
熱収縮性積層フィルムロール
【課題】長期保管後も、高精度印刷適性がロール全般にわたって亘って良好であり、高速印刷性、シール性にも追従できる熱収縮性フィルムロールを提供する。
【解決手段】ポリ乳酸系樹脂(I)層とポリオレフィン系樹脂層(II)層との少なくとも2層からなる有効長1000m以上の熱収縮性フィルムをコアに巻き取ってなるフィルムロールにおいて、(1)フィルムロールの巻き出し部表面を、落球式硬さ試験機を用いてフィルムの幅方向に20mm間隔で測定した際の平均硬さが300〜800であり、 (2)該平均硬さのばらつきが±200以内であり、(3)巻き出し部から前記フィルムを500m単位で巻き出した後の前記平均硬さの増加率が0.25〜5.0%とする。
【解決手段】ポリ乳酸系樹脂(I)層とポリオレフィン系樹脂層(II)層との少なくとも2層からなる有効長1000m以上の熱収縮性フィルムをコアに巻き取ってなるフィルムロールにおいて、(1)フィルムロールの巻き出し部表面を、落球式硬さ試験機を用いてフィルムの幅方向に20mm間隔で測定した際の平均硬さが300〜800であり、 (2)該平均硬さのばらつきが±200以内であり、(3)巻き出し部から前記フィルムを500m単位で巻き出した後の前記平均硬さの増加率が0.25〜5.0%とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は熱収縮性積層フィルムロールに関し、詳しくは、長期保管後も印刷および製袋時に印刷ズレや溶剤シールはずれ等の不具合が生じず、収縮ラベルや食品包装などに好適に使用される熱収縮性積層フィルムロールに関する。
【背景技術】
【0002】
従来、ガラス瓶やポリエチレンテレフタレートボトル(ペットボトル)に使用される収縮ラベルや食品包装用の収縮フィルムとしては、ポリ塩化ビニル、ポリスチレン、またはポリエステルからなる延伸フィルムが主に使用されてきた。
【0003】
近年では、これらの飲料用ペットボトルの消費の拡大と共に廃棄物処理や自然環境中に廃棄されCO2削減の観点からポリ乳酸を用いたフィルムの開発もされている。例えば、ポリオレフィン系樹脂とポリ乳酸系樹脂とを組み合わせた熱収縮性積層フィルムが報告されているが(特許文献1参照)
【0004】
これらの熱収縮性フィルムは主としてテンター延伸法によりマスターロールを製膜し、その後、任意の幅でスリットしながらロール状に巻き取られ、ロールの形態で主として幅方向に1から4面のグラビア印刷にかけられる。その後、各面の幅にスリットし、ロール状に巻き取られた後、チューブ状に溶剤接着等の手法により、製袋され、またロール状に巻き取られる(ラベルロール)。
【0005】
製袋品は、その後、被覆物の長さにカットされた後、被覆物に被され、蒸気や熱風を吹き付けて収縮させる収縮トンネルを通過することにより、熱収縮させて被覆物に密着させる。
【0006】
近年の特徴としては、商品の多品種小ロット化に伴い、多数の版を作成せず色数も少なくでき、コスト的に有利な高精度写真印刷が増えてきた。また一方で、高度な意匠性を求めた6色を超えるグラビア印刷、グラデーション印刷等の高精度印刷も増えてきている。
【0007】
図5は、収縮フィルム印刷におけるグラビア印刷の工程を概略的に示す図である。図5においては、図面左側に表されている巻き出しロール51から巻き出されたフィルム100は図面中央に示される、例えば6色のグラビア多色印刷機520(図面では、6色のうち、2色を印刷する部位が示され、他の4色を印刷する部位の図示は省略されている。)を経て、図面右側に表された巻き取りロール518に巻き取られる。グラビア印刷機520は、下部に配置されたインクリザーバ52a、52b中に例えば、赤、青のインクが貯められている。インクリザーバ52a、52bには、それぞれのインクに浸るようにインク巻き上げロール53a、53bが設けられている。それぞれその表面に印刷模様、文字が彫刻された版ロール53a、53bが配置され、さらにそれらの上方には、これら版ロールに接するように圧胴ロール55a、55bが配置されている。印刷機520の上部には、各インクリザーバ52a、52bに対応して、それぞれ3本の調整ロール511、512、513;514、515、516が配置されている。巻き出しロール51から水平方向に巻き出されたフィルム100は、方向変換ロール510を経て垂直上方の調整ロール511に至る。その後さらに2つの調整ロール512、513を経て、接触ロール55aに至る。ここでは、6色印刷機520の第1色目である赤のインクが貯留されたインクリザーバ52aに下部が浸漬されている版ロール53aが圧胴ロール55aと同周速に回転している。ロール53aはインクリザーバ52a内の赤インクをそのロール面に付着させて巻き上げ、巻き上げられた赤インクはロール側部に配置されたドクターブレード56aにより、ロール表面において彫刻以外の部分は掻き落とされる。版ロール53a表面の赤インクは、圧胴ロール55aに巻きつけられて走行しているフィルム100表面に転写され、当該フィルム100上に赤インクの印刷が完了する。続いてフィルム100は圧胴ロール55aから40〜70℃に調整された乾燥ゾーン530を経た後、調整ロール514、515、516を経て、6色印刷機520の第2色目である青インクの転写を受ける圧胴ロール55bに至る。青インクリザーバ52b、版ロール53bの構成および作用は赤インクの部位におけるものと同様である。その後の4色についても同様の構成となっており、フィルム100は最終的に図5の右側に示される方向転換ロール517により下向きから水平方向に向きを変えられて、巻き取りロール518により巻き取られる。このようにしてフィルム100に対する6色インクによる多色印刷が行われる。
【0008】
かかる多色印刷工程においては、各色の版ロールがフィルム100の所定位置に来るように多くのロール間を走行するフィルム100の位置を調整することが重要である。フィルム100には図6に示すように、所定ピッチごとに幅方向両端部あるいは片端部に、一対のマーク61、61(「トンボ」といわれることもある。)が記されている。
【0009】
例えば、青インク印刷の部位では、走行するフィルム100が、圧胴ロール55aを通過する前後にセンサ57a、57aが配置されている。センサ57a、57aは、走行しているフィルム100に所定ピッチごとに記されているマーク61、61の位置を感知し不図示のコントローラにその情報を送信する。コントローラは、色ごとに配設されたセンサによる情報を得て、フィードバックあるいはフィードフォワードの制御により、6色の印刷がフィルム100の表面上に揃うように、調整ロール511、512、513;514、515、516を上下させ、あるいは傾けるよう動作指令を発する。
【0010】
この制御機構は、金属圧延における自動板圧調整(AGC)、あるいは自動平坦度調整(AFC)におけるものと類似するが、金属圧延板と比べ、樹脂フィルムは剛性の点で劣るため、制御の結果が系に反映されるまで時間がかかる。また、印刷が高速であるほど、制御遅れが出て、正確な制御を行うことがより困難なものとなる。結果として、ピッチズレが修正されないまま、別の色の印刷が重ねられることになる。ここでの「ピッチズレ」とは、図6において、マーク61が本来あるべき位置から紙面左右方向、あるいは紙面上下方向に変位することである。なお、紙面厚み方向のズレは、ロール間で発生するバタツキであり、ロール位置において修正されるが、ロール間においては、系に振動を与える要因となり、共振を伴うような場合、印刷の制御を不安定なものにさせる。
【0011】
印刷時の縦横のピッチズレ(各版ロールの見当ズレ)が発生すると、印刷物自体がぼやけたり、グラデーションの諧調が段になったりして鮮明性が損なわれ、商品価値が損なわれる。また、印刷のピッチズレが発生すると、発生後数10mの区間はピッチズレが続き、その部分は意匠性が劣るため、製品として使用できないといった問題がある。
【0012】
また上記のような不良が発生した場合、その区間を人手により取り除かねばならず、工数が増大する。また上記の作業は不良部を取り除いた後でフィルムを継ぐためラベルロールに継ぎ目が発生する。ラベルロールの継ぎ目の入った最終製品は取り除く必要があるので、最終製品の歩留まりも低下する。さらに継ぎ目部がラベル装着機内にてツマリを起こすことがあり、最終製品の生産トラブルにつながることも問題視されていた。
【0013】
特に、上記のような状況は製膜、スリット、巻き上げ後、半年から1年にわたる常温長期保管(20℃〜25℃にて保管。なお、以下、本明細書において「A〜B」と表記(A、Bは数値である。)するときは、A以上、かつB以下であることを表すものとする。)を行ったフィルムロールにて発生頻度が高く問題視されていた。また、熱収縮性フィルムは80℃〜200℃程度の熱をかけることで収縮を起こす特性を持つために、わずかではあるが常温の領域でも長時間に亘る保管時には自然収縮を起こす。そのため、経時によるロールフォーメーションの変化が少なく高精度印刷を歩留良く施すことができるフィルムロールが望まれていた。
【0014】
さらに、通常は、一本のフィルムロールから、同一の最終製品用ラベル、袋などを加工するので一本のフィルムロールに巻かれたフィルムの印刷性の変動が大きい場合、製品として使用できない部分が大量に発生することにもなり、問題視されていた。
【0015】
上記の問題について特許文献2では不活性粒子を含有する芳香族ポリアミド系樹脂、あるいは芳香族ポリイミド系樹脂を用いたフィルムにおいて、その含有する不活性粒子の大きさなどと共に巻き硬度の範囲を規定した技術が開示されている。この特許文献2に記載された技術はベースのフィルムが熱固定された(熱収縮性ではない)フィルムに関するものであり、且つ2軸に延伸され熱固定されたフィルムに関するものである。従って、該技術は収縮などの経時による形状の変化を起こしにくいフィルムに関するものであり、フィルムロールフォーメーションの経時変化に関しては考慮されていない。また、磁気記録媒体などのベースフィルムとして使用されることを前提として考えられており、高精度印刷に対する適正性に関しては何ら考えられてはいないものである。また、熱収縮性フィルムは横方向へ収縮を起こすだけではなく、通常長手方向への延伸がなく縦方向への引っ張り強度が2軸延伸フィルムに比べて劣るため、印刷時の縦方向への伸びが激しい。本発明はこの点において、高精度印刷を行うために発明された内容であり特許文献2とは異なる技術思想に基づくものである。
【0016】
また特許文献3では熱可塑性樹脂フィルムロールに関して、その表面粗さと共に巻き硬さが規定されているが、特許文献3も特許文献2と同様に熱固定された(熱収縮性ではない。)フィルムに関するものであり、且つ2軸に延伸され熱固定されたフィルムに関するものである。そもそも、特許文献3にかかる発明は、収縮などの経時による形状の変化を起こしにくいフィルムに対して考えられたものであり、経時に関しては大きくは考慮されていない。且つ磁気記録媒体などのベースフィルムとして使用されることを前提として考えられており、高精度印刷に対する適正性に関しては何ら考慮されてはいない。本発明は、経時変化が少ない熱固定された2軸配向フィルムとは異なり、経時変化が大きい横一軸熱収縮性フィルムにおいて、高精度印刷を行うために発明された内容であり特許文献3とも明らかに異なる技術思想に基づくものである。
【0017】
また、上記の2件の特許文献は、1本のロール全般に亘って印刷時の不具合を取り除けるものではなく、本発明の目的と異なる目的を有する発明である。
【特許文献1】特開2006−218857号公報
【特許文献2】特開平8−230124号公報
【特許文献3】特開2000−016644号公報
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明は、長期保管後も、高精度印刷適性がロール全般に亘って良好であり、高速印刷性、シール性にも追従できる熱収縮性フィルムロールを提供することを目的とするものである。なお、「高精度印刷」とは6色以上の印刷版を用いたグラビア印刷であり、且つグラデーション濃度が30%以下の部分を含む印刷をいう。
【課題を解決するための手段】
【0019】
本発明者らは、上記課題を解決するため鋭意検討を行った結果、フィルム物性に多少の経時変化があったとしても、巻き状態が所定の範囲内であれば、高精度印刷においても印刷ズレを起こさないフィルムロールを製造しうることを見出し、本発明を完成するに至った。
【0020】
すなわち、本発明の要旨は、ポリ乳酸系樹脂(I)層とポリオレフィン系樹脂層(II)層との少なくとも2層からなる有効長1000m以上の熱収縮性積層フィルムをコアに巻き取ってなるフィルムロールであって、前記フィルムロールの巻き出し部表面を、落球式硬さ試験機を用いて前記熱収縮性積層フィルムの幅方向に20mm間隔で測定した際の平均硬さが300〜800の範囲であり、該平均硬さのばらつきが±200以内であり、巻き出し部からフィルムを500m単位で巻き出した後の平均硬さの増加率が0.25〜5.0%の範囲であり、かつ前記熱収縮性積層フィルムを80℃の温水中に10秒間浸漬したときの主収縮方向における熱収縮率が20%以上であることを特徴とする熱収縮性積層フィルムロールにある。
【0021】
ここに、フィルムの「有効長」とは、巻き出し部の長さ方向端部から5mを除去し、除去したフィルムの巻き出し部側端部から、500m単位に巻き芯側に移動して、その500m毎の最後の部位が巻き芯側に少なくとも100mの長さを残している点までの長さをいうものとする。従って、有効長における硬さの測定点は、フィルムの巻き出し部の長さ方向端部から5mを除去し、この5mを除去したフィルムの巻き出し側端部を最初の測定点とする。その後フィルムの長さに応じて、最初の測定点から500mごとの位置を測定点とし、最後の(最も巻き芯側の)測定点は、巻き芯側に少なくとも100mの長さを残しておくものとする。すなわち、「有効長」は、フィルム全長から、上記巻き出し側端部5m、および巻き芯側の「少なくとも100m」を除外した長さである。
【0022】
図1に、フィルム全長、並びに巻き出し部(5m)、有効長(500m×Y(Yは1以上の整数))、および巻き芯側無効長(少なくとも100m(具体的には、100m以上600m未満))の関係を種々の長さについて示した。本発明の熱収縮性積層フィルムロールは、有効長1000m以上の熱収縮性フィルムをコアに巻き取ってなるものであるので、(2)〜(7)の形態が当てはまる。
【0023】
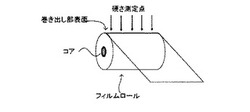
また、図2には、フィルムロールの巻き出し部表面における硬さの測定点を示した。「落球式硬さ試験機」によるフィルムの硬さ測定は、スイス、プロセオ社の硬さ試験機パロテスター2を使用して測定するものとする。
【0024】
「平均硬さのバラツキ」とは、平均硬さと、該平均硬さから最も離れた硬さとの数値差により表現した値である。具体的には、「最大硬さ−平均硬さ」、「最小硬さ−平均硬さ」、のいずれかのうち、絶対値が大きい方を「平均硬さのバラツキ」とする。
【0025】
「平均硬さの増加率」の測定方法は、以下の通りである。スリッターで巻き取った本発明のフィルムロールを別のスリッターにて巻き解く。この際、巻き解く前の巻き出し側端部においてまずフィルムロール硬さを測定し、最大硬さ/最小硬さ/平均硬さを求め、その後、500m毎にスリッターを停止させ、フィルムロール硬さを測定し、最大硬さ/最小硬さ/平均硬さを求めた。具体的には、フィルムロール巻き出し部の長さ方向端部から5m除去した部分を最外部の巻外として計測し、500mずつ巻き解きながら計測し、フィルムロール巻き芯側に少なくとも100mの長さを残している点までの長さまで計測した(有効長において巻外から500mおきの計測となる。)。
【0026】
また、「500m単位で巻き出した後の平均硬さの増加率が0.25〜5.0%の範囲」とは、測定点毎に平均硬さが上昇することを意味し、A→B→Cの測定点においては、平均硬さは、A(平均硬さH1)→B(平均硬さH2(=H1×1.0025〜1.05))→C(平均硬さH3(=H2×1.0025〜1.05)と上昇する。より具体的には、有効長1,000mで、平均硬さの増加率が1.0%のとき、巻き出し部の平均硬さを500とすると、巻き出し部から500m内側の部分の平均硬さは、500×1.01=505となり、巻き出し部から1,000m内側の部分つまり巻き芯部の平均硬さは505×1.01=510となる。
【0027】
また、本発明の熱収縮性積層フィルムロールにおいて、コアが紙管であることが好ましい。
【0028】
さらに、上記コアが紙管である本発明の熱収縮性積層フィルムロールにおいて、紙管の万能材料試験機で計測した扁平耐圧強度が1800〜3000N/100mm幅であることも好ましい。
【0029】
本発明の規定を満たす硬さを有する熱収縮性積層フィルムロールは、未延伸フィルムの成形から延伸フィルムの巻取り、巻き取ったフィルムをスリットするまでの多数に亘る製造工程条件を組み合わせることによって得ることができる。
【発明の効果】
【0030】
本発明の熱収縮性積層フィルムロールは、長期間の保管後であっても高精度な印刷適性に優れ、かつ、高速での溶剤シールが可能である。熱収縮性積層フィルムロールの幅が0.3m以上である場合、本発明を適用すれば、ロールの経時変化等により見当ズレなどといった不具合が発生しにくくなるので、本発明を適用する意義が大である。
【0031】
しかも、上記幅を有するフィルムは、加工性およびハンドリング性に優れているため、本発明の好ましい実施態様である。
【発明を実施するための最良の形態】
【0032】
本発明の熱収縮性積層フィルムロール(以下、「本発明のフィルムロール」ともいう。)は、ポリ乳酸系樹脂(I)層とポリオレフィン系樹脂層(II)層との少なくとも2層からなる有効長1000m以上の熱収縮性積層フィルムをコアに巻き取ってなるフィルムロールであって、前記熱収縮性積層フィルムを80℃の温水中に10秒間浸漬したときの主収縮方向における熱収縮率が20%以上であり、
(1)前記フィルムロールの巻き出し部表面を、落球式硬さ試験機を用いてフィルムの幅方向に20mm間隔で測定した際の平均硬さが300〜800の範囲であり、
(2)該平均硬さのばらつきが±200以内であり、
(3)前記巻き出し部から前記フィルムを500m単位で巻き出した後の前記平均硬さの増加率が0.25〜5.0%の範囲である、熱収縮性積層フィルムロールである。
【0033】
本発明のフィルムロールは常温保管経時後の熱収縮性積層フィルムロールであっても、9色を超えるような多色の高精度印刷、または印刷速度200m/minを超えるグラデーション印刷などの精度の高い印刷時に発生しがちな微妙なズレ(見当ズレ:0.3mm以内)を抑えることができる。
【0034】
