
熱収縮性ラベルおよびその製造方法
【課題】容器に装着する際に高遠に接着でき、仕上がり性が良好で、さらには、容器に巻き付けながら装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステルフィルムからなるラベルを提供する。
【解決手段】少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムを容器の周囲に巻回したフィルムの活性エネルギー線硬化型接着剤塗布部に、活性エネルギー線を照射することにより連続体に成形された熱収縮性ラベル。
【解決手段】少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムを容器の周囲に巻回したフィルムの活性エネルギー線硬化型接着剤塗布部に、活性エネルギー線を照射することにより連続体に成形された熱収縮性ラベル。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱収縮性ラベルに関し、特にペットボトル(ポリエチレンテレフタレート(PET)ボトル)、ガラスボトル等のボトルを被覆するための熱収縮性ラベルとその製造方法に関する。
【背景技術】
【0002】
近年、包装品の外観向上のための外装、内容物の直接的な衝突を避けるための包装、ガラス瓶またはプラスチックボトルの保護と商品の表示を兼ねたラベル包装等の用途に、各種樹脂からなる熱収縮性プラスチックフィルムが広範に使用されている。それらの熱収縮性プラスチックフィルムのうち、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等からなる延伸フィルムは、PET容器、ポリエチレン容器、ガラス容器等の各種の容器において、ラベルやキャップシールあるいは集積包装の目的で使用される。
【0003】
ところが、ポリ塩化ビニル系フィルムは、収縮特性には優れるものの、耐熱性が低い上に、焼却時に塩化水素ガスを発生したり、ダイオキシンの原因となる等の問題がある。また、ポリ塩化ビニル系フィルムをPET容器等の収縮ラベルとして用いると、容器をリサイクル利用する際に、ラベルと容器を分別しなければならない、という問題もある。一方、ポリスチレン系フィルムは、収縮後の仕上がり外観性が良好であるものの、耐溶剤性に劣るため、印刷の際に特殊な組成のインキを使用しなければならない、という不具合がある。また、ポリスチレン系フィルムは、高温で焼却する必要がある上に、焼却時に異臭を伴って多量の黒煙が発生するという問題がある。
【0004】
このため、耐熱性が高く、焼却が容易であり、耐溶剤性に優れたポリエステル系フィルムが、熱収縮性ラベルとして広汎に利用されるようになってきており、PET容器の流通量の増大に伴って、使用量が増加している傾向にある。
【0005】
これまで、熱収縮性ポリエステル系フィルムとしては、幅方向に大きく収縮させるものが広く利用されている。幅方向が主収縮方向である熱収縮性ポリエステル系フィルムは、幅方向への収縮特性を発現させるため幅方向に高倍率の延伸が施されているが、主収縮方向と直交する長手方向に関しては、低倍率の延伸が施されているだけであることが多く、延伸されていないものもある。このような長手方向に低倍率の延伸を施したフィルムや、幅方向のみしか延伸されていないフィルムは、長手方向の機械的強度が劣るという欠点がある。
【0006】
また、ボトルのラベルは、環状にしてボトルに装着した後に周方向に熱収縮させなければならないため、幅方向に熱収縮する熱収縮性フィルムをラベルとして装着する際には、フィルムの幅方向が周方向となるように環状体(チューブ)を形成した上で、その環状体を所定の長さ毎に切断してボトルに装着しなければならない。したがって、幅方向に熱収縮する熱収縮性フィルムからなるラベルをボトルに装着するのは、生産速度が高速になればなるほど困難になってくる。
【0007】
このため、最近では、フィルムロールから直接ボトルの周囲に装着することが可能な長手方向に熱収縮するフィルムが求められている。さらに、近年では、お弁当等の合成樹脂製の片開き容器の周囲を帯状のフィルムで覆うことによって容器を閉じた状態で保持するラッピング方法が開発されており、長手方向に収縮するフィルムは、そのような包装用途にも適している。したがって、長手方向に収縮するフィルムは、今後、需要が飛躍的に増大するものと見込まれる。
【0008】
こういったことから、出願人らは、主収縮方向が長手方向であり、主収縮方向と直交する方向(幅方向)における機械的強度の高い熱収縮性フィルムを得るべく鋭意検討し、その結果、横延伸−中間熱処理−縦延伸という特殊なプロセスによって、主収縮方向が長手方向であり、幅方向における機械的強度の高い熱収縮性フィルムが得られることを見出し、当該熱収縮性フィルムについて、先に提案した(特願2006−165212)。
【0009】
しかしながら、上記横延伸−中間熱処理−縦延伸というプロセスによって得られる熱収縮性フィルムは、主収縮方向が長手方向であり、幅方向における機械的強度に優れるものの、長手方向の温湯収縮率や熱収縮応力が高すぎるものも存在し、フィルムロールから直接ボトルの周囲に胴巻きした後に熱収縮させた際の収縮仕上がり性が必ずしも良好であるとは言えなかった。また、フィルムロールから直接ボトルの周囲に胴巻きする際には、ある程度ボトルに密着するように巻き付けることができるので、長手方向の温湯収縮率や熱収縮応力をさほど高くする必要はなく、逆に、長手方向の温湯収縮率や熱収縮応力が高すぎると、却って、ボトルの周囲に巻き付けて熱収縮させた際にボトルを締め付ける力が強くなりすぎて、ボトルを開栓する際に噴きこぼれが生じる虞がある。
【0010】
さらに、中央部に“くびれ”を有する形状のペットボトルのラベルとして使用する場合には、長手方向の温湯収縮率や熱収縮応力が高すぎると、熱収縮させた後の仕上がり状態が悪くなってしまう虞もあった。加えて、上記した横延伸−中間熱処理−縦延伸というプロセスによって得られる熱収縮性フィルムの中には、靭性(粘り強さ)やタフネス性が不十分なものも存在し、このような靭性やタフネス性が不十分なフィルムに後加工を施すと、強いテンションが加わった場合にフィルムが破断して大規模なトラブルが発生してしまう虞があった。
【0011】
また、これらの長手方向に収縮するフィルムをボトル等の容器に装着してフィルム連続体(ラベル)を成形するには、容器に適当な長さのフィルムの一端を貼着し、容器外周にフィルムを巻付けて、もう一方のフィルム端が上になるようにフィルム端同士を重ね合わせて貼り合せる方法が用いられる(例えば特許文献1)。これらの容器とフィルム、あるいはフィルム端同士の貼着には、粘着剤による貼着、接着剤による貼着、溶剤による貼着、熱シールによる貼着が挙げられる。
【0012】
しかしながら、これらのフィルムを容器に装着する工程で用いる貼着方法として、粘着剤を用いた場合には充分な接着力が得られず、収縮のための熱処理の際にラベルのずれや剥がれが発生してしまう。また、接着剤として例えばホットメルト接着剤を用いた場合には、接着剤の熱によるラベルのゆがみや、後工程での収縮不足等が起こり易いという問題があった。
【0013】
一方、溶剤接着も考えられるが、立った状態の容器にラベルが巻き付けられるため、溶剤接着では、溶剤の粘度が低過ぎて、垂れや飛び散りにより塗布が不均一になったり、周囲を汚染したりするといった問題がある。また、生産性向上の観点から高速装着を考慮すれば短時間で接着処理することが重要であり、ヒートシール法も考えられるが、ヒートシール法では高速かつ均一な処理が困難であった。
【特許文献1】特開2005−292195号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上記問題点を解消して、容器に装着する際に高速に接着でき、仕上がり性が良好で、さらには、容器に装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステル系フィルムからなるラベルを提供することを課題としている。
【課題を解決するための手段】
【0015】
上記目的を達成し得た本発明は、少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、容器の周囲に巻回したフィルムの活性エネルギー線硬化型接着剤塗布部に、活性エネルギー線を照射することにより連続体に成形された熱収縮性ラベルであって、
上記熱収縮性ポリエステル系フィルムが、エチレンテレフタレートを主たるユニットとし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下であるポリエステルから構成されていると共に、下記要件(1)〜(5)を満たす主収縮方向が長手方向の熱収縮性ポリエステル系フィルムであることを特徴とする熱収縮性ラベルである。
(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満である、
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の温湯熱収縮率が−5%以上5%以下である、
(3)90℃で10秒間に亘って処理した場合における長手方向の最大熱収縮応力が2.5MPa以上7.0MPa以下である、
(4)フィルムの長手方向の破断前ヤング率が0.05GPa以上0.15GPa以下である、
(5)40℃、65%RHの雰囲気下で700時間以上に亘ってエージングした後の自然収縮率が0.05%以上1.5%以下である。
【0016】
上記熱収縮性ポリエステル系ラベルにおいては、該熱収縮性ポリエステル系フィルムを80℃の温水中で長手方向に3%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が、100N/mm以上300N/mm以下であることが好ましい。
【0017】
本発明には、上記各要件を満足するポリエステル系フィルムを容器の周囲に巻回する前、巻回後、若しくは巻回しながら、フィルムの一部に活性エネルギー線硬化型接着剤を塗布し、活性エネルギー線を照射することにより連続体に成形する熱収縮性ラベルの製造方法も含まれる。
【0018】
上記製造方法においては、予め、上記容器および/または上記熱収縮性ポリエステル系フィルムの一部に、活性エネルギー線硬化型接着剤を塗布して、容器と熱収縮性ポリエステル系フィルムとを貼着しておく工程を含むことが好ましい。
【発明の効果】
【0019】
本発明によれば、容器に装着する際に高速に接着でき、仕上がり性が良好で、さらには、容器に巻き付けながら装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステル系フィルムからなるラベルを提供することができる。従って、PETボトル、ガラスボトル等のボトル用の熱収縮性ラベルとして有用である。
【発明を実施するための最良の形態】
【0020】
本発明は、少なくとも1軸に延伸され、主収縮方向が長手方向である熱収縮性ポリエステル系フィルムから得られる熱収縮性ラベルであって、容器の周囲に巻回したフィルムの活性エネルギー線硬化型接着剤塗布部に、活性エネルギー線を照射することにより連続体に成形されたものである熱収縮性ラベルに関する。
【0021】
[ポリエステルについて]
本発明で使用する熱収縮性ポリエステル系フィルムの原料として用いられるポリエステルを構成するジカルボン酸成分としては、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、オルトフタル酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、および脂環式ジカルボン酸が好ましく用いられる。3価以上の多価カルボン酸(たとえば、トリメリット酸、ピロメリット酸およびこれらの無水物等)は用いないことが好ましい。これらの多価カルボン酸を含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムは、必要な高収縮率を達成しにくくなる。
【0022】
本発明で使用するポリエステルを構成するジオール成分としては、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環式ジオール、ビスフェノールA等の芳香族系ジオール等が挙げられる。炭素数8個以上のジオール(たとえば、オクタンジオール等)や、3価以上の多価アルコール(たとえば、トリメチロールプロパン、トリメチロールエタン、グリセリン、ジグリセリン等)は用いないことが好ましい。これらのジオール、または多価アルコールを含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムは、必要な高収縮率を達成しにくくなる。
【0023】
本発明の熱収縮性ポリエステル系フィルムに用いるポリエステルは、エチレンテレフタレートを主たる構成ユニットとする。「主たる」というのは、ポリエステルを構成する全ユニット100モル%中、60モル%以上であることを意味する。このポリスエテルは、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下である。エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットは、17モル%以上であるのが好ましく、20モル%以上であるとより好ましい。エチレングリコール以外のグリコールとしては、ネオペンチルグリコールと1,4−シクロヘキサンジメタノールが、収縮仕上がり性等の点で好ましい。テレフタル酸以外のジカルボン酸由来のユニットとしてはイソフタル酸が好ましい。ただし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットが40モル%を超えると、フィルムの耐溶剤性が低下して、印刷工程でインキの溶媒(酢酸エチル等)によってフィルムの白化が起きたり、フィルムの耐破れ性が低下したりするため好ましくない。また、ユニットの含有量は、37モル%以下であるとより好ましく、35モル%以下であると特に好ましい。なお、エチレングリコール以外のグリコール由来のユニットとは、エチレングリコール以外のグリコールと例えばテレフタル酸とからなるエステルユニットであり、テレフタル酸以外のジカルボン酸由来のユニットとは、テレフタル酸以外のジカルボン酸と例えば、エチレングリコールからなるエステルユニットを意味する。
【0024】
また、熱収縮性ポリエステル系フィルムに用いるポリエステル中には、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコールをできるだけ含有させないことが好ましい。特に、ジエチレングリコールは、ポリエステル重合時の副生成成分のため、存在し易いが、本発明で使用するポリエステルでは、ジエチレングリコールの含有率が4モル%未満であることが好ましい。本発明で用いるポリエステルの極限粘度は、好ましくは0.50以上、さらに好ましくは0.60以上、特に好ましくは0.65以上である。ポリエステルの極限粘度が0.50未満であると結晶性が高くなり、十分な収縮率が得られなくなり、好ましくない。
【0025】
[要件(1)]
本発明のラベルに用いられる熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理(浸漬)したときに、収縮前後の長さから、下式1より算出されるフィルムの主収縮方向(長手方向)の熱収縮率(すなわち、90℃の温湯熱収縮率)が、15%以上40%未満であることが必要である。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) 式1
【0026】
90℃における長手方向の温湯熱収縮率が15%未満であると、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の温湯熱収縮率が40%以上であると、ラベルとして胴巻き方式で巻き付けた後の熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまうので好ましくない。90℃における長手方向の温湯熱収縮率は、17%以上であると好ましく、19%以上であるとより好ましく、21%以上であると特に好ましい。また、90℃における長手方向の温湯熱収縮率は、38%以下であると好ましく、36%以下であるとより好ましく、34%以下であると特に好ましい。
【0027】
[要件(2)]
熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから上式1により算出したフィルムの幅方向の温湯熱収縮率が、−5%以上5%以下であるものを用いる。90℃における幅方向の温湯熱収縮率が−5%未満であると、ボトルのラベルとして使用する際に良好な収縮外観を得ることができないので好ましくなく、反対に、90℃における幅方向の温湯熱収縮率が5%を上回ると、ラベルとして用いた場合に、熱収縮時に収縮に歪みが生じ易くなるので好ましくない。90℃における幅方向の温湯熱収縮率は、−4%以上であると好ましく、−3%以上であるとより好ましく、−2%以上であると特に好ましい。また、90℃における幅方向の温湯熱収縮率は、4%以下であると好ましく、3%以下であるとより好ましく、2%以下であると特に好ましい。
【0028】
[要件(3)]
本発明の熱収縮性ポリエステル系フィルムは、90℃で10秒間に亘って処理したときの長手方向の最大熱収縮応力が、2.5MPa以上7.0MPa以下であることも必要である。90℃における長手方向の最大熱収縮応力が2.5MPa未満であると、ボトルのラベルとして使用する際に、胴巻き後の熱収縮時に収縮不足を生じて良好な外観を得ることができなくなるので好ましくなく、反対に、90℃における長手方向の最大熱収縮応力が7.0MPaを上回ると、胴巻き後の熱収縮時に収縮歪みが生じ易くなるので好ましくない。90℃における長手方向の最大熱収縮応力は、3.0MPa以上であると好ましく、3.5MPa以上であるとより好ましく、4.0MPa以上であると特に好ましい。また、90℃における長手方向の最大熱収縮応力は、6.5MPa以下であると好ましく、6.0MPa以下であるとより好ましく、5.5MPa以下であると特に好ましい。
