
熱収縮包装用フィルムおよびラベル
【課題】 熱収縮性ポリエステルフィルムのもつ優れた透明性、収縮特性および機械強度を損なうことなく、ミシン目を付与しなくても素手で容易に引き裂くことのできる、フィルムの主収縮方向と直交する方向での直線引裂性を有する熱収縮包装用フィルムを提供する。
【解決手段】 主としてポリエステルからなり主収縮方向と直角方向に直線引裂性を有することを特徴とする熱収縮包装用フィルム。
【解決手段】 主としてポリエステルからなり主収縮方向と直角方向に直線引裂性を有することを特徴とする熱収縮包装用フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は熱収縮包装用フィルムに関する。詳しくは、包装材料として有用なポリエステルからなる熱収縮包装用フィルムおよびラベルに関する。
【背景技術】
【0002】
熱収縮性フィルムは、PETボトル等の容器を覆うように付けるラベルとして用いられている。熱収縮性フィルムとして、ポリ塩化ビニルのフィルム、ポリエチレンのフィルムがこれまで用いられている。しかし、ポリ塩化ビニルのフィルムは、廃棄後焼却するときに塩素系ガスが発生して環境への負荷が高い。また、ポリスチレンのフィルムは印刷を付すことが困難である。
【0003】
近年、PETボトルの回収リサイクルが課題となっているが、回収リサイクルにあたっては、ポリ塩化ビニル、ポリエチレンといった、PET以外のポリマーからなるラベルは分別する必要があり、ポリエステルからなるラベルも印刷のインクがPETボトルの回収リサイクルにあたっては不都合であることから、剥がされることが多い。
【0004】
そのため、熱収縮性ポリエステルフィルムのラベルには、主収縮方向と直交する方向にミシン目が設けられることがある。しかし、従来の熱収縮性ポリエステルフィルムは、ボトルに装着された状態からのミシン目カット性に難点があり、ボトルの形状やミシン目の形態によってはラベルがミシン目に沿って切断され難いケースがあり、素手で剥がすことが困難となる場合がある。
【0005】
これまでにこの欠点を改良するために、ポリエステルにこれと非相溶な他のポリマーを含ませることによりミシン目カット性を向上させる改良が試みられている。
例えば、特開2002−363312号公報、特開2003−48247号公報では、ポリエステル中にポリオレフィンを配合することによりミシン目カット性や長手方向の引裂性を改良させている。また、特開2004−66485号公報ではポリエステル中にポリウレタン樹脂あるいはアクリル系樹脂を配合することにより、透明性を大きく落とさずにカット性を付与させている。
【0006】
【特許文献1】特開2002−363312号公報
【特許文献2】特開2003−48247号公報
【特許文献3】特開2004−66485号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、先の2件の技術では非相溶成分によってフィルムの透明性が著しく損なわれ、ラベルに用いる際に通常行なわれる裏印刷の後に外観の不良が生じる。また後の1件の技術ではミシン目カット性の改良効果が不十分であり、フィルムの主収縮方向と直交する方向(フィルムの長手方向)での直線引裂性も備えていない。熱収縮性フィルムは、例えばPETボトル等のボトルにラベルとして用いられる。この場合、ボトルを覆うように配置された熱収縮性フィルムに熱をかけて主収縮方向に収縮させることにより、熱収縮フィルムはラベルとしてボトルに密着する。密着したラベルを引裂いてボトルから引き剥がすためには、ミシン目を付与しなくても主収縮方向と直角な方向に素手で容易に引き裂くことのできる直線引裂性に優れることが重要である。
【0008】
そこで、本発明の目的は、熱収縮性ポリエステルフィルムのもつ優れた透明性、収縮特性および機械強度を損なうことなく、ミシン目を付与しなくても素手で容易に引き裂くことのできる、フィルムの主収縮方向と直交する方向での直線引裂性を有する熱収縮包装用フィルムを提供することにある。
【課題を解決するための手段】
【0009】
すなわち本発明は、主としてポリエステルからなり主収縮方向と直角方向に直線引裂性を有することを特徴とする熱収縮包装用フィルムである。
【発明の効果】
【0010】
本発明によれば、熱収縮性ポリエステルフィルムのもつ優れた透明性、収縮特性および機械強度を損なうことなく、ミシン目を付与しなくても素手で容易に引き裂くことのできる、フィルムの主収縮方向と直交する方向での直線引裂性を有する熱収縮包装用フィルムを提供することにあることができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明を詳細に説明する。
本発明の熱収縮包装用フィルムは、主としてポリエステルからなる熱収縮性フィルムでありながら、主収縮方向と直角方向に直線引裂性を有することを特徴とする。
【0012】
[直線引裂性]
本発明の熱収縮包装用フィルムは、主収縮方向と直角方向(フィルムの長手方向)に直線引裂性を有する。この直線引裂性は、具体的には、フィルムの長手方向を長辺とする長さ30cmの短冊状サンプルについて、引裂き開始点と引裂き終点の短辺方向のずれが5%未満のものを合格として評価したときの合格率が80%以上である直線引裂性である。この直線引裂性を備えることにより、例えばPETボトルのラベルとして用いたときに、手で容易にラベルを引き裂き、ボトルとラベルを分離することができる。
【0013】
[海島構造]
本発明の熱収縮包装用フィルムは、主としてポリエステルからなる海島構造を有する延伸フィルムである。なお「主として」とはフィルムのポリマーの70重量%以上の成分であることをいう。海成分は共重合ポリエチレンテレフタレート、島成分はポリエーテルエステルエラストマーであることが好ましい。
【0014】
海島構造を構成する島成分は海成分のなかに細長い島状に分散しており、それぞれの島はフィルムの長手方向(MD方向)に長く、この方向と直行するTD方向に短い構造をとる。それぞれの島は好ましくはMD方向に伸びた平板状で分布する。このような構造をとることにより、本発明の熱収縮包装用フィルムは、フィルムの長手方向に良好な直線引裂性を発現する。
【0015】
本発明における海島構造の有無は、フィルムを包埋カプセルに固定後、エポキシ樹脂を用いて包埋し、ミクロトーム(Reichert-Jung製、UlTRACUT)にて長手断面および巾断面を50μm厚に薄切りしたサンプルを3.2%オスミウム酸・60℃・2hrの条件で蒸気染色を行った後、透過電子顕微鏡(トプコン製、LEM−2000)によって加速電圧100kVで45000倍で観察する。本測定方法において海島構造が観察されないものは海成分のポリマーと島成分のポリマーが実質的に非相溶でないことを意味し本発明に該当しない。この場合、本発明のいう長手方向の直線引裂性は発現しない。
【0016】
この海島構造において、海成分はフィルムの重量100重量%あたり95〜70重量%を占め、島成分は5〜30重量%を占めることが好ましい。海島構造における島は、細長い形状を呈しており、その長径方向はフィルムの巻き取り方向にほぼ一致している。島成分の割合が30重量%を超えるとフィルム中の海島構造におけるポリエーテルエステルエラストマーの島の個々のサイズが大きくなり過ぎ、ヘーズが高くなり過ぎて好ましくない。5%未満では直線引裂性を発現するに十分な量のポリエーテルエステルエラストマーの島が共重合ポリエステルの海の中に形成できず好ましくない。
【0017】
海成分として共重合ポリエステルを用い、島成分としてポリエーテルエステルエラストマーを用いる場合の共重合ポリエステルとポリエーテルエステルエラストマーとの割合は、共重合ポリエステルの好ましくは95〜70重量%、さらに好ましくは90〜75重量%、特に好ましくは85〜80重量%に対して、ポリエーテルエステルエラストマーが好ましくは5〜30重量%、さらに好ましくは10〜25重量%、特に好ましくは15〜20重量%の割合である。
【0018】
