
熱処理シート・フレーム
【課題】一般鋼で成形されて枠組みされ、枠組状態で応力の集中する強度の必要なフレーム部分に熱処理を施して高張力鋼同等の強度を得る。
【解決手段】フレーム・メンバー13、14、15、16および23、24、25、26が一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【解決手段】フレーム・メンバー13、14、15、16および23、24、25、26が一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、自動車シートに用いるところの熱処理シート・フレームに関し、詳細には、加工性、溶接性、および市場性に優れた一般鋼で成形され、そして、少なくとも応力の集中する強度の必要なフレーム部分に熱処理を施し、高張力鋼同等の強度を得て使用するところの熱処理シート・フレームに関する。
【背景技術】
【0002】
自動車シートに用いるシート・フレームでは、応力が集中するサイド・フレーム・メンバーは、フランジ付け、L曲げフランジ付け、U曲げフランジ付け、および段付けなどの複雑な形状にプレス成形されて断面係数を高める構造が採られる。
そのような断面形状のサイド・フレーム・メンバーのプレス成形では、多くの工程が必要になり、また、最近では、高張力鋼を用いて強度向上を図る傾向にあるが、この高張力鋼では、割れが発生してプレス成形ができないことがあり、所望の形状を得るには工程数を増やしたり、タクトを下げたりして困難を生じている。
それに加えて、高張力鋼は、溶接性にも難があり、割れ防止のために余熱が必要であるなど工程が増加された。
さらに、高張力鋼は海外では、設備の関係で製造されず、入手不可能な面もあり、入手可能な国から搬入される必要があった。
【先行技術文献】
【特許文献】
【0003】
特開2007−312796公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この発明の課題は、一般鋼で成形されて枠組みされ、枠組状態で少なくとも応力の集中する強度の必要なフレーム部分に熱処理を施して高張力鋼同等の強度を得るとことの熱処理シート・フレームを提供するにある。
【課題を解決するための手段】
【0005】
この発明の熱処理シート・フレームは、フレーム・メンバーが一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【発明の効果】
【0006】
この発明の熱処理シート・フレームでは、一般鋼が用いられることによって応力が集中するフレーム・メンバーがフランジ付け、L曲げフランジ付き、U曲げフランジ付き、段付き、および穴明きなどの複雑な形状にプレス成形可能になって断面係数が高められ、溶接も容易にし、そしてさらに、枠組状態で少なくとも応力の集中する強度の必要なフレーム部分あるいは枠組全体に熱処理を施し、高張力鋼同等の強度を得て使用可能され、そして、市場性に優れる。
【図面の簡単な説明】
【0007】
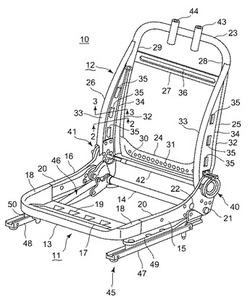
【図1】乗用車のドライバー・シートに活用されるところのこの発明の熱処理シート・フレームの具体例を示した斜視図である。
【図2】図1の2−2線に沿って示した断面図である。
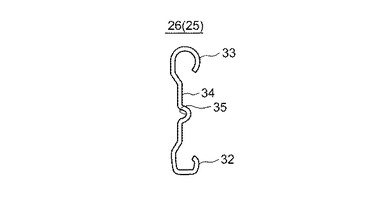
【図3】図1の3−3線に沿って示した断面図である。
【発明を実施するための形態】
【0008】
この発明の熱処理シート・フレームは、フレーム・メンバーが一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【0009】
この発明の熱処理シート・フレームで熱処理シート・クッション・フレームは、フロント・フレーム・メンバーおよび左右のサイド・フレーム・メンバーが一般鋼から複雑な形状に成形され、それらにリア・フレーム・メンバーを用いて一体的に枠組され、そして、その枠組状態で応力の集中するその強度の必要なフロント・フレーム・メンバーおよび左右のサイド・フレーム・メンバーあるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【0010】
