
熱収縮性ポリスチレン系積層フィルムの製造方法、熱収縮性ポリスチレン系積層フィルム及び包装体
【課題】良好な熱収縮性、ミシン目開封性および耐熱性を同時に発現し、生産性の高い熱収縮性ポリスチレン系積層フィルムを提供すること。
【解決手段】ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる熱収縮性ポリスチレン系積層フィルムであって、特定の熱収縮特性と特定の熱収縮処理後の力学的特性を有する熱収縮性ポリスチレン系積層フィルム。また、その生産性に優れた製造方法。
【解決手段】ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる熱収縮性ポリスチレン系積層フィルムであって、特定の熱収縮特性と特定の熱収縮処理後の力学的特性を有する熱収縮性ポリスチレン系積層フィルム。また、その生産性に優れた製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱収縮性ポリスチレン系積層フィルムの製造方法、熱収縮性ポリスチレン系積層フィルム及び包装体に関するものであり、詳しくは、ラベル用途に好適な熱収縮性ポリスチレン系積層フィルムの製造方法、熱収縮性ポリスチレン系積層フィルム及びラベルを用いた包装体に関するものである。
【背景技術】
【0002】
近年、ガラス瓶やPETボトル等の保護と商品の表示を兼ねたラベル包装、キャップシール、集積包装等の用途に、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等からなる延伸フィルム(所謂、熱収縮性フィルム)が広範に使用されるようになってきている。そのような熱収縮性フィルムの内、ポリ塩化ビニル系フィルムは、耐熱性が低い上に、焼却時に塩化水素ガスを発生したり、ダイオキシンの原因となる等の問題がある。また、ポリスチレン系フィルムは、耐溶剤性や耐熱性に劣り、印刷の際に特殊な組成のインキを使用しなければならない上、高温でのボイル処理やホットウォーマー内での保存に耐えられないという問題がある。それゆえ、耐熱性が高く、焼却が容易であり、耐溶剤性に優れたポリエステル系の熱収縮性フィルムが、収縮ラベルとして広汎に利用されるようになってきており、PET容器の流通量の増大に伴って、使用量が増加している傾向にある。
【0003】
また、熱収縮性フィルムとしては、ラベル製造時の取扱いの面から、一般的に、幅方向に大きく収縮させるものが利用される。それゆえ、従来の熱収縮性ポリエステル系フィルムは、加熱時に幅方向への十分な収縮力を発現させるために、幅方向へ高倍率の延伸することによって製造されていた。
【0004】
ところが、従来の熱収縮性ポリエステルフィルムは、主収縮方向と直交する長手方向については、ほとんど延伸されていないため、機械的強度が低く、ラベルとしてペットボトル等に収縮させて被覆させた場合に、ラベルをミシン目に沿ってうまく引き裂くことができない(すなわち、ミシン目開封性が悪い)、という不具合がある。また、飲料容器用のラベルとして使用された場合の保管後の耐破れ性が不十分となり易い課題も見られる。更には、熱収縮性ポリエステルフィルムのミシン目開封性を良好なものとすべく、製造時にフィルムを長手方向に延伸すると、機械的強度が高くなり、ミシン目開封性はある程度向上するものの、長手方向に収縮力が発現してしまうため、ラベルとしてペットボトル等に収縮させて被覆させた場合に、非常に見栄え(収縮仕上がり性)が悪くなる場合があったり、もともと熱収縮性ポリエステル系フィルムは熱を掛けたときの収縮が速く、高速で仕上がりやすいものの急速に収縮するためボトルへの収縮装着時にシワやゆがみが起こりやすいといった不具合があった。
【0005】
それゆえ、熱収縮性ポリエステルフィルムのミシン目開封性と収縮仕上がり性を向上させるべく、熱収縮性ポリエステルフィルムの主原料中に非相溶な熱可塑性樹脂を混合する方法(特許文献1)等も提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−363312号公報
【0007】
上記特許文献1に記載される熱収縮性ポリエステルフィルムの主原料中に非相溶な熱可塑性樹脂を混合する方法によれば、熱収縮性ポリエステルフィルムのミシン目開封性がある程度向上するものの、必ずしもミシン目開封性が十分な熱収縮性ポリエステルフィルムが得られているとは言い難い。また、非相溶な熱可塑性樹脂を混合するため透明性が損なわれてしまう。また、特許文献1に記載される方法を採用した場合には、製造時には幅方向にしか延伸することができないため、効率良く熱収縮性ポリエステルフィルムを製造することはできない。
【0008】
それゆえ、本発明者らは、ポリスチレンからなる熱収縮性フィルムの良好な熱収縮性およびミシン目開封性を発現させつつ、ポリエステルからなる熱収縮性フィルムの良好な耐ブロッキング性および溶剤接着強度を発現させるために、ポリスチレンからなるフィルムの表層にポリエステルフィルム層を積層する技術について鋭意検討した。
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記のような積層構成をとることにより、ポリエステル系フィルムの耐熱性にポリスチレン系フィルムのもつ収縮仕上がり性の良さやミシン目開封性が付与されこれらの特性がある程度改善されることがわかった。しかしながら、ポリエステル系フィルム層が存在する故にミシン目開封性についてはやはりポリスチレン系フィルム単体よりも劣り、実用的にはよりミシン目開封性の改善が必要であり、単純にポリエステルとポリスチレンとを積層したのみでは物性の両立が得られないことがわかった。また、スキン層に用いるポリエステル樹脂によっては耐熱性が不十分である場合もあった。本発明者らはこの点を改良すべく検討を重ね、本発明に至った。
【0010】
本発明の目的は、熱収縮性ポリスチレン系積層フィルムにおいて、良好な熱収縮性、ミシン目開封性、耐熱性とを同時に発現し、生産性の高い熱収縮性ポリスチレン系積層フィルムを提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは上記課題を解決するため、鋭意研究した結果、遂に本発明を完成するに到った。即ち本発明は以下の構成よりなる。
1. ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる下記(1)〜(4)の要件を満たす熱収縮性ポリスチレン系積層フィルムを連続的に製造するための製造方法であって、下記(a)〜(e)の各工程を含むことを特徴とする熱収縮性ポリスチレン系積層フィルムの製造方法。
(1)80℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が−2%以上4%以下であること
(2)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(3)ポリエステル系樹脂層を主成分としてなるスキン層同士を85℃にて0.4MPaの圧力で90秒圧着させたあとの剥離強度が2N/15mm以下であること
(4)80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であること
(a)未延伸フィルムを、75℃以上100℃以下の温度で長手方向に1.1倍以上1.8倍以下の倍率で延伸する縦延伸工程
(b)縦延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する中間熱処理工程
(c)中間熱処理後のフィルムを、表面温度が70℃以上90℃以下の温度となるまで積極的に冷却する積極冷却工程
(d)積極冷却後のフィルムを、65℃以上90℃以下の温度で幅方向に3.5倍以上5.0倍以下の倍率で延伸する横延伸工程
(e)横延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で80℃以上100℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する最終熱処理工程
2. ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる下記(1)〜(4)の要件を満たす熱収縮性ポリスチレン系積層フィルム。
(1)80℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が−2%以上4%以下であること
(2)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(3)ポリエステル系樹脂層を主成分としてなるスキン層同士を85℃にて0.4MPaの圧力で90秒圧着させたあとの剥離強度が2N/15mm以下であること
(4)80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であること
3. 溶剤接着強度が、2N/15mm幅以上10N/15mm幅以下であることを特徴とする上記第2に記載の熱収縮性ポリスチレン系積層フィルム。
4. 長手方向の厚み斑が、1%以上18%以下であることを特徴とする上記第2又は第3に記載の熱収縮性ポリスチレン系積層フィルム。
5. 幅方向の厚み斑が、1%以上18%以下であることを特徴とする上記第2〜第4のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
6. 厚みが、20μm以上80μm以下であることを特徴とする上記第2〜第5のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
7. ヘイズが3%以上13%以下であることを特徴とする上記第2〜第6のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
8. 全ポリステル樹脂成分中における非晶質成分となりうるモノマーの主成分が、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸の内の1種又は複数種であることを特徴とする上記第2〜第7のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
9. 上記第2〜第8のいずれかに記載の熱収縮性ポリスチレン系積層フィルムを基材とし、
ミシン目あるいは一対のノッチが設けられたラベルを少なくとも外周の一部に被覆して熱収縮させてなることを特徴とする包装体。
10. 上記第3〜第8のいずれかに記載の熱収縮性ポリスチレン系積層フィルムを連続的に製造するための製造方法であって、下記(a)〜(e)の各工程を含むことを特徴とする熱収縮性ポリスチレン系積層フィルムの製造方法。
(a)未延伸フィルムを、75℃以上100℃以下の温度で長手方向に1.1倍以上1.8倍以下の倍率で延伸する縦延伸工程
(b)縦延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する中間熱処理工程
(c)中間熱処理後のフィルムを、表面温度が70℃以上90℃以下の温度となるまで積極的に冷却する積極冷却工程
(d)積極冷却後のフィルムを、65℃以上90℃以下の温度で幅方向に3.5倍以上5.0倍以下の倍率で延伸する横延伸工程
(e)横延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で80℃以上100℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する最終熱処理工程
【発明の効果】
【0012】
本発明の熱収縮性ポリスチレン系積層フィルムは、主収縮方向である幅方向への収縮性が高く、幅方向と直交する長手方向における機械的強度も高い上、ラベルとした際のミシン目開封性が良好であり、開封する際に引き裂き初めから引き裂き完了に至るまでミシン目に沿って綺麗にカットすることができる。また、スティフネス(所謂“腰”の強さ)が高く、ラベルとした際の装着適性に優れている。加えて、印刷加工やチュービング加工をする際の加工特性が良好である。したがって、本発明の熱収縮性ポリスチレン系積層フィルムは、ボトル等の容器のラベルとして好適に用いることができ、ラベルとして使用した際には、ボトル等の容器に短時間の内に非常に効率良く装着することができ、装着後に熱収縮させた際にシワや収縮不足のきわめて少ない良好な仕上がりを発現させることができる上、装着されたラベルが非常に良好なミシン目開封性を発現するものとなる。本発明の包装体は、被覆されたラベルの引き裂き具合が良好であり、被覆されたラベルを適度な力でミシン目に沿って綺麗に引裂くことができる。
【0013】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、耐熱性に優れ耐ブロッキング性に優れており、したがって、PETボトル等のラベルを始めとする各種被覆ラベル等に、特にホットウォーマー好適に用いることができる。
【図面の簡単な説明】
【0014】
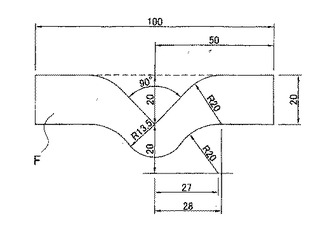
【図1】直角引裂強度の測定における試験片の形状を示す説明図である(なお、図中における試験片の各部分の長さの単位はmmである)。
【発明を実施するための形態】
【0015】
本発明で使用するポリエステルは、エチレンテレフタレートを主たる構成成分とするものである。即ち、エチレンテレフタレートを50モル%以上、好ましくは60モル%以上含有するものである。本発明のポリエステルを構成する他のジカルボン酸成分としては、イソフタル酸、ナフタレンジカルボン酸、オルトフタル酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、および脂環式ジカルボン酸等を挙げることができる。
【0016】
本発明で使用するポリエステルを構成するジオール成分としては、エチレングリコール、1−3プロパンジオール、1−4ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環式ジオール、ビスフェノールA等の芳香族系ジオール等を挙げることができる。
【0017】
本発明の熱収縮性ポリスチレン系積層フィルムに用いるポリエステルは、1,4−シクロヘキサンジメタノール等の環状ジオールや、炭素数3〜6個を有するジオール(たとえば、1−3プロパンジオール、1−4ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等)のうちの1種以上を含有させて、ガラス転移点(Tg)を60〜80℃に調整したポリエステルが好ましい。
【0018】
また、本発明の熱収縮性ポリスチレン系積層フィルムに用いるポリエステルは、全ポリステル樹脂中における多価アルコール成分100モル%中あるいは多価カルボン酸成分100モル%中の非晶質成分となりうる1種以上のモノマー成分の合計が13モル%以上であることが好ましく、15モル%以上であることがより好ましく、17モル%以上であることが更に好ましく、特に20モル%以上であることが好ましい。ここで、非晶質成分となりうるモノマーとしては、たとえば、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸、1,4−シクロヘキサンジカルボン酸、2,6−ナフタレンジカルボン酸、2,2−ジエチル1,3−プロパンジオール、2−n−ブチル2−エチル1,3−プロパンジオール、2,2−イソプロピル1,3−プロパンジオール、2,2−ジn−ブチル1,3−プロパンジオール、1,4−ブタンジオール、ヘキサンジオールを挙げることができるが、その中でも、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールやイソフタル酸を用いるのが好ましい。しかしながら、あまりにも非晶質成分となりうる1種以上のモノマー成分が多くなると、必要以上に熱収縮特性が大きくなったり、力学的特性が不十分になったりする場合があるので合計で40モル%以下でよく、30モル%以下であることが更に好ましい。
【0019】
また、本発明の熱収縮性ポリスチレン系積層フィルムに用いるポリエステル中には、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコールをできるだけ含有させないことが好ましい。
【0020】
また、熱収縮性ポリスチレン系樹脂積層フィルムのコア層を構成するポリスチレン系樹脂は、所望する熱収縮特性を発現させることができれば特に限定されず、スチレンやα一メチルスチレン、p一メチルスチレン等のスチレン誘導体からなる単独重合体、共重合体はもとより、スチレンやスチレン誘導体と共重合可能な単量体、たとえばアクリル酸、メタクリル酸、それらの金属塩(例えばNa,K,Li,Mg,Ca,Zn,Fe等の金属塩)、アクリル酸エステル、メタクリル酸エステル等の脂肪族不飽和カルボン酸やその誘導体との共重合体を含む。また、アタクティックポリスチレン、シンジオタクティックポリスチレン、アイソタクティックポリスチレン等の各種のポリスチレンをいずれも用いることができるが、アタクティックポリスチレンを用いると、得られる熱収縮性フィルムの硬度が適度なものとなるので好ましい。
【0021】
一方、シンジオタクティック構造を有するポリスチレン系樹脂を用いることにより、機械的強度、耐熱性をより向上させることが可能となる。また、シンジオタクティック構造を有するポリスチレン系樹脂を用いることにより、ポリスチレンの密度が低くなり、リサイクル工程での分離が容易となる上、耐熱性、特に加熱保存時等の耐熱性が良好なものとなり、フィルム形成後に経時的に収縮することに起因した印刷ピッチの変化が低減し、ラベルとして高精度の印刷を行うことも可能となる。さらに、印刷インクに含まれる溶剤に対する耐久性も向上し、印刷性が良好になる。また、シンジオタクティック構造を有するポリスチレン系樹脂は、側鎖であるフェニル基および/または置換フェニル基を核磁気共鳴法により定量するタクテイシティにおいて、ダィアッド(構成単位が2個)が75%以上であるのが好ましく、85%以上であるとより好ましい。一方、ペンタッド(構成単位が5個)が30%以上であるのが好ましく、50%以上であるとより好ましい。
【0022】
また、ポリスチレン系樹脂を構成するポリスチレン成分としては、ポリスチレン、ポリ(p一、m一、またはo一メチルスチレン)、ポリ(2,4一、2,5一、3,4一、または3,5一ジメチルスチレン)、ポリ(p一ターシャリーブチルスチレン)等のポリ(アルキルスチレン)、ポリ(p一、m一、またはo一クロロスチレン)、ポリ(p一、m一、またはo一ブロモスチレン)、ポリ(p一、m一、またはo一フルオロスチレン)、ポリ(O一メチルーp一フルオロスチレン)等のポリ(ハロゲン化スチレン)、ポリ(p一、m一、またはo一クロロメチルスチレン)等のポリ(ハロゲン化置換アルキルスチレン)、ポリ(p一、m一、またはo一メトキシスチレン)、ポリ(p一、m一、またはo一エトキシスチレン)等のポリ(アルコキシスチレン)、ポリ(p一、m一、またはo一カルボキシメチルスチレン)等のポリ(カルボキシアルキルスチレン)ポリ(p一ビニルベンジルプロピルエーテル)等のポリ(アルキルェーテルスチレン)、ポリ(p一トリメチルシリルスチレン)等のポリ(アルキルシリルスチレン)、さらにはポリ(ピニルベンジルジメトキシホスファイド)等を挙げることができる。なお、ポリスチレン系樹脂には、熱収縮開始温度を低くする目的や耐衝撃性を向上させる目的で、可塑化剤、相溶化剤等を配合することも可能である。
【0023】
また、ポリスチレン系樹脂には、熱可塑性樹脂および/またはゴム成分を添加することが好ましい。熱可塑性樹脂としては、アタクチック構造を有するポリスチレン、AS樹脂、ABS樹脂等のポリスチレン系樹脂、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、ナイロン6、ナイロン66、ナイロン12、ナイロン4、ポリヘキサメチレンアジパミド等のポリアミド系樹脂、ポリエチレン、ポリプロピレン、ポリブテン等のポリオレフィン系樹脂等を挙げることができる。一方、ゴム成分としては、スチレン系化合物をその構成成分として含有するゴム状共重合体が好ましく、スチレンとゴム成分から、それぞれ一種以上を選んで共重合したランダム、ブロックまたはグラフト共重合体を挙げることができる。このようなゴム状共重合体としては、たとえばスチレンーブタジエン共重合体ゴム、スチレンーイソプレンブロック共重合体、それらのブタジエン部分の一部あるいは全部を水素化したゴム、アクリル酸メチルーブタジエンースチレン共重合体ゴム、アクリロニトリルーブタジエンースチレン共重合体ゴム、アクリロニトリルーアルキルアクリレートーブタジエンースチレン共重合体ゴム、メタクリル酸メチルーアルキルアクリレートーブタジエンースチレン共重合体ゴム等を挙げることができる。上記したスチレン系化合物をその構成成分として含有するゴム状共重合体は、スチレン単位を有するため、シンジオタクチック構造を有するポリスチレン系樹脂に対する分散性が良好であり、ポリスチレン系樹脂に対する可塑性改良効果が大きい。また、相溶性調整剤としては、上記したスチレン系化合物をその構成成分として含有するゴム状共重合体を好適に用いることができる。