[海成分]
海成分としては、好ましくは共重合ポリエステルを用いる。共重合ポリエステルは、ジカルボン酸成分の共重合成分およびグリコール成分の共重合成分の合計量として好ましくは5〜40モル%、さらに好ましくは10〜30モル%の共重合成分を含む共重合ポリエチレンテレフタレートであることが好ましい。共重合成分の合計量が5モル%未満であると結晶性が高すぎて収縮特性が悪化するので好ましくなく、40モル%を超えると非晶性が高すぎてフィルムの機械強度が大幅に低下し製膜が困難になるため好ましくない。
【0019】
ジカルボン酸成分の共重合成分としては、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ダイマー酸、コハク酸、無水マレイン酸、マレイン酸、フマール酸、イタコン酸、シトラコン酸、メサコン酸、シクロヘキサンジカルボン酸といった脂肪族ジカルボン酸;イソフタル酸、2−6ナフタレンジカルボン酸、2−7ナフタレンジカルボン酸、1−5ナフタレンジカルボン酸、ジフェノキシエタンジカルボン酸、ジフェニルジカルボン酸、5−ナトリウムスルホイソフタル酸、4−ヒドロキシ安息香酸、ジフェニルエーテルジカルボン酸、アンスラセンジカルボン酸等の芳香族ジカルボン酸、ε−カプロラクトン、乳酸といったオキシカルボン酸;を例示することができる。
【0020】
ジオール成分の共重合成分としては、ジエチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、シクロヘキサンジメタノール、ネオペンチルグリコールといった脂肪族ジオール;ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールといったポリアルキレングリコール;ビスフェノールAやビスフェノールSのエチレンオキシド付加体といったグリコール;を例示することができる。共重合成分は1種類を用いてもよく、2種類以上を用いてもよい。
【0021】
これらの中でも、ジカルボン酸成分としては、イソフタル酸、2−6ナフタレンジカルボン酸が好ましい。ジオール成分としては、ジエチレングリコール、プロピレングリコール、ネオペンチルグリコール、ブタンジオール、シクロヘキサンジメタノールが好ましい。
【0022】
海成分の共重合ポリエステルとして最も好ましいものは、イソフタル酸および/または2,6−ナフタレンジカルボン酸を共重合成分として合計5〜40モル%含む共重合ポリエチレンテレフタレートである。
【0023】
海成分に用いられる共重合ポリエステルは、公知の方法で製造することができる。テレフタル酸ジメチルとエチレングリコール、および所望の共重合成分のモノマーからのエステル交換反応法、あるいはテレフタル酸とエチレングリコール、および所望の共重合成分のモノマーとの直接エステル化によりオリゴマーを得た後、溶融重合して得ることができる。必要があればさらに常法により固相重合をしてもよい。
【0024】
[島成分]
島成分としては好ましくはポリエーテルエステルエラストマーを用いる。島成分のポリエーテルエステルエラストマーは、共重合ポリエステルと実質的に非相溶である。実質的に非相溶とは、フィルム製膜時の溶融混練後において、共重合ポリエステル中にポリエーテルエステルエラストマーが海島状に相分離して分散した状態をとることをいい、具体的には後述の測定方法により海島構造が観察されるものをいう。ここで、共重合ポリエステルが海、ポリエーテルエステルエラストマーが島に相当する。
【0025】
ポリエーテルエステルエラストマーは、結晶性ハードセグメントと非晶性ソフトセグメントからなり、非晶性ソフトセグメントとして分子量500〜5000のポリテトラメチレングリコール(以下「PTMG」と略称する)をポリエーテルエステルエラストマー重量100重量%あたり、好ましくは10〜60重量%、さらに好ましくは20〜55重量%、特に好ましくは30〜50重量%の範囲で含む。PTMGの割合が10重量%未満であると相溶性が高すぎて直線引裂き性が得られず、60重量%を超えると共重合ポリエステルと非相溶となり透明性が得られない。PTMGの分子量が5000を超えると共重合ポリエステルとの相溶性が著しく悪化し安定した製膜が不可能となる。PTMGの分子量が500未満であると、共重合ポリエステルとの相溶性が良すぎて直線的な引裂性発現に必要な相分離構造が共重合ポリエステルの海の中に形成できないため好ましくない。
【0026】
なお、本発明におけるポリエーテルエステルエラストマーを構成する結晶性ハードセグメントとしては、例えばポリエチレンテレフタレート、ポリブチレンテレフタレートを用いることができ、ポリブチレンテレフタレートが好ましい。
【0027】
したがって、ポリエーテルエステルエラストマーとして最も好ましいものは、テトラメチレンテレフタレートとポリテトラメチレングリコールとの共重合体である。この共重合体のなかでも、好ましくはポリエーテルエステルエラストマーがポリマー主鎖中にポリテトラメチレングリコールを10〜60重量%含むものを用いる。ここでテトラメチレングリコールは平均分子量は好ましくは500〜5000である。
【0028】
本発明におけるポリエーテルエステルエラストマーは公知の方法で製造することができる。例えばテレフタル酸とブチレングリコールを用いて常法にてポリブチレンテレフタレートの重合反応を行う際に、ポリテトラメチレングリコールを添加することにより得ることができる。
【0029】
[直線引裂性の詳細]
以下、海成分として共重合ポリエステルを用い、島成分としてポリエーテルエステルエラストマーを用いる場合を例に、直線引裂性について説明する。本発明について、フィルムの面内方向において、フィルムの主収縮方向と直角方向(フィルムの長手方向)に沿ってポリエーテルエステルエラストマーの細長い島状分散の長径の方向が並ぶことになり、フィルムの長手方向に直線引裂性を発現する。
【0030】
この機構については、未だ十分に解明できていないが、以下のような機構ではないかと予想される。まず、共重合ポリエステルとポリエーテルエステルエラストマーは非相溶であるため相分離し、この状態は前者が海で後者がその海の中に島状に分散した状態となる。そして、ポリエーテルエステルエラストマーの島状に分散した粒子が、押出し機内でのせん断力によってポリマーの進行方向に細く伸ばされるような大きな変形をうけ、海島構造のポリエーテルエステルエラストマーの島の長径方向は、最終的なポリマーの進行方向であるMD方向に一致した状態となる。また、島の長径方向に沿った直線的な引裂き性が発現する機構については、このMD方向への変形量が本フィルムの製膜時に横延伸で受けるTD方向への変形量よりも大きいことから、長径方向がMD方向に揃ったままとなり、その方向に直交する方向のフィルム内の結合力が弱まるためと考えられる。
【0031】
[引裂強度比]
本発明のフィルムは、フイルムの主収縮方向と直角の方向(フィルムの長手方向)の引裂強度S−MDと、主収縮方向(フィルムの幅方向)の引裂強度S−TDとの比(S−MD/S−TD)が、好ましくは1.0未満、さらに好ましくは0.9未満、特に好ましくは0.8未満である。S−MD/S−TDが1.0を越えるとフイルムの主収縮方向と直角の方向(フィルムの長手方向)の直線引裂性が劣るため好ましくない。すなわち、S−MDがS−TDよりも低い場合にのみ長手方向への直線引裂性が発現することなる。
【0032】
他方、一般の収縮性フィルムは、主収縮方向に高い収縮特性を付与するために、主収縮方向への延伸倍率がその直行する方向よりも高くなる。このため、幅方向に主収縮方向を有する収縮フィルムでは幅方向への分子鎖の配向量が多くなり、幅方向へ引裂強度(S−TD)が低くなる。このことが、長手方向への直線引裂性が劣る原因となっていた。
【0033】
しかるに、本発明のフィルムは先述の通り、長手方向へ揃った島状分散の構造による引裂強度の低下量が幅方向への引裂強度の低下量を上回ることにより、特異な長手方向への直線引裂性を発現する。
【0034】
