
熱収縮性ラベルおよびその製造方法
【課題】容器に装着する際に高速に接着でき、仕上がり性も良好な熱収縮性ラベルを提供することと、さらには容器に巻き付けながら装着するのに適した長手方向を主収縮方向とする熱収縮性ラベルを提供する。
【解決手段】少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、90℃の温水中の長手方向の温湯熱収縮率が15%以上40%未満であり、主収縮方向が長手方向の熱収縮性ポリエステル系フィルムから成形された熱収縮性ラベルである。
【解決手段】少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、90℃の温水中の長手方向の温湯熱収縮率が15%以上40%未満であり、主収縮方向が長手方向の熱収縮性ポリエステル系フィルムから成形された熱収縮性ラベルである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱収縮性ラベルに関し、特にペットボトル(ポリエチレンテレフタレート(PET)ボトル)、ガラスボトル等のボトルを被覆するための熱収縮性ラベルとその製造方法に関する。
【背景技術】
【0002】
近年、包装品の外観向上のための外装、内容物の直接的な衝突を避けるための包装、ガラス瓶またはプラスチックボトルの保護と商品の表示を兼ねたラベル包装等の用途に、各種樹脂からなる熱収縮性プラスチックフィルムが広範に使用されている。それらの熱収縮性プラスチックフィルムのうち、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等からなる延伸フィルムは、PET容器、ポリエチレン容器、ガラス容器等の各種の容器において、ラベルやキャップシールあるいは集積包装の目的で使用される。
【0003】
ところが、ポリ塩化ビニル系フィルムは、収縮特性には優れるものの、耐熱性が低い上に、焼却時に塩化水素ガスを発生したり、ダイオキシンの原因となる等の問題がある。また、ポリ塩化ビニル系フィルムをPET容器等の収縮ラベルとして用いると、容器をリサイクル利用する際に、ラベルと容器を分別しなければならない、という問題もある。一方、ポリスチレン系フィルムは、収縮後の仕上がり外観性が良好であるものの、耐溶剤性に劣るため、印刷の際に特殊な組成のインキを使用しなければならない、という不具合がある。また、ポリスチレン系フィルムは、高温で焼却する必要がある上に、焼却時に異臭を伴って多量の黒煙が発生するという問題がある。
【0004】
このため、耐熱性が高く、焼却が容易であり、耐溶剤性に優れたポリエステル系フィルムが、熱収縮性ラベルとして広汎に利用されるようになってきており、PET容器の流通量の増大に伴って、使用量が増加している傾向にある。
【0005】
これまで、熱収縮性ポリエステル系フィルムとしては、幅方向に大きく収縮させるものが広く利用されている。幅方向が主収縮方向である熱収縮性ポリエステル系フィルムは、幅方向への収縮特性を発現させるため幅方向に高倍率の延伸が施されているが、主収縮方向と直交する長手方向に関しては、低倍率の延伸が施されているだけであることが多く、延伸されていないものもある。このような長手方向に低倍率の延伸を施したフィルムや、幅方向のみしか延伸されていないフィルムは、長手方向の機械的強度が劣るという欠点がある。
【0006】
また、ボトルのラベルは、環状にしてボトルに装着した後に周方向に熱収縮させなければならないため、幅方向に熱収縮する熱収縮性フィルムをラベルとして装着する際には、フィルムの幅方向が周方向となるように環状体(チューブ)を形成した上で、その環状体を所定の長さ毎に切断してボトルに装着しなければならない。したがって、幅方向に熱収縮する熱収縮性フィルムからなるラベルをボトルに装着するのは、生産速度が高速になればなるほど困難になってくる。
【0007】
このため、最近では、フィルムロールから直接ボトルの周囲に装着することが可能な長手方向に熱収縮するフィルムが求められている。さらに、近年では、お弁当等の合成樹脂製の片開き容器の周囲を帯状のフィルムで覆うことによって容器を閉じた状態で保持するラッピング方法が開発されており、長手方向に収縮するフィルムは、そのような包装用途にも適している。したがって、長手方向に収縮するフィルムは、今後、需要が飛躍的に増大するものと見込まれる。
【0008】
こういったことから、出願人らは、主収縮方向が長手方向であり、主収縮方向と直交する方向(幅方向)における機械的強度の高い熱収縮性フィルムを得るべく鋭意検討し、その結果、横延伸−中間熱処理−縦延伸という特殊なプロセスによって、主収縮方向が長手方向であり、かつ幅方向における機械的強度の高い熱収縮性フィルムが得られることを見い出し、当該熱収縮性フィルムについて、先に提案した(特願2006−165212号)。
【0009】
しかしながら、上記横延伸−中間熱処理−縦延伸というプロセスによって得られる熱収縮性フィルムは、主収縮方向が長手方向であり幅方向における機械的強度に優れるものの、長手方向の温湯収縮率や熱収縮応力が高すぎるものも存在し、フィルムロールから直接ボトルの周囲に胴巻きした後に熱収縮させた際の収縮仕上がり性が必ずしも良好であるとは言えなかった。また、フィルムロールから直接ボトルの周囲に胴巻きする際には、ある程度ボトルにフィルムが密着するように巻き付けることができるので、長手方向の温湯収縮率や熱収縮応力をさほど高くする必要はなく、逆に、長手方向の温湯収縮率や熱収縮応力が高すぎると、却って、ボトルの周囲に巻き付けて熱収縮させた際にボトルを締め付ける力が強くなりすぎて、ボトルを開栓する際に噴きこぼれが生じる虞れがある。
【0010】
さらに、中央部に“くびれ”を有する形状のペットボトルのラベルとして使用する場合には、長手方向の温湯収縮率や熱収縮応力が高すぎると、熱収縮させた後の仕上がり状態が悪くなってしまうおそれもあった。加えて、上記した横延伸−中間熱処理−縦延伸というプロセスによって得られる熱収縮性フィルムの中には、靭性(粘り強さ)やタフネス性が不十分なものも存在し、このような靭性やタフネス性が不十分なフィルムに後加工を施すと、強いテンションが加わった場合にフィルムが破断して、大規模なトラブルが発生してしまう虞れがあった。
【0011】
また、これらの長手方向に収縮するフィルムをボトル等の容器に装着してフィルム連続体(ラベル)を成形するには、容器に適当な長さのフィルムの一端を貼着し、容器外周にフィルムを巻付けてもう一方のフィルム端が上になるようにフィルム端同士を重ね合わせて貼り合せる方法が用いられる(例えば特許文献1)。これらの容器とフィルム、あるいはフィルム端同士の貼着には、粘着剤による貼着、接着剤による貼着、溶剤による貼着、熱シールによる貼着が挙げられる。
【0012】
しかしながら、これらのフィルムを容器に装着する工程で用いる貼着方法として、粘着剤を用いた場合には充分な接着力が得られず、収縮のための熱処理の際にラベルのずれや剥がれが発生してしまうが、接着剤として例えばホットメルト接着剤を用いた場合には、接着剤の熱によるラベルのゆがみや、後工程での収縮不足等が起こり易いという問題があった。また、意匠性や強度の観点からボトル等の容器の形状として凹凸が大きく複雑な容器の使用も増加しているが、フィルムをこれらの複雑な形状の容器に直接貼着しようとすると、容器の凹部に位置するフィルム重なり部分の圧着が困難となり、接着剤等を用いて貼着する方法では、うまく接着できない場合があった。
【0013】
一方、溶剤接着も考えられるが、容器が立った状態でラベルが巻き付けられるため、溶剤接着では溶剤の粘度が低過ぎて垂れや飛び散りにより塗布が不均一になったり、周囲を汚染したりするといった問題がある。さらに、生産性向上の観点から高速装着を考慮すれば短時間で接着処理することが重要であり、ヒートシール法も考えられるが、ヒートシール法では高速かつ均一な処理が困難であった。
【特許文献1】特開2005−292195号
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上記問題点を解消して、容器に装着する際に高速に接着でき、仕上がり性が良好で、さらには容器に装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステルフィルムからなるラベルを提供することを課題としている。
【課題を解決するための手段】
【0015】
上記課題を解決し得た本発明は、少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、
上記熱収縮性ポリエステル系フィルムが、エチレンテレフタレートを主たる構成ユニットとし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下であるポリエステルから構成されていると共に、下記要件(1)〜(5)を満たす主収縮方向が長手方向の熱収縮性ポリエステル系フィルムであることを特徴とする熱収縮性ラベルである。
(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満である、
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の温湯熱収縮率が−5%以上5%以下である、
(3)90℃で10秒間に亘って処理した場合における長手方向の最大熱収縮応力が2.5MPa以上7.0MPa以下である、
(4)フィルムの長手方向の破断前ヤング率が0.05GPa以上0.15GPa以下である、
(5)40℃、65%RHの雰囲気下で700時間以上に亘ってエージングした後の自然収縮率が0.05%以上1.5%以下である。
【0016】
上記熱収縮性ポリエステル系ラベルにおいては、熱収縮性ポリエステル系フィルムの80℃の温水中で長手方向に3%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が、100N/mm以上300N/mm以下であることが好ましい。
【0017】
上記フィルム同士の重なった部分を溶着するために用いるレーザーは、炭酸ガスレーザーであることが好ましい。
【0018】
本発明には、上記各要件を満足するポリエステルフィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形することを特徴とする熱収縮性ラベルの製造方法も含まれる。
【0019】
上記製造方法においては、容器に装着する前に、予め、フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することによりチューブ状に成形し、その後、容器に装着する工程を含んでいてもよいし、容器に直接フィルムを巻回した後、フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することによりチューブ状に成形する製造方法であってもよい。
【発明の効果】
【0020】
本発明によれば、容器に装着する際に高速に接着でき、仕上がり性が良好で、さらには容器に装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステルフィルムからなるラベルを提供することができた。従って、PETボトル、ガラスボトル等のボトル用の熱収縮性ラベルとして有用である。
【発明を実施するための最良の形態】
【0021】
本発明は、少なくとも1軸に延伸され、主収縮方向が長手方向である熱収縮性ポリエステル系フィルムから得られるチューブ状に成形された熱収縮性ラベルであって、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形されたものである熱収縮性ラベルに関する。
【0022】
[ポリエステルについて]
本発明で使用する熱収縮性ポリエステル系フィルムの原料として用いられるポリエステルを構成するジカルボン酸成分としては、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、オルトフタル酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、および脂環式ジカルボン酸等のジカルボン酸成分が好ましい。3価以上の多価カルボン酸(たとえば、トリメリット酸、ピロメリット酸およびこれらの無水物等)は用いないことが好ましい。これらの多価カルボン酸を含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムは、必要な高収縮率を達成しにくくなる。
【0023】
本発明で使用するポリエステルを構成するジオール成分としては、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環式ジオール、ビスフェノールA等の芳香族系ジオール等を挙げることができる。炭素数8個以上のジオール(たとえばオクタンジオール等)や、3価以上の多価アルコール(たとえば、トリメチロールプロパン、トリメチロールエタン、グリセリン、ジグリセリン等)は用いないことが好ましい。これらのジオール、または多価アルコールを含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムは、必要な高収縮率を達成しにくくなる。
【0024】
