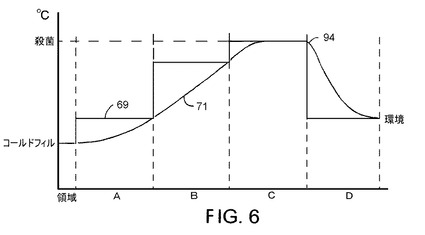
【図6】図6は、図4に示すような殺菌装置における例示的な温度特性のグラフである。
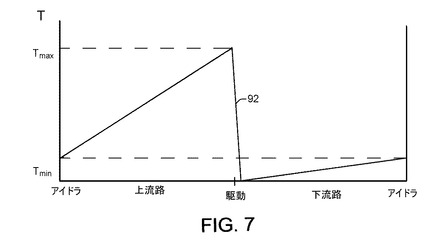
【図7】図7は、図3のコンベアベルトにおけるベルト張力の理想的な特性のグラフである。
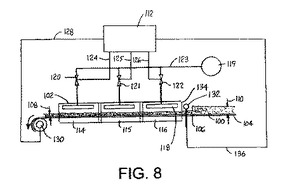
【図8】図8は、図3に示すようなコンベアベルトを含む、本発明の特徴を組み込んだブランチングシステムの部分透視、部分ブロック図である。
【発明を実施するための形態】
【0009】
本発明の特徴を具体化した機器搭載型のコンベアベルトモジュールが図1に示されている。基礎のベルトモジュール10は、ポリエチレン、ポリプロピレン、アセタール、または合成ポリマといった熱可塑性ポリマから作られた射出成形プラスチックのモジュールである。モジュールの各端部におけるヒンジアイ12は、モジュールの中間部分14から反対方向へと外側に延在する。一端のヒンジアイは他端のヒンジアイから横方向にオフセットしており、これによりモジュールは、他の同様のモジュールを用いて、モジュール式コンベアベルトへと端と端を並べて連結することができる(図3)。ベルトモジュール10の中間部分14は、駆動スプロケットの歯を受けてモジュールから構成されたベルトを駆動させる駆動ポケット16を有する。図1は、被駆動面が上向きの状態にあるモジュールを図示している。反対側の搬送面は図1の下側を向いており、モジュールの一端から他端まで、一端のヒンジアイから反対側端部のヒンジアイまで延びた狭い隆起リブ18を有している。図3によりよく示すように、モジュールの各端部のヒンジアイが横にオフセットしているため、隆起リブは中間部分において横方向に曲がっている。中間部分はさらに、大きい空洞部20を有している。この空洞部を除き、図示されたモジュールは、米国ルイジアナ州ハラハン、Intralox、L.L.C.社で製造、販売されている、Intralox(登録商標)シリーズ400、隆起リブのベルトモジュールと同一である。
【0010】
空洞部20は、図2に示す構成要素の一部または全てを有するセンサパック22の受け口として機能する。センサパックの構成要素は、マイクロコントローラなどのプロセッサ24と、温度センサ26、荷重またはベルト張力センサ28、および化学センサ30といった1以上のセンサを含む。センサはそれぞれ、検出された状態を表すアナログ信号27、29、31を出力する。アナログ信号は周期的にサンプリングされ、アナログ−デジタルコンバータ34においてデジタルサンプル32に変換される。アナログからデジタルへの変換は、センサ自体の内側、コントローラの内側、あるいは多重入力型の別個のアナログ−デジタルコンバータで行うこともできる。コントローラは、アンテナ38を介してモジュールから無線送信するため、受信したデジタルサンプルを送信機36に送る、あるいは送信する前に処理をする。送信機はさらに、離れている送信機から入力送信を受信し、コントローラ24に送信する受信機40を含みうる。コントローラ24に接続されたメモリ要素42を用いてセンサの測定結果を記録することができ、これにより、センサが遠隔受信アンテナまたはデューティサイクルが低い送信機に接近したときに、一連の記録された測定結果を遠くに一度で送信することができる。パック72の全ての電子要素は、電池44などの動力供給部によって動力供給される。
【0011】
温度センサ26は熱電温度計、サーミスタ、RTD、または他の温感デバイスであってもよい。荷重センサ28はシステムに適切に配置された1以上の歪みゲージを含んでもよく、それらの出力は生じたベルト張力を算出するために、ベルト張力を表すコンポジット信号を生成するよう合成される、あるいはそれぞれの出力はコントローラ24または遠くに送信される。化学センサ30はpHおよび酸化還元電位を検出し、特定の化学物質の有無を示すことができる。これらの状態を検出することにより、化学センサは、それらの状態を引き起こす特定の化学物質の濃度を間接的に検出する。例えば、化学センサはハロゲンセンサであってもよく、より具体的には、特に高い温度でプラスチックコンベアベルトを浸食しうる臭素または塩素イオンの濃度を間接的に検出する臭素または塩素センサであってもよい。しかし、塩素または臭素を直接検出すること専用のセンサも利用できる。さらに化学センサは温度補償型であってもよい。
【0012】
同じ場所にセンサと電子要素を有するセンサパック22は、モジュール10の空洞部20に適するキャストポリマ材料に組み込まれる。これらのパックは、溶着または差し込みカバー、あるいはモジュールまたはパックの差し込み構造によって空洞部に保持される。他の代替例として、センサパックは、ベルトモジュールと共に成形されてもよい。特に殺菌装置または他の重要な温度プロセスに使用される温度センサは、好適には殺菌される製品と同一、あるいは既知の関数によって関連付けられた熱伝導率を有する注封材料内に封入される。注封材料は、全てのセンサを取り囲み、空洞部を塞ぐキャストポリマ材料であってもよく、キャストポリマ材料の空間内の温度センサに局部的な材料であってもよい。注封材料の熱伝導性および温度センサの周囲の形状によって決まる、封入された温度センサの熱応答は、既知の製品の熱応答と適合または関連するように選択されることが好ましい。(米国ニュージャージー州ハッケンサックのMasterbond社は、所望の熱特性を提供するように調整できる多種の注封、封入材料を製造販売している。)この方法では、センサによって検出される温度Tsは、製品の実際の温度Taと一致する、あるいは所定の関数Fによって関連付けられており、Ta=F(Ts)を与える。この関数関係Fは、例えば、定数、またはスカラーkによって表すことができ、その場合はTa=kTsであり、あるいは時間遅延で表すことができる。コントローラ24は、殺菌装置内の殺菌単位(PU)を算出し、プロセスをモニタすべく遠隔にそれらの数値を送信するようプログラムすることもできる。センサパックは、異なる製品にも適合するように、異なる熱伝導率を有する材料に交換して封注することもできる。さらに、センサは、製品を搬送するコンベアベルトと平行に同じ速度で進行する1以上の別個のベルトに取り付けられてもよい。
【0013】
図3に示すように、モジュール式のプラスチックコンベアベルト46は、センサモジュール10と、おそらくはIntralox(登録商標)シリーズ400の隆起リブのモジュールといった標準的なセンサレスモジュール48とを有する1以上のベルトモジュールから構成される。これらのモジュールは、一連の列50へと互いに端と端を並べて連結されることが好ましい。連続的な列のヒンジアイ12が交互に配置され、ヒンジロッド52が交互のヒンジアイの一直線の開口部54内へと挿入されて、無限のコンベアベルトへとヒンジアイにおいて互いに列を連結する。モジュール式のプラスチックベルトが開示されたプロセスに使用するには好ましいが、金属製ベルト、フラットベルト、およびチェーンまたはスラットコンベアといった他の種類のチェーンまたはベルトなどを当該プロセスまたは同様のプロセスに使用することもできる。
【0014】
機器搭載型のコンベアベルトは、ビールのボトルまたは缶56といった製品を殺菌プロセスなどの熱処理プロセスを連続的に通して搬送するために用いられる。簡略に図示された殺菌装置システム58は、殺菌装置のトンネル内に、予熱領域Aと、予殺菌領域Bと、殺菌領域Cと、および冷却領域Dとを具えている。各領域は、桶60と噴霧器62とを有している。コンベアベルト46は、トンネルを通って搬送方向64に製品を搬送する。コンベアベルトは、トンネルの排出端部と供給端部において駆動およびアイドラスプロケット66、67の周りを進む。駆動スプロケットは駆動モータ68によって駆動されるシャフトに取り付けられる。製品が殺菌装置を通って搬送されると、噴霧器62が選択された温度で製品上に水を噴霧する。製品およびコンベアベルトから滴り落ちる水は再循環させるために桶の中に収集される。
【0015】