以下に、本発明のフィルムロールの硬さに関する上記3つの規定が、当該フィルムロールの、構造、機能、特性にどのように関係しているか、その技術的意義について説明する。併せて、「長期保管後も、高精度印刷適性が熱収縮性積層フィルムロール全般に亘って良好であり、高速印刷性、シール性にも追従できる熱収縮性積層フィルムロールを提供する。」という本発明の課題と、フィルムロールの硬さに関する上記2つの規定との関係を明らかにする。なお、硬さはプロセオ社(スイス)製落球式硬さ試験機パロテスター2を用いてフィルムロール幅方向に20mmの間隔で測定を行うものとする。
【0035】
(硬さの規定とその作用効果)
本発明のフィルムロール巻き出し部表面(フィルムロール外部)の平均硬さは300〜800の範囲であることが必要である。また、本発明のフィルムロール表面部平均硬さは、望ましくは400〜700の範囲であり、さらに好ましくは400〜650である。平均硬さが300以上の場合ロールを動かした際に、巻きが崩れることなく安定して搬送、加工等することができる。加えて、巻きズレの発生も少なくなり、印刷時のフィルムの走行が安定し、印刷不良が抑制される。また平均硬さが800以下の場合、室温保管経時後もフィルムのブロッキングが発生する確率が低く、印刷時の巻き解きの際にブロッキングに起因する異音(剥離音;パリパリ音)や破断の発生を防止することができる。平均硬さが400以上の場合、印刷にかける際に斜めに吊り上げられた場合でも巻きが崩れることなく、安定して取り扱うことができる。また平均硬さが700以下の場合、印刷時の巻き解きの際に発生する剥離音が少なくなると共に、それに伴う静電気の発生が減少し印刷が安定する。さらに平均硬さが650以下の場合はフィルムロール巻き解きに必要となるテンションが安定するため、さらに印刷速度を高くすることができる。
【0036】
本発明のフィルムロールの平均硬さのばらつきは±200以内である必要がある。硬さのばらつきは、好ましくは±150以内である。ばらつきが±200以内の場合、経時変化による自然収縮が発生しても均等な応力がかかるため、幅方向への物性振れを印刷に問題ない程度にまで少なくすることができる。また、ばらつきが±150以内の場合、経時後の幅方向へのズレを抑え、安定した印刷を確保することができる。また、印刷時のフィルムのバタツキを抑えることができ、印刷速度をさらに高速にすることができる。
【0037】
本発明のフィルムロールは巻き出し部から巻芯に向かって徐々に硬さを増加させる必要がある。500m毎に測定した増加率は0.25〜5.0%、好ましくは0.25〜4.0%、さらに好ましくは0.25〜2.5%の範囲にあることが必要である。増加率が0.25%以上の場合、経時変化による巻き締まりによって巻き芯に近い部分にしわが入る現象を防止することができる。また増加率が5%以下の場合、フィルムロールを動かした際に、巻芯部だけが抜け落ちる巻芯部脱落現象を防止することができる。また増加率が4.0%以下の場合、印刷時の巻き崩れが全くなくなり、安定した印刷を行うことができる。また増加率が2.5%以下の場合、巻芯部における紙管継ぎあとの軽減を行うことができ、常温保管経時後であってもフィルムロール巻芯部の皺入りの確率を大きく下げることができる。
【0038】
500m毎に測定した増加率が0.25〜5.0%とは、測定点毎に平均硬さが上昇することを意味し、A→B→Cの測定点においては、平均硬さは、A(平均硬さH1)→B(平均硬さH2(=H1×1.0025〜1.05))→C(平均硬さH3(=H2×1.0025〜1.05)と上昇する。より具体的には、有効長1,000mで、平均硬さの増加率が1.0%のとき、巻き出し部の平均硬さを500とすると、巻き出し部から500m内側の部分の平均硬さは、500×1.01=505となり、巻き出し部から1,000m内側の部分つまり巻き芯部の平均硬さは505×1.01=510となる。
【0039】
(硬さをコントロールする具体的方法)
本発明のフィルムロールの硬さを上記規定の範囲とする方法について以下に説明する。
【0040】
1.製造工程の条件によりコントロールする方法
1−1 熱収縮性積層フィルムロールの製造工程
本発明のフィルムロールは、以下に示す3工程を経て得ることができる。
【0041】
(a)押出工程(未延伸フィルムの作製)
未延伸フィルムは、ポリ乳酸系樹脂組成物およびポリオレフィン系樹脂組成物の樹脂ペレット単体、又は異なる種類の複数の樹脂ペレットを各々に混合し、積層押出しを行うことにより得ることができる。ペレット形成、溶融押出に関しては、公知の従来技術と同様な手法にて行うことが可能であり、例えば、原料となる前記樹脂組成物をあらかじめ200〜300℃の温度で溶融押出し、カッティングしてペレット状とし、次いで該ペレット状樹脂組成物を200〜300℃の温度で溶融押出しすることができる。
押出方法としては、特に限定されず、Tダイ法、チューブラー法等を用いることができる。一例として、図3の左側には、押出機31、Tダイ32、およびキャスティングロール33がこの順に配置されたフィルムの製造装置例が示されている。Tダイ法の場合には、押出後、表面温度が15〜80℃のキャスティングロール上で急冷し、厚さ30〜300μmの未延伸フィルムを形成することができる。
【0042】
(b)縦延伸工程(縦延伸フィルムの作製)
その後、未延伸フィルムに温調ロールや赤外線ヒータなどで熱を与えつつロール周速差をもって縦延伸を行う(図3においてAで示される範囲)。縦延伸ロールを使用し、未延伸フィルムを、ロール温度40〜120℃、好ましくは50〜70℃、延伸倍率1.0〜1.3倍、好ましくは1.0〜1.1倍の条件で延伸した縦延伸フィルムを得る。
なお、本明細書において「縦方向」はフィルムロールの長手方向、「横方向」はフィルムロールの幅方向と同義であり、「縦延伸」とは、フィルムロールの長手方向(熱収縮性フィルムの流れ方向)を、「横延伸」とは、フィルムロールの幅方向(熱収縮性フィルムの流れ方向の垂直方向)をそれぞれ意味する。
【0043】
(c)横延伸工程及びワインダー工程
縦延伸工程にて得られたフィルムを、テンター装置34(図3参照)により、テンター延伸法を用いて延伸することによって横延伸フィルムを得ることができる。上記縦延伸フィルムを、延伸温度55〜100℃、好ましくは70〜90℃、延伸倍率1.7〜7.0倍、好ましくは4.0〜7.0倍の条件下、横延伸した後、60〜120℃、好ましくは70〜100℃の温度で熱処理し、ワインダー装置37により、テンションをかけつつ、タッチロール36の押圧を得ながらマスターロール35として巻き取られる。
【0044】
また、テンター出口後、両端耳をスリットして外し、原反をワインダーにて巻き取るが、ワインダー張力は70〜150N/mであることが好ましい。また、ワインダー接圧は巻きズレを起こさない程度に10〜50N/mでかけることが好ましい。
【0045】
(d)スリット工程
その後、図4に示すように、マスターロール35は巻き出されてスリッター40にかけられ、任意の幅にスリットされる。図4の例では、3分割されたフィルムは、長手方向1000〜20000m、好ましくは1000〜10000m、さらに好ましくは1000m〜8000mの長さで巻き取られ、本発明のフィルムロール41〜43となる。なお、ここでも巻き取りに際し、フィルムにテンションがかけられ、巻き取られつつあるフィルムロール41〜43には、それぞれタッチロール44〜46による押圧(以下において「接圧」という。)が与えられる。
【0046】
上記各工程の内、フィルムロールの硬さに影響するのは、主に延伸工程と、スリット工程である。以下にこれら2工程におけるフィルムロール硬さのコントロールにつき説明する。
【0047】
1−2 延伸工程におけるフィルムロール硬さのコントロール
幅方向に偏った熱履歴をかけないようにする必要がある。フィルムの、幅方向の厚み分布のばらつきを抑えるためである。フィルム幅方向の厚み分布のバラツキを抑えることにより巻き硬さのバラツキを抑えることができる。このため、フィルム幅方向の厚み分布が8%以下とすることが好ましい。フィルム幅方向の厚み分布が8%を以上になると、本発明の規定する硬さの範囲からはずれてしまう虞がある。
【0048】
幅方向に偏った熱履歴をかけないようにするためには、予熱/延伸/熱処理/弛緩/冷却、各テンターゾーンの熱風吹き出し速度はフィルムの温度を一定にするために10m/秒以上が良く、幅方向での熱風速度差±3m/秒以内であることが望ましい。上記の場合、非接触温度計で計ったフィルム温度幅が3℃以内となる。なお、計測のフィルム端は、クリップ端から50mm離れた位置から幅方向に測定する。50mm以内であるとクリップ輻射熱の影響を受けて、正確なフィルム温度を計測することができないためである。なお、フィルム幅方向での温度が均等で温度幅が3℃以内であれば、フィルム幅方向の厚み分布のバラツキを抑えることができる。
【0049】
1−3 スリット工程におけるフィルムロール硬さのコントロール
スリッターにおいてフィルムにかける張力、およびフィルムロールに与えるタッチロールの接圧は、フィルムロールの硬さに直接影響を与える。スリッターにおける張力は、20〜80N/mとすることが好ましい。張力が少なすぎると、フィルムロールの硬さが小さくなり過ぎて、本発明の規定する硬さの範囲からはずれてしまう虞がある。この結果、輸送時の振動でズレが発生し、印刷時にフィルムが蛇行し印刷ズレが発生することがある。
一方張力が大きすぎると、フィルムロールの硬さが大きくなり過ぎて、本発明の規定する硬さの範囲からはずれてしまう虞がある。また、本発明のフィルムは従来のフィルムに比べMD方向の弾性率が小さく基材が伸び易い、そのため基材が伸びたまま巻き締まりロール保管中にフィルムブロッキングが発生し、印刷のため巻出す際にフィルムがばたつき、センサの感知を妨げることにより印刷ズレが発生することがある。
【0050】
巻硬さの増加率を本発明の規定する範囲に収めるために、巻き始めから巻き終わりまでの張力を一定とせず、巻き径に準じて変更することで対応することができる。例えば巻き径が大きくなるに従って、張力を減少するパターンがある。その場合、張力は、巻き始めの初期値に対する巻き終わりでの値の比率(以下において「張力制御率」という。)が60〜100%であることが好ましい。
張力制御率が低すぎると、巻き上がったフィルムロールの平均硬さ増加率も本発明の規定する数値より低いものとなり、結果として、半年在庫後の印刷評価が劣ったものとなってしまう。また、保管と共にフィルムの巻き硬さの柔らかい部分(フィルムとフィルムの間)に空気が入り込み、その後輸送や印刷のためにロールを動かしたり傾けたりした際に、上巻き部分がずれることがある。その場合、印刷時にフィルム蛇行が発生し印刷ズレにつながることが多いからである。
張力制御率が低すぎるとシワが入りやすくなる。
一方、張力制御率が高すぎると、基材が伸び巻き上がったフィルムロールの平均硬さ増加率も本発明の規定する数値より高いものとなり、結果として、こちらも半年在庫後の印刷評価が劣ったものとなってしまう。収縮フィルムは保管と共に巻締まりが発生するが、張力制御率が高すぎると、巻締まり発生による巻下部への影響が大きく、下巻きフィルム上にシワが入り、印刷ズレが発生したりすることがあるからである。
【0051】
スリッターにおけるフィルムロールに与えるタッチロールの接圧は、本来、上記張力との組み合わせで最適値が決せられるべき性質のものであるが、敢えて接圧のみに着目すれば、その値として、100〜400N/mであることが好ましい。フィルムロールに与える接圧が少なすぎると、フィルムロールの硬さが小さくなり過ぎて、本発明の規定する硬さの範囲からはずれてしまう虞がある。一方、与える接圧が大きすぎると、フィルムロールの硬さが大きくなり過ぎて、本発明の規定する硬さの範囲からはずれてしまう虞がある。
【0052】
巻硬さの増加率を本発明の規定する範囲に収めるために、巻き始めから巻き終わりまでのタッチロールによる接圧を一定もしくは、巻き径に準じて変更することで対応することができる。その場合、接圧は、巻き始めの初期値に対する巻き終わりでの値の比率(以下において「接圧制御率」という。)が100〜300%であることが好ましい。接圧制御率が低すぎると、巻き上がったフィルムロールの平均硬さ増加率も本発明の規定する数値より低いものとなり、結果として、半年在庫後の印刷評価が劣ったものとなってしまう。一方、接圧制御率が高すぎると、巻き上がったフィルムロールの平均硬さ増加率も本発明の規定する数値より高いものとなり、結果として、こちらも半年在庫後の印刷評価が劣ったものとなってしまう。
【0053】
2.フィルムの物性によりコントロールする方法
フィルムロールを構成するフィルムに適度な表面滑り性を付与することで、コア巻き付け部から巻き出し部にかけて徐々に巻硬さが下がるフィルムロールを製造することができ、且つ他の物性を確保することもできる。具体的には、フィルムを構成する樹脂組成物中に、フィラーや、帯電防止剤を添加する手法をとる。
【0054】
2−1 フィラーの添加
フィルムを構成する樹脂組成物は、熱収縮フィルムにした際に、耐ブロッキング性および易滑性を付与できるという点から、無機および/または有機の微粒子(フィラー)を含有していることが好ましい。
ブロッキングは印刷工程におけるフィルムロールの巻き出し時に、ロールから巻き出されるフィルムが、ロール側の最外層フィルムに接着して、異音を発するほか、バタツキや、張力の変動要因となり、印刷を不安定なものとするので好ましくない。フィルムに易滑性を与えた場合、ロールへのフィルムの巻き取り、巻き出し時に、フィルムとロール本体側との間に、位置的な自由度が増し、円滑な巻き取り、巻き出しが可能となる。
微粒子の含有量はフィルム全体に対して、0.005〜1質量%の範囲であることが好ましく、さらには0.01〜0.7質量%の範囲、特には0.02〜0.5質量%の範囲であることが好ましい。
【0055】
微粒子含有率が0.005質量%以上であれば、滑り性が適度に付与され、極度なブロッキングの発生を抑えることができる。0.01質量%以上であれば、滑り性が付与され、縦延伸ロール、テンター温度の幅方向において完全な均一性でないことによって生じる縦厚み振れの発生した厚い箇所がフィルム同士でブロッキングし、ロール巻き芯部に近づくにつれて巻き圧がかかり、弛みが発生し、湾曲が増長されることを抑えることができる。0.02質量%以上であれば、さらに滑り性が付与され、押出機、冷却キャストロール等の設備に由来する周期的に発生した僅かな縦厚み振れの厚い箇所がフィルム同士でブロッキングし、ロール巻き芯部に近づくにつれて巻き圧がかかり、弛みが発生し、湾曲が増長されることを抑えることができる。
【0056】
微粒子含有率が1質量%以下であれば、フィルム表面全体の極端な凹凸が抑えられ、インキ抜けを抑えることができ、巻きズレの発生頻度を低減させることができる。0.7質量%以下であれば、微粒子の分散性が上がり、部分的なインキ抜けを抑えることができる。0.5質量%以下であれば、フィルム表面全体の凹凸を制御でき、印刷版の浅いドットのインキ抜けを抑えることができる。
【0057】
無機微粒子としては、具体的には、例えば、シリカ、アルミナ、チタニア、カオリン、クレー、炭酸カルシウム、燐酸カルシウム、フッ化リチウム、カーボンブラック、および、ポリエステル重合時のアルカリ金属、アルカリ土類金属、燐化合物等の触媒等に起因する析出物等が、また、有機微粒子としては、例えば、各種架橋ポリマー等が挙げられる。
【0058】
これらの微粒子の平均粒子径としては、前述した効果の観点から、0.1〜6.0μmの範囲であることが好ましく、さらには0.5〜5.0μmの範囲、特には1.0〜4.0μmの範囲であることが好ましい。なお、ここで平均粒子径とは、レーザー回折法、動的光散乱法等の電磁波散乱法、遠心沈降式等の光透過法などの方法で測定した50%体積平均粒子径(d50)を意味する。測定方法によって差異が生じる場合は、レーザー回折法による値を用いる。
【0059】
微粒子の平均粒子径が1μm以上であれば、滑り性が適度に付与され、ブロッキングの発生を抑えることができる。0.5μm以上であれば、滑り性が付与され、縦延伸ロール、テンター温度の幅方向において完全な均一性でないことによって生じる縦厚み振れの発生した厚い箇所がフィルム同士でブロッキングし、ロール巻き芯部に近づくにつれて巻き圧がかかり、弛みが発生し、湾曲が増長されることを抑えることができる。1.0μm以上であれば、さらに滑り性が付与され、押出機、冷却キャストロール等の設備に由来する周期的に発生した僅かな縦厚み振れの厚い箇所がフィルム同士でブロッキングし、ロール巻き芯部に近づくにつれて圧がかかることによって発生する、弛みを抑えることができる。6.0μm以下であれば、フィルム表面全体の極端な凹凸が抑えられ、インキ抜けを抑えることができ、巻きズレの発生頻度を低減させることができる。5.0μm以下であれば、微粒子の分散性が上がり、部分的なインキ抜けを抑えることができる。4.0μm以下であれば、フィルム表面全体の凹凸を制御でき、印刷版の浅いドットのインキ抜けを抑えることができる。
【0060】
また、該微粒子の混合方法としては特に限定されず、樹脂の重合過程で添加することもでき、且つ、樹脂組成物の製造過程や、熱収縮性フィルムの成形過程で混合することもできる。またロール巻き芯部に近づくにつれて皺が入りやすくなる場合には、微粒子の径を大きくする方向、または量を増やす方向で配合すると皺の発生を抑えることができる。
【0061】
2−2 帯電防止剤の付与
本発明のフィルムロールには帯電防止剤を塗布することができる。例えばテンターにて横延伸する前の縦延伸後のフィルムに塗布ロール速度を、ライン速度に対して0.1〜1.5倍の速度であるロールで帯電防止剤を掻き揚げながら塗布することで、フィルムに帯電防止効果を付与することができる。
【0062】
塗布型の帯電防止剤は主として界面活性剤であり、界面活性剤の種類には、カチオン系界面/アニオン系/混合イオン系など多種の帯電防止剤があるが、塗布のし易さから特にカチオン系、混合イオン系が多用される。ロール巻き芯部に近づくにつれて僅かな厚み振れの差が幅方向での巻き硬さの差に影響し、フィルムの厚い箇所がブロッキング気味になる場合には、帯電防止剤の塗布量を多くすることによってフィルム同士の滑り性を上げ、ブロッキングを防止できる。また、厚み振れなどで発生した過剰な巻き硬さを緩和することができ、湾曲の差を小さくすることができる。
【0063】
次に、本発明のフィルムロールを構成するフィルムの樹脂組成につき説明する。本発明のフィルムロールはポリ乳酸系樹脂(I)層とポリオレフィン系樹脂(II)層との少なくとも2層からなる熱収縮性積層フィルムであり,構成する樹脂組成について詳述する。
【0064】
<ポリ乳酸系樹脂(I)層>
本発明において、樹脂(I)層として使用されるポリ乳酸系樹脂について説明する。本発明におけるポリ乳酸系樹脂とは、D−乳酸若しくはL−乳酸の単独重合体又はそれらの共重合体であり、これらの混合物も含まれる。より具体的には、構造単位がD−乳酸であるポリ(D−乳酸)、構造単位がL−乳酸であるポリ(L−乳酸)、L−乳酸とD−乳酸との共重合体であるポリ(DL−乳酸)、又はこれらの混合物である。
【0065】