【0029】
[要件(4)]
本発明の熱収縮性ポリエステル系フィルムは、以下の方法で算出される長手方向の破断前ヤング率が、0.05GPa以上0.15GPa以下であることも重要である。
【0030】
・破断前ヤング率の測定方法
ASTM−D882にしたがって、所定の大きさ(長さ150mm×幅10mm)に切り出したフィルム試料を、25℃、65%RHの雰囲気下で、引張試験機を用いて、試料長が100mmとなるように両端(長手方向に沿った両端)を掴んで、200mm/分の引張速度にて引っ張った場合の応力−歪み曲線を測定する。そして、破断時の伸長倍率の90%の倍率となるように伸長した時点(破断時の伸長倍率から逆算)から破断時点までにおける応力と歪みとの比の平均値を、破断前ヤング率として算出する。
【0031】
長手方向の破断前ヤング率が0.05GPaを下回ると、フィルムの靭性やタフネス性が不十分となり、後加工時に強いテンションが加わった場合にフィルムが破断し易くなるので好ましくなく、反対に、長手方向の破断前ヤング率が0.15GPaを上回ると、フィルムの靭性やタフネス性が高すぎて、フィルムを切断する際のカット性が悪くなるので好ましくない。なお、長手方向の破断前ヤング率の下限値は、0.06GPa以上であると好ましく、0.07GPa以上であるとより好ましく、0.08GPa以上であると特に好ましい。また、長手方向の破断前ヤング率の上限値は、0.14GPa以下であると好ましく、0.13GPa以下であるとより好ましく、0.12GPa以下であると特に好ましい。
【0032】
[要件(5)]
熱収縮性ポリエステル系フィルムは、40℃、65%RHの雰囲気下で700時間以上に亘ってエージング(保存)した後の自然収縮率(長手方向)が、0.05%以上1.5%以下であることが必要である。なお、自然収縮率は、下式2を用いて算出することができる。
自然収縮率={(エージング前の長さ−エージング後の長さ)/エージング前の長さ}×100(%) 式2
【0033】
自然収縮率が1.5%を上回ると、ロール状に巻き取られた製品を保管しておく場合に、巻き締まりが起こり、フィルムにシワが入り易いので好ましくない。自然収縮率は小さいほど好ましいが、測定精度の面から、0.05%程度が下限であると考えている。また、自然収縮率は、1.3%以下であると好ましく、1.1%以下であるとより好ましく、1.0%以下であると特に好ましい。
【0034】
[直角引裂強度]
熱収縮性ポリエステル系フィルムは、80℃の温水中で長手方向に3%収縮させた後に、以下の方法で単位厚み当たりの幅方向の直角引裂強度を求めたときに、その幅方向の直角引裂強度が100N/mm以上300N/mm以下であることが好ましい。
【0035】
・直角引裂強度の測定方法
熱収縮前のフィルムを主収縮方向が長手方向になるように切断し、矩形の枠に長手方向の両端部を固定する。このとき、枠の長さより3%長くなるように試料を弛ませて枠に固定する。80±0.5℃の温水中に試料を枠ごと浸漬し、弛んだフィルムが枠内で緊張状態となるまで、約5秒、フィルムを主収縮方向に3%収縮させる。続いて、25℃の水に浸漬した後、取りだしてよく水気を拭き取る。
【0036】
続いて、上記収縮後のフィルムから、JIS K−7128−3に準じて、所定の大きさの試験片としてサンプリングする。その後に、万能引張試験機で試験片の両端を掴み、引張速度200mm/分の条件で、フィルムの幅方向における引張破壊時の強度(N)の測定を行う。そして、下式3を用いて単位厚み(mm)当たりの直角引裂強度(N/mm)を算出する。
直角引裂強度=引張破壊時の強度÷厚み 式3
【0037】
80℃の温水中で長手方向に3%収縮させた後の直角引裂強度が100N/mmより小さいと、ラベルとして使用した場合に、運搬中の落下等の衝撃によって簡単に破れてしまう事態が生ずる可能性があるので好ましくなく、反対に、直角引裂強度が300N/mmより大きいと、ラベルを引き裂く際のカット性(引き裂き易さ)が不良となるため好ましくない。直角引裂強度は、125N/mm以上であると好ましく、150N/mm以上であるとより好ましく、175N/mm以上であるとさらに好ましい。また、直角引裂強度は、275N/mm以下であるとより好ましく、250N/mm以下であるとさらに好ましく、225N/mm以下であると特に好ましい。
【0038】
[フィルムの製造方法]
本発明のラベルに用いられる熱収縮性ポリエステル系フィルムは、上記したポリエステル原料を押出機により溶融押し出しして未延伸フィルムを形成し、その未延伸フィルムを以下に示す方法により、二軸延伸して熱処理することによって得ることができる。なお、ポリエステルは、前記した好適なジカルボン酸成分とジオール成分とを公知の方法で重縮合させることで得ることができる。また、通常は、チップ状のポリエステルを2種以上混合してフィルムの原料として使用する。
【0039】
原料樹脂を溶融押し出しする際には、ポリエステル原料をホッパードライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥するのが好ましい。そのようにポリエステル原料を乾燥させた後に、押出機を利用して、200〜300℃の温度で溶融しフィルム状に押し出す。かかる押し出しに際しては、Tダイ法、チューブラー法等、既存の任意の方法を採用することができる。
【0040】
そして、押し出し後のシート状の溶融樹脂を急冷することによって未延伸フィルムが得られる。なお、溶融樹脂を急冷する方法としては、溶融樹脂を口金から回転ドラム上にキャストして急冷固化することにより、実質的に未配向の樹脂シートを得る方法を好適に採用することができる。
【0041】
さらに、得られた未延伸フィルムを、後述するように、所定の条件で幅方向に延伸した後に、一旦、熱処理し、その後、所定の条件で長手方向に延伸(縦延伸)し、この縦延伸後のフィルムを急冷することによって、本発明のラベルに用いられる熱収縮性ポリエステル系フィルムが得られる。以下、熱収縮性ポリエステル系フィルムを得るための好ましい二軸延伸・熱処理方法について、従来の熱収縮性ポリエステル系フィルムの二軸延伸・熱処理方法との差異を考慮しつつ詳細に説明する。
【0042】
[熱収縮性ポリエステル系フィルムの好ましい延伸・熱処理方法]
通常の熱収縮性ポリエステル系フィルムは、収縮させたい方向に未延伸フィルムを延伸することによって製造される。従来から長手方向に収縮する熱収縮性ポリエステル系フィルムについての要求は高かったものの、未延伸フィルムを単純に長手方向に延伸するだけでは幅の広いフィルムが製造できないため、生産性が悪い上、厚み斑のない良好なフィルムを製造することができない。また、予め幅方向に延伸した後、長手方向に延伸する方法を採用すると、長手方向への収縮量が不十分となったり、幅方向に不必要に収縮するものとなってしまう。
【0043】
例えば、特開平8−244114号公報には、長手方向の機械的特性を向上させるために、未延伸フィルムを所定の条件下で縦−横−縦の順に延伸する方法が示されているが、本発明者らのパイロット機での追試によれば、この方法では、主収縮方向である長手方向への収縮性の十分なフィルムを得ることができない上、製造されたフィルムロールに幅方向のシワが発生し易くなることが判明した。加えて、長手方向への収縮性を上げるべく縦方向の延伸倍率(1段目の縦延伸倍率あるいは2段目の縦延伸倍率)を増加させると、最終的に長手方向に延伸する際にフィルムの破断が多発して連続的に安定した製造を行うことが困難であることも判明した。また、上記追試によって得られたフィルムは、自然収縮率が大きく、製造されたフィルムロールに長手方向のシワが発生した。
【0044】
本発明者らは、最終的に長手方向の収縮量を大きくするためには、特開平8−244114号公報のように長手方向および幅方向に二軸延伸した後に長手方向に延伸する方法は不利であり、単純に幅方向に延伸した後に長手方向に延伸する方が有利ではないかと考えた。そして、そのような幅方向の延伸後に長手方向に延伸する方法(以下、単に、横−縦延伸法という)において、各延伸工程における条件によりフィルムの長手方向の温湯収縮率、自然収縮率等の特性がどのように変化するかについて鋭意検討した。その結果、横−縦延伸法によるフィルム製造の際に、後述する(a)の手段(幅方向への延伸後に中間熱処理を施すことによる収縮応力の制御)を施すことにより、長手方向の温湯収縮率や熱収縮応力を高くすることができ、連続的に安定して製造することが可能となることを突き止めた。
【0045】
ところが、そのような(a)の手段を施した熱収縮性フィルム(すなわち、「横延伸−中間熱処理−縦延伸」という特殊なプロセスによって得られる熱収縮性フィルム)は、主収縮方向が長手方向であり幅方向における機械的強度に優れるものの、長手方向の温湯収縮率や熱収縮応力が高すぎるものも存在し、フィルムロールから直接ボトルの周囲に胴巻きした後に熱収縮させた際の収縮仕上がり性が必ずしも良好であるとは言えないことが判明した。加えて、単純に「横延伸−中間熱処理−縦延伸」というプロセスを採用しただけでは、フィルムの靭性、粘性やタフネス性が必ずしも良好であるとは言えないことも判明した。
【0046】
そこで、本発明者らは、横延伸−中間熱処理−縦延伸を施した後のフィルムを処理することによって、胴巻き後の熱収縮時の収縮仕上がり性を改善できないか否かについて鋭意検討した。その結果、横延伸−中間熱処理−縦延伸というプロセス後のフィルムに、後述する(b)の手段(縦延伸後における最終的な熱セットおよび幅方向への緩和処理の実施)を講じることにより、胴巻き後の熱収縮時の収縮仕上がり性を飛躍的に改善できることを見出し、本発明を案出するに至った。以下、上記(a),(b)の各手段について順次説明する。
【0047】
(a)幅方向への延伸後の中間熱処理による収縮応力の制御
本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムを幅方向に延伸した後に、75℃以上140℃以下の温度で、1.0秒以上20.0秒以下に亘って、熱処理(以下、中間熱処理という)することが必要である。この中間熱処理を行うことによって、ラベルとした場合に収縮斑が生じ難いフィルムを得ることが可能となる。そのように横延伸後に特定の中間熱処理を施すことにより収縮斑が生じ難いフィルムを得ることが可能となる理由は明らかではないが、特定の中間熱処理を施すことによって、幅方向への分子配向をある程度残存させつつ、幅方向の収縮応力を低減させることが可能となるためではないかと考えている。なお、熱処理の温度の下限は、85℃以上であると好ましく、90℃以上であるとより好ましい。また、熱処理の温度の上限は、135℃以下であると好ましく、130℃以下であるとより好ましい。一方、熱処理の時間は、1.0秒以上20.0秒以下の範囲内で原料組成に応じて適宜調整すればよい。
【0048】
(b)縦延伸後の最終セットおよび幅方向の緩和処理
本発明の横−縦延伸法によるフィルムの製造においては、上記の通り、横延伸後に中間熱処理を施してから長手方向に延伸した後に、テンター内で幅方向の両端際をクリップによって把持した状態で、90℃以上140℃以下の温度で加熱しながら、幅方向に1%以上30%以下の範囲内で緩和させることが必要である。すなわち、本発明の熱収縮性フィルムのように、長手方向の温湯熱収縮率(90℃)が15%以上40%未満といった比較的低い温湯熱収縮率を有する熱収縮性フィルムを得るためには、単純に縦方向への延伸倍率を調整することによって長手方向の温湯熱収縮率を調整するのでは、フィルムの長尺方向に亘って所望する温湯熱収縮率を精度良く発現させるのは困難である。したがって、一旦、所望とする温湯熱収縮率を発現し得る延伸倍率よりも高い倍率となるように縦方向へ延伸した後に、フィルムに最終的な熱セット(最終セット)を加えると同時に、幅方向への緩和処理を施すことにより、温湯熱収縮率を低減させて、所望する温湯熱収縮率となるように調整するのが好ましい。このように、フィルムを高い倍率で縦方向に延伸した後に最終的な熱セットを加えながら幅方向に適度な量だけ緩和させて、最終的なフィルムの縦方向および幅方向の温湯熱収縮率を微調整することによって、ラベルとして胴巻き方式で容器に巻き付けた後に熱収縮させた際の収縮仕上がり性を良好なものとすることが可能となる。緩和温度が90℃を下回ったり140℃を上回ったりすると、幅方向の温湯熱収縮率の微調整が困難となるので好ましくない。また、緩和量が1%を下回ると、幅方向の温湯熱収縮率の微調整が困難となるので好ましくなく、反対に、緩和量が30%を上回ると、長手方向の温湯熱収縮率の微調整が困難となるので好ましくない。
【0049】
上記した(a),(b)の手段を講じることによって、靭性、粘性やタフネス性の良好な熱収縮性ポリエステル系フィルムを得ることが可能となり、胴巻き後の熱収縮時の収縮仕上がり性も極めて良好になる。また、上記した(a),(b)の手段の内、いずれかのみが、フィルムの長手方向における熱収縮性、低い自然収縮率、安定した製膜性、および、胴巻き後の収縮時の収縮仕上がり性、靭性やタフネス性に有効に寄与するものではなく、(a),(b)の手段を組み合わせて用いることにより、非常に効率的に、長手方向における適度な熱収縮性、低い自然収縮率、安定した製膜性、および、良好な収縮仕上がり性、靭性、タフネス性等を発現させることが可能となるものと考えられる。
【0050】
なお、上記した本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムの幅(横)方向への延伸は、テンター内で幅方向の両端際をクリップによって把持した状態で、Tg+5℃以上Tg+40℃以下の温度で2.5倍以上6.0倍以下の倍率となるように行う必要がある。延伸温度がTg+5℃を下回ると、延伸時に破断を起こし易くなるので好ましくなく、反対にTg+40℃を上回ると、幅方向の厚み斑が悪くなるので好ましくない。なお、横延伸の温度は、Tg+10℃以上であると好ましく、Tg+15℃以上であるとより好ましく、Tg+35℃以下であると好ましく、Tg+30℃以下であるとより好ましい。また、幅方向の延伸倍率が2.5倍を下回ると、生産性が悪いばかりでなく幅方向の厚み斑が悪くなるので好ましくなく、反対に6.0倍を上回ると、延伸時に破断を起こし易くなる上、緩和させるのに多大なエネルギーと大掛かりな装置が必要となり、生産性が悪くなるので好ましくない。なお、横延伸の倍率は、3.0倍以上であると好ましく、3.5倍以上であるとより好ましく、5.5倍以下であると好ましく、5.0倍以下であるとより好ましい。
【0051】
本発明の横−縦延伸法によるフィルムの製造においては、中間熱処理を施したフィルムを長手方向に延伸する前に、フィルム端縁際の十分に横延伸されていない肉厚部分(主として横延伸時のクリップ把持部分)をトリミングしても良い(特に、原料として結晶性の高い樹脂を使用する場合には、トリミングするのが好ましい)。具体的には、フィルムの左右の端縁近傍に位置し、中央部分の厚みの約1.1〜1.3倍の厚みの部分(肉厚部分)を、カッター等の工具を用いて切断し、この肉厚部分を除去しつつ、残りの部分のみを長手方向に延伸する方法を採用することができる。
【0052】
フィルム端部をトリミングする際には、トリミングする前のフィルムの表面温度が50℃以下となるように冷却しておくことが好ましい。そのようにフィルムを冷却することにより、切断面を乱すことなくトリミングすることが可能となる。また、フィルム端部のトリミングは、通常のカッター等を用いて行うことができるが、周状の刃先を有する丸刃を用いると、局部的に刃先が鈍くなる事態が起こらず、フィルム端部を長期間に亘ってシャープに切断し続けることができ、長手方向への延伸時における破断を誘発する事態が生じないので好ましい。
【0053】
原料として結晶性の高い樹脂を使用する場合には、長手方向への延伸前にフィルムの端部をトリミングすることによって、一旦熱固定したフィルムを均一に長手方向へ延伸することが可能となり、破断のない安定したフィルムの連続製造が可能となる。さらに、フィルムを均一に長手方向へ延伸することが可能となるため、長手方向の厚み斑の小さなフィルムを得ることができる。その上、フィルムの端部をトリミングすることによって、長手方向への延伸時におけるボーイングが回避され、左右の物性差の小さなフィルムを得ることが可能となる。
【0054】
熱収縮性ポリエステル系フィルムの厚みは、特に限定するものではないが、ラベル用熱収縮性フィルムとしては、10〜200μmが好ましく、20〜100μmがより好ましい。
【0055】
[活性エネルギー線の照射による接着]
次に活性エネルギー線硬化型接着剤について説明する。本発明では、高速接着のために、容器に巻回した熱収縮性ポリエステル系フィルムの端部同士を接着するのに、活性エネルギー線硬化型接着剤を用いる。本発明で使用する接着剤は、活性エネルギー線、特に紫外線や電子線を利用して硬化可能な無溶剤型の液状樹脂を用いた接着剤であり、これには、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエステル(メタ)アクリレート等が挙げられる。
【0056】
これらの中でも、本発明では、熱収縮性ポリエステル系フィルムとの接着性等の観点から特にウレタン(メタ)アクリレートからなる活性エネルギー線硬化型接着剤が好ましく、中でも、ポリオール成分としてポリエステルポリオールを用いて得られるウレタン(メタ)アクリレートが好ましい。
【0057】
最も好ましいのは、下記原料化合物(1)〜(3)を反応させて得られる成分中、原料化合物(1)の繰り返し単位数が2以上で、且つ、原料化合物(1)の構成単位あたり2.7〜11個のウレタン結合基および/またはウレア結合基を有する分子量が1000〜20000のウレタンアクリレート(A)と、テトラヒドロフルフリル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、トルイルオキシエチル(メタ)アクリレート、N−ビニルピロリドンおよび(メタ)アクリロイルモルホリンよりなる群から選択される1種以上のラジカル重合性モノマー(B)を含有する活性エネルギー線硬化型接着剤が好ましい。
