
熱収縮性ポリエステル系フィルム、およびその製造方法
【課題】軽量で美観に優れ、印刷や加工を施さなくとも光線カット性を有し、印刷を施した場合にも優れた美観を有し、主収縮方向である長手方向への収縮性が高く、幅方向における機械的強度が高い上、製造されたフィルムロールにシワが入りにくく、ミシン目開封性が良好な熱収縮性ポリエステルフィルムを提供すること。
【解決手段】白色度が70以上又は/及び空洞を有し、主収縮方向が長手方向になっており、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率がそれぞれ所定の範囲である熱収縮性ポリエステル系フィルム。
【解決手段】白色度が70以上又は/及び空洞を有し、主収縮方向が長手方向になっており、90℃の温水中で10秒間処理した場合における長手方向の湯温熱収縮率、90℃の温水中で10秒間処理した場合における幅方向の湯温熱収縮率がそれぞれ所定の範囲である熱収縮性ポリエステル系フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱収縮性ポリエステル系フィルム、およびその製造方法に関するものであり、詳しくは、光線カット性を有し、ラベル用途に好適な熱収縮性ポリエステル系フィルム、およびその製造方法に関するものである。
【背景技術】
【0002】
近年、包装品の外観向上のための外装、内容物の直接的な衝突を避けるための包装、ガラス瓶またはプラスチックボトルの保護と商品の表示を兼ねたラベル包装等の用途に、各種の樹脂からなる熱収縮プラスチックフィルムが広範に使用されている。それらの熱収縮プラスチックフィルムの内、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等からなる延伸フィルムは、ポリエチレンテレフタレート(PET)容器、ポリエチレン容器、ガラス容器等の各種の容器において、ラベルやキャップシールあるいは集積包装の目的で使用される。
【0003】
ところが、ポリ塩化ビニル系フィルムは、収縮特性には優れるものの、耐熱性が低い上に、焼却時に塩化水素ガスを発生したり、ダイオキシンの原因となる等の問題がある。また、ポリ塩化ビニル系樹脂フィルムをPET容器等の収縮ラベルとして用いると、容器をリサイクル利用する際に、ラベルと容器を分離しなければならない、という問題もある。一方、ポリスチレン系フィルムは、収縮後の仕上がり外観性が良好であるものの、耐溶剤性に劣るため、印刷の際に特殊な組成のインキを使用しなければならない、という不具合がある。また、ポリスチレン系フィルムは、高温で焼却する必要がある上に、焼却時に異臭を伴って多量の黒煙が発生するという問題がある。
【0004】
それゆえ、耐熱性が高く、焼却が容易であり、耐溶剤性に優れたポリエステル系フィルムが、収縮ラベルとして広汎に利用されるようになってきており、PET容器の流通量の増大に伴って、使用量が増加している傾向にある。
【0005】
また、通常の熱収縮性ポリエステル系フィルムとしては、幅方向に大きく収縮させるものが広く利用されている。そのように幅方向が主収縮方向である熱収縮性ポリエステル系フィルムは、幅方向への収縮特性を発現させるために幅方向に高倍率の延伸が施されているが、主収縮方向と直交する長手方向に関しては、低倍率の延伸が施されているだけであることが多く、延伸されていないものもある。そのように、長手方向に低倍率の延伸を施したのみのフィルムや、幅方向のみしか延伸されていないフィルムは、長手方向の機械的強度が劣るという欠点がある。
【0006】
また、ボトルのラベルは、環状にしてボトルに装着した後に周方向に熱収縮させなければならないため、幅方向に熱収縮する熱収縮性フィルムをラベルとして装着する際には、フィルムの幅方向が周方向となるように環状体を形成した上で、その環状体を所定の長さ毎に切断してボトルに装着しなければならない。したがって、幅方向に熱収縮する熱収縮性フィルムからなるラベルを高速でボトルに装着するのは困難である。それゆえ、最近では、フィルムロールから直接ボトルの周囲に巻き付けて装着すること(所謂、ラップ・ラウンド)が可能な長手方向に熱収縮するフィルムが求められている。さらに、近年では、お弁当等の合成樹脂製の片開き容器の周囲を帯状のフィルムで覆うことによって容器を閉じた状態で保持するラッピング方法が開発されており、長手方向に収縮するフィルムは、そのような包装用途にも適している。したがって、長手方向に収縮するフィルムは、今後、需要が飛躍的に増大するものと見込まれている。
【0007】
上記したような主収縮方向と直交する方向における機械的強度の不具合を解消するとともに、長手方向へ収縮する機能を発現させるべく、未延伸フィルムを長手方向(縦方向ともいう)、幅方向(横方向ともいう)にそれぞれ2.0〜5.0倍延伸した後に長手方向に1.1倍以上再延伸することによって、長手方向への収縮性を発現させるとともに、長手方向のヤング率および幅方向のヤング率をともに所定の値以上となるように調整した熱収縮性ポリエステルフィルムが知られている(特許文献1)。
【特許文献1】特開平8−244114号公報
【0008】
また、このような熱収縮性ポリエステルフィルムがPETボトルのラベル用として使用され、PETボトルがリサイクルされる場合に、これらラベルと分別する必要がある。ボトルとラベルを分別する方法の一つとして、両者を混合したまま粉砕し、それを水中にて攪拌することにより分別する方法がある。この方法を採用する場合にボトルの主原料であるPETは比重が約1.4なので、ラベル用の樹脂はそれ以下にする必要がある。その方法としてはラベル用のポリエステル樹脂そのものを下げることは困難である。そのためフィルム内部に空洞を多数含有させ見かけ密度を下げる方法が考えられている(特許文献2及び3参照)。しかし、これらのフィルムは以下の問題があった。
イ.空洞を設けることにより表面の荒れが大きくなり、印刷したラベルの外観が不良となり美観が損なわれる。
ロ.白色度が不足、または全光線透過率が高すぎたため、内容物が透けて見えたり、表印刷したラベルの外観が不良となり美観が損なわれる。
ハ.両面の粗さのバランスが悪く、美観と装着性が両立されていない。
ニ.収縮後の見かけ比重が高く、ボトルとの比重差による分別回収が困難である。
ホ.溶剤や膨潤剤による接着ができなかったため、接合部の外観不良や作業性の悪さがある。
【特許文献2】特公平7−33063号公報
【特許文献3】特開平5−111960号公報
【0009】
また最近は、容器の内容物の紫外線からの保護を目的として収縮ラベルを使用するケースが増えている。具体的なカット性は内容物によって異なるが、食品・飲料の場合、長波長領域の紫外線である360nm〜400nmの波長で内容物の変質や着色等が起こるため長波長領域、特に380nm及び400nmのカット性が重要である。しかしながら、従来の熱収縮性ポリエステル系フィルムでは上記の長波長領域の紫外線をカットするものはなかった。
【0010】
また、従来、これらの熱収縮性フィルムを使用する場合は、通常ラベルの内側に図柄印刷した後に白色印刷を施している。印刷インキの厚みは通常3μm程度であり光線遮断をするには充分で無かった。さらに、白色印刷を2回実施する方法で光線遮断を試みているが、品質要因(インキの厚みによる収縮特性の変化等)や納期及びコスト的にも不利であった。
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、上記した特許文献1の熱収縮性ポリエステルフィルムは、長手方向、幅方向の機械的強度が良好であるものの、工業的な製品とした場合の諸特性や包装体として用いた場合の特性が必ずしも十分であるとはいえない。すなわち、本発明者らが、特許文献1の熱収縮性ポリエステルフィルムを得るべく、パイロットプラント(フィルム幅=1.5m)で追試を行ったところ、得られた特許文献1の熱収縮性ポリエステルフィルムは、長手方向、幅方向においてある程度の機械的強度を発現するものの、製造されたロール状のフィルムにおいて巻き締まりが起こり、フィルムロールにシワが入り易い、という不具合があることが分かった。さらに、上記追試により得られた熱収縮性ポリエステルフィルムは、主収縮方向と直交するミシン目に沿って引き裂く場合の引き裂き性(いわゆるミシン目開封性)が悪い、ということも分かった。また、主収縮方向である長手方向への収縮性が必ずしも十分であるとはいえず、幅広い包装に適応できるものではないことが分かった。
【0012】
本発明の目的は、上記特許文献1の熱収縮性ポリエステルフィルムが有する問題点を解消し、主収縮方向と直交する幅方向における機械的強度が高い上、製造されたロール状のフィルムにおいて巻き締まりが起こらず、フィルムロールにシワが入りにくく、ミシン目開封性が良好な熱収縮性ポリエステルフィルムを提供することにある。さらに、上記特性に加え、主収縮方向である長手方向への収縮性が高く、高収縮率を要求される用途にも適応できる熱収縮性ポリエステルフィルムを提供することにある。
【0013】
また、本発明の目的は、軽量で美観に優れ、印刷や加工を施さなくとも光線カット性を有し、印刷を施した場合にも優れた美観を有する熱収縮性ポリエステル系フィルムを提供することにある。
【課題を解決するための手段】
【0014】
即ち、本発明は以下の構成よりなる。
1. エチレンテレフタレートを主たる構成成分とし、全ポリエステル樹脂成分中において非晶質成分となりうる1種以上のモノマー成分を10モル%以上含有しているとともに、一定幅の長尺状に形成されており、主収縮方向が長手方向である熱収縮性ポリエステル系フィルムであって、
下記要件(1)〜(4)を満たすことを特徴とする熱収縮性ポリエステル系フィルム。(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が15%以上80%以下であること
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の湯温熱収縮率が0%以上17%以下であること
(3)80℃の温水中で長手方向に10%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が100N/mm以上300N/mm以下であること
(4)白色度が70以上又は/及び空洞を有すること
2. 全ポリステル樹脂成分中における非晶質成分となりうるモノマーの主成分が、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸の内のいずれかであることを特徴とする上記第1に記載の熱収縮性ポリエステル系フィルム。
3. 80℃の温水中で長手方向に10%収縮させた後に長手方向および幅方向のエルメンドルフ引裂荷重を測定した場合におけるエルメンドルフ比が0.15以上1.5以下であることを特徴とする上記第1又は第2に記載の熱収縮性ポリエステル系フィルム。
4. 上記第1〜第3のいずれかに記載の熱収縮性ポリエステル系フィルムを連続的に製造するための製造方法であって、
未延伸フィルムを、テンター内で幅方向の両端際をクリップによって把持した状態でTg+5℃以上Tg+40℃以下の温度で幅方向に2.5倍以上6.0倍以下の倍率で延伸した後、積極的な加熱操作を実行しない中間ゾーンを通過させた後に、100℃以上170℃以下温度で1.0秒以上10.0秒以下の時間に亘って熱処理し、しかる後、フィルムの表面温度が30℃以上70℃以下まで冷却した後、Tg+5℃以上Tg+80℃以下の温度で長手方向に2.0倍以上7倍以下の倍率で延伸し、しかる後、30℃/秒以上70℃/秒以下の冷却速度でフィルムの表面温度が45℃以上75℃以下となるまで冷却することを特徴とする熱収縮性ポリエステル系フィルムの製造方法。
【発明の効果】
【0015】
本発明の熱収縮性ポリエステル系フィルムは、主収縮方向と直交する幅方向における機械的強度も高い上、製造されたロール状のフィルムにおいて巻き締まりが起こらず、フィルムロールにシワが入りにくく、ミシン目開封性が良好である。加えて主収縮方向である長手方向への収縮性が高い。したがって、本発明の熱収縮性ポリエステル系フィルムは、ボトル等の容器のラベルとして好適に用いることができ、ボトル等の容器に短時間の内に非常に効率良く装着することが可能となる上、装着後に熱収縮させた場合に、熱収縮によるシワや収縮不足のきわめて少ない良好な仕上がりを発現させることができる。加えて、装着されたラベルは、非常に良好なミシン目開封性を発現するものとなる。
【0016】
また、本発明の熱収縮性ポリエステル系フィルムは、軽量で美観に優れ、印刷や加工を施さなくとも光線カット性を有し、印刷を施した場合にも優れた美観を有する熱収縮性ポリエステル系フィルムが得られる。
【0017】
従って、ラベル用、特に商品価値の高いラベル用の熱収縮性ポリエステル系フィルムとして極めて有用である。
【発明を実施するための最良の形態】
【0018】
本発明で使用するポリエステルを構成するジカルボン酸成分としては、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、オルトフタル酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、および脂環式ジカルボン酸等を挙げることができる。
【0019】
脂肪族ジカルボン酸(たとえば、アジピン酸、セバシン酸、デカンジカルボン酸等)を含有させる場合、含有率は3モル%未満であることが好ましい。これらの脂肪族ジカルボン酸を3モル%以上含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムでは、高速装着時のフィルム腰が不十分となる。
【0020】
また、3価以上の多価カルボン酸(たとえば、トリメリット酸、ピロメリット酸およびこれらの無水物等)を含有させないことが好ましい。これらの多価カルボン酸を含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムでは、必要な高収縮率を達成しにくくなる。
【0021】
本発明で使用するポリエステルを構成するジオール成分としては、エチレングリコール、1−3プロパンジオール、1−4ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環式ジオール、ビスフェノールA等の芳香族系ジオール等を挙げることができる。
【0022】
本発明の熱収縮性ポリエステル系フィルムに用いるポリエステルは、1,4−シクロヘキサンジメタノール等の環状ジオールや、炭素数3〜6個を有するジオール(たとえば、1−3プロパンジオール、1−4ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等)のうちの1種以上を含有させて、ガラス転移点(Tg)を60〜80℃に調整したポリエステルが好ましい。
【0023】
また、本発明の熱収縮性ポリエステル系フィルムに用いるポリエステルは、全ポリステル樹脂中における多価アルコール成分100モル%中の非晶質成分となりうる1種以上のモノマー成分の合計が10モル%以上であることが必要であり、15モル%以上であることが好ましく、17モル%以上であることがより好ましく、特に20モル%以上であることが好ましい。ここで、非晶質成分となりうるモノマーとしては、たとえば、ネオペンチルグリコール、1,4−シクロヘキサンジオールやイソフタル酸を挙げることができる。
【0024】
本発明の熱収縮性ポリエステル系フィルムに用いるポリエステル中には、炭素数8個以上のジオール(たとえばオクタンジオール等)、または3価以上の多価アルコール(たとえば、トリメチロールプロパン、トリメチロールエタン、グリセリン、ジグリセリン等)を、含有させないことが好ましい。これらのジオール、または多価アルコールを含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムでは、必要な高収縮率を達成しにくくなる。
【0025】
又、フィルムの易滑性を向上させるために、有機滑剤、無機の滑剤等の微粒子を含有せしめることも好ましい。又、必要に応じて安定剤、着色剤、酸化防止剤、消泡剤等の添加剤を含有するものであつても良い。滑り性を付与する微粒子としては、カオリン、クレー、炭酸カルシウム、酸化ケイ素、テレフタル酸カルシウム、酸化アルミニウム、酸化チタン、リン酸カルシウム、フツ化リチウム等の公知の不活性外部粒子、ポリエステル樹脂の溶融製膜に際して不溶な高融点有機化合物、架橋ポリマー及びポリエステル合成時に使用する金属化合物触媒、たとえばアルカリ金属化合物、アルカリ土類金属化合物などによつてポリエステル製造時に、ポリマー内部に形成される内部粒子であることができる。
【0026】
フィルム中に含まれる該微粒子は0.005〜0.9重量%、平均粒径としては0.001〜3.5μmである。本発明のポリエステルの極限粘度は好ましくは0.50以上、更に好ましくは0.60以上、特に好ましくは0.65以上である。ポリエステルの極限粘度が0.50未満であると結晶性が高くなり、十分な収縮率が得られなくなり、好ましくない。
【0027】
本発明において、適度な白色度を得るためには、例えば、内部に微細な空洞を含有させることが好ましい。例えば発泡材などを混合して押出してもよいが、好ましい方法としてはポリエステル中に非相溶な熱可塑性樹脂を混合し少なくとも1軸方向に延伸することにより、空洞を得ることである。本発明に用いられるポリエステルに非相溶の熱可塑性樹脂は任意であり、ポリエステルに非相溶性のものであれば特に制限されるものではない。具体的には、ポリスチレン系樹脂、ポリオレフィン系樹脂、ポリアクリル系樹脂、ポリカーボネート樹脂、ポリスルホン系樹脂、セルロース系樹脂などがあげられる。特に空洞の形成性からポリスチレン系樹脂あるいはポリメチルペンテン、ポリプロピレンなどのポリオレフィン系樹脂が好ましい。
【0028】
ポリスチレン系樹脂とは、ポリスチレン構造を基本構成要素として含む熱可塑性樹脂を指し、アタクティックポリスチレン、シンジオタクティックポリスチレン、アイソタクティックポリスチレン等のホモポリマーの外、その他の成分をグラフトあるいはブロック共重合した改質樹脂、例えば耐衝撃性ポリスチレン樹脂や変性ポリフェニレンエーテル樹脂等、更にはこれらのポリスチレン系樹脂と相溶性を有する熱可塑性樹脂例えばポリフェニレンエーテルとの混合物を含む。
【0029】
また、ポリメチルペンテン系樹脂とは、80モル%以上、好ましくは90モル%以上が4−メチルペンテン−1から誘導される単位を有するポリマーであり、他の成分としてはエチレン単位、プロピレン単位、ブテン−1単位、3−メチルブテン−1等からの誘導単位が例示される。かかるポリメチルペンテンのメルトフローレートは200g/10分以下であることが好ましく、更に好ましくは30g/10分以下である。これは、メルトフローレートが200g/10分を超える場合には、フィルムの軽量化効果を得にくくなるからである。
【0030】
また、本発明におけるポリプロピレン系樹脂としては、アイソタクティックポリプロピレン、シンジオタクティックポリプロピレン等のホモポリマーの外、その他の成分をグラフトあるいはブロック共重合した改質樹脂も含まれる。
【0031】
前記ポリエステルと非相溶な樹脂を混合してなる重合体混合物の調製にあたっては、たとえば、各樹脂のチップを混合し押出機内で溶融混練した後押出してもよいし、予め混練機によって両樹脂を混練したものを更に押出機より溶融押出ししてもよい。また、ポリエステルの重合工程においてポリスチレン系樹脂を添加し、攪拌分散して得たチップを溶融押出してもかまわない。
【0032】