この発明の熱処理シート・フレームで熱処理シート・バック・フレームは、ボトム・フレーム・メンバーおよび左右のサイド・フレーム・メンバーが一般鋼から複雑な形状に成形され、それらにトップ・フレーム・メンバーを用いて一体的に枠組され、そして、その枠組状態でその強度の必要なボトム・フレーム・メンバーおよび左右のサイド・フレーム・メンバーあるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【実施例1】
【0011】
以下、特定されて図示された具体例に基づいて、この発明の熱処理シート・フレームを説明するに、図1ないし図3は、乗用車のドライバー・シートに活用されるところのこの発明の熱処理シート・フレームの具体例10を示し、そして、このシート・フレーム10は、シート・トラック45およびシート・リフター46を組み込む熱処理シート・クッション・フレーム11と、左右のリクライニング・デバイス40、41でそのシート・クッション・フレーム11に前倒しおよび角度調整可能に支持される熱処理シート・バック・フレーム12とで組み立てられ、そして、そのシート・クッション・フレーム11が、そのシート・トラック45でその乗用車のフロアに前後調整可能に据え付けられてそのシート・リフター46で上下調整可能にされる。
【0012】
その熱処理シート・クッション・フレーム11は、フロント・フレーム・メンバー13および左右のサイド・フレーム・メンバー15、16が一般鋼から複雑な形状にプレス成形され、それらに一般鋼の鋼管製リア・フレーム・メンバー14を用いて一体的に枠組され、そして、枠組状態で応力の集中する強度の必要なフロント・フレーム・メンバー13および左右のサイド・フレーム・メンバー15、16あるいはその枠組全体に高周波焼入れの熱処理が施され、そのフロント・フレーム・メンバー13および左右のサイド・フレーム・メンバー15、16あるいはその枠組全体に高張力鋼同等の強度を得て使用される。
【0013】
この熱処理シート・クッション・フレーム11は、成形加工および溶接に優れ、しかもどこの国でも容易に入手でき、そして、熱処理、例えば、高周波焼入れ、液体浸炭(浸炭窒化)、ガス浸炭などの熱処理ができて高張力鋼同等の強度を得て使用可能にする一般鋼で製造される。
この熱処理シート・クッション・フレーム11では、図1に示されたようにそのフロント・フレーム・メンバー13が、一般鋼の鋼板から段付き17、フランジ付き18、スプリング掛け穴明き19などの複雑な形状にプレス成形さ、また、その左右のサイド・フレーム・メンバー15、16も同様に一般鋼の鋼板からフランジ付き20、およびパイプやデバイスの取付け穴明き21、22などの複雑な形状にプレス成形され、そして、それらがそのリア・フレーム・メンバー14を用いて溶接で一体的に枠組され、次に、その枠組状態でその応力の集中する強度の必要なフレーム部分あるいは枠組全体に、この場合、その枠組全体に高周波焼入れが施されてその枠組全体を高張力鋼同等の強度に熱処理する。
そして、このシート・クッション・フレーム11では、複数のS字スプリング・ワイヤ(図示せず)が、そのフロント・フレーム・メンバー13とそのリア・フレーム・メンバー14との間に左右方向に適宜の間隔を置いて並べて張られて仕上がる。勿論、その熱処理は、液体浸炭(浸炭窒化)、ガス浸炭などでもかまわない。
【0014】
一方、その熱処理シート・バック・フレーム12は、ボトム・フレーム・メンバー24および左右のサイド・フレーム・メンバー25、26が一般鋼から複雑な形状にプレス成形され、それらに一般鋼の鋼管製トップ・フレーム・メンバー23と一般鋼の鋼板製細長いアッパー・クロス・メンバー27とを用いて一体的に枠組され、そして、その枠組状態でその応力の集中する強度の必要なボトム・フレーム・メンバー24および左右のサイド・フレーム・メンバー25、26あるいはその枠組全体に高周波焼入れの熱処理が施され、そのボトム・フレーム・メンバー24および左右のサイド・フレーム・メンバー25、26あるいはその枠組全体に高張力鋼同等の強度を得て使用される。
【0015】
この熱処理シート・バック・フレーム12もその熱処理シート・クッション・フレーム11と同様に成形加工および溶接に優れ、しかもどこの国でも容易に手に入り、そして、熱処理、例えば、高周波焼入れ、液体浸炭(浸炭窒化)、ガス浸炭などの熱処理ができて高張力鋼同等の強度を得て使用可能にする一般鋼で製造される。