(1)芳香族ジカルボン酸に由来する構成単位を、ジカルボン酸に由来する構成単位100モル%中40モル%以上含有し、かつ分子量が1000〜10000である共重合ポリエステルポリオール
(2)ポリイソシアネート化合物
(3)1個以上の(メタ)アクリロイルオキシ基と1個以上のヒドロキシル基を有する化合物
【0058】
上記(1)の共重合ポリエステルポリオールは、ジカルボン酸成分とグリコール成分とから得られるものである。必須成分である芳香族ジカルボン酸は、芳香族性を有する基を分子内に有するジカルボン酸であり、例えば、無水フタル酸、テレフタル酸、イソフタル酸、オルソフタル酸、1,5−ナフタル酸などが代表的なものとして挙げられる。必要により、トリメリット酸、トリメシン酸、ピロメリット酸などのトリ及びテトラカルボン酸を少量含んでいてもよい。芳香族ジカルボン酸以外で共重合可能なジカルボン酸としては、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジカルボン酸等の脂肪族ジカルボン酸、1,2−ヘキサヒドロフタル酸、1,3−ヘキサヒドロフタル酸、1,4−ヘキサヒドロフタル酸、パーヒドロナフタレンジカルボン酸等の脂環族ジカルボン酸、フマール酸、マレイン酸、イタコン酸等の不飽和ジカルボン酸、テトラヒドロフタル酸、シクロブテンジカルボン酸等の不飽和脂環族ジカルボン酸、p−ヒドロキシエチルオキシ安息香酸、ε−カプロラクトン等のオキシ酸が挙げられる。
【0059】
グリコール成分としては、例えば、エチレングリコール、プロピレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,9−ノナンジオール、ネオペンチルグリコール、ジエチレングリコール、ジプロピレングリコール、2,2,4−トリメチル−1,3−ペンタンジオール、1,4−シクロヘキサンジメタノール、スピログリコール、1,4−フェニレングリコール、1,4−フェニレングリコールのエチレンオキサイド付加物、ビスフェノールAのエチレンオキサイド付加物及びプロピレンオキサイド付加物、水素化ビスフェノールAのエチレンオキサイド付加物及びプロピレンオキサイド付加物、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールなどのジオールなどがある。必要によりトリメチロールエタン、トリメチロールプロパン、グリセリン、ペンタエリスリトールなどのトリオール及びテトラオールを少量含んでいてもよい。
【0060】
このようなジカルボン酸成分とグリコール成分より共重合ポリエステルポリオールを得るためには、ジカルボン酸原料に対して、グリコール原料を過剰に用いて合成すればよい。この際、カルボキシル基末端が共重合ポリエステル中に50eq/106g未満になるように合成することが望ましい。50eq/106g以上になると、後述のウレタンアクリレート(A)を合成する際に、ポリイソシアネート化合物(2)との反応における不活性末端が多くなりすぎ、目的とするウレタンアクリレートが得られず、活性エネルギー線に対する硬化性が低下するおそれがある。カルボキシル基末端は30eq/106g以下がより好ましく、20eq/106g以下がさらに好ましい。なお、反応時には、必要により公知のエステル化触媒を用いてもよい。
【0061】
本発明で使用するポリエステルポリオール(1)は、芳香族ジカルボン酸に由来する構成単位を、ジカルボン酸に由来する構成単位中100モル%中40モル%以上含有し、分子量が1000〜10000の範囲が好ましい。芳香族ジカルボン酸成分が40モル%未満では、接着性が低下し、また硬化物の耐熱性も低下するために好ましくない。また、分子量が1000未満では接着性が低下し、硬化物の柔軟性が不十分になるおそれがある。分子量が10000を超えるとウレタン化反応性が低下する場合があり、また、粘性が高くなるためハンドリング性が低下するおそれがあるため好ましくない。
【0062】
本発明で使用されるポリイソシアネート化合物(2)としては、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、p−フェニレンジイソシアネート、ビフェニルメタンジイソシアネート、m−フェニレンジイソシアネート、ヘキサメチレンジイソシアネート、テトラメチレンジイソシアネート、3,3’−ジメトキシ−4,4’−ビフェニレンジイソシアネート、2,4−ナフタレンジイソシアネート、3,3’−ジメチル−4,4’−ビフェニレンジイソシアネート、4,4’−ジフェニレンジイソシアネート、4,4’−ジイソシアネートジフェニルエーテル、1,5’−ナフタレンジイソシアネート、p−キシリレンジイソシアネート、m−キシリレンジイソシアネート、1,3−ジイソシアネートメチルシクロヘキサン、1,4−ジイソシアネートジシクロヘキサン、4,4’−ジイソシアネートジシクロヘキサン、4,4’−ジイソシアネートジシクロヘキシルメタン、イソホロンジイソシアネート等のジイソシアネート化合物が挙げられる。また、全イソシアネート化合物の内7モル%以下であれば、2,4−トリレンジイソシアネートの3量体、ヘキサメチレンジイソシアネートの3量体等のトリイソシアネート化合物を含んでいてもよい。これらのイソシアネート化合物では、特にイソホロンジイソシアネート、ヘキサメチレンジイソシアネートが耐候性の点で好ましい。
【0063】
本発明で使用される1個以上の(メタ)アクリロイルオキシ基と1個以上のヒドロキシル基を有する化合物(3)としては、エチレングリコール、ジエチレングリコール、ヘキサメチレングリコール等のグリコールのモノ(メタ)アクリレート;2−ヒドロキシエチル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレート;トリメチロールプロパン、グリセリン、トリメチロールエタン等のトリオール化合物のモノ(メタ)アクリレート及びジ(メタ)アクリレート;ペンタエリスリトール、ジペンタエリスリトール等の4価以上のポリオールのモノ(メタ)アクリレート、ジ(メタ)アクリレート、トリ(メタ)アクリレート;グリセリンモノアリルエーテル、グリセリンジアクリルエーテル等のヒドロキシル基含有アクリル系化合物が挙げられる。
【0064】
本発明で使用されるウレタンアクリレート(A)には、必要に応じて、前記(1)以外のポリオール及び/またはポリアミン(4)を鎖延長剤として使用してもよい。前記(1)以外のポリオールとしては、エチレングリコール、プロピレングリコール等の前記共重合ポリエステルポリオール(1)のグリコール成分等が挙げられる。またポリアミンとしては、ヘキサメチレンジアミン、ジアミノジフェニルメタン、N−メチルジエタノールアミン、分子中に1級または2級のアミノ基を2個以上有する、末端アミノ化ポリブタジエン等の高分子量ポリアミン等が挙げられる。また、これらの化合物と同様に水を使用してもかまわない。
【0065】
本発明で使用されるウレタンアクリレート(A)は、前記共重合ポリエステルポリオール(1)とポリイソシアネート化合物(2)を[NCO]/[OH]<2で反応させて、イソシアネート末端ウレタンプレポリマーを得た後、1個以上の(メタ)アクリロイルオキシ基と1個以上の水素基を有する化合物(3)を反応させて得ることができる。別なる製法としては、前記共重合ポリエステルポリオール(1)とポリイソシアネート化合物(2)を[NCO]/[OH]≧2で反応させて、イソシアネート末端プレポリマーを得た後、1個以上の(メタ)アクリロイルオキシ基と1個以上の水素基を有する化合物(3)と上記(1)以外のポリオール及び/またはポリアミン(4)を反応させて得ることができる。また、ウレタンアクリレート(A)は、原料化合物(1)〜(3)(必要により(4))を、一定比率で一括して仕込み、反応させる方法によっても得ることが可能である。なお、反応時には必要に応じて公知の触媒を添加してもよい。
【0066】
このようにして得られる本発明に係るウレタンアクリレート(A)は、分子量が1000〜20000の範囲内であるのが好ましく、分子中に繰り返し単位数が2以上で、且つ、構成単位あたりに2.7〜11個のウレタン結合基及び/またはウレア結合基を有することが好ましい。分子量が1000より小さくなると、硬化時の歪みが大きくなり、接着性が悪くなるおそれがあり、好ましくない。分子量が20000を超えると、後述のラジカル重合性モノマー(B)との相溶性が悪くなり、結果として粘度が高くなりすぎ使用困難になる等の問題が生じる場合があり、好ましくない。繰り返し単位数が1個のときには、硬化物の強度および接着性が不足するおそれがある。また繰り返し単位数が2個以上であっても、分子中のウレタン結合基及び/またはウレア結合基が、構成成分であるポリエステルポリオール(1)の単位当り2.7個未満であると、接着性が低下したり、硬化物の強靭性も不足する場合がある。11個を超えると接着性が低下する上、ウレタン結合等によって粘度が高くなる可能性あるため好ましくない。
【0067】
活性エネルギー線硬化型接着剤には、ラジカル重合性モノマー(B)が含まれる。ラジカル重合性モノマー(B)は、テトラヒドロフルフリル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、トルイルオキシエチル(メタ)アクリレート、Nービニルピロリドンおよび(メタ)アクリロイルモルホリンよりなる群から選択される1種以上のモノマーである。他の公知のラジカル重合性モノマーも添加しても構わないが、上記のラジカル重合性モノマー(B)は、ポリエステルに対する接着性に優れているため、好適に用いられる。
【0068】
これらの化合物を使用した活性エネルギー線硬化型接着剤は、活性エネルギー線に対する硬化性、ポリエステルに対する接着性、柔軟性、耐侯性、耐水性、耐熱性および耐薬品性に優れており好ましい。
【0069】
本発明の活性エネルギー線硬化型接着剤には、必要により、光重合開始剤(C)を添加することができる。光重合開始剤としては、ジエトキシアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、ベンジルジメチルケタール、1−(4−イソプロピルフェニル)−2−ヒドロキシ−2−メチルプロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−(2−ヒドロキシ−2−プロピル)ケトン、1−ヒドロキシシクロヘキシル−フェニルケトン、2−メチル−2−モルホリノ(4−チオメチルフェニル)プロパン−1−オン等のアセトフェノン類、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル等のベンゾインエーテル類、ベンゾフェノン、o−ベンゾイル安息香酸メチル、4−フェニルベンゾフェノン、ヒドロキシベンゾフェノン、4−ベンゾイル−4’−メチル−ジフェニルサルファイド、アルキル化ベンゾフェノン、3,3’,4,4’−テトラ(t−ブチルパーオキシカルボニル)ベンゾフェノン、4−ベンゾイル−N,N−ジメチル−N−[2−(1−オキソ−2−プロペニルオキシ)エチル]ベンゼンメタナミニウムブロミド、(4−ベンゾイルベンジル)トリメチルアンモニウムクロリド等のベンゾフェノン類、2−イソプロピルチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、2,4−ジクロロチオキサントン等のチオキサントン類が挙げられる。これらは単独で用いても複数を使用してもよい。
【0070】
また、上記光重合開始剤(C)と共に、トリエタノールアミン、メチルジエタノールアミン、トリエタノールアミン、4−ジメチルアミノ安息香酸メチル、4−ジメチルアミノ安息香酸エチル、4−ジメチルアミノ安息香酸イソアミル、安息香酸(2−ジメチルアミノ)エチル、4,4'−ジメチルアミノベンゾフェノン、4,4’−ジエチルアミノベン
ゾフェノン等の光増感剤を併用してもよい。
【0071】
本発明の活性エネルギー線硬化型接着剤は、上記のウレタンアクリレート(A)、ラジカル重合性モノマー(B)を配合したものであり、必要により光重合開始剤(C)を添加したものである。その配合比率は任意に設定することができるが、質量比で(A)/(B)/(C)=10〜70/10〜70/0〜10の範囲が好ましい。成分(A)が10質量%未満になるとウレタンアクリレートの特性が失われ、接着性の低下や、柔軟性・耐侯惟の低下が生じて好ましくない。また、成分(A)が70質量%を超えると、粘度が高くなり過ぎて使用が困難になると共に、活性エネルギー線に対する硬化性が悪くなり好ましくない。
【0072】
本発明の活性エネルギー線硬化型接着剤を製造する方法としては、上記の方法でウレタンアクリレート(A)を合成した後に、ラジカル重合性モノマー(B)を配合する方法がある。他の方法としては、ラジカル重合性モノマー(B)を反応溶剤としてウレタンアクリレート(A)を合成する方法がある。
【0073】
本発明の活性エネルギー線硬化型接着剤には、前記成分(A)〜(C)以外の成分も必要に応じて添加することができる。例えば、接着強度を向上させるために、エポキシ樹脂やポリイソシアネート化合物を加えることは有効である。その他、接着剤の特性に応じて、他の樹脂、可塑剤、消泡剤、レベリング剤、溶剤、安定剤等を加えてもよい。本発明において硬化のために使用する活性エネルギー線は、紫外線、電子線、γ線、中性子線等である。紫外線を使用する場合には、活性エネルギー線硬化型接着剤に、前述の光重合開始剤を添加することが望ましい。電子線照射機としては、スキャニング方式、あるいはカーテンビーム方式が採用でき、吸収線量は1〜20Mrad、好ましくは2〜15Mradが良い。紫外線照射の場合は、水銀ランプやメタルハライドランプ等を備えた紫外線照射機が使用でき、照射量は50〜5000mJ/cm2の範囲が好ましく、100〜1000mJ/cm2がより好ましい。
【0074】
上記活性エネルギー線硬化型接着剤には、有機溶剤が含まれていてもよい。本発明に使用できる有機溶剤は揮発性のものに限定され、活性エネルギー線による硬化前に、加熱乾燥等により大部分もしくは全部が揮発させる必要がある。使用可能な溶剤としては、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン類、酢酸メチル、酢酸エチル等のエステル類、テトラヒドロフラン、ジオキサン、エチレングリコールモノメチルエーテル等のエーテル類、ベンゼン、トルエン、キシレン等の芳香族炭化水素類、ヘキサン、ヘプタン等の脂肪族炭化水素類、メタノール、エタノール、イソプロピルアルコール等のアルコール類、またはこれらの混合物等がある。これらの溶剤は、ウレタンアクリレート(A)の合成時に使用してもよく、この場合は、そのまま使用することもできる。
【0075】
[ラベルの製造方法]
次に、本発明の熱収縮性ラベルの製造法について説明する。まず、熱収縮性ポリエステル系フィルムに、必要によりラベルの図柄を印刷し、これをロール状に巻き取る。ロールからフィルムを繰り出し、所定の長さに切断する。切断されたフィルムを容器に巻き付ける前か、巻き付け後、若しくは巻き付けながら、フィルム全部または一部(例えばフィルム端部の一部または全部)に活性エネルギー線硬化型接着剤を塗布し、フィルム端部にもう一方の端部を重ね合わせて容器の全周を覆うことが好ましい。すなわち、本発明においては、切断したフィルムに接着剤を塗布し、その後、フィルムを容器に巻回する態様;容器にフィルムを巻回した後、フィルム端部に接着剤を塗布し他方のフィルム端部と貼り合わせる態様;さらには、容器へのフィルムの巻回と接着剤の塗布とを同時に行う態様;いずれも採用することができる。接着部に活性エネルギー線を照射して接着剤を硬化させれば、本発明の熱収縮性ラベルが得られる。ロールからフィルムを繰り出して、容器に巻き付けながら接着剤を塗布し、その後切断してもよい。また容器に巻き始めるとき、フィルムと容器を固定してその後の作業をし易くするために、容器および/またはフィルムに接着剤を塗布しておいてもよい。この最初に塗布する接着剤は公知の接着剤が利用できるが、本発明の活性エネルギー線硬化型接着剤を用いることが、高速生産性、活性エネルギー線に対する硬化性、ポリエステルに対する接着性、柔軟性、耐候性、耐水性、耐熱性および耐薬品性に優れており好ましい。この作業は連続的に行うことができる。
【0076】
活性エネルギー線硬化型接着剤の塗布厚みは特に限定しないが、経済的な面からはできるだけ薄い方が好ましい。よって、塗布厚みは5.0μm以下が好ましく、3.0μm以下がより好ましい。このように極めて薄層の活性エネルギー線硬化型接着剤を塗布することにより、フィルムの接着が瞬時にかつ強固に行えるのが本発明の大きな特徴である。
【実施例】
【0077】
以下、実施例により本発明を詳細に説明するが、本発明は、これら実施例に何ら制限されるものではない。まず、実施例および比較例において作製したフィルムおよびラベルの評価方法について説明する。フィルムの評価結果は表2に、ラベルの評価結果は表4にまとめた。なお、以下の説明において、「部」とあるのは「質量部」を意味する。
【0078】
[熱収縮率(温湯熱収縮率)]
フィルムを10cm×10cmの正方形に裁断し、所定温度±0.5℃の温水中に、無荷重状態で10秒間処理(浸漬)して熱収縮させた。フィルムを取り出し直ちに25℃±0.5℃の水中に10秒間浸漬させた後、フィルムの縦および横方向の寸法を測定し、式1に従って、それぞれ熱収縮率を求めた。熱収縮率の大きい方向を主収縮方向とした。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) 式1
【0079】
[最大熱収縮応力値]
フィルムを、主収縮方向×直交方向=200mm×15mmのサイズにカットし、フィルム試料とした。(株)ボールドウィン社製 万能引張試験機 STM−50を、温度90℃に調整した上で、カットしたフィルムをセットし、10秒間保持したときの応力値の最大値を求めた。
【0080】
[破断前ヤング率の測定方法]