本発明におけるフィルムは内部に多数の空洞を含有する層Aの少なくとも片面にA層よりも空洞の少ない層Bを設けることが好ましい。この構成にするためには異なる原料をA、Bそれぞれ異なる押出機に投入、溶融し、T−ダイの前またはダイ内にて溶融状態で貼り合わせ、冷却ロールに密着固化させた後、後に述べる方法で延伸することが好ましい。このとき、原料としてB層の非相溶な樹脂はA層よりも少ないことが好ましい。こうすることによりB層の空洞が少なく、また表面の荒れが少なくなり、印刷の美観を損なわないフィルムとなる。また、フィルム中に空洞が多数存在しない部分が存在するため、フィルムの腰が弱くならず装着性に優れるフィルムとなる。
【0033】
また、本発明の熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから、下式1により算出したフィルムの長手方向の熱収縮率(すなわち、90℃の湯温熱収縮率)が、15%以上80%以下であることが好ましい。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) ・・式1
【0034】
90℃における長手方向の湯温熱収縮率が15%未満であると、ラベルとして使用する場合に、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の湯温熱収縮率が80%を上回ると、ラベルとして用いて場合に熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまったりするので好ましくない。なお、90℃における長手方向の湯温熱収縮率の下限値は、20%以上であると好ましく、25%以上であるとより好ましく、30%以上であると特に好ましい。また、90℃における長手方向の湯温熱収縮率の上限値は、75%以下であると好ましく、70%以下であるとより好ましく、65%以下であると特に好ましい。
【0035】
また、本発明のフィルムを、予め主収縮方向を円周方向とする筒状のラベルを形成した後にボトルに嵌め込む(ボトル等の周囲に装着する)場合には、90℃における長手方向の湯温熱収縮率が40%以上80%以下であると好ましい。上記の如く予め主収縮方向を円周方向とする筒状のラベルを形成した後にボトルに嵌め込む場合において、90℃における長手方向の湯温熱収縮率が40%以下であると、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の湯温熱収縮率が80%を上回ると、ラベルとして用いて場合に熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまったりするので好ましくない。なお、予め主収縮方向を円周方向とする筒状のラベルを形成した後にボトルに嵌め込む場合には、90℃における長手方向の湯温熱収縮率の下限値は、45%以上であると好ましく、50%以上であるとより好ましく、55%以上であると特に好ましい。また、90℃における長手方向の湯温熱収縮率の上限値は、75%以下であると好ましく、70%以下であるとより好ましく、65%以下であると特に好ましい。以下、上記のような、90℃における長手方向の湯温熱収縮率が40%以上80%以下のフィルムが適する筒状体嵌め込み等の用途を高収縮用途と称することがある。
【0036】
また、本発明のフィルムをラップ・ラウンド方式により、フィルムロールから直接ボトルの周囲に巻き付けて装着する場合には、90℃における長手方向の湯温熱収縮率が15%以上40%未満であると好ましい。90℃における長手方向の湯温熱収縮率が15%未満であると、収縮量が小さいために、ラベルとして胴巻き方式で巻き付けた後の熱収縮時にシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の湯温熱収縮率が40%以上であると、ラベルとして胴巻き方式で巻き付けた後の熱収縮時に収縮歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまうので好ましくない。なお、90℃における長手方向の湯温熱収縮率の下限値は、17%以上であると好ましく、19%以上であるとより好ましく、21%以上であると特に好ましい。また、90℃における長手方向の湯温熱収縮率の上限値は、38%以下であると好ましく、36%以下であるとより好ましく、34%以下であると特に好ましい。以下、上記のような用途をラップラウンド用途と称することがある。
【0037】
また、本発明の熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから、上式1により算出したフィルムの幅方向の湯温熱収縮率が、0%以上17%以下であることが好ましい。
【0038】
90℃における幅方向の湯温熱収縮率が0%未満であると、ボトルのラベルとして使用する際に良好な収縮外観を得ることができないので好ましくなく、反対に、90℃における幅方向の湯温熱収縮率が17%を上回ると、ラベルとして用いた場合に熱収縮時に収縮に歪みが生じ易くなるので好ましくない。なお、90℃における幅方向の湯温熱収縮率の上限値は、15%以下であると好ましく、14%以下であるとより好ましく、13%以下であるとさらに好ましく、12%以下であると特に好ましく、最も好ましくは11%以下である。なお、原料であるポリエステル系樹脂の本質的な特性を考慮すると、90℃における幅方向の温湯熱収縮率の下限値は、0%程度であると考えている。
【0039】
また、本発明の熱収縮性ポリエステル系フィルムは、80℃の温水中で長手方向に10%収縮させた後に、以下の方法で単位厚み当たりの幅方向の直角引裂強度を求めたときに、その幅方向の直角引裂強度が100N/mm以上300N/mm以下であると好ましい。
【0040】
[直角引裂強度の測定方法]
80℃に調整された湯温中でフィルムを長手方向に10%収縮させた後に、JIS−K−7128に準じて所定の大きさの試験片としてサンプリングする。しかる後に、万能引張試験機で試験片の両端を掴み、引張速度200mm/分の条件にて、フィルムの幅方向における引張破壊時の強度の測定を行う。そして、下式2を用いて単位厚み当たりの直角引裂強度を算出する。
直角引裂強度=引張破壊時の強度÷厚み ・・式2
【0041】
80℃の温水中で長手方向に10%収縮させた後の直角引裂強度が100N/mm未満であると、ラベルとして使用した場合に運搬中の落下等の衝撃によって簡単に破れてしまう事態が生ずる可能性があるので好ましくなく、反対に、直角引裂強度が300N/mmを上回ると、ラベルを引き裂く際の初期段階におけるカット性(引き裂き易さ)が不良となるため好ましくない。なお、直角引裂強度の下限値は、125N/mm以上であると好ましく、150N/mm以上であるとより好ましく、175N/mm以上であると特に好ましい。また、直角引裂強度の上限値は、275N/mm以下であると好ましく、250N/mm以下であるとより好ましく、225N/mm以下であると特に好ましい。
【0042】
また、本発明の熱収縮性ポリエステル系フィルムは、80℃の温水中で長手方向に10%収縮させた後に、以下の方法で長手方向および幅方向のエルメンドルフ引裂荷重を求めたときに、それらのエルメンドルフ引裂荷重の比であるエルメンドルフ比が0.15以上1.5以下であると好ましい。
【0043】
[エルメンドルフ比の測定方法]
所定の長さを有する矩形状の枠にフィルムを予め弛ませた状態で装着する(すなわち、フィルムの両端を枠によって把持させる)。そして、弛んだフィルムが枠内で緊張状態となるまで(弛みがなくなるまで)、約5秒間に亘って80℃の温水に浸漬させることによって、フィルムを長手方向に10%収縮させる。しかる後に、JIS−K−7128に準じて、フィルムの長手方向および幅方向のエルメンドルフ引裂荷重の測定を行い、下式3を用いてエルメンドルフ比を算出する。
エルメンドルフ比=長手方向のエルメンドルフ引裂荷重÷幅方向のエルメンドルフ引裂荷重 ・・式3
【0044】
エルメンドルフ比が0.15未満であると、ラベルとして使用した場合にミシン目に沿って真っ直ぐに引き裂きにくいので好ましくない。反対にエルメンドルフ比が1.5を上回ると、ミシン目とずれた位置で裂け易くなるので好ましくない。なお、エルメンドルフ比の下限値は、0.20以上であると好ましく、0.25以上であるとより好ましく、0.3以上であると特に好ましい。また、エルメンドルフ比の上限値は、1.4以下であると好ましく、1.3以下であるとより好ましく、1.2以下であると特に好ましい。
【0045】
一方、本発明においてはフィルムの長手方向の最大熱収縮応力値が2.5(MPa)以上20(MPa)以下であることが好ましい。フィルムの長手方向の最大熱収縮応力値が6(MPa)未満であると、PETボトル等の容器にラベルとして装着して熱収縮させた場合に、PETボトルのキャップの開放時にキャップと一緒にラベルが回転してキャップの開封性を悪化させる事態が生じ得るので好ましくない。なお、フィルムの長手方向の最大熱収縮応力値が低すぎると、熱収縮時に収縮不足を生じて良好な外観を得ることができなくなる。フィルムの長手方向の最大熱収縮応力値の下限値は、3.0(MPa)以上であるとより好ましく、3.5(MPa)以上であると特に好ましい。反対に、最大熱収縮応力値が20(MPa)を超えると、収縮速度が速くシワが入り易くなる。また、フィルムの長手方向の最大熱収縮応力値の上限値は、19(MPa)以下であるとより好ましく、18(MPa)以下であると特に好ましい。
高収縮用途の場合でキャップの開封性を良好に保つためには、フィルムの長手方向の最大熱収縮応力値の下限は6(MPa)以上であるとより好ましく、さらに好ましくは7(MPa)以上であり、8(MPa)以上であると特に好ましい。
ラップラウンド用途の場合では、胴巻き後の熱収縮時に収縮歪みが発生しやすくなるのでフィルムの長手方向の最大熱収縮応力値の上限は7MPa以下であることが好ましい。より好ましくは6.5MPa以下、さらに好ましくは6.0MPa以下、特に好ましくは5.5MPa以下である。
【0046】
さらに、本発明の熱収縮性ポリエステル系フィルムは、溶剤接着強度が4(N/15mm)以上であることが好ましい。溶剤接着強度が4(N/15mm)未満であると、ラベルが熱収縮した後に溶剤接着部から剥れ易くなるので好ましくない。なお、溶剤接着強度は、4.5(N/15mm)以上であるとより好ましく、5(N/15mm)以上であると特に好ましい。特に高収縮用途の場合、上記特性を満足することが好ましい。
【0047】
加えて、本発明の熱収縮性ポリエステル系フィルムは、長手方向の厚み斑が10%以下であることが好ましい。長手方向の厚み斑が10%を超える値であると、ラベル作成の際の印刷時に印刷斑が発生し易くなったり、熱収縮後の収縮斑が発生し易くなったりするので好ましくない。なお、長手方向の厚み斑は、8%以下であるとより好ましく、6%以下であるとより好ましい。
【0048】
上記の熱収縮フィルムの熱収縮率、最大熱収縮応力値、溶剤接着強度、フィルムの長手方向の厚み斑は、前述の好ましいフィルム組成を用いて、後述の好ましい製造方法と組み合わせることにより達成することが可能となる。
【0049】
さらに、本発明の熱収縮性ポリエステル系フィルムは、示差走査熱量測定(DSC)において融点測定時の吸熱曲線のピークが検出されないことが好ましい。フィルムを構成するポリエステルを非晶性とすることで、融点測定時の吸熱曲線のピークはより発現しにくくなる。融点測定時の吸熱曲線のピークが発現しない程度まで高度に非晶化することにより、溶剤接着強度が向上するとともに、熱収縮率や最大熱収縮応力値を高めて、前述の好ましい範囲内に制御することが容易となる。
【0050】
本発明の熱収縮性ポリエステル系フィルムの厚みは、特に限定されるものではないが、ラベル用熱収縮性フィルムとして10〜200μmが好ましく、20〜100μmがより好ましい。
【0051】
本発明のフィルムは、一方の面の中心線平均表面粗さ0.5μm以下、より好ましくは0.2μm以下、さらに好ましくは0.1μm以下である。0.5μmを超えると、印刷をした場合の美観が不良になる。
また一方の面の反対面の中心線平均表面粗さは一方の面のそれより、好ましくは0.05μm以上、より好ましくは0.1μm以上、さらに好ましくは0.2μm大きいことが好ましい。一方の面と反対面の中心線平均表面粗さの差が0.05未満では、印刷を施す反対面の滑りが不良になるため収縮時にボトルとフィルムの滑りが不良になりやすく、ラベルを装着したときの美観が不良となるやすいのであまり好ましくない。
【0052】
以上の特性を満足するために本発明のフィルムは単一の層からなるものでもよいが、好ましくは層構成はA/B、B/A/B、あるいはB/A/Cである。A層とB層の厚み比は好ましくはA/B=2/1以上、より好ましくは4/1以上、さらに好ましくは6/1以上である。1/1未満では、印刷性の美観と比重を下げることの両立が困難である。B/A/Bは収縮処理後の好ましくないカーリングを抑制する上で好ましい。
【0053】
C層を設ける場合は、空洞の含有量は任意であるが、収縮時のボトルとフィルムの滑りを制御するための粒子を添加することが可能である。
本発明のフィルムはクッション率が10%以上、好ましくは20%以上である。クッション率が低いと、瓶やボトルの破損防止効果が低下する。
【0054】
本発明においては、全光線透過率は30%以下、好ましくは25%以下、より好ましくは20%以下、さらに好ましくは15%以下である。30%以上では内容物が透けて見えたり、印刷物が見えにくかったりと外観に劣る。本発明においては、白色度は60以上、好ましくは70以上、より好ましくは75以上、更に好ましくは80以上である。60未満では内容物が透けて見えたり、印刷物が見えにくかったりで外観に劣る。上限は特に定めないが95以下であって構わない。フィルム厚みは100μm以下が好ましい。これ以上では、収縮ムラがおきやす
くなる。
【0055】
本発明で得られたフィルムは、チューブ状にしてフィルム端部の接合によって製造する。それに当たっては、1.3ジオキソランまた又は1.3ジオキソランと相溶する有機溶剤との混合液または溶解度パラメータが8.0〜13.8の範囲内にある溶剤または膨潤剤を塗布し、乾燥する前に70℃以下の温度で接合してチューブ状体を得ることをで接着することが好ましい。溶解度パラメータは例えば溶剤ハンドブック(日本接着協会編、日刊工業新聞社刊)などに記されているものがあげられる。チューブにおける接合部は可能な限り細い接合幅のものから50mm以上に及ぶ広幅のものであってもよく、勿論容器類の大きさに応じて適宜定められるものであるが、通常の種類では1〜5mm幅が標準である。又接合部は一本の線状に接合されたものでもよいが、2本以上に渡って複数の線状接合が形成されたものでも良い。これらの接合部はフィルム基材にほとんど損傷を与えないものであるから、ポリエステル系重合体の特性をそのまま保持しており、耐衝撃性や耐破瓶性等の保護特性を有するに止まらず熱収縮による配向度の低下、又その後の熱処理による白化現象や脆化現象を見ることもなく良好である。
【0056】
このチューブを使用した装着物としては、容器、瓶(プラスチックボトルを含む)、缶棒状物(パイプ、棒、木材、各種棒状体)があるが、好ましくはポリエチレンテレフタレートを主体とするボトルに装着することにより、回収が容易となり、ポリエチレンテレフタレートボトルの再利用の際にボトル原料に微量混合されてしまっても、着色しにくいので有効である。
【0057】
また、本発明の熱収縮性ポリエステル系フィルムは、上記したポリエステル原料を押出機により溶融押し出しして未延伸フィルムを形成し、その未延伸フィルムを以下に示す方法により、二軸延伸して熱処理することによって得ることができる。
【0058】
原料樹脂を溶融押し出しする際には、ポリエステル原料をホッパードライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥するのが好ましい。そのようにポリエステル原料を乾燥させた後に、押出機を利用して、200〜300℃の温度で溶融しフィルム状に押し出す。かかる押し出しに際しては、Tダイ法、チューブラー法等、既存の任意の方法を採用することができる。
【0059】
そして、押し出し後のシート状の溶融樹脂を急冷することによって未延伸フィルムを得ることができる。なお、溶融樹脂を急冷する方法としては、溶融樹脂を口金より回転ドラム上にキャストして急冷固化することにより実質的に未配向の樹脂シートを得る方法を好適に採用することができる。
【0060】
さらに、得られた未延伸フィルムを、後述するように、所定の条件で幅方向に延伸した後に、一旦、熱処理し、しかる後に所定の条件で長手方向に延伸し、その縦延伸後のフィルムを急冷することによって、本発明の熱収縮性ポリエステル系フィルムを得ることが可能となる。以下、本発明の熱収縮性ポリエステル系フィルムを得るための好ましい二軸延伸・熱処理方法について、従来の熱収縮性ポリエステル系フィルムの二軸延伸・熱処理方法との差異を考慮しつつ詳細に説明する。
【0061】
[熱収縮性ポリエステル系フィルムの好ましい延伸・熱処理方法]
通常の熱収縮性ポリエステル系フィルムは、収縮させたい方向に未延伸フィルムを延伸することによって製造される。従来から長手方向に収縮する熱収縮性ポリエステル系フィルムについての要求は高かったものの、未延伸フィルムを単純に長手方向に延伸するだけでは、幅の広いフィルムが製造できないため生産性が悪い上、厚み斑の良好なフィルムを製造することができない。また、予め幅方向に延伸した後に長手方向に延伸する方法を採用すると、幅方向に不必要に収縮するものとなったり、長手方向への収縮量が不十分となってしまう。また、上述したように、特開平8−244114号公報には、長手方向の機械的特性を向上させるために未延伸フィルムを所定の条件下で縦−横−縦の順に延伸する方法が示されているが、発明者らのパイロット機での追試によれば、かかる方法で製造されたフィルムロールに長手方向のシワが発生し、ミシン目開封性も不良であった。さらに、
主収縮方向である長手方向への収縮性の高いフィルムを得ることはできないことが判明した。加えて、長手方向への収縮性を上げるべく縦方向の延伸倍率(1段目の縦延伸倍率あるいは2段目の縦延伸倍率)を増加させると、最終的に長手方向に延伸する際にフィルムの破断が多発して連続的に安定した製造を行うことが困難であることも判明した。
【0062】
本発明者らは、最終的に長手方向の収縮量を大きくするためには、特開平8−244114号のように長手方向および幅方向に二軸延伸した後に長手方向に延伸する方法は不利であり、単純に幅方向に延伸した後に長手方向に延伸する方が有利ではないかと考えた。そして、そのような幅方向の延伸後に長手方向に延伸する方法(以下、単に、横−縦延伸法という)において、各延伸工程における条件によりフィルムの長手方向の湯温収縮率、ミシン目開封性がどのように変化するかについて鋭意検討した。その結果、横−縦延伸法によるフィルム製造の際に、以下の手段を講じることにより、長手方向の収縮量が高くなり、連続的に安定して製造することが可能となることを突き止めた。しかも、そればかりではなく、以下の手段を講じた場合には、製造後のフィルムロールにシワが入りにくくなるとともに、フィルムのミシン目開封性が飛躍的に良好なものとなる、という驚くべき副次的な効果があることが判明した。そして、本発明者らは、それらの知見に基づいて本発明を案出するに至った。
(1)幅方向への延伸後における収縮応力の制御
(2)幅方向への延伸と中間熱処理との間における加熱の遮断
(3)長手方向へ延伸する前のフィルム端部のトリミング
(4)長手延伸後のフィルムの冷却速度の制御
以下、上記した各手段について順次説明する。
【0063】
(1)幅方向への延伸後における収縮応力の制御