本発明で用いられるポリ乳酸系樹脂がD−乳酸とL−乳酸との混合物である場合、D−乳酸とL−乳酸との混合比はD−乳酸/L−乳酸=99.8/0.2〜75/25であるか、又はD−乳酸/L−乳酸=0.2/99.8〜25/75であることが好ましく、D−乳酸/L−乳酸=99.5/0.5〜80/20又はD−乳酸/L−乳酸=0.5/99.5〜20/80であることがさらに好ましい。D−乳酸単独又はL−乳酸単独からなるポリ乳酸は、非常に高い結晶性を示し、融点が高く、耐熱性及び機械的物性に優れる傾向がある。しかしながら、熱収縮性フィルムとして使用する場合は、通常、印刷及び溶剤を用いた製袋工程が伴うため、印刷適性及び溶剤シール性を向上させるために構成材料自体の結晶性を適度に下げることが必要となる。また、結晶性が過度に高い場合、延伸時に配向結晶化が進行し、収縮特性が低下する傾向がある。これらのことより、本発明で用いられるポリ乳酸系樹脂の混合比はD−乳酸/L−乳酸=99/1〜85/15、又はD−乳酸/L−乳酸=1/99〜15/85であることが最も好ましい。
【0066】
本発明において、ポリ乳酸系樹脂は、異なる共重合比を有するD−乳酸とL−乳酸の共重合体を混合して使用することもできる。その場合には、複数の乳酸系重合体のD−乳酸とL−乳酸との共重合比を平均した値が前記範囲内に入るように調整すればよい。使用用途に合わせて、D−乳酸とL−乳酸との共重合体比の異なるポリ乳酸系樹脂を二種以上混合し、結晶性を調整することにより、耐熱性と熱収縮特性のバランスをとることができる。
【0067】
また、本発明で用いられるポリ乳酸系樹脂は、乳酸と、α−ヒドロキシカルボン酸や脂肪族ジオール、脂肪族ジカルボン酸との共重合体であってもよい。ここで、乳酸系樹脂に共重合される「α−ヒドロキシカルボン酸」としては、乳酸の光学異性体(L−乳酸に対してはD−乳酸、D−乳酸に対してはL−乳酸をそれぞれ指す。)、グリコール酸、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒロドキシ−3−メチル酪酸、2−メチル酪酸、2−ヒドロキシカプロラクトン酸などの2官能脂肪族ヒドロキシ−カルボン酸、及びカプロラクトン、ブチルラクトン、バレロラクトンなどのラクトン類が挙げられる。また、乳酸系樹脂に共重合される脂肪族ジオールとしては、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノールなどが挙げられる。また共重合される脂肪族ジカルボン酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸及びドデカン二酸などが挙げられる。乳酸と、α−ヒドロキシカルボン酸、脂肪族ジオール、又は脂肪族ジカルボン酸との共重合体の共重合比は乳酸/α−ヒドロキシカルボン酸、脂肪族ジオール、又は脂肪族ジカルボン酸=90/10〜10/90の範囲であることが好ましく、より好ましくは80/20〜20/80であり、さらに好ましくは30/70〜70/30である。共重合比が上記範囲内であれば、剛性、透明性、耐衝撃性などの物性バランスの良好なフィルムを得ることができる。
【0068】
前記ポリ乳酸系樹脂は、縮合重合法、開環重合法などの公知の重合法により作製することができる。例えば、縮合重合法であれば、D−乳酸、L−乳酸、又はこれらの混合物を直接脱水縮合重合して任意の組成を有するポリ乳酸系樹脂を得ることができる。また、開環重合法では、乳酸の環状2量体であるラクチドを、必要に応じて重合調整剤などを用いながら、所定の触媒の存在下で開環重合することにより任意の組成を有するポリ乳酸系樹脂を得ることができる。前記ラクチドには、L−乳酸の二量体であるDL−ラクチドがあり、これらを必要に応じて混合して重合することにより、任意の組成、結晶性を有するポリ乳酸系樹脂を得ることができる。さらには、分子量増大を目的として少量の鎖延長剤、例えば、ジイソシアネート化合物、ジエポキシ化合物、酸無水物、酸クロライドなどを使用しても構わない。
【0069】
前記ポリ乳酸系樹脂の重量(質量)平均分子量は、20,000以上、好ましくは40,000以上、さらに好ましくは60,000以上であって、400,000以下、好ましくは350,000以下、さらに好ましくは300,000以下であることが望ましい。重量(質量)平均分子量が20,000以上であれば、適度な樹脂凝集力が得られ、フィルムの強伸度が不足したり、脆化したりすることを抑えることができる。一方、重量(質量)平均分子量が400,000以下であれば、溶融粘度を下げることができ、製造、生産性向上の観点からは好ましい。
【0070】
前記ポリ乳酸系樹脂の市販品としては、例えば、「NatureWorks」(NatureWorksLLC社製)、「LACEA」(三井化学社製)などが挙げられる。
【0071】
また、本発明においては、耐衝撃性や耐寒性を向上させる等のために、(I)層を構成するにポリ乳酸系樹脂以外の他のゴム成分を添加することが好ましい。このゴム成分は特に限定されるものではないが、ポリ乳酸系樹脂以外の脂肪族ポリエステル、芳香族−脂肪族ポリエステル、ジオールとジカルボン酸と乳酸系樹脂との共重合体やコアシェル構造ゴムなどを好適に使用できる。
【0072】
前記脂肪族ポリエステルとしては、ポリヒロドキシカルボン酸、脂肪族ジオールと脂肪族ジカルボン酸とを縮合して得られる脂肪族ポリエステル、環状ラクトン類を開環重合して得られる脂肪族ポリエステル、合成系脂肪族ポリエステルなどが挙げられる。前記ヒドロキシカルボン酸としては、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−3−メチル酪酸、2−メチル乳酸、2−ヒドロキシカプロラクロン酸などのヒドロキシカルボン酸の単独重合体や共重合体を挙げることができる。
【0073】
脂肪族ジオールと脂肪族ジカルボン酸とを縮合して得られる脂肪族ポリエステルとしては、次に説明する脂肪族ジオール及び脂肪族ジカルボン酸の中からそれぞれ1種類又は2種類以上を選んで縮合するか、あるいは必要に応じてイソシアネート化合物などで分子量をジャンプアップして所望の高分子として得ることができる重合体が挙げられる。ここで、脂肪族ジオールとしては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノールなどを挙げることができ、脂肪族ジカルボン酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸などが挙げられる。
【0074】
また、環状ラクトン類を開環縮合した脂肪族ポリエステルとしては、環状モノマーであるε−カプロラクトン、σ−バレロラクトン、β−メチル−σ−バレロラクトンなどの開環重合体を挙げることができる。これらの環状モノマーは一種だけでなく、複数種を選択して共重合することもできる。
【0075】
また、合成系脂肪族ポリエステルとしては、環状酸無水物とオキシラン類との共重合体、例えば、無水コハク酸とエチレンオキサイドとの共重合体、プロピオンオキサイドなどとの共重合体などを挙げることができる。
【0076】
これらポリ乳酸系樹脂以外の脂肪族ポリエステルの代表的なものとしては、コハク酸と1,4−ブタンジオールとアジピン酸とを重合して得られる「ビオノーレ」(昭和高分子社製)を商業的に入手することができる。また、ε−カプロラクトンを開環縮合して得られるものとしては、「セルグリーン」(ダイセル化学工業社製)が挙げられる。
【0077】
次に、芳香族−脂肪族ポリエステルとしては、脂肪族鎖の間に芳香環を導入することによって結晶性を低下させたものを用いることができる。芳香族−脂肪族ポリエステルは、例えば、芳香族ジカルボン酸と、脂肪族ジカルボン酸と、脂肪族ジオールとを縮合して得られる。
【0078】
ここで、前記芳香族ジカルボン酸としては、例えばイソフタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸などが挙げられ、テレフタル酸が最も好適に用いられる。また、脂肪族ジカルボン酸としては、例えば、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸などが挙げられ、アジピン酸が最も好適に用いられる。なお、芳香族ジカルボン酸、脂肪族ジカルボン酸あるいは脂肪族ジオールは、それぞれ二種類以上を用いてもよい。
【0079】
芳香族脂肪族ポリエステルの代表的なものとしては、テトラメチレンアジペートとテレフタレートの共重合体、ポリブチレンアジペートとテレフタレートの共重合体などが挙げられる。テトラメチレンアジペートとテレフタレートの共重合体としてEasterBio(Eastman Chemicals社製)、またポリブチレンアジペートとテレフタレートの共重合体として、Ecoflex(BASF社製)を商業的に入手することができる。
【0080】
ポリ乳酸系樹脂とジオールとジカルボン酸の共重合体の構造としては、ランダム共重合体、ブロック共重合体、グラフト共重合体が挙げられ、いずれの構造でもよい。但し、フィルムの耐衝撃性及び透明性の観点から、ブロック共重合体又はグラフト共重合体が好ましい。ランダム共重合体の具体例としては「GS−Pla」(三菱化学社製)が挙げられ、ブロック共重合体又はグラフト共重合体の具体例としては「プラメート」(DIC社製)が挙げられる。
【0081】
ポリ乳酸系樹脂とジオールとジカルボン酸の共重合体の製造方法は、特に限定されないがジオールとジカルボン酸とを脱水縮合した構造を持つポリエステルまたはポリエーテルポリオールを、ラクチドと開環重合あるいはエステル交換反応させて得る方法が挙げられる。また、ジオールとジカルボン酸とを脱水縮合した構造を持つポリエステル又はポリエーテルポリオールを、ポリ乳酸系樹脂と脱水・脱グリコール縮合あるいはエステル交換反応させて得る方法がある。
【0082】
ポリ乳酸系樹脂とジオールとジカルボン酸の共重合体は、イソシアネート化合物やカルボン酸無水物を用い手所定の分子量に調整することが可能である。但し、加工性、機械的特性の観点から、重量(質量)平均分子量は50,000以上、好ましくは100,000以上であり、かつ300,000以下、好ましくは250,000以下のものが望ましい。
【0083】
コアシェル構造ゴムとしては、例えば、(メタ)アクリル酸−ブタジエン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体などのジエン系コアシェル型重合体、(メタ)アクリル酸−スチレン−アクリロニトリル共重合体などのアクリル系コアシェル型重合体、シリコーン−(メタ)アクリル酸−(メタ)アクリル酸メチル共重合体、シリコーン−(メタ)アクリル酸−アクリロニトリル−スチレン共重合体などのシリコーン系コアシェル型共重合体が挙げられる。この中でもポリ乳酸系樹脂との相溶性が良好であり、フィルムの耐衝撃性、透明性のバランスのとれるシリコーン−(メタ)アクリル酸−(メタ)アクリル酸メチル共重合体がより好適に用いられる。
【0084】
具体的には、「メタブレン」(三菱レイヨン社製)、「カネエース」(カネカ社製)などが商業的に入手できる。
【0085】
上記ゴム成分の添加量は、(II)層の主成分として含まれるポリ乳酸系樹脂100質量部に対し、100質量部以下、好ましくは80質量部以下、さらに好ましくは70質量部以下であることが好ましい。ゴム成分の添加量を100質量部以下とすることにより、フィルムの剛性、透明性を損なわず、熱収縮ラベルとして好適に使用することができる。また、ゴム成分の添加量を10質量部以上、好ましくは15質量部以上、さらに好ましくは20質量部以上とすることにより、フィルムに良好な耐衝撃性を付与することができる。
<ポリオレフィン系樹脂(II)層>
【0086】
本発明において、樹脂(II)層として使用されるポリオレフィン系樹脂について説明する。
【0087】
本発明において,樹脂(II)層で用いられるポリオレフィン系樹脂の種類は特に限定されない。使用可能なポリオレフィン系樹脂としては、ポリエチレン系樹脂、ポリプロピレン系樹脂や、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体、エチレン−メチルアクリレート共重合体などのエチレン系共重合体が挙げられる。中でも、熱収縮率と成形性との観点から、ポリエチレン系樹脂、ポリプロピレン系樹脂、又はこれらの混合物を用いることが好ましい。ポリエチレン系樹脂やポリプロピレン系樹脂は、重合方法や共重合成分などにより多様な種類が存在するため、その範囲に特に限定されるものではない。好ましい種類を以下に示す。
【0088】
ポリエチレン系樹脂としては、通常、密度が0.94g/cm3以上0.97g/cm3以下の高密度ポリエチレン樹脂(HDPE)、密度が0.92g/cm3以上0.94g/cm3以下の中密度ポリエチレン樹脂(MDPE)、密度が0.92g/cm3未満の低密度ポリエチレン樹脂(LDPE)、及び直鎖状低密度ポリエチレン樹脂(LLDPE)が挙げられる。この中でも延伸性、フィルムの耐衝撃性、透明性等の観点からは、直鎖状低密度ポリエチレン樹脂(LLDPE)が特に好適に用いられる。
【0089】
上記直鎖状低密度ポリエチレン樹脂(LLDPE)としては、エチレンと炭素数3以上20以下、好ましくは炭素数4以上12以下のα−オレフィンとの共重合体が挙げられる。α−オレフィンとしては、例えば、プロピレン、1−ブテン、1−ペンテン、1−へキセン、1−へプテン、1−オクテン、1−ノネン、1−デセン、3−メチル−1−ブテン、4−メチル−1−ペンテン等が例示される。この中でも1−ブテン、1−ヘキセン、1−オクテンが好適に用いられる。また、共重合するα−オレフィンは1種のみを単独で、又は2種以上を組み合わせて用いても構わない。
【0090】
また、上記ポリエチレン系樹脂の好ましい密度としては、下限が、0.800g/cm3以上が好ましく、0.850g/cm3以上がより好ましく、0.900g/cm3以上がさらに好ましく、また上限が、0.950g/cm3以下が好ましく、0.940g/cm3以下がより好ましく、0.930g/cm3以下がさらに好ましい。例えば、熱収縮性フィルムの場合、密度が0.800g/cm3以上であれば、フィルム全体の腰(常温での剛性)や耐熱性を著しく低下させないため、実用上好ましい。一方、密度が0.950g/cm3以下であれば、低温での延伸性が維持され、実用温度域(70℃以上90℃以下程度)において十分な熱収縮率が得られる点で好ましい。
【0091】
上記ポリエチレン系樹脂は、メルトフローレート(MFR:JIS K7210、温度:190℃、荷重:21.2N)が0.1g/10分以上10g/10分以下のものが好適に用いられる。MFRが0.1g/10分以上であれば、押出加工性を良好に維持でき、一方、MFRが10g/10分以下であれば積層フィルムの厚み斑や力学強度の低下を起こしにくく、好ましい。
【0092】
次に、ポリプロピレン系樹脂としては、ホモプロピレン樹脂、ランダムポリプロピレン樹脂、ブロックポリプロピレン樹脂、プロピレン−エチレンゴムなどが挙げられる。これら中でも延伸性、透明性、剛性などの観点から、ランダムポリプロピレン樹脂が特に好適に使用される。
【0093】
上記ランダムポリプロピレン樹脂において、プロピレンと共重合させるα−オレフィンとしては、好ましくは炭素数2以上20以下、より好ましくは炭素数4以上12以下のものが挙げられ、エチレン、1−ブテン、1−ペンテン、1−へキセン、1−へプテン、1−オクテン、1−ノネン、1−デセンなどを例示できる。本発明においては、延伸性、熱収縮特性、フィルムの耐衝撃性や透明性、剛性等の観点から、α−オレフィンとしてエチレン単位の含有率が2質量%以上10質量%以下のランダムポリプロピレンが特に好適に用いられる。また、共重合するα−オレフィンは1種のみを単独で、又は2種以上を組み合わせて用いても構わない。
【0094】
また、ポリプロピレン系樹脂のメルトフローレート(MFR)は、特に制限されるものではないが、MFR(JIS K7210、温度:230℃、荷重:21.2N)は、好ましくは0.5g/10分以上、より好ましくは1.0g/10分以上であり、かつ、好ましくは15g/10分以下、より好ましくは10g/10分以下である。
【0095】
これらポリエチレン系樹脂やポリプロピレン系樹脂は、より具体的には、ポリエチレン系樹脂として、商品名「ノバテックHD、LD、LL」「カーネル」「タフマーA,P」(日本ポリエチ社製)、「サンテックHD,LD」(旭化成ケミカルズ社製)、「HIZEX」「ULTZEX」「EVOLUE」(三井化学社製)、「モアテック」(出光興産社製)、「UBEポリエチレン」「UMERIT」(宇部興産社製)、「NUCポリエチレン」「ナックフレックス」(日本ユニカー社製)、「Engage」(ダウケミカル社製)等として市販されている。また、ポリプロピレン系樹脂として、商品名「ノバテックPP」「WINTEC」「タフマーXR」(日本ポリプロ社製)、「三井ポリプロ」(三井化学社製)、「住友ノーブレン」「タフセレン」「エクセレンEPX」(住友化学社製)、「IDEMITSU PP」「IDEMITSU TPO」(出光興産社製)、「Adflex」「Adsyl」(サンアロマー社製)等として市販されている。これらの共重合体は、各々単独に、又は2種以上を混合して使用することができる。
【0096】
また、ポリオレフィン系樹脂としては、エチレンと共重合可能なモノマーとの共重合体も好適に用いることができる。エチレンと共重合可能なモノマーとの共重合体を例示すれば、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体、エチレン−メチルアクリレート共重合体などが挙げられる。これらの中でも、透明性、経済性の観点からエチレン−酢酸ビニル共重合体が特に好適に使用される。
【0097】
上記エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体、エチレン−メチルアクリレート共重合体のエチレン含有率は50質量%以上、好ましくは60質量%以上、さらに好ましくは70質量%以上であり、かつ95質量%以下、好ましくは90質量%以下、さらに好ましくは85質量%以下であるものが望ましい。エチレン含有率が50質量%以上であれば、フィルム全体の剛性と耐熱性とを良好に維持できる。またエチレン含有率が95質量%以下であれば、フィルムの耐破断性に対する効果が十分に得られるほか、透明性も維持できるため好ましい。
【0098】
エチレン−酢酸ビニル共重合体(EVA)の市販品としては、例えば、「エバフレックス」(三井デュポンポリケミカル社製)、「ノバテックEVA」(三菱化学社製)、「エバスレン」(DIC社製)、「エバテート」(住友化学社製)が挙げられる。また、エチレン−エチルアクリレート共重合体(EEA)の市販品としては、例えば「エバフレックスEEA」(三井デュポンポリケミカル社製)、エチレン−メチルアクリレート共重合体としては「エルバロイAC」(三井デュポンポリケミカル社製)等がそれぞれ挙げられる。
【0099】