ASTM−D882にしたがって、長さ150mm×幅10mmに切り出したフィルム試料を、25℃、65%RHの雰囲気下で、(株)島津製作所社製オートグラフを用いて、試料長が100mmとなるように両端(長手方向に沿った両端)を掴んで、200mm/分の引張速度にて引っ張った場合の応力−歪み曲線を測定した。そして、破断時の伸長倍率の90%の倍率まで伸長した時点(破断時の伸長倍率から逆算)から破断時点までにおける応力と歪みとの比の平均値を、破断前ヤング率として算出した。
【0081】
[自然収縮率]
得られたフィルムを、主収縮方向×直交方向=200mm×30mmサイズに切り取り、40℃×65%RHの雰囲気下で700時間放置(エージング)した後、フィルムの主収縮方向における収縮量を測定し、式2によって自然収縮率を算出した。
自然収縮率={(エージング前の長さ一エージング後の長さ)/エージング前の長さ}×100(%) 式2
【0082】
[直角引裂強度の測定方法]
熱収縮前のフィルムを主収縮方向が長手方向になるように切断し、矩形の枠に長手方向の両端部を固定する。このとき、枠の長さより3%長くなるように試料を弛ませて枠に固定する。80±0.5℃の温水中に試料を枠ごと浸漬し、弛んだフィルムが枠内で緊張状態となるまで、約5秒、フィルムを主収縮方向に3%収縮させる。続いて、25℃の水に浸漬した後、取りだしてよく水気を拭き取る。
【0083】
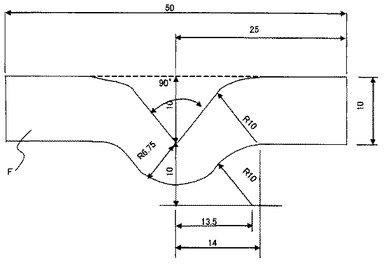
次いで、上記収縮後のフィルムから、JIS K 7128−3に準じて、図1に示す形状の試験片Fを切り出した。なお、切り出しに際しては、試験片の長手方向をフィルムの主収縮方向とした。その後、万能引張試験機(商品名「テンシロン」;東洋精機社製)で試験片の両端を掴み、引張速度200mm/分の条件で、フィルムの幅方向における引張破壊時の強度(N)の測定を行った。下式3を用いて単位厚み(mm)当たりの直角引裂強度(N/mm)を算出した。
直角引裂強度=引張破壊時の強度÷厚み 式3
【0084】
[Tg(ガラス転移温度)]
セイコー電子工業株式会社製の示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、−40℃から120℃まで、昇温速度10℃/分で昇温し、熱流速曲線(DSC曲線)を測定した。DSC曲線の変曲点の前後に接線を引き、その交点をTg(ガラス転移温度)とした。
【0085】
[Tm(融点)]
上記示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、室温(23℃)から昇温速度10℃/分で昇温した時の熱流速曲線(DSC曲線)のピークの温度をTm(融点)とした。
【0086】
[ラベル密着性]
ボトルに装着された熱収縮後のラベルとボトルとを軽くねじったときのラベルのズレ具合を官能評価した。ラベルが動かなければ○、すり抜けたり、ラベルとボトルがずれたりした場合には×とした。
【0087】
[ラベル貼り合せ部の接着性]
ボトルに装着された熱収縮後のラベルについて、フィルム同士が貼り合せられた部分の表面に出ている方のフィルム端を手(爪)で引掻いたときのフィルムの剥がれ方を官能評価した。剥がれずに充分接着しているものを○、接着しているが軽い力で剥がれるものを△、接着してないものを×とした。
【0088】
[収縮仕上がり性]
ボトルヘのラベルの熱収縮装着後の仕上がり性の評価は目視で行い、基準は下記の通りとした。
◎:シワ,飛び上り、収縮不足の何れも未発生で、かつ色の斑も見られない
○:シワ,飛び上り、または収縮不足が確認できないが、若干、色の斑が見られる
△:飛び上り、収縮不足の何れも未発生だが、ネック部に斑が見られる
×:シワ、飛び上り、収縮不足が発生
【0089】
[ラベル開封性]
予め主収縮方向と直交する方向に長さ2mmのノッチを入れておいたラベルを、PETボトルに装着し、熱収縮させた。ただし、ノッチはボトルを立てた際のラベルの上側に設けた。その後、ラベルを装着したボトルを5℃で24時間冷蔵し、冷蔵庫から取り出した直後のボトルのラベルをノッチ部から指先で引裂いた。縦方向に綺麗に裂け、ラベルをボトルから簡単に外すことができたボトルの本数を数え、全サンプル50本に対する割合(%)を算出した。
【0090】
[ポリエステルフィルム1の製造法]
エチレングリコール70モル%と、ネオペンチルグリコール30モル%およびテレフタル酸100モル%とからなるポリエステル1(IV:0.72dl/g)70部と、ポリエチレンテレフタレート(IV:0.75dl/g:以下、ポリエステル2)30部とを混合して押出機に投入した。その後、この混合樹脂を280℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが200μmの未延伸フィルムを得た。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/minであった。また、未延伸フィルムのTgは67℃であった。その後、この未延伸フィルムを、横延伸ゾーン、中間ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。なお、当該テンターにおいては、横延伸ゾーンと中間熱処理ゾーンとの中間に位置した中間ゾーンの長さは、約40cmに設定されている。また、中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンからの熱風および熱処理ゾーンからの熱風が遮断されていた。
【0091】
テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に85℃で3.7倍に延伸し、中間ゾーンを通過させた後に(通過時間=約1.2秒)、中間熱処理ゾーンへ導き、幅方向に10%緩和させながら、105℃の温度で6.0秒間に亘って熱処理した。得られた横一軸延伸フィルムの厚みは厚み60μmであった。続いて、テンターの後方に設けられた左右一対のトリミング装置(周状の刃先を有する丸刃によって構成されたもの)を利用して、横一軸延伸フィルムの端縁際(中央のフィルム厚みの約1.2倍の厚みの部分)を切断し、切断部位の外側に位置したフィルムの端部を連続的に除去した。
【0092】
上記の端部をトリミングしたフィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後、表面温度95℃に設定された延伸ロール間で2.2倍に延伸した。その後、縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。なお、冷却前のフィルムの表面温度は約75℃であり、冷却後のフィルムの表面温度は約25℃であった。また、70℃から25℃に冷却するまでに要した時間は約1.0秒であり、フィルムの冷却速度は45℃/秒であった。
【0093】
冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で115℃の雰囲気下で、幅方向に15%緩和させながら5.0秒間に亘って熱処理し、その後冷却した。冷却後、両縁部を裁断除去することによって、約30μmの二軸延伸フィルムを所定の長さに亘って巻き取り、熱収縮性ポリエステルフィルム1からなるフィルムロールを得た。製造条件を表1に、フィルム1の特性を表2に示す。
【0094】
[ポリエステルフィルム2の製造法]
原料であるポリエステル1とポリエステル2との混合比(重量比)を90:10に変更すると共に、縦延伸倍率を2.4倍に変更し、縦延伸後のフィルムを第2テンター内で幅方向に熱緩和させる際の温度を120℃に変更し、当該幅方向の緩和時における緩和量を20%に変更した以外は、実施例ポリエステルフィルム1と同様の方法によってポリエステルフィルム2を連続的に製造した。尚、未延伸フィルムのTgは67℃であった。製造条件を表1に、フィルム2の評価結果を表2に示す。
【0095】
[ポリエステルフィルム3の製造法]
第1テンターにおける横延伸倍率を4.0倍に変更するとともに、縦延伸倍率を2.4倍に変更し、縦延伸後のフィルムを第2テンター内で幅方向に緩和させる際の温度を120℃に変更した以外は、実施例ポリエステルフィルム1と同様の方法によってポリエステルフィルム3を連続的に製造した。製造条件を表1に、フィルム3の評価結果を表2に示す。
【0096】
[ポリエステルフィルム4の製造法]
ポリエステルフィルム1と同様にして得られた厚み180μmの未延伸フィルムを、横延伸ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。そして、テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に75℃で4.0倍に延伸した後、中間熱処理ゾーンへ導き、110℃で6.0秒間に亘って熱処理することによって、厚み45μmの横一軸延伸フィルムを得た。続いて、この横一軸延伸フィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後に、表面温度90℃に設定された延伸ロール間で1.5倍に延伸した。この縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した(冷却速度45℃/秒)。
【0097】
そして、冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で110℃の雰囲気下で5.0秒間に亘って熱処理し(緩和量0%)、両縁部を裁断除去することによって、約30μmの二軸延伸フィルム(熱収縮性フィルム)を所定の長さに亘って巻き取り、熱収縮性ポリエステルフィルム4からなるフィルムロールを得た。製造条件を表1に、フィルム4の評価結果を表2に示す。
【0098】
【表1】

【0099】
【表2】
【0100】
[活性エネルギー線(UV)硬化型接着剤1の製造法]
温度計、攪拌機、蒸留塔、コンデンサー、減圧装置を具備した反応容器中に、ジメチルテレフタレート440部、ジメチルイソフタレート440部、エチレングリコール412部、ヘキサンジオール393部、及びテトラブトキシチタネート0.5部を仕込み、150〜230℃で120分間加熱してエステル交換反応をさせた。次いで、反応系を10mmHgに減圧し、30分間で250℃まで昇温して反応を行い、共重合ポリエステルポリオールを得た。ポリエステルポリオールの分子量は1600であった。
【0101】
次に、温度計、攪拌機、還流冷却器を具備した反応容器中に、上記共重合ポリエステルポリオール100部、フェノキシエチルアクリレート120部を仕込み、溶解後、イソホロンジイソシアネート15部及びジブチル錫ジラウレート0.05部を仕込み、70〜80℃で2時間反応させた後、さらに2−ヒドロキシエチルアクリレート5部を加えて70〜80℃で反応を行なうことにより、ウレタンアクリレートのフェノキシエチルアクリレート溶液を得た。なお、使用直前に、この溶液100部に、光重合開始剤として2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン(ダロキュアー(登録商標)1173:チバ・スペシャルティ・ケミカルズ社製)3質量部添加し、活性エネルギー線(UV)硬化型接着剤1とした。ウレタンアクリレートの分子量は2000であり、カルボキシル基末端量は5eq/106gであった。接着剤の組成を表3に示す。
【0102】
なお、上記分子量はいずれも数平均分子量であり、テトラヒドロフランを溶離液として、GPC150c(ウォーターズ社製)を用い測定した結果(ポリスチレン換算)である。なお、カラム温度は35℃、流量1ml/分とした。
【0103】
[UV硬化型接着剤2の製造法]
フェノキシエチルアクリレート120部の代わりにテトラヒドロフルフリルアクリレート120部を用いたこと以外は上記活性エネルギー線硬化型接着剤1と同様の方法で、ウレタンアクリレートのテトラヒドロフルフリルアクリレート溶液を得た。上記接着剤1の場合と同様に、使用直前に光重合開始剤を添加してUV硬化型接着剤2を得た。接着剤の組成を表3に示す。
【0104】
[UV硬化型接着剤3の製造法]
フェノキシエチルアクリレート120部の代わりにアクリロイルモルホリン120部を用いたこと以外は上記活性エネルギー線硬化型接着剤1と同様の方法で、ウレタンアクリレートのアクリロイルモルホリン溶液を得た。上記接着剤1の場合と同様に、使用直前に光重合開始剤を添加してUV硬化型接着剤3を得た。接着剤の組成を表3に示す。
【0105】
【表3】
【0106】
実施例1
上記ポリエステルフィルム1のロールを用いて、東洋インキ製造(株)の草・金・白色のインキで3色印刷を施し、フィルムロールの長手方向が縦になるように、縦230mm×横100mmに切り出した。265mlアルミニウムボトル缶(胴部の最大径68mm、ネック部の直径30mm)を立てた状態で、切り出したフィルムの長辺の一方が缶の底部に沿うようにフィルムを巻き付けながら、フィルムの短辺のボトル缶当接面側の一端の上下、中央の3箇所に、上記活性エネルギー線硬化型接着剤1を点状に塗布して、フィルムをボトル缶に固定した。
【0107】
次いで、巻き付けたフィルムのもう一方の端部に、活性エネルギー線硬化型接着剤1を塗布し、接着剤層を挟み込むように、先にボトル缶に固定した一端に、この一端を5mm重ね合わせ、直ちにこの接着部分に3kW(120W/cm)×1灯空冷式水銀灯で紫外線を100mJ/cm2となるように照射して、フィルムの両端を硬化接着させて、熱収縮性ラベル付きボトル缶を製造した。
【0108】
続いて、熱収縮性ラベル付きボトル缶を、ラベル装着後、直ちに、長さ3mで92℃に保温された水蒸気炉シュリンクトンネルに送入し、10秒かけて通過させることにより、ラベルを収縮させてボトル缶の外周に密着させ、包装体(収縮後のラベル付き容器)を得た。収縮仕上り性およびラベル貼り合せ部の接着性ともに良好な包装体であった。評価結果を表4に示す。
【0109】
実施例2
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム2を用いたこと以外は、実施例1と同様の方法で包装体を得た。評価結果を表4に示す。
【0110】
実施例3
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム3を用いたこと以外は、実施例1と同様の方法で包装体を得た。評価結果を表4に示す。
【0111】
実施例4
フィルムとボトル缶およびフィルム端同士の貼付のための接着剤として、活性エネルギー線硬化型接着剤2を用いたこと以外は、実施例1と同様の方法で包装体を得た。評価結果を表4に示す。
【0112】
実施例5
フィルムとボトル缶およびフィルム端同士の貼付のための接着剤として、活性エネルギー線硬化型接着剤3を用いたこと以外は、実施例1と同様の方法で包装体を得た。評価結果を表4に示す。
【0113】
比較例1
フィルムとボトル缶およびフィルム端同士の貼付のための接着剤として、市販のエチレン−酢酸ビニル系ホットメルト接着剤(軟化点85℃)を用いたこと以外は、実施例1と同様の方法によって包装体を得た。ホットメルト接着剤塗布時の熱により収縮仕上がり性が悪くなり、またラベル貼り合せ部も手で軽く剥がれ充分な接着性が得られなかった。
【0114】
比較例2
ボトルにフィルムを巻きつけた後のフィルム端同士の貼り合せを、1,3−ジオキソランを用いて溶剤接着により行ったこと以外は、実施例1と同様の方法によってラベルの装着を試みたが、溶剤が垂れたり飛び散ったりしたため、均一な塗布ができず、フィルムの貼り合わせがうまくできなかった。
【0115】
比較例3
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム4を用いたこと以外は、実施例1と同様の方法で包装体を得た。ポリエステルフィルム4は、熱収縮性フィルムの直交方向の温湯収縮率が高く、破断前ヤング率が低いため、胴巻き後の熱収縮時の収縮仕上がり性が不十分で、靭性、タフネス性が不良であった。
【0116】
【表4】
【産業上の利用可能性】
【0117】
本発明の熱収縮性ラベルは、PETボトル、ガラスボトル等のボトル用ラベルに好適である。
【図面の簡単な説明】
【0118】
【図1】直角引裂強度を測定する際の試験片の形状を示す説明図である。
【符号の説明】
【0119】
F フィルム
【技術分野】
【0001】
本発明は、熱収縮性ラベルに関し、特にペットボトル(ポリエチレンテレフタレート(PET)ボトル)、ガラスボトル等のボトルを被覆するための熱収縮性ラベルとその製造方法に関する。
【背景技術】
【0002】
近年、包装品の外観向上のための外装、内容物の直接的な衝突を避けるための包装、ガラス瓶またはプラスチックボトルの保護と商品の表示を兼ねたラベル包装等の用途に、各種樹脂からなる熱収縮性プラスチックフィルムが広範に使用されている。それらの熱収縮性プラスチックフィルムのうち、ポリ塩化ビニル系樹脂、ポリスチレン系樹脂、ポリエステル系樹脂等からなる延伸フィルムは、PET容器、ポリエチレン容器、ガラス容器等の各種の容器において、ラベルやキャップシールあるいは集積包装の目的で使用される。
【0003】
ところが、ポリ塩化ビニル系フィルムは、収縮特性には優れるものの、耐熱性が低い上に、焼却時に塩化水素ガスを発生したり、ダイオキシンの原因となる等の問題がある。また、ポリ塩化ビニル系フィルムをPET容器等の収縮ラベルとして用いると、容器をリサイクル利用する際に、ラベルと容器を分別しなければならない、という問題もある。一方、ポリスチレン系フィルムは、収縮後の仕上がり外観性が良好であるものの、耐溶剤性に劣るため、印刷の際に特殊な組成のインキを使用しなければならない、という不具合がある。また、ポリスチレン系フィルムは、高温で焼却する必要がある上に、焼却時に異臭を伴って多量の黒煙が発生するという問題がある。
【0004】
このため、耐熱性が高く、焼却が容易であり、耐溶剤性に優れたポリエステル系フィルムが、熱収縮性ラベルとして広汎に利用されるようになってきており、PET容器の流通量の増大に伴って、使用量が増加している傾向にある。