【0024】
一方、ゴム成分としては、他に、天然ゴム、ポリブタジエン、ポリイソプレン、ポリイソブチレン、ネオプレン、エチレンープロピレン共重合体ゴム、ウレタンゴム、シリコーンゴム、アクリルゴム、ポリエーテルーエステルゴム、ポリエステルーエステルゴム等を使用することができる。
【0025】
また、ポリスチレン系樹脂の重量平均分子量は、10,000以上であると好ましく、50,000以上であるとより好ましい。重量平均分子量が10,000未満のものは、フィルムの強伸度特性や耐熱性が低下し易いので好ましくない。重量平均分子量の上限は特に限定されないが、重量平均分子量が1,500,000を上回ると、延伸張力の増大に伴う破断の発生等が生じることがあるため、好ましくない。
【0026】
また、本発明の熱収縮性ポリスチレン系樹脂積層フィルムは、原料であるポリスチレン系樹脂チップ、ポリエステル系樹脂チップを、後述する共押出法を利用して溶融押し出しすることにより、複数の樹脂層を積層した未延伸積層シート(未延伸積層フィルム)を形成し、その未延伸積層フィルム(未延伸積層シート)を縦方向(長手方向)および横方法(幅方向)に二軸延伸した後にロール状に巻き取ることによって製造される。
【0027】
熱収縮性ポリスチレン系樹脂積層フィルムは、コア層およびスキン層の構成が、A/B(二種二層)、A/B/A(二種三層)、またはA/B/C(三種三層)の構成を有していることが好ましい。なお、カールの点から、対称層構成であるA/B/A構成が好ましい。なお、本発明の熱収縮性ポリスチレン系樹脂積層フィルムの説明においては、積層フィルムを構成する各層の内、最外側に位置しない中心部の層(すなわち、A/B/A、またはA/B/Cの層構成の場合におけるB層)および、二種二層構成である場合の厚い層(すなわち、薄いA層と厚いB層とのA/Bの層構成の場合におけるB層)をコア層という。また、最外側に位置した層(すなわち、A/Bの層構成の場合におけるA,B層、A/B/AまたはA/B/Cの層構成の場合におけるA,C層)および、二種二層構成である場合の薄い層(すなわち、薄いA層と厚いB層とのA/Bの層構成の場合におけるA層)をスキン層という。
【0028】
そして、本発明の熱収縮性ポリスチレン系樹脂積層フィルムは、コア層をポリスチレン系樹脂によって形成し、スキン層をポリエステル系樹脂によって形成することが好ましい。なお、A/B/C(三種三層)の構成とする場合には、A層を構成するポリエステル系樹脂と、Cを構成するポリエステル系樹脂とを異なったものとすることもできる。
【0029】
また、各層の間(すなわち、ポリスチレン系樹脂からなるコア層とポリエステル系樹脂からなるスキン層との間)には、接着剤層を中間層として設けることが好ましい。かかる接着剤層を構成する樹脂としては、オレフィン系、エステル系、ウレタン系、アクリル系の共重合体を好適に用いることができ、その中でも、スチレンーオレフィン系共重合体や、スチレンーアクリル系共重合体等を用いると、スキン層とコア層との接着性が良好なものとなるので好ましい。
【0030】
また、接着剤層の厚みは、スキン層の厚みよりも小さくすることが好ましく、1〜5μmであると好ましく、1〜3μmであるとより好ましい。
【0031】
一方、熱収縮性ポリスチレン系樹脂積層フィルムは、スキン層(ポリエステル系樹脂層)の厚みとコア層(ポリスチレン系樹脂層)の厚みとの比が1:1〜1:5の範囲内となるように調整することが好ましい(すなわち、スキン層の厚みを全体の20〜50%程度とすることが好ましい)。なお、スキン層の物性およびコア層の物性の双方を効果的に熱収縮性ポリスチレン系樹脂積層フィルムに反映させるためには、スキン層の厚みとコア層の厚みとの比が1:2〜1:4の範囲内となるように調整するのが好ましい。上記の如く、スキン層の厚みとコア層の厚みとの比を1:1〜1:5の範囲内に調整することによって、コア層を構成するポリスチレン系樹脂の有する良好な熱収縮性、ミシン目開封性を発現させつつ、スキン層を構成するポリエステル系樹脂の有する良好な耐ブロッキング性、溶剤接着強度を発現させることが可能となり、コア層を構成するポリスチレン系樹脂が耐ブロッキング性、溶剤接着強度の面で悪影響を及ぼしたり、スキン層を構成するポリエステル系樹脂が熱収縮性、ミシン目開封性の面で悪影響を及ぼしたりする事態が回避される。
【0032】
加えて、熱収縮性ポリスチレン系樹脂積層フィルム全体の厚みは、特に限定されるものではないが、ホットウォーマーで保存する容器のラベルの作成用途であれば、20〜80μmであると好ましく、30〜70μm であるとより好ましく、40〜60μmであると更に好ましい。
【0033】
また、コア層(ポリスチレン系樹脂)に対するスキン層(ポリエステル系樹脂)の比率を高くすると、製造時に切断したフィルム端部を回収して再利用する際に、フィルムの透明性が悪化(ヘイズの値が上昇)するという不具合が生じてしまう。かかる不具合を解消するため、フィルム端部の回収をしないこととすると、製造コストが高いものとなり、フィルムロールの実用性が損なわれる恐れがある。それゆえ、できるだけスキン層を薄くすることが好ましい。かかる点から、スキン層(単層)の厚みの下限は、2μm以上であると好ましく、4μm以上であるとより好ましい。スキン層の厚みが2μmを下回ると、100℃以上の高温度下でブロッキングを起こし易くなるので好ましくない。反対に、スキン層の厚みの上限は、10μm以下であると好ましく、8μm以下であるとより好ましい。スキン層の厚みが10μmを上回ると、良好なミシン目開封性が得られない虞れがあるので好ましくない。
【0034】
そして、上記の如くフィルム全体の厚み、スキン層の厚みを調整することにより、コア層の厚みをフィルム全体の厚みの50〜80%程度に調整するのが好ましい。
【0035】
なお、上記の如き積層フィルムを製造するためには、A/B,A/B/A、またはA/B/Cの層構成を有する実質的に未配向の樹脂シートを製膜するにあたり、各層を構成する樹脂(重合体)を別々の押出機を用いて溶融し、共押出しし、口金より回転ドラム上にキャストして急冷固化することにより実質的に未配向の樹脂シートを得る方法(いわゆる共押出法)を好適に採用することができる。
【0036】
また、本発明の熱収縮性ポリスチレン系積層フィルムを形成する樹脂の中には、必要に応じて各種の添加剤、たとえば、ワックス類、酸化防止剤、帯電防止剤、結晶核剤、減粘剤、熱安定剤、着色用顔料、着色防止剤、紫外線吸収剤等を添加することができる。本発明の熱収縮性ポリスチレン系積層フィルムを形成する樹脂の中には、滑剤として微粒子を添加することによりポリスチレン系積層フィルムの作業性(滑り性)を良好なものとするのが好ましい。微粒子としては任意のものを選択することができるが、たとえば、無機系微粒子としては、シリカ、アルミナ、二酸化チタン、炭酸カルシウム、カオリン、硫酸バリウム等を挙げることができる。また、有機系微粒子としては、たとえば、アクリル系樹脂粒子、メラミン樹脂粒子、シリコーン樹脂粒子、架橋ポリスチレン粒子等を挙げることができる。微粒子の平均粒径は、0.05〜3.0μmの範囲内(コールターカウンタにて測定した場合)で、必要に応じて適宜選択することができる。
【0037】
熱収縮性ポリスチレン系積層フィルムを形成する樹脂の中に上記粒子を配合する方法としては、たとえば、ポリエステル系樹脂を製造する任意の段階において添加することができるが、エステル化の段階、もしくはエステル交換反応終了後、重縮合反応開始前の段階でエチレングリコール等に分散させたスラリーとして添加し、重縮合反応を進めるのが好ましい。また、ベント付き混練押出し機を用いてエチレングリコールまたは水等に分散させた粒子のスラリーとポリエステル系樹脂原料とをブレンドする方法、または混練押出し機を用いて、乾燥させた粒子とポリエステル系樹脂原料とをブレンドする方法等によって行うのも好ましい。
【0038】
さらに、本発明の熱収縮性ポリスチレン系積層フィルムには、フィルム表面の接着性を良好にするためにコロナ処理、コーティング処理や火炎処理等を施したりすることも可能である。
【0039】
本発明の熱収縮性ポリスチレン系積層フィルムは、80℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから、以下の式(1)により算出したフィルムの長手方向の熱収縮率(即ち、80℃の湯温熱収縮率)が、−2%以上4%以下であることが好ましい。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100 (%)
・・・式(1)
【0040】
80℃における長手方向の湯温熱収縮率が−2%未満であると(即ち、熱処理により2%を超えて伸長すると)、ボトルのラベルとして使用する際に良好な収縮外観を得ることができないので好ましくなく、反対に、80℃における長手方向の湯温熱収縮率が4%を超えると、ラベルとして用いた場合に熱収縮時に収縮に歪みが生じ易くなるので好ましくない。従って80℃における長手方向の湯温熱収縮率は −2%以上4%以下であることが好ましく 更に好ましくは−1%以上3%以下であり、より好ましく、0%以上2%以下である。尚、80℃の測定温度を採用するのは、容器にラベルを装着する際の工程として、例えばスチームによる収縮トンネルを通過させる際の実際のラベルの温度相当の温度であり、ラベルの装着工程で上記の不具合が起こりにくいことを確認するために80℃の
温度を採用しているものである。
【0041】
また本発明の熱収縮性ポリスチレン系積層フィルムは、95℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから、上式(1)により算出したフィルムの幅方向の熱収縮率(即ち、95℃の湯温熱収縮率)が、50%以上80%以下が好ましい。
【0042】
95℃における幅方向の湯温熱収縮率が50%未満であると、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくない。但し、95℃における幅方向の湯温熱収縮率が80%を超えると、ラベルとして用いて場合に熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまうので好ましくない。従って95℃における幅方向の湯温熱収縮率は 50%以上80%以下であることが好ましく 更に好ましくは52%以上78%以下であり、より好ましく、55%以上75%以下である。尚、95℃の測定温度を採用するのは、そのフィルムが最大得られる主収縮方向である幅方向の収縮ポテンシャルが顧客の大きな関心事であり、それを表すために沸水の温度に近い95℃を採用するものである。
【0043】
さらに、本発明の熱収縮性ポリスチレン系積層フィルムは、フィルムの表面同士を合わせて85℃に加熱しながら0.4MPaの圧力を90秒間加えたときの剥離強度(以下、耐熱剥離強度という)が2N/15mm以下であることが好ましい。かかる耐熱剥離強度は、万能引張試験機で重なった2枚の各フィルムの両端を掴み、引張速度200mm/分の条件にて、2枚のフィルムを剥離させた際の強度を測定することによって求めることができる。耐熱剥離強度が、2N/mmを上回ると、熱収縮性ポリスチレン系積層フィルムをラベルとした際に、加熱により(たとえば、ラベルを被覆したPETボトルを保温器で保存することにより)ブロッキングを起こす虞れがあるので好ましくない。なお、耐熱剥離強度は、1N/mm以下であると好ましく、0N/mmであると最も好ましいが、0.4N/mm以上であっても実用上好ましい耐熱剥離強度を有していると言える。
【0044】
上記耐熱剥離強度を2N/15mm以下とするためには、他の条件もある程度影響するが、スキン層を構成するポリエステルポリマーの非晶原料比率を小さくすることが挙げられる。後述の実施例の非晶原料比率で80質量%以下であることが好ましく、更に好ましくは70質量%以下である。但し、あまりにも非晶原料比率が小さいと熱収縮特性が乏しくなるので、40質量%以上であることが好ましい。また、一般的にスキン層を構成する全ポリステル樹脂中における非晶質成分となりうる1種以上のモノマー成分の合計が40モル%以下であることが好ましく、更に好ましくは30モル%以下である。但し、あまりにも少なくなると熱収縮特性が乏しくなる場合があるため、13モル%以上であることが好ましく、更に好ましくは22モル%以上である。
【0045】
本発明の熱収縮性ポリスチレン系積層フィルムは、80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であることが好ましい。
【0046】
[直角引裂強度の測定方法]
80℃に調整された湯温中にてフィルムを幅方向に10%収縮させた後に、JIS−K−7128に準じて所定の大きさの試験片としてサンプリングする。しかる後に、万能引張試験機で試験片の両端を掴み、引張速度200mm/分の条件にて、フィルムの長手方向における引張破壊時の強度の測定を行う。そして、下式(2)を用いて単位厚み当たりの直角引裂強度を算出する。
直角引裂強度=引張破壊時の強度÷厚み ・・式(2)
【0047】
80℃の温水中で幅方向に10%収縮させた後の直角引裂強度が150N/mm未満であると、ラベルとして使用した場合に運搬中の落下等の衝撃によって簡単に破れてしまう事態が生ずる恐れがあるので好ましくなく、反対に、直角引裂強度が300N/mmを超えると、ラベルを引き裂く際の初期段階におけるカット性(引き裂き易さ)が不良となるため好ましくない。なお、直角引裂強度の下限値は、160N/mm以上であるとより好ましい。また、直角引裂強度の上限値は、290N/mm以下であるとより好ましく、280N/mm以下であるとより好ましい。
【0048】
本発明の熱収縮性ポリスチレン系積層フィルムムにおいては、溶剤接着強度が2N/15mm幅以上であることが好ましい。溶剤接着強度が2N/15mm幅未満であると、ラベルが熱収縮した後に溶剤接着部から剥れ易くなるので好ましくない。なお、溶剤接着強度は、3N/15mm幅以上であるとより好ましく、4N/15mm幅以上であると特に好ましい。尚、溶剤接着強度は大きいことが好ましいが、溶剤接着強度は、製膜装置の性能上から10(N/15mm)程度が現在のところ上限であると考えている。また、溶剤接着強度があまりにも高すぎると 2枚のフィルムを溶剤接着させてラベルとする際、不必要なフィルムに接着されてしまう事態が起きやすくなり、ラベルの生産性が低下する場合もあるので、8.5(N/15mm)以下でもよく、7(N/15mm)以下であっても実用上全く構わない。
【0049】
長手方向の厚み斑(測定長を10mとした場合の厚み斑)が18%以下であることが好ましい。長手方向の厚み斑が18%を超える値であると、ラベル作成の際の印刷時に印刷斑が発生し易くなったり、熱収縮後の収縮斑が発生し易くなったりするので好ましくない。なお、長手方向の厚み斑は、16%以下であるとより好ましく、14%以下であると特に好ましい。なお、長手方向の厚み斑は小さいほど好ましいが、当該厚み斑の下限は、製膜装置の性能上と生産しやすさから 5%以上が妥当と考えるが 最も好ましいのは0%に近い値であり 製膜装置の性能上1%が限界であると考えている。
【0050】
本発明の熱収縮性ポリスチレン系積層フィルムにおいては、幅方向の厚み斑(測定長を1mとした場合の厚み斑)が18%以下であることが好ましい。幅方向の厚み斑が18%を超える値であると、ラベル作成の際の印刷時に印刷斑が発生し易くなったり、熱収縮後の収縮斑が発生し易くなったりするので好ましくない。なお、幅方向の厚み斑は、16%以下であるとより好ましく、14%以下であると特に好ましい。なお、巾方向の厚み斑は小さいほど好ましいが、当該厚み斑の下限は、製膜装置の性能上と生産しやすさから 4%以上が妥当と考えるが 最も好ましいのは0%に近い値であり 製膜装置の性能上1%が限界であると考えている。
【0051】
本発明の熱収縮性ポリスチレン系積層フィルムの厚みは、特に限定するものではないが、ラベル用熱収縮性フィルムとして20μm以上80μm以下が好ましく、30μm以上70μm以下がより好ましい。加えて、本発明の熱収縮性ポリエステル系フィルムを積層構造のものとする場合には、各層の厚みは特に限定されないが、それぞれ5μm以上とすることが好ましい。
【0052】
本発明の熱収縮性ポリスチレン系積層フィルムにおいて、ヘイズ値が3%以上13%以下であることが好ましい。ヘイズ値が13%を超えると、透明性が不良となり、ラベル作成の際に見栄えが悪くなる恐れがあるのであまり好ましくない。なお、ヘイズ値は、12%以下であるとより好ましく、11%以下であると特に好ましい。また、ヘイズ値は、小さいほど好ましいが、実用上必要な滑り性を付与する目的でフィルムに所定量の滑剤を添加する場合があることを等を考慮すると、3%程度が下限になる。
【0053】
本発明の熱収縮性ポリスチレン系積層フィルムの製造方法は特に限定されないが、例を挙げて説明する。本発明の熱収縮性ポリスチレン系積層フィルムは、各層を構成するように上記したポリエステル系樹脂原料やポリスチレン系樹脂原料を別々の押出機を用いて溶融し、共押出しして未延伸積層フィルムを形成し、その未延伸積層フィルムを以下に示す所定の方法により二軸延伸して熱処理することによって得ることができる。
【0054】
原料樹脂を溶融押し出しする際には、原料をホッパードライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥するのが好ましい。そのように原料を乾燥させた後に、押出機を利用して、200〜300℃の温度で溶融しフィルム状に押し出す。かかる押し出しに際しては、Tダイ法、チューブラー法等、既存の任意の方法を採用することができる。
【0055】
そして、押し出し後のシート状の溶融樹脂を急冷することによって未延伸積層フィルムを得ることができる。なお、溶融樹脂を急冷する方法としては、溶融樹脂を口金より回転ドラム上にキャストして急冷固化することにより実質的に未配向の樹脂シートを得る方法を好適に採用することができる。
【0056】
さらに、得られた未延伸積層フィルムを、後述するように、所定の条件で長手方向に延伸し、その縦延伸後のフィルムを急冷した後に、一旦、熱処理し、その熱処理後のフィルムを所定の条件で冷却した後に、所定の条件で幅方向に延伸し、再度、熱処理することによって本発明の熱収縮性ポリスチレン系積層フィルムを得ることが好ましい。以下、本発明の熱収縮性ポリスチレン系積層フィルムを得るための好ましい製膜方法について、従来の熱収縮性ポリスチレン系積層フィルムの製膜方法との差異を考慮しつつ詳細に説明する。
【0057】
上述したように、従来は、熱収縮性ポリスチレン系積層フィルムは、未延伸積層フィルムを収縮させたい方向(即ち、主収縮方向、通常は幅方向)のみに延伸することによって製造されて来た。本発明者らが従来の製造方法について検討した結果、熱収縮性ポリスチレン系積層フィルムの製造においては、以下のような問題点があることが判明した。
・単純に幅方向に延伸するだけであると、上述の如く、長手方向の直角引裂強度が大きくなり、ラベルとした場合のミシン目開封性が悪くなる。その上、製膜装置のライン速度を上げることが困難である。
・幅方向に延伸した後に長手方向に延伸する方法を採用すると、どのような延伸条件を採用しても、幅方向の収縮力を十分に発現させることができない。さらに、長手方向の収縮力が同時に発現してしまい、ラベルとした際に収縮装着後の仕上がりが悪くなる。
・長手方向に延伸した後に幅方向に延伸する方法を採用すると、幅方向の収縮力は発現させることができるものの、長手方向の収縮力が同時に発現してしまい、ラベルとした際に収縮装着後の仕上がりが悪くなる。