本発明の熱収縮性ポリエステル系フィルムに用いるポリエステルは、エチレンテレフタレートユニットを主たる構成ユニットとする。「主たる」というのは、ポリエステルを構成する全ユニット100モル%中、60モル%以上であることを意味する。このポリエステルは、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下である。エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットは17モル%以上が好ましく、20モル%以上がより好ましい。エチレングリコール以外のグリコールとしては、ネオペンチルグリコールと1,4−シクロヘキサンジメタノールが、収縮仕上がり性等の点で好ましい。テレフタル酸以外のジカルボン酸としてはイソフタル酸が好ましい。ただし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットが40モル%を超えると、フィルムの耐溶剤性が低下して、印刷工程でインキの溶媒(酢酸エチル等)によってフィルムの白化が起きたり、フィルムの耐破れ性が低下したりするため好ましくない。また、これらのユニットの含有量は、37モル%以下であるとより好ましく、35モル%以下であると特に好ましい。なお、エチレングリコール以外のグリコール由来のユニットとは、エチレングリコール以外のグリコールと例えばテレフタル酸とからなるエステルユニットであり、テレフタル酸以外のジカルボン酸由来のユニットとは、テレフタル酸以外のジカルボン酸と例えばエチレングリコールとからなるエステルユニットを意味する。
【0025】
また、熱収縮性ポリエステル系フィルムに用いるポリエステル中には、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコールをできるだけ含有させないことが好ましい。特に、ジエチレングリコールは、ポリエステル重合時の副生成成分のため、存在し易いが、本発明で使用するポリエステルでは、ジエチレングリコールの含有率が4モル%未満であることが好ましい。本発明で用いるポリエステルの極限粘度は、好ましくは0.50以上、さらに好ましくは0.60以上、特に好ましくは0.65以上である。ポリエステルの極限粘度が0.50未満であると結晶性が高くなり、十分な収縮率が得られなくなり、好ましくない。
【0026】
[要件(1)]
本発明の熱収縮性ラベルに用いられる熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理(浸漬)したときに、収縮前後の長さから、下式1により算出したフィルムの主収縮方向(長手方向)の熱収縮率(すなわち、90℃の湯温熱収縮率)が、15%以上40%未満であることが必要である。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) 式1
【0027】
90℃における長手方向の湯温熱収縮率が15%未満であると、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の湯温熱収縮率が40%以上であると、ラベルとして、胴巻き方式で巻き付けた後の熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまうので好ましくない。90℃における長手方向の湯温熱収縮率は、17%以上であると好ましく、19%以上であるとより好ましく、21%以上であると特に好ましい。また、90℃における長手方向の湯温熱収縮率は、38%以下であると好ましく、36%以下であるとより好ましく、34%以下であると特に好ましい。
【0028】
[要件(2)]
熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから上式1により算出したフィルムの幅方向の湯温熱収縮率が、−5%以上5%以下であるものを用いる。90℃における幅方向の湯温熱収縮率が−5%未満であると、ボトルのラベルとして使用する際に良好な収縮外観を得ることができないので好ましくなく、反対に、90℃における幅方向の湯温熱収縮率が5%を上回ると、ラベルとして用いた場合に熱収縮時に収縮に歪みが生じ易くなるので好ましくない。90℃における幅方向の湯温熱収縮率は、−4%以上であると好ましく、−3%以上であるとより好ましく、−2%以上であると特に好ましい。また、90℃における幅方向の湯温熱収縮率は、4%以下であると好ましく、3%以下であるとより好ましく、2%以下であると特に好ましい。
【0029】
[要件(3)]
本発明の熱収縮性ポリエステル系フィルムは、90℃で10秒間に亘って処理したときの長手方向の最大熱収縮応力が、2.5MPa以上7.0MPa以下であることも必要である。90℃における長手方向の最大熱収縮応力が2.5MPa未満であると、ボトルのラベルとして使用する際に、胴巻き後の熱収縮時に収縮不足を生じて良好な外観を得ることができなくなるので好ましくなく、反対に、90℃における長手方向の最大熱収縮応力が7.0MPaを上回ると、胴巻き後の熱収縮時に収縮歪みが生じ易くなるので好ましくない。90℃における長手方向の最大熱収縮応力は、3.0MPa以上であると好ましく、3.5MPa以上であるとより好ましく、4.0MPa以上であると特に好ましい。また、90℃における長手方向の最大熱収縮応力は、6.5MPa以下であると好ましく、6.0MPa以下であるとより好ましく、5.5MPa以下であると特に好ましい。
【0030】
[要件(4)]
本発明の熱収縮性ポリエステル系フィルムは、以下の方法で算出される長手方向の破断前ヤング率が、0.05GPa以上0.15GPa以下であることも重要である。
【0031】
・破断前ヤング率の測定方法
ASTM−D882にしたがって、所定の大きさ(長さ150mm×幅10mm)に切り出したフィルム試料を、25℃、65%RHの雰囲気下で、引張試験機を用いて、試料長が100mmとなるように両端(長手方向に沿った両端)を掴んで、200mm/分の引張速度にて引っ張った場合の応力−歪み曲線を測定する。そして、破断時の伸長倍率の90%の倍率まで伸長した時点(破断時の伸長倍率から逆算)から破断時点までにおける応力と歪みとの比の平均値を、破断前ヤング率として算出する。
【0032】
長手方向の破断前ヤング率が0.05GPaを下回ると、フィルムの靭性やタフネス性が不十分となり、後加工時に強いテンションが加わった場合にフィルムが破断し易くなるので好ましくなく、反対に、長手方向の破断前ヤング率が0.15GPaを上回ると、フィルムの靭性やタフネス性が高すぎてフィルムを切断する際のカット性が悪くなるので好ましくない。なお、長手方向の破断前ヤング率は、0.06GPa以上であると好ましく、0.07GPa以上であるとより好ましく、0.08GPa以上であると特に好ましい。また、長手方向の破断前ヤング率は、0.14GPa以下であると好ましく、0.13GPa以下であるとより好ましく、0.12GPa以下であると特に好ましい。
【0033】
[要件(5)]
熱収縮性ポリエステル系フィルムは、40℃、65%RHの雰囲気下で700時間以上に亘ってエージング(保存)した後の自然収縮率(長手方向)が、0.05%以上1.5%以下であることが必要である。なお、自然収縮率は、下式2を用いて算出することができる。
自然収縮率={(エージング前の長さ−エージング後の長さ)/エージング前の長さ)×100(%) 式2
【0034】
自然収縮率が1.5%を上回ると、ロール状に巻き取られた製品を保管しておく場合に、巻き締まりがおこり、フィルムにシワが入り易いので好ましくない。自然収縮率は小さいほど好ましいが、測定精度の面から、0.05%程度が下限であると考えている。また、自然収縮率は、1.3%以下であると好ましく、1.1%以下であるとより好ましく、1.0%以下であると特に好ましい。
【0035】
[直角引裂強度]
熱収縮性ポリエステル系フィルムは、80℃の温水中で長手方向に3%収縮させた後に、以下の方法で単位厚み当たりの幅方向の直角引裂強度を求めたときに、その幅方向の直角引裂強度が100N/mm以上300N/mm以下であることが好ましい。
【0036】
・直角引裂強度の測定方法
熱収縮前のフィルムを主収縮方向が長手方向になるように切断し、矩形の枠に長手方向の両端部を固定する。このとき、枠の長さより3%長くなるように試料を弛ませて枠に固定する。80±0.5℃の温水中に試料を枠毎、浸漬し、弛んだフィルムが枠内で緊張状態となるまで、約5秒、フィルムを主収縮方向に3%収縮させる。続いて、25℃の水に浸漬した後、取り出してよく水気を拭き取る。
【0037】
続いて、上記収縮後のフィルムから、JIS K 7128−3に準じて、所定の大きさの試験片をサンプリングする。その後に、万能引張試験機で試験片の両端を掴み、引張速度200mm/分の条件で、フィルムの幅方向における引張破壊時の強度(N)の測定を行う。そして、下式3を用いて単位厚み(mm)当たりの直角引裂強度(N/mm)を算出する。
直角引裂強度=引張破壊時の強度÷厚み 式3
【0038】
80℃の温水中で長手方向に3%収縮させた後の直角引裂強度が100N/mmより小さいと、ラベルとして使用した場合に、運搬中の落下等の衝撃によって簡単に破れてしまう事態が生ずる可能性があるので好ましくなく、反対に、直角引裂強度が300N/mmより大きいと、ラベルを引き裂く際のカット性(引き裂き易さ)が不良となるため好ましくない。直角引裂強度は、125N/mm以上であるとより好ましく、150N/mm以上であるとさらに好ましく、175N/mm以上であると特に好ましい。また、直角引裂強度は、275N/mm以下であるとより好ましく、250N/mm以下であるとさらに好ましく、225N/mm以下であると特に好ましい。
【0039】
[フィルムの製造方法]
本発明のラベルに用いられる熱収縮性ポリエステル系フィルムは、上記したポリエステル原料を押出機により溶融押し出しして未延伸フィルムを形成し、その未延伸フィルムを以下に示す方法により、二軸延伸して熱処理することによって得ることができる。なお、ポリエステルは、前記した好適なジカルボン酸成分とジオール成分とを公知の方法で重縮合させることで得ることができる。また、通常は、チップ状のポリエステルを2種以上混合してフィルムの原料として使用する。
【0040】
原料樹脂を溶融押し出しする際には、ポリエステル原料を、ホッパードライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥するのが好ましい。そのようにポリエステル原料を乾燥させた後に、押出機を利用して、200〜300℃の温度で溶融しフィルム状に押し出す。押し出しに際しては、Tダイ法、チューブラー法等、既存の任意の方法を採用することができる。
【0041】
そして、押し出し後のシート状の溶融樹脂を急冷することによって未延伸フィルムを得ることができる。なお、溶融樹脂を急冷する方法としては、溶融樹脂を口金から回転ドラム上にキャストして急冷固化することにより実質的に未配向の樹脂シートを得る方法を好適に採用することができる。
【0042】
さらに、得られた未延伸フィルムを、後述するように、所定の条件で幅方向に延伸した後に、一旦、熱処理し、その後、所定の条件で長手方向に延伸(縦延伸)し、この縦延伸後のフィルムを急冷することによって、本発明のラベルに用いられる熱収縮性ポリエステル系フィルムが得られる。以下、熱収縮性ポリエステル系フィルムを得るための好ましい二軸延伸・熱処理方法について、従来の熱収縮性ポリエステル系フィルムの二軸延伸・熱処理方法との差異を考慮しつつ詳細に説明する。
【0043】
[熱収縮性ポリエステル系フィルムの好ましい延伸・熱処理方法]
通常の熱収縮性ポリエステル系フィルムは、収縮させたい方向に未延伸フィルムを延伸することによって製造される。従来から長手方向に収縮する熱収縮性ポリエステル系フィルムについての要求は高かったものの、未延伸フィルムを単純に長手方向に延伸するだけでは、幅の広いフィルムが製造できないため生産性が悪い上、厚み斑の良好なフィルムを製造することができない。また、予め幅方向に延伸した後に長手方向に延伸する方法を採用すると、長手方向への収縮量が不十分となったり、幅方向に不必要に収縮するものとなってしまう。
【0044】
例えば、特開平8−244114号公報には、長手方向の機械的特性を向上させるために未延伸フィルムを所定の条件下で縦−横−縦の順に延伸する方法が示されているが、発明者らのパイロット機での追試によれば、この方法では、主収縮方向である長手方向への収縮性の十分なフィルムを得ることができない上、製造されたフィルムロールに幅方向のシワが発生し易くなることが判明した。加えて、長手方向への収縮性を上げるべく縦方向の延伸倍率(1段目の縦延伸倍率あるいは2段目の縦延伸倍率)を増加させると、最終的に長手方向に延伸する際にフィルムの破断が多発して連続的に安定した製造を行うことが困難であることも判明した。また、上記追試によって得られたフィルムは、自然収縮率が大きく、製造されたフィルムロールに長手方向のシワが発生した。
【0045】
本発明者らは、最終的に長手方向の収縮量を大きくするためには、特開平8−244114号公報のように長手方向および幅方向に二軸延伸した後に長手方向に延伸する方法は不利であり、単純に幅方向に延伸した後に長手方向に延伸する方が有利ではないかと考えた。そして、そのような幅方向の延伸後に長手方向に延伸する方法(以下、単に、横−縦延伸法という)において、各延伸工程における条件によりフィルムの長手方向の湯温収縮率、自然収縮率等の特性がどのように変化するかについて鋭意検討した。その結果、横−縦延伸法によるフィルム製造の際に、後述する(a)の手段(幅方向への延伸後に中間熱処理を施すことによる収縮応力の制御)を施すことにより、長手方向の温湯収縮率や熱収縮応力を高くすることができ、連続的に安定して製造することが可能となることを突き止めた。
【0046】
ところが、そのような(a)の手段を施した熱収縮性フィルム(すなわち、「横延伸−中間熱処理−縦延伸」という特殊なプロセスによって得られる熱収縮性フィルム)は、主収縮方向が長手方向であり幅方向における機械的強度に優れるものの、長手方向の温湯収縮率や熱収縮応力が高すぎるものも存在し、フィルムロールから直接ボトルの周囲に胴巻きした後に熱収縮させた際の収縮仕上がり性が必ずしも良好であるとは言えないことが判明した。加えて、単純に「横延伸−中間熱処理−縦延伸」というプロセスを採用しただけでは、フィルムの靱性、粘性やタフネス性が必ずしも良好であるとは言えないことが判明した。
【0047】