【0005】
これまで、熱収縮性ポリエステル系フィルムとしては、幅方向に大きく収縮させるものが広く利用されている。幅方向が主収縮方向である熱収縮性ポリエステル系フィルムは、幅方向への収縮特性を発現させるため幅方向に高倍率の延伸が施されているが、主収縮方向と直交する長手方向に関しては、低倍率の延伸が施されているだけであることが多く、延伸されていないものもある。このような長手方向に低倍率の延伸を施したフィルムや、幅方向のみしか延伸されていないフィルムは、長手方向の機械的強度が劣るという欠点がある。
【0006】
また、ボトルのラベルは、環状にしてボトルに装着した後に周方向に熱収縮させなければならないため、幅方向に熱収縮する熱収縮性フィルムをラベルとして装着する際には、フィルムの幅方向が周方向となるように環状体(チューブ)を形成した上で、その環状体を所定の長さ毎に切断してボトルに装着しなければならない。したがって、幅方向に熱収縮する熱収縮性フィルムからなるラベルをボトルに装着するのは、生産速度が高速になればなるほど困難になってくる。
【0007】
このため、最近では、フィルムロールから直接ボトルの周囲に装着することが可能な長手方向に熱収縮するフィルムが求められている。さらに、近年では、お弁当等の合成樹脂製の片開き容器の周囲を帯状のフィルムで覆うことによって容器を閉じた状態で保持するラッピング方法が開発されており、長手方向に収縮するフィルムは、そのような包装用途にも適している。したがって、長手方向に収縮するフィルムは、今後、需要が飛躍的に増大するものと見込まれる。
【0008】
こういったことから、出願人らは、主収縮方向が長手方向であり、主収縮方向と直交する方向(幅方向)における機械的強度の高い熱収縮性フィルムを得るべく鋭意検討し、その結果、横延伸−中間熱処理−縦延伸という特殊なプロセスによって、主収縮方向が長手方向であり、幅方向における機械的強度の高い熱収縮性フィルムが得られることを見出し、当該熱収縮性フィルムについて、先に提案した(特願2006−165212)。
【0009】
しかしながら、上記横延伸−中間熱処理−縦延伸というプロセスによって得られる熱収縮性フィルムは、主収縮方向が長手方向であり、幅方向における機械的強度に優れるものの、長手方向の温湯収縮率や熱収縮応力が高すぎるものも存在し、フィルムロールから直接ボトルの周囲に胴巻きした後に熱収縮させた際の収縮仕上がり性が必ずしも良好であるとは言えなかった。また、フィルムロールから直接ボトルの周囲に胴巻きする際には、ある程度ボトルに密着するように巻き付けることができるので、長手方向の温湯収縮率や熱収縮応力をさほど高くする必要はなく、逆に、長手方向の温湯収縮率や熱収縮応力が高すぎると、却って、ボトルの周囲に巻き付けて熱収縮させた際にボトルを締め付ける力が強くなりすぎて、ボトルを開栓する際に噴きこぼれが生じる虞がある。
【0010】
さらに、中央部に“くびれ”を有する形状のペットボトルのラベルとして使用する場合には、長手方向の温湯収縮率や熱収縮応力が高すぎると、熱収縮させた後の仕上がり状態が悪くなってしまう虞もあった。加えて、上記した横延伸−中間熱処理−縦延伸というプロセスによって得られる熱収縮性フィルムの中には、靭性(粘り強さ)やタフネス性が不十分なものも存在し、このような靭性やタフネス性が不十分なフィルムに後加工を施すと、強いテンションが加わった場合にフィルムが破断して大規模なトラブルが発生してしまう虞があった。
【0011】
また、これらの長手方向に収縮するフィルムをボトル等の容器に装着してフィルム連続体(ラベル)を成形するには、容器に適当な長さのフィルムの一端を貼着し、容器外周にフィルムを巻付けて、もう一方のフィルム端が上になるようにフィルム端同士を重ね合わせて貼り合せる方法が用いられる(例えば特許文献1)。これらの容器とフィルム、あるいはフィルム端同士の貼着には、粘着剤による貼着、接着剤による貼着、溶剤による貼着、熱シールによる貼着が挙げられる。
【0012】
しかしながら、これらのフィルムを容器に装着する工程で用いる貼着方法として、粘着剤を用いた場合には充分な接着力が得られず、収縮のための熱処理の際にラベルのずれや剥がれが発生してしまう。また、接着剤として例えばホットメルト接着剤を用いた場合には、接着剤の熱によるラベルのゆがみや、後工程での収縮不足等が起こり易いという問題があった。
【0013】
一方、溶剤接着も考えられるが、立った状態の容器にラベルが巻き付けられるため、溶剤接着では、溶剤の粘度が低過ぎて、垂れや飛び散りにより塗布が不均一になったり、周囲を汚染したりするといった問題がある。また、生産性向上の観点から高速装着を考慮すれば短時間で接着処理することが重要であり、ヒートシール法も考えられるが、ヒートシール法では高速かつ均一な処理が困難であった。
【特許文献1】特開2005−292195号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
本発明は、上記問題点を解消して、容器に装着する際に高速に接着でき、仕上がり性が良好で、さらには、容器に装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステル系フィルムからなるラベルを提供することを課題としている。
【課題を解決するための手段】
【0015】
上記目的を達成し得た本発明は、少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、容器の周囲に巻回したフィルムの活性エネルギー線硬化型接着剤塗布部に、活性エネルギー線を照射することにより連続体に成形された熱収縮性ラベルであって、
上記熱収縮性ポリエステル系フィルムが、エチレンテレフタレートを主たるユニットとし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下であるポリエステルから構成されていると共に、下記要件(1)〜(5)を満たす主収縮方向が長手方向の熱収縮性ポリエステル系フィルムであることを特徴とする熱収縮性ラベルである。
(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満である、
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の温湯熱収縮率が−5%以上5%以下である、
(3)90℃で10秒間に亘って処理した場合における長手方向の最大熱収縮応力が2.5MPa以上7.0MPa以下である、
(4)フィルムの長手方向の破断前ヤング率が0.05GPa以上0.15GPa以下である、
(5)40℃、65%RHの雰囲気下で700時間以上に亘ってエージングした後の自然収縮率が0.05%以上1.5%以下である。
【0016】
上記熱収縮性ポリエステル系ラベルにおいては、該熱収縮性ポリエステル系フィルムを80℃の温水中で長手方向に3%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が、100N/mm以上300N/mm以下であることが好ましい。
【0017】
本発明には、上記各要件を満足するポリエステル系フィルムを容器の周囲に巻回する前、巻回後、若しくは巻回しながら、フィルムの一部に活性エネルギー線硬化型接着剤を塗布し、活性エネルギー線を照射することにより連続体に成形する熱収縮性ラベルの製造方法も含まれる。
【0018】
上記製造方法においては、予め、上記容器および/または上記熱収縮性ポリエステル系フィルムの一部に、活性エネルギー線硬化型接着剤を塗布して、容器と熱収縮性ポリエステル系フィルムとを貼着しておく工程を含むことが好ましい。
【発明の効果】
【0019】
本発明によれば、容器に装着する際に高速に接着でき、仕上がり性が良好で、さらには、容器に巻き付けながら装着するのに適した長手方向を主収縮方向とする熱収縮性ポリエステル系フィルムからなるラベルを提供することができる。従って、PETボトル、ガラスボトル等のボトル用の熱収縮性ラベルとして有用である。
【発明を実施するための最良の形態】
【0020】
本発明は、少なくとも1軸に延伸され、主収縮方向が長手方向である熱収縮性ポリエステル系フィルムから得られる熱収縮性ラベルであって、容器の周囲に巻回したフィルムの活性エネルギー線硬化型接着剤塗布部に、活性エネルギー線を照射することにより連続体に成形されたものである熱収縮性ラベルに関する。
【0021】
[ポリエステルについて]
本発明で使用する熱収縮性ポリエステル系フィルムの原料として用いられるポリエステルを構成するジカルボン酸成分としては、テレフタル酸、イソフタル酸、ナフタレンジカルボン酸、オルトフタル酸等の芳香族ジカルボン酸、アジピン酸、アゼライン酸、セバシン酸、デカンジカルボン酸等の脂肪族ジカルボン酸、および脂環式ジカルボン酸が好ましく用いられる。3価以上の多価カルボン酸(たとえば、トリメリット酸、ピロメリット酸およびこれらの無水物等)は用いないことが好ましい。これらの多価カルボン酸を含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムは、必要な高収縮率を達成しにくくなる。
【0022】
本発明で使用するポリエステルを構成するジオール成分としては、エチレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、ネオペンチルグリコール、ヘキサンジオール等の脂肪族ジオール、1,4−シクロヘキサンジメタノール等の脂環式ジオール、ビスフェノールA等の芳香族系ジオール等が挙げられる。炭素数8個以上のジオール(たとえば、オクタンジオール等)や、3価以上の多価アルコール(たとえば、トリメチロールプロパン、トリメチロールエタン、グリセリン、ジグリセリン等)は用いないことが好ましい。これらのジオール、または多価アルコールを含有するポリエステルを使用して得た熱収縮性ポリエステル系フィルムは、必要な高収縮率を達成しにくくなる。
【0023】
本発明の熱収縮性ポリエステル系フィルムに用いるポリエステルは、エチレンテレフタレートを主たる構成ユニットとする。「主たる」というのは、ポリエステルを構成する全ユニット100モル%中、60モル%以上であることを意味する。このポリスエテルは、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下である。エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットは、17モル%以上であるのが好ましく、20モル%以上であるとより好ましい。エチレングリコール以外のグリコールとしては、ネオペンチルグリコールと1,4−シクロヘキサンジメタノールが、収縮仕上がり性等の点で好ましい。テレフタル酸以外のジカルボン酸由来のユニットとしてはイソフタル酸が好ましい。ただし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットが40モル%を超えると、フィルムの耐溶剤性が低下して、印刷工程でインキの溶媒(酢酸エチル等)によってフィルムの白化が起きたり、フィルムの耐破れ性が低下したりするため好ましくない。また、ユニットの含有量は、37モル%以下であるとより好ましく、35モル%以下であると特に好ましい。なお、エチレングリコール以外のグリコール由来のユニットとは、エチレングリコール以外のグリコールと例えばテレフタル酸とからなるエステルユニットであり、テレフタル酸以外のジカルボン酸由来のユニットとは、テレフタル酸以外のジカルボン酸と例えば、エチレングリコールからなるエステルユニットを意味する。
【0024】
また、熱収縮性ポリエステル系フィルムに用いるポリエステル中には、ジエチレングリコール、トリエチレングリコール、ポリエチレングリコールをできるだけ含有させないことが好ましい。特に、ジエチレングリコールは、ポリエステル重合時の副生成成分のため、存在し易いが、本発明で使用するポリエステルでは、ジエチレングリコールの含有率が4モル%未満であることが好ましい。本発明で用いるポリエステルの極限粘度は、好ましくは0.50以上、さらに好ましくは0.60以上、特に好ましくは0.65以上である。ポリエステルの極限粘度が0.50未満であると結晶性が高くなり、十分な収縮率が得られなくなり、好ましくない。
【0025】
[要件(1)]
本発明のラベルに用いられる熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理(浸漬)したときに、収縮前後の長さから、下式1より算出されるフィルムの主収縮方向(長手方向)の熱収縮率(すなわち、90℃の温湯熱収縮率)が、15%以上40%未満であることが必要である。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) 式1
【0026】
90℃における長手方向の温湯熱収縮率が15%未満であると、収縮量が小さいために、熱収縮した後のラベルにシワやタルミが生じてしまうので好ましくなく、反対に、90℃における長手方向の温湯熱収縮率が40%以上であると、ラベルとして胴巻き方式で巻き付けた後の熱収縮時に収縮に歪みが生じ易くなったり、いわゆる“飛び上がり”が発生してしまうので好ましくない。90℃における長手方向の温湯熱収縮率は、17%以上であると好ましく、19%以上であるとより好ましく、21%以上であると特に好ましい。また、90℃における長手方向の温湯熱収縮率は、38%以下であると好ましく、36%以下であるとより好ましく、34%以下であると特に好ましい。
【0027】
[要件(2)]
熱収縮性ポリエステル系フィルムは、90℃の温水中で無荷重状態で10秒間に亘って処理したときに、収縮前後の長さから上式1により算出したフィルムの幅方向の温湯熱収縮率が、−5%以上5%以下であるものを用いる。90℃における幅方向の温湯熱収縮率が−5%未満であると、ボトルのラベルとして使用する際に良好な収縮外観を得ることができないので好ましくなく、反対に、90℃における幅方向の温湯熱収縮率が5%を上回ると、ラベルとして用いた場合に、熱収縮時に収縮に歪みが生じ易くなるので好ましくない。90℃における幅方向の温湯熱収縮率は、−4%以上であると好ましく、−3%以上であるとより好ましく、−2%以上であると特に好ましい。また、90℃における幅方向の温湯熱収縮率は、4%以下であると好ましく、3%以下であるとより好ましく、2%以下であると特に好ましい。
【0028】
[要件(3)]
本発明の熱収縮性ポリエステル系フィルムは、90℃で10秒間に亘って処理したときの長手方向の最大熱収縮応力が、2.5MPa以上7.0MPa以下であることも必要である。90℃における長手方向の最大熱収縮応力が2.5MPa未満であると、ボトルのラベルとして使用する際に、胴巻き後の熱収縮時に収縮不足を生じて良好な外観を得ることができなくなるので好ましくなく、反対に、90℃における長手方向の最大熱収縮応力が7.0MPaを上回ると、胴巻き後の熱収縮時に収縮歪みが生じ易くなるので好ましくない。90℃における長手方向の最大熱収縮応力は、3.0MPa以上であると好ましく、3.5MPa以上であるとより好ましく、4.0MPa以上であると特に好ましい。また、90℃における長手方向の最大熱収縮応力は、6.5MPa以下であると好ましく、6.0MPa以下であるとより好ましく、5.5MPa以下であると特に好ましい。
【0029】
[要件(4)]
本発明の熱収縮性ポリエステル系フィルムは、以下の方法で算出される長手方向の破断前ヤング率が、0.05GPa以上0.15GPa以下であることも重要である。
【0030】
・破断前ヤング率の測定方法
ASTM−D882にしたがって、所定の大きさ(長さ150mm×幅10mm)に切り出したフィルム試料を、25℃、65%RHの雰囲気下で、引張試験機を用いて、試料長が100mmとなるように両端(長手方向に沿った両端)を掴んで、200mm/分の引張速度にて引っ張った場合の応力−歪み曲線を測定する。そして、破断時の伸長倍率の90%の倍率となるように伸長した時点(破断時の伸長倍率から逆算)から破断時点までにおける応力と歪みとの比の平均値を、破断前ヤング率として算出する。
【0031】
長手方向の破断前ヤング率が0.05GPaを下回ると、フィルムの靭性やタフネス性が不十分となり、後加工時に強いテンションが加わった場合にフィルムが破断し易くなるので好ましくなく、反対に、長手方向の破断前ヤング率が0.15GPaを上回ると、フィルムの靭性やタフネス性が高すぎて、フィルムを切断する際のカット性が悪くなるので好ましくない。なお、長手方向の破断前ヤング率の下限値は、0.06GPa以上であると好ましく、0.07GPa以上であるとより好ましく、0.08GPa以上であると特に好ましい。また、長手方向の破断前ヤング率の上限値は、0.14GPa以下であると好ましく、0.13GPa以下であるとより好ましく、0.12GPa以下であると特に好ましい。
【0032】
[要件(5)]
熱収縮性ポリエステル系フィルムは、40℃、65%RHの雰囲気下で700時間以上に亘ってエージング(保存)した後の自然収縮率(長手方向)が、0.05%以上1.5%以下であることが必要である。なお、自然収縮率は、下式2を用いて算出することができる。
自然収縮率={(エージング前の長さ−エージング後の長さ)/エージング前の長さ}×100(%) 式2
【0033】
自然収縮率が1.5%を上回ると、ロール状に巻き取られた製品を保管しておく場合に、巻き締まりが起こり、フィルムにシワが入り易いので好ましくない。自然収縮率は小さいほど好ましいが、測定精度の面から、0.05%程度が下限であると考えている。また、自然収縮率は、1.3%以下であると好ましく、1.1%以下であるとより好ましく、1.0%以下であると特に好ましい。
【0034】
[直角引裂強度]
熱収縮性ポリエステル系フィルムは、80℃の温水中で長手方向に3%収縮させた後に、以下の方法で単位厚み当たりの幅方向の直角引裂強度を求めたときに、その幅方向の直角引裂強度が100N/mm以上300N/mm以下であることが好ましい。
【0035】
・直角引裂強度の測定方法