本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムを幅方向に延伸した後に、100℃以上170℃未満の温度で1.0秒以上10.0秒以下の時間に亘って熱処理(以下、中間熱処理という)することが好ましい。かかる中間熱処理を行うことによって、ラベルとした場合にミシン目カット性が良好で収縮斑が生じないフィルムを得ることが可能となる。そのように横延伸後に特定の中間熱処理を施すことによりミシン目カット性が良好で収縮斑が生じないフィルムを得ることが可能となる理由は明らかではないが、特定の中間熱処理を施すことによって、幅方向への分子配向をある程度残存させつつ、幅方向の収縮応力を低減させることが可能となるためではないかと考えている。なお、熱処理の温度の下限は、110℃以上であると好ましく、115℃以上であるとより好ましい。また、熱処理の温度の上限は、165℃以下であると好ましく、160℃以下であるとより好ましい。一方、熱処理の時間は、1.0秒以上10.0秒以下の範囲内で原料組成に応じて適宜調整する必要がある。
【0064】
また、未延伸フィルムの幅方向への延伸は、テンター内で幅方向の両端際をクリップによって把持した状態で、Tg+5℃以上Tg+40℃以下の温度で2.5倍以上6.0倍以下の倍率となるように行う必要がある。延伸温度がTg+5℃を下回ると、延伸時に破断を起こし易くなるので好ましくなく、反対にTg+40℃を上回ると、幅方向の厚み斑が悪くなるので好ましくない。なお、横延伸の温度の下限は、Tg+10℃以上であると好ましく、Tg+15℃以上であるとより好ましい。また、横延伸の温度の上限は、Tg+35℃以下であると好ましく、Tg+30℃以下であるとより好ましい。一方、幅方向の延伸倍率が2.5倍を下回ると、生産性が悪いばかりでなく幅方向の厚み斑が悪くなるので好ましくなく、反対に6.0倍を上回ると、延伸時に破断を起こし易くなる上、緩和させるのに多大なエネルギーと大掛かりな装置が必要となり、生産性が悪くなるので好ましくない。なお、横延伸の倍率の下限は、3.0倍以上であると好ましく、3.5倍以上であるとより好ましい。また、横延伸の倍率の上限は、5.5倍以下であると好ましく、5.0倍以下であるとより好ましい。
【0065】
(2)幅方向への延伸と中間熱処理との間における加熱の遮断
本発明の横−縦延伸法によるフィルムの製造においては、上記の如く、横延伸後に中間熱処理を施す必要があるが、それらの横延伸と中間熱処理との間において、0.5秒以上3.0秒以下の時間に亘って、積極的な加熱操作を実行しない中間ゾーンを通過させる必要がある。すなわち、製造コストを考慮した場合、同一のテンター内で横延伸および中間熱処理を実施するのが好ましいが、本発明のフィルムの製造においては、かかるテンター内の横延伸ゾーンと熱処理ゾーンとの間に中間ゾーンを設けることが好ましい。加えて、その中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように延伸ゾーンおよび熱処理ゾーンからの熱風を遮断するのが好ましい。そして、本発明のフィルムの製造においては、横延伸後のフィルムをかかる中間ゾーンへ導き、所定時間をかけてその中間ゾーンを通過させるのが好ましい。中間ゾーンを通過させる時間が0.5秒を下回ると、通過するフィルムの随伴流により横延伸ゾーンの熱風が熱固定ゾーンに流れ込み、熱固定ゾーンにおける中間熱処理の温度コントロールが困難となるので好ましくない。反対に中間ゾーンを通過させる時間は3.0秒もあれば十分であり、それ以上の長さに設定しても、設備のムダとなるので好ましくない。なお、中間ゾーンを通過させる時間の下限は、0.7秒以上であると好ましく、0.9秒以上であるとより好ましい。また、中間ゾーンを通過させる時間の上限は、2.5秒以下であると好ましく、2.0秒以下であるとより好ましい。
【0066】
(3)長手方向へ延伸する前のフィルム端部のトリミング
本発明の横−縦延伸法によるフィルムの製造においては、中間熱処理を施したフィルムを手方向に延伸する前に、フィルム端縁際の十分に横延伸されていない肉厚部分(主として横延伸時のクリップ把持部分)をトリミングするのが好ましい。より具体的には、フィルムの左右の端縁際に位置した中央部分の厚みの約1.1〜1.3倍の厚みの部分においてカッター等の工具を用いてフィルム端縁際の肉厚部分を切断し、肉厚部分を除去しつつ、残りの部分のみを長手方向に延伸するのが好ましい。なお、上記の如くフィルム端部をトリミングする際には、トリミングする前のフィルムを表面温度が50℃以下となるように冷却しておくことが好ましい。そのようにフィルムを冷却することにより、切断面を乱すことなくトリミングすることが可能となる。また、フィルム端部のトリミングは、通常のカッター等を用いて行うことができるが、周状の刃先を有する丸刃を用いると、局部的に刃先が鈍くなる事態が起こらず、フィルム端部を長期間に亘ってシャープに切断し続けることができ、長手方向への延伸時における破断を誘発する事態が生じないので好ましい。
【0067】
かかる如く、長手方向への延伸前にフィルムの端部をトリミングすることによって、一旦熱固定したフィルムを均一に長手方向へ延伸することが可能となり、初めて破断のない安定したフィルムの連続製造が可能となる。加えて、長手方向(主収縮方向)の収縮量の大きなフィルムを得ることが可能となる。さらに、フィルムを均一に長手方向へ延伸することが可能となるため、長手方向の厚み斑の小さなフィルムを得ることができる。その上、フィルムの端部をトリミングすることによって、長手方向への延伸時におけるボーイングが回避され、左右の物性差の小さなフィルムを得ることが可能となる。なお、長手方向への延伸は、複数のロール群を連続的に配置した縦延伸機を利用する方法(ロールの速度差を利用して延伸する方法)等により、Tg+5℃以上Tg+80℃以下の温度で2.0倍以上7.0倍以下の倍率となるように行う必要がある。
【0068】
(4)長手延伸後のフィルムの冷却速度の制御
本発明の横−縦延伸法によるフィルムの製造においては、上記の如く、横延伸後に中間熱処理を施してから長手方向に延伸した後に、30℃/秒以上70℃/秒以下の冷却速度で表面温度が45℃以上75℃以下となるまでフィルムを冷却するのが好ましい。そのようにフィルムを適度な速さで冷却することによって、巻き締まりによるフィルムロールのシワの低減が可能となる。冷却速度が30℃/秒を下回ったり、冷却後の表面温度が75℃を上回ったりするような冷却であると、巻き締まりが起こり易くなるので好ましくない。反対に、冷却速度が70℃/秒を上回るような急激な冷却であると、フィルムの幅方向への収縮(いわゆるネックイン)の度合いが大きくなり、フィルム表面に傷が付き易くなるので好ましくない。
【0069】
なお、上記した(1)〜(4)の手段の内の特定の何れかのみが、フィルムの長手方向における熱収縮性、ミシン目開封性、安定した製膜性に有効に寄与するものではなく、(1)〜(4)の手段を組み合わせて用いることにより、非常に効率的に、長手方向における熱収縮性、ミシン目開封性、安定した製膜性を発現させることが可能となるものと考えられる。
【実施例】
【0070】
以下、実施例によって本発明をより詳細に説明するが、本発明は、かかる実施例の態様に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で、適宜変更することが可能である。実施例、比較例で使用した原料の性状、組成、実施例、比較例におけるフィルムの製造条件(延伸・熱処理条件等)を、それぞれ表1〜表3に示す。
【0071】
【表1】

【0072】
【表2】
【0073】
【表3】
【0074】
また、フィルムの評価方法は下記の通りである。
【0075】
[Tg(ガラス転移点)]
セイコー電子工業株式会社製の示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを、−40℃から120℃まで、昇温速度10℃/分で昇温し、得られた吸熱曲線より求めた。吸熱曲線の変曲点の前後に接線を引き、その交点をTg(ガラス転移点)とした。
【0076】
[Tm(融点)]
セイコー電子工業株式会社製の示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、室温より昇温速度10℃/分で昇温した時の吸熱曲線のピークの温度より求めた。
【0077】
[熱収縮率(湯温熱収縮率)]
フィルムを10cm×10cmの正方形に裁断し、所定温度±0.5℃の温水中において、無荷重状態で10秒間処理して熱収縮させた後、フィルムの縦および横方向の寸法を測定し、上式1にしたがって、それぞれ熱収縮率を求めた。当該熱収縮率の大きい方向を主収縮方向とした。
【0078】
[最大熱収縮応力値]
延伸したフィルムを、主収縮方向×主収縮方向と直交する方向=200mm×15mmのサイズにカットした。しかる後、(株)ボールドウィン社製 万能引張試験機 STM−50を温度90℃に調整した上で、カットしたフィルムをセットし、10秒間保持したときの応力値を測定した。
【0079】
[エルメンドルフ比]
得られたフィルムを矩形状の枠に予め弛ませた状態で装着し(フィルムの両端を枠によって把持させ)、弛んだフィルムが枠内で緊張状態となるまで(弛みがなくなるまで)、約5秒間に亘って80℃の温水に浸漬させることによって、フィルムを主収縮方向に10%収縮させた(以下、予備収縮という)。しかる後に、JIS−K−7128に準じて、主収縮方向×直交方向=75mm×63mmのサイズに切り取り、長尺な端縁(主収縮方向に沿った端縁)の中央から当該端縁に直交するように20mmのスリット(切り込み)を入れることによって試験片を作製した。そして、作製された試験片を用いて直交方向のエルメンドルフ引裂荷重の測定を行った。また、上記方法と同様な方法でフィルムを主収縮方向に予備収縮させた後に、フィルムの主収縮方向と直交方向とを入れ替えて試験片を作製し、主収縮方向のエルメンドルフ引裂荷重の測定を行った。そして、得られた主収縮方向および主収縮方向と直交する方向のエルメンドルフ引裂荷重から上式3を用いてエルメンドルフ比を算出した。
【0080】
[直角引裂強度]
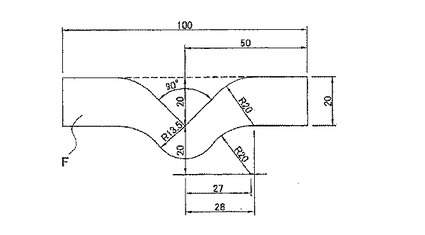
80℃に調整された湯温中にてフィルムを主収縮方向に10%収縮させた後に、JIS−K−7128に準じて、図1に示す形状にサンプリングすることによって試験片を作製した(なお、サンプリングにおいては、試験片の長手方向をフィルムの主収縮方向とした)。しかる後に、万能引張試験機((株)島津製作所製 オートグラフ)で試験片の両端を掴み、引張速度200mm/分の条件にて、フィルムの幅方向における引張破壊時の強度の測定を行い、上式2を用いて単位厚み当たりの直角引裂強度を算出した。
【0081】
[主収縮方向厚み斑]
フィルムを長さ30m×幅40mmの長尺なロール状にサンプリングし、ミクロン測定器株式会社製の連続接触式厚み計を用いて、5(m/分)の速度で測定した。なお、上記したロール状のフィルム試料のサンプリングにおいては、フィルム試料の長さ方向をフィルムの主収縮方向とした。測定時の最大厚みをTmax.、最小厚みをTmin.、平均厚みをTave.とし、下式5からフィルムの長手方向の厚み斑を算出した。
厚み斑={(Tmax.−Tmin.)/Tave.}×100 (%) ・・式5
【0082】
[溶剤接着強度]
延伸したフィルムに1,3−ジオキソランを塗布して2枚を張り合わせることによってシールを施した。しかる後、シール部をフィルムの主収縮方向と直交する方向(以下、直交方向という)に15mmの幅に切り取り、それを(株)ボールドウィン社製 万能引張試験機 STM−50にセットし、引張速度200mm/分の条件で180°ピール試験を行った。そして、そのときの引張強度を溶剤接着強度とした。
【0083】
[収縮仕上り性(筒状体嵌め込み)]
熱収縮性フィルムに、予め東洋インキ製造(株)の草・金・白色のインキで3色印刷を施した。そして、印刷したフィルムの両端部をジオキソランで接着することにより、円筒状のラベル(熱収縮性フィルムの主収縮方向を周方向としており、外周長が装着するボトルの外周長の1.05倍である円筒状のラベル)を作成した。しかる後、その円筒状のラベルを、500mlのPETボトル(胴直径62mm、ネック部の最小直径25mm)に被せて、Fuji Astec Inc製スチームトンネル(型式;SH−1500−L)を用い、通過時間2.5秒、ゾーン温度80℃で熱収縮させることにより、ラベルを装着した。なお、装着の際には、ネック部においては、直径40mmの部分がラベルの一方の端になるように調整した。収縮後の仕上がり性の評価は目視で行い、基準は下記の通りとした。
◎:シワ,飛び上り、収縮不足の何れも未発生で、かつ色の斑も見られない
○:シワ,飛び上り、または収縮不足が確認できないが、若干、色の斑が見られる
△:飛び上り、収縮不足の何れも未発生だが、ネック部の斑が見られる
×:シワ、飛び上り、収縮不足が発生
【0084】
[収縮仕上り性(ラップ・ラウンド)]
熱収縮性フィルムに東洋インキ製造(株)の草・金・白色のインキで3色印刷を施し、当該印刷後の熱収縮性フィルムを、長手方向が縦になるように、縦230mm×横100mmのサイズで切り出した。そして、265mlアルミニウムボトル缶(図2参照、胴直径68mm、ネック部の最小直径25mmで、胴の中央の直径が60mmとなるように“くびれ”が設けてあるもの)を立てた状態で、切り出したフィルムの長辺の一方が感の底部に沿うようにフィルムを巻き付けながら、フィルムの短辺のボトル缶当接面側の端縁際の上下および中央の3箇所に、下記の方法により製造された活性エネルギー線(UV)硬化型接着剤を散点状に塗布して、フィルムをボトル缶に固定した。次いで、巻き付けたフィルムの他端縁際にも、同様な活性エネルギー線硬化型接着剤を塗布し、その他端縁を、先にボトル缶に固定した端縁際に5mmの幅で重ね合わせて、当該他端縁に塗布された接着剤層を挟み込んだ。しかる後、直ちに、その接着部分(フィルムの端縁際同士が重なり合った部分)に3kW(120W/cm)×1灯空冷式水銀灯で紫外線を100mJ/cm2 となるように照射して、フィルムの両端を硬化接着させて、熱収縮性ラベル付きボトル缶を製造した。続いて、熱収縮性ラベル付きボトル缶を、ラベル装着後、直ちに、長さ3mで92℃に保温された水蒸気炉シュリンクトンネルに送入し、10秒かけて通過させることにより、ラベルを収縮させてボトル缶の外周に密着させた。なお、かかるフィルムの装着の際には、ネック部においては、直径40mmの部分がラベルの一方の端になるように調整した。しかる後に、収縮後の仕上がり性を目視により下記の四段階で評価した。
◎:シワ,飛び上り、収縮不足の何れも未発生で、かつ色の斑も見られない
○:シワ,飛び上り、または収縮不足が確認できないが、若干、色の斑が見られる
△:飛び上り、収縮不足の何れも未発生だが、ネック部の斑が見られる
×:シワ、飛び上り、収縮不足が発生
【0085】
<活性エネルギー線(UV)硬化型接着剤の製造方法>
温度計、攪拌機、蒸留塔、コンデンサー、減圧装置を具備した反応容器の中に、ジメチルテレフタレート440部、ジメチルイソフタレート440部、エチレングリコール412部、ヘキサンジオール393部、及びテトラブトキシチタネート0.5部を仕込み、150〜230℃で120分間加熱してエステル交換反応をさせた。ついで反応系を10mmHgに減圧し、30分間で250℃まで昇温して反応を行い、共重合ポリエステエルポリオールを得た。ポリエステルポリオールの分子量は1600であった。次に、温度計、攪拌機、還流冷却器を具備した反応容器中に共重合ポリエステルポリオール100部、フェノキシエチルアクリレート120部を仕込み、溶解後、イソホロンジイソシアネート15部およびジブチル錫ジラウレート0.05部を仕込み、70〜80℃で2時間反応させた後、さらに2−ヒドロキシエチルアクリレート5部を加えて70〜80℃で反応を行うことにより、ウレタンアクリレート樹脂のフェノキシエチルアクリレート溶液を得た。なお、この溶液100部、使用直前に、光重合開始剤として2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン(ダロキュアー(登録商標)1173:チバ・スペシャルティ・ケミカルズ社製)3質量部添加し、活性エネルギー線(UV)硬化型接着剤を得た。ウレタンアクリレートの分子量は2000であった。接着剤の組成を表3にまとめた。なお、上記中の分子量は数平均分子量であり、テトラヒドロフランを溶離役としてGPC150c(ウォーターズ社製)を用い測定した結果(ポリスチレン換算)である。測定の際にカラム温度は35℃、流量1ml/分とした。
【0086】
[ラベル密着性]
上記した収縮仕上り性(筒状体嵌め込み)の測定条件と同一の条件でラベルをPETボトルに装着した。そして、装着したラベルとPETボトルとを軽くねじったときに、ラベルが動かなければ○、すり抜けたり、ラベルとボトルとがずれたりした場合には×とした(なお、ラップ・ラウンド方式により、フィルムをPETボトル等に直接的に巻き付けて装着する場合には、フィルムの端縁がPETボトルに接着されるため、当該ラベル密着性が問題となることはない)。
【0087】
[ミシン目開封性]
予め主収縮方向とは直向する方向にミシン目を入れておいたラベルを、上記した収縮仕上り性の測定条件(筒状体嵌め込み)と同一の条件でPETボトルに装着した。ただし、ミシン目は、長さ1mmの孔を1mm間隔で入れることによって形成し、ラベルの縦方向(高さ方向)に幅22mm、長さ120mmに亘って2本設けた。その後、このボトルに水を500ml充填し、5℃に冷蔵し、冷蔵庫から取り出した直後のボトルのラベルのミシン目を指先で引裂き、縦方向にミシン目に沿って綺麗に裂け、ラベルをボトルから外すことができた本数を数え、全サンプル50本に対する割合(%)を算出した。
【0088】
[実用性の総合評価]
上記のように収縮仕上り性(筒状体嵌め込み)、収縮仕上り性(ラップ・ラウンド)、ラベル密着性、ミシン目開封性について評価した結果、筒状体嵌め込み方式(予め、周方向を主収縮方向とする円筒状のラベルを形成した後にPETボトル等に嵌め込んで装着する方法)あるいは、ラップ・ラウンド方式(フィルムを主収縮方向が周方向となるようにPETボトル等に直接的に巻き付けて装着する方法)のうちのいずれかの方法により、熱収縮性フィルムとして実用的に使用可能であれば○とし、筒状体嵌め込み方式、ラップ・ラウンド方式のいずれの方法においても、熱収縮性フィルムとして実用的に使用できなければ×とした。
【0089】
[白色度]
白色度JIS−L1015−1981−B法により、日本電色工業(株)Z−1001DPを用いて行った
【0090】
[全光線透過率]
日本電色工業(株)製 NDH−1001DPにて全光線透過率を求めた。
【0091】
また、実施例および比較例に用いたポリエステルは以下の通りである。
【0092】
ポリエステル1:エチレングリコール70モル%,ネオペンチルグリコール30モル%とテレフタル酸とからなるポリエステル(IV 0.72dl/g)
ポリエステル2:ポリエチレンテレフタレート(IV 0.75dl/g)
ポリエステル3:ジカルボン酸成分としてテレフタル酸単位82.5モル%,イソフタル酸単位17.5モル%よりなり、ジオール成分としてエチレングリコールよりなる。
ポリエステル4:エチレングリコール70モル%,1,4−シクロヘキサンジメタノール30モル%とテレフタル酸とからなるポリエステル(IV 0.75dl/g)
【0093】
[実施例1]
上記したポリエステル1とポリエステル2とを重量比90:10で混合し、B層の原料とした。A層の原料は前記同様ポリエステル1とポリエステル2とを重量比90:10で混合するに際し更に結晶性ポリポリスチレン樹脂(G797N 日本ポリスチレン製)10重量%及び二酸化チタン(TA−300富士チタン製)10重量%を加えて混合した。A層及びB層の原料をそれぞれ別々の2軸スクリュー押出機に投入、混合、溶融したものをフィードブロックで接合したものをT−ダイスより280℃で溶融押出しし、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さ360μmでB/A/Bの積層構造を持つ未延伸フィルムを得た(B/A/B=15μm/330μm/15μm)。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/min.であった。また、未延伸フィルムのTgは67℃であった。しかる後、その未延伸フィルムを、横延伸ゾーン、中間ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。なお、当該テンターにおいては、横延伸ゾーンと中間熱処理ゾーンとの中間に位置した中間ゾーンの長さが、約40cmに設定されている。また、中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンからの熱風および熱処理ゾーンからの熱風が遮断されている。