上記エチレンと共重合可能なモノマーとの共重合体のMFRは、特に制限されるものではないが、MFR(JIS K7210、温度:190℃、荷重:21.2N)は、好ましくは0.5g/10分以上、より好ましくは1.0g/10分以上であり、かつ、好ましくは15g/10分以下、より好ましくは10g/10分以下である。
【0100】
上記ポリオレフィン系樹脂の重量平均分子量は、50,000以上、好ましくは100,000以上であり、700,000以下、好ましくは600,000以下、さらに好ましくは500,000以下である。ポリオレフィン系樹脂の重量平均分子量が上記範囲内であれば、所望の機械物性や耐熱性等の実用物性を発現でき、また適度な溶融粘度が得られ、良好な成形加工性が得られる。
【0101】
また、上記ポリオレフィン系樹脂の製造方法は、特に限定されるものではなく、公知のオレフィン重合用触媒を用いた公知の重合方法、例えばチーグラー・ナッタ型触媒に代表されるマルチサイト触媒やメタロセン系触媒に代表されるシングルサイト触媒を用いた、スラリー重合法、溶液重合法、塊状重合法、気相重合法等、また、ラジカル開始剤を用いた塊状重合法等が挙げられる。
【0102】
さらに、本発明においては、ポリオレフィン系樹脂に収縮率を調整するなどの用途のため、必要に応じて石油樹脂などを適当量添加することができる。石油樹脂を添加することにより、低温での延伸性が維持でき、熱収縮特性の向上が期待できる。
【0103】
上記石油樹脂としては、シクロペンタジエン又はその二量体からの脂環式石油樹脂やC9成分からの芳香族石油樹脂が挙げられる。石油樹脂は、ポリオレフィン系樹脂等に混合した場合に比較的良好な相溶性を示すことが知られているが、色調、熱安定性及び、相溶性から水素添加誘導体を用いることが好ましい。
【0104】
具体的には、三井化学社製の商品名「ハイレッツ」、「ペトロジン」、荒川化学工業社製の商品名「アルコン」、出光石油化学社製の商品名「アイマーブ」、トーネックス社製の商品名「エスコレッツ」等の市販品を用いることができる。
【0105】
石油樹脂は、主に分子量に応じて種々の軟化温度を有するものがあるが、本発明においては、軟化温度が100℃以上150℃以下、好ましくは110℃以上140℃以下のものが好適に用いられる。ここで、軟化温度が100℃以上であれば、ポリオレフィン系樹脂に混合した際に、シート表面に石油樹脂がブリードし、ブロッキングを招いたり、シート全体の機械的強度が低下して破れやすくなったりすることがなく、実用的好ましい。一方、150℃以下であれば、ポリオレフィン系樹脂との相溶性が良好に維持され、経時的にフィルム表面に石油樹脂がブリードし、ブロッキングや透明性の低下を招いたりすることがなく、好ましい。
【0106】
上記石油樹脂の混合量は、(II)層を構成するポリオレフィン系樹脂100質量部に対し、5質量部以上80質量部以下であることが好ましい。ここで、石油樹脂の混合量が5質量部以上であれば、フィルム表面の光沢度や収縮特性の向上効果が得られる。一方、80質量部以下であれば、経時的にフィルムの表面に石油樹脂がブリードし、フィルム同士がブロッキングしやすくなったり、耐衝撃性が低下したりするなどの問題の発生を抑えることができる。これらのことから(II)層に添加する石油樹脂の混合量は、(II)層を構成するポリオレフィン系樹脂100質量部に対し、10質量部以上60質量部以下であることがより好ましい。
【0107】
(II)層を構成する樹脂組成物がポリオレフィン系樹脂である場合、良好な透明性及び再生添加時の透明性を維持する観点からは、ポリオレフィン系樹脂の屈折率は、1.40以上、好ましくは1.45以上、より好ましくは1.47以上であり、かつ1.55以下、好ましくは1.53以下、さらに好ましくは1.50以下であることが望ましい。
【0108】
本発明の熱収縮性積層フィルムは、(II)層に(I)層で用いられる樹脂組成物を含ませることもできる。(II)層に(I)層で用いられる樹脂組成物を含ませることにより、フィルムのリサイクルに貢献するとともに、フィルムの耐破断性の向上が期待できる。内層に添加できる(I)層を構成する樹脂の含有量は、(II)層を構成する樹脂100質量部に対して、好ましくは3質量部以上30質量部以下、より好ましくは25質量部以下、さらに好ましくは23質量部以下である。(II)層を構成する樹脂100質量部に対し、(I)層を構成する樹脂を30質量部以下とすることにより、得られる熱収縮積層フィルムの透明性を維持できる。
<接着性樹脂(III)層>
【0109】
本発明のフィルムを構成する(III)層は、上記(I)層と(II)層とを接着させる接着性樹脂を主成分としてなる。(III)層の主成分として含まれる接着性樹脂は、(I)層と(II)層とを接着させ得る樹脂であれば特に限定されないが、下記(a)、(b)及び(c)からなる群より選ばれる少なくとも1種の共重合体又は樹脂を用いることが好ましい。
【0110】
(a)エチレン単量体単位と、酢酸ビニル、アクリル酸、(メタ)アクリル酸、(メタ)アクリル酸エチル、メチル(メタ)アクリル酸、無水マレイン酸、及びメタクリル酸グリシジルからなる群から選ばれる1種の単位とからなる共重合体(以下「エチレン系共重合体」ともいう。)
(b)軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体又はこれらの水素添加誘導体
(c)変性ポリオレフィン系樹脂
【0111】
先ず(a)のエチレン系共重合体について説明する。上記エチレン系共重合体としては、例えばエチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)、エチレン−(メタ)アクリル酸共重合体(EMA)、エチレン−(メタ)アクリル酸エチル共重合体(EEA)、エチレン−メチル(メタ)アクリル酸共重合体(EMMA)、エチレン−酢酸ビニル−無水マレイン酸三元共重合体、エチレン−アクリル酸エチル−無水マレイン酸三元共重合体、エチレン−メタクリル酸グリシジル共重合体、エチレン−酢酸ビニル−メタクリル酸グリシジル三元共重合体、エチレン−アクリル酸エチル−メタクリル酸グリシジル三元共重合体が挙げられる。中でも、エチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)、エチレン−アクリル酸エチル共重合体(EEA)、エチレン−(メタ)アクリル酸共重合体(EMA)、エチレン−メチル(メタ)アクリル酸共重合体(EMMA)を好適に使用できる。
【0112】
上記エチレン系共重合体は、エチレン単量体単位の含有率が50モル%以上、好ましくは60モル%以上、さらに好ましくは65モル%以上であり、95モル%以下、好ましくは90モル%以下、さらに好ましくは85モル%以下であることが望ましい。エチレン単位の含有率が50モル%以上であれば、フィルム全体の剛性を良好に維持できるため、好ましい。一方、エチレン単位の含有率が95モル%以下であれば、柔軟性を十分に維持でき、フィルムに応力が加わった場合に、(I)層と(II)層の間に生じる応力への緩衝作用が働くため、層間剥離を抑えることができる。
【0113】
上記エチレン系共重合体は、MFR(JIS K7210、温度:190℃、荷重:2.16kg)が0.1g/10分以上10g/10分以下のものが好適に用いられる。MFRが0.1g/10分以上であれば、押出加工性を良好に維持でき、一方、MFRが10g/10分以下で有れば積層フィルムの厚み斑や力学強度の低下を起こしにくく、好ましい。
【0114】
上記エチレン系共重合体の市販品としては、エチレン−酢酸ビニル共重合体として、商品名「エバフレックス EV40LX」(三井・デュポンポリケミカル社製)、エチレン−アクリル酸共重合体として、商品名「NUCコポリマー」(日本ユニカー社製)、「エバフレックス−EEA」(三井・デュポンポリケミカル社製)、「レクスパールEAA」(日本ポリエチレン社製)、エチレン−(メタ)アクリル酸共重合体として、商品名「エルバロイ」(三井・デュポンポリケミカル社製)、「レクスパールEMA」(日本ポリエチレン社製)、エチレン−アクリル酸エチル共重合体として、商品名「レクスパールEEA」(日本ポリエチレン社製)、エチレン−メチル(メタ)アクリル酸共重合体として、商品名「アクリフト」、(住友化学社製)、エチレン−酢酸ビニル−無水マレイン酸三元共重合体として、商品名「ボンダイン」(住友化学社製)、エチレン−メタクリル酸グリシジル共重合体、エチレン−酢酸ビニル−メタクリル酸グリシジル三元共重合体、エチレン−アクリル酸エチル−メタクリル酸グリシジル三元共重合体として、商品名「ボンドファースト」(住友化学社製)などが挙げられる。
【0115】
次に、上記(b)の軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体及びその水素添加誘導体について説明する。軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体を構成する芳香族系炭化水素としては、スチレンが好適に用いられ、α−メチルスチレン等のスチレン同族体なども用いることができる。また、共役ジエン系炭化水素としては、1,3−ブタジエン、1,2−イソプレン、1,4−イソプレン、1,3−ペンタジエン等が挙げられ、これらは水素添加誘導体であってもよい。これらは単独で、又は2種以上を混合して用いてもよい。
【0116】
上記芳香族系炭化水素と共役ジエン系炭化水素との共重合体又はその水素添加誘導体は、芳香族系炭化水素の含有率が共重合体の全質量の5質量%以上、好ましくは7質量%以上、さらに好ましくは10質量%以上であり、かつ50質量%以下、好ましくは40質量%以下、さらに好ましくは35質量%以下である軟質な共重合体であることが望ましい。芳香族系炭化水素の含有率が5質量%以上であれば、フィルムを(I)層、(II)層、及び(III)層のいずれかの層(好ましくは(II)層)に再生添加した場合に、良好な相溶性が得られ、フィルムの白濁化を抑えて、透明性を維持できる。一方、芳香族系炭化水素の含有率が50質量%以下であれば、(II)層の柔軟性を低下させることなく、フィルムに応力が加わった場合に、(I)層と(II)層の間に生じる応力への緩衝作用が働くため、層間剥離を抑えることができる。
【0117】
芳香族系炭化水素と共役ジエン系炭化水素との共重合体の水素添加誘導体としては、スチレン−共役ジエン系ランダム共重合体の水素添加誘導体を好ましく用いることができる。スチレン−共役ジエン系ランダム共重合体の水素添加誘導体の詳細な内容及びその製造方法については、特開平2−158643号、特開平2−305814号及び特開平3−72512号の各公報に開示されている。
【0118】
芳香族系炭化水素−共役ジエン系炭化水素共重合体は、上記例示した各々の共重合体を単独に、又は2種以上を混合して使用することができる。
【0119】
芳香族系炭化水素−共役ジエン系炭化水素共重合体の市販品としては、スチレン−ブタジエンブロック共重合体エラストマーとして商品名「タフプレン」(旭化成ケミカルズ社製)、スチレン−ブタジエンブロック共重合体の水素添加誘導体として商品名「タフテックH」(旭化成ケミカルズ社製)、商品名「クレイトンG」(クレイトンジャパン社製)、スチレン−ブタジエンランダム共重合体の水素添加誘導体として商品名「ダイナロン」(JSR社製)、スチレン−イソプレンブロック共重合体の水素添加誘導体として商品名「セプトン」(クラレ)、スチレン−ビニルイソプレンブロック共重合体エラストマーとして商品名「ハイブラー」(クラレ社製)等が挙げられる。
【0120】
また、上記芳香族系炭化水素と共役ジエン系炭化水素との共重合体又はその水素添加誘導体は、極性基を導入することで、ポリ乳酸系樹脂を主成分とする(I)層との層間接着性を一層向上させることができる。導入する極性基としては、酸無水物基、カルボン酸基、カルボン酸エステル基、カルボン酸塩化物基、カルボン酸アミド基、カルボン酸塩基、スルホン酸基、スルホン酸エステル基、スルホン酸塩化物基、スルホン酸アミド基、スルホン酸塩基、エポキシ基、アミノ基、イミド基、オキサゾリン基、水酸基などが挙げられる。極性基を導入したスチレン系化合物と共役ジエンの共重合体又はその水素添加誘導体としては、無水マレイン酸変性SEBS、無水マレイン酸変性SEPS、エポキシ変性SEBS、エポキシ変性SEPSなどが代表的に挙げられる。これらの共重合体は、各々単独に又は2種以上を混合して使用することができる。
【0121】
上記極性基を導入した芳香族系炭化水素と共役ジエン系炭化水素との共重合体又はその水素添加誘導体の商品名を例示すれば、例えば、「タフテックM」(旭化成ケミカルズ社製)、「エポフレンド」(ダイセル化学社製)などが挙げられる。
【0122】
次に、上記(c)の変性ポリオレフィン樹脂について説明する。本発明において、(III)層を構成し得る変性ポリオレフィン樹脂とは、不飽和カルボン酸又はその無水物、あるいはシラン系カップリング剤で変性されたポリオレフィンを主成分とする樹脂をいう。不飽和カルボン酸又はその無水物としては、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、シトラコン酸、無水シトラコン酸、イタコン酸、無水イタコン酸あるいはこれらの誘導体のモノエポキシ化合物と上記酸とのエステル化合物、分子内にこれらの酸と反応し得る基を有する重合体と酸との反応生成物などが挙げられる。また、これらの金属塩も使用することができる。これらの中でも、無水マレイン酸がより好ましく用いられる。また、これらの共重合体は、各々単独に、又は2種以上を混合して使用することができる。
【0123】
また、シラン系カップリング剤としては、ビニルトリエトキシシラン、メタクロイルオキシトリメトキシシラン、γ−メタクリロイルオキシプロピルトリアセチルオキシシランなどを挙げることができる。
【0124】
変性ポリオレフィン樹脂を製造するには、例えば、予めポリマーを重合する段階でこれらの変性モノマーを共重合させることもできるし、一旦重合したポリマーにこれらの変性モノマーをグラフト共重合させることもできる。また変性はこれらの変性モノマーを単独で又は複数を併用し、その含有率が0.1質量%以上5質量%以下の範囲のものが好適に
使用される。この中でもグラフト変性したものが好適に用いられる。
【0125】
市販されている変性ポリオレフィン系樹脂を例示すれば、例えば「アドマー」(三井化学社製)、「モディック」(三菱化学社製)などが挙げられる。
【0126】
上記(III)層は、上記(a)乃至(c)の共重合体又は樹脂を単独で、又は2種以上を混合して使用することが好ましい。具体的には、常温付近又は常温以下に貯蔵弾性率と損失弾性率の比から算出される損失正接(tanδ)のピークが存在する、軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体、又はその水素添加物と、50℃から100℃における貯蔵弾性率(E’)が100Mpa以上である硬質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体との混合樹脂組成物であることがさらに好ましい。混合樹脂組成物中における前記軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体、またはその水素添加物と前記硬質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体の混合比は、80:20であることが好ましく40:60であることがより好ましく、30:70であることがさらに好ましい。混合比が上記範囲であれば、前記硬質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体により接着層の耐熱性が向上し、高温で積層フィルムの(I)層と(II)層が剥離することがなく、実用上好ましい。また、前記軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体、又はその水素添加物の混合比が減少するに従い、常温における剥離強度は低下するものの、ラベル装着後の製品の輸送中でのフィルム同士の擦れや、人の爪等による引っ掻きにより、(I)層と(II)層とが剥離することがなく、実用上、必要な接着強度を保持できる。
【0127】
<フィルムの層構成>
本発明のフィルムロールは、(I)層と(II)層の少なくとも2層を有すれば2層構造をとることができる。さらに(I)層と(II)層以外の他の層を有していてもよく、その場合、層構成は特に限定されない。本発明のフィルムの層構成を例示すれば、例えば、(I)層/(II)層、(I)層/(I)層/(II)層、(I)層/(III)層/(II)層/(III)層/(II)層、(I)層/(III)層/(II)層/(III)層/(I)層、(II)層/(III)層/(I)層/(III)層/(II)層などの層構成が挙げられる。中でもより効果的な積層構成としては、(I)層/(III)層/(II)層/(III)層/(I)層である。この層構成を採用することにより、本発明の目的である熱収縮特性に優れ、自然収縮が小さく、再生添加時の透明性に優れ、筒状シール製袋可能な収縮包装、収縮結束包装や収縮ラベル等の用途に適した熱収縮性積層フィルムを生産性、経済性よく得ることができる。
【0128】
次に、本発明の好適な実施形態の一つである(I)層/(III)層/(II)層/(IIII)層/(I)層の5層構成のフィルムについて説明する。
【0129】
各層の厚み比は、上述した作用効果を考慮して設定すればよく、特に限定されるものではない。(I)層のフィルム全体の厚みに対する厚み比は10%以上、好ましくは15%以上、さらに好ましくは20%であり、前記厚み比の上限は70%以下、好ましくは60%以下、さらに好ましくは50%以下である。また(II)層のフィルム全体の厚みに対する厚み比は、30%以上、好ましくは35%以上、さらに好ましくは40%以上であり、上限は90%以下、好ましくは85%以下、さらに好ましくは80%以下である。さらに(III)層はその機能から、0.5μm以上、好ましくは0.75μm以上、さらに好ましくは1μm以上であり、上限は6μm以下、好ましくは5μm以下の範囲であることが望ましい。各層の厚み比が上記範囲内であれば、優れた熱収縮特性、透明性、溶剤シール性、収縮仕上がり性を有し、かつ再生添加の可能な収縮包装、収縮結束包装や収縮ラベル等の用途に適した熱収縮性積層フィルムがバランスよく得ることができる。
【0130】
本発明のフィルムの総厚みは特に限定されるものではないが、透明性、収縮加工性、原料コスト等の観点からは薄い方が好ましい。具体的には延伸後のフィルムの総厚みが100μm以下であり、好ましくは90μm以下であり、さらに好ましくは80μm以下である。また、フィルムの総厚みの下限は特に限定されないが、フィルムのハンドリング性を考慮すると、10μm以上、好ましくは15μm以上、さらに好ましくは20μm以上である。
【0131】
<フィルムロールのサイズ>