熱収縮前のフィルムを主収縮方向が長手方向になるように切断し、矩形の枠に長手方向の両端部を固定する。このとき、枠の長さより3%長くなるように試料を弛ませて枠に固定する。80±0.5℃の温水中に試料を枠ごと浸漬し、弛んだフィルムが枠内で緊張状態となるまで、約5秒、フィルムを主収縮方向に3%収縮させる。続いて、25℃の水に浸漬した後、取りだしてよく水気を拭き取る。
【0036】
続いて、上記収縮後のフィルムから、JIS K−7128−3に準じて、所定の大きさの試験片としてサンプリングする。その後に、万能引張試験機で試験片の両端を掴み、引張速度200mm/分の条件で、フィルムの幅方向における引張破壊時の強度(N)の測定を行う。そして、下式3を用いて単位厚み(mm)当たりの直角引裂強度(N/mm)を算出する。
直角引裂強度=引張破壊時の強度÷厚み 式3
【0037】
80℃の温水中で長手方向に3%収縮させた後の直角引裂強度が100N/mmより小さいと、ラベルとして使用した場合に、運搬中の落下等の衝撃によって簡単に破れてしまう事態が生ずる可能性があるので好ましくなく、反対に、直角引裂強度が300N/mmより大きいと、ラベルを引き裂く際のカット性(引き裂き易さ)が不良となるため好ましくない。直角引裂強度は、125N/mm以上であると好ましく、150N/mm以上であるとより好ましく、175N/mm以上であるとさらに好ましい。また、直角引裂強度は、275N/mm以下であるとより好ましく、250N/mm以下であるとさらに好ましく、225N/mm以下であると特に好ましい。
【0038】
[フィルムの製造方法]
本発明のラベルに用いられる熱収縮性ポリエステル系フィルムは、上記したポリエステル原料を押出機により溶融押し出しして未延伸フィルムを形成し、その未延伸フィルムを以下に示す方法により、二軸延伸して熱処理することによって得ることができる。なお、ポリエステルは、前記した好適なジカルボン酸成分とジオール成分とを公知の方法で重縮合させることで得ることができる。また、通常は、チップ状のポリエステルを2種以上混合してフィルムの原料として使用する。
【0039】
原料樹脂を溶融押し出しする際には、ポリエステル原料をホッパードライヤー、パドルドライヤー等の乾燥機、または真空乾燥機を用いて乾燥するのが好ましい。そのようにポリエステル原料を乾燥させた後に、押出機を利用して、200〜300℃の温度で溶融しフィルム状に押し出す。かかる押し出しに際しては、Tダイ法、チューブラー法等、既存の任意の方法を採用することができる。
【0040】
そして、押し出し後のシート状の溶融樹脂を急冷することによって未延伸フィルムが得られる。なお、溶融樹脂を急冷する方法としては、溶融樹脂を口金から回転ドラム上にキャストして急冷固化することにより、実質的に未配向の樹脂シートを得る方法を好適に採用することができる。
【0041】
さらに、得られた未延伸フィルムを、後述するように、所定の条件で幅方向に延伸した後に、一旦、熱処理し、その後、所定の条件で長手方向に延伸(縦延伸)し、この縦延伸後のフィルムを急冷することによって、本発明のラベルに用いられる熱収縮性ポリエステル系フィルムが得られる。以下、熱収縮性ポリエステル系フィルムを得るための好ましい二軸延伸・熱処理方法について、従来の熱収縮性ポリエステル系フィルムの二軸延伸・熱処理方法との差異を考慮しつつ詳細に説明する。
【0042】
[熱収縮性ポリエステル系フィルムの好ましい延伸・熱処理方法]
通常の熱収縮性ポリエステル系フィルムは、収縮させたい方向に未延伸フィルムを延伸することによって製造される。従来から長手方向に収縮する熱収縮性ポリエステル系フィルムについての要求は高かったものの、未延伸フィルムを単純に長手方向に延伸するだけでは幅の広いフィルムが製造できないため、生産性が悪い上、厚み斑のない良好なフィルムを製造することができない。また、予め幅方向に延伸した後、長手方向に延伸する方法を採用すると、長手方向への収縮量が不十分となったり、幅方向に不必要に収縮するものとなってしまう。
【0043】
例えば、特開平8−244114号公報には、長手方向の機械的特性を向上させるために、未延伸フィルムを所定の条件下で縦−横−縦の順に延伸する方法が示されているが、本発明者らのパイロット機での追試によれば、この方法では、主収縮方向である長手方向への収縮性の十分なフィルムを得ることができない上、製造されたフィルムロールに幅方向のシワが発生し易くなることが判明した。加えて、長手方向への収縮性を上げるべく縦方向の延伸倍率(1段目の縦延伸倍率あるいは2段目の縦延伸倍率)を増加させると、最終的に長手方向に延伸する際にフィルムの破断が多発して連続的に安定した製造を行うことが困難であることも判明した。また、上記追試によって得られたフィルムは、自然収縮率が大きく、製造されたフィルムロールに長手方向のシワが発生した。
【0044】
本発明者らは、最終的に長手方向の収縮量を大きくするためには、特開平8−244114号公報のように長手方向および幅方向に二軸延伸した後に長手方向に延伸する方法は不利であり、単純に幅方向に延伸した後に長手方向に延伸する方が有利ではないかと考えた。そして、そのような幅方向の延伸後に長手方向に延伸する方法(以下、単に、横−縦延伸法という)において、各延伸工程における条件によりフィルムの長手方向の温湯収縮率、自然収縮率等の特性がどのように変化するかについて鋭意検討した。その結果、横−縦延伸法によるフィルム製造の際に、後述する(a)の手段(幅方向への延伸後に中間熱処理を施すことによる収縮応力の制御)を施すことにより、長手方向の温湯収縮率や熱収縮応力を高くすることができ、連続的に安定して製造することが可能となることを突き止めた。
【0045】
ところが、そのような(a)の手段を施した熱収縮性フィルム(すなわち、「横延伸−中間熱処理−縦延伸」という特殊なプロセスによって得られる熱収縮性フィルム)は、主収縮方向が長手方向であり幅方向における機械的強度に優れるものの、長手方向の温湯収縮率や熱収縮応力が高すぎるものも存在し、フィルムロールから直接ボトルの周囲に胴巻きした後に熱収縮させた際の収縮仕上がり性が必ずしも良好であるとは言えないことが判明した。加えて、単純に「横延伸−中間熱処理−縦延伸」というプロセスを採用しただけでは、フィルムの靭性、粘性やタフネス性が必ずしも良好であるとは言えないことも判明した。
【0046】
そこで、本発明者らは、横延伸−中間熱処理−縦延伸を施した後のフィルムを処理することによって、胴巻き後の熱収縮時の収縮仕上がり性を改善できないか否かについて鋭意検討した。その結果、横延伸−中間熱処理−縦延伸というプロセス後のフィルムに、後述する(b)の手段(縦延伸後における最終的な熱セットおよび幅方向への緩和処理の実施)を講じることにより、胴巻き後の熱収縮時の収縮仕上がり性を飛躍的に改善できることを見出し、本発明を案出するに至った。以下、上記(a),(b)の各手段について順次説明する。
【0047】
(a)幅方向への延伸後の中間熱処理による収縮応力の制御
本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムを幅方向に延伸した後に、75℃以上140℃以下の温度で、1.0秒以上20.0秒以下に亘って、熱処理(以下、中間熱処理という)することが必要である。この中間熱処理を行うことによって、ラベルとした場合に収縮斑が生じ難いフィルムを得ることが可能となる。そのように横延伸後に特定の中間熱処理を施すことにより収縮斑が生じ難いフィルムを得ることが可能となる理由は明らかではないが、特定の中間熱処理を施すことによって、幅方向への分子配向をある程度残存させつつ、幅方向の収縮応力を低減させることが可能となるためではないかと考えている。なお、熱処理の温度の下限は、85℃以上であると好ましく、90℃以上であるとより好ましい。また、熱処理の温度の上限は、135℃以下であると好ましく、130℃以下であるとより好ましい。一方、熱処理の時間は、1.0秒以上20.0秒以下の範囲内で原料組成に応じて適宜調整すればよい。
【0048】
(b)縦延伸後の最終セットおよび幅方向の緩和処理
本発明の横−縦延伸法によるフィルムの製造においては、上記の通り、横延伸後に中間熱処理を施してから長手方向に延伸した後に、テンター内で幅方向の両端際をクリップによって把持した状態で、90℃以上140℃以下の温度で加熱しながら、幅方向に1%以上30%以下の範囲内で緩和させることが必要である。すなわち、本発明の熱収縮性フィルムのように、長手方向の温湯熱収縮率(90℃)が15%以上40%未満といった比較的低い温湯熱収縮率を有する熱収縮性フィルムを得るためには、単純に縦方向への延伸倍率を調整することによって長手方向の温湯熱収縮率を調整するのでは、フィルムの長尺方向に亘って所望する温湯熱収縮率を精度良く発現させるのは困難である。したがって、一旦、所望とする温湯熱収縮率を発現し得る延伸倍率よりも高い倍率となるように縦方向へ延伸した後に、フィルムに最終的な熱セット(最終セット)を加えると同時に、幅方向への緩和処理を施すことにより、温湯熱収縮率を低減させて、所望する温湯熱収縮率となるように調整するのが好ましい。このように、フィルムを高い倍率で縦方向に延伸した後に最終的な熱セットを加えながら幅方向に適度な量だけ緩和させて、最終的なフィルムの縦方向および幅方向の温湯熱収縮率を微調整することによって、ラベルとして胴巻き方式で容器に巻き付けた後に熱収縮させた際の収縮仕上がり性を良好なものとすることが可能となる。緩和温度が90℃を下回ったり140℃を上回ったりすると、幅方向の温湯熱収縮率の微調整が困難となるので好ましくない。また、緩和量が1%を下回ると、幅方向の温湯熱収縮率の微調整が困難となるので好ましくなく、反対に、緩和量が30%を上回ると、長手方向の温湯熱収縮率の微調整が困難となるので好ましくない。
【0049】
上記した(a),(b)の手段を講じることによって、靭性、粘性やタフネス性の良好な熱収縮性ポリエステル系フィルムを得ることが可能となり、胴巻き後の熱収縮時の収縮仕上がり性も極めて良好になる。また、上記した(a),(b)の手段の内、いずれかのみが、フィルムの長手方向における熱収縮性、低い自然収縮率、安定した製膜性、および、胴巻き後の収縮時の収縮仕上がり性、靭性やタフネス性に有効に寄与するものではなく、(a),(b)の手段を組み合わせて用いることにより、非常に効率的に、長手方向における適度な熱収縮性、低い自然収縮率、安定した製膜性、および、良好な収縮仕上がり性、靭性、タフネス性等を発現させることが可能となるものと考えられる。
【0050】
なお、上記した本発明の横−縦延伸法によるフィルムの製造においては、未延伸フィルムの幅(横)方向への延伸は、テンター内で幅方向の両端際をクリップによって把持した状態で、Tg+5℃以上Tg+40℃以下の温度で2.5倍以上6.0倍以下の倍率となるように行う必要がある。延伸温度がTg+5℃を下回ると、延伸時に破断を起こし易くなるので好ましくなく、反対にTg+40℃を上回ると、幅方向の厚み斑が悪くなるので好ましくない。なお、横延伸の温度は、Tg+10℃以上であると好ましく、Tg+15℃以上であるとより好ましく、Tg+35℃以下であると好ましく、Tg+30℃以下であるとより好ましい。また、幅方向の延伸倍率が2.5倍を下回ると、生産性が悪いばかりでなく幅方向の厚み斑が悪くなるので好ましくなく、反対に6.0倍を上回ると、延伸時に破断を起こし易くなる上、緩和させるのに多大なエネルギーと大掛かりな装置が必要となり、生産性が悪くなるので好ましくない。なお、横延伸の倍率は、3.0倍以上であると好ましく、3.5倍以上であるとより好ましく、5.5倍以下であると好ましく、5.0倍以下であるとより好ましい。
【0051】
本発明の横−縦延伸法によるフィルムの製造においては、中間熱処理を施したフィルムを長手方向に延伸する前に、フィルム端縁際の十分に横延伸されていない肉厚部分(主として横延伸時のクリップ把持部分)をトリミングしても良い(特に、原料として結晶性の高い樹脂を使用する場合には、トリミングするのが好ましい)。具体的には、フィルムの左右の端縁近傍に位置し、中央部分の厚みの約1.1〜1.3倍の厚みの部分(肉厚部分)を、カッター等の工具を用いて切断し、この肉厚部分を除去しつつ、残りの部分のみを長手方向に延伸する方法を採用することができる。
【0052】
フィルム端部をトリミングする際には、トリミングする前のフィルムの表面温度が50℃以下となるように冷却しておくことが好ましい。そのようにフィルムを冷却することにより、切断面を乱すことなくトリミングすることが可能となる。また、フィルム端部のトリミングは、通常のカッター等を用いて行うことができるが、周状の刃先を有する丸刃を用いると、局部的に刃先が鈍くなる事態が起こらず、フィルム端部を長期間に亘ってシャープに切断し続けることができ、長手方向への延伸時における破断を誘発する事態が生じないので好ましい。
【0053】
原料として結晶性の高い樹脂を使用する場合には、長手方向への延伸前にフィルムの端部をトリミングすることによって、一旦熱固定したフィルムを均一に長手方向へ延伸することが可能となり、破断のない安定したフィルムの連続製造が可能となる。さらに、フィルムを均一に長手方向へ延伸することが可能となるため、長手方向の厚み斑の小さなフィルムを得ることができる。その上、フィルムの端部をトリミングすることによって、長手方向への延伸時におけるボーイングが回避され、左右の物性差の小さなフィルムを得ることが可能となる。
【0054】
熱収縮性ポリエステル系フィルムの厚みは、特に限定するものではないが、ラベル用熱収縮性フィルムとしては、10〜200μmが好ましく、20〜100μmがより好ましい。
【0055】
[活性エネルギー線の照射による接着]
次に活性エネルギー線硬化型接着剤について説明する。本発明では、高速接着のために、容器に巻回した熱収縮性ポリエステル系フィルムの端部同士を接着するのに、活性エネルギー線硬化型接着剤を用いる。本発明で使用する接着剤は、活性エネルギー線、特に紫外線や電子線を利用して硬化可能な無溶剤型の液状樹脂を用いた接着剤であり、これには、ウレタン(メタ)アクリレート、エポキシ(メタ)アクリレート、ポリエステル(メタ)アクリレート等が挙げられる。
【0056】
これらの中でも、本発明では、熱収縮性ポリエステル系フィルムとの接着性等の観点から特にウレタン(メタ)アクリレートからなる活性エネルギー線硬化型接着剤が好ましく、中でも、ポリオール成分としてポリエステルポリオールを用いて得られるウレタン(メタ)アクリレートが好ましい。
【0057】
最も好ましいのは、下記原料化合物(1)〜(3)を反応させて得られる成分中、原料化合物(1)の繰り返し単位数が2以上で、且つ、原料化合物(1)の構成単位あたり2.7〜11個のウレタン結合基および/またはウレア結合基を有する分子量が1000〜20000のウレタンアクリレート(A)と、テトラヒドロフルフリル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、トルイルオキシエチル(メタ)アクリレート、N−ビニルピロリドンおよび(メタ)アクリロイルモルホリンよりなる群から選択される1種以上のラジカル重合性モノマー(B)を含有する活性エネルギー線硬化型接着剤が好ましい。
(1)芳香族ジカルボン酸に由来する構成単位を、ジカルボン酸に由来する構成単位100モル%中40モル%以上含有し、かつ分子量が1000〜10000である共重合ポリエステルポリオール
(2)ポリイソシアネート化合物
(3)1個以上の(メタ)アクリロイルオキシ基と1個以上のヒドロキシル基を有する化合物
【0058】
上記(1)の共重合ポリエステルポリオールは、ジカルボン酸成分とグリコール成分とから得られるものである。必須成分である芳香族ジカルボン酸は、芳香族性を有する基を分子内に有するジカルボン酸であり、例えば、無水フタル酸、テレフタル酸、イソフタル酸、オルソフタル酸、1,5−ナフタル酸などが代表的なものとして挙げられる。必要により、トリメリット酸、トリメシン酸、ピロメリット酸などのトリ及びテトラカルボン酸を少量含んでいてもよい。芳香族ジカルボン酸以外で共重合可能なジカルボン酸としては、コハク酸、アジピン酸、アゼライン酸、セバシン酸、ドデカンジカルボン酸等の脂肪族ジカルボン酸、1,2−ヘキサヒドロフタル酸、1,3−ヘキサヒドロフタル酸、1,4−ヘキサヒドロフタル酸、パーヒドロナフタレンジカルボン酸等の脂環族ジカルボン酸、フマール酸、マレイン酸、イタコン酸等の不飽和ジカルボン酸、テトラヒドロフタル酸、シクロブテンジカルボン酸等の不飽和脂環族ジカルボン酸、p−ヒドロキシエチルオキシ安息香酸、ε−カプロラクトン等のオキシ酸が挙げられる。
【0059】
グリコール成分としては、例えば、エチレングリコール、プロピレングリコール、1,3−プロパンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,9−ノナンジオール、ネオペンチルグリコール、ジエチレングリコール、ジプロピレングリコール、2,2,4−トリメチル−1,3−ペンタンジオール、1,4−シクロヘキサンジメタノール、スピログリコール、1,4−フェニレングリコール、1,4−フェニレングリコールのエチレンオキサイド付加物、ビスフェノールAのエチレンオキサイド付加物及びプロピレンオキサイド付加物、水素化ビスフェノールAのエチレンオキサイド付加物及びプロピレンオキサイド付加物、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコールなどのジオールなどがある。必要によりトリメチロールエタン、トリメチロールプロパン、グリセリン、ペンタエリスリトールなどのトリオール及びテトラオールを少量含んでいてもよい。
【0060】
このようなジカルボン酸成分とグリコール成分より共重合ポリエステルポリオールを得るためには、ジカルボン酸原料に対して、グリコール原料を過剰に用いて合成すればよい。この際、カルボキシル基末端が共重合ポリエステル中に50eq/106g未満になるように合成することが望ましい。50eq/106g以上になると、後述のウレタンアクリレート(A)を合成する際に、ポリイソシアネート化合物(2)との反応における不活性末端が多くなりすぎ、目的とするウレタンアクリレートが得られず、活性エネルギー線に対する硬化性が低下するおそれがある。カルボキシル基末端は30eq/106g以下がより好ましく、20eq/106g以下がさらに好ましい。なお、反応時には、必要により公知のエステル化触媒を用いてもよい。