この熱処理シート・バック・フレーム12では、図1ないし図3に示されたようにそのボトム・フレーム・メンバー24が、一般鋼の鋼板から段付き30、穴明き31などの複雑な形状にプレス成形され、その左右のサイド・フレーム・メンバー25、26も同様に一般鋼の鋼板からL曲げフランジ付き32、U曲げフランジ付き33、段付き34、およびスプリング掛け穴明き35などの複雑な上端すぼまり形状にプレス成形され、そして、そのトップ・フレーム・メンバー23が一般鋼の鋼管から所定の長さのブランクに切断され、そのブランクを折り曲げて両端に左右の溶接アーム28、29を有する逆U字形状に曲げ成形され、そしてさらに、そのアッパー・クロス・メンバー27が一般鋼の鋼板から細長い短冊状ブランクに切断され、細長い穴明き36の形状にプレス成形され、そして、それらが溶接で一体的に枠組され、次に、その枠組状態でその応力の集中する強度の必要なフレーム部分あるいはその枠組全体に、この場合、その枠組全体に高周波焼入れが施されてその枠組全体を高張力鋼同等の強度に熱処理する。
そして、このシート・バック・フレーム12では、複数のS字スプリング・ワイヤ(図示せず)が、その左右のサイド・フレーム・メンバー25、26間に上下方向に適宜の間隔を置いて並べて張られて仕上げられる。勿論、その熱処理は、液体浸炭(浸炭窒化)、ガス浸炭などでもかまわない。
【0016】
したがって、この熱処理シート・フレーム10では、そのフレーム・メンバー13、14、15、16および23、24、25、26が一般鋼で成形されて溶接で一体的に枠組され、そして、その枠組状態で応力が集中して強度が必要になるそのフレーム・メンバー13、14、15、16および23、24、25、26あるいはその枠組全体に高周波焼入れ、液体浸炭、浸炭窒化、ガス浸炭などの何れかの熱処理を施して供するので、その応力が集中するそのフレーム・メンバー13、15、16および24、25、26が、段付き17、30、34、フランジ付き18、L曲げフランジ付き32、U曲げフランジ付き33、穴明き21、22、31、35などの複雑な断面形状に成形可能になって断面係数が高められ、成形時、割れが未然に防止され、溶接できて溶接割れも未然に防止され、そして、その応力が集中して強度が必要になるフレーム部分あるいはその枠組全体に高張力鋼同等の強度が得られて必要なフレーム強度が確保され、そのようにそのフレーム・メンバー13、14、15、16および23、24、25、26が一般鋼から成形されるので、成形加工性、溶接性に優れるに加えてその一般鋼はどこの国でも容易に入手できるに伴ってどこの国でも製造でき、市場性に優れる。
【0017】
先に図面を参照して説明されたところのこの発明の特定された具体例から明らかであるように、この発明の属する技術の分野における通常の知識を有する者にとって、この発明の内容は、その発明の性質(nature)および本質(substance)に由来し、そして、それらを内在させると客観的に認められる別の態様に容易に具体化される。勿論、この発明の内容は、その発明の課題に相応し(be commensurate with)、そして、その発明の成立に必須である。
【産業上の利用可能性】
【0018】
上述から理解されるように、この発明の熱処理シート・フレームでは、フレーム・メンバーが一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用するので、この発明の熱処理シート・フレームでは、応力が集中して強度が必要になるフレーム部分、すなわち、フレーム・メンバーが、複雑な断面形状に成形可能になって断面係数が高められ、成形時、割れが未然に防止され、溶接が容易になって溶接割れも未然に防止され、そして、その応力が集中して強度が必要になるそのフレーム部分、すなわち、そのフレーム・メンバーあるいはその枠組全体に高張力鋼同等の強度が得られて必要なフレーム強度が確保され、そのようにそのフレーム・メンバーが、一般鋼から成形されるので、成形加工性、溶接性が優れるに加えてその一般鋼がどこの国でも容易に入手できるに伴なってどこの国でも製造でき、市場性に優れ、その結果、自動車シートにとって非常に有用で実用的である。
【符号の説明】
【0019】
10 熱処理シート・フレーム
11 熱処理シート・クッション・フレーム
12 熱処理シート・バック・フレーム
13 フロント・フレーム・メンバー
14 リア・フレーム・メンバー
15 左のサイド・フレーム・メンバー
16 右のサイド・フレーム・メンバー
17 段付き