図6の例示的なグラフに示すように、製品は、殺菌装置内で予め選択された熱処理を受ける。各領域の噴霧水の温度はステップ関数69で表される。滑らかな曲線71は、上流の搬送路に沿って搬送方向64に進行したときに、図5に示すように、ベルト46の長さと幅に沿った位置にあるセンサパック22に組み込まれた温度センサの1つによって測定された温度を表している。ベルトに組み込まれているため、センサは製品と共に移動して近くにある製品と同じ熱処理を受ける。予熱領域Aでは、製品は、噴霧水によってコールドフィルの温度以上の温度まで加熱される。予殺菌領域Bでは、製品は殺菌温度の直下の温度まで加熱される。殺菌領域Cでは、製品を殺菌温度に維持するために必要な温度で水が製品に噴霧される。最後に、冷却領域Dにおいて製品は冷水で噴霧されて温度が周囲温度まで下降し、殺菌処理プロセスを終了する。
【0016】
温度センサは製品と共に進行し、熱伝導率が製品の熱伝導率と一致または関数関係がある材料に温度センサは組み込まれているため、温度センサの近くにある製品の熱処理の正確な表示は、各センサパック22のコントローラ24によって、あるいは図4に示すような遠隔のシステムコントローラ70によって得ることができる。システムコントローラ70は、アンテナ72を介してデータを受信し、ベルト46のセンサにコマンドまたはデータを送信するための受信機と送信機を有する。システムコントローラ70は、コンベアベルトから離れている他のセンサからデータを受信することもできる。コンベアベルトのアイドラシャフトに取り付けられた回転速度計またはシャフトエンコーダ74は、システムコントローラが正方向に駆動するベルトの速度を特定できる信号75を送信する。殺菌装置の有利な位置に装着され、特定の化学物質に反応する化学センサ76を用いて、化学濃度を表す信号77をシステムコントローラ70に送信することもできる。ベルトから無線送信されるベルトからのセンサ信号およびセンサの測定結果は、オペレータが必要に応じてプロセスを手動で調整できるように工場のオペレータに表示されてもよく、あるいは駆動モータ68の速度または開始と停止、バルブ78を介する噴霧器62それぞれの水の流れ、熱交換器79を介する噴霧水の温度、またはディスペンサ80から水に加えられる化学物質の濃度を自動的に制御するように利用することもできる。例えば、温度に対して増加する塩素の反応度を相殺するために、噴霧水中の塩素濃度を温度が上昇するにつれて低下させてもよい。システムコントローラの出力は信号ライン82にわたって信号を制御し、様々な殺菌装置の変動要素の閉鎖型制御を提供する。
【0017】
殺菌システムの場合、各温度センサの付近にある製品が受けるPUは、それぞれのコントローラ24またはシステムコントローラ70によって算出することができる。これらの製品は関連する温度センサの近くに配置されているため、各センサの温度測定結果から算出されるPUは、近くの製品が実際に受けるPUを正確に概算する。ビールのボトルまたは缶といった製品は、ボトルまたは缶の底部の直ぐ上のボトルの中心軸に沿ってコールドスポットを有している。コールドスポットとはボトルまたは缶の低温地点である。コールドスポットが最低PUを受けて、ビールの適切な殺菌を確保することは重要である。コールドスポットの熱応答は、封注材料に組み込まれた温度センサの熱応答と関数関係がある。従って、コントローラは、Tcs=F(Ts)に従って、センサの測定結果Tsから各温度センサに関連するボトルまたは缶の概算コールドスポット温度Tcsを算出し、Fは温度センサとボトルまたは缶の熱伝導率の間の関数関係である。標準のPUの式はPU=t×10(T−Tb)/Zで与えられ、tは分単位の時間であり、Tは℃単位の温度(この場合はTcs)であり、Tbは基礎温度(例えば、60℃)であり、Zは殺菌率を10倍増させるために要する温度上昇(例えば、7℃)である。従って、この式は、PU=t×10(Tcs−60)/7となる。例えば、センサが10秒毎、すなわち1/6分毎に測定する場合、反復アルゴリズム(PU=PU+1/6(10(Tcs−60)/7)は、温度センサの付近にあるボトルそれぞれのコールドスポットにおいて、10秒毎にPUの蓄積を算出する。当然のことながら、温度センサは、ボトルまたは缶の他の地点における温度、あるいはコールドスポットの代わりにある種のボトルまたは缶の平均温度に関連付けられてもよい。
【0018】
図4に示すように、ベルトに搭載されたセンサは、上流の搬送路84、駆動スプロケット66における第1の反転部86、下流の戻り路88、およびアイドラスプロケット67における第2の反転部90を含む閉鎖型のベルト経路に沿って殺菌装置を通るベルト46と共に進行する。センサはコンベアベルトと共に移動するため、それぞれ測定される時点でのベルト経路に沿ったセンサの位置が分かる場合には測定結果はより意味をなす。これは、例えば、ベルトに専用の位置センサを使用することで実現することもできる。しかし、荷重センサまたは温度センサによって提供される測定結果、およびベルトの張力特性または殺菌装置の熱特性の経験的知識からセンサの位置を特定することも可能である。
【0019】
閉鎖型のベルト経路に沿ったコンベアベルトの張力特性が図7に示されている。(単純にするため、これらの特性は理想化されている。)ベルト張力Tは駆動スプロケットの位置で最大Tmaxであり、通常は製品が積載される上流路に沿ったベルトの移動方向と逆方向で急激に減少する。アイドラスプロケットを過ぎた非積載の下流の戻り路では、張力は、駆動スプロケットからベルトが出た直後に、最小張力Tminへとより緩やかに減少する。グラフの急な負の勾配に示す、駆動スプロケットにおける張力の突然の変化92は、ベルト経路に沿った既知の所定の位置(駆動スプロケットの位置)における顕著な測定可能な特性を表している。リアルタイムに又は記録されたセンサパックから受信する荷重センサの測定結果のサンプルから、システムコントローラは荷重センサが駆動スプロケットを通過した時間を算出することができる。システムコントローラはエンコーダ74によって測定されるようなコンベアベルトの速度、およびコンベアベルトの長さと殺菌装置の配置の経験的知識を利用して、デットレコニング(Dead Reckoning)により搬送経路に沿ったセンサの瞬間位置を特定する。従って、このシステムは、ベルトの位置を直接的にではなく、ベルトの状態を測定するセンサを利用して、ベルト経路に沿ったセンサの瞬間位置を特定する。
【0020】
ベルトの温度センサの出力を用いてそれらの位置を特定することもできる。例えば、図6の殺菌装置の温度特性に示すように、ベルトが冷却領域Dに入ったときの温度降下94は、温度センサの測定結果から特定できる顕著な環境特性を表している。次いで、このシステムは、冷却領域Dの入口からのデットレコニングによって、センサの瞬間位置を特定することができる。
【0021】
ベルトの幅にわたり、その長さに沿って数多くのセンサがベルトに組み込まれることの利点の幾つかは:
・殺菌プロセスを微調整するためにベルトの幅にわたってPUをより正確に特定する;
・噴霧器のヘッダの詰まり、不均一なベルト荷重、著しいベルトの垂み、ベルト張力の緩み、サージング、ローラベアリングの摩耗、および高い化学濃度といった問題をより正確に検出することを含む。
【0022】