【0061】
本発明で使用するポリエステルポリオール(1)は、芳香族ジカルボン酸に由来する構成単位を、ジカルボン酸に由来する構成単位中100モル%中40モル%以上含有し、分子量が1000〜10000の範囲が好ましい。芳香族ジカルボン酸成分が40モル%未満では、接着性が低下し、また硬化物の耐熱性も低下するために好ましくない。また、分子量が1000未満では接着性が低下し、硬化物の柔軟性が不十分になるおそれがある。分子量が10000を超えるとウレタン化反応性が低下する場合があり、また、粘性が高くなるためハンドリング性が低下するおそれがあるため好ましくない。
【0062】
本発明で使用されるポリイソシアネート化合物(2)としては、2,4−トリレンジイソシアネート、2,6−トリレンジイソシアネート、p−フェニレンジイソシアネート、ビフェニルメタンジイソシアネート、m−フェニレンジイソシアネート、ヘキサメチレンジイソシアネート、テトラメチレンジイソシアネート、3,3’−ジメトキシ−4,4’−ビフェニレンジイソシアネート、2,4−ナフタレンジイソシアネート、3,3’−ジメチル−4,4’−ビフェニレンジイソシアネート、4,4’−ジフェニレンジイソシアネート、4,4’−ジイソシアネートジフェニルエーテル、1,5’−ナフタレンジイソシアネート、p−キシリレンジイソシアネート、m−キシリレンジイソシアネート、1,3−ジイソシアネートメチルシクロヘキサン、1,4−ジイソシアネートジシクロヘキサン、4,4’−ジイソシアネートジシクロヘキサン、4,4’−ジイソシアネートジシクロヘキシルメタン、イソホロンジイソシアネート等のジイソシアネート化合物が挙げられる。また、全イソシアネート化合物の内7モル%以下であれば、2,4−トリレンジイソシアネートの3量体、ヘキサメチレンジイソシアネートの3量体等のトリイソシアネート化合物を含んでいてもよい。これらのイソシアネート化合物では、特にイソホロンジイソシアネート、ヘキサメチレンジイソシアネートが耐候性の点で好ましい。
【0063】
本発明で使用される1個以上の(メタ)アクリロイルオキシ基と1個以上のヒドロキシル基を有する化合物(3)としては、エチレングリコール、ジエチレングリコール、ヘキサメチレングリコール等のグリコールのモノ(メタ)アクリレート;2−ヒドロキシエチル(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、2−ヒドロキシ−3−フェノキシプロピル(メタ)アクリレート;トリメチロールプロパン、グリセリン、トリメチロールエタン等のトリオール化合物のモノ(メタ)アクリレート及びジ(メタ)アクリレート;ペンタエリスリトール、ジペンタエリスリトール等の4価以上のポリオールのモノ(メタ)アクリレート、ジ(メタ)アクリレート、トリ(メタ)アクリレート;グリセリンモノアリルエーテル、グリセリンジアクリルエーテル等のヒドロキシル基含有アクリル系化合物が挙げられる。
【0064】
本発明で使用されるウレタンアクリレート(A)には、必要に応じて、前記(1)以外のポリオール及び/またはポリアミン(4)を鎖延長剤として使用してもよい。前記(1)以外のポリオールとしては、エチレングリコール、プロピレングリコール等の前記共重合ポリエステルポリオール(1)のグリコール成分等が挙げられる。またポリアミンとしては、ヘキサメチレンジアミン、ジアミノジフェニルメタン、N−メチルジエタノールアミン、分子中に1級または2級のアミノ基を2個以上有する、末端アミノ化ポリブタジエン等の高分子量ポリアミン等が挙げられる。また、これらの化合物と同様に水を使用してもかまわない。
【0065】
本発明で使用されるウレタンアクリレート(A)は、前記共重合ポリエステルポリオール(1)とポリイソシアネート化合物(2)を[NCO]/[OH]<2で反応させて、イソシアネート末端ウレタンプレポリマーを得た後、1個以上の(メタ)アクリロイルオキシ基と1個以上の水素基を有する化合物(3)を反応させて得ることができる。別なる製法としては、前記共重合ポリエステルポリオール(1)とポリイソシアネート化合物(2)を[NCO]/[OH]≧2で反応させて、イソシアネート末端プレポリマーを得た後、1個以上の(メタ)アクリロイルオキシ基と1個以上の水素基を有する化合物(3)と上記(1)以外のポリオール及び/またはポリアミン(4)を反応させて得ることができる。また、ウレタンアクリレート(A)は、原料化合物(1)〜(3)(必要により(4))を、一定比率で一括して仕込み、反応させる方法によっても得ることが可能である。なお、反応時には必要に応じて公知の触媒を添加してもよい。
【0066】
このようにして得られる本発明に係るウレタンアクリレート(A)は、分子量が1000〜20000の範囲内であるのが好ましく、分子中に繰り返し単位数が2以上で、且つ、構成単位あたりに2.7〜11個のウレタン結合基及び/またはウレア結合基を有することが好ましい。分子量が1000より小さくなると、硬化時の歪みが大きくなり、接着性が悪くなるおそれがあり、好ましくない。分子量が20000を超えると、後述のラジカル重合性モノマー(B)との相溶性が悪くなり、結果として粘度が高くなりすぎ使用困難になる等の問題が生じる場合があり、好ましくない。繰り返し単位数が1個のときには、硬化物の強度および接着性が不足するおそれがある。また繰り返し単位数が2個以上であっても、分子中のウレタン結合基及び/またはウレア結合基が、構成成分であるポリエステルポリオール(1)の単位当り2.7個未満であると、接着性が低下したり、硬化物の強靭性も不足する場合がある。11個を超えると接着性が低下する上、ウレタン結合等によって粘度が高くなる可能性あるため好ましくない。
【0067】
活性エネルギー線硬化型接着剤には、ラジカル重合性モノマー(B)が含まれる。ラジカル重合性モノマー(B)は、テトラヒドロフルフリル(メタ)アクリレート、フェノキシエチル(メタ)アクリレート、トルイルオキシエチル(メタ)アクリレート、Nービニルピロリドンおよび(メタ)アクリロイルモルホリンよりなる群から選択される1種以上のモノマーである。他の公知のラジカル重合性モノマーも添加しても構わないが、上記のラジカル重合性モノマー(B)は、ポリエステルに対する接着性に優れているため、好適に用いられる。
【0068】
これらの化合物を使用した活性エネルギー線硬化型接着剤は、活性エネルギー線に対する硬化性、ポリエステルに対する接着性、柔軟性、耐侯性、耐水性、耐熱性および耐薬品性に優れており好ましい。
【0069】
本発明の活性エネルギー線硬化型接着剤には、必要により、光重合開始剤(C)を添加することができる。光重合開始剤としては、ジエトキシアセトフェノン、2−ヒドロキシ−2−メチル−1−フェニルプロパン−1−オン、ベンジルジメチルケタール、1−(4−イソプロピルフェニル)−2−ヒドロキシ−2−メチルプロパン−1−オン、4−(2−ヒドロキシエトキシ)フェニル−(2−ヒドロキシ−2−プロピル)ケトン、1−ヒドロキシシクロヘキシル−フェニルケトン、2−メチル−2−モルホリノ(4−チオメチルフェニル)プロパン−1−オン等のアセトフェノン類、ベンゾイン、ベンゾインメチルエーテル、ベンゾインエチルエーテル、ベンゾインイソプロピルエーテル、ベンゾインイソブチルエーテル等のベンゾインエーテル類、ベンゾフェノン、o−ベンゾイル安息香酸メチル、4−フェニルベンゾフェノン、ヒドロキシベンゾフェノン、4−ベンゾイル−4’−メチル−ジフェニルサルファイド、アルキル化ベンゾフェノン、3,3’,4,4’−テトラ(t−ブチルパーオキシカルボニル)ベンゾフェノン、4−ベンゾイル−N,N−ジメチル−N−[2−(1−オキソ−2−プロペニルオキシ)エチル]ベンゼンメタナミニウムブロミド、(4−ベンゾイルベンジル)トリメチルアンモニウムクロリド等のベンゾフェノン類、2−イソプロピルチオキサントン、2,4−ジメチルチオキサントン、2,4−ジエチルチオキサントン、2,4−ジクロロチオキサントン等のチオキサントン類が挙げられる。これらは単独で用いても複数を使用してもよい。
【0070】
また、上記光重合開始剤(C)と共に、トリエタノールアミン、メチルジエタノールアミン、トリエタノールアミン、4−ジメチルアミノ安息香酸メチル、4−ジメチルアミノ安息香酸エチル、4−ジメチルアミノ安息香酸イソアミル、安息香酸(2−ジメチルアミノ)エチル、4,4'−ジメチルアミノベンゾフェノン、4,4’−ジエチルアミノベン
ゾフェノン等の光増感剤を併用してもよい。
【0071】
本発明の活性エネルギー線硬化型接着剤は、上記のウレタンアクリレート(A)、ラジカル重合性モノマー(B)を配合したものであり、必要により光重合開始剤(C)を添加したものである。その配合比率は任意に設定することができるが、質量比で(A)/(B)/(C)=10〜70/10〜70/0〜10の範囲が好ましい。成分(A)が10質量%未満になるとウレタンアクリレートの特性が失われ、接着性の低下や、柔軟性・耐侯惟の低下が生じて好ましくない。また、成分(A)が70質量%を超えると、粘度が高くなり過ぎて使用が困難になると共に、活性エネルギー線に対する硬化性が悪くなり好ましくない。
【0072】
本発明の活性エネルギー線硬化型接着剤を製造する方法としては、上記の方法でウレタンアクリレート(A)を合成した後に、ラジカル重合性モノマー(B)を配合する方法がある。他の方法としては、ラジカル重合性モノマー(B)を反応溶剤としてウレタンアクリレート(A)を合成する方法がある。
【0073】
本発明の活性エネルギー線硬化型接着剤には、前記成分(A)〜(C)以外の成分も必要に応じて添加することができる。例えば、接着強度を向上させるために、エポキシ樹脂やポリイソシアネート化合物を加えることは有効である。その他、接着剤の特性に応じて、他の樹脂、可塑剤、消泡剤、レベリング剤、溶剤、安定剤等を加えてもよい。本発明において硬化のために使用する活性エネルギー線は、紫外線、電子線、γ線、中性子線等である。紫外線を使用する場合には、活性エネルギー線硬化型接着剤に、前述の光重合開始剤を添加することが望ましい。電子線照射機としては、スキャニング方式、あるいはカーテンビーム方式が採用でき、吸収線量は1〜20Mrad、好ましくは2〜15Mradが良い。紫外線照射の場合は、水銀ランプやメタルハライドランプ等を備えた紫外線照射機が使用でき、照射量は50〜5000mJ/cm2の範囲が好ましく、100〜1000mJ/cm2がより好ましい。
【0074】
上記活性エネルギー線硬化型接着剤には、有機溶剤が含まれていてもよい。本発明に使用できる有機溶剤は揮発性のものに限定され、活性エネルギー線による硬化前に、加熱乾燥等により大部分もしくは全部が揮発させる必要がある。使用可能な溶剤としては、アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン類、酢酸メチル、酢酸エチル等のエステル類、テトラヒドロフラン、ジオキサン、エチレングリコールモノメチルエーテル等のエーテル類、ベンゼン、トルエン、キシレン等の芳香族炭化水素類、ヘキサン、ヘプタン等の脂肪族炭化水素類、メタノール、エタノール、イソプロピルアルコール等のアルコール類、またはこれらの混合物等がある。これらの溶剤は、ウレタンアクリレート(A)の合成時に使用してもよく、この場合は、そのまま使用することもできる。
【0075】
[ラベルの製造方法]
次に、本発明の熱収縮性ラベルの製造法について説明する。まず、熱収縮性ポリエステル系フィルムに、必要によりラベルの図柄を印刷し、これをロール状に巻き取る。ロールからフィルムを繰り出し、所定の長さに切断する。切断されたフィルムを容器に巻き付ける前か、巻き付け後、若しくは巻き付けながら、フィルム全部または一部(例えばフィルム端部の一部または全部)に活性エネルギー線硬化型接着剤を塗布し、フィルム端部にもう一方の端部を重ね合わせて容器の全周を覆うことが好ましい。すなわち、本発明においては、切断したフィルムに接着剤を塗布し、その後、フィルムを容器に巻回する態様;容器にフィルムを巻回した後、フィルム端部に接着剤を塗布し他方のフィルム端部と貼り合わせる態様;さらには、容器へのフィルムの巻回と接着剤の塗布とを同時に行う態様;いずれも採用することができる。接着部に活性エネルギー線を照射して接着剤を硬化させれば、本発明の熱収縮性ラベルが得られる。ロールからフィルムを繰り出して、容器に巻き付けながら接着剤を塗布し、その後切断してもよい。また容器に巻き始めるとき、フィルムと容器を固定してその後の作業をし易くするために、容器および/またはフィルムに接着剤を塗布しておいてもよい。この最初に塗布する接着剤は公知の接着剤が利用できるが、本発明の活性エネルギー線硬化型接着剤を用いることが、高速生産性、活性エネルギー線に対する硬化性、ポリエステルに対する接着性、柔軟性、耐候性、耐水性、耐熱性および耐薬品性に優れており好ましい。この作業は連続的に行うことができる。
【0076】
活性エネルギー線硬化型接着剤の塗布厚みは特に限定しないが、経済的な面からはできるだけ薄い方が好ましい。よって、塗布厚みは5.0μm以下が好ましく、3.0μm以下がより好ましい。このように極めて薄層の活性エネルギー線硬化型接着剤を塗布することにより、フィルムの接着が瞬時にかつ強固に行えるのが本発明の大きな特徴である。
【実施例】
【0077】
以下、実施例により本発明を詳細に説明するが、本発明は、これら実施例に何ら制限されるものではない。まず、実施例および比較例において作製したフィルムおよびラベルの評価方法について説明する。フィルムの評価結果は表2に、ラベルの評価結果は表4にまとめた。なお、以下の説明において、「部」とあるのは「質量部」を意味する。
【0078】
[熱収縮率(温湯熱収縮率)]
フィルムを10cm×10cmの正方形に裁断し、所定温度±0.5℃の温水中に、無荷重状態で10秒間処理(浸漬)して熱収縮させた。フィルムを取り出し直ちに25℃±0.5℃の水中に10秒間浸漬させた後、フィルムの縦および横方向の寸法を測定し、式1に従って、それぞれ熱収縮率を求めた。熱収縮率の大きい方向を主収縮方向とした。
熱収縮率={(収縮前の長さ−収縮後の長さ)/収縮前の長さ}×100(%) 式1
【0079】
[最大熱収縮応力値]
フィルムを、主収縮方向×直交方向=200mm×15mmのサイズにカットし、フィルム試料とした。(株)ボールドウィン社製 万能引張試験機 STM−50を、温度90℃に調整した上で、カットしたフィルムをセットし、10秒間保持したときの応力値の最大値を求めた。
【0080】
[破断前ヤング率の測定方法]
ASTM−D882にしたがって、長さ150mm×幅10mmに切り出したフィルム試料を、25℃、65%RHの雰囲気下で、(株)島津製作所社製オートグラフを用いて、試料長が100mmとなるように両端(長手方向に沿った両端)を掴んで、200mm/分の引張速度にて引っ張った場合の応力−歪み曲線を測定した。そして、破断時の伸長倍率の90%の倍率まで伸長した時点(破断時の伸長倍率から逆算)から破断時点までにおける応力と歪みとの比の平均値を、破断前ヤング率として算出した。
【0081】
[自然収縮率]
得られたフィルムを、主収縮方向×直交方向=200mm×30mmサイズに切り取り、40℃×65%RHの雰囲気下で700時間放置(エージング)した後、フィルムの主収縮方向における収縮量を測定し、式2によって自然収縮率を算出した。
自然収縮率={(エージング前の長さ一エージング後の長さ)/エージング前の長さ}×100(%) 式2
【0082】
[直角引裂強度の測定方法]
熱収縮前のフィルムを主収縮方向が長手方向になるように切断し、矩形の枠に長手方向の両端部を固定する。このとき、枠の長さより3%長くなるように試料を弛ませて枠に固定する。80±0.5℃の温水中に試料を枠ごと浸漬し、弛んだフィルムが枠内で緊張状態となるまで、約5秒、フィルムを主収縮方向に3%収縮させる。続いて、25℃の水に浸漬した後、取りだしてよく水気を拭き取る。
【0083】
次いで、上記収縮後のフィルムから、JIS K 7128−3に準じて、図1に示す形状の試験片Fを切り出した。なお、切り出しに際しては、試験片の長手方向をフィルムの主収縮方向とした。その後、万能引張試験機(商品名「テンシロン」;東洋精機社製)で試験片の両端を掴み、引張速度200mm/分の条件で、フィルムの幅方向における引張破壊時の強度(N)の測定を行った。下式3を用いて単位厚み(mm)当たりの直角引裂強度(N/mm)を算出した。
直角引裂強度=引張破壊時の強度÷厚み 式3
【0084】
[Tg(ガラス転移温度)]
セイコー電子工業株式会社製の示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、−40℃から120℃まで、昇温速度10℃/分で昇温し、熱流速曲線(DSC曲線)を測定した。DSC曲線の変曲点の前後に接線を引き、その交点をTg(ガラス転移温度)とした。
【0085】
[Tm(融点)]
上記示差走査熱量計(型式:DSC220)を用いて、未延伸フィルム5mgを採取し、室温(23℃)から昇温速度10℃/分で昇温した時の熱流速曲線(DSC曲線)のピークの温度をTm(融点)とした。
【0086】
[ラベル密着性]
ボトルに装着された熱収縮後のラベルとボトルとを軽くねじったときのラベルのズレ具合を官能評価した。ラベルが動かなければ○、すり抜けたり、ラベルとボトルがずれたりした場合には×とした。
【0087】
[ラベル貼り合せ部の接着性]
ボトルに装着された熱収縮後のラベルについて、フィルム同士が貼り合せられた部分の表面に出ている方のフィルム端を手(爪)で引掻いたときのフィルムの剥がれ方を官能評価した。剥がれずに充分接着しているものを○、接着しているが軽い力で剥がれるものを△、接着してないものを×とした。
【0088】