18 フランジ付き
19 スプリング掛け穴明き
20 フランジ付き
21 取付け穴明き
22 取付き穴明き
23 トップ・フレーム・メンバー
24 ボトム・フレーム・メンバー
25 左のサイド・フレーム・メンバー
26 右のサイド・フレーム・メンバー
27 アッパー・クロス・メンバー
28 左の溶接アーム
29 右の溶接アーム
30 段付き
31 穴明き
32 L曲げフランジ付き
33 U曲げフランジ付き
34 段付き
35 スプリング掛け穴明き
36 細長い穴明き
40 左のリクライニング・デバイス
41 右のリクライニング・デバイス
42 インターロック・ロッド
43 左のヘッドレスト・ホルダー
44 右のヘッドレスト・ホルダー
45 シート・トラック
46 シート・リフター
47 左のアンカー・レール
48 右のアンカー・レール
49 左のスライド・レール
50 右のスライド・レール
【技術分野】
【0001】
この発明は、自動車シートに用いるところの熱処理シート・フレームに関し、詳細には、加工性、溶接性、および市場性に優れた一般鋼で成形され、そして、少なくとも応力の集中する強度の必要なフレーム部分に熱処理を施し、高張力鋼同等の強度を得て使用するところの熱処理シート・フレームに関する。
【背景技術】
【0002】
自動車シートに用いるシート・フレームでは、応力が集中するサイド・フレーム・メンバーは、フランジ付け、L曲げフランジ付け、U曲げフランジ付け、および段付けなどの複雑な形状にプレス成形されて断面係数を高める構造が採られる。
そのような断面形状のサイド・フレーム・メンバーのプレス成形では、多くの工程が必要になり、また、最近では、高張力鋼を用いて強度向上を図る傾向にあるが、この高張力鋼では、割れが発生してプレス成形ができないことがあり、所望の形状を得るには工程数を増やしたり、タクトを下げたりして困難を生じている。
それに加えて、高張力鋼は、溶接性にも難があり、割れ防止のために余熱が必要であるなど工程が増加された。
さらに、高張力鋼は海外では、設備の関係で製造されず、入手不可能な面もあり、入手可能な国から搬入される必要があった。
【先行技術文献】
【特許文献】
【0003】
特開2007−312796公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
この発明の課題は、一般鋼で成形されて枠組みされ、枠組状態で少なくとも応力の集中する強度の必要なフレーム部分に熱処理を施して高張力鋼同等の強度を得るとことの熱処理シート・フレームを提供するにある。
【課題を解決するための手段】
【0005】
この発明の熱処理シート・フレームは、フレーム・メンバーが一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【発明の効果】
【0006】
この発明の熱処理シート・フレームでは、一般鋼が用いられることによって応力が集中するフレーム・メンバーがフランジ付け、L曲げフランジ付き、U曲げフランジ付き、段付き、および穴明きなどの複雑な形状にプレス成形可能になって断面係数が高められ、溶接も容易にし、そしてさらに、枠組状態で少なくとも応力の集中する強度の必要なフレーム部分あるいは枠組全体に熱処理を施し、高張力鋼同等の強度を得て使用可能され、そして、市場性に優れる。
【図面の簡単な説明】
【0007】
【図1】乗用車のドライバー・シートに活用されるところのこの発明の熱処理シート・フレームの具体例を示した斜視図である。
【図2】図1の2−2線に沿って示した断面図である。
【図3】図1の3−3線に沿って示した断面図である。
【発明を実施するための形態】
【0008】
この発明の熱処理シート・フレームは、フレーム・メンバーが一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【0009】
この発明の熱処理シート・フレームで熱処理シート・クッション・フレームは、フロント・フレーム・メンバーおよび左右のサイド・フレーム・メンバーが一般鋼から複雑な形状に成形され、それらにリア・フレーム・メンバーを用いて一体的に枠組され、そして、その枠組状態で応力の集中するその強度の必要なフロント・フレーム・メンバーおよび左右のサイド・フレーム・メンバーあるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【0010】