【0094】
そして、テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に75℃で4倍に延伸し、中間ゾーンを通過させた後に(通過時間=約1.2秒)、中間熱処理ゾーンへ導き、130℃の温度で2.0秒間に亘って熱処理することによって厚み90μmの横一軸延伸フィルムを得た。しかる後、テンターの後方に設けられた左右一対のトリミング装置(周状の刃先を有する丸刃によって構成されたもの)を利用して、横一軸延伸フィルムの端縁際(中央のフィルム厚みの約1.2倍の厚みの部分)を切断し、切断部位の外側に位置したフィルムの端部を連続的に除去した。
【0095】
さらに、そのように端部をトリミングしたフィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後に、表面温度95℃に設定された延伸ロール間で3倍に延伸した。しかる後、縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。なお、冷却前のフィルムの表面温度は約75℃であり、冷却後のフィルムの表面温度は約25℃であった。また、70℃から25℃に冷却するまでに要した時間は約1.0秒であり、フィルムの冷却速度は、45℃/秒であった。
【0096】
そして、冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で95℃の雰囲気下で2.0秒間に亘って熱処理した後に冷却し、両縁部を裁断除去することによって、約30μmの二軸延伸フィルムを所定の長さに亘って連続的に製膜して熱収縮性ポリエステル系フィルムからなるフィルムロールを得た。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表4に示す。
【0097】
[実施例2]
実施例1においてA層の原料に添加した結晶性ポリスチレン樹脂10重量%に代えて結晶性ポリプロピレン樹脂(FO−50F グランドポリマー性)10重量%に変更した以外は実施例1と同様の方法によって熱収縮性フィルムを連続的に製造した。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0098】
[実施例3]
押出機に投入するA層及びB層の原料樹脂を、ポリエステル4とポリエステル2を重量比90:10で混合したものに変更するとともに、縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、実施例1と同様の方法によって熱収縮性フィルムを連続的に製造した。A層には、実施例1と同様に結晶性ポリスチレン樹脂と二酸化チタンが添加されている。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約60μmであった。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0099】
[実施例4]
縦延伸機における延伸ロールの温度を92℃に変更し、長手方向の延伸倍率を7.0倍に変更した以外は、実施例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約13μmであった。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0100】
[実施例5]
縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、実施例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約60μmであった。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0101】
[実施例6]
実施例1におけるA層の原料のみを用いて単一層の厚さ360μmの未延伸フィルムを得て約30μmの二軸延伸フィルムを得た以外は実施例1と同様の方法で二軸延伸熱収縮性ポリエステル系フィルムを得た。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
[比較例1]
未延伸フィルムに横延伸を行わず、縦延伸を行い強制的に冷却した以外は実施例1と同様にして縦一軸延伸フィルムを得た。フィルム冷却速度は25℃/秒であった。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0102】
表4から明らかなように、実施例1、2、4及び6で得られたフィルムは、いずれも、主収縮方向である長手方向への収縮性が高く、主収縮方向と直交する幅方向への収縮性は非常に低かった。また、実施例1、2、4及び6で得られたフィルムは、いずれも、溶剤接着強度が高く、ラベル密着性が良好で収縮斑もなく、収縮仕上がり性(筒状体嵌め込み方式)が良好であった。また、十分な光線カット性を有する優れたものであった。一方、実施例3及び5で得られたフィルムは、収縮仕上がり性(ラップ・ラウンド方式)が良好であった。その上、実施例5で得られたフィルムは、溶剤接着強度が高かった。これらも十分な光線カット性を有する優れたものであった。さらに、実施例1、2、4〜6の熱収縮性ポリエステル系フィルムは、ミシン目開封性が良好であり、製造されたフィルムロールにシワが発生することがなかった。すなわち、実施例1〜6で得られた熱収縮性ポリエステル系フィルムは、ラベルとしての品質が高く、きわめて実用性の高いものであった。
【0103】
それに対して比較例1で得られたフィルムは光線カット性については優れているものの、直角引裂強度が大きくミシン目開封性において好ましいものではなかった。
【0104】
[参考例1〜9及び比較参考例1〜5]
以下の参考例及び比較参考例はフィルム内部に空洞がなく、白色度が70に達しない透明性のフィルムである点で本発明の実施例ではないが、フィルム製造条件と収縮特性との関係等を更に明確に説明するために記載する。
【0105】
[参考例1]
上記したポリエステル1とポリエステル2とを重量比90:10で混合して押出機に投入した。しかる後、その混合樹脂を280℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが360μmの未延伸フィルムを得た。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/min.であった。また、未延伸フィルムのTgは67℃であった。しかる後、その未延伸フィルムを、横延伸ゾーン、中間ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。なお、当該テンターにおいては、横延伸ゾーンと中間熱処理ゾーンとの中間に位置した中間ゾーンの長さが、約40cmに設定されている。また、中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンからの熱風および熱処理ゾーンからの熱風が遮断されている。
【0106】
そして、テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に75℃で4倍に延伸し、中間ゾーンを通過させた後に(通過時間=約1.2秒)、中間熱処理ゾーンへ導き、130℃の温度で2.0秒間に亘って熱処理することによって厚み90μmの横一軸延伸フィルムを得た。しかる後、テンターの後方に設けられた左右一対のトリミング装置(周状の刃先を有する丸刃によって構成されたもの)を利用して、横一軸延伸フィルムの端縁際(中央のフィルム厚みの約1.2倍の厚みの部分)を切断し、切断部位の外側に位置したフィルムの端部を連続的に除去した。
【0107】
さらに、そのように端部をトリミングしたフィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後に、表面温度95℃に設定された延伸ロール間で3倍に延伸した。しかる後、縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。なお、冷却前のフィルムの表面温度は約75℃であり、冷却後のフィルムの表面温度は約25℃であった。また、70℃から25℃に冷却するまでに要した時間は約1.0秒であり、フィルムの冷却速度は、45℃/秒であった。
【0108】
そして、冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で95℃の雰囲気下で2.0秒間に亘って熱処理した後に冷却し、両縁部を裁断除去することによって、約30μmの二軸延伸フィルムを所定の長さに亘って連続的に製膜して熱収縮性ポリエステル系フィルムからなるフィルムロールを得た。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表4に示す。
【0109】
[参考例2]
ポリエステル1とポリエステル2を重量比70:30で混合して押出機に投入した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0110】
[参考例3]
テンター(第1テンター)における横方向の延伸倍率を5.0倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約24μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0111】
[参考例4]
テンター(第1テンター)における中間熱処理の温度を140℃に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約24μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0112】
[参考例5]
縦延伸機における延伸ロールの温度を92℃に変更し、長手方向の延伸倍率を5.0倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約18μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0113】
[参考例6]
縦延伸機における延伸ロールの温度を92℃に変更し、長手方向の延伸倍率を7.0倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約13μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0114】
[参考例7]
縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約60μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0115】
[参考例8]
押出機に投入する原料樹脂を、ポリエステル4とポリエステル2を重量比90:10で混合したものに変更するとともに、縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約60μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0116】
[参考例9]
テンター(第一テンター)における横方向の延伸倍率を4.5倍に変更するとともに、縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約27μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0117】
[比較参考例1]
上記したポリエステル3を押出機に投入し、265℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが360μmの未延伸フィルムを得た。なお、未延伸フィルムの引取速度は、参考例1と同様にした。しかる後、その未延伸フィルムを、複数のロール群を連続的に配置した縦延伸機(第1縦延伸機)へ導き、予熱ロール上で予備加熱した後に、表面温度88℃に設定された延伸ロール間で2.7倍に延伸した。さらに、長手方向に延伸したフィルムを横延伸ゾーンと熱処理ゾーンとを連続的に設けたテンター(第1テンター)へ導き、横延伸ゾーンにて97℃の延伸温度で横方向に97℃で3.5倍延伸した後に、熱処理ゾーンにて125℃で熱処理した。しかる後、熱処理後のフィルムを、複数のロール群を連続的に配置した縦延伸機(第2縦延伸機)へ導き、予熱ロール上で予備加熱した後に、表面温度98℃に設定された延伸ロール間で1.5倍に再度縦延伸した。さらに、再度縦延伸したフィルムをテンター(第2テンター)へ導き、85℃の熱処理した後に冷却し、両縁部を裁断除去することによって、約35μmの二軸延伸フィルムを所定の長さに亘って連続的に製膜して熱収縮性ポリエステル系フィルムロールを得た。なお、熱処理後冷却前のフィルムの表面温度は約75℃であり、約2.0秒で約25℃まで冷却した(冷却速度=25℃/秒)。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表4に示す。
【0118】
[比較参考例2]
ポリエステル1とポリエステル2とを重量比40:60で混合して押出機に投入した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約13μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0119】
[比較参考例3]
テンター(第1テンター)における中間熱処理の温度を70℃に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0120】
[比較参考例4]
未延伸フィルムをテンターへ導き、フィルム温度が90℃になるまで予備加熱した後に、75℃の延伸温度で横方向に4.0倍延伸して冷却し、両縁部を裁断除去することによって、約45μmの横一軸延伸フィルムを所定の長さに亘って連続的に製膜して熱収縮性ポリエステル系フィルムロールを得た。なお、熱処理後冷却前のフィルムの表面温度は約75℃であり、約2.0秒で約35℃まで冷却した(冷却速度=20℃/秒)。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表4に示す。なお、比較参考例4のフィルムにおいては、幅方向が主収縮方向になっており、長手方向が主収縮方向と直交する方向になっている。
【0121】
[比較参考例5]
第2縦延伸機で再度縦延伸する際の延伸倍率を3.0倍にした以外は、比較参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0122】
【表4】
【0123】
表4から明らかなように、参考例1〜6で得られたフィルムは、いずれも、主収縮方向である長手方向への収縮性が高く、主収縮方向と直交する幅方向への収縮性は非常に低かった。また、参考例1〜6で得られたフィルムは、いずれも、溶剤接着強度が高く、ラベル密着性が良好で収縮斑もなく、収縮仕上がり性(筒状体嵌め込み方式)が良好であった。一方、参考例7〜9で得られたフィルムは、収縮仕上がり性(ラップ・ラウンド方式)が良好であった。その上、参考例7で得られたフィルムは、溶剤接着強度が高かった。さらに、参考例1〜9の熱収縮性ポリエステル系フィルムは、ミシン目開封性が良好であり、製造されたフィルムロールにシワが発生することがなかった。すなわち、実施例1〜9で得られた熱収縮性ポリエステル系フィルムは、いずれもフィルム内部に空洞がなく白色度が70以上のものではないが、ラベルとしての品質が高く、きわめて実用性の高いものであった。
【0124】
それに対して、比較参考例1で得られた熱収縮性フィルムは、ラベル密着性、ミシン目開封性が不良であった。また、比較参考例2、3で得られた熱収縮性フィルムは、いずれもフィルム幅方向の熱収縮率が高く、ラベル密着性が不良で収縮斑が生じた。一方、比較参考例4で得られたフィルム(主収縮方向が幅方向)は、収縮仕上がり性(筒状体嵌め込み方式)が良好であるものの、ミシン目開封性が不良であった。また、比較参考例5で得られたフィルム(主収縮方向が幅方向)は、主収縮方向と直交する方向の熱収縮率が大きく、収縮斑が生じた上、ミシン目開封性が不良であり、製造されたフィルムロールにシワが発生した。すなわち、比較参考例1〜5で得られた熱収縮性ポリエステル系フィルムは、いずれもラベルとしての品質に劣り、実用性の低いものであった。
【産業上の利用可能性】
【0125】
本発明の熱収縮性ポリエステル系フィルムは、上記の如く優れた加工特性を有しているので、ボトルのラベル用途に好適に用いることができる。
【図面の簡単な説明】
【0126】
【図1】直角引裂強度の測定における試験片の形状を示す説明図である(なお、図中における試験片の各部分の長さの単位はmmである)。
【符号の説明】
【0127】
F・・フィルム。
【技術分野】
【0001】
本発明は、熱収縮性ポリエステル系フィルム、およびその製造方法に関するものであり、詳しくは、光線カット性を有し、ラベル用途に好適な熱収縮性ポリエステル系フィルム、およびその製造方法に関するものである。
【背景技術】
【0002】
近年、包装品の外観向上のための外装、内容物の直接的な衝突を避けるための包装、ガラス瓶またはプラスチックボトルの保護と商品の表示を兼ねたラベル包装等の用途に、各種の樹脂からなる熱収縮プラスチックフィルムが広範に使用されている。それらの熱収縮プラスチックフィルムの内、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等からなる延伸フィルムは、ポリエチレンテレフタレート(PET)容器、ポリエチレン容器、ガラス容器等の各種の容器において、ラベルやキャップシールあるいは集積包装の目的で使用される。
【0003】
ところが、ポリ塩化ビニル系フィルムは、収縮特性には優れるものの、耐熱性が低い上に、焼却時に塩化水素ガスを発生したり、ダイオキシンの原因となる等の問題がある。また、ポリ塩化ビニル系樹脂フィルムをPET容器等の収縮ラベルとして用いると、容器をリサイクル利用する際に、ラベルと容器を分離しなければならない、という問題もある。一方、ポリスチレン系フィルムは、収縮後の仕上がり外観性が良好であるものの、耐溶剤性に劣るため、印刷の際に特殊な組成のインキを使用しなければならない、という不具合がある。また、ポリスチレン系フィルムは、高温で焼却する必要がある上に、焼却時に異臭を伴って多量の黒煙が発生するという問題がある。
【0004】
それゆえ、耐熱性が高く、焼却が容易であり、耐溶剤性に優れたポリエステル系フィルムが、収縮ラベルとして広汎に利用されるようになってきており、PET容器の流通量の増大に伴って、使用量が増加している傾向にある。
【0005】
また、通常の熱収縮性ポリエステル系フィルムとしては、幅方向に大きく収縮させるものが広く利用されている。そのように幅方向が主収縮方向である熱収縮性ポリエステル系フィルムは、幅方向への収縮特性を発現させるために幅方向に高倍率の延伸が施されているが、主収縮方向と直交する長手方向に関しては、低倍率の延伸が施されているだけであることが多く、延伸されていないものもある。そのように、長手方向に低倍率の延伸を施したのみのフィルムや、幅方向のみしか延伸されていないフィルムは、長手方向の機械的強度が劣るという欠点がある。