[温湯中収縮率]
本発明のフィルムは、80℃の温水中で10秒間処理したときの収縮率が、主収縮方向に好ましくは35%以上、さらに好ましくは40%以上である。そして同時に、主収縮方向と直角方向に好ましくは20%以下、さらに好ましくは10%以下である。この範囲の温湯中収縮率を備えることにより、ボトルのラベル用、特にPETボトルのラベルとして用いたときに、ボトルとの高い密着性を得ることができる。
【0035】
[ヘーズ]
本発明のフィルムのヘーズは、好ましくは20%以下、さらに好ましくは15%以下、特に好ましくは10%以下である。20%を超えるとフィルムの透明性が悪くなり商品価値が損なわれる。本発明では、ラベルとして好ましく用いることのできる十分な透明性を備えながら、直線引裂性を備えるフィルムを得ることができる。
【0036】
[結晶融解熱量]
本発明のフィルムの示差走査熱量計により測定した結晶融解熱量ΔHmは、好ましくは20〜60J/g、さらに好ましくは25〜55J/g、特に好ましくは30〜50J/gである。ΔHmはフィルム中の結晶(製膜時の配向結晶および昇温中の冷結晶化)存在量の指標となり、ΔHmが大きいほど結晶の存在量は多いと考えられる。ΔHmが20J/g未満ではフィルムが非晶に近くフィルムの機械的強度の不足が生じることがあり好ましくない。他方、60J/gを超えると結晶化度が高くなりすぎ、収縮特性が低下し易くなるため好ましくない。
【0037】
[滑剤]
本発明のフィルムは滑剤を含有することが好ましい。透明性を維持するために平均粒径2.5μm未満、製膜性や滑り性の観点から平均粒径1.0μm以上の滑剤を含有することが好ましい。滑剤の添加量としては、その粒径にも依存するが、フィルムの巻き取り性および透明性に悪影響を及ぼさない範囲で選択すると良い。滑剤としては無機系、有機系のいずれも用いることができるが、無機系滑剤が好ましい。無機系滑剤としてはシリカ、アルミナ、二酸化チタン、炭酸カルシウムまたは硫酸バリウムが例示でき、有機系滑剤としてはシリコーン粒子が例示できる。
【0038】
[厚み]
本発明のフィルムは、厚みが好ましくは20〜70μm、さらに好ましくは30〜60μm、特に好ましくは35〜55μmである。20μm未満であるとフィルムの腰が弱くなって、ラベル装着時に折れ曲がったりして不良品を発する可能性があり好ましくない。70μmを超えるとフィルムの剛性(腰)が強すぎて、加工時の取り扱いが難しくなり好ましくない。
【0039】
[製造方法]
本発明のフィルムは、例えば次のようにして製造することができる。まず、共重合ポリエステルとポリエーテルエステルエラストマーをチップ状で混合したものを押出機に投入し、加熱溶融した後、Tダイのダイオリフィスからシート状に押し出し吐出する。ダイオリフィスから吐出された軟化状態にあるシートは、冷却ドラムに密着して巻きつけられて冷却される。続いて、得られた未延伸シートを90〜130℃の温度で予熱後、60〜80℃の温度にて3.0〜5.0倍の延伸倍率で横一軸延伸する。延伸温度が60℃未満であると均質な延伸フィルムを得ることができない場合があり、80℃を超えると、共重合ポリエステルの結晶化が促進されて熱収縮率が低くなる場合がある。また、延伸倍率が3.0倍未満であると強度が小さく、チューブ状に折り畳んだときにピンホールが発生しやすく、5.0倍を超えると熱収縮率が低くなり好ましくない。また、未延伸シートと横延伸の間で、縦延伸をしても構わない。この場合、延伸温度は70〜130℃の温度にて1.1〜5.0倍の延伸倍率で延伸され、その直後に40℃以下の温度へ冷却すればよい。延伸されたフィルムは、70〜90℃の温度で熱処理される。熱処理温度が70℃より低いとフィルムの寸法安定性が悪化し、印刷工程や輸送工程、あるいは経時でフィルムが変形する原因となる場合があり、また、90℃より高いとフィルムの熱収縮率が低下し過ぎる。なお、延伸方法としては、チューブラー法、ロールとテンターによる延伸方法のいずれでもよい。
【0040】
本発明のフィルムには、コロナ放電処理、表面硬化処理、メッキ処理、着色処理、あるいは各種のコーティング処理による表面処理を付与してもよい。
【実施例】
【0041】
以下に、実施例を掲げて本発明をさらに説明する。なお、各特性の測定および評価は以下の方法に従った。なお、フィルムの長手方向をMD方向といい、MD方向と直交する方向をTD方向という場合がある。
【0042】
(1)ポリテトラメチレングリコールの平均分子量
塩化メチレン溶液中(25℃)で固有粘度([η])を測定し、固有粘度から以下のSchnellの式を用いて平均分子量を算出した。
Mv=[log([η]/1.23×10−4)]/0.83
【0043】
(2)フィルム厚み
打点式フィルム厚み計(Anritsu、K402B)を用い、フィルム幅方向の任意の場所50箇所、フィルム幅の中心付近の長手方向で任意の場所50箇所について厚みを測定し、全100箇所の数平均値をフィルム厚みとした。
【0044】
(3)ヘーズ
JIS K7105の測定法Aに準じて測定した。
【0045】
(4)熱収縮率
JIS−Z1709に従い、80℃の温水中で10秒間処理した際の主収縮方向および主収縮方向と直角方向の温湯中熱収縮率を測定した。各々N=3の平均値を測定値とした。なお、フィルム平面方向の測定を行い、最も収縮の大きい方向を主収縮方向とした。
【0046】
(5)結晶融解熱量(ΔHm)
DuPont Instruments910型DSCを用い、サンプル量20mgについて昇温速度20℃/分で290℃まで昇温させた時の結晶融解ピーク面積を読み取り結晶融解熱量を求めた。測定は合計5回行い、その平均値を結晶融解熱量の測定値した。
【0047】
(6)引裂強度比
東洋精機(株)製軽荷重引裂試験機を用い、測定方向について長さ63.5mm、幅50mmに裁断したサンプルについて測定を行い、得られた長手方向の引裂強度(S−MD)と幅方向の引裂強度(S−TD)より、その比率(S−MD/S−TD)を求めた。
【0048】
(7)直線引裂性
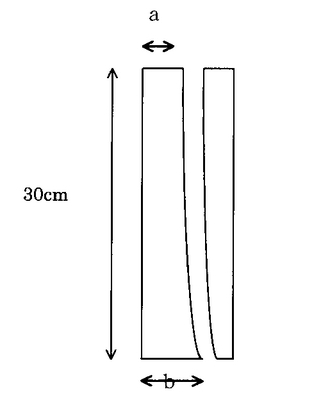
フィルムのMD方向を、フィルムから切り出す短冊の長辺に合わせ、4cm×30cmの短冊を切り出した。この短冊の短辺中心に切れ目を入れて、該切れ目より2つに引裂 いたときの、引裂き開始位置から短冊の短辺方向におけるずれを測定した。そして、該ずれを短冊の長辺の長さ(30cm)で割った値(図1において(b−a)cm/30cm×100)が5%未満のもの合格とし、各水準ごとに10個の短冊を測定し、その結果から、以下の基準で判断した。
○:10個中8個以上が合格する良好な直線引裂性
×:10個中7個以下しか合格しない乏しい直線引裂性
【0049】
(8)海島構造の有無
フィルムを包埋カプセルに固定後、エポキシ樹脂を用いて包埋し、ミクロトーム(Reichert-Jung製、UlTRACUT)にて長手断面、巾断面を50μm厚に薄切りしたサンプルを、3.2%オスミウム酸・60℃・2hrの条件で蒸気染色を行った後、透過電子顕微鏡(トプコン製、LEM−2000)によって加速電圧100kVで45000倍にて撮影した。海島構造が観察できるものを○、観察できないものを×として評価した。
【0050】
[実施例1]
ジメチルテレフタレート、エチレングリコールおよび表1に記載の共重合成分を原料として、テトラブトキシチタンをエステル交換触媒、二酸化ゲルマニウムを重合触媒、正リン酸を安定剤として用い、常法により固有粘度(o−クロロフェノール、35℃)0.71の共重合ポリエチレンテレフタレート(以下「Co−PET」と表記することがある)を製造した。なお、この重合工程にて、平均粒径1.5μmの球状シリカ粒子を滑剤として添加した。
【0051】
また、ハードセグメントとしてジメチルテレフタレートとテトラメチレングリコールを原料とし、テトラブトキシチタンをエステル交換触媒、二酸化ゲルマニウムを重合触媒とし、重合時にソフトセグメントとして表1に示す平均分子量および添加量のポリテトラメチレングリコール(以下「PTMG」と表記することがある)を添加することで、表1に示す分子量のポリエーテルエステルエラストマー(以下「PEE」と表記することがある)を得た。