[収縮仕上がり性]
ボトルヘのラベルの熱収縮装着後の仕上がり性の評価は目視で行い、基準は下記の通りとした。
◎:シワ,飛び上り、収縮不足の何れも未発生で、かつ色の斑も見られない
○:シワ,飛び上り、または収縮不足が確認できないが、若干、色の斑が見られる
△:飛び上り、収縮不足の何れも未発生だが、ネック部に斑が見られる
×:シワ、飛び上り、収縮不足が発生
【0089】
[ラベル開封性]
予め主収縮方向と直交する方向に長さ2mmのノッチを入れておいたラベルを、PETボトルに装着し、熱収縮させた。ただし、ノッチはボトルを立てた際のラベルの上側に設けた。その後、ラベルを装着したボトルを5℃で24時間冷蔵し、冷蔵庫から取り出した直後のボトルのラベルをノッチ部から指先で引裂いた。縦方向に綺麗に裂け、ラベルをボトルから簡単に外すことができたボトルの本数を数え、全サンプル50本に対する割合(%)を算出した。
【0090】
[ポリエステルフィルム1の製造法]
エチレングリコール70モル%と、ネオペンチルグリコール30モル%およびテレフタル酸100モル%とからなるポリエステル1(IV:0.72dl/g)70部と、ポリエチレンテレフタレート(IV:0.75dl/g:以下、ポリエステル2)30部とを混合して押出機に投入した。その後、この混合樹脂を280℃で溶融させてTダイから押出し、表面温度30℃に冷却された回転する金属ロールに巻き付けて急冷することにより、厚さが200μmの未延伸フィルムを得た。このときの未延伸フィルムの引取速度(金属ロールの回転速度)は、約20m/minであった。また、未延伸フィルムのTgは67℃であった。その後、この未延伸フィルムを、横延伸ゾーン、中間ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。なお、当該テンターにおいては、横延伸ゾーンと中間熱処理ゾーンとの中間に位置した中間ゾーンの長さは、約40cmに設定されている。また、中間ゾーンにおいては、フィルムを通過させていない状態で短冊状の紙片を垂らしたときに、その紙片がほぼ完全に鉛直方向に垂れ下がるように、延伸ゾーンからの熱風および熱処理ゾーンからの熱風が遮断されていた。
【0091】
テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に85℃で3.7倍に延伸し、中間ゾーンを通過させた後に(通過時間=約1.2秒)、中間熱処理ゾーンへ導き、幅方向に10%緩和させながら、105℃の温度で6.0秒間に亘って熱処理した。得られた横一軸延伸フィルムの厚みは厚み60μmであった。続いて、テンターの後方に設けられた左右一対のトリミング装置(周状の刃先を有する丸刃によって構成されたもの)を利用して、横一軸延伸フィルムの端縁際(中央のフィルム厚みの約1.2倍の厚みの部分)を切断し、切断部位の外側に位置したフィルムの端部を連続的に除去した。
【0092】
上記の端部をトリミングしたフィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後、表面温度95℃に設定された延伸ロール間で2.2倍に延伸した。その後、縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した。なお、冷却前のフィルムの表面温度は約75℃であり、冷却後のフィルムの表面温度は約25℃であった。また、70℃から25℃に冷却するまでに要した時間は約1.0秒であり、フィルムの冷却速度は45℃/秒であった。
【0093】
冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で115℃の雰囲気下で、幅方向に15%緩和させながら5.0秒間に亘って熱処理し、その後冷却した。冷却後、両縁部を裁断除去することによって、約30μmの二軸延伸フィルムを所定の長さに亘って巻き取り、熱収縮性ポリエステルフィルム1からなるフィルムロールを得た。製造条件を表1に、フィルム1の特性を表2に示す。
【0094】
[ポリエステルフィルム2の製造法]
原料であるポリエステル1とポリエステル2との混合比(重量比)を90:10に変更すると共に、縦延伸倍率を2.4倍に変更し、縦延伸後のフィルムを第2テンター内で幅方向に熱緩和させる際の温度を120℃に変更し、当該幅方向の緩和時における緩和量を20%に変更した以外は、実施例ポリエステルフィルム1と同様の方法によってポリエステルフィルム2を連続的に製造した。尚、未延伸フィルムのTgは67℃であった。製造条件を表1に、フィルム2の評価結果を表2に示す。
【0095】
[ポリエステルフィルム3の製造法]
第1テンターにおける横延伸倍率を4.0倍に変更するとともに、縦延伸倍率を2.4倍に変更し、縦延伸後のフィルムを第2テンター内で幅方向に緩和させる際の温度を120℃に変更した以外は、実施例ポリエステルフィルム1と同様の方法によってポリエステルフィルム3を連続的に製造した。製造条件を表1に、フィルム3の評価結果を表2に示す。
【0096】
[ポリエステルフィルム4の製造法]
ポリエステルフィルム1と同様にして得られた厚み180μmの未延伸フィルムを、横延伸ゾーン、中間熱処理ゾーンを連続的に設けたテンター(第1テンター)に導いた。そして、テンターに導かれた未延伸フィルムを、フィルム温度が90℃になるまで予備加熱した後、横延伸ゾーンで横方向に75℃で4.0倍に延伸した後、中間熱処理ゾーンへ導き、110℃で6.0秒間に亘って熱処理することによって、厚み45μmの横一軸延伸フィルムを得た。続いて、この横一軸延伸フィルムを、複数のロール群を連続的に配置した縦延伸機へ導き、予熱ロール上でフィルム温度が70℃になるまで予備加熱した後に、表面温度90℃に設定された延伸ロール間で1.5倍に延伸した。この縦延伸したフィルムを、表面温度25℃に設定された冷却ロールによって強制的に冷却した(冷却速度45℃/秒)。
【0097】
そして、冷却後のフィルムをテンター(第2テンター)へ導き、当該第2テンター内で110℃の雰囲気下で5.0秒間に亘って熱処理し(緩和量0%)、両縁部を裁断除去することによって、約30μmの二軸延伸フィルム(熱収縮性フィルム)を所定の長さに亘って巻き取り、熱収縮性ポリエステルフィルム4からなるフィルムロールを得た。製造条件を表1に、フィルム4の評価結果を表2に示す。
【0098】
【表1】
【0099】
【表2】
【0100】
[活性エネルギー線(UV)硬化型接着剤1の製造法]
温度計、攪拌機、蒸留塔、コンデンサー、減圧装置を具備した反応容器中に、ジメチルテレフタレート440部、ジメチルイソフタレート440部、エチレングリコール412部、ヘキサンジオール393部、及びテトラブトキシチタネート0.5部を仕込み、150〜230℃で120分間加熱してエステル交換反応をさせた。次いで、反応系を10mmHgに減圧し、30分間で250℃まで昇温して反応を行い、共重合ポリエステルポリオールを得た。ポリエステルポリオールの分子量は1600であった。
【0101】
次に、温度計、攪拌機、還流冷却器を具備した反応容器中に、上記共重合ポリエステルポリオール100部、フェノキシエチルアクリレート120部を仕込み、溶解後、イソホロンジイソシアネート15部及びジブチル錫ジラウレート0.05部を仕込み、70〜80℃で2時間反応させた後、さらに2−ヒドロキシエチルアクリレート5部を加えて70〜80℃で反応を行なうことにより、ウレタンアクリレートのフェノキシエチルアクリレート溶液を得た。なお、使用直前に、この溶液100部に、光重合開始剤として2−ヒドロキシ−2−メチル−1−フェニル−プロパン−1−オン(ダロキュアー(登録商標)1173:チバ・スペシャルティ・ケミカルズ社製)3質量部添加し、活性エネルギー線(UV)硬化型接着剤1とした。ウレタンアクリレートの分子量は2000であり、カルボキシル基末端量は5eq/106gであった。接着剤の組成を表3に示す。
【0102】
なお、上記分子量はいずれも数平均分子量であり、テトラヒドロフランを溶離液として、GPC150c(ウォーターズ社製)を用い測定した結果(ポリスチレン換算)である。なお、カラム温度は35℃、流量1ml/分とした。
【0103】
[UV硬化型接着剤2の製造法]
フェノキシエチルアクリレート120部の代わりにテトラヒドロフルフリルアクリレート120部を用いたこと以外は上記活性エネルギー線硬化型接着剤1と同様の方法で、ウレタンアクリレートのテトラヒドロフルフリルアクリレート溶液を得た。上記接着剤1の場合と同様に、使用直前に光重合開始剤を添加してUV硬化型接着剤2を得た。接着剤の組成を表3に示す。
【0104】
[UV硬化型接着剤3の製造法]
フェノキシエチルアクリレート120部の代わりにアクリロイルモルホリン120部を用いたこと以外は上記活性エネルギー線硬化型接着剤1と同様の方法で、ウレタンアクリレートのアクリロイルモルホリン溶液を得た。上記接着剤1の場合と同様に、使用直前に光重合開始剤を添加してUV硬化型接着剤3を得た。接着剤の組成を表3に示す。
【0105】
【表3】
【0106】
実施例1
上記ポリエステルフィルム1のロールを用いて、東洋インキ製造(株)の草・金・白色のインキで3色印刷を施し、フィルムロールの長手方向が縦になるように、縦230mm×横100mmに切り出した。265mlアルミニウムボトル缶(胴部の最大径68mm、ネック部の直径30mm)を立てた状態で、切り出したフィルムの長辺の一方が缶の底部に沿うようにフィルムを巻き付けながら、フィルムの短辺のボトル缶当接面側の一端の上下、中央の3箇所に、上記活性エネルギー線硬化型接着剤1を点状に塗布して、フィルムをボトル缶に固定した。
【0107】
次いで、巻き付けたフィルムのもう一方の端部に、活性エネルギー線硬化型接着剤1を塗布し、接着剤層を挟み込むように、先にボトル缶に固定した一端に、この一端を5mm重ね合わせ、直ちにこの接着部分に3kW(120W/cm)×1灯空冷式水銀灯で紫外線を100mJ/cm2となるように照射して、フィルムの両端を硬化接着させて、熱収縮性ラベル付きボトル缶を製造した。
【0108】
続いて、熱収縮性ラベル付きボトル缶を、ラベル装着後、直ちに、長さ3mで92℃に保温された水蒸気炉シュリンクトンネルに送入し、10秒かけて通過させることにより、ラベルを収縮させてボトル缶の外周に密着させ、包装体(収縮後のラベル付き容器)を得た。収縮仕上り性およびラベル貼り合せ部の接着性ともに良好な包装体であった。評価結果を表4に示す。
【0109】
実施例2
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム2を用いたこと以外は、実施例1と同様の方法で包装体を得た。評価結果を表4に示す。
【0110】
実施例3
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム3を用いたこと以外は、実施例1と同様の方法で包装体を得た。評価結果を表4に示す。
【0111】
実施例4
フィルムとボトル缶およびフィルム端同士の貼付のための接着剤として、活性エネルギー線硬化型接着剤2を用いたこと以外は、実施例1と同様の方法で包装体を得た。評価結果を表4に示す。
【0112】
実施例5
フィルムとボトル缶およびフィルム端同士の貼付のための接着剤として、活性エネルギー線硬化型接着剤3を用いたこと以外は、実施例1と同様の方法で包装体を得た。評価結果を表4に示す。
【0113】
比較例1
フィルムとボトル缶およびフィルム端同士の貼付のための接着剤として、市販のエチレン−酢酸ビニル系ホットメルト接着剤(軟化点85℃)を用いたこと以外は、実施例1と同様の方法によって包装体を得た。ホットメルト接着剤塗布時の熱により収縮仕上がり性が悪くなり、またラベル貼り合せ部も手で軽く剥がれ充分な接着性が得られなかった。
【0114】
比較例2
ボトルにフィルムを巻きつけた後のフィルム端同士の貼り合せを、1,3−ジオキソランを用いて溶剤接着により行ったこと以外は、実施例1と同様の方法によってラベルの装着を試みたが、溶剤が垂れたり飛び散ったりしたため、均一な塗布ができず、フィルムの貼り合わせがうまくできなかった。
【0115】
比較例3
熱収縮性ポリエステルフィルムとして、ポリエステルフィルム4を用いたこと以外は、実施例1と同様の方法で包装体を得た。ポリエステルフィルム4は、熱収縮性フィルムの直交方向の温湯収縮率が高く、破断前ヤング率が低いため、胴巻き後の熱収縮時の収縮仕上がり性が不十分で、靭性、タフネス性が不良であった。
【0116】
【表4】
【産業上の利用可能性】
【0117】
本発明の熱収縮性ラベルは、PETボトル、ガラスボトル等のボトル用ラベルに好適である。
【図面の簡単な説明】
【0118】
【図1】直角引裂強度を測定する際の試験片の形状を示す説明図である。
【符号の説明】
【0119】
F フィルム
【特許請求の範囲】
【請求項1】
少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、容器の周囲に巻回したフィルムの活性エネルギー線硬化型接着剤塗布部に、活性エネルギー線を照射することにより連続体に成形された熱収縮性ラベルであって、
上記熱収縮性ポリエステル系フィルムが、エチレンテレフタレートを主たる構成ユニットとし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下であるポリエステルから構成されていると共に、下記要件(1)〜(5)を満たす主収縮方向が長手方向の熱収縮性ポリエステル系フィルムであることを特徴とする熱収縮性ラベル。
(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満である、
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の温湯熱収縮率が−5%以上5%以下である、
(3)90℃で10秒間に亘って処理した場合における長手方向の最大熱収縮応力が2.5MPa以上7.0MPa以下である、
(4)フィルムの長手方向の破断前ヤング率が0.05GPa以上0.15GPa以下である、
(5)40℃、65%RHの雰囲気下で700時間以上に亘ってエージングした後の自然収縮率が0.05%以上1.5%以下である。
【請求項2】
上記熱収縮性ポリエステル系フィルムを80℃の温水中で長手方向に3%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が100N/mm以上300N/mm以下である請求項1に記載の熱収縮性ラベル。
【請求項3】
請求項1または2に記載の熱収縮性ラベルの製造方法であって、請求項1または2に記載の熱収縮性ポリエステル系フィルムを容器の周囲に巻回する前、巻回後、若しくは巻回しながら、フィルムの一部に活性エネルギー線硬化型接着剤を塗布し、活性エネルギー線を照射して、連続体に成形することを特徴とする熱収縮性ラベルの製造方法。
【請求項4】
予め、上記容器および/または上記熱収縮性ポリエステル系フィルムの一部に、活性エネルギー線硬化型接着剤を塗布して、容器と熱収縮性ポリエステル系フィルムとを貼着しておく工程を含む請求項3に記載の熱収縮性ラベルの製造方法。
【請求項1】
少なくとも1軸に延伸された熱収縮性ポリエステル系フィルムからなり、容器の周囲に巻回したフィルムの活性エネルギー線硬化型接着剤塗布部に、活性エネルギー線を照射することにより連続体に成形された熱収縮性ラベルであって、
上記熱収縮性ポリエステル系フィルムが、エチレンテレフタレートを主たる構成ユニットとし、エチレングリコール以外のグリコール由来のユニットおよび/またはテレフタル酸以外のジカルボン酸由来のユニットがポリエステル全ユニット100モル%中15モル%以上40モル%以下であるポリエステルから構成されていると共に、下記要件(1)〜(5)を満たす主収縮方向が長手方向の熱収縮性ポリエステル系フィルムであることを特徴とする熱収縮性ラベル。
(1)90℃の温水中で10秒間に亘って処理した場合における長手方向の温湯熱収縮率が15%以上40%未満である、
(2)90℃の温水中で10秒間に亘って処理した場合における長手方向と直交する幅方向の温湯熱収縮率が−5%以上5%以下である、
(3)90℃で10秒間に亘って処理した場合における長手方向の最大熱収縮応力が2.5MPa以上7.0MPa以下である、
(4)フィルムの長手方向の破断前ヤング率が0.05GPa以上0.15GPa以下である、
(5)40℃、65%RHの雰囲気下で700時間以上に亘ってエージングした後の自然収縮率が0.05%以上1.5%以下である。
【請求項2】
上記熱収縮性ポリエステル系フィルムを80℃の温水中で長手方向に3%収縮させた後の単位厚み当たりの幅方向の直角引裂強度が100N/mm以上300N/mm以下である請求項1に記載の熱収縮性ラベル。
【請求項3】
請求項1または2に記載の熱収縮性ラベルの製造方法であって、請求項1または2に記載の熱収縮性ポリエステル系フィルムを容器の周囲に巻回する前、巻回後、若しくは巻回しながら、フィルムの一部に活性エネルギー線硬化型接着剤を塗布し、活性エネルギー線を照射して、連続体に成形することを特徴とする熱収縮性ラベルの製造方法。
【請求項4】
予め、上記容器および/または上記熱収縮性ポリエステル系フィルムの一部に、活性エネルギー線硬化型接着剤を塗布して、容器と熱収縮性ポリエステル系フィルムとを貼着しておく工程を含む請求項3に記載の熱収縮性ラベルの製造方法。
【図1】

【公開番号】特開2009−161249(P2009−161249A)
【公開日】平成21年7月23日(2009.7.23)
【国際特許分類】
【出願番号】特願2008−316197(P2008−316197)
【出願日】平成20年12月11日(2008.12.11)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
【公開日】平成21年7月23日(2009.7.23)
【国際特許分類】
【出願日】平成20年12月11日(2008.12.11)
【出願人】(000003160)東洋紡績株式会社 (3,622)
【Fターム(参考)】
[ Back to top ]