【0006】
また、ボトルのラベルは、環状にしてボトルに装着した後に周方向に熱収縮させなければならないため、幅方向に熱収縮する熱収縮性フィルムをラベルとして装着する際には、フィルムの幅方向が周方向となるように環状体を形成した上で、その環状体を所定の長さ毎に切断してボトルに装着しなければならない。したがって、幅方向に熱収縮する熱収縮性フィルムからなるラベルを高速でボトルに装着するのは困難である。それゆえ、最近では、フィルムロールから直接ボトルの周囲に巻き付けて装着すること(所謂、ラップ・ラウンド)が可能な長手方向に熱収縮するフィルムが求められている。さらに、近年では、お弁当等の合成樹脂製の片開き容器の周囲を帯状のフィルムで覆うことによって容器を閉じた状態で保持するラッピング方法が開発されており、長手方向に収縮するフィルムは、そのような包装用途にも適している。したがって、長手方向に収縮するフィルムは、今後、需要が飛躍的に増大するものと見込まれている。
【0007】
上記したような主収縮方向と直交する方向における機械的強度の不具合を解消するとともに、長手方向へ収縮する機能を発現させるべく、未延伸フィルムを長手方向(縦方向ともいう)、幅方向(横方向ともいう)にそれぞれ2.0〜5.0倍延伸した後に長手方向に1.1倍以上再延伸することによって、長手方向への収縮性を発現させるとともに、長手方向のヤング率および幅方向のヤング率をともに所定の値以上となるように調整した熱収縮性ポリエステルフィルムが知られている(特許文献1)。
【特許文献1】特開平8−244114号公報
【0008】
また、このような熱収縮性ポリエステルフィルムがPETボトルのラベル用として使用され、PETボトルがリサイクルされる場合に、これらラベルと分別する必要がある。ボトルとラベルを分別する方法の一つとして、両者を混合したまま粉砕し、それを水中にて攪拌することにより分別する方法がある。この方法を採用する場合にボトルの主原料であるPETは比重が約1.4なので、ラベル用の樹脂はそれ以下にする必要がある。その方法としてはラベル用のポリエステル樹脂そのものを下げることは困難である。そのためフィルム内部に空洞を多数含有させ見かけ密度を下げる方法が考えられている(特許文献2及び3参照)。しかし、これらのフィルムは以下の問題があった。
イ.空洞を設けることにより表面の荒れが大きくなり、印刷したラベルの外観が不良となり美観が損なわれる。
ロ.白色度が不足、または全光線透過率が高すぎたため、内容物が透けて見えたり、表印刷したラベルの外観が不良となり美観が損なわれる。
ハ.両面の粗さのバランスが悪く、美観と装着性が両立されていない。
ニ.収縮後の見かけ比重が高く、ボトルとの比重差による分別回収が困難である。
ホ.溶剤や膨潤剤による接着ができなかったため、接合部の外観不良や作業性の悪さがある。
【特許文献2】特公平7−33063号公報
【特許文献3】特開平5−111960号公報
【0009】
また最近は、容器の内容物の紫外線からの保護を目的として収縮ラベルを使用するケースが増えている。具体的なカット性は内容物によって異なるが、食品・飲料の場合、長波長領域の紫外線である360nm〜400nmの波長で内容物の変質や着色等が起こるため長波長領域、特に380nm及び400nmのカット性が重要である。しかしながら、従来の熱収縮性ポリエステル系フィルムでは上記の長波長領域の紫外線をカットするものはなかった。
【0010】
また、従来、これらの熱収縮性フィルムを使用する場合は、通常ラベルの内側に図柄印刷した後に白色印刷を施している。印刷インキの厚みは通常3μm程度であり光線遮断をするには充分で無かった。さらに、白色印刷を2回実施する方法で光線遮断を試みているが、品質要因(インキの厚みによる収縮特性の変化等)や納期及びコスト的にも不利であった。
【発明の開示】
【発明が解決しようとする課題】
【0011】
しかしながら、上記した特許文献1の熱収縮性ポリエステルフィルムは、長手方向、幅方向の機械的強度が良好であるものの、工業的な製品とした場合の諸特性や包装体として用いた場合の特性が必ずしも十分であるとはいえない。すなわち、本発明者らが、特許文献1の熱収縮性ポリエステルフィルムを得るべく、パイロットプラント(フィルム幅=1.5m)で追試を行ったところ、得られた特許文献1の熱収縮性ポリエステルフィルムは、長手方向、幅方向においてある程度の機械的強度を発現するものの、製造されたロール状のフィルムにおいて巻き締まりが起こり、フィルムロールにシワが入り易い、という不具合があることが分かった。さらに、上記追試により得られた熱収縮性ポリエステルフィルムは、主収縮方向と直交するミシン目に沿って引き裂く場合の引き裂き性(いわゆるミシン目開封性)が悪い、ということも分かった。また、主収縮方向である長手方向への収縮性が必ずしも十分であるとはいえず、幅広い包装に適応できるものではないことが分かった。
【0012】
本発明の目的は、上記特許文献1の熱収縮性ポリエステルフィルムが有する問題点を解消し、主収縮方向と直交する幅方向における機械的強度が高い上、製造されたロール状のフィルムにおいて巻き締まりが起こらず、フィルムロールにシワが入りにくく、ミシン目開封性が良好な熱収縮性ポリエステルフィルムを提供することにある。さらに、上記特性に加え、主収縮方向である長手方向への収縮性が高く、高収縮率を要求される用途にも適応できる熱収縮性ポリエステルフィルムを提供することにある。
【0013】
また、本発明の目的は、軽量で美観に優れ、印刷や加工を施さなくとも光線カット性を有し、印刷を施した場合にも優れた美観を有する熱収縮性ポリエステル系フィルムを提供することにある。
【課題を解決するための手段】
【0014】
即ち、本発明は以下の構成よりなる。
1. エチレンテレフタレートを主たる構成成分とし、全ポリエステル樹脂成分中において非晶質成分となりうる1種以上のモノマー成分を10モル%以上含有しているとともに、一定幅の長尺状に形成されており、主収縮方向が長手方向である熱収縮性ポリエステル系フィルムであって、
下記要件(1)〜(4)を満たすことを特徴とする熱収縮性ポリエステル系フィルム。(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が15%以上80%以下であること
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の湯温熱収縮率が0%以上17%以下であること
(3)80℃の温水中で長手方向に10%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が100N/mm以上300N/mm以下であること
(4)白色度が70以上又は/及び空洞を有すること
2. 全ポリステル樹脂成分中における非晶質成分となりうるモノマーの主成分が、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸の内のいずれかであることを特徴とする上記第1に記載の熱収縮性ポリエステル系フィルム。
3. 80℃の温水中で長手方向に10%収縮させた後に長手方向および幅方向のエルメンドルフ引裂荷重を測定した場合におけるエルメンドルフ比が0.15以上1.5以下であることを特徴とする上記第1又は第2に記載の熱収縮性ポリエステル系フィルム。
4. 上記第1〜第3のいずれかに記載の熱収縮性ポリエステル系フィルムを連続的に製造するための製造方法であって、
未延伸フィルムを、テンター内で幅方向の両端際をクリップによって把持した状態でTg+5℃以上Tg+40℃以下の温度で幅方向に2.5倍以上6.0倍以下の倍率で延伸した後、積極的な加熱操作を実行しない中間ゾーンを通過させた後に、100℃以上170℃以下温度で1.0秒以上10.0秒以下の時間に亘って熱処理し、しかる後、フィルムの表面温度が30℃以上70℃以下まで冷却した後、Tg+5℃以上Tg+80℃以下の温度で長手方向に2.0倍以上7倍以下の倍率で延伸し、しかる後、30℃/秒以上70℃/秒以下の冷却速度でフィルムの表面温度が45℃以上75℃以下となるまで冷却することを特徴とする熱収縮性ポリエステル系フィルムの製造方法。
【発明の効果】
【0015】
本発明の熱収縮性ポリエステル系フィルムは、主収縮方向と直交する幅方向における機械的強度も高い上、製造されたロール状のフィルムにおいて巻き締まりが起こらず、フィルムロールにシワが入りにくく、ミシン目開封性が良好である。加えて主収縮方向である長手方向への収縮性が高い。したがって、本発明の熱収縮性ポリエステル系フィルムは、ボトル等の容器のラベルとして好適に用いることができ、ボトル等の容器に短時間の内に非常に効率良く装着することが可能となる上、装着後に熱収縮させた場合に、熱収縮によるシワや収縮不足のきわめて少ない良好な仕上がりを発現させることができる。加えて、装着されたラベルは、非常に良好なミシン目開封性を発現するものとなる。
【0016】
また、本発明の熱収縮性ポリエステル系フィルムは、軽量で美観に優れ、印刷や加工を施さなくとも光線カット性を有し、印刷を施した場合にも優れた美観を有する熱収縮性ポリエステル系フィルムが得られる。
【0017】
従って、ラベル用、特に商品価値の高いラベル用の熱収縮性ポリエステル系フィルムとして極めて有用である。
【発明を実施するための最良の形態】
【0018】
本発明で使用するポリエステルを構成するジカルボン酸成分としては、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、オルトフタル酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、および脂環式ジカルボン酸等を挙げることができる。
【0019】
脂肪族ジカルボン酸(たとえば、アジピン酸、セバシン酸、デカンジカルボン酸等)を含有させる場合、含有率は3モル%未満であることが好ましい。これらの脂肪族ジカルボン酸を3モル%以上含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムでは、高速装着時のフィルム腰が不十分となる。
【0020】
また、3価以上の多価カルボン酸(たとえば、トリメリット酸、ピロメリット酸およびこれらの無水物等)を含有させないことが好ましい。これらの多価カルボン酸を含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムでは、必要な高収縮率を達成しにくくなる。
【0021】
本発明で使用するポリエステルを構成するジオール成分としては、エチレングリコール、1−3プロパンジオール、1−4ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環式ジオール、ビスフェノールA等の芳香族系ジオール等を挙げることができる。
【0022】
本発明の熱収縮性ポリエステル系フィルムに用いるポリエステルは、1,4−シクロヘキサンジメタノール等の環状ジオールや、炭素数3〜6個を有するジオール(たとえば、1−3プロパンジオール、1−4ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等)のうちの1種以上を含有させて、ガラス転移点(Tg)を60〜80℃に調整したポリエステルが好ましい。
【0023】
また、本発明の熱収縮性ポリエステル系フィルムに用いるポリエステルは、全ポリステル樹脂中における多価アルコール成分100モル%中の非晶質成分となりうる1種以上のモノマー成分の合計が10モル%以上であることが必要であり、15モル%以上であることが好ましく、17モル%以上であることがより好ましく、特に20モル%以上であることが好ましい。ここで、非晶質成分となりうるモノマーとしては、たとえば、ネオペンチルグリコール、1,4−シクロヘキサンジオールやイソフタル酸を挙げることができる。
【0024】
本発明の熱収縮性ポリエステル系フィルムに用いるポリエステル中には、炭素数8個以上のジオール(たとえばオクタンジオール等)、または3価以上の多価アルコール(たとえば、トリメチロールプロパン、トリメチロールエタン、グリセリン、ジグリセリン等)を、含有させないことが好ましい。これらのジオール、または多価アルコールを含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムでは、必要な高収縮率を達成しにくくなる。
【0025】
又、フィルムの易滑性を向上させるために、有機滑剤、無機の滑剤等の微粒子を含有せしめることも好ましい。又、必要に応じて安定剤、着色剤、酸化防止剤、消泡剤等の添加剤を含有するものであつても良い。滑り性を付与する微粒子としては、カオリン、クレー、炭酸カルシウム、酸化ケイ素、テレフタル酸カルシウム、酸化アルミニウム、酸化チタン、リン酸カルシウム、フツ化リチウム等の公知の不活性外部粒子、ポリエステル樹脂の溶融製膜に際して不溶な高融点有機化合物、架橋ポリマー及びポリエステル合成時に使用する金属化合物触媒、たとえばアルカリ金属化合物、アルカリ土類金属化合物などによつてポリエステル製造時に、ポリマー内部に形成される内部粒子であることができる。
【0026】
フィルム中に含まれる該微粒子は0.005〜0.9重量%、平均粒径としては0.001〜3.5μmである。本発明のポリエステルの極限粘度は好ましくは0.50以上、更に好ましくは0.60以上、特に好ましくは0.65以上である。ポリエステルの極限粘度が0.50未満であると結晶性が高くなり、十分な収縮率が得られなくなり、好ましくない。
【0027】
本発明において、適度な白色度を得るためには、例えば、内部に微細な空洞を含有させることが好ましい。例えば発泡材などを混合して押出してもよいが、好ましい方法としてはポリエステル中に非相溶な熱可塑性樹脂を混合し少なくとも1軸方向に延伸することにより、空洞を得ることである。本発明に用いられるポリエステルに非相溶の熱可塑性樹脂は任意であり、ポリエステルに非相溶性のものであれば特に制限されるものではない。具体的には、ポリスチレン系樹脂、ポリオレフィン系樹脂、ポリアクリル系樹脂、ポリカーボネート樹脂、ポリスルホン系樹脂、セルロース系樹脂などがあげられる。特に空洞の形成性からポリスチレン系樹脂あるいはポリメチルペンテン、ポリプロピレンなどのポリオレフィン系樹脂が好ましい。
【0028】
ポリスチレン系樹脂とは、ポリスチレン構造を基本構成要素として含む熱可塑性樹脂を指し、アタクティックポリスチレン、シンジオタクティックポリスチレン、アイソタクティックポリスチレン等のホモポリマーの外、その他の成分をグラフトあるいはブロック共重合した改質樹脂、例えば耐衝撃性ポリスチレン樹脂や変性ポリフェニレンエーテル樹脂等、更にはこれらのポリスチレン系樹脂と相溶性を有する熱可塑性樹脂例えばポリフェニレンエーテルとの混合物を含む。
【0029】
また、ポリメチルペンテン系樹脂とは、80モル%以上、好ましくは90モル%以上が4−メチルペンテン−1から誘導される単位を有するポリマーであり、他の成分としてはエチレン単位、プロピレン単位、ブテン−1単位、3−メチルブテン−1等からの誘導単位が例示される。かかるポリメチルペンテンのメルトフローレートは200g/10分以下であることが好ましく、更に好ましくは30g/10分以下である。これは、メルトフローレートが200g/10分を超える場合には、フィルムの軽量化効果を得にくくなるからである。
【0030】
また、本発明におけるポリプロピレン系樹脂としては、アイソタクティックポリプロピレン、シンジオタクティックポリプロピレン等のホモポリマーの外、その他の成分をグラフトあるいはブロック共重合した改質樹脂も含まれる。
【0031】
前記ポリエステルと非相溶な樹脂を混合してなる重合体混合物の調製にあたっては、たとえば、各樹脂のチップを混合し押出機内で溶融混練した後押出してもよいし、予め混練機によって両樹脂を混練したものを更に押出機より溶融押出ししてもよい。また、ポリエステルの重合工程においてポリスチレン系樹脂を添加し、攪拌分散して得たチップを溶融押出してもかまわない。
【0032】
本発明におけるフィルムは内部に多数の空洞を含有する層Aの少なくとも片面にA層よりも空洞の少ない層Bを設けることが好ましい。この構成にするためには異なる原料をA、Bそれぞれ異なる押出機に投入、溶融し、T−ダイの前またはダイ内にて溶融状態で貼り合わせ、冷却ロールに密着固化させた後、後に述べる方法で延伸することが好ましい。このとき、原料としてB層の非相溶な樹脂はA層よりも少ないことが好ましい。こうすることによりB層の空洞が少なく、また表面の荒れが少なくなり、印刷の美観を損なわないフィルムとなる。また、フィルム中に空洞が多数存在しない部分が存在するため、フィルムの腰が弱くならず装着性に優れるフィルムとなる。
【0033】
また、本発明の熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから、下式1により算出したフィルムの長手方向の熱収縮率(すなわち、90℃の湯温熱収縮率)が、15%以上80%以下であることが好ましい。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) ・・式1
【0034】
90℃における長手方向の湯温熱収縮率が15%未満であると、ラベルとして使用する場合に、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の湯温熱収縮率が80%を上回ると、ラベルとして用いて場合に熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまったりするので好ましくない。なお、90℃における長手方向の湯温熱収縮率の下限値は、20%以上であると好ましく、25%以上であるとより好ましく、30%以上であると特に好ましい。また、90℃における長手方向の湯温熱収縮率の上限値は、75%以下であると好ましく、70%以下であるとより好ましく、65%以下であると特に好ましい。
【0035】
また、本発明のフィルムを、予め主収縮方向を円周方向とする筒状のラベルを形成した後にボトルに嵌め込む(ボトル等の周囲に装着する)場合には、90℃における長手方向の湯温熱収縮率が40%以上80%以下であると好ましい。上記の如く予め主収縮方向を円周方向とする筒状のラベルを形成した後にボトルに嵌め込む場合において、90℃における長手方向の湯温熱収縮率が40%以下であると、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の湯温熱収縮率が80%を上回ると、ラベルとして用いて場合に熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまったりするので好ましくない。なお、予め主収縮方向を円周方向とする筒状のラベルを形成した後にボトルに嵌め込む場合には、90℃における長手方向の湯温熱収縮率の下限値は、45%以上であると好ましく、50%以上であるとより好ましく、55%以上であると特に好ましい。また、90℃における長手方向の湯温熱収縮率の上限値は、75%以下であると好ましく、70%以下であるとより好ましく、65%以下であると特に好ましい。以下、上記のような、90℃における長手方向の湯温熱収縮率が40%以上80%以下のフィルムが適する筒状体嵌め込み等の用途を高収縮用途と称することがある。
【0036】