殺菌において、コンベアベルト上を通過するボトルまたは缶の密集度は通常は一定である。しかしながら、野菜ブランチャーでは、製品の密集度はコンベアの長さに沿って異なっていてもよい。図8に示すように、生の野菜などの製品100のマットは、図5に示すようなコンベアベルトなどのコンベアベルト104上でブランチャ102または他の熱処理チャンバ内へと搬送される。製品荷重は、コンベアベルトの経路に沿った位置106における製品マットの深さの段の変化で図示されている。この例では、製品マットは、位置106の下流にある低深部108と、上流にある深い部分110を有している。殺菌装置のコントローラは、アルゴリズムを利用して温度測定結果から殺菌単位を算出し、ベルト速度、水の流動速度、および噴霧水の温度といったプロセスの変動要素を制御することによってプロセスを調整する。同様に、ブランチャー102に接続されたコントローラ112を用いて、温度の読み取り値および製品荷重の変動に反応して動作を調整することができる。例えば、全長に沿って一連の部分的または完全に隔離したブランチャー領域114−116を有するブランチャー102が図示されている。各領域は蒸気マニホールド118を有する。各マニホールドによって放出される蒸気の量は、接続されたバルブ120−122によって調整される。これらのバルブには蒸気パイプ123を介して蒸気源119からの蒸気が供給される。コントローラ112は、制御ライン124−126に関してバルブを、駆動モータ130に連結されたモータ制御ライン128に関してベルト速度を制御する。アルゴリズムはコントローラによって実行され、各領域のベルト速度および蒸気放出を制御して所望のブランチング結果を得る。しかし、浅い製品マットと同一の結果を深い製品マットについて得るためには、異なるアルゴリズムを必要とすることがある。ブランチャー102の入口端134に近くにある製品荷重センサ132は、その深さ、重量、または密度を検出することによって製品荷重を検出する。深さを測定するため、フォトアイセンサまたは他の光学センサ、近接センサ、または回動シャフト上にベルトセンサまたはレオスタット、電位差計、または角度エンコーダを有するフラッパを使用することができる。代替的な荷重センサは、製品荷重を計量する秤または重量センサと、製品の密度または深さを特定する視覚システムとを有する。製品荷重センサ132は荷重信号136をコントローラ112に送信する。コントローラが製品荷重の変化を検出した場合、深さが変化した製品のマットに適するブランチングアルゴリズムに従って、各ブランチャー領域114−116における蒸気出力を調整することができる。この方法では、浅いまたは軽い製品マット用の第1のアルゴリズムと深いまたは重い製品マット用の第2のアルゴリズムを用いて、コントローラは製品荷重の変動を補正し、製品を均一に調理する。この種の荷重の補正はバッチプロセスにも適用できる。
【0023】
本発明は好適な態様を参照して詳しく記載されてきたが、当該技術分野における当業者は、本発明は他の種類の連続的な熱処理プロセスにも適応できると理解されたい。そのため、特許請求の範囲は、本発明を開示するために使用された例示的な態様の詳細に限定されることを意味するものではない。
【技術分野】
【0001】
本発明は概して動力駆動型のコンベアに関し、より具体的には、殺菌、加温、または冷却といった熱処理を受ける被搬送製品と共に進行するセンサ搭載型ベルト付のコンベアに関するものである。
【背景技術】
【0002】
コンベアベルトは一般に、製品を熱処理プロセスにさらす殺菌装置、加熱器、冷却器、冷凍室、および他の機器を通って製品を搬送するために使用される。これらのプロセスは多くの場合、コンベアが通過する密閉体内の固定位置に配置された、温度センサなどのセンサによってモニタされる。幾つかの場合では、オペレータが携帯用センサを用いて、密閉体内の様々な地点において手動で読み取る。何れの場合も、センサは、必ずしも被搬送製品に接近していない比較的少ない固定位置で読み取られる。その結果、これらの製品が受ける実際の熱処理の不正確な評価しか提供されない。
【発明の概要】
【0003】
この欠点は、本発明の特徴を組み込んだコンベアベルトによって対処される。熱処理を受ける製品を搬送するこのようなコンベアベルトの一態様は、温度センサと、同じ場所に配置された送信機とを具える。温度センサは、コンベアベルトにおいて、関数関係によって被搬送製品の熱応答と関連付けられる熱応答を有する材料に組み込まれる。この温度センサが温度を測定し、送信機がコンベアベルトから送信する。
【0004】
本発明の他の態様では、本発明の特徴を組み込む環境制御されたコンベアシステムは、コンベアシステムを通って連続的に製品を搬送するコンベアベルトを具える。温度を測定する温度センサは、製品と同じ速度でコンベアシステムを通って進行する。センサは、所定の関数関係によって熱処理を受ける被搬送製品の熱応答と関連付けられた熱応答を有する材料に組み込まれる。温度センサと同じ場所に配置された送信機は、温度測定結果を送信する。コンベアベルトから離れている受信機は、送信機およびコンベアベルトによって送信された温度測定結果を受信する。受信機に接続されたコントローラは温度測定結果を処理し、温度測定結果の関数としてコンベアシステムの温度またはコンベアベルトの速度を制御する。
【0005】
本発明の他の態様は、熱処理プロセスを通って搬送される製品の状態をモニタする方法を提供する。この方法は:(a)熱処理プロセスを通して製品を搬送するステップと;(b)製品と共に熱処理プロセスを通ってセンサを進行させるステップと;(c)センサが熱処理プロセスを通って進行するときにセンサに測定させるステップと;(d)センサの測定結果から各センサの近くにある製品の状態を特定するステップとを含む。
【0006】
本発明の更に他の態様では、コンベアベルトに搭載されたセンサの瞬間位置を特定する方法が:(a)閉鎖型のベルト経路に沿ってコンベアベルトを進行させるステップと;(b)コンベアベルトの全長に沿った位置でコンベアベルトに配置されたセンサを用いて、閉鎖型のベルト経路に沿って変化し、閉鎖型のベルト経路に沿った所定の位置で顕著な特性を有する環境状態またはベルトの状態を周期的にセンサに測定させるステップと;(c)センサの測定結果から閉鎖型のベルト経路に沿ったセンサの瞬間位置を特定するステップとを含む。
【0007】
本発明の更に他の態様では、ベルトは、当該ベルトに化学センサを具える。このセンサは1以上の環境化学物質の存在によって起こる状態に反応し、化学濃度を測定する。
【図面の簡単な説明】
【0008】
本発明のこれらの特徴および態様、さらにその利点は、以下の説明、添付の特許請求の範囲、添付の図面を参照することによって、よりよく理解される。
【図1】図1は、殺菌装置に用いられる本発明の特徴を組み込んだコンベアベルトモジュールの底面等角図である。
【図2】図2は、図1に示すようなベルトモジュールに組み込まれるセンサ要素のブロック図である。
【図3】図3は、図1に示すようなベルトを含むベルトモジュールから構成されたコンベアベルトの一部の等角図である。
【図4】図4は、図3のコンベアベルトを含む、本発明の特徴を組み込んだ殺菌装置システムの概略図である。
【図5】図5は、図4の殺菌装置における図3のコンベアベルトの上面概略図である。
【図6】図6は、図4に示すような殺菌装置における例示的な温度特性のグラフである。
【図7】図7は、図3のコンベアベルトにおけるベルト張力の理想的な特性のグラフである。
【図8】図8は、図3に示すようなコンベアベルトを含む、本発明の特徴を組み込んだブランチングシステムの部分透視、部分ブロック図である。
【発明を実施するための形態】
【0009】
本発明の特徴を具体化した機器搭載型のコンベアベルトモジュールが図1に示されている。基礎のベルトモジュール10は、ポリエチレン、ポリプロピレン、アセタール、または合成ポリマといった熱可塑性ポリマから作られた射出成形プラスチックのモジュールである。モジュールの各端部におけるヒンジアイ12は、モジュールの中間部分14から反対方向へと外側に延在する。一端のヒンジアイは他端のヒンジアイから横方向にオフセットしており、これによりモジュールは、他の同様のモジュールを用いて、モジュール式コンベアベルトへと端と端を並べて連結することができる(図3)。ベルトモジュール10の中間部分14は、駆動スプロケットの歯を受けてモジュールから構成されたベルトを駆動させる駆動ポケット16を有する。図1は、被駆動面が上向きの状態にあるモジュールを図示している。反対側の搬送面は図1の下側を向いており、モジュールの一端から他端まで、一端のヒンジアイから反対側端部のヒンジアイまで延びた狭い隆起リブ18を有している。図3によりよく示すように、モジュールの各端部のヒンジアイが横にオフセットしているため、隆起リブは中間部分において横方向に曲がっている。中間部分はさらに、大きい空洞部20を有している。この空洞部を除き、図示されたモジュールは、米国ルイジアナ州ハラハン、Intralox、L.L.C.社で製造、販売されている、Intralox(登録商標)シリーズ400、隆起リブのベルトモジュールと同一である。