【0058】
さらに、上記従来の熱収縮性ポリスチレン系積層フィルムの製造における問題点に基づいて、本発明者らが、ミシン目開封性が良好で生産性の高い熱収縮性ポリスチレン系積層フィルムを得ることについてさらなる考察を進めた結果、現在のところ次のように推定して考察している。
・ラベルとした際のミシン目開封性を良好なものとするためには、長手方向へ配向した分子をある程度残しておく必要があると考えられること
・ラベルとした際の収縮装着後の仕上がりを良好なものとするためには、長手方向への収縮力を発現させないことが不可欠であり、そのためには長手方向へ配向した分子の緊張状態を解消する必要があると考えられること
【0059】
そして、本発明者らは、上記知見から、良好なミシン目開封性、収縮仕上がり性を同時に満たすためには、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム中に存在させる必要がある、と考えるに至った。そして、どのような延伸を施せば“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム中に存在させることができるかに注目して試行錯誤した。その結果、長手方向に延伸した後に幅方向に延伸する所謂、縦−横延伸法によるフィルム製造の際に、以下の手段を講じることにより、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム中に存在させることを実現し、良好なミシン目開封性と収縮仕上がり性を同時に満たす熱収縮性ポリスチレン系積層フィルムを得ることが可能となり、本発明を案出するに至った。
(1)縦延伸条件の制御
(2)縦延伸後における中間熱処理
(3)中間熱処理後のフィルムの強制冷却
(4)横延伸条件の制御
以下、上記した各手段について順次説明する。
【0060】
(1)縦延伸条件の制御
本発明の縦−横延伸法によるフィルムの製造においては、本発明のフィルムロールを得るためには、75℃以上100℃以下の温度で長手方向に実質的に1段の縦延伸工程だけとして1.1倍以上1.8倍以下の比較的低倍率で縦延伸することが好ましい。
【0061】
また、上記の如く低倍率で縦延伸することにより、後述する中間熱セット、横延伸、最終熱処理時にフィルムの長手方向・幅方向への配向度合い、分子の緊張度合いをコントロールすることが可能となり、ひいては、最終的なフィルムのミシン目開封性を良好なものとすることが可能となる。縦延伸の延伸倍率が1.1倍未満であると、実質的に縦延伸するメリットが活かせず、長手方向の直角引裂強度が大きくなり、ラベルとした場合のミシン目開封性を損なう場合があるのであまり好ましくない。縦延伸の延伸倍率が1.8倍を超えると、直角引裂強度については好ましいデータが得られるものの、長手方向の収縮率が大きくなりやすく、あまり好ましくない。
【0062】
また、縦方向の厚み斑は縦方向の延伸倍率が大きくなるにつれて増大するが本発明者らの研究によれば2.5倍程度で極大となりその後は低下する傾向が見られる。即ち、縦延伸の延伸倍率を1.1〜1.8倍の比較的低倍率に設定することにより、縦方向の厚み斑を小さくする効果が得られる。
【0063】
(2)縦延伸後における中間熱処理
上述の如く、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させるためには、長手方向に配向した分子を熱緩和させることが好ましいが、従来、フィルムの二軸延伸において、一軸目の延伸と二軸目の延伸との間において、高温の熱処理をフィルムに施すと、熱処理後のフィルムが結晶化してしまうため、それ以上延伸することができない、というのが業界での技術常識であった。しかしながら、本発明者らが試行錯誤した結果、縦−横延伸法において、ある一定の条件で縦延伸を行い、その縦延伸後のフィルムの状態に合わせて中間熱セットを所定の条件で行い、さらに、その中間熱セット後のフィルムの状態に合わせて所定の条件で横延伸を施すことによって、横延伸時に破断を起こさせることなく、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させ得る、という驚くべき事実が判明した。
【0064】
即ち、本発明の縦−横延伸法によるフィルムの製造においては、未延伸フィルムを縦延伸した後に、テンター内で幅方向の両端際をクリップによって把持した状態で、110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理(以下、中間熱処理という)することが好ましい。かかる中間熱処理を行うことによって、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させることが可能となり、ひいては、ラベルとした場合にミシン目開封性が良好で収縮斑が生じないフィルムを得ることが可能となる。なお、どのような縦延伸を行った場合でも、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させることが可能となるわけではなく、前述した所定の低倍率の縦延伸を実施することによって、中間熱処理後に、初めて“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させることが可能となる。そして、後述する強制冷却、横延伸を施すことによって、フィルム内に形成された“長手方向に配向しつつ収縮力に寄与しない分子”を保持したまま、幅方向へ分子を配向させて幅方向への収縮力を発現させることが可能となる。
【0065】
なお、中間熱処理の温度は、110℃以上150℃以下であると好ましい。中間熱処理の温度の下限は110℃未満であるとフィルムの長手方向の収縮力が残り 横方向に延伸後フィルムの長手方向収縮率が高くなり好ましくない。また 中間熱処理の温度の上限は
150℃より高いとフィルム表層が荒れ 透明性が高くなり好ましくない。よって 好ましい中間熱処理の温度は110℃以上150℃以下であり より好ましくは115℃以上145℃以下、更に好ましくは120℃以上140℃以下である。また原料組成や縦方向の延伸倍率によっても中間熱処理の温度を多少考慮することが好ましい。
【0066】
なお、中間熱処理の時間は5秒以上30秒以下が好ましい。30秒より長い時間中間熱処理する方が 低温で熱処理できるが 生産性が悪くなる。また5秒より短いと フィルムの長手方向の収縮力が残り、横方向に延伸後フィルムの長手方向収縮率が高くなり好ましくない。よって好ましい中間熱処理の時間は5秒以上30秒以下であり より好ましくは7秒以上28秒以下、更に好ましくは9秒以上26秒以下である。また原料組成や縦方向の延伸倍率によっても中間熱処理の温度を多少考慮することが好ましい。
【0067】
また、上記の如く中間熱処理する際には、中間熱処理後のフィルムの長手方向の屈折率が1.56〜1.595の範囲内となり、中間熱処理後のフィルムの長手方向の熱収縮応力が0.5MPa以下となるように、中間熱処理の条件を調整するのが好ましい。そのような所定の条件の中間熱処理を施すことにより、横延伸、最終熱処理時にフィルムの長手方向・幅方向への配向度合い、分子の緊張度合いをコントロールすることが可能となり、ひいては、最終的なフィルムのミシン目開封性を良好なものとすることが可能となる。なお、中間熱処理後のフィルムの長手方向の屈折率が1.56を下回ると横延伸、最終熱処理の条件を調整しても、ミシン目開封性の良好なフィルムを得ることが困難となりあまり好ましくない。また中間熱処理後のフィルムの長手方向の屈折率が1.595を上回ると横延伸、最終熱処理の条件を調整しても、長手方向の収縮率を小さくする事が困難となりあまり好ましくない。
【0068】
(3)中間熱処理後のフィルムの強制冷却
本発明の縦−横延伸法によるフィルムの製造においては、上記の如く中間熱処理したフィルムをそのまま横延伸するのではなく、フィルムの温度が70℃以上90℃以下となるように急冷することが好ましい。かかる急冷処理を施すことによって、ラベルとした際のミシン目開封性が良好なフィルムを得ることができ好ましい。なお、急冷後のフィルムの温度の下限は、72℃以上であるとより好ましく、74℃以上であると更に好ましい。また、急冷後のフィルムの温度の上限は、85℃以下であるとより好ましく、80℃以下であると更に好ましい。
【0069】
上記の如くフィルムを急冷する際に、急冷後のフィルムの温度が90℃を上回ったままであると、フィルムの幅方向の収縮率が低くなってしまい、ラベルとした際の収縮性が不十分となってしまうが、冷却後のフィルムの温度が90℃以下となるようにコントロールすることによって、フィルムの幅方向の収縮率を高く保持することが可能となる。
【0070】
さらに、フィルムを急冷する際に、急冷後のフィルムの温度が90℃を上回ったまま
であると、冷却後に行う横延伸の応力が小さくなり、幅方向の厚み斑が大きくなり易い傾向にあるが、冷却後のフィルムの温度が90℃以下となるような急冷を施すことによって、冷却後に行う横延伸の応力を高めて、幅方向の厚み斑を小さくすることが可能となる。
【0071】
加えて、フィルムを急冷する際に、急冷後のフィルムの温度が70℃を下回ったままであると、フィルムの延伸応力があがり 破断するし易くなるのであまり好ましくない。よって冷却工程後のフィルム温度は70℃以上90℃以下が好ましく、より好ましくは72℃以上85℃以下であり、更に好ましくは74℃以上80℃以下である。
【0072】
(4)横延伸条件の制御
本発明の縦−横延伸法によるフィルムの製造においては、縦延伸、中間熱セット、急冷
後のフィルムを所定の条件で横延伸することが好ましい。即ち、横延伸は、テンター内で幅方向の両端際をクリップによって把持した状態で、65℃以上90℃以下の温度で3.5倍以上5.0倍以下の倍率となるように行うことが好ましい。かかる所定条件での横延伸を施すことによって、縦延伸および中間熱セットによって形成された“長手方向に配向しつつ収縮力に寄与しない分子”を保持したまま、幅方向へ分子を配向させて幅方向の収縮力を発現させることが可能となり、ラベルとした際のミシン目開封性が良好なフィルムを得ることが可能となる。なお、横延伸の温度の下限は、67℃以上であるとより好ましく、70℃以上であると更に好ましい。また、横延伸の温度の上限は、85℃以下であるとより好ましく、80℃以下であるとより好ましい。一方、横延伸の倍率の下限は、3.6倍以上であると好ましく、3.7倍以上であるとより好ましい。また、横延伸の倍率の上限は、4.9倍以下であると好ましく、4.8倍以下であるとより好ましい。
【0073】
また、延伸温度が90℃を上回ると、長手方向の収縮率が高くなるとともに、幅方向の収縮率が低くなり易いが、延伸温度を90℃以下にコントロールすることによって、長手方向の収縮率を低く抑えるとともに、幅方向の収縮率を高く保持することが容易となり好ましい。
【0074】
さらに、横延伸における延伸温度が90℃近くに高くなると、幅方向の配向が低くなって、溶剤接着強度が高くなるとともに、滑剤の圧潰を防止することが可能となり、摩擦係数を低く保つことが可能となるので好ましい。加えて、横延伸における延伸温度が90℃近くに高くなると、フィルムの内部のボイドが減少することによって、フィルムのヘイズが低くなる。
【0075】
また、延伸温度が90℃を上回ると、幅方向の厚み斑が大きくなり易い傾向にあるが、延伸温度を90℃以下にコントロールすることによって、幅方向の厚み斑を小さくすることができる。
【0076】
一方、延伸温度が65℃を下回ると、幅方向への配向が高くなりすぎて、横延伸時に破断し易くなるが、延伸温度を65℃以上にコントロールすることによって、横延伸時における破断を低減が可能となる。
【0077】
[製造工程の工程条件がフィルム特性に与える影響]
本発明の熱収縮性ポリスチレン系積層フィルムの製造に当たっては、縦延伸工程、中間熱処理工程、強制冷却工程、横延伸工程の条件を上記のような適切に設定して行うことにより、非常に効率的にフィルムの特性を良好なものとすることを可能とするものと考えられる。また、フィルムの特性の中でも、長手方向の直角引裂強度、幅方向の厚み斑、長手方向の厚み斑、溶剤接着強度といった重要な特性は、特定の複数の工程同士の複合的な作用によって数値が変動する場合がある。
【0078】
即ち、本発明の熱収縮性ポリスチレン系積層フィルムは、長手方向の直角引裂強度を150N/mm以上300N/mm以下に調整することが好ましく、より好ましくは長手方向の直角引裂強度を290N/mm以下、更に好ましくは280N/mm以下に調節することである。長手方向の直角引裂強度には、縦延伸工程と中間熱処理工程との条件の調節が特に重要である。
【0079】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、幅方向の厚み斑を1%以上18%以下に調整すると好ましいが、当該幅方向の厚み斑には、縦延伸工程、中間熱処理工程、および横延伸工程という3つの工程の工程条件の調節が重要である。
【0080】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、長手方向の厚み斑を1%以上18%以下に調整すると好ましいが、当該長手方向の厚み斑には、縦延伸工程と中間熱処理工程での工程条件の調節が重要である。
【0081】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、溶剤接着強度が2N/15mm以上10N/15mm以下に調節することが好ましい。溶剤接着強度の大きな要因はスキン層の非晶原料比率の大きさであり、非晶原料比率が大きいと溶剤接着強度が大きくなる傾向がある。例えば、後述の実施例において、スキン層の非晶原料比率が40質量%以上であれば、溶剤接着強度を2N/15mm以上とすることが容易となり好ましい。しかしながら、あまりにも非晶原料比率が大きくなると熱収縮特性が大きくなりすぎたり耐熱性が劣る場合があるので80質量%以下であることが好ましい。一般的にスキン層のポリステル樹脂中における非晶質成分となりうる1種以上のモノマー成分の合計がどれだけ含まれているかを表す非晶モノマーのモル%で言えば、10モル%以上とすると溶剤接着強度を2N/15mm以上とすることが容易となり好ましい。更に好ましくはフィルム表面の13モル%以上であり、フィルム表面の20モル%以上であることが更に好ましいが、あまりに大きいと熱収縮特性が大きくなりすぎる場合があるので、50モル%以下でよく、40モル%以下であることが好ましく、更に好ましくは30モル%以下である。溶剤接着強度はその他のフィルム製造工程条件とも関連があり、中間熱セット工程や強制冷却工程条件とも関連が見られる。また、縦、横のトータルの延伸倍率(面積倍率)は、溶剤接着強度とも関係があり、通常トータルの延伸倍率が小さい方が溶剤接着強度が高まると言える。
【0082】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、ヘイズを3%以上13%以下に調節することが好ましく、関係する要因としてポリマー中の非晶比率、添加剤の種類や量の他、縦延伸工程、中間熱処理工程、横延伸工程の条件と関連が見られる。
【0083】
したがって、熱収縮性ポリスチレン系積層フィルム長手方向の直角引裂強度、幅方向の厚み斑、長手方向の厚み斑、溶剤接着強度、ヘイズを本発明の範囲内に調整するためには、上記した工程同士の相互作用を考慮しつつ、上記(1)〜(4)のようなデリケートな条件調整を施すことが好ましい。
【0084】
本発明の包装体は、前記の熱収縮性ポリスチレン系積層フィルムを基材とするミシン目が設けられたラベルを少なくとも外周の一部に被覆して熱収縮させてなるものであり、包装体の対象物としては、飲料用のペットボトルをはじめ、各種の瓶、缶、菓子や弁当等のプラスチック容器、紙製の箱等を挙げることができる(以下、これらを総称して包装対象物という)。なお、通常、それらの包装対象物に、熱収縮性ポリスチレン系積層フィルムを基材とするラベルを熱収縮させて被覆させる場合には、当該ラベルを約2〜15%程度熱収縮させて包装体に密着させる。なお、包装対象物に被覆されるラベルには、印刷が施されていても良いし、印刷が施されていなくても良い。
【0085】
ラベルを作成する方法としては、長方形状のフィルムの片面の端部から少し内側に有機溶剤を塗布し、直ちにフィルムを丸めて端部を重ね合わせて接着してラベル状にするか、あるいは、ロール状に巻き取ったフィルムの片面の端部から少し内側に有機溶剤を塗布し、直ちにフィルムを丸めて端部を重ね合わせて接着して、チューブ状体としたものをカットしてラベル状とする。接着用の有機溶剤としては、1,3−ジオキソランあるいはテトラヒドロフラン等の環状エーテル類が好ましい。この他、ベンゼン、トルエン、キシレン、トリメチルベンゼン等の芳香族炭化水素、塩化メチレン、クロロホルム等のハロゲン化炭化水素やフェノール等のフェノール類あるいはこれらの混合物が使用できる。
【実施例】
【0086】
次に実施例及び比較例を用いて、本発明を具体的に説明するが、本発明は、かかる実施例の態様に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で、適宜変更することが可能である。
【0087】
本発明において用いた評価方法は下記の通りである。
【0088】
[熱収縮率(湯温熱収縮率)]
フィルムを10cm×10cmの正方形に裁断し、所定温度±0.5℃の温水中において、無荷重状態で10秒間処理して熱収縮させた後、フィルムの縦および横方向の寸法を測定し、下式(1)にしたがって、それぞれ熱収縮率を求めた。当該熱収縮率の大きい方
向を主収縮方向とした。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%)
・・・式(1)
【0089】
[直角引裂強度]
80℃に調整された湯温中にてフィルムを主収縮方向に10%収縮させた後に、JIS−K−7128に準じて、図1に示す形状にサンプリングすることによって試験片を作製した(なお、サンプリングにおいては、試験片の長手方向をフィルムの主収縮方向(幅方向)とした)。しかる後に、万能引張試験機((株)島津製作所製 オートグラフ)で試験片の両端を掴み、引張速度200mm/分の条件にて、引張破壊時の強度の測定を行い、下式(2)を用いて単位厚み当たりの直角引裂強度を算出した。
直角引裂強度=引張破壊時の強度÷厚み ・・・式(2)
【0090】
[耐熱剥離強度]
得られたフィルム試料を2枚用意し、それらの表面同士を合わせ、テストシーラー(西部機械(株)製;シールバー幅10mm)によって85℃に加熱しながら0.4MPaの圧力を90秒加えた後、それらの重なり合った2枚のフィルムを15mm幅の短冊状に切断した。しかる後に、2枚のフィルムを、万能引張試験機((株)島津製作所製 オートグラフ)を用いて200mm/min.の条件で引き剥がしたときの剥離強度を測定した。なお、測定は5回行い、その平均値を求めた。
【0091】
[幅方向厚み斑]
フィルムを長さ40mm×幅1.2mの幅広な帯状にサンプリングし、ミクロン測定器株式会社製の連続接触式厚み計を用いて、5(m/分)の速度で、フィルム試料の幅方向に沿って連続的に厚みを測定した(測定長さは500mm)。測定時の最大厚みをTmax.、最小厚みをTmin.、平均厚みをTave.とし、下式(3)からフィルムの幅方向の厚み斑を算出した。
厚み斑={(Tmax.−Tmin.)/Tave.}×100 (%) ・・・式(3)
【0092】
[ヘイズ]
JIS−K−7136に準拠し、ヘイズメータ(日本電色工業株式会社製、300A)を用いて測定した。なお、測定は2回行い、その平均値を求めた。
【0093】
[長手方向厚み斑]
フィルムを長さ12m×幅40mmの長尺なロール状にサンプリングし、ミクロン測定器株式会社製の連続接触式厚み計を用いて、5(m/分)の速度でフィルム試料の長手方向に沿って連続的に厚みを測定した(測定長さは10m)。測定時の最大厚みをTmax.、最小厚みをTmin.、平均厚みをTave.とし、上式(3)からフィルムの長手方向の厚み斑を算出した。
【0094】
[溶剤接着強度]