それゆえ、本発明者らは、横延伸−中間熱処理−縦延伸を施した後のフィルムを処理することによって、胴巻き後の熱収縮時の収縮仕上がり性を改善できないか否かについて鋭意検討した。その結果、横延伸−中間熱処理−縦延伸というプロセス後のフィルムに、後述する(b)の手段(縦延伸後における最終的な熱セットおよび幅方向への緩和処理の実施)を講じることにより、胴巻き後の熱収縮時の収縮仕上がり性が飛躍的に改善できることを見出し、本発明を案出するに至った。以下、上記(a),(b)の各手段について順次説明する。
【0048】
(a)幅方向への延伸後の中間熱処理による収縮応力の制御
本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムを幅方向に延伸した後に、75℃以上140℃以下で、1.0秒以上20.0秒以下に亘って、熱処理(以下、中間熱処理という)することが必要である。この中間熱処理を行うことによって、ラベルとした場合に収縮斑が生じないフィルムを得ることが可能となる。そのように横延伸後に特定の中間熱処理を施すことにより収縮斑が生じないフィルムを得ることが可能となる理由は明らかではないが、特定の中間熱処理を施すことによって、幅方向への分子配向をある程度残存させつつ、幅方向の収縮応力を低減させることが可能となるためではないかと考えている。なお、熱処理の温度の下限は、85℃以上であると好ましく、90℃以上であるとより好ましい。また、熱処理の温度の上限は、135℃以下であると好ましく、130℃以下であるとより好ましい。一方、熱処理の時間は、1.0秒以上20.0秒以下の範囲内で原料組成に応じて適宜調整すればよい。
【0049】
(b)縦延伸後の最終セットおよび幅方向の緩和処理
本発明の横−縦延伸法によるフィルムの製造においては、上記のとおり、横延伸後に中間熱処理を施してから長手方向に延伸した後に、テンター内で幅方向の両端際をクリップによって把持した状態で90℃以上140℃以下の温度で加熱しながら幅方向に1%以上30%以下の範囲内で緩和させることが必要である。本発明の熱収縮性フィルムのように、長手方向の温湯熱収縮率(90℃)が15%以上40%未満といった比較的低い温湯熱収縮率を有する熱収縮性フィルムを得るためには、単純に縦方向への延伸倍率を調整することによって長手方向の温湯熱収縮率を調整するだけでは、フィルムの長尺方向に亘って所望する温湯熱収縮率を精度良く発現させるのは困難である。したがって、一旦、所望とする温湯熱収縮率を発現し得る延伸倍率よりも高い倍率となるように縦方向へ延伸した後に、フィルムに最終的な熱セット(最終セット)を加えると同時に幅方向への緩和処理を施すことにより、温湯熱収縮率を低減させて、所望する温湯熱収縮率となるように調整するのが好ましい。このように、フィルムを高い倍率で縦方向に延伸した後に最終的な熱セットを加えながら幅方向に適度な量だけ緩和させて、最終的なフィルムの縦方向および幅方向の温湯熱収縮率を微調整することによって、ラベルとして胴巻き方式で容器に巻き付けた後に熱収縮させた際の収縮仕上がり性を良好なものとすることが可能となる。緩和温度が90℃を下回ったり140℃を上回ったりすると、幅方向の温湯熱収縮率の微調整が困難となるので好ましくない。また、緩和量が1%を下回ると、幅方向の温湯熱収縮率の微調整が困難となるので好ましくなく、反対に、緩和量が30%を上回ると、長手方向の温湯熱収縮率の微調整が困難となるので好ましくない。
【0050】
上記した(a),(b)の手段を講じることによって、靭性、粘性やタフネス性の良好な熱収縮性ポリエステル系フィルムを得ることが可能となり、胴巻き後の熱収縮時の収縮仕上がり性も極めて良好になる。また、上記した(a),(b)の手段のうち、いずれかのみが、フィルムの長手方向における熱収縮性、低い自然収縮率、安定した製膜性、および、胴巻き後の収縮時の収縮仕上がり性、靭性やタフネス性に有効に寄与するものではなく、(a),(b)の手段を組み合わせて用いることにより、非常に効率的に、長手方向における適度な熱収縮性、低い自然収縮率、安定した製膜性、および、良好な収縮仕上がり性、靭性、タフネス性等を発現させることが可能となるものと考えられる。
【0051】
なお、上記した本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムの幅(横)方向への延伸は、テンター内で幅方向の両端際をクリップによって把持した状態で、Tg+5℃以上Tg+40℃以下の温度で2.5倍以上6.0倍以下の倍率となるように行う必要がある。延伸温度がTg+5℃を下回ると、延伸時に破断を起こし易くなるので好ましくなく、反対にTg+40℃を上回ると、幅方向の厚み斑が悪くなるので好ましくない。なお、横延伸の温度は、Tg+10℃以上であると好ましく、Tg+15℃以上であるとより好ましく、Tg+35℃以下であると好ましく、Tg+30℃以下であるとより好ましい。また、幅方向の延伸倍率が2.5倍を下回ると、生産性が悪いばかりでなく幅方向の厚み斑が悪くなるので好ましくなく、反対に6.0倍を上回ると、延伸時に破断を起こし易くなる上、緩和させるのに多大なエネルギーと大掛かりな装置が必要となり、生産性が悪くなるので好ましくない。なお、横延伸倍率は、3.0倍以上であると好ましく、3.5倍以上であるとより好ましく、5.5倍以下であると好ましく、5.0倍以下であるとより好ましい。
【0052】
本発明の横−縦延伸法によるフィルムの製造においては、中間熱処理を施したフィルムを長手方向に延伸する前に、フィルム端縁際の十分に横延伸されていない肉厚部分(主として横延伸時のクリップ把持部分)をトリミングしてもよい(特に、原料として結晶性の高い樹脂を使用する場合には、トリミングするのが好ましい)。具体的には、フィルムの左右の端縁近傍に位置し、中央部分の厚みの約1.1〜1.3倍の厚みの部分(肉厚部分)を、カッター等の工具を用いて切断し、この肉厚部分を除去しつつ、残りの部分のみを長手方向に延伸する方法を採用することができる。
【0053】
フィルム端部をトリミングする際には、トリミングする前のフィルムの表面温度が50℃以下となるように冷却しておくことが好ましい。そのようにフィルムを冷却することにより、切断面を乱すことなくトリミングすることが可能となる。また、フィルム端部のトリミングは、通常のカッター等を用いて行うことができるが、周状の刃先を有する丸刃を用いると、局部的に刃先が鈍くなる事態が起こらず、フィルム端部を長期間に亘ってシャープに切断し続けることができ、長手方向への延伸時における破断を誘発する事態が生じないので好ましい。
【0054】
原料として結晶性の高い樹脂を使用する場合には、長手方向への延伸前にフィルムの端部をトリミングすることによって、一旦熱固定したフィルムを均一に長手方向へ延伸することが可能となり、破断のない安定したフィルムの連続製造が可能となる。さらに、フィルムを均一に長手方向へ延伸することが可能となるため、長手方向の厚み斑の小さなフィルムを得ることができる。その上、フィルムの端部をトリミングすることによって、長手方向への延伸時におけるボーイングが回避され、左右の物性差の小さなフィルムを得ることが可能となる。
【0055】
熱収縮性ポリエステル系フィルムの厚みは、特に限定するものではないが、ラベル用熱収縮性フィルムとして10〜200μmが好ましく、20〜100μmがより好ましい。
【0056】
[レーザー溶着]
本発明の熱収縮性ラベルは、熱収縮性ポリエステル系フィルムの一方端を他方端に重ね合わせ、この重なった部分を、フィルム外表面からレーザー照射し、フィルムとフィルムの接触面を部分的に溶融させて接触面を密着させ、冷却することにより、両者を接合、一体化することにより得られる。
【0057】
レーザー溶着に使用されるレーザー光源としては、各波長のレーザーに対応する吸収剤が含まれていれば、種々のレーザー、例えば、固体レーザー(Nd:YAG励起、半導体レーザー励起等)、半導体レーザー(650〜980nm)、チューナブルダイオードレーザー(630〜1550nm)、チタンサファイアレーザー(Nd:YAG励起、690〜1000nm)、炭酸ガス(CO2)レーザー(10600nm)等が利用できる。これらのレーザー光源のうち、炭酸ガスレーザーであれば特定の吸収剤を添加せずとも無色透明な熱収縮性ポリエステル系フィルム同士の接着が可能であり、種々の印刷やデザインにも対応できるため、炭酸ガスレーザーを照射してラベルを製造することが好ましい。
【0058】
レーザーの照射条件としては、使用する熱収縮性ポリエステル系フィルムの組成や厚み等により適宜調整する必要があるが、例えば炭酸ガスレーザーの場合、走査速度20m/min〜200m/min、ビーム径1〜4mm、焦点距離20〜100mm、出力10〜100W程度の条件が好ましい。この範囲を外れる条件では、レーザーによる十分なフィルムの部分溶融が得られず接着性が低くなり、収縮装着時や商品流通時にラベルが剥がれてしまったり、レーザーによりフィルムの溶融が進みすぎてフィルムが接着せず、切断されてしまったりする場合がある。
【0059】
本発明では、溶剤や粘着剤等を用いることなく、フィルムをレーザー溶着により接合するので、溶剤臭等もなく、クリーンな状態でラベルを生産でき、かつ高速で接着強度の十分なラベルを得ることができる。また、レーザー光の強度や照射時間(露光量など)などを調整することにより、接着強度を調整することもでき、例えば、比較的少ない露光量で、接合強度を小さくすることもできる。そのため、必要に応じて、ラベルを容器から剥離しやすくしてリサイクルしやすくすることもできる。
【0060】
[ラベルの製造方法]
次に、本発明の熱収縮性ラベルの製造法について説明する。まず、熱収縮性ポリエステル系フィルムに、必要によりラベルの図柄を印刷し、ロール状に巻き取る。ロールからフィルムを繰り出し、フィルムを容器の外周に合わせた適当なサイズの筒状体に巻き付けながら、フィルム端部の上にフィルムが重ね合わさるように筒状体の全周を覆う。フィルムを重ね合わせた部分にレーザーを照射してフィルムとフィルムの接触面を部分的に溶融させて接触面を密着させ、冷却することにより両者を接合、一体化し、チューブ状に形成した後に、接着部に沿って余分なフィルムを切断することにより、本発明の熱収縮性ラベルが得られる。ロールからフィルムを繰り出した後、予めフィルムを所定の長さに切断し、切断したフィルムを筒状体に巻き付けながらフィルム端部にもう一方の端部を重ね合わせて筒状体の全周を覆い、重ね合わせた部分にレーザーを照射してフィルムとフィルムの接触面を接合することによっても、本発明のラベルを得ることが出来る。得られたラベルを容器の所望の位置に装着し、収縮処理を施すことでラベルが容器に密着した包装体が製造できる。また、フィルムを容器の全周を覆うように容器に直接巻き付け、フィルムを重ね合わせた部分にレーザーを照射して本発明のラベルを得ることもできる。この場合もロールから繰り出したフィルムをそのまま容器に巻き付けてもよいし、繰り出したフィルムを所定の長さに切断した後に容器に巻き付けてもよい。
【実施例】
【0061】
以下、実施例により本発明を詳細に説明するが、本発明は、これら実施例に何ら制限されるものではない。まず、実施例および比較例において作製したフィルムおよびラベルの評価方法について説明する。フィルムの評価結果は表2に、ラベルの評価結果は表3にまとめた。なお、以下の説明において、「部」とあるのは「質量部」を意味する。
【0062】
[熱収縮率(温湯熱収縮率)]
フィルムを10cm×10cmの正方形に裁断し、所定温度±0.5℃の温水中において、無荷重状態で10秒間処理して熱収縮させた。フィルムを直ちに25℃±0.5℃の水中に10秒間浸漬させた後、フィルムの縦および横方向の寸法を測定し、式1に従って、それぞれ熱収縮率を求めた。熱収縮率の大きい方向を最大収縮方向とした。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) 式1
【0063】
[最大熱収縮応力値]
フィルムを、主収縮方向×直交方向=200mm×15mmのサイズにカットした。(株)ボールドウィン社製 万能引張試験機 STM−50を、温度90℃に調整した上で、カットしたフィルムをセットし、10秒間保持したときの応力値の最大値を求めた。
【0064】
[破断前ヤング率の測定方法]
ASTM−D882にしたがって、長さ150mm×幅10mmに切り出したフィルム試料を、25℃、65%RHの雰囲気下で、(株)島津製作所社製オートグラフを用いて、試料長が100mmとなるように両端(長手方向に沿った両端)を掴んで、200mm/分の引張速度にて引っ張った場合の応力−歪み曲線を測定した。そして、破断時の伸長倍率の90%の倍率まで伸長した時点(破断時の伸長倍率から逆算)から破断時点までにおける応力と歪みとの比の平均値を、破断前ヤング率として算出した。
【0065】
[自然収縮率]
フィルムを、主収縮方向×直交方向=200mm×30mmのサイズに切り取り、40℃×65%RHの雰囲気下で700時間放置(エージング)した後、フィルムの主収縮方向における収縮量を測定し、式2によって自然収縮率を算出した。
自然収縮率={(エージング前の長さ−エージング後の長さ)/エージング前の長さ}×100(%) 式2
【0066】
[直角引裂強度の測定方法]
熱収縮前のフィルムを主収縮方向が長手方向になるように切断し、矩形の枠に長手方向の両端部を固定する。このとき、枠の長さより3%長くなるように試料を弛ませて枠に固定する。80±0.5℃の温水中に試料を枠毎、浸漬し、弛んだフィルムが枠内で緊張状態となるまで、約5秒、フィルムを主収縮方向に3%収縮させる。続いて、25℃の水に浸漬した後、取りだしてよく水気を拭き取る。
【0067】
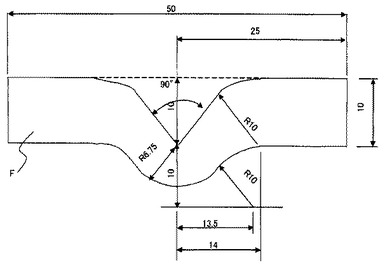
続いて、上記収縮後のフィルムから、JIS K 7128−3に準じて、図1に示す形状の試験片Fを切り出した。なお、切り出しに際しては、試験片の長手方向をフィルムの主収縮方向とした。その後、万能引張試験機(商品名「テンシロン」;東洋精機社製)で試験片の両端を掴み、引張速度200mm/分の条件で、フィルムの幅方向における引張破壊時の強度(N)の測定を行った。下式3を用いて単位厚み(mm)当たりの直角引裂強度(N/mm)を算出した。