【0052】
上記の共重合ポリエチレンテレフタレートとポリエーテルエステルエラストマーを表1に示す比率(wt%)でチップ状態でブレンドしたものを120℃で5時間乾燥した後、押出機ホッパーに供給して溶融温度270℃で溶融し、ダイを用いて表面温度20℃の冷却ドラム上に押出して急冷し未延伸フィルムを得た。
【0053】
この未延伸フィルムをステンターに供給し、表1に示す延伸温度、延伸倍率にて製膜方向に直交する方向(TD方向)に延伸し、その後65℃にて熱固定を行い一軸延伸ポリエステルフィルムを得た。なお、延伸倍率1.0は実質延伸していないことを示す。なお、得られた一軸延伸ポリエステルフィルムは、平均粒径1.5μmの球状シリカ粒子をフィルム重量100重量%あたり0.04重量%滑剤として添加されている。なお、表1中のPTMG含有量はPEE中のポリテトラメチレングリコールの含有量を示す。
【0054】
得られた一軸延伸ポリエステルフィルムに常法により裏印刷を付し、チューブ状に加工し、長手方向に2本のミシン目を入れ、所望の長さに切断した後、500ml丸型ペットボトル(コカコーラナショナルビバレッジ製爽健美茶で使用のもの)に挿入し、80℃湯中に10秒浸漬させて収縮させてラベルとした。このラベルをミシン目より手で各々10本ずつ切断したところ、引裂く感触が軽く、その優れた直線引裂性によって10本共に切断なくラベルを剥がすことができた。また、図2のようにノッチの形状を付与することによりミシン目をなくしても長手方向に開封性が良好なラベルを得ることができた。
【0055】
[実施例2および4]
表1に示す条件にて製膜方向に縦延伸(MD方向)を行ない、続けて直ぐに25℃の金属ロールにて冷却を行なった上でステンターでの横延伸を行なった他は実施例1と同様にして二軸延伸ポリエステルフィルムを得た。得られた二軸延伸ポリエステルフィルムの特性を表1に示す。
【0056】
[実施例3および5]
表1に記載の条件をとる以外は実施例1と同様にして一軸延伸ポリエステルフィルムを得た。
【0057】
[比較例2、4、5、6、9および10]
表1に記載の条件をとる以外は実施例1と同様にして一軸延伸ポリエステルフィルムを得た。
【0058】
[参考例1、3、7および8]
表1に記載の条件をとる以外は実施例1と同様にして一軸延伸ポリエステルフィルムを得た。
【0059】
【表1】

【0060】
本発明の実施例1〜5の延伸ポリエステルフィルムは、PEEの細長い島状構造のサイズがいずれもMD方向に0.5〜2.4μm、TD方向に0.2〜0.3μmとMD方向に伸びた平板状であり、長手方向(MD方向)に良好な引裂直線性を有した上でヘーズも低く透明であり、かつ熱収縮ラベルに必要な良好な収縮特性をも有するものであった。
【0061】
これに対して、PEEの割合が過度に多い参考例1のフィルム、分子量が過度に大きいPTMG単位を含有したPEEを用いた比較例7のフィルムおよびPEEの割合が過度に多い参考例8では、PETの海の中のPEEの細長い島状構造のサイズがいずれもMD方向に7.0〜20.0μ、TD方向に2.0〜3.9μmと大きくなり過ぎて透明性が悪化した。他方、PEEの割合が過度に少ない比較例2のフィルム、ソフトセグメントであるPTMGを含有していないPEE(即ちホモのPBT)あるいはPTMGの含有量の少な過ぎるPEEをブレンドした比較例5のフィルムおよび比較例9のフィルム、さらにPTMGの分子量が小さ過ぎる比較例6のフィルムでは、PETの海の中にPEEの細長い島状構造が明確に観察されず、海島間の相溶性が高過ぎるか島状構造を十分に形成できないため引裂き直線性が悪かった。またCo−PETにホモのポリエチレンテレフタレートを使用した参考例3のフィルムでは結晶性が高過ぎて熱収縮フィルムに十分に良好な収縮特性が得られなかった。またCo−PET中の共重合成分の比率が高過ぎた比較例4のフィルムはその機械強度が低すぎてフィルムが切断してしまい延伸フィルムが製膜できなかった。
【0062】
[比較例10]
PEEを添加しなかった以外は、実施例1と同様にして一軸延伸ポリエステルフィルムを得た。得られた一軸延伸ポリエステルフィルムの特性を表1に示す。このフィルムでは島状構造がまったく無いために引裂直線性は悪かった。
【0063】
得られた一軸延伸ポリエステルフィルムに常法により裏印刷を付し、チューブ状に加工し、長手方向に2本のミシン目を入れ、所望の長さに切断した後、500ml丸型ペットボトル(コカコーラナショナルビバレッジ製爽健美茶で使用のもの)に挿入し、80℃湯中に10秒浸漬させて収縮させてラベルとした。このラベルをミシン目より手で各々10本ずつ切断したところ、引裂く感触が重く、途中で切断してしまうものが5本生じた。また、図2のようにノッチの形状を付与してもミシン目をなくしては引裂途中でTD方向へ裂けてしまうため、開封性が不良であった。
【産業上の利用可能性】
【0064】
本発明の熱収縮包装用フィルムは、優れた透明性を有するため、常法により裏印刷してチューブ状に加工し、所望の長さに切断した後、例えばペットボトル、アルミボトル缶、弁当トレーや惣菜トレーなどの収縮ラベルとして使用することができる。
【0065】
このようなラベルとすると、ミシン目をラベルに付与した場合には優れたミシン目カット性を示すし、必要によりノッチを付与することによりミシン目をなくしても、直線引裂性が良好なラベルを得ることができる。
【0066】
また、例えばビールなどのように外部から進入する光線により劣化しやすい内容物であっても、ミシン目を無くすことができるため、遮光性フィルムを用いて外部からの光線遮蔽することができ、内容物保護性に優れたラベルを得ることができる。
【図面の簡単な説明】
【0067】
【図1】直線引裂性の評価における短冊状サンプルの引裂きの一例である。
【図2】ミシン目なし引裂性の評価におけるサンプルのノッチ部である。
【符号の説明】
【0068】
a 直線引裂性の評価における短冊状サンプルの端から引裂き開始点までの距離
b 直線引裂性の評価における短冊状サンプルの端から引裂き終了点までの距離
【技術分野】
【0001】
本発明は熱収縮包装用フィルムに関する。詳しくは、包装材料として有用なポリエステルからなる熱収縮包装用フィルムおよびラベルに関する。
【背景技術】
【0002】
熱収縮性フィルムは、PETボトル等の容器を覆うように付けるラベルとして用いられている。熱収縮性フィルムとして、ポリ塩化ビニルのフィルム、ポリエチレンのフィルムがこれまで用いられている。しかし、ポリ塩化ビニルのフィルムは、廃棄後焼却するときに塩素系ガスが発生して環境への負荷が高い。また、ポリスチレンのフィルムは印刷を付すことが困難である。
【0003】
近年、PETボトルの回収リサイクルが課題となっているが、回収リサイクルにあたっては、ポリ塩化ビニル、ポリエチレンといった、PET以外のポリマーからなるラベルは分別する必要があり、ポリエステルからなるラベルも印刷のインクがPETボトルの回収リサイクルにあたっては不都合であることから、剥がされることが多い。
【0004】
そのため、熱収縮性ポリエステルフィルムのラベルには、主収縮方向と直交する方向にミシン目が設けられることがある。しかし、従来の熱収縮性ポリエステルフィルムは、ボトルに装着された状態からのミシン目カット性に難点があり、ボトルの形状やミシン目の形態によってはラベルがミシン目に沿って切断され難いケースがあり、素手で剥がすことが困難となる場合がある。
【0005】
これまでにこの欠点を改良するために、ポリエステルにこれと非相溶な他のポリマーを含ませることによりミシン目カット性を向上させる改良が試みられている。