【0010】
空洞部20は、図2に示す構成要素の一部または全てを有するセンサパック22の受け口として機能する。センサパックの構成要素は、マイクロコントローラなどのプロセッサ24と、温度センサ26、荷重またはベルト張力センサ28、および化学センサ30といった1以上のセンサを含む。センサはそれぞれ、検出された状態を表すアナログ信号27、29、31を出力する。アナログ信号は周期的にサンプリングされ、アナログ−デジタルコンバータ34においてデジタルサンプル32に変換される。アナログからデジタルへの変換は、センサ自体の内側、コントローラの内側、あるいは多重入力型の別個のアナログ−デジタルコンバータで行うこともできる。コントローラは、アンテナ38を介してモジュールから無線送信するため、受信したデジタルサンプルを送信機36に送る、あるいは送信する前に処理をする。送信機はさらに、離れている送信機から入力送信を受信し、コントローラ24に送信する受信機40を含みうる。コントローラ24に接続されたメモリ要素42を用いてセンサの測定結果を記録することができ、これにより、センサが遠隔受信アンテナまたはデューティサイクルが低い送信機に接近したときに、一連の記録された測定結果を遠くに一度で送信することができる。パック72の全ての電子要素は、電池44などの動力供給部によって動力供給される。
【0011】
温度センサ26は熱電温度計、サーミスタ、RTD、または他の温感デバイスであってもよい。荷重センサ28はシステムに適切に配置された1以上の歪みゲージを含んでもよく、それらの出力は生じたベルト張力を算出するために、ベルト張力を表すコンポジット信号を生成するよう合成される、あるいはそれぞれの出力はコントローラ24または遠くに送信される。化学センサ30はpHおよび酸化還元電位を検出し、特定の化学物質の有無を示すことができる。これらの状態を検出することにより、化学センサは、それらの状態を引き起こす特定の化学物質の濃度を間接的に検出する。例えば、化学センサはハロゲンセンサであってもよく、より具体的には、特に高い温度でプラスチックコンベアベルトを浸食しうる臭素または塩素イオンの濃度を間接的に検出する臭素または塩素センサであってもよい。しかし、塩素または臭素を直接検出すること専用のセンサも利用できる。さらに化学センサは温度補償型であってもよい。
【0012】
同じ場所にセンサと電子要素を有するセンサパック22は、モジュール10の空洞部20に適するキャストポリマ材料に組み込まれる。これらのパックは、溶着または差し込みカバー、あるいはモジュールまたはパックの差し込み構造によって空洞部に保持される。他の代替例として、センサパックは、ベルトモジュールと共に成形されてもよい。特に殺菌装置または他の重要な温度プロセスに使用される温度センサは、好適には殺菌される製品と同一、あるいは既知の関数によって関連付けられた熱伝導率を有する注封材料内に封入される。注封材料は、全てのセンサを取り囲み、空洞部を塞ぐキャストポリマ材料であってもよく、キャストポリマ材料の空間内の温度センサに局部的な材料であってもよい。注封材料の熱伝導性および温度センサの周囲の形状によって決まる、封入された温度センサの熱応答は、既知の製品の熱応答と適合または関連するように選択されることが好ましい。(米国ニュージャージー州ハッケンサックのMasterbond社は、所望の熱特性を提供するように調整できる多種の注封、封入材料を製造販売している。)この方法では、センサによって検出される温度Tsは、製品の実際の温度Taと一致する、あるいは所定の関数Fによって関連付けられており、Ta=F(Ts)を与える。この関数関係Fは、例えば、定数、またはスカラーkによって表すことができ、その場合はTa=kTsであり、あるいは時間遅延で表すことができる。コントローラ24は、殺菌装置内の殺菌単位(PU)を算出し、プロセスをモニタすべく遠隔にそれらの数値を送信するようプログラムすることもできる。センサパックは、異なる製品にも適合するように、異なる熱伝導率を有する材料に交換して封注することもできる。さらに、センサは、製品を搬送するコンベアベルトと平行に同じ速度で進行する1以上の別個のベルトに取り付けられてもよい。
【0013】
図3に示すように、モジュール式のプラスチックコンベアベルト46は、センサモジュール10と、おそらくはIntralox(登録商標)シリーズ400の隆起リブのモジュールといった標準的なセンサレスモジュール48とを有する1以上のベルトモジュールから構成される。これらのモジュールは、一連の列50へと互いに端と端を並べて連結されることが好ましい。連続的な列のヒンジアイ12が交互に配置され、ヒンジロッド52が交互のヒンジアイの一直線の開口部54内へと挿入されて、無限のコンベアベルトへとヒンジアイにおいて互いに列を連結する。モジュール式のプラスチックベルトが開示されたプロセスに使用するには好ましいが、金属製ベルト、フラットベルト、およびチェーンまたはスラットコンベアといった他の種類のチェーンまたはベルトなどを当該プロセスまたは同様のプロセスに使用することもできる。
【0014】
機器搭載型のコンベアベルトは、ビールのボトルまたは缶56といった製品を殺菌プロセスなどの熱処理プロセスを連続的に通して搬送するために用いられる。簡略に図示された殺菌装置システム58は、殺菌装置のトンネル内に、予熱領域Aと、予殺菌領域Bと、殺菌領域Cと、および冷却領域Dとを具えている。各領域は、桶60と噴霧器62とを有している。コンベアベルト46は、トンネルを通って搬送方向64に製品を搬送する。コンベアベルトは、トンネルの排出端部と供給端部において駆動およびアイドラスプロケット66、67の周りを進む。駆動スプロケットは駆動モータ68によって駆動されるシャフトに取り付けられる。製品が殺菌装置を通って搬送されると、噴霧器62が選択された温度で製品上に水を噴霧する。製品およびコンベアベルトから滴り落ちる水は再循環させるために桶の中に収集される。
【0015】
図6の例示的なグラフに示すように、製品は、殺菌装置内で予め選択された熱処理を受ける。各領域の噴霧水の温度はステップ関数69で表される。滑らかな曲線71は、上流の搬送路に沿って搬送方向64に進行したときに、図5に示すように、ベルト46の長さと幅に沿った位置にあるセンサパック22に組み込まれた温度センサの1つによって測定された温度を表している。ベルトに組み込まれているため、センサは製品と共に移動して近くにある製品と同じ熱処理を受ける。予熱領域Aでは、製品は、噴霧水によってコールドフィルの温度以上の温度まで加熱される。予殺菌領域Bでは、製品は殺菌温度の直下の温度まで加熱される。殺菌領域Cでは、製品を殺菌温度に維持するために必要な温度で水が製品に噴霧される。最後に、冷却領域Dにおいて製品は冷水で噴霧されて温度が周囲温度まで下降し、殺菌処理プロセスを終了する。
【0016】
温度センサは製品と共に進行し、熱伝導率が製品の熱伝導率と一致または関数関係がある材料に温度センサは組み込まれているため、温度センサの近くにある製品の熱処理の正確な表示は、各センサパック22のコントローラ24によって、あるいは図4に示すような遠隔のシステムコントローラ70によって得ることができる。システムコントローラ70は、アンテナ72を介してデータを受信し、ベルト46のセンサにコマンドまたはデータを送信するための受信機と送信機を有する。システムコントローラ70は、コンベアベルトから離れている他のセンサからデータを受信することもできる。コンベアベルトのアイドラシャフトに取り付けられた回転速度計またはシャフトエンコーダ74は、システムコントローラが正方向に駆動するベルトの速度を特定できる信号75を送信する。殺菌装置の有利な位置に装着され、特定の化学物質に反応する化学センサ76を用いて、化学濃度を表す信号77をシステムコントローラ70に送信することもできる。ベルトから無線送信されるベルトからのセンサ信号およびセンサの測定結果は、オペレータが必要に応じてプロセスを手動で調整できるように工場のオペレータに表示されてもよく、あるいは駆動モータ68の速度または開始と停止、バルブ78を介する噴霧器62それぞれの水の流れ、熱交換器79を介する噴霧水の温度、またはディスペンサ80から水に加えられる化学物質の濃度を自動的に制御するように利用することもできる。例えば、温度に対して増加する塩素の反応度を相殺するために、噴霧水中の塩素濃度を温度が上昇するにつれて低下させてもよい。システムコントローラの出力は信号ライン82にわたって信号を制御し、様々な殺菌装置の変動要素の閉鎖型制御を提供する。