延伸したフィルムに1,3−ジオキソランを塗布して2枚を張り合わせることによってシールを施した。しかる後、シール部をフィルムの主収縮方向と直交する方向(以下、直交方向という)に15mmの幅に切り取り、それを(株)ボールドウィン社製 万能引張試験機 STM−50にセットし、引張速度200mm/分の条件で180°ピール試験を行った。そして、そのときの引張強度を溶剤接着強度とした。
【0095】
[ラベルでの収縮歪み]
熱収縮性フィルムに、予め東洋インキ製造(株)の草・金・白色のインキで3色印刷を施した。そして、印刷したフィルムの両端部をジオキソランで接着することにより、円筒状のラベル(熱収縮性フィルムの主収縮方向を周方向としたラベル)を作成した。しかる後、Fuji Astec Inc製スチームトンネル(型式;SH−1500−L)を用い、通過時間2.5秒、ゾーン温度80℃で、500mlのPETボトル(胴直径 62mm、ネック部の最小直径25mm)に熱収縮させることにより、ラベルを装着した。なお、装着の際には、ネック部においては、直径40mmの部分がラベルの一方の端になるように調整した。収縮後の仕上がり性の評価として、装着されたラベル上部の360度方向の歪みをゲージを使用して測定を行い、歪みの最大値を求めた。その時、基準を以下とした。
○:最大歪み 2mm未満
×:最大歪み 2mm以上
【0096】
[ラベル密着性]
上記した収縮仕上り性の測定条件と同一の条件でラベルを装着した。そして、装着したラベルとPETボトルとを軽くねじったときに、ラベルが動かなければ○、すり抜けたり、ラベルとボトルがずれたりした場合には×とした。
【0097】
[ミシン目開封性]
予め主収縮方向とは直向する方向にミシン目を入れておいたラベルを、上記した収縮仕上り性の測定条件と同一の条件でPETボトルに装着した。ただし、ミシン目は、長さ1mmの孔を1mm間隔で入れることによって形成し、ラベルの縦方向(高さ方向)に幅22mm、長さ120mmに亘って2本設けた。その後、このボトルに水を500ml充填し、5℃に冷蔵し、冷蔵庫から取り出した直後のボトルのラベルのミシン目を指先で引裂き、縦方向にミシン目に沿って綺麗に裂け、ラベルをボトルから外すことができた本数を数え、全サンプル50本から前記の本数を差し引いて、ミシン目開封不良率(%)を算出した。
【0098】
また、実施例、比較例で使用した原料A〜Gの性状、組成等を表1に示す。さらに、実施例、比較例における原料樹脂の混合組成、および、実施例、比較例で得られるフィルム組成及びフィルムの製膜条件を表2に示した。尚、各実施例及び比較例においてスキン層の非晶原料比率を算出する際に、ポリエステル系原料A及びBを非晶原料として非晶原料の質量%を算出した。
【0099】
表1中、チップAは、シクロヘキサンジメタノール(CHDM)を30モル%含有したポリエチレンテレフタレートであり、チップBはネオペンチルグリコールを30モル%含有したポオリエチレンテレフタレートであり、チップCはポリエチレンテレフタレート(PET)であり、チップDは、スチレン−ブチルアクリレート共重合体(PSジャパン株式会社製 SC004)であり、チップEは、ポリスチレン(PSジャパン株式会社製 HH203)であり、チップFは、スチレン−ブタジエンブロックコポリマー(電気化学工業社製 デンカクリアレン 503L)であり、チップGは、スチレン−共役ジエンブロックコポリマー(旭化成ケミカル社製 タフプレン 126)である。なお、ポリエステル原料チップA、B、Cは以下のように調整した。
【0100】
<ポリエステル原料の調製>
撹拌機、温度計及び部分環流式冷却器を備えたステンレススチール製オートクレーブに、二塩基酸成分としてジメチルテレフタレート(DMT)100モル%と、グリコール成分としてエチレングリコール(EG)100モル%とを、グリコールがモル比でメチルエステルの2.2倍になるように仕込み、エステル交換触媒として酢酸亜鉛を0.05モル%(酸成分に対して)を用いて、生成するメタノールを系外へ留去しながらエステル交換反応を行った。その後、重縮合触媒として三酸化アンチモン0.025モル%(酸成分に対して)添加し、280℃で26.6Pa(0.2トール)の減圧条件下、重縮合反応を行い、固有粘度0.70dl/gのポリエステル(C)を得た。このポリエステルはポリエチレンテレフタレートである。なお、上記ポリエステル(C)の製造の際には、滑剤としてSiO2(富士シリシア社製サイリシア266)をポリエステルに対して2,000ppmの割合で添加した。また、上記と同様な方法により、表1に示すポリエステル(A,B)を合成した。なお、表中、NPGがネオペンチルグリコール、CHDMが1,4−シクロヘキサンジメタノールである。それぞれのポリエステルの固有粘度は、Aが0.80dl/g、Bが0.72dl/gであった。なお、各ポリエステルは、適宜チップ状にした。
【0101】
【表1】

【0102】
【表2】
【0103】
(実施例1〜11、比較例1〜4)
各実施例、比較例において、最終仕上がりフィルムの厚みを45μmとすべく、縦、横の延伸倍率設定に応じて、予め未延伸フィルムの厚みを調節すべく、吐出量を調節している。
(実施例1)
共押出法を利用して、コア層形成用樹脂、スキン層形成用樹脂、接着剤層形成用樹脂を別々の押出機(第一〜第三押出機)から溶融押出しし、ダイス(Tダイ)内で積層し、エアーナイフ法により、40℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが270μmで、三種五層構成、すなわち、コア層の表裏両側に中間層(接着剤層)が積層され、それらの中間層の外側に、それぞれ、スキン層が積層された構成の未延伸フィルム(ポリスチレン系樹脂積層シート)を得た。未延伸フィルムの各層の形成方法(溶融押出までの工程)は、以下の通りである。なお、以下の説明においては、ポリスチレン系混合樹脂積層シートの表裏から順に、第一層、第二層、第三層、第四層、第五層という(すなわち、第五層の表面は、金属ロール接触面である)。
【0104】
・第一層、第五層(スキン層)の形成
上記したチップAとCを、それぞれブレンダー装置を用いて予備乾燥した後、その予備乾燥後のチップAを65重量部とチップCを35重量部とをブレンダーにて混合させた後、第一押出機の直上のホッパに、定量スクリューフィーダーで連続的に供給した。そして、供給されたチップAおよびCの混合物を、単軸式の第一押出機によりTダイから溶融押出しした(コア層の表裏の外側に積層された中間層の外側に積層されるように溶融押出しした)。なお、第一押出機においては、第一ゾーンの温度を270℃に調整するとともに、第二ゾーンの温度を220℃に調整することにより、溶融樹脂に高温の熱履歴を与えた上で若干低温にしてからTダイへ導いた。また、Tダイからの押出を安定させるために、押出機とTダイとの間にヘリカルタイプかつ並列タイプのギアポンプを介在させた。加えて、第一押出機の押出温度については、PID制御方式による温度制御を行った。
【0105】
・第二層、第四層(接着剤層)の形成
上記したチップDを、ブレンダー装置を用いて予備乾燥した後、その予備乾燥後のチップDを、第二押出機の直上のホッパに、定量スクリューフィーダーで連続的に供給した。そして、供給されたチップDを、単軸式の第二押出機によりTダイから溶融押出しした(コア層の表裏の外側に積層されるように溶融押出しした)。なお、第二押出機においては、第一ゾーンの温度、第二ゾーンの温度をともに200℃に調整した。また、第一押出機による押出しと同様に、Tダイからの押出を安定させるために、押出機とTダイとの間にヘリカルタイプかつ並列タイプのギアポンプを介在させた。加えて、第二押出機の押出温度についても、第一押出機の押出温度と同様に、PID制御方式による温度制御を行った。
【0106】
・第三層(コア層)の形成
上記したチップE,F,Gを、それぞれ、ブレンダー装置を用いて予備乾燥した後、それらのチップE,F,Gを、混合ミキサー内へ、定量スクリューフィーダーで連続的に別々に供給した。なお、チップEの供給量を100重量部とし、チップFの供給量を43重量%部とし、チップGの供給量を14重量部とした。しかる後、混合ミキサー内で混合したチップE,F,Gの混合原料を、第三押出機の直上のホッパに、定量スクリューフィーダーで連続的に別々に供給した。そして、供給されたチップE,F,G(混合済みのもの)を、単軸式の第三押出機によりTダイから溶融押出しした。なお、第三押出機においては、第一ゾーンの温度、第二ゾーンの温度をともに200℃に調整した。また、第一押出機による押出しや第二押出機による押出しと同様に、Tダイからの押出を安定させるために、押出機とTダイとの間にヘリカルタイプかつ並列タイプのギアポンプを介在させた。加えて、第三押出機の押出温度についても、第一押出機、第二押出機の押出温度と同様に、PID制御方式による温度制御を行った。
【0107】
なお、上記各押出機による樹脂の押出においては、未延伸フィルムの形成における第一〜第三押出機の吐出量は、第一層/第二層/第三層/第四層/第五層の厚み比が、5.4/1.8/30.6/1.8/5.4となるように調整した。また、Tダイの押出温度についても、第一〜第三押出機と同様に、PID制御方式による温度制御を行った。
【0108】
そして、上記の如く得られた厚み270μmの未延伸フィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、ロールの回転速度差を利用して、縦方向に延伸した。すなわち、未延伸フィルムを、予熱ロール上でフィルム温度が85℃になるまで予備加熱した後に、表面温度85℃に設定された低速回転ロールと表面温度30℃に設定された高速回転ロールとの間で回転速度差を利用して1.5倍に縦延伸した。
【0109】
しかる後、その未延伸フィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で、130℃、風速18m/Sで10秒間熱セットし、そのフィルムを冷却ゾーンに導き、フィルムの表面温度が80℃になるまで、低温の風を吹き付けることによって積極的に冷却し、冷却後のフィルムを横延伸ゾーンに導き、75℃で幅方向(横方向)に4.0倍に延伸した。
【0110】
しかる後、その横延伸後のフィルムを幅方向の両端際をクリップによって把持した状態でテンター内の最終熱処理ゾーンに導き、当該最終熱処理ゾーンにおいて、85℃の温度で10秒間に亘って熱処理した後に冷却し、両縁部を裁断除去して幅400mmでロール状に巻き取ることによって、約45μm(第一層/第二層/第三層/第四層/第五層の各厚み:5.4μm/1.8μm/30.6μm/1.8μm/5.4μm)の二軸延伸フィルムを所定の長さに亘って連続的に製造した。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表3に示す。得られた二軸延伸フィルムは、好ましい熱収縮特性、好ましい直角引裂強度の評価結果となり、総合的に大変好ましいものであった。
【0111】
(実施例2)
未延伸フィルムの厚みを198μmとし、縦延伸工程の延伸倍率を1.1倍とし、中間熱処理工程の温度を125℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。実施例1の二軸延伸フィルムに比べて直角引裂強度がやや大きく、ミシン目開封不良率もやや高めであったが、総合的には好ましいものであった。
【0112】
(実施例3)
未延伸フィルムの厚みを234μmとし、縦延伸工程の延伸倍率を1.3倍とし、中間熱処理工程の温度を120℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。実施例1の二軸延伸フィルムに比べて長手方向の温湯収縮率がやや大きめであり、直角引裂強度がやや大きく、ミシン目開封不良率もやや高めであったが、総合的には好ましいものであった。
【0113】
(実施例4)
未延伸フィルムの厚みを306μmとし、縦延伸工程の延伸倍率を1.7倍に変更した他は実施例1と同様にして二軸延伸フィルムを得た。実施例1の二軸延伸フィルムに比べて直角引裂強度が小さめで、ミシン目開封性にも優れた総合的に極めて好ましいものであった。
【0114】
(実施例5)
表裏両方のスキン層形成用の樹脂として、ポリエステルA:55質量%、ポリエステルC:45質量%を混合したポリエステル系樹脂を用いた他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは、実施例1の二軸延伸フィルムに比較してヘイズ値がやや高かったが、総合的には好ましいものであった。
【0115】
(実施例6)
スキン層形成用の樹脂として、ポリエステルAに替えてポリエステルBを混合したポリエステル系樹脂を用い、横延伸工程における延伸温度を70℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは非晶原料を変更しても実施例1の二軸延伸フィルム同様、大変好ましいものであった。
【0116】
(実施例7)
未延伸フィルムの厚みを324μmとし、縦延伸工程の延伸倍率を1.8倍とし、中間熱処理温度を150℃とし、強制冷却工程でのフィルム表面温度を75℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは実施例1の二軸延伸フィルムに比べて直角引裂強度が小さく、ミシン目開封不良率の小さい好ましいものであった。
【0117】
(実施例8)
最終熱処理の温度を92℃に変更した他は実施例3と同様にして二軸延伸フィルムを得た。
【0118】
(実施例9)
未延伸フィルムの厚みを270μmとし、縦延伸後の中間熱処理温度を130℃とし、横延伸倍率を4.5倍とし、最終熱処理温度を80℃に変更した他は実施例2と同様にして厚み55μmの二軸延伸フィルムを得た。
【0119】
(比較例1)
未延伸フィルムの厚みを175μmに調節し、縦延伸工程、中間熱処理工程、強制冷却工程を排除して横一軸延伸を行った以外は実施例と同様にして、厚み45μmの横一軸延伸フィルムを得た。同横一軸延伸フィルムは実施例1の二軸延伸フィルムに比べて直角引裂強度が大きく、ミシン目開封不良率も大きい好ましくないものであった。
【0120】
(比較例2)
スキン層形成用の樹脂として、ポリエステルAのみを用いた他は実施例1と同様にして、二軸延伸フィルムを得た。同二軸延伸フィルムは実施例1の二軸延伸フィルムに比べて、耐熱剥離強度が大きく好ましくないものであった。
【0121】
(比較例3)
中間熱処理の温度を100℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは実施例1の二軸延伸フィルムに比較して、長手方向の温湯収縮率が大きく、ラベルでの収縮歪みが目立って好ましくないものであった。
【0122】
(比較例4)
スキン層形成用の樹脂として、ポリエステルA:20質量%、ポリエステルC:80質量%を混合したポリエステル系樹脂を用いた他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは実施例1の二軸延伸フィルムに比較して、スキン層の非晶原料比率が低いためか、幅方向の温湯収縮率が低く、溶剤接着強度、ラベル密着性において好ましくないものであった。
【0123】
【表3】
【産業上の利用可能性】
【0124】
本発明の熱収縮性ポリスチレン系積層フィルムは、上記の如く優れた加工特性を有しているので、ボトル等のラベル用途に好適に用いることができ、同フィルムがラベルとして用いられて得られたボトル等の包装体は美麗な外観を有するものである。
【符号の説明】
【0125】
F・・フィルム
【技術分野】
【0001】
本発明は、熱収縮性ポリスチレン系積層フィルムの製造方法、熱収縮性ポリスチレン系積層フィルム及び包装体に関するものであり、詳しくは、ラベル用途に好適な熱収縮性ポリスチレン系積層フィルムの製造方法、熱収縮性ポリスチレン系積層フィルム及びラベルを用いた包装体に関するものである。
【背景技術】
【0002】
近年、ガラス瓶やPETボトル等の保護と商品の表示を兼ねたラベル包装、キャップシール、集積包装等の用途に、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等からなる延伸フィルム(所謂、熱収縮性フィルム)が広範に使用されるようになってきている。そのような熱収縮性フィルムの内、ポリ塩化ビニル系フィルムは、耐熱性が低い上に、焼却時に塩化水素ガスを発生したり、ダイオキシンの原因となる等の問題がある。また、ポリスチレン系フィルムは、耐溶剤性や耐熱性に劣り、印刷の際に特殊な組成のインキを使用しなければならない上、高温でのボイル処理やホットウォーマー内での保存に耐えられないという問題がある。それゆえ、耐熱性が高く、焼却が容易であり、耐溶剤性に優れたポリエステル系の熱収縮性フィルムが、収縮ラベルとして広汎に利用されるようになってきており、PET容器の流通量の増大に伴って、使用量が増加している傾向にある。
【0003】
また、熱収縮性フィルムとしては、ラベル製造時の取扱いの面から、一般的に、幅方向に大きく収縮させるものが利用される。それゆえ、従来の熱収縮性ポリエステル系フィルムは、加熱時に幅方向への十分な収縮力を発現させるために、幅方向へ高倍率の延伸することによって製造されていた。
【0004】
ところが、従来の熱収縮性ポリエステルフィルムは、主収縮方向と直交する長手方向については、ほとんど延伸されていないため、機械的強度が低く、ラベルとしてペットボトル等に収縮させて被覆させた場合に、ラベルをミシン目に沿ってうまく引き裂くことができない(すなわち、ミシン目開封性が悪い)、という不具合がある。また、飲料容器用のラベルとして使用された場合の保管後の耐破れ性が不十分となり易い課題も見られる。更には、熱収縮性ポリエステルフィルムのミシン目開封性を良好なものとすべく、製造時にフィルムを長手方向に延伸すると、機械的強度が高くなり、ミシン目開封性はある程度向上するものの、長手方向に収縮力が発現してしまうため、ラベルとしてペットボトル等に収縮させて被覆させた場合に、非常に見栄え(収縮仕上がり性)が悪くなる場合があったり、もともと熱収縮性ポリエステル系フィルムは熱を掛けたときの収縮が速く、高速で仕上がりやすいものの急速に収縮するためボトルへの収縮装着時にシワやゆがみが起こりやすいといった不具合があった。
【0005】
それゆえ、熱収縮性ポリエステルフィルムのミシン目開封性と収縮仕上がり性を向上させるべく、熱収縮性ポリエステルフィルムの主原料中に非相溶な熱可塑性樹脂を混合する方法(特許文献1)等も提案されている。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2002−363312号公報
【0007】
上記特許文献1に記載される熱収縮性ポリエステルフィルムの主原料中に非相溶な熱可塑性樹脂を混合する方法によれば、熱収縮性ポリエステルフィルムのミシン目開封性がある程度向上するものの、必ずしもミシン目開封性が十分な熱収縮性ポリエステルフィルムが得られているとは言い難い。また、非相溶な熱可塑性樹脂を混合するため透明性が損なわれてしまう。また、特許文献1に記載される方法を採用した場合には、製造時には幅方向にしか延伸することができないため、効率良く熱収縮性ポリエステルフィルムを製造することはできない。
【0008】
それゆえ、本発明者らは、ポリスチレンからなる熱収縮性フィルムの良好な熱収縮性およびミシン目開封性を発現させつつ、ポリエステルからなる熱収縮性フィルムの良好な耐ブロッキング性および溶剤接着強度を発現させるために、ポリスチレンからなるフィルムの表層にポリエステルフィルム層を積層する技術について鋭意検討した。
【発明の概要】
【発明が解決しようとする課題】
【0009】
上記のような積層構成をとることにより、ポリエステル系フィルムの耐熱性にポリスチレン系フィルムのもつ収縮仕上がり性の良さやミシン目開封性が付与されこれらの特性がある程度改善されることがわかった。しかしながら、ポリエステル系フィルム層が存在する故にミシン目開封性についてはやはりポリスチレン系フィルム単体よりも劣り、実用的にはよりミシン目開封性の改善が必要であり、単純にポリエステルとポリスチレンとを積層したのみでは物性の両立が得られないことがわかった。また、スキン層に用いるポリエステル樹脂によっては耐熱性が不十分である場合もあった。本発明者らはこの点を改良すべく検討を重ね、本発明に至った。
【0010】
本発明の目的は、熱収縮性ポリスチレン系積層フィルムにおいて、良好な熱収縮性、ミシン目開封性、耐熱性とを同時に発現し、生産性の高い熱収縮性ポリスチレン系積層フィルムを提供することにある。