また、本発明のフィルムをラップ・ラウンド方式により、フィルムロールから直接ボトルの周囲に巻き付けて装着する場合には、90℃における長手方向の湯温熱収縮率が15%以上40%未満であると好ましい。90℃における長手方向の湯温熱収縮率が15%未満であると、収縮量が小さいために、ラベルとして胴巻き方式で巻き付けた後の熱収縮時にシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の湯温熱収縮率が40%以上であると、ラベルとして胴巻き方式で巻き付けた後の熱収縮時に収縮歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまうので好ましくない。なお、90℃における長手方向の湯温熱収縮率の下限値は、17%以上であると好ましく、19%以上であるとより好ましく、21%以上であると特に好ましい。また、90℃における長手方向の湯温熱収縮率の上限値は、38%以下であると好ましく、36%以下であるとより好ましく、34%以下であると特に好ましい。以下、上記のような用途をラップラウンド用途と称することがある。
【0037】
また、本発明の熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから、上式1により算出したフィルムの幅方向の湯温熱収縮率が、0%以上17%以下であることが好ましい。
【0038】
90℃における幅方向の湯温熱収縮率が0%未満であると、ボトルのラベルとして使用する際に良好な収縮外観を得ることができないので好ましくなく、反対に、90℃における幅方向の湯温熱収縮率が17%を上回ると、ラベルとして用いた場合に熱収縮時に収縮に歪みが生じ易くなるので好ましくない。なお、90℃における幅方向の湯温熱収縮率の上限値は、15%以下であると好ましく、14%以下であるとより好ましく、13%以下であるとさらに好ましく、12%以下であると特に好ましく、最も好ましくは11%以下である。なお、原料であるポリエステル系樹脂の本質的な特性を考慮すると、90℃における幅方向の温湯熱収縮率の下限値は、0%程度であると考えている。
【0039】
また、本発明の熱収縮性ポリエステル系フィルムは、80℃の温水中で長手方向に10%収縮させた後に、以下の方法で単位厚み当たりの幅方向の直角引裂強度を求めたときに、その幅方向の直角引裂強度が100N/mm以上300N/mm以下であると好ましい。
【0040】
[直角引裂強度の測定方法]
80℃に調整された湯温中でフィルムを長手方向に10%収縮させた後に、JIS−K−7128に準じて所定の大きさの試験片としてサンプリングする。しかる後に、万能引張試験機で試験片の両端を掴み、引張速度200mm/分の条件にて、フィルムの幅方向における引張破壊時の強度の測定を行う。そして、下式2を用いて単位厚み当たりの直角引裂強度を算出する。
直角引裂強度=引張破壊時の強度÷厚み ・・式2
【0041】
80℃の温水中で長手方向に10%収縮させた後の直角引裂強度が100N/mm未満であると、ラベルとして使用した場合に運搬中の落下等の衝撃によって簡単に破れてしまう事態が生ずる可能性があるので好ましくなく、反対に、直角引裂強度が300N/mmを上回ると、ラベルを引き裂く際の初期段階におけるカット性(引き裂き易さ)が不良となるため好ましくない。なお、直角引裂強度の下限値は、125N/mm以上であると好ましく、150N/mm以上であるとより好ましく、175N/mm以上であると特に好ましい。また、直角引裂強度の上限値は、275N/mm以下であると好ましく、250N/mm以下であるとより好ましく、225N/mm以下であると特に好ましい。
【0042】
また、本発明の熱収縮性ポリエステル系フィルムは、80℃の温水中で長手方向に10%収縮させた後に、以下の方法で長手方向および幅方向のエルメンドルフ引裂荷重を求めたときに、それらのエルメンドルフ引裂荷重の比であるエルメンドルフ比が0.15以上1.5以下であると好ましい。
【0043】
[エルメンドルフ比の測定方法]
所定の長さを有する矩形状の枠にフィルムを予め弛ませた状態で装着する(すなわち、フィルムの両端を枠によって把持させる)。そして、弛んだフィルムが枠内で緊張状態となるまで(弛みがなくなるまで)、約5秒間に亘って80℃の温水に浸漬させることによって、フィルムを長手方向に10%収縮させる。しかる後に、JIS−K−7128に準じて、フィルムの長手方向および幅方向のエルメンドルフ引裂荷重の測定を行い、下式3を用いてエルメンドルフ比を算出する。
エルメンドルフ比=長手方向のエルメンドルフ引裂荷重÷幅方向のエルメンドルフ引裂荷重 ・・式3
【0044】
エルメンドルフ比が0.15未満であると、ラベルとして使用した場合にミシン目に沿って真っ直ぐに引き裂きにくいので好ましくない。反対にエルメンドルフ比が1.5を上回ると、ミシン目とずれた位置で裂け易くなるので好ましくない。なお、エルメンドルフ比の下限値は、0.20以上であると好ましく、0.25以上であるとより好ましく、0.3以上であると特に好ましい。また、エルメンドルフ比の上限値は、1.4以下であると好ましく、1.3以下であるとより好ましく、1.2以下であると特に好ましい。
【0045】
一方、本発明においてはフィルムの長手方向の最大熱収縮応力値が2.5(MPa)以上20(MPa)以下であることが好ましい。フィルムの長手方向の最大熱収縮応力値が6(MPa)未満であると、PETボトル等の容器にラベルとして装着して熱収縮させた場合に、PETボトルのキャップの開放時にキャップと一緒にラベルが回転してキャップの開封性を悪化させる事態が生じ得るので好ましくない。なお、フィルムの長手方向の最大熱収縮応力値が低すぎると、熱収縮時に収縮不足を生じて良好な外観を得ることができなくなる。フィルムの長手方向の最大熱収縮応力値の下限値は、3.0(MPa)以上であるとより好ましく、3.5(MPa)以上であると特に好ましい。反対に、最大熱収縮応力値が20(MPa)を超えると、収縮速度が速くシワが入り易くなる。また、フィルムの長手方向の最大熱収縮応力値の上限値は、19(MPa)以下であるとより好ましく、18(MPa)以下であると特に好ましい。
高収縮用途の場合でキャップの開封性を良好に保つためには、フィルムの長手方向の最大熱収縮応力値の下限は6(MPa)以上であるとより好ましく、さらに好ましくは7(MPa)以上であり、8(MPa)以上であると特に好ましい。
ラップラウンド用途の場合では、胴巻き後の熱収縮時に収縮歪みが発生しやすくなるのでフィルムの長手方向の最大熱収縮応力値の上限は7MPa以下であることが好ましい。より好ましくは6.5MPa以下、さらに好ましくは6.0MPa以下、特に好ましくは5.5MPa以下である。
【0046】
さらに、本発明の熱収縮性ポリエステル系フィルムは、溶剤接着強度が4(N/15mm)以上であることが好ましい。溶剤接着強度が4(N/15mm)未満であると、ラベルが熱収縮した後に溶剤接着部から剥れ易くなるので好ましくない。なお、溶剤接着強度は、4.5(N/15mm)以上であるとより好ましく、5(N/15mm)以上であると特に好ましい。特に高収縮用途の場合、上記特性を満足することが好ましい。
【0047】
加えて、本発明の熱収縮性ポリエステル系フィルムは、長手方向の厚み斑が10%以下であることが好ましい。長手方向の厚み斑が10%を超える値であると、ラベル作成の際の印刷時に印刷斑が発生し易くなったり、熱収縮後の収縮斑が発生し易くなったりするので好ましくない。なお、長手方向の厚み斑は、8%以下であるとより好ましく、6%以下であるとより好ましい。
【0048】
上記の熱収縮フィルムの熱収縮率、最大熱収縮応力値、溶剤接着強度、フィルムの長手方向の厚み斑は、前述の好ましいフィルム組成を用いて、後述の好ましい製造方法と組み合わせることにより達成することが可能となる。
【0049】
さらに、本発明の熱収縮性ポリエステル系フィルムは、示差走査熱量測定(DSC)において融点測定時の吸熱曲線のピークが検出されないことが好ましい。フィルムを構成するポリエステルを非晶性とすることで、融点測定時の吸熱曲線のピークはより発現しにくくなる。融点測定時の吸熱曲線のピークが発現しない程度まで高度に非晶化することにより、溶剤接着強度が向上するとともに、熱収縮率や最大熱収縮応力値を高めて、前述の好ましい範囲内に制御することが容易となる。
【0050】
本発明の熱収縮性ポリエステル系フィルムの厚みは、特に限定されるものではないが、ラベル用熱収縮性フィルムとして10〜200μmが好ましく、20〜100μmがより好ましい。
【0051】
本発明のフィルムは、一方の面の中心線平均表面粗さ0.5μm以下、より好ましくは0.2μm以下、さらに好ましくは0.1μm以下である。0.5μmを超えると、印刷をした場合の美観が不良になる。
また一方の面の反対面の中心線平均表面粗さは一方の面のそれより、好ましくは0.05μm以上、より好ましくは0.1μm以上、さらに好ましくは0.2μm大きいことが好ましい。一方の面と反対面の中心線平均表面粗さの差が0.05未満では、印刷を施す反対面の滑りが不良になるため収縮時にボトルとフィルムの滑りが不良になりやすく、ラベルを装着したときの美観が不良となるやすいのであまり好ましくない。
【0052】
以上の特性を満足するために本発明のフィルムは単一の層からなるものでもよいが、好ましくは層構成はA/B、B/A/B、あるいはB/A/Cである。A層とB層の厚み比は好ましくはA/B=2/1以上、より好ましくは4/1以上、さらに好ましくは6/1以上である。1/1未満では、印刷性の美観と比重を下げることの両立が困難である。B/A/Bは収縮処理後の好ましくないカーリングを抑制する上で好ましい。
【0053】
C層を設ける場合は、空洞の含有量は任意であるが、収縮時のボトルとフィルムの滑りを制御するための粒子を添加することが可能である。
本発明のフィルムはクッション率が10%以上、好ましくは20%以上である。クッション率が低いと、瓶やボトルの破損防止効果が低下する。
【0054】
本発明においては、全光線透過率は30%以下、好ましくは25%以下、より好ましくは20%以下、さらに好ましくは15%以下である。30%以上では内容物が透けて見えたり、印刷物が見えにくかったりと外観に劣る。本発明においては、白色度は60以上、好ましくは70以上、より好ましくは75以上、更に好ましくは80以上である。60未満では内容物が透けて見えたり、印刷物が見えにくかったりで外観に劣る。上限は特に定めないが95以下であって構わない。フィルム厚みは100μm以下が好ましい。これ以上では、収縮ムラがおきやす
くなる。
【0055】
本発明で得られたフィルムは、チューブ状にしてフィルム端部の接合によって製造する。それに当たっては、1.3ジオキソランまた又は1.3ジオキソランと相溶する有機溶剤との混合液または溶解度パラメータが8.0〜13.8の範囲内にある溶剤または膨潤剤を塗布し、乾燥する前に70℃以下の温度で接合してチューブ状体を得ることをで接着することが好ましい。溶解度パラメータは例えば溶剤ハンドブック(日本接着協会編、日刊工業新聞社刊)などに記されているものがあげられる。チューブにおける接合部は可能な限り細い接合幅のものから50mm以上に及ぶ広幅のものであってもよく、勿論容器類の大きさに応じて適宜定められるものであるが、通常の種類では1〜5mm幅が標準である。又接合部は一本の線状に接合されたものでもよいが、2本以上に渡って複数の線状接合が形成されたものでも良い。これらの接合部はフィルム基材にほとんど損傷を与えないものであるから、ポリエステル系重合体の特性をそのまま保持しており、耐衝撃性や耐破瓶性等の保護特性を有するに止まらず熱収縮による配向度の低下、又その後の熱処理による白化現象や脆化現象を見ることもなく良好である。
【0056】
このチューブを使用した装着物としては、容器、瓶(プラスチックボトルを含む)、缶棒状物(パイプ、棒、木材、各種棒状体)があるが、好ましくはポリエチレンテレフタレートを主体とするボトルに装着することにより、回収が容易となり、ポリエチレンテレフタレートボトルの再利用の際にボトル原料に微量混合されてしまっても、着色しにくいので有効である。
【0057】
また、本発明の熱収縮性ポリエステル系フィルムは、上記したポリエステル原料を押出機により溶融押し出しして未延伸フィルムを形成し、その未延伸フィルムを以下に示す方法により、二軸延伸して熱処理することによって得ることができる。
【0058】
原料樹脂を溶融押し出しする際には、ポリエステル原料をホッパードライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥するのが好ましい。そのようにポリエステル原料を乾燥させた後に、押出機を利用して、200〜300℃の温度で溶融しフィルム状に押し出す。かかる押し出しに際しては、Tダイ法、チューブラー法等、既存の任意の方法を採用することができる。
【0059】
そして、押し出し後のシート状の溶融樹脂を急冷することによって未延伸フィルムを得ることができる。なお、溶融樹脂を急冷する方法としては、溶融樹脂を口金より回転ドラム上にキャストして急冷固化することにより実質的に未配向の樹脂シートを得る方法を好適に採用することができる。
【0060】
さらに、得られた未延伸フィルムを、後述するように、所定の条件で幅方向に延伸した後に、一旦、熱処理し、しかる後に所定の条件で長手方向に延伸し、その縦延伸後のフィルムを急冷することによって、本発明の熱収縮性ポリエステル系フィルムを得ることが可能となる。以下、本発明の熱収縮性ポリエステル系フィルムを得るための好ましい二軸延伸・熱処理方法について、従来の熱収縮性ポリエステル系フィルムの二軸延伸・熱処理方法との差異を考慮しつつ詳細に説明する。
【0061】
[熱収縮性ポリエステル系フィルムの好ましい延伸・熱処理方法]
通常の熱収縮性ポリエステル系フィルムは、収縮させたい方向に未延伸フィルムを延伸することによって製造される。従来から長手方向に収縮する熱収縮性ポリエステル系フィルムについての要求は高かったものの、未延伸フィルムを単純に長手方向に延伸するだけでは、幅の広いフィルムが製造できないため生産性が悪い上、厚み斑の良好なフィルムを製造することができない。また、予め幅方向に延伸した後に長手方向に延伸する方法を採用すると、幅方向に不必要に収縮するものとなったり、長手方向への収縮量が不十分となってしまう。また、上述したように、特開平8−244114号公報には、長手方向の機械的特性を向上させるために未延伸フィルムを所定の条件下で縦−横−縦の順に延伸する方法が示されているが、発明者らのパイロット機での追試によれば、かかる方法で製造されたフィルムロールに長手方向のシワが発生し、ミシン目開封性も不良であった。さらに、
主収縮方向である長手方向への収縮性の高いフィルムを得ることはできないことが判明した。加えて、長手方向への収縮性を上げるべく縦方向の延伸倍率(1段目の縦延伸倍率あるいは2段目の縦延伸倍率)を増加させると、最終的に長手方向に延伸する際にフィルムの破断が多発して連続的に安定した製造を行うことが困難であることも判明した。
【0062】
本発明者らは、最終的に長手方向の収縮量を大きくするためには、特開平8−244114号のように長手方向および幅方向に二軸延伸した後に長手方向に延伸する方法は不利であり、単純に幅方向に延伸した後に長手方向に延伸する方が有利ではないかと考えた。そして、そのような幅方向の延伸後に長手方向に延伸する方法(以下、単に、横−縦延伸法という)において、各延伸工程における条件によりフィルムの長手方向の湯温収縮率、ミシン目開封性がどのように変化するかについて鋭意検討した。その結果、横−縦延伸法によるフィルム製造の際に、以下の手段を講じることにより、長手方向の収縮量が高くなり、連続的に安定して製造することが可能となることを突き止めた。しかも、そればかりではなく、以下の手段を講じた場合には、製造後のフィルムロールにシワが入りにくくなるとともに、フィルムのミシン目開封性が飛躍的に良好なものとなる、という驚くべき副次的な効果があることが判明した。そして、本発明者らは、それらの知見に基づいて本発明を案出するに至った。
(1)幅方向への延伸後における収縮応力の制御
(2)幅方向への延伸と中間熱処理との間における加熱の遮断
(3)長手方向へ延伸する前のフィルム端部のトリミング
(4)長手延伸後のフィルムの冷却速度の制御
以下、上記した各手段について順次説明する。
【0063】
(1)幅方向への延伸後における収縮応力の制御
本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムを幅方向に延伸した後に、100℃以上170℃未満の温度で1.0秒以上10.0秒以下の時間に亘って熱処理(以下、中間熱処理という)することが好ましい。かかる中間熱処理を行うことによって、ラベルとした場合にミシン目カット性が良好で収縮斑が生じないフィルムを得ることが可能となる。そのように横延伸後に特定の中間熱処理を施すことによりミシン目カット性が良好で収縮斑が生じないフィルムを得ることが可能となる理由は明らかではないが、特定の中間熱処理を施すことによって、幅方向への分子配向をある程度残存させつつ、幅方向の収縮応力を低減させることが可能となるためではないかと考えている。なお、熱処理の温度の下限は、110℃以上であると好ましく、115℃以上であるとより好ましい。また、熱処理の温度の上限は、165℃以下であると好ましく、160℃以下であるとより好ましい。一方、熱処理の時間は、1.0秒以上10.0秒以下の範囲内で原料組成に応じて適宜調整する必要がある。
【0064】
また、未延伸フィルムの幅方向への延伸は、テンター内で幅方向の両端際をクリップによって把持した状態で、Tg+5℃以上Tg+40℃以下の温度で2.5倍以上6.0倍以下の倍率となるように行う必要がある。延伸温度がTg+5℃を下回ると、延伸時に破断を起こし易くなるので好ましくなく、反対にTg+40℃を上回ると、幅方向の厚み斑が悪くなるので好ましくない。なお、横延伸の温度の下限は、Tg+10℃以上であると好ましく、Tg+15℃以上であるとより好ましい。また、横延伸の温度の上限は、Tg+35℃以下であると好ましく、Tg+30℃以下であるとより好ましい。一方、幅方向の延伸倍率が2.5倍を下回ると、生産性が悪いばかりでなく幅方向の厚み斑が悪くなるので好ましくなく、反対に6.0倍を上回ると、延伸時に破断を起こし易くなる上、緩和させるのに多大なエネルギーと大掛かりな装置が必要となり、生産性が悪くなるので好ましくない。なお、横延伸の倍率の下限は、3.0倍以上であると好ましく、3.5倍以上であるとより好ましい。また、横延伸の倍率の上限は、5.5倍以下であると好ましく、5.0倍以下であるとより好ましい。
【0065】
(2)幅方向への延伸と中間熱処理との間における加熱の遮断
本発明の横−縦延伸法によるフィルムの製造においては、上記の如く、横延伸後に中間熱処理を施す必要があるが、それらの横延伸と中間熱処理との間において、0.5秒以上3.0秒以下の時間に亘って、積極的な加熱操作を実行しない中間ゾーンを通過させる必要がある。すなわち、製造コストを考慮した場合、同一のテンター内で横延伸および中間熱処理を実施するのが好ましいが、本発明のフィルムの製造においては、かかるテンター内の横延伸ゾーンと熱処理ゾーンとの間に中間ゾーンを設けることが好ましい。加えて、その中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように延伸ゾーンおよび熱処理ゾーンからの熱風を遮断するのが好ましい。そして、本発明のフィルムの製造においては、横延伸後のフィルムをかかる中間ゾーンへ導き、所定時間をかけてその中間ゾーンを通過させるのが好ましい。中間ゾーンを通過させる時間が0.5秒を下回ると、通過するフィルムの随伴流により横延伸ゾーンの熱風が熱固定ゾーンに流れ込み、熱固定ゾーンにおける中間熱処理の温度コントロールが困難となるので好ましくない。反対に中間ゾーンを通過させる時間は3.0秒もあれば十分であり、それ以上の長さに設定しても、設備のムダとなるので好ましくない。なお、中間ゾーンを通過させる時間の下限は、0.7秒以上であると好ましく、0.9秒以上であるとより好ましい。また、中間ゾーンを通過させる時間の上限は、2.5秒以下であると好ましく、2.0秒以下であるとより好ましい。
【0066】
(3)長手方向へ延伸する前のフィルム端部のトリミング