【0017】
殺菌システムの場合、各温度センサの付近にある製品が受けるPUは、それぞれのコントローラ24またはシステムコントローラ70によって算出することができる。これらの製品は関連する温度センサの近くに配置されているため、各センサの温度測定結果から算出されるPUは、近くの製品が実際に受けるPUを正確に概算する。ビールのボトルまたは缶といった製品は、ボトルまたは缶の底部の直ぐ上のボトルの中心軸に沿ってコールドスポットを有している。コールドスポットとはボトルまたは缶の低温地点である。コールドスポットが最低PUを受けて、ビールの適切な殺菌を確保することは重要である。コールドスポットの熱応答は、封注材料に組み込まれた温度センサの熱応答と関数関係がある。従って、コントローラは、Tcs=F(Ts)に従って、センサの測定結果Tsから各温度センサに関連するボトルまたは缶の概算コールドスポット温度Tcsを算出し、Fは温度センサとボトルまたは缶の熱伝導率の間の関数関係である。標準のPUの式はPU=t×10(T−Tb)/Zで与えられ、tは分単位の時間であり、Tは℃単位の温度(この場合はTcs)であり、Tbは基礎温度(例えば、60℃)であり、Zは殺菌率を10倍増させるために要する温度上昇(例えば、7℃)である。従って、この式は、PU=t×10(Tcs−60)/7となる。例えば、センサが10秒毎、すなわち1/6分毎に測定する場合、反復アルゴリズム(PU=PU+1/6(10(Tcs−60)/7)は、温度センサの付近にあるボトルそれぞれのコールドスポットにおいて、10秒毎にPUの蓄積を算出する。当然のことながら、温度センサは、ボトルまたは缶の他の地点における温度、あるいはコールドスポットの代わりにある種のボトルまたは缶の平均温度に関連付けられてもよい。
【0018】
図4に示すように、ベルトに搭載されたセンサは、上流の搬送路84、駆動スプロケット66における第1の反転部86、下流の戻り路88、およびアイドラスプロケット67における第2の反転部90を含む閉鎖型のベルト経路に沿って殺菌装置を通るベルト46と共に進行する。センサはコンベアベルトと共に移動するため、それぞれ測定される時点でのベルト経路に沿ったセンサの位置が分かる場合には測定結果はより意味をなす。これは、例えば、ベルトに専用の位置センサを使用することで実現することもできる。しかし、荷重センサまたは温度センサによって提供される測定結果、およびベルトの張力特性または殺菌装置の熱特性の経験的知識からセンサの位置を特定することも可能である。
【0019】
閉鎖型のベルト経路に沿ったコンベアベルトの張力特性が図7に示されている。(単純にするため、これらの特性は理想化されている。)ベルト張力Tは駆動スプロケットの位置で最大Tmaxであり、通常は製品が積載される上流路に沿ったベルトの移動方向と逆方向で急激に減少する。アイドラスプロケットを過ぎた非積載の下流の戻り路では、張力は、駆動スプロケットからベルトが出た直後に、最小張力Tminへとより緩やかに減少する。グラフの急な負の勾配に示す、駆動スプロケットにおける張力の突然の変化92は、ベルト経路に沿った既知の所定の位置(駆動スプロケットの位置)における顕著な測定可能な特性を表している。リアルタイムに又は記録されたセンサパックから受信する荷重センサの測定結果のサンプルから、システムコントローラは荷重センサが駆動スプロケットを通過した時間を算出することができる。システムコントローラはエンコーダ74によって測定されるようなコンベアベルトの速度、およびコンベアベルトの長さと殺菌装置の配置の経験的知識を利用して、デットレコニング(Dead Reckoning)により搬送経路に沿ったセンサの瞬間位置を特定する。従って、このシステムは、ベルトの位置を直接的にではなく、ベルトの状態を測定するセンサを利用して、ベルト経路に沿ったセンサの瞬間位置を特定する。
【0020】
ベルトの温度センサの出力を用いてそれらの位置を特定することもできる。例えば、図6の殺菌装置の温度特性に示すように、ベルトが冷却領域Dに入ったときの温度降下94は、温度センサの測定結果から特定できる顕著な環境特性を表している。次いで、このシステムは、冷却領域Dの入口からのデットレコニングによって、センサの瞬間位置を特定することができる。
【0021】
ベルトの幅にわたり、その長さに沿って数多くのセンサがベルトに組み込まれることの利点の幾つかは:
・殺菌プロセスを微調整するためにベルトの幅にわたってPUをより正確に特定する;
・噴霧器のヘッダの詰まり、不均一なベルト荷重、著しいベルトの垂み、ベルト張力の緩み、サージング、ローラベアリングの摩耗、および高い化学濃度といった問題をより正確に検出することを含む。
【0022】
殺菌において、コンベアベルト上を通過するボトルまたは缶の密集度は通常は一定である。しかしながら、野菜ブランチャーでは、製品の密集度はコンベアの長さに沿って異なっていてもよい。図8に示すように、生の野菜などの製品100のマットは、図5に示すようなコンベアベルトなどのコンベアベルト104上でブランチャ102または他の熱処理チャンバ内へと搬送される。製品荷重は、コンベアベルトの経路に沿った位置106における製品マットの深さの段の変化で図示されている。この例では、製品マットは、位置106の下流にある低深部108と、上流にある深い部分110を有している。殺菌装置のコントローラは、アルゴリズムを利用して温度測定結果から殺菌単位を算出し、ベルト速度、水の流動速度、および噴霧水の温度といったプロセスの変動要素を制御することによってプロセスを調整する。同様に、ブランチャー102に接続されたコントローラ112を用いて、温度の読み取り値および製品荷重の変動に反応して動作を調整することができる。例えば、全長に沿って一連の部分的または完全に隔離したブランチャー領域114−116を有するブランチャー102が図示されている。各領域は蒸気マニホールド118を有する。各マニホールドによって放出される蒸気の量は、接続されたバルブ120−122によって調整される。これらのバルブには蒸気パイプ123を介して蒸気源119からの蒸気が供給される。コントローラ112は、制御ライン124−126に関してバルブを、駆動モータ130に連結されたモータ制御ライン128に関してベルト速度を制御する。アルゴリズムはコントローラによって実行され、各領域のベルト速度および蒸気放出を制御して所望のブランチング結果を得る。しかし、浅い製品マットと同一の結果を深い製品マットについて得るためには、異なるアルゴリズムを必要とすることがある。ブランチャー102の入口端134に近くにある製品荷重センサ132は、その深さ、重量、または密度を検出することによって製品荷重を検出する。深さを測定するため、フォトアイセンサまたは他の光学センサ、近接センサ、または回動シャフト上にベルトセンサまたはレオスタット、電位差計、または角度エンコーダを有するフラッパを使用することができる。代替的な荷重センサは、製品荷重を計量する秤または重量センサと、製品の密度または深さを特定する視覚システムとを有する。製品荷重センサ132は荷重信号136をコントローラ112に送信する。コントローラが製品荷重の変化を検出した場合、深さが変化した製品のマットに適するブランチングアルゴリズムに従って、各ブランチャー領域114−116における蒸気出力を調整することができる。この方法では、浅いまたは軽い製品マット用の第1のアルゴリズムと深いまたは重い製品マット用の第2のアルゴリズムを用いて、コントローラは製品荷重の変動を補正し、製品を均一に調理する。この種の荷重の補正はバッチプロセスにも適用できる。