【課題を解決するための手段】
【0011】
本発明者らは上記課題を解決するため、鋭意研究した結果、遂に本発明を完成するに到った。即ち本発明は以下の構成よりなる。
1. ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる下記(1)〜(4)の要件を満たす熱収縮性ポリスチレン系積層フィルムを連続的に製造するための製造方法であって、下記(a)〜(e)の各工程を含むことを特徴とする熱収縮性ポリスチレン系積層フィルムの製造方法。
(1)80℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が−2%以上4%以下であること
(2)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(3)ポリエステル系樹脂層を主成分としてなるスキン層同士を85℃にて0.4MPaの圧力で90秒圧着させたあとの剥離強度が2N/15mm以下であること
(4)80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であること
(a)未延伸フィルムを、75℃以上100℃以下の温度で長手方向に1.1倍以上1.8倍以下の倍率で延伸する縦延伸工程
(b)縦延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する中間熱処理工程
(c)中間熱処理後のフィルムを、表面温度が70℃以上90℃以下の温度となるまで積極的に冷却する積極冷却工程
(d)積極冷却後のフィルムを、65℃以上90℃以下の温度で幅方向に3.5倍以上5.0倍以下の倍率で延伸する横延伸工程
(e)横延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で80℃以上100℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する最終熱処理工程
2. ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる下記(1)〜(4)の要件を満たす熱収縮性ポリスチレン系積層フィルム。
(1)80℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が−2%以上4%以下であること
(2)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(3)ポリエステル系樹脂層を主成分としてなるスキン層同士を85℃にて0.4MPaの圧力で90秒圧着させたあとの剥離強度が2N/15mm以下であること
(4)80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であること
3. 溶剤接着強度が、2N/15mm幅以上10N/15mm幅以下であることを特徴とする上記第2に記載の熱収縮性ポリスチレン系積層フィルム。
4. 長手方向の厚み斑が、1%以上18%以下であることを特徴とする上記第2又は第3に記載の熱収縮性ポリスチレン系積層フィルム。
5. 幅方向の厚み斑が、1%以上18%以下であることを特徴とする上記第2〜第4のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
6. 厚みが、20μm以上80μm以下であることを特徴とする上記第2〜第5のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
7. ヘイズが3%以上13%以下であることを特徴とする上記第2〜第6のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
8. 全ポリステル樹脂成分中における非晶質成分となりうるモノマーの主成分が、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸の内の1種又は複数種であることを特徴とする上記第2〜第7のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
9. 上記第2〜第8のいずれかに記載の熱収縮性ポリスチレン系積層フィルムを基材とし、
ミシン目あるいは一対のノッチが設けられたラベルを少なくとも外周の一部に被覆して熱収縮させてなることを特徴とする包装体。
10. 上記第3〜第8のいずれかに記載の熱収縮性ポリスチレン系積層フィルムを連続的に製造するための製造方法であって、下記(a)〜(e)の各工程を含むことを特徴とする熱収縮性ポリスチレン系積層フィルムの製造方法。
(a)未延伸フィルムを、75℃以上100℃以下の温度で長手方向に1.1倍以上1.8倍以下の倍率で延伸する縦延伸工程
(b)縦延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する中間熱処理工程
(c)中間熱処理後のフィルムを、表面温度が70℃以上90℃以下の温度となるまで積極的に冷却する積極冷却工程
(d)積極冷却後のフィルムを、65℃以上90℃以下の温度で幅方向に3.5倍以上5.0倍以下の倍率で延伸する横延伸工程
(e)横延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で80℃以上100℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する最終熱処理工程
【発明の効果】
【0012】
本発明の熱収縮性ポリスチレン系積層フィルムは、主収縮方向である幅方向への収縮性が高く、幅方向と直交する長手方向における機械的強度も高い上、ラベルとした際のミシン目開封性が良好であり、開封する際に引き裂き初めから引き裂き完了に至るまでミシン目に沿って綺麗にカットすることができる。また、スティフネス(所謂“腰”の強さ)が高く、ラベルとした際の装着適性に優れている。加えて、印刷加工やチュービング加工をする際の加工特性が良好である。したがって、本発明の熱収縮性ポリスチレン系積層フィルムは、ボトル等の容器のラベルとして好適に用いることができ、ラベルとして使用した際には、ボトル等の容器に短時間の内に非常に効率良く装着することができ、装着後に熱収縮させた際にシワや収縮不足のきわめて少ない良好な仕上がりを発現させることができる上、装着されたラベルが非常に良好なミシン目開封性を発現するものとなる。本発明の包装体は、被覆されたラベルの引き裂き具合が良好であり、被覆されたラベルを適度な力でミシン目に沿って綺麗に引裂くことができる。
【0013】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、耐熱性に優れ耐ブロッキング性に優れており、したがって、PETボトル等のラベルを始めとする各種被覆ラベル等に、特にホットウォーマー好適に用いることができる。
【図面の簡単な説明】
【0014】
【図1】直角引裂強度の測定における試験片の形状を示す説明図である(なお、図中における試験片の各部分の長さの単位はmmである)。
【発明を実施するための形態】
【0015】
本発明で使用するポリエステルは、エチレンテレフタレートを主たる構成成分とするものである。即ち、エチレンテレフタレートを50モル%以上、好ましくは60モル%以上含有するものである。本発明のポリエステルを構成する他のジカルボン酸成分としては、イソフタル酸、ナフタレンジカルボン酸、オルトフタル酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、および脂環式ジカルボン酸等を挙げることができる。
【0016】
本発明で使用するポリエステルを構成するジオール成分としては、エチレングリコール、1−3プロパンジオール、1−4ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環式ジオール、ビスフェノールA等の芳香族系ジオール等を挙げることができる。
【0017】
本発明の熱収縮性ポリスチレン系積層フィルムに用いるポリエステルは、1,4−シクロヘキサンジメタノール等の環状ジオールや、炭素数3〜6個を有するジオール(たとえば、1−3プロパンジオール、1−4ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等)のうちの1種以上を含有させて、ガラス転移点(Tg)を60〜80℃に調整したポリエステルが好ましい。
【0018】
また、本発明の熱収縮性ポリスチレン系積層フィルムに用いるポリエステルは、全ポリステル樹脂中における多価アルコール成分100モル%中あるいは多価カルボン酸成分100モル%中の非晶質成分となりうる1種以上のモノマー成分の合計が13モル%以上であることが好ましく、15モル%以上であることがより好ましく、17モル%以上であることが更に好ましく、特に20モル%以上であることが好ましい。ここで、非晶質成分となりうるモノマーとしては、たとえば、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸、1,4−シクロヘキサンジカルボン酸、2,6−ナフタレンジカルボン酸、2,2−ジエチル1,3−プロパンジオール、2−n−ブチル2−エチル1,3−プロパンジオール、2,2−イソプロピル1,3−プロパンジオール、2,2−ジn−ブチル1,3−プロパンジオール、1,4−ブタンジオール、ヘキサンジオールを挙げることができるが、その中でも、ネオペンチルグリコール、1,4−シクロヘキサンジメタノールやイソフタル酸を用いるのが好ましい。しかしながら、あまりにも非晶質成分となりうる1種以上のモノマー成分が多くなると、必要以上に熱収縮特性が大きくなったり、力学的特性が不十分になったりする場合があるので合計で40モル%以下でよく、30モル%以下であることが更に好ましい。
【0019】
また、本発明の熱収縮性ポリスチレン系積層フィルムに用いるポリエステル中には、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコールをできるだけ含有させないことが好ましい。
【0020】
また、熱収縮性ポリスチレン系樹脂積層フィルムのコア層を構成するポリスチレン系樹脂は、所望する熱収縮特性を発現させることができれば特に限定されず、スチレンやα一メチルスチレン、p一メチルスチレン等のスチレン誘導体からなる単独重合体、共重合体はもとより、スチレンやスチレン誘導体と共重合可能な単量体、たとえばアクリル酸、メタクリル酸、それらの金属塩(例えばNa,K,Li,Mg,Ca,Zn,Fe等の金属塩)、アクリル酸エステル、メタクリル酸エステル等の脂肪族不飽和カルボン酸やその誘導体との共重合体を含む。また、アタクティックポリスチレン、シンジオタクティックポリスチレン、アイソタクティックポリスチレン等の各種のポリスチレンをいずれも用いることができるが、アタクティックポリスチレンを用いると、得られる熱収縮性フィルムの硬度が適度なものとなるので好ましい。
【0021】
一方、シンジオタクティック構造を有するポリスチレン系樹脂を用いることにより、機械的強度、耐熱性をより向上させることが可能となる。また、シンジオタクティック構造を有するポリスチレン系樹脂を用いることにより、ポリスチレンの密度が低くなり、リサイクル工程での分離が容易となる上、耐熱性、特に加熱保存時等の耐熱性が良好なものとなり、フィルム形成後に経時的に収縮することに起因した印刷ピッチの変化が低減し、ラベルとして高精度の印刷を行うことも可能となる。さらに、印刷インクに含まれる溶剤に対する耐久性も向上し、印刷性が良好になる。また、シンジオタクティック構造を有するポリスチレン系樹脂は、側鎖であるフェニル基および/または置換フェニル基を核磁気共鳴法により定量するタクテイシティにおいて、ダィアッド(構成単位が2個)が75%以上であるのが好ましく、85%以上であるとより好ましい。一方、ペンタッド(構成単位が5個)が30%以上であるのが好ましく、50%以上であるとより好ましい。
【0022】
また、ポリスチレン系樹脂を構成するポリスチレン成分としては、ポリスチレン、ポリ(p一、m一、またはo一メチルスチレン)、ポリ(2,4一、2,5一、3,4一、または3,5一ジメチルスチレン)、ポリ(p一ターシャリーブチルスチレン)等のポリ(アルキルスチレン)、ポリ(p一、m一、またはo一クロロスチレン)、ポリ(p一、m一、またはo一ブロモスチレン)、ポリ(p一、m一、またはo一フルオロスチレン)、ポリ(O一メチルーp一フルオロスチレン)等のポリ(ハロゲン化スチレン)、ポリ(p一、m一、またはo一クロロメチルスチレン)等のポリ(ハロゲン化置換アルキルスチレン)、ポリ(p一、m一、またはo一メトキシスチレン)、ポリ(p一、m一、またはo一エトキシスチレン)等のポリ(アルコキシスチレン)、ポリ(p一、m一、またはo一カルボキシメチルスチレン)等のポリ(カルボキシアルキルスチレン)ポリ(p一ビニルベンジルプロピルエーテル)等のポリ(アルキルェーテルスチレン)、ポリ(p一トリメチルシリルスチレン)等のポリ(アルキルシリルスチレン)、さらにはポリ(ピニルベンジルジメトキシホスファイド)等を挙げることができる。なお、ポリスチレン系樹脂には、熱収縮開始温度を低くする目的や耐衝撃性を向上させる目的で、可塑化剤、相溶化剤等を配合することも可能である。
【0023】
また、ポリスチレン系樹脂には、熱可塑性樹脂および/またはゴム成分を添加することが好ましい。熱可塑性樹脂としては、アタクチック構造を有するポリスチレン、AS樹脂、ABS樹脂等のポリスチレン系樹脂、ポリエチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンテレフタレート等のポリエステル系樹脂、ナイロン6、ナイロン66、ナイロン12、ナイロン4、ポリヘキサメチレンアジパミド等のポリアミド系樹脂、ポリエチレン、ポリプロピレン、ポリブテン等のポリオレフィン系樹脂等を挙げることができる。一方、ゴム成分としては、スチレン系化合物をその構成成分として含有するゴム状共重合体が好ましく、スチレンとゴム成分から、それぞれ一種以上を選んで共重合したランダム、ブロックまたはグラフト共重合体を挙げることができる。このようなゴム状共重合体としては、たとえばスチレンーブタジエン共重合体ゴム、スチレンーイソプレンブロック共重合体、それらのブタジエン部分の一部あるいは全部を水素化したゴム、アクリル酸メチルーブタジエンースチレン共重合体ゴム、アクリロニトリルーブタジエンースチレン共重合体ゴム、アクリロニトリルーアルキルアクリレートーブタジエンースチレン共重合体ゴム、メタクリル酸メチルーアルキルアクリレートーブタジエンースチレン共重合体ゴム等を挙げることができる。上記したスチレン系化合物をその構成成分として含有するゴム状共重合体は、スチレン単位を有するため、シンジオタクチック構造を有するポリスチレン系樹脂に対する分散性が良好であり、ポリスチレン系樹脂に対する可塑性改良効果が大きい。また、相溶性調整剤としては、上記したスチレン系化合物をその構成成分として含有するゴム状共重合体を好適に用いることができる。
【0024】
一方、ゴム成分としては、他に、天然ゴム、ポリブタジエン、ポリイソプレン、ポリイソブチレン、ネオプレン、エチレンープロピレン共重合体ゴム、ウレタンゴム、シリコーンゴム、アクリルゴム、ポリエーテルーエステルゴム、ポリエステルーエステルゴム等を使用することができる。
【0025】
また、ポリスチレン系樹脂の重量平均分子量は、10,000以上であると好ましく、50,000以上であるとより好ましい。重量平均分子量が10,000未満のものは、フィルムの強伸度特性や耐熱性が低下し易いので好ましくない。重量平均分子量の上限は特に限定されないが、重量平均分子量が1,500,000を上回ると、延伸張力の増大に伴う破断の発生等が生じることがあるため、好ましくない。
【0026】
また、本発明の熱収縮性ポリスチレン系樹脂積層フィルムは、原料であるポリスチレン系樹脂チップ、ポリエステル系樹脂チップを、後述する共押出法を利用して溶融押し出しすることにより、複数の樹脂層を積層した未延伸積層シート(未延伸積層フィルム)を形成し、その未延伸積層フィルム(未延伸積層シート)を縦方向(長手方向)および横方法(幅方向)に二軸延伸した後にロール状に巻き取ることによって製造される。
【0027】
熱収縮性ポリスチレン系樹脂積層フィルムは、コア層およびスキン層の構成が、A/B(二種二層)、A/B/A(二種三層)、またはA/B/C(三種三層)の構成を有していることが好ましい。なお、カールの点から、対称層構成であるA/B/A構成が好ましい。なお、本発明の熱収縮性ポリスチレン系樹脂積層フィルムの説明においては、積層フィルムを構成する各層の内、最外側に位置しない中心部の層(すなわち、A/B/A、またはA/B/Cの層構成の場合におけるB層)および、二種二層構成である場合の厚い層(すなわち、薄いA層と厚いB層とのA/Bの層構成の場合におけるB層)をコア層という。また、最外側に位置した層(すなわち、A/Bの層構成の場合におけるA,B層、A/B/AまたはA/B/Cの層構成の場合におけるA,C層)および、二種二層構成である場合の薄い層(すなわち、薄いA層と厚いB層とのA/Bの層構成の場合におけるA層)をスキン層という。
【0028】
そして、本発明の熱収縮性ポリスチレン系樹脂積層フィルムは、コア層をポリスチレン系樹脂によって形成し、スキン層をポリエステル系樹脂によって形成することが好ましい。なお、A/B/C(三種三層)の構成とする場合には、A層を構成するポリエステル系樹脂と、Cを構成するポリエステル系樹脂とを異なったものとすることもできる。
【0029】
また、各層の間(すなわち、ポリスチレン系樹脂からなるコア層とポリエステル系樹脂からなるスキン層との間)には、接着剤層を中間層として設けることが好ましい。かかる接着剤層を構成する樹脂としては、オレフィン系、エステル系、ウレタン系、アクリル系の共重合体を好適に用いることができ、その中でも、スチレンーオレフィン系共重合体や、スチレンーアクリル系共重合体等を用いると、スキン層とコア層との接着性が良好なものとなるので好ましい。
【0030】
また、接着剤層の厚みは、スキン層の厚みよりも小さくすることが好ましく、1〜5μmであると好ましく、1〜3μmであるとより好ましい。
【0031】
一方、熱収縮性ポリスチレン系樹脂積層フィルムは、スキン層(ポリエステル系樹脂層)の厚みとコア層(ポリスチレン系樹脂層)の厚みとの比が1:1〜1:5の範囲内となるように調整することが好ましい(すなわち、スキン層の厚みを全体の20〜50%程度とすることが好ましい)。なお、スキン層の物性およびコア層の物性の双方を効果的に熱収縮性ポリスチレン系樹脂積層フィルムに反映させるためには、スキン層の厚みとコア層の厚みとの比が1:2〜1:4の範囲内となるように調整するのが好ましい。上記の如く、スキン層の厚みとコア層の厚みとの比を1:1〜1:5の範囲内に調整することによって、コア層を構成するポリスチレン系樹脂の有する良好な熱収縮性、ミシン目開封性を発現させつつ、スキン層を構成するポリエステル系樹脂の有する良好な耐ブロッキング性、溶剤接着強度を発現させることが可能となり、コア層を構成するポリスチレン系樹脂が耐ブロッキング性、溶剤接着強度の面で悪影響を及ぼしたり、スキン層を構成するポリエステル系樹脂が熱収縮性、ミシン目開封性の面で悪影響を及ぼしたりする事態が回避される。
【0032】
加えて、熱収縮性ポリスチレン系樹脂積層フィルム全体の厚みは、特に限定されるものではないが、ホットウォーマーで保存する容器のラベルの作成用途であれば、20〜80μmであると好ましく、30〜70μm であるとより好ましく、40〜60μmであると更に好ましい。
【0033】
また、コア層(ポリスチレン系樹脂)に対するスキン層(ポリエステル系樹脂)の比率を高くすると、製造時に切断したフィルム端部を回収して再利用する際に、フィルムの透明性が悪化(ヘイズの値が上昇)するという不具合が生じてしまう。かかる不具合を解消するため、フィルム端部の回収をしないこととすると、製造コストが高いものとなり、フィルムロールの実用性が損なわれる恐れがある。それゆえ、できるだけスキン層を薄くすることが好ましい。かかる点から、スキン層(単層)の厚みの下限は、2μm以上であると好ましく、4μm以上であるとより好ましい。スキン層の厚みが2μmを下回ると、100℃以上の高温度下でブロッキングを起こし易くなるので好ましくない。反対に、スキン層の厚みの上限は、10μm以下であると好ましく、8μm以下であるとより好ましい。スキン層の厚みが10μmを上回ると、良好なミシン目開封性が得られない虞れがあるので好ましくない。