本発明のフィルムロールは、コアに任意のテンションをかけながら巻き取られたフィルムであり、幅0.3m以上であることが好ましく、有効長さ1000m以上である。なお、フィルムの長さの上限は特に限定はないが、ハンドリング等の観点から、20000m以下、好ましくは15000m以下、より好ましくは10000m以下、さらに好ましくは8000m以下である。
【0132】
<コア>
本発明のフィルムロールに用いるコアは、特に限定されるものではなく、紙管、金属管、プラスチック管などを使用することができる。これらの中でも、ハンドリングの容易さやコストの観点から、紙管が最も汎用的であり、入手のし易さからみて好ましい。さらに、コアごとフィルムロールをスリットできるという、加工上の利点もある。コアとして紙管を使用する場合、紙管の万能材料試験機で計測した扁平耐圧強度が1800〜3000N/100mm幅であることが好ましい。紙管の扁平耐圧強度を1800N/100mm幅以上とすることにより、多少の巻き締まりがあってもコアの変形が少なく、コア変形による巻きズレを防止することができる。また、紙管の扁平耐圧強度を3000N/100mm幅以下とすることにより、巻き始め部分の耳立ちを抑えることができる。コア強度の調整は様々な方法が考えられるが、ポリウレタン系の樹脂などの熱可塑性樹脂コーティングなどによる強度アップが有効である。
【0133】
<熱収縮性>
本発明のフィルムロールを構成する熱収縮性フィルムは、少なくとも80℃温水に10秒間浸漬した際の収縮率が20%、望ましくは30%である必要がある。フィルムの厚みは、10〜100μmの範囲であることが好ましい。熱収縮性フィルムの該収縮率が20%以上であると一般包装用途として用いることができる。また30%以上であると一般的な耐熱PETボトルの肩ラベルとして使用することができる。また、厚さが10μm以上であると二次加工が容易であるという利点があり、100μmを超えるフィルムは加工性に劣る傾向がある。なお、本発明のフィルムロールにより作成されたラベルを加熱収縮させる際の加熱方法は、主として蒸気による加熱が挙げられるが、これによらず熱風や赤外線などの加熱方法によっても収縮加工することができる。
【0134】
<フィルムの用途>
本発明のフィルムロールにより作成されたラベルを被せる被覆物は、内容物充填時の熱に耐え、且つ上記熱収縮の際の熱に耐えるものである必要がある。例えばガラス瓶やスチール缶、ポリエチレン製やポリプロピレン製のカップやトレー、ポリエステル製のボトルなどが挙げられる。また内容物としては例えば弁当や油、牛乳、ジュース、ビールなどの食品、化粧品や医薬品、文房具類などが挙げられる。
【実施例】
【0135】
本発明を実施例により具体的に説明するが、本発明はこれらの実施例によりなんら制限されるものではない。以下に実施例、比較例に使用したフィルム樹脂組成、評価方法、評価結果等について詳述する。
【0136】
<<フィルムロールの作製>>
以下に実施例1〜6、比較例1〜5の配合の一覧を表1に、フィルムの製造条件一覧を表2に示す。
【0137】
(実施例1)
(I)層で使用する樹脂組成物として、ポリ乳酸「NatureWorks4060」(NatureWorks社製、D体比率12%;以下、「PLA−1」という。)を60質量%、ポリ乳酸「NatureWorks4042」(NatureWorks社製、D体比率4.25%;以下、「PLA−2」という。)を27質量%、乳酸系共重合体「プラメートPD−150」(DIC社製;以下「PLA−3」という。)を10質量%、及び、シリカMB(PLA−2を97質量%、富士シリシア化学製の平均粒子径が2.7μmの「サイリシア320P」を3質量%;以下「PLA−5)を3質量%混合し、二軸押出機で混練りし、混合樹脂組成物ペレットを作製した(以下、「混合樹脂組成物A1」という。)。
(III)層で使用する樹脂組成物として、スチレン−ビニルイソプレンブロック共重合体エラストマー「ハイブラー7125」(クラレ社製、SIS水素添加物;以下「AD−1」という。)30質量%、及びスチレン−ブタジエンブロック共重合体(スチレン単位とブタジエン単位の質量比:スチレン/ブタジエン=82/18、200℃、荷重49NでのMFR=6.8g/10分;以下「AD−2」という。)70質量%を混合し、二軸押出機で混練りし、混合樹脂組成物ペレットを作製した(以下、「混合樹脂組成物B1」という。)。
(II)で使用する樹脂組成物として、ポリエチレン樹脂「ユメリット0540F」(宇部丸善ポリエチレン社製;以下「PO−1」という。)45質量%と、ポリプロピレン樹脂「ノーブレンFH3315」(住友化学社製;以下「PO−2」という。)32質量%、及び、水添石油樹脂「アルコンP125」(荒川化学社製;以下「PO−3」という。)14質量%、混合樹脂組成物A1:8質量%、混合樹脂組成物B1:1質量%とからなる混合樹脂組成物100質量部に対し、エチレン−メタクリル酸−グリシジルメタクリレート共重合体「ボンドファースト7M」(住友化学社製;以下「C−1」という。)と変性スチレン−エチレン/ブチレン−スチレンブロック共重合体「ダイナロン8630P」(JSR社製;以下「C−2」という。)とを半々ずつ混合した樹脂混合物2質量部を配合してなる樹脂組成物(以下、「樹脂組成物C1」という。)を二軸押出機で混練りし、混合樹脂組成物ペレットを作製した。
混合樹脂組成物A1、混合樹脂組成物B1、及び混合樹脂組成物C1を用いて、3台の押出機から各樹脂を押出し、混合樹脂組成物A1と混合樹脂組成物B1は各2つの流路に分離し、5層の口金内で再度積層して、(I)層(混合樹脂組成物A1)/(III)層(混合樹脂組成物B1)/(II)層(混合樹脂組成物C1)/(III)層(混合樹脂組成物B1)/(I)層(混合樹脂組成物A1)からなる5層積層シートを50℃のロールに密着し、各層の厚みが、30μm/5μm/180μm/5μm/30μmとなった無延伸フィルムを得た。その後、上記フィルムを縦延伸機の低速−高速ロール間の縦延伸をかけるところは1.05倍で縦倍率をかけた。その後、テンターにて延伸温度75℃、延伸速度3000%/分でキャスティング押出方向に対して、垂直方向の横方向に5倍延伸を行い、熱処理温度85℃で処理し、厚さ50μmの熱収縮性フィルムを得た。なお、テンター熱風の吹出に関して、平均速度は10m/秒、フィルム幅方向の速度差は3m/秒であり、テンター出口のフィルム幅方向における温度幅は3℃であった。また、ワインダーにてフィルムを巻き取る張力は35N/m、フィルムをガイドするゴムロールの接圧は20N/m、巻き始めの初期値に対する巻き終わりの最終値が、張力、接圧ともに90%、100%に調整した。さらにスリッターにてフィルムを巻き取る張力は60N/m、フィルムをガイドするメタルロールの接圧は350N/m、巻き始めの初期値に対する巻き終わりの最終値が、張力、接圧ともに95%、250%に調整して、0.99m幅にスリットし、2000m巻き取り、実施例1にかかるフィルムロールを得た。
【0138】
(実施例2〜実施例6、比較例1〜5)
表1の配合表に従い配合した樹脂を実施例1と同様の条件で溶融押出し、250μmのフィルムを得た。
上記フィルムを表2の条件にて延伸、巻き取り、スリットし、フィルムロールを得た。表2以外の条件は全て実施例1と同様に延伸、巻き取り、スリットを行った。
【0139】
なお、上記実施例、比較例のフィルムロール製造条件は、以下の要領にて測定した。
(フィルム温度計測)
テンター出口のフィルム温度をTASCO製 非接触の赤外温度計『THI−440N』にて計測した。計測位置としては、フィルム中央/両端/左記間の5点とした。両端は、テンタークリップから50mm以内であるとクリップ輻射熱の影響を受けて、正確なフィルム温度を計測することができないため、クリップから50mm離れた位置とした。
(スリッター張力)
スリッターの初期張力(m幅当たり)を記録した。
(スリッター張力制御率)
巻き終わり時の張力に対する初期張力の割合(%)を記録した。
(スリッター接圧)
スリッターの初期接圧(m幅当たり)を記録した。
(スリッター接圧制御率)
巻き終わり時の接圧に対する初期接圧の割合(%)を記録した。
【0140】
【表1】

【0141】
【表2】
【0142】
<<フィルムロールの評価方法>>
以下に、フィルムロールの評価方法を説明する。評価結果は表3にまとめて示した。
(1)80℃収縮率
各実施例または比較例にて得られたフィルムを、測定延伸方向に250mm、これに対する直交方向に25mmの大きさに切り取り、試料を作成した。試料の延伸方向に200mm間隔の標線を付し、80℃の温水浴に10秒間浸漬させ、その後30秒間23℃の冷水に浸漬した後の標線間隔(A(mm))を測定し、下式(1)により収縮率を算出した。
収縮率(%)=100×(200−A)/200 ・・・式(1)
【0143】
(2)半年後の印刷評価
20℃に保った保冷倉庫にフィルムロールを半年間保管し、その後6色印刷機を用いて一般的に用いられるカラーチャート版を使用し150m/分の速度で非帯電防止面に6色印刷を行った。見当ズレ監視装置の見当ズレ精度を観測し、ロール全域にわたる見当ズレの平均を見当ズレの値とした。
○: 見当ズレが0.3mm未満
△: 0.3〜0.9mm
×: 見当ズレが0.9mmを超える。
見当ズレが0.3mm未満の場合には見た目にボヤケを感じられない。見当ズレが0.3〜0.9mmの場合にはわずかにぼやけるものの、商品としては問題がない。見当ズレが0.9mmを超える場合にはボヤケがひどく商品価値がなくなる。
【0144】
(3)溶剤シール走行性
巻き上げた幅0.6〜1.2mのフィルムロールを、さらに表1と同様な各例の巻き条件にて、幅0.2〜0.3mに再スリットした。再スリットされたフィルムロールを製袋機でMEK/n−ヘキサン=70%/30%の溶剤にて100m/minで製袋した際の、シール走行性を以下の基準で評価記録した。
○ :シール幅が3〜4mmで均等にシールされ、シールエッジが直線である。
△ :シール幅が3〜5mmでシールされ、シールエッジがわずかに波打っている。
× :シール幅が2〜5mmでシールされ、シールエッジが波打ち、シール内に気泡が含まれている。
【0145】
(4)フィルムロール硬さの測定方法
スイス、プロセオ社の硬さ試験機パロテスター2を使用した。従来、フィルムや紙のコイルの硬さを現場で計るには、棒でロールを叩き、その音によりロール硬さを推定する方法が行われていた。しかし、この方法では結果に個人差が出る欠点があるため、客観性を担保すべく本試験機を使用した。その原理は、特殊なバネの力でインパクトボディーがロール表面を打撃、反発した際の、インパクト装置のコイルと、インパクトボディーに内蔵された磁石とが働き、生じた誘導電圧を速度に正比例する値として関知するものである。インパクトボディーの反発速度をVa、打撃速度をVbとすると、下記式(2)により、硬さHを算出し、記録した。
H=(Va/Vb)×1000・・・・・・・・・・式(2)
フィルムロールの硬さが硬いほど、硬さ値は大きな値を示す。具体的な測定の手順は以下の通りである。スリッターで巻き取った本発明のフィルムロールを別のスリッターにて巻き解く。この際、巻き解く前の巻き出し側端部においてまずフィルムロール硬さを測定し、最大硬さ/最小硬さ/平均硬さを求め、その後、500m毎にスリッターを停止させ、フィルムロール硬さを測定し、最大硬さ/最小硬さ/平均硬さを求めた。
具体的には、フィルムロール巻き出し部の長さ方向端部から5m除去した部分を最外部の巻外として計測し、500mずつ巻き解きながら計測し、フィルムロール巻き芯側に少なくとも100mの長さを残している点までの長さまで計測する(有効長において巻外から500mおきの計測となる。)。
【0146】
「平均硬さのバラツキ」とは、平均硬さと、該平均硬さから最も離れた硬さとの数値差により表現した値である。具体的には、「最大硬さ−平均硬さ」、「最小硬さ−平均硬さ」、のいずれかのうち、絶対値が大きい方を「平均硬さのバラツキ」とする。
【0147】
(5)コア耐圧強度
図7に試験の概略を示す。紙管を幅方向100mmに裁断し、温度23℃、湿度50%雰囲気下に24時間、保管して試料70とした。島津製作所製 油圧サーボ『UH−10A』に、試料70を寝かせてセッティングし、圧縮速度10mm/minでサンプルを圧縮させたときの最大強度を計測し、「コア耐圧強度」として記録した。
【0148】
(6)厚み分布
任意の場所からそれぞれ測定延伸方向と直交方向に50mm、測定延伸方向に巻き幅の大きさに切り取り、試料を作成した。その試験片を5mm間隔で接触厚み計(KG601A、アンリツ株式会社製)を用いて厚みを測定し、下記式(3)により、厚み分布を算出した。
厚み分布={(最大厚み−最小厚み)/平均厚み}×100・・・・・・・・・・式(3)
1本のフィルムロールに巻かれていたフィルムの巻き始め側の端部から5m外側に巻いたところまでのフィルムを採取したものをコア「巻付部」とする。同様にフィルムの巻き終わり側の端部から5m内側に巻いたところまでのフィルムを採取したものを「巻出部」とする。フィルムロールのコア巻付部で測定した厚み分布と、前記フィルムロールの巻出部で測定した厚み分布において値の大きい方の値を「厚み分布」として記録した。
【0149】
【表3】
【0150】
表3からも明らかなようにフィルムロール最外部の平均硬さが300〜800であり、且つバラツキが±200以内であり、500m単位で巻き解いた際の平均硬さの増加率が0.25〜5%のフィルムロールは半年の常温保管経時後の実用性に優れていることが明らかである。本発明のフィルムロールは今般増加しつつある高精度印刷用熱収縮性フィルムロールとしてフィルムロール全般に亘って高精度な印刷を施すことができ、印刷歩留を向上させることができる。また、本発明のフィルムロールは保管時の耐経時劣化に優れ、印刷加工性に優れたフィルムロールであるので非常に有用なものである。
【図面の簡単な説明】
【0151】
【図1】フィルムロールの全長と有効長との関係を示す図である。
【図2】フィルムロール巻き出し部表面の硬さ測定点を示す図である。
【図3】マスターロールの製造工程を示す概略図である。
【図4】スリット工程を概略的に示す図である。
【図5】多色印刷工程を概略的に示す図である。
【図6】フィルムに記されたマークをセンサが感知している状態を示す図である。
【図7】紙管の耐圧強度試験を示す図である。
【符号の説明】
【0152】
31 押出機
32 Tダイ
33 キャスティングロール
34 テンター装置
35 マスターロール
36 タッチロール
37 ワインダー装置
40 スリッター
41、42、43 フィルムロール
44、45、46 タッチロール
51 巻き出しロール
52a、52b インクリザーバ
53a、53b インク巻き上げロール
54a、54b 版ロール
55a、55b 接触ロール
57a、57b センサ
61 マーク
70 紙管
80 湾曲台
81 試料フィルム
100 フィルム
510、517 方向変換ロール
511〜516 調整ロール
518 巻き取りロール
520 オフセット印刷機
【技術分野】
【0001】
本発明は熱収縮性積層フィルムロールに関し、詳しくは、長期保管後も印刷および製袋時に印刷ズレや溶剤シールはずれ等の不具合が生じず、収縮ラベルや食品包装などに好適に使用される熱収縮性積層フィルムロールに関する。
【背景技術】
【0002】
従来、ガラス瓶やポリエチレンテレフタレートボトル(ペットボトル)に使用される収縮ラベルや食品包装用の収縮フィルムとしては、ポリ塩化ビニル、ポリスチレン、またはポリエステルからなる延伸フィルムが主に使用されてきた。
【0003】
近年では、これらの飲料用ペットボトルの消費の拡大と共に廃棄物処理や自然環境中に廃棄されCO2削減の観点からポリ乳酸を用いたフィルムの開発もされている。例えば、ポリオレフィン系樹脂とポリ乳酸系樹脂とを組み合わせた熱収縮性積層フィルムが報告されているが(特許文献1参照)
【0004】
これらの熱収縮性フィルムは主としてテンター延伸法によりマスターロールを製膜し、その後、任意の幅でスリットしながらロール状に巻き取られ、ロールの形態で主として幅方向に1から4面のグラビア印刷にかけられる。その後、各面の幅にスリットし、ロール状に巻き取られた後、チューブ状に溶剤接着等の手法により、製袋され、またロール状に巻き取られる(ラベルロール)。
【0005】
製袋品は、その後、被覆物の長さにカットされた後、被覆物に被され、蒸気や熱風を吹き付けて収縮させる収縮トンネルを通過することにより、熱収縮させて被覆物に密着させる。
【0006】
近年の特徴としては、商品の多品種小ロット化に伴い、多数の版を作成せず色数も少なくでき、コスト的に有利な高精度写真印刷が増えてきた。また一方で、高度な意匠性を求めた6色を超えるグラビア印刷、グラデーション印刷等の高精度印刷も増えてきている。
【0007】
図5は、収縮フィルム印刷におけるグラビア印刷の工程を概略的に示す図である。図5においては、図面左側に表されている巻き出しロール51から巻き出されたフィルム100は図面中央に示される、例えば6色のグラビア多色印刷機520(図面では、6色のうち、2色を印刷する部位が示され、他の4色を印刷する部位の図示は省略されている。)を経て、図面右側に表された巻き取りロール518に巻き取られる。グラビア印刷機520は、下部に配置されたインクリザーバ52a、52b中に例えば、赤、青のインクが貯められている。インクリザーバ52a、52bには、それぞれのインクに浸るようにインク巻き上げロール53a、53bが設けられている。それぞれその表面に印刷模様、文字が彫刻された版ロール53a、53bが配置され、さらにそれらの上方には、これら版ロールに接するように圧胴ロール55a、55bが配置されている。印刷機520の上部には、各インクリザーバ52a、52bに対応して、それぞれ3本の調整ロール511、512、513;514、515、516が配置されている。巻き出しロール51から水平方向に巻き出されたフィルム100は、方向変換ロール510を経て垂直上方の調整ロール511に至る。その後さらに2つの調整ロール512、513を経て、接触ロール55aに至る。ここでは、6色印刷機520の第1色目である赤のインクが貯留されたインクリザーバ52aに下部が浸漬されている版ロール53aが圧胴ロール55aと同周速に回転している。ロール53aはインクリザーバ52a内の赤インクをそのロール面に付着させて巻き上げ、巻き上げられた赤インクはロール側部に配置されたドクターブレード56aにより、ロール表面において彫刻以外の部分は掻き落とされる。版ロール53a表面の赤インクは、圧胴ロール55aに巻きつけられて走行しているフィルム100表面に転写され、当該フィルム100上に赤インクの印刷が完了する。続いてフィルム100は圧胴ロール55aから40〜70℃に調整された乾燥ゾーン530を経た後、調整ロール514、515、516を経て、6色印刷機520の第2色目である青インクの転写を受ける圧胴ロール55bに至る。青インクリザーバ52b、版ロール53bの構成および作用は赤インクの部位におけるものと同様である。その後の4色についても同様の構成となっており、フィルム100は最終的に図5の右側に示される方向転換ロール517により下向きから水平方向に向きを変えられて、巻き取りロール518により巻き取られる。このようにしてフィルム100に対する6色インクによる多色印刷が行われる。