この発明の熱処理シート・フレームで熱処理シート・バック・フレームは、ボトム・フレーム・メンバーおよび左右のサイド・フレーム・メンバーが一般鋼から複雑な形状に成形され、それらにトップ・フレーム・メンバーを用いて一体的に枠組され、そして、その枠組状態でその強度の必要なボトム・フレーム・メンバーおよび左右のサイド・フレーム・メンバーあるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用する。
【実施例1】
【0011】
以下、特定されて図示された具体例に基づいて、この発明の熱処理シート・フレームを説明するに、図1ないし図3は、乗用車のドライバー・シートに活用されるところのこの発明の熱処理シート・フレームの具体例10を示し、そして、このシート・フレーム10は、シート・トラック45およびシート・リフター46を組み込む熱処理シート・クッション・フレーム11と、左右のリクライニング・デバイス40、41でそのシート・クッション・フレーム11に前倒しおよび角度調整可能に支持される熱処理シート・バック・フレーム12とで組み立てられ、そして、そのシート・クッション・フレーム11が、そのシート・トラック45でその乗用車のフロアに前後調整可能に据え付けられてそのシート・リフター46で上下調整可能にされる。
【0012】
その熱処理シート・クッション・フレーム11は、フロント・フレーム・メンバー13および左右のサイド・フレーム・メンバー15、16が一般鋼から複雑な形状にプレス成形され、それらに一般鋼の鋼管製リア・フレーム・メンバー14を用いて一体的に枠組され、そして、枠組状態で応力の集中する強度の必要なフロント・フレーム・メンバー13および左右のサイド・フレーム・メンバー15、16あるいはその枠組全体に高周波焼入れの熱処理が施され、そのフロント・フレーム・メンバー13および左右のサイド・フレーム・メンバー15、16あるいはその枠組全体に高張力鋼同等の強度を得て使用される。
【0013】
この熱処理シート・クッション・フレーム11は、成形加工および溶接に優れ、しかもどこの国でも容易に入手でき、そして、熱処理、例えば、高周波焼入れ、液体浸炭(浸炭窒化)、ガス浸炭などの熱処理ができて高張力鋼同等の強度を得て使用可能にする一般鋼で製造される。
この熱処理シート・クッション・フレーム11では、図1に示されたようにそのフロント・フレーム・メンバー13が、一般鋼の鋼板から段付き17、フランジ付き18、スプリング掛け穴明き19などの複雑な形状にプレス成形さ、また、その左右のサイド・フレーム・メンバー15、16も同様に一般鋼の鋼板からフランジ付き20、およびパイプやデバイスの取付け穴明き21、22などの複雑な形状にプレス成形され、そして、それらがそのリア・フレーム・メンバー14を用いて溶接で一体的に枠組され、次に、その枠組状態でその応力の集中する強度の必要なフレーム部分あるいは枠組全体に、この場合、その枠組全体に高周波焼入れが施されてその枠組全体を高張力鋼同等の強度に熱処理する。
そして、このシート・クッション・フレーム11では、複数のS字スプリング・ワイヤ(図示せず)が、そのフロント・フレーム・メンバー13とそのリア・フレーム・メンバー14との間に左右方向に適宜の間隔を置いて並べて張られて仕上がる。勿論、その熱処理は、液体浸炭(浸炭窒化)、ガス浸炭などでもかまわない。
【0014】
一方、その熱処理シート・バック・フレーム12は、ボトム・フレーム・メンバー24および左右のサイド・フレーム・メンバー25、26が一般鋼から複雑な形状にプレス成形され、それらに一般鋼の鋼管製トップ・フレーム・メンバー23と一般鋼の鋼板製細長いアッパー・クロス・メンバー27とを用いて一体的に枠組され、そして、その枠組状態でその応力の集中する強度の必要なボトム・フレーム・メンバー24および左右のサイド・フレーム・メンバー25、26あるいはその枠組全体に高周波焼入れの熱処理が施され、そのボトム・フレーム・メンバー24および左右のサイド・フレーム・メンバー25、26あるいはその枠組全体に高張力鋼同等の強度を得て使用される。
【0015】
この熱処理シート・バック・フレーム12もその熱処理シート・クッション・フレーム11と同様に成形加工および溶接に優れ、しかもどこの国でも容易に手に入り、そして、熱処理、例えば、高周波焼入れ、液体浸炭(浸炭窒化)、ガス浸炭などの熱処理ができて高張力鋼同等の強度を得て使用可能にする一般鋼で製造される。