【0034】
そして、上記の如くフィルム全体の厚み、スキン層の厚みを調整することにより、コア層の厚みをフィルム全体の厚みの50〜80%程度に調整するのが好ましい。
【0035】
なお、上記の如き積層フィルムを製造するためには、A/B,A/B/A、またはA/B/Cの層構成を有する実質的に未配向の樹脂シートを製膜するにあたり、各層を構成する樹脂(重合体)を別々の押出機を用いて溶融し、共押出しし、口金より回転ドラム上にキャストして急冷固化することにより実質的に未配向の樹脂シートを得る方法(いわゆる共押出法)を好適に採用することができる。
【0036】
また、本発明の熱収縮性ポリスチレン系積層フィルムを形成する樹脂の中には、必要に応じて各種の添加剤、たとえば、ワックス類、酸化防止剤、帯電防止剤、結晶核剤、減粘剤、熱安定剤、着色用顔料、着色防止剤、紫外線吸収剤等を添加することができる。本発明の熱収縮性ポリスチレン系積層フィルムを形成する樹脂の中には、滑剤として微粒子を添加することによりポリスチレン系積層フィルムの作業性(滑り性)を良好なものとするのが好ましい。微粒子としては任意のものを選択することができるが、たとえば、無機系微粒子としては、シリカ、アルミナ、二酸化チタン、炭酸カルシウム、カオリン、硫酸バリウム等を挙げることができる。また、有機系微粒子としては、たとえば、アクリル系樹脂粒子、メラミン樹脂粒子、シリコーン樹脂粒子、架橋ポリスチレン粒子等を挙げることができる。微粒子の平均粒径は、0.05〜3.0μmの範囲内(コールターカウンタにて測定した場合)で、必要に応じて適宜選択することができる。
【0037】
熱収縮性ポリスチレン系積層フィルムを形成する樹脂の中に上記粒子を配合する方法としては、たとえば、ポリエステル系樹脂を製造する任意の段階において添加することができるが、エステル化の段階、もしくはエステル交換反応終了後、重縮合反応開始前の段階でエチレングリコール等に分散させたスラリーとして添加し、重縮合反応を進めるのが好ましい。また、ベント付き混練押出し機を用いてエチレングリコールまたは水等に分散させた粒子のスラリーとポリエステル系樹脂原料とをブレンドする方法、または混練押出し機を用いて、乾燥させた粒子とポリエステル系樹脂原料とをブレンドする方法等によって行うのも好ましい。
【0038】
さらに、本発明の熱収縮性ポリスチレン系積層フィルムには、フィルム表面の接着性を良好にするためにコロナ処理、コーティング処理や火炎処理等を施したりすることも可能である。
【0039】
本発明の熱収縮性ポリスチレン系積層フィルムは、80℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから、以下の式(1)により算出したフィルムの長手方向の熱収縮率(即ち、80℃の湯温熱収縮率)が、−2%以上4%以下であることが好ましい。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100 (%)
・・・式(1)
【0040】
80℃における長手方向の湯温熱収縮率が−2%未満であると(即ち、熱処理により2%を超えて伸長すると)、ボトルのラベルとして使用する際に良好な収縮外観を得ることができないので好ましくなく、反対に、80℃における長手方向の湯温熱収縮率が4%を超えると、ラベルとして用いた場合に熱収縮時に収縮に歪みが生じ易くなるので好ましくない。従って80℃における長手方向の湯温熱収縮率は −2%以上4%以下であることが好ましく 更に好ましくは−1%以上3%以下であり、より好ましく、0%以上2%以下である。尚、80℃の測定温度を採用するのは、容器にラベルを装着する際の工程として、例えばスチームによる収縮トンネルを通過させる際の実際のラベルの温度相当の温度であり、ラベルの装着工程で上記の不具合が起こりにくいことを確認するために80℃の
温度を採用しているものである。
【0041】
また本発明の熱収縮性ポリスチレン系積層フィルムは、95℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから、上式(1)により算出したフィルムの幅方向の熱収縮率(即ち、95℃の湯温熱収縮率)が、50%以上80%以下が好ましい。
【0042】
95℃における幅方向の湯温熱収縮率が50%未満であると、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくない。但し、95℃における幅方向の湯温熱収縮率が80%を超えると、ラベルとして用いて場合に熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまうので好ましくない。従って95℃における幅方向の湯温熱収縮率は 50%以上80%以下であることが好ましく 更に好ましくは52%以上78%以下であり、より好ましく、55%以上75%以下である。尚、95℃の測定温度を採用するのは、そのフィルムが最大得られる主収縮方向である幅方向の収縮ポテンシャルが顧客の大きな関心事であり、それを表すために沸水の温度に近い95℃を採用するものである。
【0043】
さらに、本発明の熱収縮性ポリスチレン系積層フィルムは、フィルムの表面同士を合わせて85℃に加熱しながら0.4MPaの圧力を90秒間加えたときの剥離強度(以下、耐熱剥離強度という)が2N/15mm以下であることが好ましい。かかる耐熱剥離強度は、万能引張試験機で重なった2枚の各フィルムの両端を掴み、引張速度200mm/分の条件にて、2枚のフィルムを剥離させた際の強度を測定することによって求めることができる。耐熱剥離強度が、2N/mmを上回ると、熱収縮性ポリスチレン系積層フィルムをラベルとした際に、加熱により(たとえば、ラベルを被覆したPETボトルを保温器で保存することにより)ブロッキングを起こす虞れがあるので好ましくない。なお、耐熱剥離強度は、1N/mm以下であると好ましく、0N/mmであると最も好ましいが、0.4N/mm以上であっても実用上好ましい耐熱剥離強度を有していると言える。
【0044】
上記耐熱剥離強度を2N/15mm以下とするためには、他の条件もある程度影響するが、スキン層を構成するポリエステルポリマーの非晶原料比率を小さくすることが挙げられる。後述の実施例の非晶原料比率で80質量%以下であることが好ましく、更に好ましくは70質量%以下である。但し、あまりにも非晶原料比率が小さいと熱収縮特性が乏しくなるので、40質量%以上であることが好ましい。また、一般的にスキン層を構成する全ポリステル樹脂中における非晶質成分となりうる1種以上のモノマー成分の合計が40モル%以下であることが好ましく、更に好ましくは30モル%以下である。但し、あまりにも少なくなると熱収縮特性が乏しくなる場合があるため、13モル%以上であることが好ましく、更に好ましくは22モル%以上である。
【0045】
本発明の熱収縮性ポリスチレン系積層フィルムは、80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であることが好ましい。
【0046】
[直角引裂強度の測定方法]
80℃に調整された湯温中にてフィルムを幅方向に10%収縮させた後に、JIS−K−7128に準じて所定の大きさの試験片としてサンプリングする。しかる後に、万能引張試験機で試験片の両端を掴み、引張速度200mm/分の条件にて、フィルムの長手方向における引張破壊時の強度の測定を行う。そして、下式(2)を用いて単位厚み当たりの直角引裂強度を算出する。
直角引裂強度=引張破壊時の強度÷厚み ・・式(2)
【0047】
80℃の温水中で幅方向に10%収縮させた後の直角引裂強度が150N/mm未満であると、ラベルとして使用した場合に運搬中の落下等の衝撃によって簡単に破れてしまう事態が生ずる恐れがあるので好ましくなく、反対に、直角引裂強度が300N/mmを超えると、ラベルを引き裂く際の初期段階におけるカット性(引き裂き易さ)が不良となるため好ましくない。なお、直角引裂強度の下限値は、160N/mm以上であるとより好ましい。また、直角引裂強度の上限値は、290N/mm以下であるとより好ましく、280N/mm以下であるとより好ましい。
【0048】
本発明の熱収縮性ポリスチレン系積層フィルムムにおいては、溶剤接着強度が2N/15mm幅以上であることが好ましい。溶剤接着強度が2N/15mm幅未満であると、ラベルが熱収縮した後に溶剤接着部から剥れ易くなるので好ましくない。なお、溶剤接着強度は、3N/15mm幅以上であるとより好ましく、4N/15mm幅以上であると特に好ましい。尚、溶剤接着強度は大きいことが好ましいが、溶剤接着強度は、製膜装置の性能上から10(N/15mm)程度が現在のところ上限であると考えている。また、溶剤接着強度があまりにも高すぎると 2枚のフィルムを溶剤接着させてラベルとする際、不必要なフィルムに接着されてしまう事態が起きやすくなり、ラベルの生産性が低下する場合もあるので、8.5(N/15mm)以下でもよく、7(N/15mm)以下であっても実用上全く構わない。
【0049】
長手方向の厚み斑(測定長を10mとした場合の厚み斑)が18%以下であることが好ましい。長手方向の厚み斑が18%を超える値であると、ラベル作成の際の印刷時に印刷斑が発生し易くなったり、熱収縮後の収縮斑が発生し易くなったりするので好ましくない。なお、長手方向の厚み斑は、16%以下であるとより好ましく、14%以下であると特に好ましい。なお、長手方向の厚み斑は小さいほど好ましいが、当該厚み斑の下限は、製膜装置の性能上と生産しやすさから 5%以上が妥当と考えるが 最も好ましいのは0%に近い値であり 製膜装置の性能上1%が限界であると考えている。
【0050】
本発明の熱収縮性ポリスチレン系積層フィルムにおいては、幅方向の厚み斑(測定長を1mとした場合の厚み斑)が18%以下であることが好ましい。幅方向の厚み斑が18%を超える値であると、ラベル作成の際の印刷時に印刷斑が発生し易くなったり、熱収縮後の収縮斑が発生し易くなったりするので好ましくない。なお、幅方向の厚み斑は、16%以下であるとより好ましく、14%以下であると特に好ましい。なお、巾方向の厚み斑は小さいほど好ましいが、当該厚み斑の下限は、製膜装置の性能上と生産しやすさから 4%以上が妥当と考えるが 最も好ましいのは0%に近い値であり 製膜装置の性能上1%が限界であると考えている。
【0051】
本発明の熱収縮性ポリスチレン系積層フィルムの厚みは、特に限定するものではないが、ラベル用熱収縮性フィルムとして20μm以上80μm以下が好ましく、30μm以上70μm以下がより好ましい。加えて、本発明の熱収縮性ポリエステル系フィルムを積層構造のものとする場合には、各層の厚みは特に限定されないが、それぞれ5μm以上とすることが好ましい。
【0052】
本発明の熱収縮性ポリスチレン系積層フィルムにおいて、ヘイズ値が3%以上13%以下であることが好ましい。ヘイズ値が13%を超えると、透明性が不良となり、ラベル作成の際に見栄えが悪くなる恐れがあるのであまり好ましくない。なお、ヘイズ値は、12%以下であるとより好ましく、11%以下であると特に好ましい。また、ヘイズ値は、小さいほど好ましいが、実用上必要な滑り性を付与する目的でフィルムに所定量の滑剤を添加する場合があることを等を考慮すると、3%程度が下限になる。
【0053】
本発明の熱収縮性ポリスチレン系積層フィルムの製造方法は特に限定されないが、例を挙げて説明する。本発明の熱収縮性ポリスチレン系積層フィルムは、各層を構成するように上記したポリエステル系樹脂原料やポリスチレン系樹脂原料を別々の押出機を用いて溶融し、共押出しして未延伸積層フィルムを形成し、その未延伸積層フィルムを以下に示す所定の方法により二軸延伸して熱処理することによって得ることができる。
【0054】
原料樹脂を溶融押し出しする際には、原料をホッパードライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥するのが好ましい。そのように原料を乾燥させた後に、押出機を利用して、200〜300℃の温度で溶融しフィルム状に押し出す。かかる押し出しに際しては、Tダイ法、チューブラー法等、既存の任意の方法を採用することができる。
【0055】
そして、押し出し後のシート状の溶融樹脂を急冷することによって未延伸積層フィルムを得ることができる。なお、溶融樹脂を急冷する方法としては、溶融樹脂を口金より回転ドラム上にキャストして急冷固化することにより実質的に未配向の樹脂シートを得る方法を好適に採用することができる。
【0056】
さらに、得られた未延伸積層フィルムを、後述するように、所定の条件で長手方向に延伸し、その縦延伸後のフィルムを急冷した後に、一旦、熱処理し、その熱処理後のフィルムを所定の条件で冷却した後に、所定の条件で幅方向に延伸し、再度、熱処理することによって本発明の熱収縮性ポリスチレン系積層フィルムを得ることが好ましい。以下、本発明の熱収縮性ポリスチレン系積層フィルムを得るための好ましい製膜方法について、従来の熱収縮性ポリスチレン系積層フィルムの製膜方法との差異を考慮しつつ詳細に説明する。
【0057】
上述したように、従来は、熱収縮性ポリスチレン系積層フィルムは、未延伸積層フィルムを収縮させたい方向(即ち、主収縮方向、通常は幅方向)のみに延伸することによって製造されて来た。本発明者らが従来の製造方法について検討した結果、熱収縮性ポリスチレン系積層フィルムの製造においては、以下のような問題点があることが判明した。
・単純に幅方向に延伸するだけであると、上述の如く、長手方向の直角引裂強度が大きくなり、ラベルとした場合のミシン目開封性が悪くなる。その上、製膜装置のライン速度を上げることが困難である。
・幅方向に延伸した後に長手方向に延伸する方法を採用すると、どのような延伸条件を採用しても、幅方向の収縮力を十分に発現させることができない。さらに、長手方向の収縮力が同時に発現してしまい、ラベルとした際に収縮装着後の仕上がりが悪くなる。
・長手方向に延伸した後に幅方向に延伸する方法を採用すると、幅方向の収縮力は発現させることができるものの、長手方向の収縮力が同時に発現してしまい、ラベルとした際に収縮装着後の仕上がりが悪くなる。
【0058】
さらに、上記従来の熱収縮性ポリスチレン系積層フィルムの製造における問題点に基づいて、本発明者らが、ミシン目開封性が良好で生産性の高い熱収縮性ポリスチレン系積層フィルムを得ることについてさらなる考察を進めた結果、現在のところ次のように推定して考察している。
・ラベルとした際のミシン目開封性を良好なものとするためには、長手方向へ配向した分子をある程度残しておく必要があると考えられること
・ラベルとした際の収縮装着後の仕上がりを良好なものとするためには、長手方向への収縮力を発現させないことが不可欠であり、そのためには長手方向へ配向した分子の緊張状態を解消する必要があると考えられること
【0059】
そして、本発明者らは、上記知見から、良好なミシン目開封性、収縮仕上がり性を同時に満たすためには、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム中に存在させる必要がある、と考えるに至った。そして、どのような延伸を施せば“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム中に存在させることができるかに注目して試行錯誤した。その結果、長手方向に延伸した後に幅方向に延伸する所謂、縦−横延伸法によるフィルム製造の際に、以下の手段を講じることにより、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム中に存在させることを実現し、良好なミシン目開封性と収縮仕上がり性を同時に満たす熱収縮性ポリスチレン系積層フィルムを得ることが可能となり、本発明を案出するに至った。
(1)縦延伸条件の制御
(2)縦延伸後における中間熱処理
(3)中間熱処理後のフィルムの強制冷却
(4)横延伸条件の制御
以下、上記した各手段について順次説明する。
【0060】
(1)縦延伸条件の制御
本発明の縦−横延伸法によるフィルムの製造においては、本発明のフィルムロールを得るためには、75℃以上100℃以下の温度で長手方向に実質的に1段の縦延伸工程だけとして1.1倍以上1.8倍以下の比較的低倍率で縦延伸することが好ましい。
【0061】
また、上記の如く低倍率で縦延伸することにより、後述する中間熱セット、横延伸、最終熱処理時にフィルムの長手方向・幅方向への配向度合い、分子の緊張度合いをコントロールすることが可能となり、ひいては、最終的なフィルムのミシン目開封性を良好なものとすることが可能となる。縦延伸の延伸倍率が1.1倍未満であると、実質的に縦延伸するメリットが活かせず、長手方向の直角引裂強度が大きくなり、ラベルとした場合のミシン目開封性を損なう場合があるのであまり好ましくない。縦延伸の延伸倍率が1.8倍を超えると、直角引裂強度については好ましいデータが得られるものの、長手方向の収縮率が大きくなりやすく、あまり好ましくない。
【0062】
また、縦方向の厚み斑は縦方向の延伸倍率が大きくなるにつれて増大するが本発明者らの研究によれば2.5倍程度で極大となりその後は低下する傾向が見られる。即ち、縦延伸の延伸倍率を1.1〜1.8倍の比較的低倍率に設定することにより、縦方向の厚み斑を小さくする効果が得られる。
【0063】
(2)縦延伸後における中間熱処理
上述の如く、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させるためには、長手方向に配向した分子を熱緩和させることが好ましいが、従来、フィルムの二軸延伸において、一軸目の延伸と二軸目の延伸との間において、高温の熱処理をフィルムに施すと、熱処理後のフィルムが結晶化してしまうため、それ以上延伸することができない、というのが業界での技術常識であった。しかしながら、本発明者らが試行錯誤した結果、縦−横延伸法において、ある一定の条件で縦延伸を行い、その縦延伸後のフィルムの状態に合わせて中間熱セットを所定の条件で行い、さらに、その中間熱セット後のフィルムの状態に合わせて所定の条件で横延伸を施すことによって、横延伸時に破断を起こさせることなく、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させ得る、という驚くべき事実が判明した。
【0064】
即ち、本発明の縦−横延伸法によるフィルムの製造においては、未延伸フィルムを縦延伸した後に、テンター内で幅方向の両端際をクリップによって把持した状態で、110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理(以下、中間熱処理という)することが好ましい。かかる中間熱処理を行うことによって、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させることが可能となり、ひいては、ラベルとした場合にミシン目開封性が良好で収縮斑が生じないフィルムを得ることが可能となる。なお、どのような縦延伸を行った場合でも、“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させることが可能となるわけではなく、前述した所定の低倍率の縦延伸を実施することによって、中間熱処理後に、初めて“長手方向に配向しつつ収縮力に寄与しない分子”をフィルム内に存在させることが可能となる。そして、後述する強制冷却、横延伸を施すことによって、フィルム内に形成された“長手方向に配向しつつ収縮力に寄与しない分子”を保持したまま、幅方向へ分子を配向させて幅方向への収縮力を発現させることが可能となる。
【0065】
なお、中間熱処理の温度は、110℃以上150℃以下であると好ましい。中間熱処理の温度の下限は110℃未満であるとフィルムの長手方向の収縮力が残り 横方向に延伸後フィルムの長手方向収縮率が高くなり好ましくない。また 中間熱処理の温度の上限は
150℃より高いとフィルム表層が荒れ 透明性が高くなり好ましくない。よって 好ましい中間熱処理の温度は110℃以上150℃以下であり より好ましくは115℃以上145℃以下、更に好ましくは120℃以上140℃以下である。また原料組成や縦方向の延伸倍率によっても中間熱処理の温度を多少考慮することが好ましい。