【0008】
かかる多色印刷工程においては、各色の版ロールがフィルム100の所定位置に来るように多くのロール間を走行するフィルム100の位置を調整することが重要である。フィルム100には図6に示すように、所定ピッチごとに幅方向両端部あるいは片端部に、一対のマーク61、61(「トンボ」といわれることもある。)が記されている。
【0009】
例えば、青インク印刷の部位では、走行するフィルム100が、圧胴ロール55aを通過する前後にセンサ57a、57aが配置されている。センサ57a、57aは、走行しているフィルム100に所定ピッチごとに記されているマーク61、61の位置を感知し不図示のコントローラにその情報を送信する。コントローラは、色ごとに配設されたセンサによる情報を得て、フィードバックあるいはフィードフォワードの制御により、6色の印刷がフィルム100の表面上に揃うように、調整ロール511、512、513;514、515、516を上下させ、あるいは傾けるよう動作指令を発する。
【0010】
この制御機構は、金属圧延における自動板圧調整(AGC)、あるいは自動平坦度調整(AFC)におけるものと類似するが、金属圧延板と比べ、樹脂フィルムは剛性の点で劣るため、制御の結果が系に反映されるまで時間がかかる。また、印刷が高速であるほど、制御遅れが出て、正確な制御を行うことがより困難なものとなる。結果として、ピッチズレが修正されないまま、別の色の印刷が重ねられることになる。ここでの「ピッチズレ」とは、図6において、マーク61が本来あるべき位置から紙面左右方向、あるいは紙面上下方向に変位することである。なお、紙面厚み方向のズレは、ロール間で発生するバタツキであり、ロール位置において修正されるが、ロール間においては、系に振動を与える要因となり、共振を伴うような場合、印刷の制御を不安定なものにさせる。
【0011】
印刷時の縦横のピッチズレ(各版ロールの見当ズレ)が発生すると、印刷物自体がぼやけたり、グラデーションの諧調が段になったりして鮮明性が損なわれ、商品価値が損なわれる。また、印刷のピッチズレが発生すると、発生後数10mの区間はピッチズレが続き、その部分は意匠性が劣るため、製品として使用できないといった問題がある。
【0012】
また上記のような不良が発生した場合、その区間を人手により取り除かねばならず、工数が増大する。また上記の作業は不良部を取り除いた後でフィルムを継ぐためラベルロールに継ぎ目が発生する。ラベルロールの継ぎ目の入った最終製品は取り除く必要があるので、最終製品の歩留まりも低下する。さらに継ぎ目部がラベル装着機内にてツマリを起こすことがあり、最終製品の生産トラブルにつながることも問題視されていた。
【0013】
特に、上記のような状況は製膜、スリット、巻き上げ後、半年から1年にわたる常温長期保管(20℃〜25℃にて保管。なお、以下、本明細書において「A〜B」と表記(A、Bは数値である。)するときは、A以上、かつB以下であることを表すものとする。)を行ったフィルムロールにて発生頻度が高く問題視されていた。また、熱収縮性フィルムは80℃〜200℃程度の熱をかけることで収縮を起こす特性を持つために、わずかではあるが常温の領域でも長時間に亘る保管時には自然収縮を起こす。そのため、経時によるロールフォーメーションの変化が少なく高精度印刷を歩留良く施すことができるフィルムロールが望まれていた。
【0014】
さらに、通常は、一本のフィルムロールから、同一の最終製品用ラベル、袋などを加工するので一本のフィルムロールに巻かれたフィルムの印刷性の変動が大きい場合、製品として使用できない部分が大量に発生することにもなり、問題視されていた。
【0015】
上記の問題について特許文献2では不活性粒子を含有する芳香族ポリアミド系樹脂、あるいは芳香族ポリイミド系樹脂を用いたフィルムにおいて、その含有する不活性粒子の大きさなどと共に巻き硬度の範囲を規定した技術が開示されている。この特許文献2に記載された技術はベースのフィルムが熱固定された(熱収縮性ではない)フィルムに関するものであり、且つ2軸に延伸され熱固定されたフィルムに関するものである。従って、該技術は収縮などの経時による形状の変化を起こしにくいフィルムに関するものであり、フィルムロールフォーメーションの経時変化に関しては考慮されていない。また、磁気記録媒体などのベースフィルムとして使用されることを前提として考えられており、高精度印刷に対する適正性に関しては何ら考えられてはいないものである。また、熱収縮性フィルムは横方向へ収縮を起こすだけではなく、通常長手方向への延伸がなく縦方向への引っ張り強度が2軸延伸フィルムに比べて劣るため、印刷時の縦方向への伸びが激しい。本発明はこの点において、高精度印刷を行うために発明された内容であり特許文献2とは異なる技術思想に基づくものである。
【0016】
また特許文献3では熱可塑性樹脂フィルムロールに関して、その表面粗さと共に巻き硬さが規定されているが、特許文献3も特許文献2と同様に熱固定された(熱収縮性ではない。)フィルムに関するものであり、且つ2軸に延伸され熱固定されたフィルムに関するものである。そもそも、特許文献3にかかる発明は、収縮などの経時による形状の変化を起こしにくいフィルムに対して考えられたものであり、経時に関しては大きくは考慮されていない。且つ磁気記録媒体などのベースフィルムとして使用されることを前提として考えられており、高精度印刷に対する適正性に関しては何ら考慮されてはいない。本発明は、経時変化が少ない熱固定された2軸配向フィルムとは異なり、経時変化が大きい横一軸熱収縮性フィルムにおいて、高精度印刷を行うために発明された内容であり特許文献3とも明らかに異なる技術思想に基づくものである。
【0017】
また、上記の2件の特許文献は、1本のロール全般に亘って印刷時の不具合を取り除けるものではなく、本発明の目的と異なる目的を有する発明である。
【特許文献1】特開2006−218857号公報
【特許文献2】特開平8−230124号公報
【特許文献3】特開2000−016644号公報
【発明の開示】
【発明が解決しようとする課題】
【0018】
本発明は、長期保管後も、高精度印刷適性がロール全般に亘って良好であり、高速印刷性、シール性にも追従できる熱収縮性フィルムロールを提供することを目的とするものである。なお、「高精度印刷」とは6色以上の印刷版を用いたグラビア印刷であり、且つグラデーション濃度が30%以下の部分を含む印刷をいう。
【課題を解決するための手段】
【0019】
本発明者らは、上記課題を解決するため鋭意検討を行った結果、フィルム物性に多少の経時変化があったとしても、巻き状態が所定の範囲内であれば、高精度印刷においても印刷ズレを起こさないフィルムロールを製造しうることを見出し、本発明を完成するに至った。
【0020】
すなわち、本発明の要旨は、ポリ乳酸系樹脂(I)層とポリオレフィン系樹脂層(II)層との少なくとも2層からなる有効長1000m以上の熱収縮性積層フィルムをコアに巻き取ってなるフィルムロールであって、前記フィルムロールの巻き出し部表面を、落球式硬さ試験機を用いて前記熱収縮性積層フィルムの幅方向に20mm間隔で測定した際の平均硬さが300〜800の範囲であり、該平均硬さのばらつきが±200以内であり、巻き出し部からフィルムを500m単位で巻き出した後の平均硬さの増加率が0.25〜5.0%の範囲であり、かつ前記熱収縮性積層フィルムを80℃の温水中に10秒間浸漬したときの主収縮方向における熱収縮率が20%以上であることを特徴とする熱収縮性積層フィルムロールにある。
【0021】
ここに、フィルムの「有効長」とは、巻き出し部の長さ方向端部から5mを除去し、除去したフィルムの巻き出し部側端部から、500m単位に巻き芯側に移動して、その500m毎の最後の部位が巻き芯側に少なくとも100mの長さを残している点までの長さをいうものとする。従って、有効長における硬さの測定点は、フィルムの巻き出し部の長さ方向端部から5mを除去し、この5mを除去したフィルムの巻き出し側端部を最初の測定点とする。その後フィルムの長さに応じて、最初の測定点から500mごとの位置を測定点とし、最後の(最も巻き芯側の)測定点は、巻き芯側に少なくとも100mの長さを残しておくものとする。すなわち、「有効長」は、フィルム全長から、上記巻き出し側端部5m、および巻き芯側の「少なくとも100m」を除外した長さである。
【0022】
図1に、フィルム全長、並びに巻き出し部(5m)、有効長(500m×Y(Yは1以上の整数))、および巻き芯側無効長(少なくとも100m(具体的には、100m以上600m未満))の関係を種々の長さについて示した。本発明の熱収縮性積層フィルムロールは、有効長1000m以上の熱収縮性フィルムをコアに巻き取ってなるものであるので、(2)〜(7)の形態が当てはまる。
【0023】
また、図2には、フィルムロールの巻き出し部表面における硬さの測定点を示した。「落球式硬さ試験機」によるフィルムの硬さ測定は、スイス、プロセオ社の硬さ試験機パロテスター2を使用して測定するものとする。
【0024】
「平均硬さのバラツキ」とは、平均硬さと、該平均硬さから最も離れた硬さとの数値差により表現した値である。具体的には、「最大硬さ−平均硬さ」、「最小硬さ−平均硬さ」、のいずれかのうち、絶対値が大きい方を「平均硬さのバラツキ」とする。
【0025】
「平均硬さの増加率」の測定方法は、以下の通りである。スリッターで巻き取った本発明のフィルムロールを別のスリッターにて巻き解く。この際、巻き解く前の巻き出し側端部においてまずフィルムロール硬さを測定し、最大硬さ/最小硬さ/平均硬さを求め、その後、500m毎にスリッターを停止させ、フィルムロール硬さを測定し、最大硬さ/最小硬さ/平均硬さを求めた。具体的には、フィルムロール巻き出し部の長さ方向端部から5m除去した部分を最外部の巻外として計測し、500mずつ巻き解きながら計測し、フィルムロール巻き芯側に少なくとも100mの長さを残している点までの長さまで計測した(有効長において巻外から500mおきの計測となる。)。
【0026】
また、「500m単位で巻き出した後の平均硬さの増加率が0.25〜5.0%の範囲」とは、測定点毎に平均硬さが上昇することを意味し、A→B→Cの測定点においては、平均硬さは、A(平均硬さH1)→B(平均硬さH2(=H1×1.0025〜1.05))→C(平均硬さH3(=H2×1.0025〜1.05)と上昇する。より具体的には、有効長1,000mで、平均硬さの増加率が1.0%のとき、巻き出し部の平均硬さを500とすると、巻き出し部から500m内側の部分の平均硬さは、500×1.01=505となり、巻き出し部から1,000m内側の部分つまり巻き芯部の平均硬さは505×1.01=510となる。
【0027】
また、本発明の熱収縮性積層フィルムロールにおいて、コアが紙管であることが好ましい。
【0028】
さらに、上記コアが紙管である本発明の熱収縮性積層フィルムロールにおいて、紙管の万能材料試験機で計測した扁平耐圧強度が1800〜3000N/100mm幅であることも好ましい。
【0029】
本発明の規定を満たす硬さを有する熱収縮性積層フィルムロールは、未延伸フィルムの成形から延伸フィルムの巻取り、巻き取ったフィルムをスリットするまでの多数に亘る製造工程条件を組み合わせることによって得ることができる。
【発明の効果】
【0030】
本発明の熱収縮性積層フィルムロールは、長期間の保管後であっても高精度な印刷適性に優れ、かつ、高速での溶剤シールが可能である。熱収縮性積層フィルムロールの幅が0.3m以上である場合、本発明を適用すれば、ロールの経時変化等により見当ズレなどといった不具合が発生しにくくなるので、本発明を適用する意義が大である。
【0031】
しかも、上記幅を有するフィルムは、加工性およびハンドリング性に優れているため、本発明の好ましい実施態様である。
【発明を実施するための最良の形態】
【0032】
本発明の熱収縮性積層フィルムロール(以下、「本発明のフィルムロール」ともいう。)は、ポリ乳酸系樹脂(I)層とポリオレフィン系樹脂層(II)層との少なくとも2層からなる有効長1000m以上の熱収縮性積層フィルムをコアに巻き取ってなるフィルムロールであって、前記熱収縮性積層フィルムを80℃の温水中に10秒間浸漬したときの主収縮方向における熱収縮率が20%以上であり、
(1)前記フィルムロールの巻き出し部表面を、落球式硬さ試験機を用いてフィルムの幅方向に20mm間隔で測定した際の平均硬さが300〜800の範囲であり、
(2)該平均硬さのばらつきが±200以内であり、
(3)前記巻き出し部から前記フィルムを500m単位で巻き出した後の前記平均硬さの増加率が0.25〜5.0%の範囲である、熱収縮性積層フィルムロールである。
【0033】
本発明のフィルムロールは常温保管経時後の熱収縮性積層フィルムロールであっても、9色を超えるような多色の高精度印刷、または印刷速度200m/minを超えるグラデーション印刷などの精度の高い印刷時に発生しがちな微妙なズレ(見当ズレ:0.3mm以内)を抑えることができる。
【0034】
以下に、本発明のフィルムロールの硬さに関する上記3つの規定が、当該フィルムロールの、構造、機能、特性にどのように関係しているか、その技術的意義について説明する。併せて、「長期保管後も、高精度印刷適性が熱収縮性積層フィルムロール全般に亘って良好であり、高速印刷性、シール性にも追従できる熱収縮性積層フィルムロールを提供する。」という本発明の課題と、フィルムロールの硬さに関する上記2つの規定との関係を明らかにする。なお、硬さはプロセオ社(スイス)製落球式硬さ試験機パロテスター2を用いてフィルムロール幅方向に20mmの間隔で測定を行うものとする。
【0035】
(硬さの規定とその作用効果)
本発明のフィルムロール巻き出し部表面(フィルムロール外部)の平均硬さは300〜800の範囲であることが必要である。また、本発明のフィルムロール表面部平均硬さは、望ましくは400〜700の範囲であり、さらに好ましくは400〜650である。平均硬さが300以上の場合ロールを動かした際に、巻きが崩れることなく安定して搬送、加工等することができる。加えて、巻きズレの発生も少なくなり、印刷時のフィルムの走行が安定し、印刷不良が抑制される。また平均硬さが800以下の場合、室温保管経時後もフィルムのブロッキングが発生する確率が低く、印刷時の巻き解きの際にブロッキングに起因する異音(剥離音;パリパリ音)や破断の発生を防止することができる。平均硬さが400以上の場合、印刷にかける際に斜めに吊り上げられた場合でも巻きが崩れることなく、安定して取り扱うことができる。また平均硬さが700以下の場合、印刷時の巻き解きの際に発生する剥離音が少なくなると共に、それに伴う静電気の発生が減少し印刷が安定する。さらに平均硬さが650以下の場合はフィルムロール巻き解きに必要となるテンションが安定するため、さらに印刷速度を高くすることができる。
【0036】
本発明のフィルムロールの平均硬さのばらつきは±200以内である必要がある。硬さのばらつきは、好ましくは±150以内である。ばらつきが±200以内の場合、経時変化による自然収縮が発生しても均等な応力がかかるため、幅方向への物性振れを印刷に問題ない程度にまで少なくすることができる。また、ばらつきが±150以内の場合、経時後の幅方向へのズレを抑え、安定した印刷を確保することができる。また、印刷時のフィルムのバタツキを抑えることができ、印刷速度をさらに高速にすることができる。
【0037】
本発明のフィルムロールは巻き出し部から巻芯に向かって徐々に硬さを増加させる必要がある。500m毎に測定した増加率は0.25〜5.0%、好ましくは0.25〜4.0%、さらに好ましくは0.25〜2.5%の範囲にあることが必要である。増加率が0.25%以上の場合、経時変化による巻き締まりによって巻き芯に近い部分にしわが入る現象を防止することができる。また増加率が5%以下の場合、フィルムロールを動かした際に、巻芯部だけが抜け落ちる巻芯部脱落現象を防止することができる。また増加率が4.0%以下の場合、印刷時の巻き崩れが全くなくなり、安定した印刷を行うことができる。また増加率が2.5%以下の場合、巻芯部における紙管継ぎあとの軽減を行うことができ、常温保管経時後であってもフィルムロール巻芯部の皺入りの確率を大きく下げることができる。
【0038】
500m毎に測定した増加率が0.25〜5.0%とは、測定点毎に平均硬さが上昇することを意味し、A→B→Cの測定点においては、平均硬さは、A(平均硬さH1)→B(平均硬さH2(=H1×1.0025〜1.05))→C(平均硬さH3(=H2×1.0025〜1.05)と上昇する。より具体的には、有効長1,000mで、平均硬さの増加率が1.0%のとき、巻き出し部の平均硬さを500とすると、巻き出し部から500m内側の部分の平均硬さは、500×1.01=505となり、巻き出し部から1,000m内側の部分つまり巻き芯部の平均硬さは505×1.01=510となる。
【0039】
(硬さをコントロールする具体的方法)
本発明のフィルムロールの硬さを上記規定の範囲とする方法について以下に説明する。
【0040】
1.製造工程の条件によりコントロールする方法
1−1 熱収縮性積層フィルムロールの製造工程
本発明のフィルムロールは、以下に示す3工程を経て得ることができる。
【0041】
(a)押出工程(未延伸フィルムの作製)
未延伸フィルムは、ポリ乳酸系樹脂組成物およびポリオレフィン系樹脂組成物の樹脂ペレット単体、又は異なる種類の複数の樹脂ペレットを各々に混合し、積層押出しを行うことにより得ることができる。ペレット形成、溶融押出に関しては、公知の従来技術と同様な手法にて行うことが可能であり、例えば、原料となる前記樹脂組成物をあらかじめ200〜300℃の温度で溶融押出し、カッティングしてペレット状とし、次いで該ペレット状樹脂組成物を200〜300℃の温度で溶融押出しすることができる。
押出方法としては、特に限定されず、Tダイ法、チューブラー法等を用いることができる。一例として、図3の左側には、押出機31、Tダイ32、およびキャスティングロール33がこの順に配置されたフィルムの製造装置例が示されている。Tダイ法の場合には、押出後、表面温度が15〜80℃のキャスティングロール上で急冷し、厚さ30〜300μmの未延伸フィルムを形成することができる。
【0042】
(b)縦延伸工程(縦延伸フィルムの作製)
その後、未延伸フィルムに温調ロールや赤外線ヒータなどで熱を与えつつロール周速差をもって縦延伸を行う(図3においてAで示される範囲)。縦延伸ロールを使用し、未延伸フィルムを、ロール温度40〜120℃、好ましくは50〜70℃、延伸倍率1.0〜1.3倍、好ましくは1.0〜1.1倍の条件で延伸した縦延伸フィルムを得る。
なお、本明細書において「縦方向」はフィルムロールの長手方向、「横方向」はフィルムロールの幅方向と同義であり、「縦延伸」とは、フィルムロールの長手方向(熱収縮性フィルムの流れ方向)を、「横延伸」とは、フィルムロールの幅方向(熱収縮性フィルムの流れ方向の垂直方向)をそれぞれ意味する。