【0023】
本発明は好適な態様を参照して詳しく記載されてきたが、当該技術分野における当業者は、本発明は他の種類の連続的な熱処理プロセスにも適応できると理解されたい。そのため、特許請求の範囲は、本発明を開示するために使用された例示的な態様の詳細に限定されることを意味するものではない。
【特許請求の範囲】
【請求項1】
熱処理を受ける製品を搬送するためのコンベアベルトにおいて、当該コンベアベルトが:
所定の関数関係によって熱処理を受ける被搬送製品の熱応答と関連付けられた熱応答を有する材料によって当該コンベアベルトに組み込まれた温度センサであって、温度を測定する温度センサと;
当該コンベアベルトにおいて前記温度センサと同じ場所に配置され、当該コンベアベルトから温度測定結果を送信する送信機とを具えることを特徴とするコンベアベルト。
【請求項2】
請求項1に記載のコンベアベルトにおいて、前記所定の関数関係がスカラーによって与えられるように、前記材料の熱応答が前記被搬送製品の熱応答と適合することを特徴とするコンベアベルト。
【請求項3】
請求項1に記載のコンベアベルトにおいて、前記材料がキャストポリマであることを特徴とするコンベアベルト。
【請求項4】
請求項1に記載のコンベアベルトにおいて、当該コンベアベルトが、無限のベルトループへと端と端が互いにヒンジで連結された、連続した1以上のコンベアベルトモジュールの列を具えているモジュール式のプラスチックコンベアベルトであることを特徴とするコンベアベルト。
【請求項5】
請求項4に記載のコンベアベルトであって、ベルトモジュールの選択された列の幅にわたって間隔を開けた位置に取り付けられた複数の前記温度センサを具えていることを特徴とするコンベアベルト。
【請求項6】
請求項1に記載のコンベアベルトがさらに、前記温度測定結果から殺菌単位を算出する手段を具えていることを特徴とするコンベアベルト。
【請求項7】
請求項6に記載のコンベアベルトにおいて、前記殺菌単位を算出する手段が、当該コンベアベルトにおいて前記温度センサおよび前記送信機と同じ場所に配置されたプロセッサを具えることを特徴とするコンベアベルト。
【請求項8】
請求項1に記載のコンベアベルトがさらに、特定の化学物質の化学濃度を測定するために前記ベルトに装着された化学センサを具えていることを特徴とするコンベアベルト。
【請求項9】
請求項8に記載のコンベアベルトがさらに、前記化学センサと同じ場所に配置された送信機を具え、前記コンベアベルトから化学濃度の測定結果を送信することを特徴とするコンベアベルト。
【請求項10】
請求項1に記載のコンベアベルトがさらに、ベルト張力を測定するために前記ベルトに装着された荷重センサを具えていることを特徴とするコンベアベルト。
【請求項11】
請求項10に記載のコンベアベルトがさらに、前記荷重センサと同じ場所に配置された送信機を具え、前記コンベアベルトからベルト張力の測定結果を送信することを特徴とするコンベアベルト。
【請求項12】
請求項1に記載のコンベアベルトであって、温度およびベルト張力を測定するために前記コンベアベルトの長さと幅全体にわたって装着された複数の前記温度センサと、さらに複数の張力センサを具えていることを特徴とするコンベアベルト。
【請求項13】
請求項1に記載のコンベアベルトがさらに凹部を具えており、前記温度センサおよび前記送信機が、前記凹部内に挿入できるパックに合わせて取り付けられることを特徴とするコンベアベルト。
【請求項14】
請求項1に記載のコンベアベルトがさらに、前記温度センサおよび前記送信機と同じ場所に配置された電池を具え、前記温度センサおよび前記送信機に動力を供給することを特徴とするコンベアベルト。
【請求項15】
請求項1に記載のコンベアベルトがさらに、前記温度測定結果を記録するために前記温度センサと同じ場所に配置されたメモリ要素を具えていることを特徴とするコンベアベルト。
【請求項16】
連続的に被搬送製品に熱処理を受けさせるための環境制御されたコンベアシステムにおいて、当該コンベアシステムが:
当該コンベアシステムを通って連続的に製品を搬送するコンベアベルトと;
前記製品と同じ速度で前記コンベアシステムを通って進行し、所定の関数関係によって熱処理を受ける被搬送製品の熱応答と関連付けられた熱応答を有する温度センサであって、温度を測定する温度センサと;
前記温度センサと同じ場所に配置され、温度測定結果を送信する送信機と;
前記送信機から前記温度測定結果を受信するための前記コンベアベルトから離れている受信機と;
前記温度測定結果を処理し、前記温度測定結果の関数として前記コンベアシステムの温度または前記コンベアベルトの速度を制御するために前記受信機に接続されたコントローラとを具えることを特徴とするコンベアシステム。
【請求項17】
請求項16に記載のコンベアシステムにおいて、前記コントローラが、前記温度測定結果から殺菌単位を算出することを特徴とするコンベアシステム。
【請求項18】
請求項16に記載のコンベアシステムにおいて、前記温度センサが、前記コンベアベルトに組み込まれることを特徴とするコンベアシステム。
【請求項19】
請求項16に記載のコンベアシステムにおいて、前記コンベアベルトがさらにベルト張力を測定する荷重センサを具えており、前記送信機が、前記コントローラによってモニタすべく前記ベルト張力の測定結果を前記受信機に送信することを特徴とするコンベアシステム。
【請求項20】
請求項19に記載のコンベアシステムにおいて、前記コントローラが、前記ベルト張力の測定結果から前記荷重センサの瞬間位置を特定することを特徴とするコンベアシステム。
【請求項21】
請求項16に記載のコンベアシステムにおいて、前記コントローラが、前記温度測定結果から前記温度センサの瞬間位置を特定することを特徴とするコンベアシステム。
【請求項22】
請求項16に記載のコンベアシステムがさらに、特定の化学物質の化学濃度を測定する化学センサを具えており、前記コントローラは前記化学濃度の測定結果から前記コンベアにおける前記特定の化学物質の濃度を算出することを特徴とするコンベアシステム。
【請求項23】
請求項22に記載のコンベアシステムにおいて、前記コントローラが、前記温度測定結果および化学測定結果に応じて前記特定の化学物質の濃度を調整することを特徴とするコンベアシステム。
【請求項24】
請求項23に記載のコンベアシステムにおいて、前記コントローラが、温度が上昇するにつれて前記特定の化学物質の濃度を低下させることを特徴とするコンベアシステム。
【請求項25】
請求項16に記載のコンベアシステムがさらに、当該コンベアシステムに沿って前記製品を搬送する前記コンベアベルトが通る一連の処理領域を具えており、前記コントローラが、それぞれの前記処理領域において独立して温度を制御することを特徴とするコンベアシステム。
【請求項26】
請求項16に記載のコンベアシステムがさらに、前記コンベアベルト上の前記製品の荷重を測定し、荷重信号を前記コントローラに送信する製品荷重センサを具えていることを特徴とするコンベアシステム。
【請求項27】
請求項26に記載のコンベアシステムにおいて、前記コントローラが、軽量の製品荷重に対して前記コンベアシステムを制御する第1の制御アルゴリズムと、重量の製品荷重に対して前記コンベアシステムを制御する第2の制御アルゴリズムを実行することを特徴とするコンベアシステム。
【請求項28】
熱処理プロセスを通って搬送される製品の状態をモニタするための方法において、当該方法が:
熱処理プロセスを通して製品を搬送するステップと;
前記製品と共に前記熱処理プロセスを通してセンサを進行させるステップと;
前記センサが前記熱処理プロセスを通って進行するときに、センサに測定させるステップと;
前記センサの測定結果から各センサの近くにある製品の状態を特定するステップとを含むことを特徴とする方法。
【請求項29】