例えば、特開2002−363312号公報、特開2003−48247号公報では、ポリエステル中にポリオレフィンを配合することによりミシン目カット性や長手方向の引裂性を改良させている。また、特開2004−66485号公報ではポリエステル中にポリウレタン樹脂あるいはアクリル系樹脂を配合することにより、透明性を大きく落とさずにカット性を付与させている。
【0006】
【特許文献1】特開2002−363312号公報
【特許文献2】特開2003−48247号公報
【特許文献3】特開2004−66485号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
しかし、先の2件の技術では非相溶成分によってフィルムの透明性が著しく損なわれ、ラベルに用いる際に通常行なわれる裏印刷の後に外観の不良が生じる。また後の1件の技術ではミシン目カット性の改良効果が不十分であり、フィルムの主収縮方向と直交する方向(フィルムの長手方向)での直線引裂性も備えていない。熱収縮性フィルムは、例えばPETボトル等のボトルにラベルとして用いられる。この場合、ボトルを覆うように配置された熱収縮性フィルムに熱をかけて主収縮方向に収縮させることにより、熱収縮フィルムはラベルとしてボトルに密着する。密着したラベルを引裂いてボトルから引き剥がすためには、ミシン目を付与しなくても主収縮方向と直角な方向に素手で容易に引き裂くことのできる直線引裂性に優れることが重要である。
【0008】
そこで、本発明の目的は、熱収縮性ポリエステルフィルムのもつ優れた透明性、収縮特性および機械強度を損なうことなく、ミシン目を付与しなくても素手で容易に引き裂くことのできる、フィルムの主収縮方向と直交する方向での直線引裂性を有する熱収縮包装用フィルムを提供することにある。
【課題を解決するための手段】
【0009】
すなわち本発明は、主としてポリエステルからなり主収縮方向と直角方向に直線引裂性を有することを特徴とする熱収縮包装用フィルムである。
【発明の効果】
【0010】
本発明によれば、熱収縮性ポリエステルフィルムのもつ優れた透明性、収縮特性および機械強度を損なうことなく、ミシン目を付与しなくても素手で容易に引き裂くことのできる、フィルムの主収縮方向と直交する方向での直線引裂性を有する熱収縮包装用フィルムを提供することにあることができる。
【発明を実施するための最良の形態】
【0011】
以下、本発明を詳細に説明する。
本発明の熱収縮包装用フィルムは、主としてポリエステルからなる熱収縮性フィルムでありながら、主収縮方向と直角方向に直線引裂性を有することを特徴とする。
【0012】
[直線引裂性]
本発明の熱収縮包装用フィルムは、主収縮方向と直角方向(フィルムの長手方向)に直線引裂性を有する。この直線引裂性は、具体的には、フィルムの長手方向を長辺とする長さ30cmの短冊状サンプルについて、引裂き開始点と引裂き終点の短辺方向のずれが5%未満のものを合格として評価したときの合格率が80%以上である直線引裂性である。この直線引裂性を備えることにより、例えばPETボトルのラベルとして用いたときに、手で容易にラベルを引き裂き、ボトルとラベルを分離することができる。
【0013】
[海島構造]
本発明の熱収縮包装用フィルムは、主としてポリエステルからなる海島構造を有する延伸フィルムである。なお「主として」とはフィルムのポリマーの70重量%以上の成分であることをいう。海成分は共重合ポリエチレンテレフタレート、島成分はポリエーテルエステルエラストマーであることが好ましい。
【0014】
海島構造を構成する島成分は海成分のなかに細長い島状に分散しており、それぞれの島はフィルムの長手方向(MD方向)に長く、この方向と直行するTD方向に短い構造をとる。それぞれの島は好ましくはMD方向に伸びた平板状で分布する。このような構造をとることにより、本発明の熱収縮包装用フィルムは、フィルムの長手方向に良好な直線引裂性を発現する。
【0015】
本発明における海島構造の有無は、フィルムを包埋カプセルに固定後、エポキシ樹脂を用いて包埋し、ミクロトーム(Reichert-Jung製、UlTRACUT)にて長手断面および巾断面を50μm厚に薄切りしたサンプルを3.2%オスミウム酸・60℃・2hrの条件で蒸気染色を行った後、透過電子顕微鏡(トプコン製、LEM−2000)によって加速電圧100kVで45000倍で観察する。本測定方法において海島構造が観察されないものは海成分のポリマーと島成分のポリマーが実質的に非相溶でないことを意味し本発明に該当しない。この場合、本発明のいう長手方向の直線引裂性は発現しない。
【0016】
この海島構造において、海成分はフィルムの重量100重量%あたり95〜70重量%を占め、島成分は5〜30重量%を占めることが好ましい。海島構造における島は、細長い形状を呈しており、その長径方向はフィルムの巻き取り方向にほぼ一致している。島成分の割合が30重量%を超えるとフィルム中の海島構造におけるポリエーテルエステルエラストマーの島の個々のサイズが大きくなり過ぎ、ヘーズが高くなり過ぎて好ましくない。5%未満では直線引裂性を発現するに十分な量のポリエーテルエステルエラストマーの島が共重合ポリエステルの海の中に形成できず好ましくない。
【0017】
海成分として共重合ポリエステルを用い、島成分としてポリエーテルエステルエラストマーを用いる場合の共重合ポリエステルとポリエーテルエステルエラストマーとの割合は、共重合ポリエステルの好ましくは95〜70重量%、さらに好ましくは90〜75重量%、特に好ましくは85〜80重量%に対して、ポリエーテルエステルエラストマーが好ましくは5〜30重量%、さらに好ましくは10〜25重量%、特に好ましくは15〜20重量%の割合である。
【0018】
[海成分]
海成分としては、好ましくは共重合ポリエステルを用いる。共重合ポリエステルは、ジカルボン酸成分の共重合成分およびグリコール成分の共重合成分の合計量として好ましくは5〜40モル%、さらに好ましくは10〜30モル%の共重合成分を含む共重合ポリエチレンテレフタレートであることが好ましい。共重合成分の合計量が5モル%未満であると結晶性が高すぎて収縮特性が悪化するので好ましくなく、40モル%を超えると非晶性が高すぎてフィルムの機械強度が大幅に低下し製膜が困難になるため好ましくない。
【0019】
ジカルボン酸成分の共重合成分としては、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸、ダイマー酸、コハク酸、無水マレイン酸、マレイン酸、フマール酸、イタコン酸、シトラコン酸、メサコン酸、シクロヘキサンジカルボン酸といった脂肪族ジカルボン酸;イソフタル酸、2−6ナフタレンジカルボン酸、2−7ナフタレンジカルボン酸、1−5ナフタレンジカルボン酸、ジフェノキシエタンジカルボン酸、ジフェニルジカルボン酸、5−ナトリウムスルホイソフタル酸、4−ヒドロキシ安息香酸、ジフェニルエーテルジカルボン酸、アンスラセンジカルボン酸等の芳香族ジカルボン酸、ε−カプロラクトン、乳酸といったオキシカルボン酸;を例示することができる。
【0020】
ジオール成分の共重合成分としては、ジエチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、シクロヘキサンジメタノール、ネオペンチルグリコールといった脂肪族ジオール;ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールといったポリアルキレングリコール;ビスフェノールAやビスフェノールSのエチレンオキシド付加体といったグリコール;を例示することができる。共重合成分は1種類を用いてもよく、2種類以上を用いてもよい。
【0021】
これらの中でも、ジカルボン酸成分としては、イソフタル酸、2−6ナフタレンジカルボン酸が好ましい。ジオール成分としては、ジエチレングリコール、プロピレングリコール、ネオペンチルグリコール、ブタンジオール、シクロヘキサンジメタノールが好ましい。
【0022】
海成分の共重合ポリエステルとして最も好ましいものは、イソフタル酸および/または2,6−ナフタレンジカルボン酸を共重合成分として合計5〜40モル%含む共重合ポリエチレンテレフタレートである。