【0066】
なお、中間熱処理の時間は5秒以上30秒以下が好ましい。30秒より長い時間中間熱処理する方が 低温で熱処理できるが 生産性が悪くなる。また5秒より短いと フィルムの長手方向の収縮力が残り、横方向に延伸後フィルムの長手方向収縮率が高くなり好ましくない。よって好ましい中間熱処理の時間は5秒以上30秒以下であり より好ましくは7秒以上28秒以下、更に好ましくは9秒以上26秒以下である。また原料組成や縦方向の延伸倍率によっても中間熱処理の温度を多少考慮することが好ましい。
【0067】
また、上記の如く中間熱処理する際には、中間熱処理後のフィルムの長手方向の屈折率が1.56〜1.595の範囲内となり、中間熱処理後のフィルムの長手方向の熱収縮応力が0.5MPa以下となるように、中間熱処理の条件を調整するのが好ましい。そのような所定の条件の中間熱処理を施すことにより、横延伸、最終熱処理時にフィルムの長手方向・幅方向への配向度合い、分子の緊張度合いをコントロールすることが可能となり、ひいては、最終的なフィルムのミシン目開封性を良好なものとすることが可能となる。なお、中間熱処理後のフィルムの長手方向の屈折率が1.56を下回ると横延伸、最終熱処理の条件を調整しても、ミシン目開封性の良好なフィルムを得ることが困難となりあまり好ましくない。また中間熱処理後のフィルムの長手方向の屈折率が1.595を上回ると横延伸、最終熱処理の条件を調整しても、長手方向の収縮率を小さくする事が困難となりあまり好ましくない。
【0068】
(3)中間熱処理後のフィルムの強制冷却
本発明の縦−横延伸法によるフィルムの製造においては、上記の如く中間熱処理したフィルムをそのまま横延伸するのではなく、フィルムの温度が70℃以上90℃以下となるように急冷することが好ましい。かかる急冷処理を施すことによって、ラベルとした際のミシン目開封性が良好なフィルムを得ることができ好ましい。なお、急冷後のフィルムの温度の下限は、72℃以上であるとより好ましく、74℃以上であると更に好ましい。また、急冷後のフィルムの温度の上限は、85℃以下であるとより好ましく、80℃以下であると更に好ましい。
【0069】
上記の如くフィルムを急冷する際に、急冷後のフィルムの温度が90℃を上回ったままであると、フィルムの幅方向の収縮率が低くなってしまい、ラベルとした際の収縮性が不十分となってしまうが、冷却後のフィルムの温度が90℃以下となるようにコントロールすることによって、フィルムの幅方向の収縮率を高く保持することが可能となる。
【0070】
さらに、フィルムを急冷する際に、急冷後のフィルムの温度が90℃を上回ったまま
であると、冷却後に行う横延伸の応力が小さくなり、幅方向の厚み斑が大きくなり易い傾向にあるが、冷却後のフィルムの温度が90℃以下となるような急冷を施すことによって、冷却後に行う横延伸の応力を高めて、幅方向の厚み斑を小さくすることが可能となる。
【0071】
加えて、フィルムを急冷する際に、急冷後のフィルムの温度が70℃を下回ったままであると、フィルムの延伸応力があがり 破断するし易くなるのであまり好ましくない。よって冷却工程後のフィルム温度は70℃以上90℃以下が好ましく、より好ましくは72℃以上85℃以下であり、更に好ましくは74℃以上80℃以下である。
【0072】
(4)横延伸条件の制御
本発明の縦−横延伸法によるフィルムの製造においては、縦延伸、中間熱セット、急冷
後のフィルムを所定の条件で横延伸することが好ましい。即ち、横延伸は、テンター内で幅方向の両端際をクリップによって把持した状態で、65℃以上90℃以下の温度で3.5倍以上5.0倍以下の倍率となるように行うことが好ましい。かかる所定条件での横延伸を施すことによって、縦延伸および中間熱セットによって形成された“長手方向に配向しつつ収縮力に寄与しない分子”を保持したまま、幅方向へ分子を配向させて幅方向の収縮力を発現させることが可能となり、ラベルとした際のミシン目開封性が良好なフィルムを得ることが可能となる。なお、横延伸の温度の下限は、67℃以上であるとより好ましく、70℃以上であると更に好ましい。また、横延伸の温度の上限は、85℃以下であるとより好ましく、80℃以下であるとより好ましい。一方、横延伸の倍率の下限は、3.6倍以上であると好ましく、3.7倍以上であるとより好ましい。また、横延伸の倍率の上限は、4.9倍以下であると好ましく、4.8倍以下であるとより好ましい。
【0073】
また、延伸温度が90℃を上回ると、長手方向の収縮率が高くなるとともに、幅方向の収縮率が低くなり易いが、延伸温度を90℃以下にコントロールすることによって、長手方向の収縮率を低く抑えるとともに、幅方向の収縮率を高く保持することが容易となり好ましい。
【0074】
さらに、横延伸における延伸温度が90℃近くに高くなると、幅方向の配向が低くなって、溶剤接着強度が高くなるとともに、滑剤の圧潰を防止することが可能となり、摩擦係数を低く保つことが可能となるので好ましい。加えて、横延伸における延伸温度が90℃近くに高くなると、フィルムの内部のボイドが減少することによって、フィルムのヘイズが低くなる。
【0075】
また、延伸温度が90℃を上回ると、幅方向の厚み斑が大きくなり易い傾向にあるが、延伸温度を90℃以下にコントロールすることによって、幅方向の厚み斑を小さくすることができる。
【0076】
一方、延伸温度が65℃を下回ると、幅方向への配向が高くなりすぎて、横延伸時に破断し易くなるが、延伸温度を65℃以上にコントロールすることによって、横延伸時における破断を低減が可能となる。
【0077】
[製造工程の工程条件がフィルム特性に与える影響]
本発明の熱収縮性ポリスチレン系積層フィルムの製造に当たっては、縦延伸工程、中間熱処理工程、強制冷却工程、横延伸工程の条件を上記のような適切に設定して行うことにより、非常に効率的にフィルムの特性を良好なものとすることを可能とするものと考えられる。また、フィルムの特性の中でも、長手方向の直角引裂強度、幅方向の厚み斑、長手方向の厚み斑、溶剤接着強度といった重要な特性は、特定の複数の工程同士の複合的な作用によって数値が変動する場合がある。
【0078】
即ち、本発明の熱収縮性ポリスチレン系積層フィルムは、長手方向の直角引裂強度を150N/mm以上300N/mm以下に調整することが好ましく、より好ましくは長手方向の直角引裂強度を290N/mm以下、更に好ましくは280N/mm以下に調節することである。長手方向の直角引裂強度には、縦延伸工程と中間熱処理工程との条件の調節が特に重要である。
【0079】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、幅方向の厚み斑を1%以上18%以下に調整すると好ましいが、当該幅方向の厚み斑には、縦延伸工程、中間熱処理工程、および横延伸工程という3つの工程の工程条件の調節が重要である。
【0080】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、長手方向の厚み斑を1%以上18%以下に調整すると好ましいが、当該長手方向の厚み斑には、縦延伸工程と中間熱処理工程での工程条件の調節が重要である。
【0081】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、溶剤接着強度が2N/15mm以上10N/15mm以下に調節することが好ましい。溶剤接着強度の大きな要因はスキン層の非晶原料比率の大きさであり、非晶原料比率が大きいと溶剤接着強度が大きくなる傾向がある。例えば、後述の実施例において、スキン層の非晶原料比率が40質量%以上であれば、溶剤接着強度を2N/15mm以上とすることが容易となり好ましい。しかしながら、あまりにも非晶原料比率が大きくなると熱収縮特性が大きくなりすぎたり耐熱性が劣る場合があるので80質量%以下であることが好ましい。一般的にスキン層のポリステル樹脂中における非晶質成分となりうる1種以上のモノマー成分の合計がどれだけ含まれているかを表す非晶モノマーのモル%で言えば、10モル%以上とすると溶剤接着強度を2N/15mm以上とすることが容易となり好ましい。更に好ましくはフィルム表面の13モル%以上であり、フィルム表面の20モル%以上であることが更に好ましいが、あまりに大きいと熱収縮特性が大きくなりすぎる場合があるので、50モル%以下でよく、40モル%以下であることが好ましく、更に好ましくは30モル%以下である。溶剤接着強度はその他のフィルム製造工程条件とも関連があり、中間熱セット工程や強制冷却工程条件とも関連が見られる。また、縦、横のトータルの延伸倍率(面積倍率)は、溶剤接着強度とも関係があり、通常トータルの延伸倍率が小さい方が溶剤接着強度が高まると言える。
【0082】
また、本発明の熱収縮性ポリスチレン系積層フィルムは、ヘイズを3%以上13%以下に調節することが好ましく、関係する要因としてポリマー中の非晶比率、添加剤の種類や量の他、縦延伸工程、中間熱処理工程、横延伸工程の条件と関連が見られる。
【0083】
したがって、熱収縮性ポリスチレン系積層フィルム長手方向の直角引裂強度、幅方向の厚み斑、長手方向の厚み斑、溶剤接着強度、ヘイズを本発明の範囲内に調整するためには、上記した工程同士の相互作用を考慮しつつ、上記(1)〜(4)のようなデリケートな条件調整を施すことが好ましい。
【0084】
本発明の包装体は、前記の熱収縮性ポリスチレン系積層フィルムを基材とするミシン目が設けられたラベルを少なくとも外周の一部に被覆して熱収縮させてなるものであり、包装体の対象物としては、飲料用のペットボトルをはじめ、各種の瓶、缶、菓子や弁当等のプラスチック容器、紙製の箱等を挙げることができる(以下、これらを総称して包装対象物という)。なお、通常、それらの包装対象物に、熱収縮性ポリスチレン系積層フィルムを基材とするラベルを熱収縮させて被覆させる場合には、当該ラベルを約2〜15%程度熱収縮させて包装体に密着させる。なお、包装対象物に被覆されるラベルには、印刷が施されていても良いし、印刷が施されていなくても良い。
【0085】
ラベルを作成する方法としては、長方形状のフィルムの片面の端部から少し内側に有機溶剤を塗布し、直ちにフィルムを丸めて端部を重ね合わせて接着してラベル状にするか、あるいは、ロール状に巻き取ったフィルムの片面の端部から少し内側に有機溶剤を塗布し、直ちにフィルムを丸めて端部を重ね合わせて接着して、チューブ状体としたものをカットしてラベル状とする。接着用の有機溶剤としては、1,3−ジオキソランあるいはテトラヒドロフラン等の環状エーテル類が好ましい。この他、ベンゼン、トルエン、キシレン、トリメチルベンゼン等の芳香族炭化水素、塩化メチレン、クロロホルム等のハロゲン化炭化水素やフェノール等のフェノール類あるいはこれらの混合物が使用できる。
【実施例】
【0086】
次に実施例及び比較例を用いて、本発明を具体的に説明するが、本発明は、かかる実施例の態様に何ら限定されるものではなく、本発明の趣旨を逸脱しない範囲で、適宜変更することが可能である。
【0087】
本発明において用いた評価方法は下記の通りである。
【0088】
[熱収縮率(湯温熱収縮率)]
フィルムを10cm×10cmの正方形に裁断し、所定温度±0.5℃の温水中において、無荷重状態で10秒間処理して熱収縮させた後、フィルムの縦および横方向の寸法を測定し、下式(1)にしたがって、それぞれ熱収縮率を求めた。当該熱収縮率の大きい方
向を主収縮方向とした。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%)
・・・式(1)
【0089】
[直角引裂強度]
80℃に調整された湯温中にてフィルムを主収縮方向に10%収縮させた後に、JIS−K−7128に準じて、図1に示す形状にサンプリングすることによって試験片を作製した(なお、サンプリングにおいては、試験片の長手方向をフィルムの主収縮方向(幅方向)とした)。しかる後に、万能引張試験機((株)島津製作所製 オートグラフ)で試験片の両端を掴み、引張速度200mm/分の条件にて、引張破壊時の強度の測定を行い、下式(2)を用いて単位厚み当たりの直角引裂強度を算出した。
直角引裂強度=引張破壊時の強度÷厚み ・・・式(2)
【0090】
[耐熱剥離強度]
得られたフィルム試料を2枚用意し、それらの表面同士を合わせ、テストシーラー(西部機械(株)製;シールバー幅10mm)によって85℃に加熱しながら0.4MPaの圧力を90秒加えた後、それらの重なり合った2枚のフィルムを15mm幅の短冊状に切断した。しかる後に、2枚のフィルムを、万能引張試験機((株)島津製作所製 オートグラフ)を用いて200mm/min.の条件で引き剥がしたときの剥離強度を測定した。なお、測定は5回行い、その平均値を求めた。
【0091】
[幅方向厚み斑]
フィルムを長さ40mm×幅1.2mの幅広な帯状にサンプリングし、ミクロン測定器株式会社製の連続接触式厚み計を用いて、5(m/分)の速度で、フィルム試料の幅方向に沿って連続的に厚みを測定した(測定長さは500mm)。測定時の最大厚みをTmax.、最小厚みをTmin.、平均厚みをTave.とし、下式(3)からフィルムの幅方向の厚み斑を算出した。
厚み斑={(Tmax.−Tmin.)/Tave.}×100 (%) ・・・式(3)
【0092】
[ヘイズ]
JIS−K−7136に準拠し、ヘイズメータ(日本電色工業株式会社製、300A)を用いて測定した。なお、測定は2回行い、その平均値を求めた。
【0093】
[長手方向厚み斑]
フィルムを長さ12m×幅40mmの長尺なロール状にサンプリングし、ミクロン測定器株式会社製の連続接触式厚み計を用いて、5(m/分)の速度でフィルム試料の長手方向に沿って連続的に厚みを測定した(測定長さは10m)。測定時の最大厚みをTmax.、最小厚みをTmin.、平均厚みをTave.とし、上式(3)からフィルムの長手方向の厚み斑を算出した。
【0094】
[溶剤接着強度]
延伸したフィルムに1,3−ジオキソランを塗布して2枚を張り合わせることによってシールを施した。しかる後、シール部をフィルムの主収縮方向と直交する方向(以下、直交方向という)に15mmの幅に切り取り、それを(株)ボールドウィン社製 万能引張試験機 STM−50にセットし、引張速度200mm/分の条件で180°ピール試験を行った。そして、そのときの引張強度を溶剤接着強度とした。
【0095】
[ラベルでの収縮歪み]
熱収縮性フィルムに、予め東洋インキ製造(株)の草・金・白色のインキで3色印刷を施した。そして、印刷したフィルムの両端部をジオキソランで接着することにより、円筒状のラベル(熱収縮性フィルムの主収縮方向を周方向としたラベル)を作成した。しかる後、Fuji Astec Inc製スチームトンネル(型式;SH−1500−L)を用い、通過時間2.5秒、ゾーン温度80℃で、500mlのPETボトル(胴直径 62mm、ネック部の最小直径25mm)に熱収縮させることにより、ラベルを装着した。なお、装着の際には、ネック部においては、直径40mmの部分がラベルの一方の端になるように調整した。収縮後の仕上がり性の評価として、装着されたラベル上部の360度方向の歪みをゲージを使用して測定を行い、歪みの最大値を求めた。その時、基準を以下とした。
○:最大歪み 2mm未満
×:最大歪み 2mm以上
【0096】
[ラベル密着性]
上記した収縮仕上り性の測定条件と同一の条件でラベルを装着した。そして、装着したラベルとPETボトルとを軽くねじったときに、ラベルが動かなければ○、すり抜けたり、ラベルとボトルがずれたりした場合には×とした。
【0097】
[ミシン目開封性]
予め主収縮方向とは直向する方向にミシン目を入れておいたラベルを、上記した収縮仕上り性の測定条件と同一の条件でPETボトルに装着した。ただし、ミシン目は、長さ1mmの孔を1mm間隔で入れることによって形成し、ラベルの縦方向(高さ方向)に幅22mm、長さ120mmに亘って2本設けた。その後、このボトルに水を500ml充填し、5℃に冷蔵し、冷蔵庫から取り出した直後のボトルのラベルのミシン目を指先で引裂き、縦方向にミシン目に沿って綺麗に裂け、ラベルをボトルから外すことができた本数を数え、全サンプル50本から前記の本数を差し引いて、ミシン目開封不良率(%)を算出した。
【0098】
また、実施例、比較例で使用した原料A〜Gの性状、組成等を表1に示す。さらに、実施例、比較例における原料樹脂の混合組成、および、実施例、比較例で得られるフィルム組成及びフィルムの製膜条件を表2に示した。尚、各実施例及び比較例においてスキン層の非晶原料比率を算出する際に、ポリエステル系原料A及びBを非晶原料として非晶原料の質量%を算出した。
【0099】
表1中、チップAは、シクロヘキサンジメタノール(CHDM)を30モル%含有したポリエチレンテレフタレートであり、チップBはネオペンチルグリコールを30モル%含有したポオリエチレンテレフタレートであり、チップCはポリエチレンテレフタレート(PET)であり、チップDは、スチレン−ブチルアクリレート共重合体(PSジャパン株式会社製 SC004)であり、チップEは、ポリスチレン(PSジャパン株式会社製 HH203)であり、チップFは、スチレン−ブタジエンブロックコポリマー(電気化学工業社製 デンカクリアレン 503L)であり、チップGは、スチレン−共役ジエンブロックコポリマー(旭化成ケミカル社製 タフプレン 126)である。なお、ポリエステル原料チップA、B、Cは以下のように調整した。
【0100】
<ポリエステル原料の調製>
撹拌機、温度計及び部分環流式冷却器を備えたステンレススチール製オートクレーブに、二塩基酸成分としてジメチルテレフタレート(DMT)100モル%と、グリコール成分としてエチレングリコール(EG)100モル%とを、グリコールがモル比でメチルエステルの2.2倍になるように仕込み、エステル交換触媒として酢酸亜鉛を0.05モル%(酸成分に対して)を用いて、生成するメタノールを系外へ留去しながらエステル交換反応を行った。その後、重縮合触媒として三酸化アンチモン0.025モル%(酸成分に対して)添加し、280℃で26.6Pa(0.2トール)の減圧条件下、重縮合反応を行い、固有粘度0.70dl/gのポリエステル(C)を得た。このポリエステルはポリエチレンテレフタレートである。なお、上記ポリエステル(C)の製造の際には、滑剤としてSiO2(富士シリシア社製サイリシア266)をポリエステルに対して2,000ppmの割合で添加した。また、上記と同様な方法により、表1に示すポリエステル(A,B)を合成した。なお、表中、NPGがネオペンチルグリコール、CHDMが1,4−シクロヘキサンジメタノールである。それぞれのポリエステルの固有粘度は、Aが0.80dl/g、Bが0.72dl/gであった。なお、各ポリエステルは、適宜チップ状にした。
【0101】
【表1】
【0102】
【表2】
【0103】
(実施例1〜11、比較例1〜4)
各実施例、比較例において、最終仕上がりフィルムの厚みを45μmとすべく、縦、横の延伸倍率設定に応じて、予め未延伸フィルムの厚みを調節すべく、吐出量を調節している。
(実施例1)
共押出法を利用して、コア層形成用樹脂、スキン層形成用樹脂、接着剤層形成用樹脂を別々の押出機(第一〜第三押出機)から溶融押出しし、ダイス(Tダイ)内で積層し、エアーナイフ法により、40℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが270μmで、三種五層構成、すなわち、コア層の表裏両側に中間層(接着剤層)が積層され、それらの中間層の外側に、それぞれ、スキン層が積層された構成の未延伸フィルム(ポリスチレン系樹脂積層シート)を得た。未延伸フィルムの各層の形成方法(溶融押出までの工程)は、以下の通りである。なお、以下の説明においては、ポリスチレン系混合樹脂積層シートの表裏から順に、第一層、第二層、第三層、第四層、第五層という(すなわち、第五層の表面は、金属ロール接触面である)。
【0104】
・第一層、第五層(スキン層)の形成