請求項28に記載の方法において、前記状態が、前記製品に与えられる殺菌単位であることを特徴とする方法。
【請求項30】
請求項28に記載の方法において、前記状態が前記製品の温度であり、前記センサが温度センサであることを特徴とする方法。
【請求項31】
請求項30に記載の方法において、前記温度センサが、所与の関数によって前記製品の熱応答と関連付けられる熱応答を有していることを特徴とする方法。
【請求項32】
請求項28に記載の方法において、前記センサが前記製品の熱応答とほぼ適合する熱応答を有する温度センサであり、前記温度センサは、様々な所定の熱応答を有する温度センサのグループから選択されていることを特徴とする方法。
【請求項33】
請求項28に記載の方法において、前記センサが、前記製品が搬送される速度と同じ速度で前記熱処理プロセスを通って進行することを特徴とする方法。
【請求項34】
請求項28に記載の方法において、前記製品が搬送され、前記センサが配置されるコンベアベルトが同一のコンベアベルトであることを特徴とする方法。
【請求項35】
請求項28に記載の方法において、前記センサの測定結果から製品の状態を特定するステップが、前記センサの測定結果と前記状態の間の所定の関数関係を用いて前記製品の状態を算出するステップを含むことを特徴とする方法。
【請求項36】
コンベアベルトに取り付けられたセンサの瞬間位置を特定する方法において、当該方法が:
閉鎖型のベルト経路に沿ってコンベアベルトを進行させるステップと;
前記コンベアベルトの全長に沿った位置で前記コンベアベルトに配置されたセンサを用いて、前記閉鎖型のベルト経路に沿って変化し、前記閉鎖型のベルト経路に沿った所定の位置で顕著な特性を有する環境状態またはベルト状態を周期的にセンサに測定させるステップと;
前記センサの測定結果から前記閉鎖型のベルト経路に沿った前記センサの瞬間位置を特定するステップと、を含むことを特徴とする方法。
【請求項37】
請求項36に記載の方法において、前記センサの測定結果から前記閉鎖型のベルト経路に沿った前記センサの瞬間位置を特定するステップがさらに:
前記センサの測定結果から顕著な特性を検出することにより、前記センサが前記所定の位置を通過した時間を特定するステップと;
前記コンベアベルトの速度を特定するステップと;
前記コンベアベルトの速度および前記センサが最後に前記所定の位置を通過した時間から、前記閉鎖型のベルト経路に沿った前記センサの瞬間位置を算出するステップと、を含むことを特徴とする方法。
【請求項38】
請求項36に記載の方法において、前記センサが張力を検出する荷重センサであり、前記状態が前記コンベアベルトの張力であり、前記顕著な特性が最大張力であり、前記所定の位置が前記コンベアベルトが駆動される位置であることを特徴とする方法。
【請求項39】
請求項37に記載の方法において、前記センサが温度センサであり、前記状態が、搬送経路の長さに沿った温度特性であることを特徴とする方法。
【請求項40】
1以上の環境化学物質の存在によって起こる状態に反応し、化学濃度を測定する化学センサを具えているベルト。
【請求項41】
請求項40に記載のベルトにおいて、前記化学センサが、pHおよび酸化還元電位を検出することを特徴とするベルト。
【請求項42】
請求項40に記載のベルトにおいて、前記化学センサが、ハロゲンを検出することを特徴とするベルト。
【請求項43】
請求項40に記載のベルトにおいて、前記化学センサが、塩素を検出することを特徴とするベルト。
【請求項44】
請求項40に記載のベルトがさらに、前記ベルトの前記化学センサと同じ場所に配置された送信機を具えており、前記送信機が前記化学濃度の測定結果を前記ベルトから送信することを特徴とするベルト。
【請求項1】
熱処理を受ける製品を搬送するためのコンベアベルトにおいて、当該コンベアベルトが:
所定の関数関係によって熱処理を受ける被搬送製品の熱応答と関連付けられた熱応答を有する材料によって当該コンベアベルトに組み込まれた温度センサであって、温度を測定する温度センサと;
当該コンベアベルトにおいて前記温度センサと同じ場所に配置され、当該コンベアベルトから温度測定結果を送信する送信機とを具えることを特徴とするコンベアベルト。
【請求項2】
請求項1に記載のコンベアベルトにおいて、前記所定の関数関係がスカラーによって与えられるように、前記材料の熱応答が前記被搬送製品の熱応答と適合することを特徴とするコンベアベルト。
【請求項3】
請求項1に記載のコンベアベルトにおいて、前記材料がキャストポリマであることを特徴とするコンベアベルト。
【請求項4】
請求項1に記載のコンベアベルトにおいて、当該コンベアベルトが、無限のベルトループへと端と端が互いにヒンジで連結された、連続した1以上のコンベアベルトモジュールの列を具えているモジュール式のプラスチックコンベアベルトであることを特徴とするコンベアベルト。
【請求項5】
請求項4に記載のコンベアベルトであって、ベルトモジュールの選択された列の幅にわたって間隔を開けた位置に取り付けられた複数の前記温度センサを具えていることを特徴とするコンベアベルト。
【請求項6】
請求項1に記載のコンベアベルトがさらに、前記温度測定結果から殺菌単位を算出する手段を具えていることを特徴とするコンベアベルト。
【請求項7】
請求項6に記載のコンベアベルトにおいて、前記殺菌単位を算出する手段が、当該コンベアベルトにおいて前記温度センサおよび前記送信機と同じ場所に配置されたプロセッサを具えることを特徴とするコンベアベルト。
【請求項8】
請求項1に記載のコンベアベルトがさらに、特定の化学物質の化学濃度を測定するために前記ベルトに装着された化学センサを具えていることを特徴とするコンベアベルト。
【請求項9】
請求項8に記載のコンベアベルトがさらに、前記化学センサと同じ場所に配置された送信機を具え、前記コンベアベルトから化学濃度の測定結果を送信することを特徴とするコンベアベルト。
【請求項10】
請求項1に記載のコンベアベルトがさらに、ベルト張力を測定するために前記ベルトに装着された荷重センサを具えていることを特徴とするコンベアベルト。
【請求項11】
請求項10に記載のコンベアベルトがさらに、前記荷重センサと同じ場所に配置された送信機を具え、前記コンベアベルトからベルト張力の測定結果を送信することを特徴とするコンベアベルト。
【請求項12】
請求項1に記載のコンベアベルトであって、温度およびベルト張力を測定するために前記コンベアベルトの長さと幅全体にわたって装着された複数の前記温度センサと、さらに複数の張力センサを具えていることを特徴とするコンベアベルト。
【請求項13】
請求項1に記載のコンベアベルトがさらに凹部を具えており、前記温度センサおよび前記送信機が、前記凹部内に挿入できるパックに合わせて取り付けられることを特徴とするコンベアベルト。
【請求項14】
請求項1に記載のコンベアベルトがさらに、前記温度センサおよび前記送信機と同じ場所に配置された電池を具え、前記温度センサおよび前記送信機に動力を供給することを特徴とするコンベアベルト。
【請求項15】
請求項1に記載のコンベアベルトがさらに、前記温度測定結果を記録するために前記温度センサと同じ場所に配置されたメモリ要素を具えていることを特徴とするコンベアベルト。
【請求項16】
連続的に被搬送製品に熱処理を受けさせるための環境制御されたコンベアシステムにおいて、当該コンベアシステムが:
当該コンベアシステムを通って連続的に製品を搬送するコンベアベルトと;
前記製品と同じ速度で前記コンベアシステムを通って進行し、所定の関数関係によって熱処理を受ける被搬送製品の熱応答と関連付けられた熱応答を有する温度センサであって、温度を測定する温度センサと;
前記温度センサと同じ場所に配置され、温度測定結果を送信する送信機と;
前記送信機から前記温度測定結果を受信するための前記コンベアベルトから離れている受信機と;
前記温度測定結果を処理し、前記温度測定結果の関数として前記コンベアシステムの温度または前記コンベアベルトの速度を制御するために前記受信機に接続されたコントローラとを具えることを特徴とするコンベアシステム。