【0023】
海成分に用いられる共重合ポリエステルは、公知の方法で製造することができる。テレフタル酸ジメチルとエチレングリコール、および所望の共重合成分のモノマーからのエステル交換反応法、あるいはテレフタル酸とエチレングリコール、および所望の共重合成分のモノマーとの直接エステル化によりオリゴマーを得た後、溶融重合して得ることができる。必要があればさらに常法により固相重合をしてもよい。
【0024】
[島成分]
島成分としては好ましくはポリエーテルエステルエラストマーを用いる。島成分のポリエーテルエステルエラストマーは、共重合ポリエステルと実質的に非相溶である。実質的に非相溶とは、フィルム製膜時の溶融混練後において、共重合ポリエステル中にポリエーテルエステルエラストマーが海島状に相分離して分散した状態をとることをいい、具体的には後述の測定方法により海島構造が観察されるものをいう。ここで、共重合ポリエステルが海、ポリエーテルエステルエラストマーが島に相当する。
【0025】
ポリエーテルエステルエラストマーは、結晶性ハードセグメントと非晶性ソフトセグメントからなり、非晶性ソフトセグメントとして分子量500〜5000のポリテトラメチレングリコール(以下「PTMG」と略称する)をポリエーテルエステルエラストマー重量100重量%あたり、好ましくは10〜60重量%、さらに好ましくは20〜55重量%、特に好ましくは30〜50重量%の範囲で含む。PTMGの割合が10重量%未満であると相溶性が高すぎて直線引裂き性が得られず、60重量%を超えると共重合ポリエステルと非相溶となり透明性が得られない。PTMGの分子量が5000を超えると共重合ポリエステルとの相溶性が著しく悪化し安定した製膜が不可能となる。PTMGの分子量が500未満であると、共重合ポリエステルとの相溶性が良すぎて直線的な引裂性発現に必要な相分離構造が共重合ポリエステルの海の中に形成できないため好ましくない。
【0026】
なお、本発明におけるポリエーテルエステルエラストマーを構成する結晶性ハードセグメントとしては、例えばポリエチレンテレフタレート、ポリブチレンテレフタレートを用いることができ、ポリブチレンテレフタレートが好ましい。
【0027】
したがって、ポリエーテルエステルエラストマーとして最も好ましいものは、テトラメチレンテレフタレートとポリテトラメチレングリコールとの共重合体である。この共重合体のなかでも、好ましくはポリエーテルエステルエラストマーがポリマー主鎖中にポリテトラメチレングリコールを10〜60重量%含むものを用いる。ここでテトラメチレングリコールは平均分子量は好ましくは500〜5000である。
【0028】
本発明におけるポリエーテルエステルエラストマーは公知の方法で製造することができる。例えばテレフタル酸とブチレングリコールを用いて常法にてポリブチレンテレフタレートの重合反応を行う際に、ポリテトラメチレングリコールを添加することにより得ることができる。
【0029】
[直線引裂性の詳細]
以下、海成分として共重合ポリエステルを用い、島成分としてポリエーテルエステルエラストマーを用いる場合を例に、直線引裂性について説明する。本発明について、フィルムの面内方向において、フィルムの主収縮方向と直角方向(フィルムの長手方向)に沿ってポリエーテルエステルエラストマーの細長い島状分散の長径の方向が並ぶことになり、フィルムの長手方向に直線引裂性を発現する。
【0030】
この機構については、未だ十分に解明できていないが、以下のような機構ではないかと予想される。まず、共重合ポリエステルとポリエーテルエステルエラストマーは非相溶であるため相分離し、この状態は前者が海で後者がその海の中に島状に分散した状態となる。そして、ポリエーテルエステルエラストマーの島状に分散した粒子が、押出し機内でのせん断力によってポリマーの進行方向に細く伸ばされるような大きな変形をうけ、海島構造のポリエーテルエステルエラストマーの島の長径方向は、最終的なポリマーの進行方向であるMD方向に一致した状態となる。また、島の長径方向に沿った直線的な引裂き性が発現する機構については、このMD方向への変形量が本フィルムの製膜時に横延伸で受けるTD方向への変形量よりも大きいことから、長径方向がMD方向に揃ったままとなり、その方向に直交する方向のフィルム内の結合力が弱まるためと考えられる。
【0031】
[引裂強度比]
本発明のフィルムは、フイルムの主収縮方向と直角の方向(フィルムの長手方向)の引裂強度S−MDと、主収縮方向(フィルムの幅方向)の引裂強度S−TDとの比(S−MD/S−TD)が、好ましくは1.0未満、さらに好ましくは0.9未満、特に好ましくは0.8未満である。S−MD/S−TDが1.0を越えるとフイルムの主収縮方向と直角の方向(フィルムの長手方向)の直線引裂性が劣るため好ましくない。すなわち、S−MDがS−TDよりも低い場合にのみ長手方向への直線引裂性が発現することなる。
【0032】
他方、一般の収縮性フィルムは、主収縮方向に高い収縮特性を付与するために、主収縮方向への延伸倍率がその直行する方向よりも高くなる。このため、幅方向に主収縮方向を有する収縮フィルムでは幅方向への分子鎖の配向量が多くなり、幅方向へ引裂強度(S−TD)が低くなる。このことが、長手方向への直線引裂性が劣る原因となっていた。
【0033】
しかるに、本発明のフィルムは先述の通り、長手方向へ揃った島状分散の構造による引裂強度の低下量が幅方向への引裂強度の低下量を上回ることにより、特異な長手方向への直線引裂性を発現する。
【0034】
[温湯中収縮率]
本発明のフィルムは、80℃の温水中で10秒間処理したときの収縮率が、主収縮方向に好ましくは35%以上、さらに好ましくは40%以上である。そして同時に、主収縮方向と直角方向に好ましくは20%以下、さらに好ましくは10%以下である。この範囲の温湯中収縮率を備えることにより、ボトルのラベル用、特にPETボトルのラベルとして用いたときに、ボトルとの高い密着性を得ることができる。
【0035】
[ヘーズ]
本発明のフィルムのヘーズは、好ましくは20%以下、さらに好ましくは15%以下、特に好ましくは10%以下である。20%を超えるとフィルムの透明性が悪くなり商品価値が損なわれる。本発明では、ラベルとして好ましく用いることのできる十分な透明性を備えながら、直線引裂性を備えるフィルムを得ることができる。
【0036】
[結晶融解熱量]
本発明のフィルムの示差走査熱量計により測定した結晶融解熱量ΔHmは、好ましくは20〜60J/g、さらに好ましくは25〜55J/g、特に好ましくは30〜50J/gである。ΔHmはフィルム中の結晶(製膜時の配向結晶および昇温中の冷結晶化)存在量の指標となり、ΔHmが大きいほど結晶の存在量は多いと考えられる。ΔHmが20J/g未満ではフィルムが非晶に近くフィルムの機械的強度の不足が生じることがあり好ましくない。他方、60J/gを超えると結晶化度が高くなりすぎ、収縮特性が低下し易くなるため好ましくない。
【0037】
[滑剤]
本発明のフィルムは滑剤を含有することが好ましい。透明性を維持するために平均粒径2.5μm未満、製膜性や滑り性の観点から平均粒径1.0μm以上の滑剤を含有することが好ましい。滑剤の添加量としては、その粒径にも依存するが、フィルムの巻き取り性および透明性に悪影響を及ぼさない範囲で選択すると良い。滑剤としては無機系、有機系のいずれも用いることができるが、無機系滑剤が好ましい。無機系滑剤としてはシリカ、アルミナ、二酸化チタン、炭酸カルシウムまたは硫酸バリウムが例示でき、有機系滑剤としてはシリコーン粒子が例示できる。
【0038】
[厚み]
本発明のフィルムは、厚みが好ましくは20〜70μm、さらに好ましくは30〜60μm、特に好ましくは35〜55μmである。20μm未満であるとフィルムの腰が弱くなって、ラベル装着時に折れ曲がったりして不良品を発する可能性があり好ましくない。70μmを超えるとフィルムの剛性(腰)が強すぎて、加工時の取り扱いが難しくなり好ましくない。
【0039】