【0043】
(c)横延伸工程及びワインダー工程
縦延伸工程にて得られたフィルムを、テンター装置34(図3参照)により、テンター延伸法を用いて延伸することによって横延伸フィルムを得ることができる。上記縦延伸フィルムを、延伸温度55〜100℃、好ましくは70〜90℃、延伸倍率1.7〜7.0倍、好ましくは4.0〜7.0倍の条件下、横延伸した後、60〜120℃、好ましくは70〜100℃の温度で熱処理し、ワインダー装置37により、テンションをかけつつ、タッチロール36の押圧を得ながらマスターロール35として巻き取られる。
【0044】
また、テンター出口後、両端耳をスリットして外し、原反をワインダーにて巻き取るが、ワインダー張力は70〜150N/mであることが好ましい。また、ワインダー接圧は巻きズレを起こさない程度に10〜50N/mでかけることが好ましい。
【0045】
(d)スリット工程
その後、図4に示すように、マスターロール35は巻き出されてスリッター40にかけられ、任意の幅にスリットされる。図4の例では、3分割されたフィルムは、長手方向1000〜20000m、好ましくは1000〜10000m、さらに好ましくは1000m〜8000mの長さで巻き取られ、本発明のフィルムロール41〜43となる。なお、ここでも巻き取りに際し、フィルムにテンションがかけられ、巻き取られつつあるフィルムロール41〜43には、それぞれタッチロール44〜46による押圧(以下において「接圧」という。)が与えられる。
【0046】
上記各工程の内、フィルムロールの硬さに影響するのは、主に延伸工程と、スリット工程である。以下にこれら2工程におけるフィルムロール硬さのコントロールにつき説明する。
【0047】
1−2 延伸工程におけるフィルムロール硬さのコントロール
幅方向に偏った熱履歴をかけないようにする必要がある。フィルムの、幅方向の厚み分布のばらつきを抑えるためである。フィルム幅方向の厚み分布のバラツキを抑えることにより巻き硬さのバラツキを抑えることができる。このため、フィルム幅方向の厚み分布が8%以下とすることが好ましい。フィルム幅方向の厚み分布が8%を以上になると、本発明の規定する硬さの範囲からはずれてしまう虞がある。
【0048】
幅方向に偏った熱履歴をかけないようにするためには、予熱/延伸/熱処理/弛緩/冷却、各テンターゾーンの熱風吹き出し速度はフィルムの温度を一定にするために10m/秒以上が良く、幅方向での熱風速度差±3m/秒以内であることが望ましい。上記の場合、非接触温度計で計ったフィルム温度幅が3℃以内となる。なお、計測のフィルム端は、クリップ端から50mm離れた位置から幅方向に測定する。50mm以内であるとクリップ輻射熱の影響を受けて、正確なフィルム温度を計測することができないためである。なお、フィルム幅方向での温度が均等で温度幅が3℃以内であれば、フィルム幅方向の厚み分布のバラツキを抑えることができる。
【0049】
1−3 スリット工程におけるフィルムロール硬さのコントロール
スリッターにおいてフィルムにかける張力、およびフィルムロールに与えるタッチロールの接圧は、フィルムロールの硬さに直接影響を与える。スリッターにおける張力は、20〜80N/mとすることが好ましい。張力が少なすぎると、フィルムロールの硬さが小さくなり過ぎて、本発明の規定する硬さの範囲からはずれてしまう虞がある。この結果、輸送時の振動でズレが発生し、印刷時にフィルムが蛇行し印刷ズレが発生することがある。
一方張力が大きすぎると、フィルムロールの硬さが大きくなり過ぎて、本発明の規定する硬さの範囲からはずれてしまう虞がある。また、本発明のフィルムは従来のフィルムに比べMD方向の弾性率が小さく基材が伸び易い、そのため基材が伸びたまま巻き締まりロール保管中にフィルムブロッキングが発生し、印刷のため巻出す際にフィルムがばたつき、センサの感知を妨げることにより印刷ズレが発生することがある。
【0050】
巻硬さの増加率を本発明の規定する範囲に収めるために、巻き始めから巻き終わりまでの張力を一定とせず、巻き径に準じて変更することで対応することができる。例えば巻き径が大きくなるに従って、張力を減少するパターンがある。その場合、張力は、巻き始めの初期値に対する巻き終わりでの値の比率(以下において「張力制御率」という。)が60〜100%であることが好ましい。
張力制御率が低すぎると、巻き上がったフィルムロールの平均硬さ増加率も本発明の規定する数値より低いものとなり、結果として、半年在庫後の印刷評価が劣ったものとなってしまう。また、保管と共にフィルムの巻き硬さの柔らかい部分(フィルムとフィルムの間)に空気が入り込み、その後輸送や印刷のためにロールを動かしたり傾けたりした際に、上巻き部分がずれることがある。その場合、印刷時にフィルム蛇行が発生し印刷ズレにつながることが多いからである。
張力制御率が低すぎるとシワが入りやすくなる。
一方、張力制御率が高すぎると、基材が伸び巻き上がったフィルムロールの平均硬さ増加率も本発明の規定する数値より高いものとなり、結果として、こちらも半年在庫後の印刷評価が劣ったものとなってしまう。収縮フィルムは保管と共に巻締まりが発生するが、張力制御率が高すぎると、巻締まり発生による巻下部への影響が大きく、下巻きフィルム上にシワが入り、印刷ズレが発生したりすることがあるからである。
【0051】
スリッターにおけるフィルムロールに与えるタッチロールの接圧は、本来、上記張力との組み合わせで最適値が決せられるべき性質のものであるが、敢えて接圧のみに着目すれば、その値として、100〜400N/mであることが好ましい。フィルムロールに与える接圧が少なすぎると、フィルムロールの硬さが小さくなり過ぎて、本発明の規定する硬さの範囲からはずれてしまう虞がある。一方、与える接圧が大きすぎると、フィルムロールの硬さが大きくなり過ぎて、本発明の規定する硬さの範囲からはずれてしまう虞がある。
【0052】
巻硬さの増加率を本発明の規定する範囲に収めるために、巻き始めから巻き終わりまでのタッチロールによる接圧を一定もしくは、巻き径に準じて変更することで対応することができる。その場合、接圧は、巻き始めの初期値に対する巻き終わりでの値の比率(以下において「接圧制御率」という。)が100〜300%であることが好ましい。接圧制御率が低すぎると、巻き上がったフィルムロールの平均硬さ増加率も本発明の規定する数値より低いものとなり、結果として、半年在庫後の印刷評価が劣ったものとなってしまう。一方、接圧制御率が高すぎると、巻き上がったフィルムロールの平均硬さ増加率も本発明の規定する数値より高いものとなり、結果として、こちらも半年在庫後の印刷評価が劣ったものとなってしまう。
【0053】
2.フィルムの物性によりコントロールする方法
フィルムロールを構成するフィルムに適度な表面滑り性を付与することで、コア巻き付け部から巻き出し部にかけて徐々に巻硬さが下がるフィルムロールを製造することができ、且つ他の物性を確保することもできる。具体的には、フィルムを構成する樹脂組成物中に、フィラーや、帯電防止剤を添加する手法をとる。
【0054】
2−1 フィラーの添加
フィルムを構成する樹脂組成物は、熱収縮フィルムにした際に、耐ブロッキング性および易滑性を付与できるという点から、無機および/または有機の微粒子(フィラー)を含有していることが好ましい。
ブロッキングは印刷工程におけるフィルムロールの巻き出し時に、ロールから巻き出されるフィルムが、ロール側の最外層フィルムに接着して、異音を発するほか、バタツキや、張力の変動要因となり、印刷を不安定なものとするので好ましくない。フィルムに易滑性を与えた場合、ロールへのフィルムの巻き取り、巻き出し時に、フィルムとロール本体側との間に、位置的な自由度が増し、円滑な巻き取り、巻き出しが可能となる。
微粒子の含有量はフィルム全体に対して、0.005〜1質量%の範囲であることが好ましく、さらには0.01〜0.7質量%の範囲、特には0.02〜0.5質量%の範囲であることが好ましい。
【0055】
微粒子含有率が0.005質量%以上であれば、滑り性が適度に付与され、極度なブロッキングの発生を抑えることができる。0.01質量%以上であれば、滑り性が付与され、縦延伸ロール、テンター温度の幅方向において完全な均一性でないことによって生じる縦厚み振れの発生した厚い箇所がフィルム同士でブロッキングし、ロール巻き芯部に近づくにつれて巻き圧がかかり、弛みが発生し、湾曲が増長されることを抑えることができる。0.02質量%以上であれば、さらに滑り性が付与され、押出機、冷却キャストロール等の設備に由来する周期的に発生した僅かな縦厚み振れの厚い箇所がフィルム同士でブロッキングし、ロール巻き芯部に近づくにつれて巻き圧がかかり、弛みが発生し、湾曲が増長されることを抑えることができる。
【0056】
微粒子含有率が1質量%以下であれば、フィルム表面全体の極端な凹凸が抑えられ、インキ抜けを抑えることができ、巻きズレの発生頻度を低減させることができる。0.7質量%以下であれば、微粒子の分散性が上がり、部分的なインキ抜けを抑えることができる。0.5質量%以下であれば、フィルム表面全体の凹凸を制御でき、印刷版の浅いドットのインキ抜けを抑えることができる。
【0057】
無機微粒子としては、具体的には、例えば、シリカ、アルミナ、チタニア、カオリン、クレー、炭酸カルシウム、燐酸カルシウム、フッ化リチウム、カーボンブラック、および、ポリエステル重合時のアルカリ金属、アルカリ土類金属、燐化合物等の触媒等に起因する析出物等が、また、有機微粒子としては、例えば、各種架橋ポリマー等が挙げられる。
【0058】
これらの微粒子の平均粒子径としては、前述した効果の観点から、0.1〜6.0μmの範囲であることが好ましく、さらには0.5〜5.0μmの範囲、特には1.0〜4.0μmの範囲であることが好ましい。なお、ここで平均粒子径とは、レーザー回折法、動的光散乱法等の電磁波散乱法、遠心沈降式等の光透過法などの方法で測定した50%体積平均粒子径(d50)を意味する。測定方法によって差異が生じる場合は、レーザー回折法による値を用いる。
【0059】
微粒子の平均粒子径が1μm以上であれば、滑り性が適度に付与され、ブロッキングの発生を抑えることができる。0.5μm以上であれば、滑り性が付与され、縦延伸ロール、テンター温度の幅方向において完全な均一性でないことによって生じる縦厚み振れの発生した厚い箇所がフィルム同士でブロッキングし、ロール巻き芯部に近づくにつれて巻き圧がかかり、弛みが発生し、湾曲が増長されることを抑えることができる。1.0μm以上であれば、さらに滑り性が付与され、押出機、冷却キャストロール等の設備に由来する周期的に発生した僅かな縦厚み振れの厚い箇所がフィルム同士でブロッキングし、ロール巻き芯部に近づくにつれて圧がかかることによって発生する、弛みを抑えることができる。6.0μm以下であれば、フィルム表面全体の極端な凹凸が抑えられ、インキ抜けを抑えることができ、巻きズレの発生頻度を低減させることができる。5.0μm以下であれば、微粒子の分散性が上がり、部分的なインキ抜けを抑えることができる。4.0μm以下であれば、フィルム表面全体の凹凸を制御でき、印刷版の浅いドットのインキ抜けを抑えることができる。
【0060】
また、該微粒子の混合方法としては特に限定されず、樹脂の重合過程で添加することもでき、且つ、樹脂組成物の製造過程や、熱収縮性フィルムの成形過程で混合することもできる。またロール巻き芯部に近づくにつれて皺が入りやすくなる場合には、微粒子の径を大きくする方向、または量を増やす方向で配合すると皺の発生を抑えることができる。
【0061】
2−2 帯電防止剤の付与
本発明のフィルムロールには帯電防止剤を塗布することができる。例えばテンターにて横延伸する前の縦延伸後のフィルムに塗布ロール速度を、ライン速度に対して0.1〜1.5倍の速度であるロールで帯電防止剤を掻き揚げながら塗布することで、フィルムに帯電防止効果を付与することができる。
【0062】
塗布型の帯電防止剤は主として界面活性剤であり、界面活性剤の種類には、カチオン系界面/アニオン系/混合イオン系など多種の帯電防止剤があるが、塗布のし易さから特にカチオン系、混合イオン系が多用される。ロール巻き芯部に近づくにつれて僅かな厚み振れの差が幅方向での巻き硬さの差に影響し、フィルムの厚い箇所がブロッキング気味になる場合には、帯電防止剤の塗布量を多くすることによってフィルム同士の滑り性を上げ、ブロッキングを防止できる。また、厚み振れなどで発生した過剰な巻き硬さを緩和することができ、湾曲の差を小さくすることができる。
【0063】
次に、本発明のフィルムロールを構成するフィルムの樹脂組成につき説明する。本発明のフィルムロールはポリ乳酸系樹脂(I)層とポリオレフィン系樹脂(II)層との少なくとも2層からなる熱収縮性積層フィルムであり,構成する樹脂組成について詳述する。
【0064】
<ポリ乳酸系樹脂(I)層>
本発明において、樹脂(I)層として使用されるポリ乳酸系樹脂について説明する。本発明におけるポリ乳酸系樹脂とは、D−乳酸若しくはL−乳酸の単独重合体又はそれらの共重合体であり、これらの混合物も含まれる。より具体的には、構造単位がD−乳酸であるポリ(D−乳酸)、構造単位がL−乳酸であるポリ(L−乳酸)、L−乳酸とD−乳酸との共重合体であるポリ(DL−乳酸)、又はこれらの混合物である。
【0065】
本発明で用いられるポリ乳酸系樹脂がD−乳酸とL−乳酸との混合物である場合、D−乳酸とL−乳酸との混合比はD−乳酸/L−乳酸=99.8/0.2〜75/25であるか、又はD−乳酸/L−乳酸=0.2/99.8〜25/75であることが好ましく、D−乳酸/L−乳酸=99.5/0.5〜80/20又はD−乳酸/L−乳酸=0.5/99.5〜20/80であることがさらに好ましい。D−乳酸単独又はL−乳酸単独からなるポリ乳酸は、非常に高い結晶性を示し、融点が高く、耐熱性及び機械的物性に優れる傾向がある。しかしながら、熱収縮性フィルムとして使用する場合は、通常、印刷及び溶剤を用いた製袋工程が伴うため、印刷適性及び溶剤シール性を向上させるために構成材料自体の結晶性を適度に下げることが必要となる。また、結晶性が過度に高い場合、延伸時に配向結晶化が進行し、収縮特性が低下する傾向がある。これらのことより、本発明で用いられるポリ乳酸系樹脂の混合比はD−乳酸/L−乳酸=99/1〜85/15、又はD−乳酸/L−乳酸=1/99〜15/85であることが最も好ましい。
【0066】
本発明において、ポリ乳酸系樹脂は、異なる共重合比を有するD−乳酸とL−乳酸の共重合体を混合して使用することもできる。その場合には、複数の乳酸系重合体のD−乳酸とL−乳酸との共重合比を平均した値が前記範囲内に入るように調整すればよい。使用用途に合わせて、D−乳酸とL−乳酸との共重合体比の異なるポリ乳酸系樹脂を二種以上混合し、結晶性を調整することにより、耐熱性と熱収縮特性のバランスをとることができる。
【0067】
また、本発明で用いられるポリ乳酸系樹脂は、乳酸と、α−ヒドロキシカルボン酸や脂肪族ジオール、脂肪族ジカルボン酸との共重合体であってもよい。ここで、乳酸系樹脂に共重合される「α−ヒドロキシカルボン酸」としては、乳酸の光学異性体(L−乳酸に対してはD−乳酸、D−乳酸に対してはL−乳酸をそれぞれ指す。)、グリコール酸、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒロドキシ−3−メチル酪酸、2−メチル酪酸、2−ヒドロキシカプロラクトン酸などの2官能脂肪族ヒドロキシ−カルボン酸、及びカプロラクトン、ブチルラクトン、バレロラクトンなどのラクトン類が挙げられる。また、乳酸系樹脂に共重合される脂肪族ジオールとしては、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノールなどが挙げられる。また共重合される脂肪族ジカルボン酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸及びドデカン二酸などが挙げられる。乳酸と、α−ヒドロキシカルボン酸、脂肪族ジオール、又は脂肪族ジカルボン酸との共重合体の共重合比は乳酸/α−ヒドロキシカルボン酸、脂肪族ジオール、又は脂肪族ジカルボン酸=90/10〜10/90の範囲であることが好ましく、より好ましくは80/20〜20/80であり、さらに好ましくは30/70〜70/30である。共重合比が上記範囲内であれば、剛性、透明性、耐衝撃性などの物性バランスの良好なフィルムを得ることができる。
【0068】
前記ポリ乳酸系樹脂は、縮合重合法、開環重合法などの公知の重合法により作製することができる。例えば、縮合重合法であれば、D−乳酸、L−乳酸、又はこれらの混合物を直接脱水縮合重合して任意の組成を有するポリ乳酸系樹脂を得ることができる。また、開環重合法では、乳酸の環状2量体であるラクチドを、必要に応じて重合調整剤などを用いながら、所定の触媒の存在下で開環重合することにより任意の組成を有するポリ乳酸系樹脂を得ることができる。前記ラクチドには、L−乳酸の二量体であるDL−ラクチドがあり、これらを必要に応じて混合して重合することにより、任意の組成、結晶性を有するポリ乳酸系樹脂を得ることができる。さらには、分子量増大を目的として少量の鎖延長剤、例えば、ジイソシアネート化合物、ジエポキシ化合物、酸無水物、酸クロライドなどを使用しても構わない。
【0069】
前記ポリ乳酸系樹脂の重量(質量)平均分子量は、20,000以上、好ましくは40,000以上、さらに好ましくは60,000以上であって、400,000以下、好ましくは350,000以下、さらに好ましくは300,000以下であることが望ましい。重量(質量)平均分子量が20,000以上であれば、適度な樹脂凝集力が得られ、フィルムの強伸度が不足したり、脆化したりすることを抑えることができる。一方、重量(質量)平均分子量が400,000以下であれば、溶融粘度を下げることができ、製造、生産性向上の観点からは好ましい。
【0070】
前記ポリ乳酸系樹脂の市販品としては、例えば、「NatureWorks」(NatureWorksLLC社製)、「LACEA」(三井化学社製)などが挙げられる。
【0071】
また、本発明においては、耐衝撃性や耐寒性を向上させる等のために、(I)層を構成するにポリ乳酸系樹脂以外の他のゴム成分を添加することが好ましい。このゴム成分は特に限定されるものではないが、ポリ乳酸系樹脂以外の脂肪族ポリエステル、芳香族−脂肪族ポリエステル、ジオールとジカルボン酸と乳酸系樹脂との共重合体やコアシェル構造ゴムなどを好適に使用できる。
【0072】
前記脂肪族ポリエステルとしては、ポリヒロドキシカルボン酸、脂肪族ジオールと脂肪族ジカルボン酸とを縮合して得られる脂肪族ポリエステル、環状ラクトン類を開環重合して得られる脂肪族ポリエステル、合成系脂肪族ポリエステルなどが挙げられる。前記ヒドロキシカルボン酸としては、3−ヒドロキシ酪酸、4−ヒドロキシ酪酸、2−ヒドロキシ−n−酪酸、2−ヒドロキシ−3,3−ジメチル酪酸、2−ヒドロキシ−3−メチル酪酸、2−メチル乳酸、2−ヒドロキシカプロラクロン酸などのヒドロキシカルボン酸の単独重合体や共重合体を挙げることができる。