この熱処理シート・バック・フレーム12では、図1ないし図3に示されたようにそのボトム・フレーム・メンバー24が、一般鋼の鋼板から段付き30、穴明き31などの複雑な形状にプレス成形され、その左右のサイド・フレーム・メンバー25、26も同様に一般鋼の鋼板からL曲げフランジ付き32、U曲げフランジ付き33、段付き34、およびスプリング掛け穴明き35などの複雑な上端すぼまり形状にプレス成形され、そして、そのトップ・フレーム・メンバー23が一般鋼の鋼管から所定の長さのブランクに切断され、そのブランクを折り曲げて両端に左右の溶接アーム28、29を有する逆U字形状に曲げ成形され、そしてさらに、そのアッパー・クロス・メンバー27が一般鋼の鋼板から細長い短冊状ブランクに切断され、細長い穴明き36の形状にプレス成形され、そして、それらが溶接で一体的に枠組され、次に、その枠組状態でその応力の集中する強度の必要なフレーム部分あるいはその枠組全体に、この場合、その枠組全体に高周波焼入れが施されてその枠組全体を高張力鋼同等の強度に熱処理する。
そして、このシート・バック・フレーム12では、複数のS字スプリング・ワイヤ(図示せず)が、その左右のサイド・フレーム・メンバー25、26間に上下方向に適宜の間隔を置いて並べて張られて仕上げられる。勿論、その熱処理は、液体浸炭(浸炭窒化)、ガス浸炭などでもかまわない。
【0016】
したがって、この熱処理シート・フレーム10では、そのフレーム・メンバー13、14、15、16および23、24、25、26が一般鋼で成形されて溶接で一体的に枠組され、そして、その枠組状態で応力が集中して強度が必要になるそのフレーム・メンバー13、14、15、16および23、24、25、26あるいはその枠組全体に高周波焼入れ、液体浸炭、浸炭窒化、ガス浸炭などの何れかの熱処理を施して供するので、その応力が集中するそのフレーム・メンバー13、15、16および24、25、26が、段付き17、30、34、フランジ付き18、L曲げフランジ付き32、U曲げフランジ付き33、穴明き21、22、31、35などの複雑な断面形状に成形可能になって断面係数が高められ、成形時、割れが未然に防止され、溶接できて溶接割れも未然に防止され、そして、その応力が集中して強度が必要になるフレーム部分あるいはその枠組全体に高張力鋼同等の強度が得られて必要なフレーム強度が確保され、そのようにそのフレーム・メンバー13、14、15、16および23、24、25、26が一般鋼から成形されるので、成形加工性、溶接性に優れるに加えてその一般鋼はどこの国でも容易に入手できるに伴ってどこの国でも製造でき、市場性に優れる。
【0017】
先に図面を参照して説明されたところのこの発明の特定された具体例から明らかであるように、この発明の属する技術の分野における通常の知識を有する者にとって、この発明の内容は、その発明の性質(nature)および本質(substance)に由来し、そして、それらを内在させると客観的に認められる別の態様に容易に具体化される。勿論、この発明の内容は、その発明の課題に相応し(be commensurate with)、そして、その発明の成立に必須である。
【産業上の利用可能性】
【0018】
上述から理解されるように、この発明の熱処理シート・フレームでは、フレーム・メンバーが一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用するので、この発明の熱処理シート・フレームでは、応力が集中して強度が必要になるフレーム部分、すなわち、フレーム・メンバーが、複雑な断面形状に成形可能になって断面係数が高められ、成形時、割れが未然に防止され、溶接が容易になって溶接割れも未然に防止され、そして、その応力が集中して強度が必要になるそのフレーム部分、すなわち、そのフレーム・メンバーあるいはその枠組全体に高張力鋼同等の強度が得られて必要なフレーム強度が確保され、そのようにそのフレーム・メンバーが、一般鋼から成形されるので、成形加工性、溶接性が優れるに加えてその一般鋼がどこの国でも容易に入手できるに伴なってどこの国でも製造でき、市場性に優れ、その結果、自動車シートにとって非常に有用で実用的である。
【符号の説明】
【0019】
10 熱処理シート・フレーム
11 熱処理シート・クッション・フレーム
12 熱処理シート・バック・フレーム