[製造方法]
本発明のフィルムは、例えば次のようにして製造することができる。まず、共重合ポリエステルとポリエーテルエステルエラストマーをチップ状で混合したものを押出機に投入し、加熱溶融した後、Tダイのダイオリフィスからシート状に押し出し吐出する。ダイオリフィスから吐出された軟化状態にあるシートは、冷却ドラムに密着して巻きつけられて冷却される。続いて、得られた未延伸シートを90〜130℃の温度で予熱後、60〜80℃の温度にて3.0〜5.0倍の延伸倍率で横一軸延伸する。延伸温度が60℃未満であると均質な延伸フィルムを得ることができない場合があり、80℃を超えると、共重合ポリエステルの結晶化が促進されて熱収縮率が低くなる場合がある。また、延伸倍率が3.0倍未満であると強度が小さく、チューブ状に折り畳んだときにピンホールが発生しやすく、5.0倍を超えると熱収縮率が低くなり好ましくない。また、未延伸シートと横延伸の間で、縦延伸をしても構わない。この場合、延伸温度は70〜130℃の温度にて1.1〜5.0倍の延伸倍率で延伸され、その直後に40℃以下の温度へ冷却すればよい。延伸されたフィルムは、70〜90℃の温度で熱処理される。熱処理温度が70℃より低いとフィルムの寸法安定性が悪化し、印刷工程や輸送工程、あるいは経時でフィルムが変形する原因となる場合があり、また、90℃より高いとフィルムの熱収縮率が低下し過ぎる。なお、延伸方法としては、チューブラー法、ロールとテンターによる延伸方法のいずれでもよい。
【0040】
本発明のフィルムには、コロナ放電処理、表面硬化処理、メッキ処理、着色処理、あるいは各種のコーティング処理による表面処理を付与してもよい。
【実施例】
【0041】
以下に、実施例を掲げて本発明をさらに説明する。なお、各特性の測定および評価は以下の方法に従った。なお、フィルムの長手方向をMD方向といい、MD方向と直交する方向をTD方向という場合がある。
【0042】
(1)ポリテトラメチレングリコールの平均分子量
塩化メチレン溶液中(25℃)で固有粘度([η])を測定し、固有粘度から以下のSchnellの式を用いて平均分子量を算出した。
Mv=[log([η]/1.23×10−4)]/0.83
【0043】
(2)フィルム厚み
打点式フィルム厚み計(Anritsu、K402B)を用い、フィルム幅方向の任意の場所50箇所、フィルム幅の中心付近の長手方向で任意の場所50箇所について厚みを測定し、全100箇所の数平均値をフィルム厚みとした。
【0044】
(3)ヘーズ
JIS K7105の測定法Aに準じて測定した。
【0045】
(4)熱収縮率
JIS−Z1709に従い、80℃の温水中で10秒間処理した際の主収縮方向および主収縮方向と直角方向の温湯中熱収縮率を測定した。各々N=3の平均値を測定値とした。なお、フィルム平面方向の測定を行い、最も収縮の大きい方向を主収縮方向とした。
【0046】
(5)結晶融解熱量(ΔHm)
DuPont Instruments910型DSCを用い、サンプル量20mgについて昇温速度20℃/分で290℃まで昇温させた時の結晶融解ピーク面積を読み取り結晶融解熱量を求めた。測定は合計5回行い、その平均値を結晶融解熱量の測定値した。
【0047】
(6)引裂強度比
東洋精機(株)製軽荷重引裂試験機を用い、測定方向について長さ63.5mm、幅50mmに裁断したサンプルについて測定を行い、得られた長手方向の引裂強度(S−MD)と幅方向の引裂強度(S−TD)より、その比率(S−MD/S−TD)を求めた。
【0048】
(7)直線引裂性
フィルムのMD方向を、フィルムから切り出す短冊の長辺に合わせ、4cm×30cmの短冊を切り出した。この短冊の短辺中心に切れ目を入れて、該切れ目より2つに引裂 いたときの、引裂き開始位置から短冊の短辺方向におけるずれを測定した。そして、該ずれを短冊の長辺の長さ(30cm)で割った値(図1において(b−a)cm/30cm×100)が5%未満のもの合格とし、各水準ごとに10個の短冊を測定し、その結果から、以下の基準で判断した。
○:10個中8個以上が合格する良好な直線引裂性
×:10個中7個以下しか合格しない乏しい直線引裂性
【0049】
(8)海島構造の有無
フィルムを包埋カプセルに固定後、エポキシ樹脂を用いて包埋し、ミクロトーム(Reichert-Jung製、UlTRACUT)にて長手断面、巾断面を50μm厚に薄切りしたサンプルを、3.2%オスミウム酸・60℃・2hrの条件で蒸気染色を行った後、透過電子顕微鏡(トプコン製、LEM−2000)によって加速電圧100kVで45000倍にて撮影した。海島構造が観察できるものを○、観察できないものを×として評価した。
【0050】
[実施例1]
ジメチルテレフタレート、エチレングリコールおよび表1に記載の共重合成分を原料として、テトラブトキシチタンをエステル交換触媒、二酸化ゲルマニウムを重合触媒、正リン酸を安定剤として用い、常法により固有粘度(o−クロロフェノール、35℃)0.71の共重合ポリエチレンテレフタレート(以下「Co−PET」と表記することがある)を製造した。なお、この重合工程にて、平均粒径1.5μmの球状シリカ粒子を滑剤として添加した。
【0051】
また、ハードセグメントとしてジメチルテレフタレートとテトラメチレングリコールを原料とし、テトラブトキシチタンをエステル交換触媒、二酸化ゲルマニウムを重合触媒とし、重合時にソフトセグメントとして表1に示す平均分子量および添加量のポリテトラメチレングリコール(以下「PTMG」と表記することがある)を添加することで、表1に示す分子量のポリエーテルエステルエラストマー(以下「PEE」と表記することがある)を得た。
【0052】
上記の共重合ポリエチレンテレフタレートとポリエーテルエステルエラストマーを表1に示す比率(wt%)でチップ状態でブレンドしたものを120℃で5時間乾燥した後、押出機ホッパーに供給して溶融温度270℃で溶融し、ダイを用いて表面温度20℃の冷却ドラム上に押出して急冷し未延伸フィルムを得た。
【0053】
この未延伸フィルムをステンターに供給し、表1に示す延伸温度、延伸倍率にて製膜方向に直交する方向(TD方向)に延伸し、その後65℃にて熱固定を行い一軸延伸ポリエステルフィルムを得た。なお、延伸倍率1.0は実質延伸していないことを示す。なお、得られた一軸延伸ポリエステルフィルムは、平均粒径1.5μmの球状シリカ粒子をフィルム重量100重量%あたり0.04重量%滑剤として添加されている。なお、表1中のPTMG含有量はPEE中のポリテトラメチレングリコールの含有量を示す。
【0054】
得られた一軸延伸ポリエステルフィルムに常法により裏印刷を付し、チューブ状に加工し、長手方向に2本のミシン目を入れ、所望の長さに切断した後、500ml丸型ペットボトル(コカコーラナショナルビバレッジ製爽健美茶で使用のもの)に挿入し、80℃湯中に10秒浸漬させて収縮させてラベルとした。このラベルをミシン目より手で各々10本ずつ切断したところ、引裂く感触が軽く、その優れた直線引裂性によって10本共に切断なくラベルを剥がすことができた。また、図2のようにノッチの形状を付与することによりミシン目をなくしても長手方向に開封性が良好なラベルを得ることができた。
【0055】
[実施例2および4]
表1に示す条件にて製膜方向に縦延伸(MD方向)を行ない、続けて直ぐに25℃の金属ロールにて冷却を行なった上でステンターでの横延伸を行なった他は実施例1と同様にして二軸延伸ポリエステルフィルムを得た。得られた二軸延伸ポリエステルフィルムの特性を表1に示す。
【0056】
[実施例3および5]
表1に記載の条件をとる以外は実施例1と同様にして一軸延伸ポリエステルフィルムを得た。
【0057】
[比較例2、4、5、6、9および10]
表1に記載の条件をとる以外は実施例1と同様にして一軸延伸ポリエステルフィルムを得た。
【0058】
[参考例1、3、7および8]
表1に記載の条件をとる以外は実施例1と同様にして一軸延伸ポリエステルフィルムを得た。
【0059】
【表1】