直角引裂強度=引張破壊時の強度÷厚み 式3
【0068】
[Tg(ガラス転移温度)]
セイコー電子工業株式会社製の示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、−40℃から120℃まで、昇温速度10℃/分で昇温し、熱流速曲線(DSC曲線)を測定した。DSC曲線の変曲点の前後に接線を引き、その交点をTg(ガラス転移温度)とした。
【0069】
[Tm(融点)]
上記示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、室温(23℃)から昇温速度10℃/分で昇温した時の熱流速曲線(DSC曲線)のピークの温度をTm(融点)とした。
【0070】
[ラベル密着性]
ボトルに装着された熱収縮後のラベルとボトルとを軽くねじったときのラベルのズレ具合を官能評価した。ラベルが動かなければ○、すり抜けたり、ラベルとボトルがずれたりした場合には×とした。
【0071】
[ラベル貼り合わせ部の接着性]
ボトルに装着された熱収縮後のラベルについて、フィルム同士が貼り合わせられた部分の表面に出ているほうのフィルム端を手(爪)で引掻いたときのフィルムの剥がれかたを官能評価した。剥がれず充分接着しているものを○、接着しているが軽い力で剥がれるものを△、接着してないものを×とした。
【0072】
[収縮仕上がり性]
ボトルへの熱収縮装着後の仕上がり性の評価は目視で行い、基準は下記の通りとした。
◎:シワ、飛び上り、収縮不足の何れも未発生で、かつ色の斑も見られない
○:シワ、飛び上り、または収縮不足が確認できないが、若干、色の斑が見られる
△:飛び上り、収縮不足の何れも未発生だが、ネック部の斑が見られる
×:シワ、飛び上り、収縮不足が発生
【0073】
[ラベル開封性]
予め主収縮方向と直交する方向に長さ2mmのノッチを入れておいたラベルを、PETボトルに装着し、熱収縮させた。ただし、ノッチはボトルを立てた際のラベルの上側に設けた。その後、ラベルを装着したボトルを5℃で24時間冷蔵し、冷蔵庫から取り出した直後のボトルのラベルをノッチ部から指先で引裂いた。縦方向に綺麗に裂け、ラベルをボトルから簡単に外すことができたボトルの本数を数え、全サンプル50本に対する割合(%)を算出した。
【0074】
[ポリエステルフィルム1の製造法]
エチレングリコール70モル%、ネオペンチルグリコール30モル%およびテレフタル酸100モル%とからなるポリエステル1(IV:0.72dl/g)70部とポリエチレンテレフタレート(IV:0.75dl/g:以下、ポリエステル2)30部とを混合して押出機に投入した。その後、この混合樹脂を280℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが200μmの未延伸フィルムを得た。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/minであった。また、未延伸フィルムのTgは67℃であった。その後、その未延伸フィルムを、横延伸ゾーン、中間ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。なお、当該テンターにおいては、横延伸ゾーンと中間熱処理ゾーンとの中間に位置した中間ゾーンの長さは、約40cmに設定されている。また、中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンからの熱風および熱処理ゾーンからの熱風が遮断されていた。
【0075】
テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に85℃で3.7倍に延伸し、中間ゾーンを通過させた後に(通過時間=約1.2秒)、中間熱処理ゾーンへ導き、幅方向に10%緩和させながら、105℃で6.0秒間に亘って熱処理した。厚み60μmの横一軸延伸フィルムが得られた。続いて、テンターの後方に設けられた左右一対のトリミング装置(周状の刃先を有する丸刃によって構成されたもの)を利用して、横一軸延伸フィルムの端縁際(中央のフィルム厚みの約1.2倍の厚みの部分)を切断し、切断部位の外側に位置したフィルムの端部を連続的に除去した。
【0076】
上記の端部をトリミングしたフィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後、表面温度95℃に設定された延伸ロール間で2.2倍に延伸した。その後、縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。なお、冷却前のフィルムの表面温度は約75℃であり、冷却後のフィルムの表面温度は約25℃であった。また、70℃から25℃に冷却するまでに要した時間は約1.0秒であり、フィルムの冷却速度は、45℃/秒であった。
【0077】
冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で115℃の雰囲気下で、幅方向に15%緩和させながら5.0秒間に亘って熱処理し、その後冷却した。冷却後、両端部を裁断除去することによって、約30μmの二軸延伸フィルムを所定の長さに亘って巻き取り、熱収縮性ポリエステルフィルム1からなるフィルムロールを得た。製造条件を表1に、フィルム1の評価結果を表2に示した。
【0078】
[ポリエステルフィルム2の製造法]
ポリエステル1とポリエステル2との混合比(質量比)を90:10に変更すると共に、縦延伸倍率を2.4倍に変更し、縦延伸後のフィルムを第2テンター内で幅方向に熱緩和させる際の温度を120℃に変更し、当該幅方向の緩和時における緩和量を20%に変更した以外は、ポリエステルフィルム1と同様の方法によってポリエステルフィルム2を連続的に製造した。なお、未延伸フィルムのTgは67℃であった。製造条件を表1に、フィルム2の評価結果を表2に示した。
【0079】
[ポリエステルフィルム3の製造法]
第1テンターにおける横延伸倍率を4.0倍に変更するとともに、縦延伸倍率を2.4倍に変更し、縦延伸後のフィルムを第2テンター内で幅方向に緩和させる際の温度を120℃に変更した以外は、ポリエステルフィルム1と同様の方法によってポリエステルフィルム3を連続的に製造した。製造条件を表1に、フィルム3の評価結果を表2に示した。
【0080】
[ポリエステルフィルム4の製造法]
ポリエステルフィルム1と同様にして得られた180μmの未延伸フィルムを、横延伸ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。そして、テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に75℃で4.0倍に延伸した後、中間熱処理ゾーンへ導き、110℃で6.0秒間に亘って熱処理することによって、厚み45μmの横一軸延伸フィルムを得た。続いて、この横一軸延伸フィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後に、表面温度90℃に設定された延伸ロール間で1.5倍に延伸した。この縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。冷却速度は、45℃/秒であった。
【0081】
そして、冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で110℃の雰囲気下で5.0秒間に亘って熱処理し、両縁部を裁断除去することによって、約30μmの二軸延伸フィルム(熱収縮性フィルム)を所定の長さに亘って巻き取り、フィルム4のロールを得た。製造条件を表1に、フィルム4の評価結果を表2に示した。
【0082】
【表1】

【0083】
【表2】
【0084】
実施例1
上記ポリエステルフィルム1のロールを用いて、東洋インキ製造(株)の草・金・白色のインキで3色印刷を施し、100mm幅にスリットし、印刷済みのフィルムロールを準備した。立てた状態の直径70mm×高さ150mmの紙製の円柱状筒体に上記印刷済みフィルムロールを印刷面が内側にかつフィルム長手方向が筒体の胴周方向に平行になるように巻き出しながら、フィルムを巻き付けた。フィルムが丁度筒体の外周を一周し、フィルム同士が重なり合った箇所に、最大出力40Wの発振機を用いて、レーザー光波長:10.6μm、出力:20W、焦点距離:20mm、レーザー走査速度50m/minの条件で炭酸ガスレーザーを照射して、巻きつけたフィルムを溶着して連続体とし、熱収縮性ラベルを作製した。これを立てた状態の290mlアルミニウムボトル缶(胴部の最大直径68mm、ネック部の直径30mm)に、フィルムの一端が缶の底部に沿うように、印刷面がボトル缶の外面に対面するように被せてラベルを装着し、長さ3mで92℃に保温された水蒸気炉シュリンクトンネルに送入し、10秒かけて通過させることにより、ラベルを収縮させてボトル缶の外周に密着させ、包装体(収縮後のラベル付き容器)を得た。収縮仕上がり性およびラベル貼り合わせ部の接着性ともに良好な包装体であった。ラベルとしての評価結果を表3に示す。
【0085】
実施例2
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム2を用いる以外は、実施例1と同様の方法で包装体を得た。ラベルとしての評価結果を表3に示す。
【0086】
実施例3
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム3を用いる以外は、実施例1と同様の方法で包装体を得た。ラベルとしての評価結果を表3に示す。
【0087】
実施例4
フィルム端同士の溶着の際の炭酸ガスレーザーの照射条件として、出力を30Wにした以外は、実施例1と同様の方法で包装体を得た。ラベルとしての評価結果を表3に示す。
【0088】
実施例5
フィルム端同士の接着の際の炭酸ガスレーザーの照射条件として、走査速度を30m/minにした以外は、実施例1と同様の方法で包装体を得た。ラベルとしての評価結果を表3に示す。
【0089】
比較例1
フィルム端同士の貼り合わせを、市販のエチレン−酢酸ビニル系ホットメルト接着剤(軟化点85℃)を用いて行う以外は、実施例1と同様の方法によって包装体を得た。ホットメルト接着剤塗布時の熱により収縮仕上がり性が悪くなり、またラベル貼り合わせ部も手で軽く剥がれ、充分な接着性が得られなかった。
【0090】
比較例2
フィルム端同士の貼り合わせを、1,3−ジオキソランを用いて溶剤接着により行う以外は、実施例1と同様の方法によってラベルの装着を試みたが、溶剤が垂れたり飛び散ったりしたため、均一な塗布ができず、フィルムの貼り合わせがうまくできなかった。
【0091】
比較例3
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム4を用いる以外は、実施例1と同様の方法で包装体を得た。熱収縮性フィルムの直交方向の温湯収縮率、破断前ヤング率とも本発明の範囲に入っておらず、胴巻き後の熱収縮時の収縮仕上がり性が不十分で、靭性、タフネス性が不良であった。
【0092】
【表3】
【産業上の利用可能性】
【0093】
本発明の熱収縮性ラベルは、PETボトル、ガラスボトル等のボトル用ラベルに好適である。
【図面の簡単な説明】
【0094】
【図1】直角引裂強度を測定する際の試験片の形状を示す説明図である。
【技術分野】
【0001】
本発明は、熱収縮性ラベルに関し、特にペットボトル(ポリエチレンテレフタレート(PET)ボトル)、ガラスボトル等のボトルを被覆するための熱収縮性ラベルとその製造方法に関する。
【背景技術】
【0002】
近年、包装品の外観向上のための外装、内容物の直接的な衝突を避けるための包装、ガラス瓶またはプラスチックボトルの保護と商品の表示を兼ねたラベル包装等の用途に、各種樹脂からなる熱収縮性プラスチックフィルムが広範に使用されている。それらの熱収縮性プラスチックフィルムのうち、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等からなる延伸フィルムは、PET容器、ポリエチレン容器、ガラス容器等の各種の容器において、ラベルやキャップシールあるいは集積包装の目的で使用される。
【0003】
ところが、ポリ塩化ビニル系フィルムは、収縮特性には優れるものの、耐熱性が低い上に、焼却時に塩化水素ガスを発生したり、ダイオキシンの原因となる等の問題がある。また、ポリ塩化ビニル系フィルムをPET容器等の収縮ラベルとして用いると、容器をリサイクル利用する際に、ラベルと容器を分別しなければならない、という問題もある。一方、ポリスチレン系フィルムは、収縮後の仕上がり外観性が良好であるものの、耐溶剤性に劣るため、印刷の際に特殊な組成のインキを使用しなければならない、という不具合がある。また、ポリスチレン系フィルムは、高温で焼却する必要がある上に、焼却時に異臭を伴って多量の黒煙が発生するという問題がある。
【0004】
このため、耐熱性が高く、焼却が容易であり、耐溶剤性に優れたポリエステル系フィルムが、熱収縮性ラベルとして広汎に利用されるようになってきており、PET容器の流通量の増大に伴って、使用量が増加している傾向にある。
【0005】
これまで、熱収縮性ポリエステル系フィルムとしては、幅方向に大きく収縮させるものが広く利用されている。幅方向が主収縮方向である熱収縮性ポリエステル系フィルムは、幅方向への収縮特性を発現させるため幅方向に高倍率の延伸が施されているが、主収縮方向と直交する長手方向に関しては、低倍率の延伸が施されているだけであることが多く、延伸されていないものもある。このような長手方向に低倍率の延伸を施したフィルムや、幅方向のみしか延伸されていないフィルムは、長手方向の機械的強度が劣るという欠点がある。
【0006】
また、ボトルのラベルは、環状にしてボトルに装着した後に周方向に熱収縮させなければならないため、幅方向に熱収縮する熱収縮性フィルムをラベルとして装着する際には、フィルムの幅方向が周方向となるように環状体(チューブ)を形成した上で、その環状体を所定の長さ毎に切断してボトルに装着しなければならない。したがって、幅方向に熱収縮する熱収縮性フィルムからなるラベルをボトルに装着するのは、生産速度が高速になればなるほど困難になってくる。