上記したチップAとCを、それぞれブレンダー装置を用いて予備乾燥した後、その予備乾燥後のチップAを65重量部とチップCを35重量部とをブレンダーにて混合させた後、第一押出機の直上のホッパに、定量スクリューフィーダーで連続的に供給した。そして、供給されたチップAおよびCの混合物を、単軸式の第一押出機によりTダイから溶融押出しした(コア層の表裏の外側に積層された中間層の外側に積層されるように溶融押出しした)。なお、第一押出機においては、第一ゾーンの温度を270℃に調整するとともに、第二ゾーンの温度を220℃に調整することにより、溶融樹脂に高温の熱履歴を与えた上で若干低温にしてからTダイへ導いた。また、Tダイからの押出を安定させるために、押出機とTダイとの間にヘリカルタイプかつ並列タイプのギアポンプを介在させた。加えて、第一押出機の押出温度については、PID制御方式による温度制御を行った。
【0105】
・第二層、第四層(接着剤層)の形成
上記したチップDを、ブレンダー装置を用いて予備乾燥した後、その予備乾燥後のチップDを、第二押出機の直上のホッパに、定量スクリューフィーダーで連続的に供給した。そして、供給されたチップDを、単軸式の第二押出機によりTダイから溶融押出しした(コア層の表裏の外側に積層されるように溶融押出しした)。なお、第二押出機においては、第一ゾーンの温度、第二ゾーンの温度をともに200℃に調整した。また、第一押出機による押出しと同様に、Tダイからの押出を安定させるために、押出機とTダイとの間にヘリカルタイプかつ並列タイプのギアポンプを介在させた。加えて、第二押出機の押出温度についても、第一押出機の押出温度と同様に、PID制御方式による温度制御を行った。
【0106】
・第三層(コア層)の形成
上記したチップE,F,Gを、それぞれ、ブレンダー装置を用いて予備乾燥した後、それらのチップE,F,Gを、混合ミキサー内へ、定量スクリューフィーダーで連続的に別々に供給した。なお、チップEの供給量を100重量部とし、チップFの供給量を43重量%部とし、チップGの供給量を14重量部とした。しかる後、混合ミキサー内で混合したチップE,F,Gの混合原料を、第三押出機の直上のホッパに、定量スクリューフィーダーで連続的に別々に供給した。そして、供給されたチップE,F,G(混合済みのもの)を、単軸式の第三押出機によりTダイから溶融押出しした。なお、第三押出機においては、第一ゾーンの温度、第二ゾーンの温度をともに200℃に調整した。また、第一押出機による押出しや第二押出機による押出しと同様に、Tダイからの押出を安定させるために、押出機とTダイとの間にヘリカルタイプかつ並列タイプのギアポンプを介在させた。加えて、第三押出機の押出温度についても、第一押出機、第二押出機の押出温度と同様に、PID制御方式による温度制御を行った。
【0107】
なお、上記各押出機による樹脂の押出においては、未延伸フィルムの形成における第一〜第三押出機の吐出量は、第一層/第二層/第三層/第四層/第五層の厚み比が、5.4/1.8/30.6/1.8/5.4となるように調整した。また、Tダイの押出温度についても、第一〜第三押出機と同様に、PID制御方式による温度制御を行った。
【0108】
そして、上記の如く得られた厚み270μmの未延伸フィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、ロールの回転速度差を利用して、縦方向に延伸した。すなわち、未延伸フィルムを、予熱ロール上でフィルム温度が85℃になるまで予備加熱した後に、表面温度85℃に設定された低速回転ロールと表面温度30℃に設定された高速回転ロールとの間で回転速度差を利用して1.5倍に縦延伸した。
【0109】
しかる後、その未延伸フィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で、130℃、風速18m/Sで10秒間熱セットし、そのフィルムを冷却ゾーンに導き、フィルムの表面温度が80℃になるまで、低温の風を吹き付けることによって積極的に冷却し、冷却後のフィルムを横延伸ゾーンに導き、75℃で幅方向(横方向)に4.0倍に延伸した。
【0110】
しかる後、その横延伸後のフィルムを幅方向の両端際をクリップによって把持した状態でテンター内の最終熱処理ゾーンに導き、当該最終熱処理ゾーンにおいて、85℃の温度で10秒間に亘って熱処理した後に冷却し、両縁部を裁断除去して幅400mmでロール状に巻き取ることによって、約45μm(第一層/第二層/第三層/第四層/第五層の各厚み:5.4μm/1.8μm/30.6μm/1.8μm/5.4μm)の二軸延伸フィルムを所定の長さに亘って連続的に製造した。そして、得られたフィルムの特性を上記した方法によって評価した。評価結果を表3に示す。得られた二軸延伸フィルムは、好ましい熱収縮特性、好ましい直角引裂強度の評価結果となり、総合的に大変好ましいものであった。
【0111】
(実施例2)
未延伸フィルムの厚みを198μmとし、縦延伸工程の延伸倍率を1.1倍とし、中間熱処理工程の温度を125℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。実施例1の二軸延伸フィルムに比べて直角引裂強度がやや大きく、ミシン目開封不良率もやや高めであったが、総合的には好ましいものであった。
【0112】
(実施例3)
未延伸フィルムの厚みを234μmとし、縦延伸工程の延伸倍率を1.3倍とし、中間熱処理工程の温度を120℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。実施例1の二軸延伸フィルムに比べて長手方向の温湯収縮率がやや大きめであり、直角引裂強度がやや大きく、ミシン目開封不良率もやや高めであったが、総合的には好ましいものであった。
【0113】
(実施例4)
未延伸フィルムの厚みを306μmとし、縦延伸工程の延伸倍率を1.7倍に変更した他は実施例1と同様にして二軸延伸フィルムを得た。実施例1の二軸延伸フィルムに比べて直角引裂強度が小さめで、ミシン目開封性にも優れた総合的に極めて好ましいものであった。
【0114】
(実施例5)
表裏両方のスキン層形成用の樹脂として、ポリエステルA:55質量%、ポリエステルC:45質量%を混合したポリエステル系樹脂を用いた他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは、実施例1の二軸延伸フィルムに比較してヘイズ値がやや高かったが、総合的には好ましいものであった。
【0115】
(実施例6)
スキン層形成用の樹脂として、ポリエステルAに替えてポリエステルBを混合したポリエステル系樹脂を用い、横延伸工程における延伸温度を70℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは非晶原料を変更しても実施例1の二軸延伸フィルム同様、大変好ましいものであった。
【0116】
(実施例7)
未延伸フィルムの厚みを324μmとし、縦延伸工程の延伸倍率を1.8倍とし、中間熱処理温度を150℃とし、強制冷却工程でのフィルム表面温度を75℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは実施例1の二軸延伸フィルムに比べて直角引裂強度が小さく、ミシン目開封不良率の小さい好ましいものであった。
【0117】
(実施例8)
最終熱処理の温度を92℃に変更した他は実施例3と同様にして二軸延伸フィルムを得た。
【0118】
(実施例9)
未延伸フィルムの厚みを270μmとし、縦延伸後の中間熱処理温度を130℃とし、横延伸倍率を4.5倍とし、最終熱処理温度を80℃に変更した他は実施例2と同様にして厚み55μmの二軸延伸フィルムを得た。
【0119】
(比較例1)
未延伸フィルムの厚みを175μmに調節し、縦延伸工程、中間熱処理工程、強制冷却工程を排除して横一軸延伸を行った以外は実施例と同様にして、厚み45μmの横一軸延伸フィルムを得た。同横一軸延伸フィルムは実施例1の二軸延伸フィルムに比べて直角引裂強度が大きく、ミシン目開封不良率も大きい好ましくないものであった。
【0120】
(比較例2)
スキン層形成用の樹脂として、ポリエステルAのみを用いた他は実施例1と同様にして、二軸延伸フィルムを得た。同二軸延伸フィルムは実施例1の二軸延伸フィルムに比べて、耐熱剥離強度が大きく好ましくないものであった。
【0121】
(比較例3)
中間熱処理の温度を100℃に変更した他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは実施例1の二軸延伸フィルムに比較して、長手方向の温湯収縮率が大きく、ラベルでの収縮歪みが目立って好ましくないものであった。
【0122】
(比較例4)
スキン層形成用の樹脂として、ポリエステルA:20質量%、ポリエステルC:80質量%を混合したポリエステル系樹脂を用いた他は実施例1と同様にして二軸延伸フィルムを得た。同二軸延伸フィルムは実施例1の二軸延伸フィルムに比較して、スキン層の非晶原料比率が低いためか、幅方向の温湯収縮率が低く、溶剤接着強度、ラベル密着性において好ましくないものであった。
【0123】
【表3】
【産業上の利用可能性】
【0124】
本発明の熱収縮性ポリスチレン系積層フィルムは、上記の如く優れた加工特性を有しているので、ボトル等のラベル用途に好適に用いることができ、同フィルムがラベルとして用いられて得られたボトル等の包装体は美麗な外観を有するものである。
【符号の説明】
【0125】
F・・フィルム
【特許請求の範囲】
【請求項1】
ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる下記(1)〜(4)の要件を満たす熱収縮性ポリスチレン系積層フィルムを連続的に製造するための製造方法であって、下記(a)〜(e)の各工程を含むことを特徴とする熱収縮性ポリスチレン系積層フィルムの製造方法。
(1)80℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が−2%以上4%以下であること
(2)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(3)ポリエステル系樹脂層を主成分としてなるスキン層同士を85℃にて0.4MPaの圧力で90秒圧着させたあとの剥離強度が2N/15mm以下であること
(4)80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であること
(a)未延伸フィルムを、75℃以上100℃以下の温度で長手方向に1.1倍以上1.8倍以下の倍率で延伸する縦延伸工程
(b)縦延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する中間熱処理工程
(c)中間熱処理後のフィルムを、表面温度が70℃以上90℃以下の温度となるまで積極的に冷却する積極冷却工程
(d)積極冷却後のフィルムを、65℃以上90℃以下の温度で幅方向に3.5倍以上5.0倍以下の倍率で延伸する横延伸工程
(e)横延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で80℃以上100℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する最終熱処理工程
【請求項2】
ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる下記(1)〜(4)の要件を満たす熱収縮性ポリスチレン系積層フィルム。
(1)80℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が−2%以上4%以下であること
(2)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(3)ポリエステル系樹脂層を主成分としてなるスキン層同士を85℃にて0.4MPaの圧力で90秒圧着させたあとの剥離強度が2N/15mm以下であること
(4)80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であること
【請求項3】
溶剤接着強度が、2N/15mm幅以上10N/15mm幅以下であることを特徴とする請求項2に記載の熱収縮性ポリエステル系フィルム。
【請求項4】
長手方向の厚み斑が、1%以上18%以下であることを特徴とする請求項2又は3に記載の熱収縮性ポリエステル系フィルム。
【請求項5】
幅方向の厚み斑が、1%以上18%以下であることを特徴とする請求項2〜4のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
【請求項6】
厚みが、20μm以上80μm以下であることを特徴とする請求項2〜5のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
【請求項7】
ヘイズが3%以上13%以下であることを特徴とする請求項2〜6のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
【請求項8】
全ポリステル樹脂成分中における非晶質成分となりうるモノマーの主成分が、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸の内の1種又は複数種であることを特徴とする請求項2〜7のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
【請求項9】
請求項2〜8のいずれかに記載の熱収縮性ポリスチレン系積層フィルムを基材とし、ミシン目あるいは一対のノッチが設けられたラベルを少なくとも外周の一部に被覆して熱収縮させてなることを特徴とする包装体。
【請求項10】
請求項3〜8のいずれかに記載の熱収縮性ポリスチレン系積層フィルムを連続的に製造するための製造方法であって、下記(a)〜(e)の各工程を含むことを特徴とする熱収縮性ポリスチレン系積層フィルムの製造方法。
(a)未延伸フィルムを、75℃以上100℃以下の温度で長手方向に1.1倍以上1.8倍以下の倍率で延伸する縦延伸工程
(b)縦延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する中間熱処理工程
(c)中間熱処理後のフィルムを、表面温度が70℃以上90℃以下の温度となるまで積極的に冷却する積極冷却工程
(d)積極冷却後のフィルムを、65℃以上90℃以下の温度で幅方向に3.5倍以上5.0倍以下の倍率で延伸する横延伸工程
(e)横延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で80℃以上100℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する最終熱処理工程
【請求項1】
ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる下記(1)〜(4)の要件を満たす熱収縮性ポリスチレン系積層フィルムを連続的に製造するための製造方法であって、下記(a)〜(e)の各工程を含むことを特徴とする熱収縮性ポリスチレン系積層フィルムの製造方法。
(1)80℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が−2%以上4%以下であること
(2)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(3)ポリエステル系樹脂層を主成分としてなるスキン層同士を85℃にて0.4MPaの圧力で90秒圧着させたあとの剥離強度が2N/15mm以下であること
(4)80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であること
(a)未延伸フィルムを、75℃以上100℃以下の温度で長手方向に1.1倍以上1.8倍以下の倍率で延伸する縦延伸工程
(b)縦延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する中間熱処理工程
(c)中間熱処理後のフィルムを、表面温度が70℃以上90℃以下の温度となるまで積極的に冷却する積極冷却工程
(d)積極冷却後のフィルムを、65℃以上90℃以下の温度で幅方向に3.5倍以上5.0倍以下の倍率で延伸する横延伸工程
(e)横延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で80℃以上100℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する最終熱処理工程
【請求項2】
ポリスチレン系樹脂を主成分とするコア層の少なくとも片面にポリエステル系樹脂層を主成分とするスキン層を積層してなる下記(1)〜(4)の要件を満たす熱収縮性ポリスチレン系積層フィルム。
(1)80℃の温水中で10秒間に亘って処理した場合における長手方向の湯温熱収縮率が−2%以上4%以下であること
(2)95℃の温水中で10秒間に亘って処理した場合における幅方向の湯温熱収縮率が50%以上80%以下であること
(3)ポリエステル系樹脂層を主成分としてなるスキン層同士を85℃にて0.4MPaの圧力で90秒圧着させたあとの剥離強度が2N/15mm以下であること
(4)80℃の温水中で幅方向に10%収縮させた後の単位厚み当たりの長手方向の直角引裂強度が150N/mm以上300N/mm以下であること
【請求項3】
溶剤接着強度が、2N/15mm幅以上10N/15mm幅以下であることを特徴とする請求項2に記載の熱収縮性ポリエステル系フィルム。
【請求項4】
長手方向の厚み斑が、1%以上18%以下であることを特徴とする請求項2又は3に記載の熱収縮性ポリエステル系フィルム。
【請求項5】
幅方向の厚み斑が、1%以上18%以下であることを特徴とする請求項2〜4のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
【請求項6】
厚みが、20μm以上80μm以下であることを特徴とする請求項2〜5のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
【請求項7】
ヘイズが3%以上13%以下であることを特徴とする請求項2〜6のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
【請求項8】
全ポリステル樹脂成分中における非晶質成分となりうるモノマーの主成分が、ネオペンチルグリコール、1,4−シクロヘキサンジメタノール、イソフタル酸の内の1種又は複数種であることを特徴とする請求項2〜7のいずれかに記載の熱収縮性ポリスチレン系積層フィルム。
【請求項9】
請求項2〜8のいずれかに記載の熱収縮性ポリスチレン系積層フィルムを基材とし、ミシン目あるいは一対のノッチが設けられたラベルを少なくとも外周の一部に被覆して熱収縮させてなることを特徴とする包装体。
【請求項10】
請求項3〜8のいずれかに記載の熱収縮性ポリスチレン系積層フィルムを連続的に製造するための製造方法であって、下記(a)〜(e)の各工程を含むことを特徴とする熱収縮性ポリスチレン系積層フィルムの製造方法。
(a)未延伸フィルムを、75℃以上100℃以下の温度で長手方向に1.1倍以上1.8倍以下の倍率で延伸する縦延伸工程
(b)縦延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で110℃以上150℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する中間熱処理工程
(c)中間熱処理後のフィルムを、表面温度が70℃以上90℃以下の温度となるまで積極的に冷却する積極冷却工程
(d)積極冷却後のフィルムを、65℃以上90℃以下の温度で幅方向に3.5倍以上5.0倍以下の倍率で延伸する横延伸工程
(e)横延伸後のフィルムを、テンター内で幅方向の両端際をクリップによって把持した状態で80℃以上100℃以下の温度で5秒以上30秒以下の時間に亘って熱処理する最終熱処理工程
【図1】

【公開番号】特開2009−226949(P2009−226949A)
【公開日】平成21年10月8日(2009.10.8)
【国際特許分類】
【出願番号】特願2009−47985(P2009−47985)
【出願日】平成21年3月2日(2009.3.2)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成21年10月8日(2009.10.8)
【国際特許分類】
【出願日】平成21年3月2日(2009.3.2)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]