13 フロント・フレーム・メンバー
14 リア・フレーム・メンバー
15 左のサイド・フレーム・メンバー
16 右のサイド・フレーム・メンバー
17 段付き
18 フランジ付き
19 スプリング掛け穴明き
20 フランジ付き
21 取付け穴明き
22 取付き穴明き
23 トップ・フレーム・メンバー
24 ボトム・フレーム・メンバー
25 左のサイド・フレーム・メンバー
26 右のサイド・フレーム・メンバー
27 アッパー・クロス・メンバー
28 左の溶接アーム
29 右の溶接アーム
30 段付き
31 穴明き
32 L曲げフランジ付き
33 U曲げフランジ付き
34 段付き
35 スプリング掛け穴明き
36 細長い穴明き
40 左のリクライニング・デバイス
41 右のリクライニング・デバイス
42 インターロック・ロッド
43 左のヘッドレスト・ホルダー
44 右のヘッドレスト・ホルダー
45 シート・トラック
46 シート・リフター
47 左のアンカー・レール
48 右のアンカー・レール
49 左のスライド・レール
50 右のスライド・レール
【特許請求の範囲】
【請求項1】
フレームは、フレーム・メンバーが一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用するところの熱処理シート・フレーム。
【請求項2】
フロント・フレーム・メンバーおよび左右のサイド・フレーム・メンバーが一般鋼から複雑な形状に成形され、それらにリア・フレーム・メンバーを用いて一体的に枠組され、そして、その枠組状態でその強度の必要なフロント・フレーム・メンバーおよび左右のサイド・フレーム・メンバーあるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用するところの熱処理シート・クッション・フレーム。
【請求項3】
ボトム・フレーム・メンバーおよび左右のサイド・フレーム・メンバーが一般鋼から複雑な形状に成形され、それらにトップ・フレーム・メンバーを用いて一体的に枠組され、そして、その枠組状態でその強度の必要なボトム・フレーム・メンバーおよび左右のサイド・フレーム・メンバーあるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用するところの熱処理シート・バック・フレーム。
【請求項1】
フレームは、フレーム・メンバーが一般鋼で成形されて一体的に枠組され、そして、その枠組状態でその強度の必要なフレーム部分あるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用するところの熱処理シート・フレーム。
【請求項2】
フロント・フレーム・メンバーおよび左右のサイド・フレーム・メンバーが一般鋼から複雑な形状に成形され、それらにリア・フレーム・メンバーを用いて一体的に枠組され、そして、その枠組状態でその強度の必要なフロント・フレーム・メンバーおよび左右のサイド・フレーム・メンバーあるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用するところの熱処理シート・クッション・フレーム。
【請求項3】
ボトム・フレーム・メンバーおよび左右のサイド・フレーム・メンバーが一般鋼から複雑な形状に成形され、それらにトップ・フレーム・メンバーを用いて一体的に枠組され、そして、その枠組状態でその強度の必要なボトム・フレーム・メンバーおよび左右のサイド・フレーム・メンバーあるいはその枠組全体に高周波焼入れ、液体浸炭、ガス浸炭などの何れかの熱処理を施して使用するところの熱処理シート・バック・フレーム。
【図1】



【図2】

【図3】
【図2】
【図3】
【公開番号】特開2011−235789(P2011−235789A)
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願番号】特願2010−109758(P2010−109758)
【出願日】平成22年5月12日(2010.5.12)
【出願人】(000133098)株式会社タチエス (454)
【Fターム(参考)】
【公開日】平成23年11月24日(2011.11.24)
【国際特許分類】
【出願日】平成22年5月12日(2010.5.12)
【出願人】(000133098)株式会社タチエス (454)
【Fターム(参考)】
[ Back to top ]