【0007】
このため、最近では、フィルムロールから直接ボトルの周囲に装着することが可能な長手方向に熱収縮するフィルムが求められている。さらに、近年では、お弁当等の合成樹脂製の片開き容器の周囲を帯状のフィルムで覆うことによって容器を閉じた状態で保持するラッピング方法が開発されており、長手方向に収縮するフィルムは、そのような包装用途にも適している。したがって、長手方向に収縮するフィルムは、今後、需要が飛躍的に増大するものと見込まれる。
【0008】
こういったことから、出願人らは、主収縮方向が長手方向であり、主収縮方向と直交する方向(幅方向)における機械的強度の高い熱収縮性フィルムを得るべく鋭意検討し、その結果、横延伸−中間熱処理−縦延伸という特殊なプロセスによって、主収縮方向が長手方向であり、かつ幅方向における機械的強度の高い熱収縮性フィルムが得られることを見い出し、当該熱収縮性フィルムについて、先に提案した(特願2006−165212号)。
【0009】
しかしながら、上記横延伸−中間熱処理−縦延伸というプロセスによって得られる熱収縮性フィルムは、主収縮方向が長手方向であり幅方向における機械的強度に優れるものの、長手方向の温湯収縮率や熱収縮応力が高すぎるものも存在し、フィルムロールから直接ボトルの周囲に胴巻きした後に熱収縮させた際の収縮仕上がり性が必ずしも良好であるとは言えなかった。また、フィルムロールから直接ボトルの周囲に胴巻きする際には、ある程度ボトルにフィルムが密着するように巻き付けることができるので、長手方向の温湯収縮率や熱収縮応力をさほど高くする必要はなく、逆に、長手方向の温湯収縮率や熱収縮応力が高すぎると、却って、ボトルの周囲に巻き付けて熱収縮させた際にボトルを締め付ける力が強くなりすぎて、ボトルを開栓する際に噴きこぼれが生じる虞れがある。
【0010】
さらに、中央部に“くびれ”を有する形状のペットボトルのラベルとして使用する場合には、長手方向の温湯収縮率や熱収縮応力が高すぎると、熱収縮させた後の仕上がり状態が悪くなってしまうおそれもあった。加えて、上記した横延伸−中間熱処理−縦延伸というプロセスによって得られる熱収縮性フィルムの中には、靭性(粘り強さ)やタフネス性が不十分なものも存在し、このような靭性やタフネス性が不十分なフィルムに後加工を施すと、強いテンションが加わった場合にフィルムが破断して、大規模なトラブルが発生してしまう虞れがあった。
【0011】
また、これらの長手方向に収縮するフィルムをボトル等の容器に装着してフィルム連続体(ラベル)を成形するには、容器に適当な長さのフィルムの一端を貼着し、容器外周にフィルムを巻付けてもう一方のフィルム端が上になるようにフィルム端同士を重ね合わせて貼り合せる方法が用いられる(例えば特許文献1)。これらの容器とフィルム、あるいはフィルム端同士の貼着には、粘着剤による貼着、接着剤による貼着、溶剤による貼着、熱シールによる貼着が挙げられる。
【0012】
しかしながら、これらのフィルムを容器に装着する工程で用いる貼着方法として、粘着剤を用いた場合には充分な接着力が得られず、収縮のための熱処理の際にラベルのずれや剥がれが発生してしまうが、接着剤として例えばホットメルト接着剤を用いた場合には、接着剤の熱によるラベルのゆがみや、後工程での収縮不足等が起こり易いという問題があった。また、意匠性や強度の観点からボトル等の容器の形状として凹凸が大きく複雑な容器の使用も増加しているが、フィルムをこれらの複雑な形状の容器に直接貼着しようとすると、容器の凹部に位置するフィルム重なり部分の圧着が困難となり、接着剤等を用いて貼着する方法では、うまく接着できない場合があった。
【0013】
一方、溶剤接着も考えられるが、容器が立った状態でラベルが巻き付けられるため、溶剤接着では溶剤の粘度が低過ぎて垂れや飛び散りにより塗布が不均一になったり、周囲を汚染したりするといった問題がある。さらに、生産性向上の観点から高速装着を考慮すれば短時間で接着処理することが重要であり、ヒートシール法も考えられるが、ヒートシール法では高速かつ均一な処理が困難であった。
【特許文献1】特開2005−292195号
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上記問題点を解消して、容器に装着する際に高速に接着でき、仕上がり性が良好で、さらには容器に装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステルフィルムからなるラベルを提供することを課題としている。
【課題を解決するための手段】
【0015】
上記課題を解決し得た本発明は、少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、
上記熱収縮性ポリエステル系フィルムが、エチレンテレフタレートを主たる構成ユニットとし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下であるポリエステルから構成されていると共に、下記要件(1)〜(5)を満たす主収縮方向が長手方向の熱収縮性ポリエステル系フィルムであることを特徴とする熱収縮性ラベルである。
(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満である、
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の温湯熱収縮率が−5%以上5%以下である、
(3)90℃で10秒間に亘って処理した場合における長手方向の最大熱収縮応力が2.5MPa以上7.0MPa以下である、
(4)フィルムの長手方向の破断前ヤング率が0.05GPa以上0.15GPa以下である、
(5)40℃、65%RHの雰囲気下で700時間以上に亘ってエージングした後の自然収縮率が0.05%以上1.5%以下である。
【0016】
上記熱収縮性ポリエステル系ラベルにおいては、熱収縮性ポリエステル系フィルムの80℃の温水中で長手方向に3%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が、100N/mm以上300N/mm以下であることが好ましい。
【0017】
上記フィルム同士の重なった部分を溶着するために用いるレーザーは、炭酸ガスレーザーであることが好ましい。
【0018】
本発明には、上記各要件を満足するポリエステルフィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形することを特徴とする熱収縮性ラベルの製造方法も含まれる。
【0019】
上記製造方法においては、容器に装着する前に、予め、フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することによりチューブ状に成形し、その後、容器に装着する工程を含んでいてもよいし、容器に直接フィルムを巻回した後、フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することによりチューブ状に成形する製造方法であってもよい。
【発明の効果】
【0020】
本発明によれば、容器に装着する際に高速に接着でき、仕上がり性が良好で、さらには容器に装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステルフィルムからなるラベルを提供することができた。従って、PETボトル、ガラスボトル等のボトル用の熱収縮性ラベルとして有用である。
【発明を実施するための最良の形態】
【0021】
本発明は、少なくとも1軸に延伸され、主収縮方向が長手方向である熱収縮性ポリエステル系フィルムから得られるチューブ状に成形された熱収縮性ラベルであって、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形されたものである熱収縮性ラベルに関する。
【0022】
[ポリエステルについて]
本発明で使用する熱収縮性ポリエステル系フィルムの原料として用いられるポリエステルを構成するジカルボン酸成分としては、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、オルトフタル酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、および脂環式ジカルボン酸等のジカルボン酸成分が好ましい。3価以上の多価カルボン酸(たとえば、トリメリット酸、ピロメリット酸およびこれらの無水物等)は用いないことが好ましい。これらの多価カルボン酸を含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムは、必要な高収縮率を達成しにくくなる。
【0023】
本発明で使用するポリエステルを構成するジオール成分としては、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環式ジオール、ビスフェノールA等の芳香族系ジオール等を挙げることができる。炭素数8個以上のジオール(たとえばオクタンジオール等)や、3価以上の多価アルコール(たとえば、トリメチロールプロパン、トリメチロールエタン、グリセリン、ジグリセリン等)は用いないことが好ましい。これらのジオール、または多価アルコールを含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムは、必要な高収縮率を達成しにくくなる。
【0024】
本発明の熱収縮性ポリエステル系フィルムに用いるポリエステルは、エチレンテレフタレートユニットを主たる構成ユニットとする。「主たる」というのは、ポリエステルを構成する全ユニット100モル%中、60モル%以上であることを意味する。このポリエステルは、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下である。エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットは17モル%以上が好ましく、20モル%以上がより好ましい。エチレングリコール以外のグリコールとしては、ネオペンチルグリコールと1,4−シクロヘキサンジメタノールが、収縮仕上がり性等の点で好ましい。テレフタル酸以外のジカルボン酸としてはイソフタル酸が好ましい。ただし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットが40モル%を超えると、フィルムの耐溶剤性が低下して、印刷工程でインキの溶媒(酢酸エチル等)によってフィルムの白化が起きたり、フィルムの耐破れ性が低下したりするため好ましくない。また、これらのユニットの含有量は、37モル%以下であるとより好ましく、35モル%以下であると特に好ましい。なお、エチレングリコール以外のグリコール由来のユニットとは、エチレングリコール以外のグリコールと例えばテレフタル酸とからなるエステルユニットであり、テレフタル酸以外のジカルボン酸由来のユニットとは、テレフタル酸以外のジカルボン酸と例えばエチレングリコールとからなるエステルユニットを意味する。
【0025】
また、熱収縮性ポリエステル系フィルムに用いるポリエステル中には、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコールをできるだけ含有させないことが好ましい。特に、ジエチレングリコールは、ポリエステル重合時の副生成成分のため、存在し易いが、本発明で使用するポリエステルでは、ジエチレングリコールの含有率が4モル%未満であることが好ましい。本発明で用いるポリエステルの極限粘度は、好ましくは0.50以上、さらに好ましくは0.60以上、特に好ましくは0.65以上である。ポリエステルの極限粘度が0.50未満であると結晶性が高くなり、十分な収縮率が得られなくなり、好ましくない。
【0026】
[要件(1)]
本発明の熱収縮性ラベルに用いられる熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理(浸漬)したときに、収縮前後の長さから、下式1により算出したフィルムの主収縮方向(長手方向)の熱収縮率(すなわち、90℃の湯温熱収縮率)が、15%以上40%未満であることが必要である。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) 式1
【0027】
90℃における長手方向の湯温熱収縮率が15%未満であると、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の湯温熱収縮率が40%以上であると、ラベルとして、胴巻き方式で巻き付けた後の熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまうので好ましくない。90℃における長手方向の湯温熱収縮率は、17%以上であると好ましく、19%以上であるとより好ましく、21%以上であると特に好ましい。また、90℃における長手方向の湯温熱収縮率は、38%以下であると好ましく、36%以下であるとより好ましく、34%以下であると特に好ましい。
【0028】
[要件(2)]
熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから上式1により算出したフィルムの幅方向の湯温熱収縮率が、−5%以上5%以下であるものを用いる。90℃における幅方向の湯温熱収縮率が−5%未満であると、ボトルのラベルとして使用する際に良好な収縮外観を得ることができないので好ましくなく、反対に、90℃における幅方向の湯温熱収縮率が5%を上回ると、ラベルとして用いた場合に熱収縮時に収縮に歪みが生じ易くなるので好ましくない。90℃における幅方向の湯温熱収縮率は、−4%以上であると好ましく、−3%以上であるとより好ましく、−2%以上であると特に好ましい。また、90℃における幅方向の湯温熱収縮率は、4%以下であると好ましく、3%以下であるとより好ましく、2%以下であると特に好ましい。