本発明の横−縦延伸法によるフィルムの製造においては、中間熱処理を施したフィルムを手方向に延伸する前に、フィルム端縁際の十分に横延伸されていない肉厚部分(主として横延伸時のクリップ把持部分)をトリミングするのが好ましい。より具体的には、フィルムの左右の端縁際に位置した中央部分の厚みの約1.1〜1.3倍の厚みの部分においてカッター等の工具を用いてフィルム端縁際の肉厚部分を切断し、肉厚部分を除去しつつ、残りの部分のみを長手方向に延伸するのが好ましい。なお、上記の如くフィルム端部をトリミングする際には、トリミングする前のフィルムを表面温度が50℃以下となるように冷却しておくことが好ましい。そのようにフィルムを冷却することにより、切断面を乱すことなくトリミングすることが可能となる。また、フィルム端部のトリミングは、通常のカッター等を用いて行うことができるが、周状の刃先を有する丸刃を用いると、局部的に刃先が鈍くなる事態が起こらず、フィルム端部を長期間に亘ってシャープに切断し続けることができ、長手方向への延伸時における破断を誘発する事態が生じないので好ましい。
【0067】
かかる如く、長手方向への延伸前にフィルムの端部をトリミングすることによって、一旦熱固定したフィルムを均一に長手方向へ延伸することが可能となり、初めて破断のない安定したフィルムの連続製造が可能となる。加えて、長手方向(主収縮方向)の収縮量の大きなフィルムを得ることが可能となる。さらに、フィルムを均一に長手方向へ延伸することが可能となるため、長手方向の厚み斑の小さなフィルムを得ることができる。その上、フィルムの端部をトリミングすることによって、長手方向への延伸時におけるボーイングが回避され、左右の物性差の小さなフィルムを得ることが可能となる。なお、長手方向への延伸は、複数のロール群を連続的に配置した縦延伸機を利用する方法(ロールの速度差を利用して延伸する方法)等により、Tg+5℃以上Tg+80℃以下の温度で2.0倍以上7.0倍以下の倍率となるように行う必要がある。
【0068】
(4)長手延伸後のフィルムの冷却速度の制御
本発明の横−縦延伸法によるフィルムの製造においては、上記の如く、横延伸後に中間熱処理を施してから長手方向に延伸した後に、30℃/秒以上70℃/秒以下の冷却速度で表面温度が45℃以上75℃以下となるまでフィルムを冷却するのが好ましい。そのようにフィルムを適度な速さで冷却することによって、巻き締まりによるフィルムロールのシワの低減が可能となる。冷却速度が30℃/秒を下回ったり、冷却後の表面温度が75℃を上回ったりするような冷却であると、巻き締まりが起こり易くなるので好ましくない。反対に、冷却速度が70℃/秒を上回るような急激な冷却であると、フィルムの幅方向への収縮(いわゆるネックイン)の度合いが大きくなり、フィルム表面に傷が付き易くなるので好ましくない。
【0069】
なお、上記した(1)〜(4)の手段の内の特定の何れかのみが、フィルムの長手方向における熱収縮性、ミシン目開封性、安定した製膜性に有効に寄与するものではなく、(1)〜(4)の手段を組み合わせて用いることにより、非常に効率的に、長手方向における熱収縮性、ミシン目開封性、安定した製膜性を発現させることが可能となるものと考えられる。
【実施例】
【0070】
以下、実施例によって本発明をより詳細に説明するが、本発明は、かかる実施例の態様に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で、適宜変更することが可能である。実施例、比較例で使用した原料の性状、組成、実施例、比較例におけるフィルムの製造条件(延伸・熱処理条件等)を、それぞれ表1〜表3に示す。
【0071】
【表1】
【0072】
【表2】
【0073】
【表3】
【0074】
また、フィルムの評価方法は下記の通りである。
【0075】
[Tg(ガラス転移点)]
セイコー電子工業株式会社製の示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを、−40℃から120℃まで、昇温速度10℃/分で昇温し、得られた吸熱曲線より求めた。吸熱曲線の変曲点の前後に接線を引き、その交点をTg(ガラス転移点)とした。
【0076】
[Tm(融点)]
セイコー電子工業株式会社製の示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、室温より昇温速度10℃/分で昇温した時の吸熱曲線のピークの温度より求めた。
【0077】
[熱収縮率(湯温熱収縮率)]
フィルムを10cm×10cmの正方形に裁断し、所定温度±0.5℃の温水中において、無荷重状態で10秒間処理して熱収縮させた後、フィルムの縦および横方向の寸法を測定し、上式1にしたがって、それぞれ熱収縮率を求めた。当該熱収縮率の大きい方向を主収縮方向とした。
【0078】
[最大熱収縮応力値]
延伸したフィルムを、主収縮方向×主収縮方向と直交する方向=200mm×15mmのサイズにカットした。しかる後、(株)ボールドウィン社製 万能引張試験機 STM−50を温度90℃に調整した上で、カットしたフィルムをセットし、10秒間保持したときの応力値を測定した。
【0079】
[エルメンドルフ比]
得られたフィルムを矩形状の枠に予め弛ませた状態で装着し(フィルムの両端を枠によって把持させ)、弛んだフィルムが枠内で緊張状態となるまで(弛みがなくなるまで)、約5秒間に亘って80℃の温水に浸漬させることによって、フィルムを主収縮方向に10%収縮させた(以下、予備収縮という)。しかる後に、JIS−K−7128に準じて、主収縮方向×直交方向=75mm×63mmのサイズに切り取り、長尺な端縁(主収縮方向に沿った端縁)の中央から当該端縁に直交するように20mmのスリット(切り込み)を入れることによって試験片を作製した。そして、作製された試験片を用いて直交方向のエルメンドルフ引裂荷重の測定を行った。また、上記方法と同様な方法でフィルムを主収縮方向に予備収縮させた後に、フィルムの主収縮方向と直交方向とを入れ替えて試験片を作製し、主収縮方向のエルメンドルフ引裂荷重の測定を行った。そして、得られた主収縮方向および主収縮方向と直交する方向のエルメンドルフ引裂荷重から上式3を用いてエルメンドルフ比を算出した。
【0080】
[直角引裂強度]
80℃に調整された湯温中にてフィルムを主収縮方向に10%収縮させた後に、JIS−K−7128に準じて、図1に示す形状にサンプリングすることによって試験片を作製した(なお、サンプリングにおいては、試験片の長手方向をフィルムの主収縮方向とした)。しかる後に、万能引張試験機((株)島津製作所製 オートグラフ)で試験片の両端を掴み、引張速度200mm/分の条件にて、フィルムの幅方向における引張破壊時の強度の測定を行い、上式2を用いて単位厚み当たりの直角引裂強度を算出した。
【0081】
[主収縮方向厚み斑]
フィルムを長さ30m×幅40mmの長尺なロール状にサンプリングし、ミクロン測定器株式会社製の連続接触式厚み計を用いて、5(m/分)の速度で測定した。なお、上記したロール状のフィルム試料のサンプリングにおいては、フィルム試料の長さ方向をフィルムの主収縮方向とした。測定時の最大厚みをTmax.、最小厚みをTmin.、平均厚みをTave.とし、下式5からフィルムの長手方向の厚み斑を算出した。
厚み斑={(Tmax.−Tmin.)/Tave.}×100 (%) ・・式5
【0082】
[溶剤接着強度]
延伸したフィルムに1,3−ジオキソランを塗布して2枚を張り合わせることによってシールを施した。しかる後、シール部をフィルムの主収縮方向と直交する方向(以下、直交方向という)に15mmの幅に切り取り、それを(株)ボールドウィン社製 万能引張試験機 STM−50にセットし、引張速度200mm/分の条件で180°ピール試験を行った。そして、そのときの引張強度を溶剤接着強度とした。
【0083】
[収縮仕上り性(筒状体嵌め込み)]
熱収縮性フィルムに、予め東洋インキ製造(株)の草・金・白色のインキで3色印刷を施した。そして、印刷したフィルムの両端部をジオキソランで接着することにより、円筒状のラベル(熱収縮性フィルムの主収縮方向を周方向としており、外周長が装着するボトルの外周長の1.05倍である円筒状のラベル)を作成した。しかる後、その円筒状のラベルを、500mlのPETボトル(胴直径62mm、ネック部の最小直径25mm)に被せて、Fuji Astec Inc製スチームトンネル(型式;SH−1500−L)を用い、通過時間2.5秒、ゾーン温度80℃で熱収縮させることにより、ラベルを装着した。なお、装着の際には、ネック部においては、直径40mmの部分がラベルの一方の端になるように調整した。収縮後の仕上がり性の評価は目視で行い、基準は下記の通りとした。
◎:シワ,飛び上り、収縮不足の何れも未発生で、かつ色の斑も見られない
○:シワ,飛び上り、または収縮不足が確認できないが、若干、色の斑が見られる
△:飛び上り、収縮不足の何れも未発生だが、ネック部の斑が見られる
×:シワ、飛び上り、収縮不足が発生
【0084】
[収縮仕上り性(ラップ・ラウンド)]
熱収縮性フィルムに東洋インキ製造(株)の草・金・白色のインキで3色印刷を施し、当該印刷後の熱収縮性フィルムを、長手方向が縦になるように、縦230mm×横100mmのサイズで切り出した。そして、265mlアルミニウムボトル缶(図2参照、胴直径68mm、ネック部の最小直径25mmで、胴の中央の直径が60mmとなるように“くびれ”が設けてあるもの)を立てた状態で、切り出したフィルムの長辺の一方が感の底部に沿うようにフィルムを巻き付けながら、フィルムの短辺のボトル缶当接面側の端縁際の上下および中央の3箇所に、下記の方法により製造された活性エネルギー線(UV)硬化型接着剤を散点状に塗布して、フィルムをボトル缶に固定した。次いで、巻き付けたフィルムの他端縁際にも、同様な活性エネルギー線硬化型接着剤を塗布し、その他端縁を、先にボトル缶に固定した端縁際に5mmの幅で重ね合わせて、当該他端縁に塗布された接着剤層を挟み込んだ。しかる後、直ちに、その接着部分(フィルムの端縁際同士が重なり合った部分)に3kW(120W/cm)×1灯空冷式水銀灯で紫外線を100mJ/cm2 となるように照射して、フィルムの両端を硬化接着させて、熱収縮性ラベル付きボトル缶を製造した。続いて、熱収縮性ラベル付きボトル缶を、ラベル装着後、直ちに、長さ3mで92℃に保温された水蒸気炉シュリンクトンネルに送入し、10秒かけて通過させることにより、ラベルを収縮させてボトル缶の外周に密着させた。なお、かかるフィルムの装着の際には、ネック部においては、直径40mmの部分がラベルの一方の端になるように調整した。しかる後に、収縮後の仕上がり性を目視により下記の四段階で評価した。
◎:シワ,飛び上り、収縮不足の何れも未発生で、かつ色の斑も見られない
○:シワ,飛び上り、または収縮不足が確認できないが、若干、色の斑が見られる
△:飛び上り、収縮不足の何れも未発生だが、ネック部の斑が見られる
×:シワ、飛び上り、収縮不足が発生
【0085】
<活性エネルギー線(UV)硬化型接着剤の製造方法>
温度計、攪拌機、蒸留塔、コンデンサー、減圧装置を具備した反応容器の中に、ジメチルテレフタレート440部、ジメチルイソフタレート440部、エチレングリコール412部、ヘキサンジオール393部、及びテトラブトキシチタネート0.5部を仕込み、150〜230℃で120分間加熱してエステル交換反応をさせた。ついで反応系を10mmHgに減圧し、30分間で250℃まで昇温して反応を行い、共重合ポリエステエルポリオールを得た。ポリエステルポリオールの分子量は1600であった。次に、温度計、攪拌機、還流冷却器を具備した反応容器中に共重合ポリエステルポリオール100部、フェノキシエチルアクリレート120部を仕込み、溶解後、イソホロンジイソシアネート15部およびジブチル錫ジラウレート0.05部を仕込み、70〜80℃で2時間反応させた後、さらに2−ヒドロキシエチルアクリレート5部を加えて70〜80℃で反応を行うことにより、ウレタンアクリレート樹脂のフェノキシエチルアクリレート溶液を得た。なお、この溶液100部、使用直前に、光重合開始剤として2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン(ダロキュアー(登録商標)1173:チバ・スペシャルティ・ケミカルズ社製)3質量部添加し、活性エネルギー線(UV)硬化型接着剤を得た。ウレタンアクリレートの分子量は2000であった。接着剤の組成を表3にまとめた。なお、上記中の分子量は数平均分子量であり、テトラヒドロフランを溶離役としてGPC150c(ウォーターズ社製)を用い測定した結果(ポリスチレン換算)である。測定の際にカラム温度は35℃、流量1ml/分とした。
【0086】
[ラベル密着性]
上記した収縮仕上り性(筒状体嵌め込み)の測定条件と同一の条件でラベルをPETボトルに装着した。そして、装着したラベルとPETボトルとを軽くねじったときに、ラベルが動かなければ○、すり抜けたり、ラベルとボトルとがずれたりした場合には×とした(なお、ラップ・ラウンド方式により、フィルムをPETボトル等に直接的に巻き付けて装着する場合には、フィルムの端縁がPETボトルに接着されるため、当該ラベル密着性が問題となることはない)。
【0087】
[ミシン目開封性]
予め主収縮方向とは直向する方向にミシン目を入れておいたラベルを、上記した収縮仕上り性の測定条件(筒状体嵌め込み)と同一の条件でPETボトルに装着した。ただし、ミシン目は、長さ1mmの孔を1mm間隔で入れることによって形成し、ラベルの縦方向(高さ方向)に幅22mm、長さ120mmに亘って2本設けた。その後、このボトルに水を500ml充填し、5℃に冷蔵し、冷蔵庫から取り出した直後のボトルのラベルのミシン目を指先で引裂き、縦方向にミシン目に沿って綺麗に裂け、ラベルをボトルから外すことができた本数を数え、全サンプル50本に対する割合(%)を算出した。
【0088】
[実用性の総合評価]
上記のように収縮仕上り性(筒状体嵌め込み)、収縮仕上り性(ラップ・ラウンド)、ラベル密着性、ミシン目開封性について評価した結果、筒状体嵌め込み方式(予め、周方向を主収縮方向とする円筒状のラベルを形成した後にPETボトル等に嵌め込んで装着する方法)あるいは、ラップ・ラウンド方式(フィルムを主収縮方向が周方向となるようにPETボトル等に直接的に巻き付けて装着する方法)のうちのいずれかの方法により、熱収縮性フィルムとして実用的に使用可能であれば○とし、筒状体嵌め込み方式、ラップ・ラウンド方式のいずれの方法においても、熱収縮性フィルムとして実用的に使用できなければ×とした。
【0089】
[白色度]
白色度JIS−L1015−1981−B法により、日本電色工業(株)Z−1001DPを用いて行った
【0090】
[全光線透過率]
日本電色工業(株)製 NDH−1001DPにて全光線透過率を求めた。
【0091】
また、実施例および比較例に用いたポリエステルは以下の通りである。
【0092】
ポリエステル1:エチレングリコール70モル%,ネオペンチルグリコール30モル%とテレフタル酸とからなるポリエステル(IV 0.72dl/g)
ポリエステル2:ポリエチレンテレフタレート(IV 0.75dl/g)
ポリエステル3:ジカルボン酸成分としてテレフタル酸単位82.5モル%,イソフタル酸単位17.5モル%よりなり、ジオール成分としてエチレングリコールよりなる。
ポリエステル4:エチレングリコール70モル%,1,4−シクロヘキサンジメタノール30モル%とテレフタル酸とからなるポリエステル(IV 0.75dl/g)
【0093】
[実施例1]
上記したポリエステル1とポリエステル2とを重量比90:10で混合し、B層の原料とした。A層の原料は前記同様ポリエステル1とポリエステル2とを重量比90:10で混合するに際し更に結晶性ポリポリスチレン樹脂(G797N 日本ポリスチレン製)10重量%及び二酸化チタン(TA−300富士チタン製)10重量%を加えて混合した。A層及びB層の原料をそれぞれ別々の2軸スクリュー押出機に投入、混合、溶融したものをフィードブロックで接合したものをT−ダイスより280℃で溶融押出しし、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さ360μmでB/A/Bの積層構造を持つ未延伸フィルムを得た(B/A/B=15μm/330μm/15μm)。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/min.であった。また、未延伸フィルムのTgは67℃であった。しかる後、その未延伸フィルムを、横延伸ゾーン、中間ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。なお、当該テンターにおいては、横延伸ゾーンと中間熱処理ゾーンとの中間に位置した中間ゾーンの長さが、約40cmに設定されている。また、中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンからの熱風および熱処理ゾーンからの熱風が遮断されている。
【0094】
そして、テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に75℃で4倍に延伸し、中間ゾーンを通過させた後に(通過時間=約1.2秒)、中間熱処理ゾーンへ導き、130℃の温度で2.0秒間に亘って熱処理することによって厚み90μmの横一軸延伸フィルムを得た。しかる後、テンターの後方に設けられた左右一対のトリミング装置(周状の刃先を有する丸刃によって構成されたもの)を利用して、横一軸延伸フィルムの端縁際(中央のフィルム厚みの約1.2倍の厚みの部分)を切断し、切断部位の外側に位置したフィルムの端部を連続的に除去した。
【0095】
さらに、そのように端部をトリミングしたフィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後に、表面温度95℃に設定された延伸ロール間で3倍に延伸した。しかる後、縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。なお、冷却前のフィルムの表面温度は約75℃であり、冷却後のフィルムの表面温度は約25℃であった。また、70℃から25℃に冷却するまでに要した時間は約1.0秒であり、フィルムの冷却速度は、45℃/秒であった。
【0096】
そして、冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で95℃の雰囲気下で2.0秒間に亘って熱処理した後に冷却し、両縁部を裁断除去することによって、約30μmの二軸延伸フィルムを所定の長さに亘って連続的に製膜して熱収縮性ポリエステル系フィルムからなるフィルムロールを得た。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表4に示す。
【0097】
[実施例2]
実施例1においてA層の原料に添加した結晶性ポリスチレン樹脂10重量%に代えて結晶性ポリプロピレン樹脂(FO−50F グランドポリマー性)10重量%に変更した以外は実施例1と同様の方法によって熱収縮性フィルムを連続的に製造した。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0098】
[実施例3]
押出機に投入するA層及びB層の原料樹脂を、ポリエステル4とポリエステル2を重量比90:10で混合したものに変更するとともに、縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、実施例1と同様の方法によって熱収縮性フィルムを連続的に製造した。A層には、実施例1と同様に結晶性ポリスチレン樹脂と二酸化チタンが添加されている。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約60μmであった。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0099】