【0060】
本発明の実施例1〜5の延伸ポリエステルフィルムは、PEEの細長い島状構造のサイズがいずれもMD方向に0.5〜2.4μm、TD方向に0.2〜0.3μmとMD方向に伸びた平板状であり、長手方向(MD方向)に良好な引裂直線性を有した上でヘーズも低く透明であり、かつ熱収縮ラベルに必要な良好な収縮特性をも有するものであった。
【0061】
これに対して、PEEの割合が過度に多い参考例1のフィルム、分子量が過度に大きいPTMG単位を含有したPEEを用いた比較例7のフィルムおよびPEEの割合が過度に多い参考例8では、PETの海の中のPEEの細長い島状構造のサイズがいずれもMD方向に7.0〜20.0μ、TD方向に2.0〜3.9μmと大きくなり過ぎて透明性が悪化した。他方、PEEの割合が過度に少ない比較例2のフィルム、ソフトセグメントであるPTMGを含有していないPEE(即ちホモのPBT)あるいはPTMGの含有量の少な過ぎるPEEをブレンドした比較例5のフィルムおよび比較例9のフィルム、さらにPTMGの分子量が小さ過ぎる比較例6のフィルムでは、PETの海の中にPEEの細長い島状構造が明確に観察されず、海島間の相溶性が高過ぎるか島状構造を十分に形成できないため引裂き直線性が悪かった。またCo−PETにホモのポリエチレンテレフタレートを使用した参考例3のフィルムでは結晶性が高過ぎて熱収縮フィルムに十分に良好な収縮特性が得られなかった。またCo−PET中の共重合成分の比率が高過ぎた比較例4のフィルムはその機械強度が低すぎてフィルムが切断してしまい延伸フィルムが製膜できなかった。
【0062】
[比較例10]
PEEを添加しなかった以外は、実施例1と同様にして一軸延伸ポリエステルフィルムを得た。得られた一軸延伸ポリエステルフィルムの特性を表1に示す。このフィルムでは島状構造がまったく無いために引裂直線性は悪かった。
【0063】
得られた一軸延伸ポリエステルフィルムに常法により裏印刷を付し、チューブ状に加工し、長手方向に2本のミシン目を入れ、所望の長さに切断した後、500ml丸型ペットボトル(コカコーラナショナルビバレッジ製爽健美茶で使用のもの)に挿入し、80℃湯中に10秒浸漬させて収縮させてラベルとした。このラベルをミシン目より手で各々10本ずつ切断したところ、引裂く感触が重く、途中で切断してしまうものが5本生じた。また、図2のようにノッチの形状を付与してもミシン目をなくしては引裂途中でTD方向へ裂けてしまうため、開封性が不良であった。
【産業上の利用可能性】
【0064】
本発明の熱収縮包装用フィルムは、優れた透明性を有するため、常法により裏印刷してチューブ状に加工し、所望の長さに切断した後、例えばペットボトル、アルミボトル缶、弁当トレーや惣菜トレーなどの収縮ラベルとして使用することができる。
【0065】
このようなラベルとすると、ミシン目をラベルに付与した場合には優れたミシン目カット性を示すし、必要によりノッチを付与することによりミシン目をなくしても、直線引裂性が良好なラベルを得ることができる。
【0066】
また、例えばビールなどのように外部から進入する光線により劣化しやすい内容物であっても、ミシン目を無くすことができるため、遮光性フィルムを用いて外部からの光線遮蔽することができ、内容物保護性に優れたラベルを得ることができる。
【図面の簡単な説明】
【0067】
【図1】直線引裂性の評価における短冊状サンプルの引裂きの一例である。
【図2】ミシン目なし引裂性の評価におけるサンプルのノッチ部である。
【符号の説明】
【0068】
a 直線引裂性の評価における短冊状サンプルの端から引裂き開始点までの距離
b 直線引裂性の評価における短冊状サンプルの端から引裂き終了点までの距離
【特許請求の範囲】
【請求項1】
主としてポリエステルからなり主収縮方向と直角方向に直線引裂性を有することを特徴とする熱収縮包装用フィルム。
【請求項2】
80℃の温水中で10秒間処理したときの収縮率が主収縮方向に35%以上であり主収縮方向と直角方向に20%以下である、請求項1記載の熱収縮包装用フィルム。
【請求項3】
フィルムのヘーズが20%以下である、請求項1記載の熱収縮包装用フィルム。
【請求項4】
フイルムの主収縮方向と直角の方向(フィルムの長手方向)の引裂強度S−MDと、主収縮方向(フィルムの幅方向)の引裂強度S−TDとの比(S−MD/S−TD)が1.0未満である、請求項1記載の熱収縮包装用フィルム。
【請求項5】
フィルムが海島構造を有する延伸フィルムであり、海成分は共重合ポリエチレンテレフタレート、島成分はポリエーテルエステルエラストマーである、請求項1記載の熱収縮包装用フィルム。
【請求項6】
海成分はフィルムの重量100重量%あたり95〜70重量%を占め、島成分は5〜30重量%を占める、請求項5記載の熱収縮包装用フィルム。
【請求項7】
共重合ポリエチレンテレフタレートが、イソフタル酸および/または2,6−ナフタレンジカルボン酸を共重合成分として合計5〜40モル%含む、請求項5記載の熱収縮包装用フィルム。
【請求項8】
ポリエーテルエステルエラストマーがテトラメチレンテレフタレートとポリテトラメチレングリコールとの共重合体である、請求項5記載の熱収縮包装用フィルム。
【請求項9】
ポリエーテルエステルエラストマーがその主鎖中に平均分子量500〜5000のポリテトラメチレングリコールを10〜60重量%含む、請求項5記載の熱収縮包装用フィルム。
【請求項10】
請求項1〜9のいずれかに記載の熱収縮包装用フィルムからなるラベル。
【請求項1】
主としてポリエステルからなり主収縮方向と直角方向に直線引裂性を有することを特徴とする熱収縮包装用フィルム。
【請求項2】
80℃の温水中で10秒間処理したときの収縮率が主収縮方向に35%以上であり主収縮方向と直角方向に20%以下である、請求項1記載の熱収縮包装用フィルム。
【請求項3】
フィルムのヘーズが20%以下である、請求項1記載の熱収縮包装用フィルム。
【請求項4】
フイルムの主収縮方向と直角の方向(フィルムの長手方向)の引裂強度S−MDと、主収縮方向(フィルムの幅方向)の引裂強度S−TDとの比(S−MD/S−TD)が1.0未満である、請求項1記載の熱収縮包装用フィルム。
【請求項5】
フィルムが海島構造を有する延伸フィルムであり、海成分は共重合ポリエチレンテレフタレート、島成分はポリエーテルエステルエラストマーである、請求項1記載の熱収縮包装用フィルム。
【請求項6】
海成分はフィルムの重量100重量%あたり95〜70重量%を占め、島成分は5〜30重量%を占める、請求項5記載の熱収縮包装用フィルム。
【請求項7】
共重合ポリエチレンテレフタレートが、イソフタル酸および/または2,6−ナフタレンジカルボン酸を共重合成分として合計5〜40モル%含む、請求項5記載の熱収縮包装用フィルム。
【請求項8】
ポリエーテルエステルエラストマーがテトラメチレンテレフタレートとポリテトラメチレングリコールとの共重合体である、請求項5記載の熱収縮包装用フィルム。
【請求項9】
ポリエーテルエステルエラストマーがその主鎖中に平均分子量500〜5000のポリテトラメチレングリコールを10〜60重量%含む、請求項5記載の熱収縮包装用フィルム。
【請求項10】
請求項1〜9のいずれかに記載の熱収縮包装用フィルムからなるラベル。
【図1】

【図2】

【図2】
【公開番号】特開2006−212926(P2006−212926A)
【公開日】平成18年8月17日(2006.8.17)
【国際特許分類】
【出願番号】特願2005−27677(P2005−27677)
【出願日】平成17年2月3日(2005.2.3)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
【公開日】平成18年8月17日(2006.8.17)
【国際特許分類】
【出願日】平成17年2月3日(2005.2.3)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
[ Back to top ]