【0029】
[要件(3)]
本発明の熱収縮性ポリエステル系フィルムは、90℃で10秒間に亘って処理したときの長手方向の最大熱収縮応力が、2.5MPa以上7.0MPa以下であることも必要である。90℃における長手方向の最大熱収縮応力が2.5MPa未満であると、ボトルのラベルとして使用する際に、胴巻き後の熱収縮時に収縮不足を生じて良好な外観を得ることができなくなるので好ましくなく、反対に、90℃における長手方向の最大熱収縮応力が7.0MPaを上回ると、胴巻き後の熱収縮時に収縮歪みが生じ易くなるので好ましくない。90℃における長手方向の最大熱収縮応力は、3.0MPa以上であると好ましく、3.5MPa以上であるとより好ましく、4.0MPa以上であると特に好ましい。また、90℃における長手方向の最大熱収縮応力は、6.5MPa以下であると好ましく、6.0MPa以下であるとより好ましく、5.5MPa以下であると特に好ましい。
【0030】
[要件(4)]
本発明の熱収縮性ポリエステル系フィルムは、以下の方法で算出される長手方向の破断前ヤング率が、0.05GPa以上0.15GPa以下であることも重要である。
【0031】
・破断前ヤング率の測定方法
ASTM−D882にしたがって、所定の大きさ(長さ150mm×幅10mm)に切り出したフィルム試料を、25℃、65%RHの雰囲気下で、引張試験機を用いて、試料長が100mmとなるように両端(長手方向に沿った両端)を掴んで、200mm/分の引張速度にて引っ張った場合の応力−歪み曲線を測定する。そして、破断時の伸長倍率の90%の倍率まで伸長した時点(破断時の伸長倍率から逆算)から破断時点までにおける応力と歪みとの比の平均値を、破断前ヤング率として算出する。
【0032】
長手方向の破断前ヤング率が0.05GPaを下回ると、フィルムの靭性やタフネス性が不十分となり、後加工時に強いテンションが加わった場合にフィルムが破断し易くなるので好ましくなく、反対に、長手方向の破断前ヤング率が0.15GPaを上回ると、フィルムの靭性やタフネス性が高すぎてフィルムを切断する際のカット性が悪くなるので好ましくない。なお、長手方向の破断前ヤング率は、0.06GPa以上であると好ましく、0.07GPa以上であるとより好ましく、0.08GPa以上であると特に好ましい。また、長手方向の破断前ヤング率は、0.14GPa以下であると好ましく、0.13GPa以下であるとより好ましく、0.12GPa以下であると特に好ましい。
【0033】
[要件(5)]
熱収縮性ポリエステル系フィルムは、40℃、65%RHの雰囲気下で700時間以上に亘ってエージング(保存)した後の自然収縮率(長手方向)が、0.05%以上1.5%以下であることが必要である。なお、自然収縮率は、下式2を用いて算出することができる。
自然収縮率={(エージング前の長さ−エージング後の長さ)/エージング前の長さ)×100(%) 式2
【0034】
自然収縮率が1.5%を上回ると、ロール状に巻き取られた製品を保管しておく場合に、巻き締まりがおこり、フィルムにシワが入り易いので好ましくない。自然収縮率は小さいほど好ましいが、測定精度の面から、0.05%程度が下限であると考えている。また、自然収縮率は、1.3%以下であると好ましく、1.1%以下であるとより好ましく、1.0%以下であると特に好ましい。
【0035】
[直角引裂強度]
熱収縮性ポリエステル系フィルムは、80℃の温水中で長手方向に3%収縮させた後に、以下の方法で単位厚み当たりの幅方向の直角引裂強度を求めたときに、その幅方向の直角引裂強度が100N/mm以上300N/mm以下であることが好ましい。
【0036】
・直角引裂強度の測定方法
熱収縮前のフィルムを主収縮方向が長手方向になるように切断し、矩形の枠に長手方向の両端部を固定する。このとき、枠の長さより3%長くなるように試料を弛ませて枠に固定する。80±0.5℃の温水中に試料を枠毎、浸漬し、弛んだフィルムが枠内で緊張状態となるまで、約5秒、フィルムを主収縮方向に3%収縮させる。続いて、25℃の水に浸漬した後、取り出してよく水気を拭き取る。
【0037】
続いて、上記収縮後のフィルムから、JIS K 7128−3に準じて、所定の大きさの試験片をサンプリングする。その後に、万能引張試験機で試験片の両端を掴み、引張速度200mm/分の条件で、フィルムの幅方向における引張破壊時の強度(N)の測定を行う。そして、下式3を用いて単位厚み(mm)当たりの直角引裂強度(N/mm)を算出する。
直角引裂強度=引張破壊時の強度÷厚み 式3
【0038】
80℃の温水中で長手方向に3%収縮させた後の直角引裂強度が100N/mmより小さいと、ラベルとして使用した場合に、運搬中の落下等の衝撃によって簡単に破れてしまう事態が生ずる可能性があるので好ましくなく、反対に、直角引裂強度が300N/mmより大きいと、ラベルを引き裂く際のカット性(引き裂き易さ)が不良となるため好ましくない。直角引裂強度は、125N/mm以上であるとより好ましく、150N/mm以上であるとさらに好ましく、175N/mm以上であると特に好ましい。また、直角引裂強度は、275N/mm以下であるとより好ましく、250N/mm以下であるとさらに好ましく、225N/mm以下であると特に好ましい。
【0039】
[フィルムの製造方法]
本発明のラベルに用いられる熱収縮性ポリエステル系フィルムは、上記したポリエステル原料を押出機により溶融押し出しして未延伸フィルムを形成し、その未延伸フィルムを以下に示す方法により、二軸延伸して熱処理することによって得ることができる。なお、ポリエステルは、前記した好適なジカルボン酸成分とジオール成分とを公知の方法で重縮合させることで得ることができる。また、通常は、チップ状のポリエステルを2種以上混合してフィルムの原料として使用する。
【0040】
原料樹脂を溶融押し出しする際には、ポリエステル原料を、ホッパードライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥するのが好ましい。そのようにポリエステル原料を乾燥させた後に、押出機を利用して、200〜300℃の温度で溶融しフィルム状に押し出す。押し出しに際しては、Tダイ法、チューブラー法等、既存の任意の方法を採用することができる。
【0041】
そして、押し出し後のシート状の溶融樹脂を急冷することによって未延伸フィルムを得ることができる。なお、溶融樹脂を急冷する方法としては、溶融樹脂を口金から回転ドラム上にキャストして急冷固化することにより実質的に未配向の樹脂シートを得る方法を好適に採用することができる。
【0042】
さらに、得られた未延伸フィルムを、後述するように、所定の条件で幅方向に延伸した後に、一旦、熱処理し、その後、所定の条件で長手方向に延伸(縦延伸)し、この縦延伸後のフィルムを急冷することによって、本発明のラベルに用いられる熱収縮性ポリエステル系フィルムが得られる。以下、熱収縮性ポリエステル系フィルムを得るための好ましい二軸延伸・熱処理方法について、従来の熱収縮性ポリエステル系フィルムの二軸延伸・熱処理方法との差異を考慮しつつ詳細に説明する。
【0043】
[熱収縮性ポリエステル系フィルムの好ましい延伸・熱処理方法]
通常の熱収縮性ポリエステル系フィルムは、収縮させたい方向に未延伸フィルムを延伸することによって製造される。従来から長手方向に収縮する熱収縮性ポリエステル系フィルムについての要求は高かったものの、未延伸フィルムを単純に長手方向に延伸するだけでは、幅の広いフィルムが製造できないため生産性が悪い上、厚み斑の良好なフィルムを製造することができない。また、予め幅方向に延伸した後に長手方向に延伸する方法を採用すると、長手方向への収縮量が不十分となったり、幅方向に不必要に収縮するものとなってしまう。
【0044】
例えば、特開平8−244114号公報には、長手方向の機械的特性を向上させるために未延伸フィルムを所定の条件下で縦−横−縦の順に延伸する方法が示されているが、発明者らのパイロット機での追試によれば、この方法では、主収縮方向である長手方向への収縮性の十分なフィルムを得ることができない上、製造されたフィルムロールに幅方向のシワが発生し易くなることが判明した。加えて、長手方向への収縮性を上げるべく縦方向の延伸倍率(1段目の縦延伸倍率あるいは2段目の縦延伸倍率)を増加させると、最終的に長手方向に延伸する際にフィルムの破断が多発して連続的に安定した製造を行うことが困難であることも判明した。また、上記追試によって得られたフィルムは、自然収縮率が大きく、製造されたフィルムロールに長手方向のシワが発生した。
【0045】
本発明者らは、最終的に長手方向の収縮量を大きくするためには、特開平8−244114号公報のように長手方向および幅方向に二軸延伸した後に長手方向に延伸する方法は不利であり、単純に幅方向に延伸した後に長手方向に延伸する方が有利ではないかと考えた。そして、そのような幅方向の延伸後に長手方向に延伸する方法(以下、単に、横−縦延伸法という)において、各延伸工程における条件によりフィルムの長手方向の湯温収縮率、自然収縮率等の特性がどのように変化するかについて鋭意検討した。その結果、横−縦延伸法によるフィルム製造の際に、後述する(a)の手段(幅方向への延伸後に中間熱処理を施すことによる収縮応力の制御)を施すことにより、長手方向の温湯収縮率や熱収縮応力を高くすることができ、連続的に安定して製造することが可能となることを突き止めた。
【0046】
ところが、そのような(a)の手段を施した熱収縮性フィルム(すなわち、「横延伸−中間熱処理−縦延伸」という特殊なプロセスによって得られる熱収縮性フィルム)は、主収縮方向が長手方向であり幅方向における機械的強度に優れるものの、長手方向の温湯収縮率や熱収縮応力が高すぎるものも存在し、フィルムロールから直接ボトルの周囲に胴巻きした後に熱収縮させた際の収縮仕上がり性が必ずしも良好であるとは言えないことが判明した。加えて、単純に「横延伸−中間熱処理−縦延伸」というプロセスを採用しただけでは、フィルムの靱性、粘性やタフネス性が必ずしも良好であるとは言えないことが判明した。
【0047】
それゆえ、本発明者らは、横延伸−中間熱処理−縦延伸を施した後のフィルムを処理することによって、胴巻き後の熱収縮時の収縮仕上がり性を改善できないか否かについて鋭意検討した。その結果、横延伸−中間熱処理−縦延伸というプロセス後のフィルムに、後述する(b)の手段(縦延伸後における最終的な熱セットおよび幅方向への緩和処理の実施)を講じることにより、胴巻き後の熱収縮時の収縮仕上がり性が飛躍的に改善できることを見出し、本発明を案出するに至った。以下、上記(a),(b)の各手段について順次説明する。
【0048】
(a)幅方向への延伸後の中間熱処理による収縮応力の制御
本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムを幅方向に延伸した後に、75℃以上140℃以下で、1.0秒以上20.0秒以下に亘って、熱処理(以下、中間熱処理という)することが必要である。この中間熱処理を行うことによって、ラベルとした場合に収縮斑が生じないフィルムを得ることが可能となる。そのように横延伸後に特定の中間熱処理を施すことにより収縮斑が生じないフィルムを得ることが可能となる理由は明らかではないが、特定の中間熱処理を施すことによって、幅方向への分子配向をある程度残存させつつ、幅方向の収縮応力を低減させることが可能となるためではないかと考えている。なお、熱処理の温度の下限は、85℃以上であると好ましく、90℃以上であるとより好ましい。また、熱処理の温度の上限は、135℃以下であると好ましく、130℃以下であるとより好ましい。一方、熱処理の時間は、1.0秒以上20.0秒以下の範囲内で原料組成に応じて適宜調整すればよい。
【0049】
(b)縦延伸後の最終セットおよび幅方向の緩和処理
本発明の横−縦延伸法によるフィルムの製造においては、上記のとおり、横延伸後に中間熱処理を施してから長手方向に延伸した後に、テンター内で幅方向の両端際をクリップによって把持した状態で90℃以上140℃以下の温度で加熱しながら幅方向に1%以上30%以下の範囲内で緩和させることが必要である。本発明の熱収縮性フィルムのように、長手方向の温湯熱収縮率(90℃)が15%以上40%未満といった比較的低い温湯熱収縮率を有する熱収縮性フィルムを得るためには、単純に縦方向への延伸倍率を調整することによって長手方向の温湯熱収縮率を調整するだけでは、フィルムの長尺方向に亘って所望する温湯熱収縮率を精度良く発現させるのは困難である。したがって、一旦、所望とする温湯熱収縮率を発現し得る延伸倍率よりも高い倍率となるように縦方向へ延伸した後に、フィルムに最終的な熱セット(最終セット)を加えると同時に幅方向への緩和処理を施すことにより、温湯熱収縮率を低減させて、所望する温湯熱収縮率となるように調整するのが好ましい。このように、フィルムを高い倍率で縦方向に延伸した後に最終的な熱セットを加えながら幅方向に適度な量だけ緩和させて、最終的なフィルムの縦方向および幅方向の温湯熱収縮率を微調整することによって、ラベルとして胴巻き方式で容器に巻き付けた後に熱収縮させた際の収縮仕上がり性を良好なものとすることが可能となる。緩和温度が90℃を下回ったり140℃を上回ったりすると、幅方向の温湯熱収縮率の微調整が困難となるので好ましくない。また、緩和量が1%を下回ると、幅方向の温湯熱収縮率の微調整が困難となるので好ましくなく、反対に、緩和量が30%を上回ると、長手方向の温湯熱収縮率の微調整が困難となるので好ましくない。
【0050】
上記した(a),(b)の手段を講じることによって、靭性、粘性やタフネス性の良好な熱収縮性ポリエステル系フィルムを得ることが可能となり、胴巻き後の熱収縮時の収縮仕上がり性も極めて良好になる。また、上記した(a),(b)の手段のうち、いずれかのみが、フィルムの長手方向における熱収縮性、低い自然収縮率、安定した製膜性、および、胴巻き後の収縮時の収縮仕上がり性、靭性やタフネス性に有効に寄与するものではなく、(a),(b)の手段を組み合わせて用いることにより、非常に効率的に、長手方向における適度な熱収縮性、低い自然収縮率、安定した製膜性、および、良好な収縮仕上がり性、靭性、タフネス性等を発現させることが可能となるものと考えられる。