[実施例4]
縦延伸機における延伸ロールの温度を92℃に変更し、長手方向の延伸倍率を7.0倍に変更した以外は、実施例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約13μmであった。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0100】
[実施例5]
縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、実施例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約60μmであった。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0101】
[実施例6]
実施例1におけるA層の原料のみを用いて単一層の厚さ360μmの未延伸フィルムを得て約30μmの二軸延伸フィルムを得た以外は実施例1と同様の方法で二軸延伸熱収縮性ポリエステル系フィルムを得た。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
[比較例1]
未延伸フィルムに横延伸を行わず、縦延伸を行い強制的に冷却した以外は実施例1と同様にして縦一軸延伸フィルムを得た。フィルム冷却速度は25℃/秒であった。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0102】
表4から明らかなように、実施例1、2、4及び6で得られたフィルムは、いずれも、主収縮方向である長手方向への収縮性が高く、主収縮方向と直交する幅方向への収縮性は非常に低かった。また、実施例1、2、4及び6で得られたフィルムは、いずれも、溶剤接着強度が高く、ラベル密着性が良好で収縮斑もなく、収縮仕上がり性(筒状体嵌め込み方式)が良好であった。また、十分な光線カット性を有する優れたものであった。一方、実施例3及び5で得られたフィルムは、収縮仕上がり性(ラップ・ラウンド方式)が良好であった。その上、実施例5で得られたフィルムは、溶剤接着強度が高かった。これらも十分な光線カット性を有する優れたものであった。さらに、実施例1、2、4〜6の熱収縮性ポリエステル系フィルムは、ミシン目開封性が良好であり、製造されたフィルムロールにシワが発生することがなかった。すなわち、実施例1〜6で得られた熱収縮性ポリエステル系フィルムは、ラベルとしての品質が高く、きわめて実用性の高いものであった。
【0103】
それに対して比較例1で得られたフィルムは光線カット性については優れているものの、直角引裂強度が大きくミシン目開封性において好ましいものではなかった。
【0104】
[参考例1〜9及び比較参考例1〜5]
以下の参考例及び比較参考例はフィルム内部に空洞がなく、白色度が70に達しない透明性のフィルムである点で本発明の実施例ではないが、フィルム製造条件と収縮特性との関係等を更に明確に説明するために記載する。
【0105】
[参考例1]
上記したポリエステル1とポリエステル2とを重量比90:10で混合して押出機に投入した。しかる後、その混合樹脂を280℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが360μmの未延伸フィルムを得た。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/min.であった。また、未延伸フィルムのTgは67℃であった。しかる後、その未延伸フィルムを、横延伸ゾーン、中間ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。なお、当該テンターにおいては、横延伸ゾーンと中間熱処理ゾーンとの中間に位置した中間ゾーンの長さが、約40cmに設定されている。また、中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンからの熱風および熱処理ゾーンからの熱風が遮断されている。
【0106】
そして、テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に75℃で4倍に延伸し、中間ゾーンを通過させた後に(通過時間=約1.2秒)、中間熱処理ゾーンへ導き、130℃の温度で2.0秒間に亘って熱処理することによって厚み90μmの横一軸延伸フィルムを得た。しかる後、テンターの後方に設けられた左右一対のトリミング装置(周状の刃先を有する丸刃によって構成されたもの)を利用して、横一軸延伸フィルムの端縁際(中央のフィルム厚みの約1.2倍の厚みの部分)を切断し、切断部位の外側に位置したフィルムの端部を連続的に除去した。
【0107】
さらに、そのように端部をトリミングしたフィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後に、表面温度95℃に設定された延伸ロール間で3倍に延伸した。しかる後、縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。なお、冷却前のフィルムの表面温度は約75℃であり、冷却後のフィルムの表面温度は約25℃であった。また、70℃から25℃に冷却するまでに要した時間は約1.0秒であり、フィルムの冷却速度は、45℃/秒であった。
【0108】
そして、冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で95℃の雰囲気下で2.0秒間に亘って熱処理した後に冷却し、両縁部を裁断除去することによって、約30μmの二軸延伸フィルムを所定の長さに亘って連続的に製膜して熱収縮性ポリエステル系フィルムからなるフィルムロールを得た。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表4に示す。
【0109】
[参考例2]
ポリエステル1とポリエステル2を重量比70:30で混合して押出機に投入した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0110】
[参考例3]
テンター(第1テンター)における横方向の延伸倍率を5.0倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約24μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0111】
[参考例4]
テンター(第1テンター)における中間熱処理の温度を140℃に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約24μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0112】
[参考例5]
縦延伸機における延伸ロールの温度を92℃に変更し、長手方向の延伸倍率を5.0倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約18μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0113】
[参考例6]
縦延伸機における延伸ロールの温度を92℃に変更し、長手方向の延伸倍率を7.0倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約13μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0114】
[参考例7]
縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約60μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0115】
[参考例8]
押出機に投入する原料樹脂を、ポリエステル4とポリエステル2を重量比90:10で混合したものに変更するとともに、縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約60μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0116】
[参考例9]
テンター(第一テンター)における横方向の延伸倍率を4.5倍に変更するとともに、縦延伸機における長手方向の延伸倍率を1.5倍に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約27μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0117】
[比較参考例1]
上記したポリエステル3を押出機に投入し、265℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが360μmの未延伸フィルムを得た。なお、未延伸フィルムの引取速度は、参考例1と同様にした。しかる後、その未延伸フィルムを、複数のロール群を連続的に配置した縦延伸機(第1縦延伸機)へ導き、予熱ロール上で予備加熱した後に、表面温度88℃に設定された延伸ロール間で2.7倍に延伸した。さらに、長手方向に延伸したフィルムを横延伸ゾーンと熱処理ゾーンとを連続的に設けたテンター(第1テンター)へ導き、横延伸ゾーンにて97℃の延伸温度で横方向に97℃で3.5倍延伸した後に、熱処理ゾーンにて125℃で熱処理した。しかる後、熱処理後のフィルムを、複数のロール群を連続的に配置した縦延伸機(第2縦延伸機)へ導き、予熱ロール上で予備加熱した後に、表面温度98℃に設定された延伸ロール間で1.5倍に再度縦延伸した。さらに、再度縦延伸したフィルムをテンター(第2テンター)へ導き、85℃の熱処理した後に冷却し、両縁部を裁断除去することによって、約35μmの二軸延伸フィルムを所定の長さに亘って連続的に製膜して熱収縮性ポリエステル系フィルムロールを得た。なお、熱処理後冷却前のフィルムの表面温度は約75℃であり、約2.0秒で約25℃まで冷却した(冷却速度=25℃/秒)。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表4に示す。
【0118】
[比較参考例2]
ポリエステル1とポリエステル2とを重量比40:60で混合して押出機に投入した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。なお、二軸延伸熱収縮性ポリエステル系フィルムの厚みは約13μmであった。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0119】
[比較参考例3]
テンター(第1テンター)における中間熱処理の温度を70℃に変更した以外は、参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。そして、得られたフィルムの特性を参考例1と同様の方法によって評価した。評価結果を表4に示す。
【0120】
[比較参考例4]
未延伸フィルムをテンターへ導き、フィルム温度が90℃になるまで予備加熱した後に、75℃の延伸温度で横方向に4.0倍延伸して冷却し、両縁部を裁断除去することによって、約45μmの横一軸延伸フィルムを所定の長さに亘って連続的に製膜して熱収縮性ポリエステル系フィルムロールを得た。なお、熱処理後冷却前のフィルムの表面温度は約75℃であり、約2.0秒で約35℃まで冷却した(冷却速度=20℃/秒)。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表4に示す。なお、比較参考例4のフィルムにおいては、幅方向が主収縮方向になっており、長手方向が主収縮方向と直交する方向になっている。
【0121】
[比較参考例5]
第2縦延伸機で再度縦延伸する際の延伸倍率を3.0倍にした以外は、比較参考例1と同様の方法によって熱収縮性フィルムを連続的に製造した。そして、得られたフィルムの特性を実施例1と同様の方法によって評価した。評価結果を表4に示す。
【0122】
【表4】
【0123】
表4から明らかなように、参考例1〜6で得られたフィルムは、いずれも、主収縮方向である長手方向への収縮性が高く、主収縮方向と直交する幅方向への収縮性は非常に低かった。また、参考例1〜6で得られたフィルムは、いずれも、溶剤接着強度が高く、ラベル密着性が良好で収縮斑もなく、収縮仕上がり性(筒状体嵌め込み方式)が良好であった。一方、参考例7〜9で得られたフィルムは、収縮仕上がり性(ラップ・ラウンド方式)が良好であった。その上、参考例7で得られたフィルムは、溶剤接着強度が高かった。さらに、参考例1〜9の熱収縮性ポリエステル系フィルムは、ミシン目開封性が良好であり、製造されたフィルムロールにシワが発生することがなかった。すなわち、実施例1〜9で得られた熱収縮性ポリエステル系フィルムは、いずれもフィルム内部に空洞がなく白色度が70以上のものではないが、ラベルとしての品質が高く、きわめて実用性の高いものであった。
【0124】
それに対して、比較参考例1で得られた熱収縮性フィルムは、ラベル密着性、ミシン目開封性が不良であった。また、比較参考例2、3で得られた熱収縮性フィルムは、いずれもフィルム幅方向の熱収縮率が高く、ラベル密着性が不良で収縮斑が生じた。一方、比較参考例4で得られたフィルム(主収縮方向が幅方向)は、収縮仕上がり性(筒状体嵌め込み方式)が良好であるものの、ミシン目開封性が不良であった。また、比較参考例5で得られたフィルム(主収縮方向が幅方向)は、主収縮方向と直交する方向の熱収縮率が大きく、収縮斑が生じた上、ミシン目開封性が不良であり、製造されたフィルムロールにシワが発生した。すなわち、比較参考例1〜5で得られた熱収縮性ポリエステル系フィルムは、いずれもラベルとしての品質に劣り、実用性の低いものであった。
【産業上の利用可能性】
【0125】
本発明の熱収縮性ポリエステル系フィルムは、上記の如く優れた加工特性を有しているので、ボトルのラベル用途に好適に用いることができる。
【図面の簡単な説明】
【0126】
【図1】直角引裂強度の測定における試験片の形状を示す説明図である(なお、図中における試験片の各部分の長さの単位はmmである)。
【符号の説明】
【0127】
F・・フィルム。
【特許請求の範囲】
【請求項1】
エチレンテレフタレートを主たる構成成分とし、全ポリエステル樹脂成分中において非晶質成分となりうる1種以上のモノマー成分を10モル%以上含有しているとともに、一定幅の長尺状に形成されており、主収縮方向が長手方向である熱収縮性ポリエステル系フィルムであって、
下記要件(1)〜(4)を満たすことを特徴とする熱収縮性ポリエステル系フィルム。(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が15%以上80%以下であること
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の湯温熱収縮率が0%以上17%以下であること
(3)80℃の温水中で長手方向に10%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が100N/mm以上300N/mm以下であること
(4)白色度が70以上又は/及び空洞を有すること
【請求項2】
全ポリステル樹脂成分中における非晶質成分となりうるモノマーの主成分が、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸の内のいずれかであることを特徴とする請求項1に記載の熱収縮性ポリエステル系フィルム。
【請求項3】
80℃の温水中で長手方向に10%収縮させた後に長手方向および幅方向のエルメンドルフ引裂荷重を測定した場合におけるエルメンドルフ比が0.15以上1.5以下であることを特徴とする請求項1又は2に記載の熱収縮性ポリエステル系フィルム。
【請求項4】
請求項1〜3のいずれかに記載の熱収縮性ポリエステル系フィルムを連続的に製造するための製造方法であって、
未延伸フィルムを、テンター内で幅方向の両端際をクリップによって把持した状態でTg+5℃以上Tg+40℃以下の温度で幅方向に2.5倍以上6.0倍以下の倍率で延伸した後、積極的な加熱操作を実行しない中間ゾーンを通過させた後に、100℃以上170℃以下温度で1.0秒以上10.0秒以下の時間に亘って熱処理し、しかる後、フィルムの表面温度が30℃以上70℃以下まで冷却した後、Tg+5℃以上Tg+80℃以下の温度で長手方向に2.0倍以上7倍以下の倍率で延伸し、しかる後、30℃/秒以上70℃/秒以下の冷却速度でフィルムの表面温度が45℃以上75℃以下となるまで冷却することを特徴とする熱収縮性ポリエステル系フィルムの製造方法。
【請求項1】
エチレンテレフタレートを主たる構成成分とし、全ポリエステル樹脂成分中において非晶質成分となりうる1種以上のモノマー成分を10モル%以上含有しているとともに、一定幅の長尺状に形成されており、主収縮方向が長手方向である熱収縮性ポリエステル系フィルムであって、
下記要件(1)〜(4)を満たすことを特徴とする熱収縮性ポリエステル系フィルム。(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が15%以上80%以下であること
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の湯温熱収縮率が0%以上17%以下であること
(3)80℃の温水中で長手方向に10%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が100N/mm以上300N/mm以下であること
(4)白色度が70以上又は/及び空洞を有すること
【請求項2】
全ポリステル樹脂成分中における非晶質成分となりうるモノマーの主成分が、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸の内のいずれかであることを特徴とする請求項1に記載の熱収縮性ポリエステル系フィルム。
【請求項3】
80℃の温水中で長手方向に10%収縮させた後に長手方向および幅方向のエルメンドルフ引裂荷重を測定した場合におけるエルメンドルフ比が0.15以上1.5以下であることを特徴とする請求項1又は2に記載の熱収縮性ポリエステル系フィルム。
【請求項4】
請求項1〜3のいずれかに記載の熱収縮性ポリエステル系フィルムを連続的に製造するための製造方法であって、
未延伸フィルムを、テンター内で幅方向の両端際をクリップによって把持した状態でTg+5℃以上Tg+40℃以下の温度で幅方向に2.5倍以上6.0倍以下の倍率で延伸した後、積極的な加熱操作を実行しない中間ゾーンを通過させた後に、100℃以上170℃以下温度で1.0秒以上10.0秒以下の時間に亘って熱処理し、しかる後、フィルムの表面温度が30℃以上70℃以下まで冷却した後、Tg+5℃以上Tg+80℃以下の温度で長手方向に2.0倍以上7倍以下の倍率で延伸し、しかる後、30℃/秒以上70℃/秒以下の冷却速度でフィルムの表面温度が45℃以上75℃以下となるまで冷却することを特徴とする熱収縮性ポリエステル系フィルムの製造方法。
【図1】

【公開番号】特開2009−143043(P2009−143043A)
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願番号】特願2007−320502(P2007−320502)
【出願日】平成19年12月12日(2007.12.12)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願日】平成19年12月12日(2007.12.12)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]