【請求項17】
請求項16に記載のコンベアシステムにおいて、前記コントローラが、前記温度測定結果から殺菌単位を算出することを特徴とするコンベアシステム。
【請求項18】
請求項16に記載のコンベアシステムにおいて、前記温度センサが、前記コンベアベルトに組み込まれることを特徴とするコンベアシステム。
【請求項19】
請求項16に記載のコンベアシステムにおいて、前記コンベアベルトがさらにベルト張力を測定する荷重センサを具えており、前記送信機が、前記コントローラによってモニタすべく前記ベルト張力の測定結果を前記受信機に送信することを特徴とするコンベアシステム。
【請求項20】
請求項19に記載のコンベアシステムにおいて、前記コントローラが、前記ベルト張力の測定結果から前記荷重センサの瞬間位置を特定することを特徴とするコンベアシステム。
【請求項21】
請求項16に記載のコンベアシステムにおいて、前記コントローラが、前記温度測定結果から前記温度センサの瞬間位置を特定することを特徴とするコンベアシステム。
【請求項22】
請求項16に記載のコンベアシステムがさらに、特定の化学物質の化学濃度を測定する化学センサを具えており、前記コントローラは前記化学濃度の測定結果から前記コンベアにおける前記特定の化学物質の濃度を算出することを特徴とするコンベアシステム。
【請求項23】
請求項22に記載のコンベアシステムにおいて、前記コントローラが、前記温度測定結果および化学測定結果に応じて前記特定の化学物質の濃度を調整することを特徴とするコンベアシステム。
【請求項24】
請求項23に記載のコンベアシステムにおいて、前記コントローラが、温度が上昇するにつれて前記特定の化学物質の濃度を低下させることを特徴とするコンベアシステム。
【請求項25】
請求項16に記載のコンベアシステムがさらに、当該コンベアシステムに沿って前記製品を搬送する前記コンベアベルトが通る一連の処理領域を具えており、前記コントローラが、それぞれの前記処理領域において独立して温度を制御することを特徴とするコンベアシステム。
【請求項26】
請求項16に記載のコンベアシステムがさらに、前記コンベアベルト上の前記製品の荷重を測定し、荷重信号を前記コントローラに送信する製品荷重センサを具えていることを特徴とするコンベアシステム。
【請求項27】
請求項26に記載のコンベアシステムにおいて、前記コントローラが、軽量の製品荷重に対して前記コンベアシステムを制御する第1の制御アルゴリズムと、重量の製品荷重に対して前記コンベアシステムを制御する第2の制御アルゴリズムを実行することを特徴とするコンベアシステム。
【請求項28】
熱処理プロセスを通って搬送される製品の状態をモニタするための方法において、当該方法が:
熱処理プロセスを通して製品を搬送するステップと;
前記製品と共に前記熱処理プロセスを通してセンサを進行させるステップと;
前記センサが前記熱処理プロセスを通って進行するときに、センサに測定させるステップと;
前記センサの測定結果から各センサの近くにある製品の状態を特定するステップとを含むことを特徴とする方法。
【請求項29】
請求項28に記載の方法において、前記状態が、前記製品に与えられる殺菌単位であることを特徴とする方法。
【請求項30】
請求項28に記載の方法において、前記状態が前記製品の温度であり、前記センサが温度センサであることを特徴とする方法。
【請求項31】
請求項30に記載の方法において、前記温度センサが、所与の関数によって前記製品の熱応答と関連付けられる熱応答を有していることを特徴とする方法。
【請求項32】
請求項28に記載の方法において、前記センサが前記製品の熱応答とほぼ適合する熱応答を有する温度センサであり、前記温度センサは、様々な所定の熱応答を有する温度センサのグループから選択されていることを特徴とする方法。
【請求項33】
請求項28に記載の方法において、前記センサが、前記製品が搬送される速度と同じ速度で前記熱処理プロセスを通って進行することを特徴とする方法。
【請求項34】
請求項28に記載の方法において、前記製品が搬送され、前記センサが配置されるコンベアベルトが同一のコンベアベルトであることを特徴とする方法。
【請求項35】
請求項28に記載の方法において、前記センサの測定結果から製品の状態を特定するステップが、前記センサの測定結果と前記状態の間の所定の関数関係を用いて前記製品の状態を算出するステップを含むことを特徴とする方法。
【請求項36】
コンベアベルトに取り付けられたセンサの瞬間位置を特定する方法において、当該方法が:
閉鎖型のベルト経路に沿ってコンベアベルトを進行させるステップと;
前記コンベアベルトの全長に沿った位置で前記コンベアベルトに配置されたセンサを用いて、前記閉鎖型のベルト経路に沿って変化し、前記閉鎖型のベルト経路に沿った所定の位置で顕著な特性を有する環境状態またはベルト状態を周期的にセンサに測定させるステップと;
前記センサの測定結果から前記閉鎖型のベルト経路に沿った前記センサの瞬間位置を特定するステップと、を含むことを特徴とする方法。
【請求項37】
請求項36に記載の方法において、前記センサの測定結果から前記閉鎖型のベルト経路に沿った前記センサの瞬間位置を特定するステップがさらに:
前記センサの測定結果から顕著な特性を検出することにより、前記センサが前記所定の位置を通過した時間を特定するステップと;
前記コンベアベルトの速度を特定するステップと;
前記コンベアベルトの速度および前記センサが最後に前記所定の位置を通過した時間から、前記閉鎖型のベルト経路に沿った前記センサの瞬間位置を算出するステップと、を含むことを特徴とする方法。
【請求項38】
請求項36に記載の方法において、前記センサが張力を検出する荷重センサであり、前記状態が前記コンベアベルトの張力であり、前記顕著な特性が最大張力であり、前記所定の位置が前記コンベアベルトが駆動される位置であることを特徴とする方法。
【請求項39】
請求項37に記載の方法において、前記センサが温度センサであり、前記状態が、搬送経路の長さに沿った温度特性であることを特徴とする方法。
【請求項40】
1以上の環境化学物質の存在によって起こる状態に反応し、化学濃度を測定する化学センサを具えているベルト。
【請求項41】
請求項40に記載のベルトにおいて、前記化学センサが、pHおよび酸化還元電位を検出することを特徴とするベルト。
【請求項42】
請求項40に記載のベルトにおいて、前記化学センサが、ハロゲンを検出することを特徴とするベルト。
【請求項43】
請求項40に記載のベルトにおいて、前記化学センサが、塩素を検出することを特徴とするベルト。
【請求項44】
請求項40に記載のベルトがさらに、前記ベルトの前記化学センサと同じ場所に配置された送信機を具えており、前記送信機が前記化学濃度の測定結果を前記ベルトから送信することを特徴とするベルト。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公表番号】特表2013−508239(P2013−508239A)
【公表日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願番号】特願2012−534264(P2012−534264)
【出願日】平成22年10月11日(2010.10.11)
【国際出願番号】PCT/US2010/052156
【国際公開番号】WO2011/046863
【国際公開日】平成23年4月21日(2011.4.21)
【出願人】(508181663)レイトラム,エル.エル.シー. (43)
【Fターム(参考)】
【公表日】平成25年3月7日(2013.3.7)
【国際特許分類】
【出願日】平成22年10月11日(2010.10.11)
【国際出願番号】PCT/US2010/052156
【国際公開番号】WO2011/046863
【国際公開日】平成23年4月21日(2011.4.21)
【出願人】(508181663)レイトラム,エル.エル.シー. (43)
【Fターム(参考)】
[ Back to top ]