【0051】
なお、上記した本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムの幅(横)方向への延伸は、テンター内で幅方向の両端際をクリップによって把持した状態で、Tg+5℃以上Tg+40℃以下の温度で2.5倍以上6.0倍以下の倍率となるように行う必要がある。延伸温度がTg+5℃を下回ると、延伸時に破断を起こし易くなるので好ましくなく、反対にTg+40℃を上回ると、幅方向の厚み斑が悪くなるので好ましくない。なお、横延伸の温度は、Tg+10℃以上であると好ましく、Tg+15℃以上であるとより好ましく、Tg+35℃以下であると好ましく、Tg+30℃以下であるとより好ましい。また、幅方向の延伸倍率が2.5倍を下回ると、生産性が悪いばかりでなく幅方向の厚み斑が悪くなるので好ましくなく、反対に6.0倍を上回ると、延伸時に破断を起こし易くなる上、緩和させるのに多大なエネルギーと大掛かりな装置が必要となり、生産性が悪くなるので好ましくない。なお、横延伸倍率は、3.0倍以上であると好ましく、3.5倍以上であるとより好ましく、5.5倍以下であると好ましく、5.0倍以下であるとより好ましい。
【0052】
本発明の横−縦延伸法によるフィルムの製造においては、中間熱処理を施したフィルムを長手方向に延伸する前に、フィルム端縁際の十分に横延伸されていない肉厚部分(主として横延伸時のクリップ把持部分)をトリミングしてもよい(特に、原料として結晶性の高い樹脂を使用する場合には、トリミングするのが好ましい)。具体的には、フィルムの左右の端縁近傍に位置し、中央部分の厚みの約1.1〜1.3倍の厚みの部分(肉厚部分)を、カッター等の工具を用いて切断し、この肉厚部分を除去しつつ、残りの部分のみを長手方向に延伸する方法を採用することができる。
【0053】
フィルム端部をトリミングする際には、トリミングする前のフィルムの表面温度が50℃以下となるように冷却しておくことが好ましい。そのようにフィルムを冷却することにより、切断面を乱すことなくトリミングすることが可能となる。また、フィルム端部のトリミングは、通常のカッター等を用いて行うことができるが、周状の刃先を有する丸刃を用いると、局部的に刃先が鈍くなる事態が起こらず、フィルム端部を長期間に亘ってシャープに切断し続けることができ、長手方向への延伸時における破断を誘発する事態が生じないので好ましい。
【0054】
原料として結晶性の高い樹脂を使用する場合には、長手方向への延伸前にフィルムの端部をトリミングすることによって、一旦熱固定したフィルムを均一に長手方向へ延伸することが可能となり、破断のない安定したフィルムの連続製造が可能となる。さらに、フィルムを均一に長手方向へ延伸することが可能となるため、長手方向の厚み斑の小さなフィルムを得ることができる。その上、フィルムの端部をトリミングすることによって、長手方向への延伸時におけるボーイングが回避され、左右の物性差の小さなフィルムを得ることが可能となる。
【0055】
熱収縮性ポリエステル系フィルムの厚みは、特に限定するものではないが、ラベル用熱収縮性フィルムとして10〜200μmが好ましく、20〜100μmがより好ましい。
【0056】
[レーザー溶着]
本発明の熱収縮性ラベルは、熱収縮性ポリエステル系フィルムの一方端を他方端に重ね合わせ、この重なった部分を、フィルム外表面からレーザー照射し、フィルムとフィルムの接触面を部分的に溶融させて接触面を密着させ、冷却することにより、両者を接合、一体化することにより得られる。
【0057】
レーザー溶着に使用されるレーザー光源としては、各波長のレーザーに対応する吸収剤が含まれていれば、種々のレーザー、例えば、固体レーザー(Nd:YAG励起、半導体レーザー励起等)、半導体レーザー(650〜980nm)、チューナブルダイオードレーザー(630〜1550nm)、チタンサファイアレーザー(Nd:YAG励起、690〜1000nm)、炭酸ガス(CO2)レーザー(10600nm)等が利用できる。これらのレーザー光源のうち、炭酸ガスレーザーであれば特定の吸収剤を添加せずとも無色透明な熱収縮性ポリエステル系フィルム同士の接着が可能であり、種々の印刷やデザインにも対応できるため、炭酸ガスレーザーを照射してラベルを製造することが好ましい。
【0058】
レーザーの照射条件としては、使用する熱収縮性ポリエステル系フィルムの組成や厚み等により適宜調整する必要があるが、例えば炭酸ガスレーザーの場合、走査速度20m/min〜200m/min、ビーム径1〜4mm、焦点距離20〜100mm、出力10〜100W程度の条件が好ましい。この範囲を外れる条件では、レーザーによる十分なフィルムの部分溶融が得られず接着性が低くなり、収縮装着時や商品流通時にラベルが剥がれてしまったり、レーザーによりフィルムの溶融が進みすぎてフィルムが接着せず、切断されてしまったりする場合がある。
【0059】
本発明では、溶剤や粘着剤等を用いることなく、フィルムをレーザー溶着により接合するので、溶剤臭等もなく、クリーンな状態でラベルを生産でき、かつ高速で接着強度の十分なラベルを得ることができる。また、レーザー光の強度や照射時間(露光量など)などを調整することにより、接着強度を調整することもでき、例えば、比較的少ない露光量で、接合強度を小さくすることもできる。そのため、必要に応じて、ラベルを容器から剥離しやすくしてリサイクルしやすくすることもできる。
【0060】
[ラベルの製造方法]
次に、本発明の熱収縮性ラベルの製造法について説明する。まず、熱収縮性ポリエステル系フィルムに、必要によりラベルの図柄を印刷し、ロール状に巻き取る。ロールからフィルムを繰り出し、フィルムを容器の外周に合わせた適当なサイズの筒状体に巻き付けながら、フィルム端部の上にフィルムが重ね合わさるように筒状体の全周を覆う。フィルムを重ね合わせた部分にレーザーを照射してフィルムとフィルムの接触面を部分的に溶融させて接触面を密着させ、冷却することにより両者を接合、一体化し、チューブ状に形成した後に、接着部に沿って余分なフィルムを切断することにより、本発明の熱収縮性ラベルが得られる。ロールからフィルムを繰り出した後、予めフィルムを所定の長さに切断し、切断したフィルムを筒状体に巻き付けながらフィルム端部にもう一方の端部を重ね合わせて筒状体の全周を覆い、重ね合わせた部分にレーザーを照射してフィルムとフィルムの接触面を接合することによっても、本発明のラベルを得ることが出来る。得られたラベルを容器の所望の位置に装着し、収縮処理を施すことでラベルが容器に密着した包装体が製造できる。また、フィルムを容器の全周を覆うように容器に直接巻き付け、フィルムを重ね合わせた部分にレーザーを照射して本発明のラベルを得ることもできる。この場合もロールから繰り出したフィルムをそのまま容器に巻き付けてもよいし、繰り出したフィルムを所定の長さに切断した後に容器に巻き付けてもよい。
【実施例】
【0061】
以下、実施例により本発明を詳細に説明するが、本発明は、これら実施例に何ら制限されるものではない。まず、実施例および比較例において作製したフィルムおよびラベルの評価方法について説明する。フィルムの評価結果は表2に、ラベルの評価結果は表3にまとめた。なお、以下の説明において、「部」とあるのは「質量部」を意味する。
【0062】
[熱収縮率(温湯熱収縮率)]
フィルムを10cm×10cmの正方形に裁断し、所定温度±0.5℃の温水中において、無荷重状態で10秒間処理して熱収縮させた。フィルムを直ちに25℃±0.5℃の水中に10秒間浸漬させた後、フィルムの縦および横方向の寸法を測定し、式1に従って、それぞれ熱収縮率を求めた。熱収縮率の大きい方向を最大収縮方向とした。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) 式1
【0063】
[最大熱収縮応力値]
フィルムを、主収縮方向×直交方向=200mm×15mmのサイズにカットした。(株)ボールドウィン社製 万能引張試験機 STM−50を、温度90℃に調整した上で、カットしたフィルムをセットし、10秒間保持したときの応力値の最大値を求めた。
【0064】
[破断前ヤング率の測定方法]
ASTM−D882にしたがって、長さ150mm×幅10mmに切り出したフィルム試料を、25℃、65%RHの雰囲気下で、(株)島津製作所社製オートグラフを用いて、試料長が100mmとなるように両端(長手方向に沿った両端)を掴んで、200mm/分の引張速度にて引っ張った場合の応力−歪み曲線を測定した。そして、破断時の伸長倍率の90%の倍率まで伸長した時点(破断時の伸長倍率から逆算)から破断時点までにおける応力と歪みとの比の平均値を、破断前ヤング率として算出した。
【0065】
[自然収縮率]
フィルムを、主収縮方向×直交方向=200mm×30mmのサイズに切り取り、40℃×65%RHの雰囲気下で700時間放置(エージング)した後、フィルムの主収縮方向における収縮量を測定し、式2によって自然収縮率を算出した。
自然収縮率={(エージング前の長さ−エージング後の長さ)/エージング前の長さ}×100(%) 式2
【0066】
[直角引裂強度の測定方法]
熱収縮前のフィルムを主収縮方向が長手方向になるように切断し、矩形の枠に長手方向の両端部を固定する。このとき、枠の長さより3%長くなるように試料を弛ませて枠に固定する。80±0.5℃の温水中に試料を枠毎、浸漬し、弛んだフィルムが枠内で緊張状態となるまで、約5秒、フィルムを主収縮方向に3%収縮させる。続いて、25℃の水に浸漬した後、取りだしてよく水気を拭き取る。
【0067】
続いて、上記収縮後のフィルムから、JIS K 7128−3に準じて、図1に示す形状の試験片Fを切り出した。なお、切り出しに際しては、試験片の長手方向をフィルムの主収縮方向とした。その後、万能引張試験機(商品名「テンシロン」;東洋精機社製)で試験片の両端を掴み、引張速度200mm/分の条件で、フィルムの幅方向における引張破壊時の強度(N)の測定を行った。下式3を用いて単位厚み(mm)当たりの直角引裂強度(N/mm)を算出した。
直角引裂強度=引張破壊時の強度÷厚み 式3
【0068】
[Tg(ガラス転移温度)]
セイコー電子工業株式会社製の示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、−40℃から120℃まで、昇温速度10℃/分で昇温し、熱流速曲線(DSC曲線)を測定した。DSC曲線の変曲点の前後に接線を引き、その交点をTg(ガラス転移温度)とした。
【0069】
[Tm(融点)]
上記示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、室温(23℃)から昇温速度10℃/分で昇温した時の熱流速曲線(DSC曲線)のピークの温度をTm(融点)とした。
【0070】
[ラベル密着性]
ボトルに装着された熱収縮後のラベルとボトルとを軽くねじったときのラベルのズレ具合を官能評価した。ラベルが動かなければ○、すり抜けたり、ラベルとボトルがずれたりした場合には×とした。
【0071】
[ラベル貼り合わせ部の接着性]
ボトルに装着された熱収縮後のラベルについて、フィルム同士が貼り合わせられた部分の表面に出ているほうのフィルム端を手(爪)で引掻いたときのフィルムの剥がれかたを官能評価した。剥がれず充分接着しているものを○、接着しているが軽い力で剥がれるものを△、接着してないものを×とした。
【0072】
[収縮仕上がり性]
ボトルへの熱収縮装着後の仕上がり性の評価は目視で行い、基準は下記の通りとした。
◎:シワ、飛び上り、収縮不足の何れも未発生で、かつ色の斑も見られない
○:シワ、飛び上り、または収縮不足が確認できないが、若干、色の斑が見られる
△:飛び上り、収縮不足の何れも未発生だが、ネック部の斑が見られる
×:シワ、飛び上り、収縮不足が発生
【0073】
[ラベル開封性]
予め主収縮方向と直交する方向に長さ2mmのノッチを入れておいたラベルを、PETボトルに装着し、熱収縮させた。ただし、ノッチはボトルを立てた際のラベルの上側に設けた。その後、ラベルを装着したボトルを5℃で24時間冷蔵し、冷蔵庫から取り出した直後のボトルのラベルをノッチ部から指先で引裂いた。縦方向に綺麗に裂け、ラベルをボトルから簡単に外すことができたボトルの本数を数え、全サンプル50本に対する割合(%)を算出した。
【0074】
[ポリエステルフィルム1の製造法]
エチレングリコール70モル%、ネオペンチルグリコール30モル%およびテレフタル酸100モル%とからなるポリエステル1(IV:0.72dl/g)70部とポリエチレンテレフタレート(IV:0.75dl/g:以下、ポリエステル2)30部とを混合して押出機に投入した。その後、この混合樹脂を280℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが200μmの未延伸フィルムを得た。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/minであった。また、未延伸フィルムのTgは67℃であった。その後、その未延伸フィルムを、横延伸ゾーン、中間ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。なお、当該テンターにおいては、横延伸ゾーンと中間熱処理ゾーンとの中間に位置した中間ゾーンの長さは、約40cmに設定されている。また、中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンからの熱風および熱処理ゾーンからの熱風が遮断されていた。
【0075】
テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に85℃で3.7倍に延伸し、中間ゾーンを通過させた後に(通過時間=約1.2秒)、中間熱処理ゾーンへ導き、幅方向に10%緩和させながら、105℃で6.0秒間に亘って熱処理した。厚み60μmの横一軸延伸フィルムが得られた。続いて、テンターの後方に設けられた左右一対のトリミング装置(周状の刃先を有する丸刃によって構成されたもの)を利用して、横一軸延伸フィルムの端縁際(中央のフィルム厚みの約1.2倍の厚みの部分)を切断し、切断部位の外側に位置したフィルムの端部を連続的に除去した。
【0076】
上記の端部をトリミングしたフィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後、表面温度95℃に設定された延伸ロール間で2.2倍に延伸した。その後、縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。なお、冷却前のフィルムの表面温度は約75℃であり、冷却後のフィルムの表面温度は約25℃であった。また、70℃から25℃に冷却するまでに要した時間は約1.0秒であり、フィルムの冷却速度は、45℃/秒であった。
【0077】
冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で115℃の雰囲気下で、幅方向に15%緩和させながら5.0秒間に亘って熱処理し、その後冷却した。冷却後、両端部を裁断除去することによって、約30μmの二軸延伸フィルムを所定の長さに亘って巻き取り、熱収縮性ポリエステルフィルム1からなるフィルムロールを得た。製造条件を表1に、フィルム1の評価結果を表2に示した。
【0078】
[ポリエステルフィルム2の製造法]
ポリエステル1とポリエステル2との混合比(質量比)を90:10に変更すると共に、縦延伸倍率を2.4倍に変更し、縦延伸後のフィルムを第2テンター内で幅方向に熱緩和させる際の温度を120℃に変更し、当該幅方向の緩和時における緩和量を20%に変更した以外は、ポリエステルフィルム1と同様の方法によってポリエステルフィルム2を連続的に製造した。なお、未延伸フィルムのTgは67℃であった。製造条件を表1に、フィルム2の評価結果を表2に示した。
【0079】
[ポリエステルフィルム3の製造法]
第1テンターにおける横延伸倍率を4.0倍に変更するとともに、縦延伸倍率を2.4倍に変更し、縦延伸後のフィルムを第2テンター内で幅方向に緩和させる際の温度を120℃に変更した以外は、ポリエステルフィルム1と同様の方法によってポリエステルフィルム3を連続的に製造した。製造条件を表1に、フィルム3の評価結果を表2に示した。
【0080】
[ポリエステルフィルム4の製造法]
ポリエステルフィルム1と同様にして得られた180μmの未延伸フィルムを、横延伸ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。そして、テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に75℃で4.0倍に延伸した後、中間熱処理ゾーンへ導き、110℃で6.0秒間に亘って熱処理することによって、厚み45μmの横一軸延伸フィルムを得た。続いて、この横一軸延伸フィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後に、表面温度90℃に設定された延伸ロール間で1.5倍に延伸した。この縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。冷却速度は、45℃/秒であった。
【0081】
そして、冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で110℃の雰囲気下で5.0秒間に亘って熱処理し、両縁部を裁断除去することによって、約30μmの二軸延伸フィルム(熱収縮性フィルム)を所定の長さに亘って巻き取り、フィルム4のロールを得た。製造条件を表1に、フィルム4の評価結果を表2に示した。
【0082】
【表1】
【0083】
【表2】
【0084】
実施例1
上記ポリエステルフィルム1のロールを用いて、東洋インキ製造(株)の草・金・白色のインキで3色印刷を施し、100mm幅にスリットし、印刷済みのフィルムロールを準備した。立てた状態の直径70mm×高さ150mmの紙製の円柱状筒体に上記印刷済みフィルムロールを印刷面が内側にかつフィルム長手方向が筒体の胴周方向に平行になるように巻き出しながら、フィルムを巻き付けた。フィルムが丁度筒体の外周を一周し、フィルム同士が重なり合った箇所に、最大出力40Wの発振機を用いて、レーザー光波長:10.6μm、出力:20W、焦点距離:20mm、レーザー走査速度50m/minの条件で炭酸ガスレーザーを照射して、巻きつけたフィルムを溶着して連続体とし、熱収縮性ラベルを作製した。これを立てた状態の290mlアルミニウムボトル缶(胴部の最大直径68mm、ネック部の直径30mm)に、フィルムの一端が缶の底部に沿うように、印刷面がボトル缶の外面に対面するように被せてラベルを装着し、長さ3mで92℃に保温された水蒸気炉シュリンクトンネルに送入し、10秒かけて通過させることにより、ラベルを収縮させてボトル缶の外周に密着させ、包装体(収縮後のラベル付き容器)を得た。収縮仕上がり性およびラベル貼り合わせ部の接着性ともに良好な包装体であった。ラベルとしての評価結果を表3に示す。
【0085】
実施例2
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム2を用いる以外は、実施例1と同様の方法で包装体を得た。ラベルとしての評価結果を表3に示す。
【0086】
実施例3
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム3を用いる以外は、実施例1と同様の方法で包装体を得た。ラベルとしての評価結果を表3に示す。
【0087】
実施例4
フィルム端同士の溶着の際の炭酸ガスレーザーの照射条件として、出力を30Wにした以外は、実施例1と同様の方法で包装体を得た。ラベルとしての評価結果を表3に示す。
【0088】
実施例5
フィルム端同士の接着の際の炭酸ガスレーザーの照射条件として、走査速度を30m/minにした以外は、実施例1と同様の方法で包装体を得た。ラベルとしての評価結果を表3に示す。
【0089】
比較例1
フィルム端同士の貼り合わせを、市販のエチレン−酢酸ビニル系ホットメルト接着剤(軟化点85℃)を用いて行う以外は、実施例1と同様の方法によって包装体を得た。ホットメルト接着剤塗布時の熱により収縮仕上がり性が悪くなり、またラベル貼り合わせ部も手で軽く剥がれ、充分な接着性が得られなかった。
【0090】
比較例2
フィルム端同士の貼り合わせを、1,3−ジオキソランを用いて溶剤接着により行う以外は、実施例1と同様の方法によってラベルの装着を試みたが、溶剤が垂れたり飛び散ったりしたため、均一な塗布ができず、フィルムの貼り合わせがうまくできなかった。
【0091】
比較例3
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム4を用いる以外は、実施例1と同様の方法で包装体を得た。熱収縮性フィルムの直交方向の温湯収縮率、破断前ヤング率とも本発明の範囲に入っておらず、胴巻き後の熱収縮時の収縮仕上がり性が不十分で、靭性、タフネス性が不良であった。
【0092】
【表3】
【産業上の利用可能性】
【0093】
本発明の熱収縮性ラベルは、PETボトル、ガラスボトル等のボトル用ラベルに好適である。
【図面の簡単な説明】
【0094】
【図1】直角引裂強度を測定する際の試験片の形状を示す説明図である。
【特許請求の範囲】
【請求項1】
少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、
上記熱収縮性ポリエステル系フィルムが、エチレンテレフタレートを主たる構成ユニットとし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下であるポリエステルから構成されていると共に、下記要件(1)〜(5)を満たす主収縮方向が長手方向の熱収縮性ポリエステル系フィルムであることを特徴とする熱収縮性ラベル。
(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満である、
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の温湯熱収縮率が−5%以上5%以下である、
(3)90℃で10秒間に亘って処理した場合における長手方向の最大熱収縮応力が2.5MPa以上7.0MPa以下である、
(4)フィルムの長手方向の破断前ヤング率が0.05GPa以上0.15GPa以下である、
(5)40℃、65%RHの雰囲気下で700時間以上に亘ってエージングした後の自然収縮率が0.05%以上1.5%以下である。
【請求項2】
上記熱収縮性ポリエステル系フィルムを80℃の温水中で長手方向に3%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が100N/mm以上300N/mm以下である請求項1に記載の熱収縮性ラベル。
【請求項3】
フィルム同士の重なった部分を溶着するために用いるレーザーが、炭酸ガスレーザーである請求項1または2に記載の熱収縮性ラベル。
【請求項4】
請求項1〜3のいずれかに記載の熱収縮性ラベルを製造する方法であって、請求項1に記載された熱収縮性ポリエステル系フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形することを特徴とする熱収縮性ラベルの製造方法。
【請求項5】
フィルム同士の重なった部分を溶着するために用いるレーザーが、炭酸ガスレーザーである請求項4に記載の熱収縮性ラベルの製造方法。
【請求項6】
容器に装着する前に、予め、フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することによりチューブ状に成形し、その後、容器に装着する工程を含む請求項4または5に記載の熱収縮性ラベルの製造方法。
【請求項7】
容器に直接フィルムを巻回した後、フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することによりチューブ状に成形することを特徴とする請求項4または5に記載の熱収縮性ラベルの製造方法。
【請求項1】
少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、フィルム端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形された熱収縮性ラベルであって、
上記熱収縮性ポリエステル系フィルムが、エチレンテレフタレートを主たる構成ユニットとし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下であるポリエステルから構成されていると共に、下記要件(1)〜(5)を満たす主収縮方向が長手方向の熱収縮性ポリエステル系フィルムであることを特徴とする熱収縮性ラベル。
(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満である、
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の温湯熱収縮率が−5%以上5%以下である、
(3)90℃で10秒間に亘って処理した場合における長手方向の最大熱収縮応力が2.5MPa以上7.0MPa以下である、
(4)フィルムの長手方向の破断前ヤング率が0.05GPa以上0.15GPa以下である、
(5)40℃、65%RHの雰囲気下で700時間以上に亘ってエージングした後の自然収縮率が0.05%以上1.5%以下である。
【請求項2】
上記熱収縮性ポリエステル系フィルムを80℃の温水中で長手方向に3%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が100N/mm以上300N/mm以下である請求項1に記載の熱収縮性ラベル。
【請求項3】
フィルム同士の重なった部分を溶着するために用いるレーザーが、炭酸ガスレーザーである請求項1または2に記載の熱収縮性ラベル。
【請求項4】
請求項1〜3のいずれかに記載の熱収縮性ラベルを製造する方法であって、請求項1に記載された熱収縮性ポリエステル系フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することにより、チューブ状に成形することを特徴とする熱収縮性ラベルの製造方法。
【請求項5】
フィルム同士の重なった部分を溶着するために用いるレーザーが、炭酸ガスレーザーである請求項4に記載の熱収縮性ラベルの製造方法。
【請求項6】
容器に装着する前に、予め、フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することによりチューブ状に成形し、その後、容器に装着する工程を含む請求項4または5に記載の熱収縮性ラベルの製造方法。
【請求項7】
容器に直接フィルムを巻回した後、フィルムの端部をフィルムの所定位置に重ね、フィルム同士が重なった部分にレーザーを照射して溶着することによりチューブ状に成形することを特徴とする請求項4または5に記載の熱収縮性ラベルの製造方法。
【図1】

【公開番号】特開2009−143097(P2009−143097A)
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願番号】特願2007−322188(P2007−322188)
【出願日】平成19年12月13日(2007.12.13)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成21年7月2日(2009.7.2)
【国際特許分類】
【出願日】平成19年12月13日(2007.12.13)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]