【0073】
脂肪族ジオールと脂肪族ジカルボン酸とを縮合して得られる脂肪族ポリエステルとしては、次に説明する脂肪族ジオール及び脂肪族ジカルボン酸の中からそれぞれ1種類又は2種類以上を選んで縮合するか、あるいは必要に応じてイソシアネート化合物などで分子量をジャンプアップして所望の高分子として得ることができる重合体が挙げられる。ここで、脂肪族ジオールとしては、エチレングリコール、プロピレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノールなどを挙げることができ、脂肪族ジカルボン酸としては、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸などが挙げられる。
【0074】
また、環状ラクトン類を開環縮合した脂肪族ポリエステルとしては、環状モノマーであるε−カプロラクトン、σ−バレロラクトン、β−メチル−σ−バレロラクトンなどの開環重合体を挙げることができる。これらの環状モノマーは一種だけでなく、複数種を選択して共重合することもできる。
【0075】
また、合成系脂肪族ポリエステルとしては、環状酸無水物とオキシラン類との共重合体、例えば、無水コハク酸とエチレンオキサイドとの共重合体、プロピオンオキサイドなどとの共重合体などを挙げることができる。
【0076】
これらポリ乳酸系樹脂以外の脂肪族ポリエステルの代表的なものとしては、コハク酸と1,4−ブタンジオールとアジピン酸とを重合して得られる「ビオノーレ」(昭和高分子社製)を商業的に入手することができる。また、ε−カプロラクトンを開環縮合して得られるものとしては、「セルグリーン」(ダイセル化学工業社製)が挙げられる。
【0077】
次に、芳香族−脂肪族ポリエステルとしては、脂肪族鎖の間に芳香環を導入することによって結晶性を低下させたものを用いることができる。芳香族−脂肪族ポリエステルは、例えば、芳香族ジカルボン酸と、脂肪族ジカルボン酸と、脂肪族ジオールとを縮合して得られる。
【0078】
ここで、前記芳香族ジカルボン酸としては、例えばイソフタル酸、テレフタル酸、2,6−ナフタレンジカルボン酸などが挙げられ、テレフタル酸が最も好適に用いられる。また、脂肪族ジカルボン酸としては、例えば、コハク酸、アジピン酸、スベリン酸、セバシン酸、ドデカン二酸などが挙げられ、アジピン酸が最も好適に用いられる。なお、芳香族ジカルボン酸、脂肪族ジカルボン酸あるいは脂肪族ジオールは、それぞれ二種類以上を用いてもよい。
【0079】
芳香族脂肪族ポリエステルの代表的なものとしては、テトラメチレンアジペートとテレフタレートの共重合体、ポリブチレンアジペートとテレフタレートの共重合体などが挙げられる。テトラメチレンアジペートとテレフタレートの共重合体としてEasterBio(Eastman Chemicals社製)、またポリブチレンアジペートとテレフタレートの共重合体として、Ecoflex(BASF社製)を商業的に入手することができる。
【0080】
ポリ乳酸系樹脂とジオールとジカルボン酸の共重合体の構造としては、ランダム共重合体、ブロック共重合体、グラフト共重合体が挙げられ、いずれの構造でもよい。但し、フィルムの耐衝撃性及び透明性の観点から、ブロック共重合体又はグラフト共重合体が好ましい。ランダム共重合体の具体例としては「GS−Pla」(三菱化学社製)が挙げられ、ブロック共重合体又はグラフト共重合体の具体例としては「プラメート」(DIC社製)が挙げられる。
【0081】
ポリ乳酸系樹脂とジオールとジカルボン酸の共重合体の製造方法は、特に限定されないがジオールとジカルボン酸とを脱水縮合した構造を持つポリエステルまたはポリエーテルポリオールを、ラクチドと開環重合あるいはエステル交換反応させて得る方法が挙げられる。また、ジオールとジカルボン酸とを脱水縮合した構造を持つポリエステル又はポリエーテルポリオールを、ポリ乳酸系樹脂と脱水・脱グリコール縮合あるいはエステル交換反応させて得る方法がある。
【0082】
ポリ乳酸系樹脂とジオールとジカルボン酸の共重合体は、イソシアネート化合物やカルボン酸無水物を用い手所定の分子量に調整することが可能である。但し、加工性、機械的特性の観点から、重量(質量)平均分子量は50,000以上、好ましくは100,000以上であり、かつ300,000以下、好ましくは250,000以下のものが望ましい。
【0083】
コアシェル構造ゴムとしては、例えば、(メタ)アクリル酸−ブタジエン共重合体、アクリロニトリル−ブタジエン−スチレン共重合体などのジエン系コアシェル型重合体、(メタ)アクリル酸−スチレン−アクリロニトリル共重合体などのアクリル系コアシェル型重合体、シリコーン−(メタ)アクリル酸−(メタ)アクリル酸メチル共重合体、シリコーン−(メタ)アクリル酸−アクリロニトリル−スチレン共重合体などのシリコーン系コアシェル型共重合体が挙げられる。この中でもポリ乳酸系樹脂との相溶性が良好であり、フィルムの耐衝撃性、透明性のバランスのとれるシリコーン−(メタ)アクリル酸−(メタ)アクリル酸メチル共重合体がより好適に用いられる。
【0084】
具体的には、「メタブレン」(三菱レイヨン社製)、「カネエース」(カネカ社製)などが商業的に入手できる。
【0085】
上記ゴム成分の添加量は、(II)層の主成分として含まれるポリ乳酸系樹脂100質量部に対し、100質量部以下、好ましくは80質量部以下、さらに好ましくは70質量部以下であることが好ましい。ゴム成分の添加量を100質量部以下とすることにより、フィルムの剛性、透明性を損なわず、熱収縮ラベルとして好適に使用することができる。また、ゴム成分の添加量を10質量部以上、好ましくは15質量部以上、さらに好ましくは20質量部以上とすることにより、フィルムに良好な耐衝撃性を付与することができる。
<ポリオレフィン系樹脂(II)層>
【0086】
本発明において、樹脂(II)層として使用されるポリオレフィン系樹脂について説明する。
【0087】
本発明において,樹脂(II)層で用いられるポリオレフィン系樹脂の種類は特に限定されない。使用可能なポリオレフィン系樹脂としては、ポリエチレン系樹脂、ポリプロピレン系樹脂や、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体、エチレン−メチルアクリレート共重合体などのエチレン系共重合体が挙げられる。中でも、熱収縮率と成形性との観点から、ポリエチレン系樹脂、ポリプロピレン系樹脂、又はこれらの混合物を用いることが好ましい。ポリエチレン系樹脂やポリプロピレン系樹脂は、重合方法や共重合成分などにより多様な種類が存在するため、その範囲に特に限定されるものではない。好ましい種類を以下に示す。
【0088】
ポリエチレン系樹脂としては、通常、密度が0.94g/cm3以上0.97g/cm3以下の高密度ポリエチレン樹脂(HDPE)、密度が0.92g/cm3以上0.94g/cm3以下の中密度ポリエチレン樹脂(MDPE)、密度が0.92g/cm3未満の低密度ポリエチレン樹脂(LDPE)、及び直鎖状低密度ポリエチレン樹脂(LLDPE)が挙げられる。この中でも延伸性、フィルムの耐衝撃性、透明性等の観点からは、直鎖状低密度ポリエチレン樹脂(LLDPE)が特に好適に用いられる。
【0089】
上記直鎖状低密度ポリエチレン樹脂(LLDPE)としては、エチレンと炭素数3以上20以下、好ましくは炭素数4以上12以下のα−オレフィンとの共重合体が挙げられる。α−オレフィンとしては、例えば、プロピレン、1−ブテン、1−ペンテン、1−へキセン、1−へプテン、1−オクテン、1−ノネン、1−デセン、3−メチル−1−ブテン、4−メチル−1−ペンテン等が例示される。この中でも1−ブテン、1−ヘキセン、1−オクテンが好適に用いられる。また、共重合するα−オレフィンは1種のみを単独で、又は2種以上を組み合わせて用いても構わない。
【0090】
また、上記ポリエチレン系樹脂の好ましい密度としては、下限が、0.800g/cm3以上が好ましく、0.850g/cm3以上がより好ましく、0.900g/cm3以上がさらに好ましく、また上限が、0.950g/cm3以下が好ましく、0.940g/cm3以下がより好ましく、0.930g/cm3以下がさらに好ましい。例えば、熱収縮性フィルムの場合、密度が0.800g/cm3以上であれば、フィルム全体の腰(常温での剛性)や耐熱性を著しく低下させないため、実用上好ましい。一方、密度が0.950g/cm3以下であれば、低温での延伸性が維持され、実用温度域(70℃以上90℃以下程度)において十分な熱収縮率が得られる点で好ましい。
【0091】
上記ポリエチレン系樹脂は、メルトフローレート(MFR:JIS K7210、温度:190℃、荷重:21.2N)が0.1g/10分以上10g/10分以下のものが好適に用いられる。MFRが0.1g/10分以上であれば、押出加工性を良好に維持でき、一方、MFRが10g/10分以下であれば積層フィルムの厚み斑や力学強度の低下を起こしにくく、好ましい。
【0092】
次に、ポリプロピレン系樹脂としては、ホモプロピレン樹脂、ランダムポリプロピレン樹脂、ブロックポリプロピレン樹脂、プロピレン−エチレンゴムなどが挙げられる。これら中でも延伸性、透明性、剛性などの観点から、ランダムポリプロピレン樹脂が特に好適に使用される。
【0093】
上記ランダムポリプロピレン樹脂において、プロピレンと共重合させるα−オレフィンとしては、好ましくは炭素数2以上20以下、より好ましくは炭素数4以上12以下のものが挙げられ、エチレン、1−ブテン、1−ペンテン、1−へキセン、1−へプテン、1−オクテン、1−ノネン、1−デセンなどを例示できる。本発明においては、延伸性、熱収縮特性、フィルムの耐衝撃性や透明性、剛性等の観点から、α−オレフィンとしてエチレン単位の含有率が2質量%以上10質量%以下のランダムポリプロピレンが特に好適に用いられる。また、共重合するα−オレフィンは1種のみを単独で、又は2種以上を組み合わせて用いても構わない。
【0094】
また、ポリプロピレン系樹脂のメルトフローレート(MFR)は、特に制限されるものではないが、MFR(JIS K7210、温度:230℃、荷重:21.2N)は、好ましくは0.5g/10分以上、より好ましくは1.0g/10分以上であり、かつ、好ましくは15g/10分以下、より好ましくは10g/10分以下である。
【0095】
これらポリエチレン系樹脂やポリプロピレン系樹脂は、より具体的には、ポリエチレン系樹脂として、商品名「ノバテックHD、LD、LL」「カーネル」「タフマーA,P」(日本ポリエチ社製)、「サンテックHD,LD」(旭化成ケミカルズ社製)、「HIZEX」「ULTZEX」「EVOLUE」(三井化学社製)、「モアテック」(出光興産社製)、「UBEポリエチレン」「UMERIT」(宇部興産社製)、「NUCポリエチレン」「ナックフレックス」(日本ユニカー社製)、「Engage」(ダウケミカル社製)等として市販されている。また、ポリプロピレン系樹脂として、商品名「ノバテックPP」「WINTEC」「タフマーXR」(日本ポリプロ社製)、「三井ポリプロ」(三井化学社製)、「住友ノーブレン」「タフセレン」「エクセレンEPX」(住友化学社製)、「IDEMITSU PP」「IDEMITSU TPO」(出光興産社製)、「Adflex」「Adsyl」(サンアロマー社製)等として市販されている。これらの共重合体は、各々単独に、又は2種以上を混合して使用することができる。
【0096】
また、ポリオレフィン系樹脂としては、エチレンと共重合可能なモノマーとの共重合体も好適に用いることができる。エチレンと共重合可能なモノマーとの共重合体を例示すれば、エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体、エチレン−メチルアクリレート共重合体などが挙げられる。これらの中でも、透明性、経済性の観点からエチレン−酢酸ビニル共重合体が特に好適に使用される。
【0097】
上記エチレン−酢酸ビニル共重合体、エチレン−エチルアクリレート共重合体、エチレン−メチルアクリレート共重合体のエチレン含有率は50質量%以上、好ましくは60質量%以上、さらに好ましくは70質量%以上であり、かつ95質量%以下、好ましくは90質量%以下、さらに好ましくは85質量%以下であるものが望ましい。エチレン含有率が50質量%以上であれば、フィルム全体の剛性と耐熱性とを良好に維持できる。またエチレン含有率が95質量%以下であれば、フィルムの耐破断性に対する効果が十分に得られるほか、透明性も維持できるため好ましい。
【0098】
エチレン−酢酸ビニル共重合体(EVA)の市販品としては、例えば、「エバフレックス」(三井デュポンポリケミカル社製)、「ノバテックEVA」(三菱化学社製)、「エバスレン」(DIC社製)、「エバテート」(住友化学社製)が挙げられる。また、エチレン−エチルアクリレート共重合体(EEA)の市販品としては、例えば「エバフレックスEEA」(三井デュポンポリケミカル社製)、エチレン−メチルアクリレート共重合体としては「エルバロイAC」(三井デュポンポリケミカル社製)等がそれぞれ挙げられる。
【0099】
上記エチレンと共重合可能なモノマーとの共重合体のMFRは、特に制限されるものではないが、MFR(JIS K7210、温度:190℃、荷重:21.2N)は、好ましくは0.5g/10分以上、より好ましくは1.0g/10分以上であり、かつ、好ましくは15g/10分以下、より好ましくは10g/10分以下である。
【0100】
上記ポリオレフィン系樹脂の重量平均分子量は、50,000以上、好ましくは100,000以上であり、700,000以下、好ましくは600,000以下、さらに好ましくは500,000以下である。ポリオレフィン系樹脂の重量平均分子量が上記範囲内であれば、所望の機械物性や耐熱性等の実用物性を発現でき、また適度な溶融粘度が得られ、良好な成形加工性が得られる。
【0101】
また、上記ポリオレフィン系樹脂の製造方法は、特に限定されるものではなく、公知のオレフィン重合用触媒を用いた公知の重合方法、例えばチーグラー・ナッタ型触媒に代表されるマルチサイト触媒やメタロセン系触媒に代表されるシングルサイト触媒を用いた、スラリー重合法、溶液重合法、塊状重合法、気相重合法等、また、ラジカル開始剤を用いた塊状重合法等が挙げられる。
【0102】
さらに、本発明においては、ポリオレフィン系樹脂に収縮率を調整するなどの用途のため、必要に応じて石油樹脂などを適当量添加することができる。石油樹脂を添加することにより、低温での延伸性が維持でき、熱収縮特性の向上が期待できる。
【0103】
上記石油樹脂としては、シクロペンタジエン又はその二量体からの脂環式石油樹脂やC9成分からの芳香族石油樹脂が挙げられる。石油樹脂は、ポリオレフィン系樹脂等に混合した場合に比較的良好な相溶性を示すことが知られているが、色調、熱安定性及び、相溶性から水素添加誘導体を用いることが好ましい。
【0104】
具体的には、三井化学社製の商品名「ハイレッツ」、「ペトロジン」、荒川化学工業社製の商品名「アルコン」、出光石油化学社製の商品名「アイマーブ」、トーネックス社製の商品名「エスコレッツ」等の市販品を用いることができる。
【0105】
石油樹脂は、主に分子量に応じて種々の軟化温度を有するものがあるが、本発明においては、軟化温度が100℃以上150℃以下、好ましくは110℃以上140℃以下のものが好適に用いられる。ここで、軟化温度が100℃以上であれば、ポリオレフィン系樹脂に混合した際に、シート表面に石油樹脂がブリードし、ブロッキングを招いたり、シート全体の機械的強度が低下して破れやすくなったりすることがなく、実用的好ましい。一方、150℃以下であれば、ポリオレフィン系樹脂との相溶性が良好に維持され、経時的にフィルム表面に石油樹脂がブリードし、ブロッキングや透明性の低下を招いたりすることがなく、好ましい。
【0106】
上記石油樹脂の混合量は、(II)層を構成するポリオレフィン系樹脂100質量部に対し、5質量部以上80質量部以下であることが好ましい。ここで、石油樹脂の混合量が5質量部以上であれば、フィルム表面の光沢度や収縮特性の向上効果が得られる。一方、80質量部以下であれば、経時的にフィルムの表面に石油樹脂がブリードし、フィルム同士がブロッキングしやすくなったり、耐衝撃性が低下したりするなどの問題の発生を抑えることができる。これらのことから(II)層に添加する石油樹脂の混合量は、(II)層を構成するポリオレフィン系樹脂100質量部に対し、10質量部以上60質量部以下であることがより好ましい。
【0107】
(II)層を構成する樹脂組成物がポリオレフィン系樹脂である場合、良好な透明性及び再生添加時の透明性を維持する観点からは、ポリオレフィン系樹脂の屈折率は、1.40以上、好ましくは1.45以上、より好ましくは1.47以上であり、かつ1.55以下、好ましくは1.53以下、さらに好ましくは1.50以下であることが望ましい。
【0108】
本発明の熱収縮性積層フィルムは、(II)層に(I)層で用いられる樹脂組成物を含ませることもできる。(II)層に(I)層で用いられる樹脂組成物を含ませることにより、フィルムのリサイクルに貢献するとともに、フィルムの耐破断性の向上が期待できる。内層に添加できる(I)層を構成する樹脂の含有量は、(II)層を構成する樹脂100質量部に対して、好ましくは3質量部以上30質量部以下、より好ましくは25質量部以下、さらに好ましくは23質量部以下である。(II)層を構成する樹脂100質量部に対し、(I)層を構成する樹脂を30質量部以下とすることにより、得られる熱収縮積層フィルムの透明性を維持できる。
<接着性樹脂(III)層>
【0109】
本発明のフィルムを構成する(III)層は、上記(I)層と(II)層とを接着させる接着性樹脂を主成分としてなる。(III)層の主成分として含まれる接着性樹脂は、(I)層と(II)層とを接着させ得る樹脂であれば特に限定されないが、下記(a)、(b)及び(c)からなる群より選ばれる少なくとも1種の共重合体又は樹脂を用いることが好ましい。
【0110】
(a)エチレン単量体単位と、酢酸ビニル、アクリル酸、(メタ)アクリル酸、(メタ)アクリル酸エチル、メチル(メタ)アクリル酸、無水マレイン酸、及びメタクリル酸グリシジルからなる群から選ばれる1種の単位とからなる共重合体(以下「エチレン系共重合体」ともいう。)
(b)軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体又はこれらの水素添加誘導体
(c)変性ポリオレフィン系樹脂
【0111】
先ず(a)のエチレン系共重合体について説明する。上記エチレン系共重合体としては、例えばエチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)、エチレン−(メタ)アクリル酸共重合体(EMA)、エチレン−(メタ)アクリル酸エチル共重合体(EEA)、エチレン−メチル(メタ)アクリル酸共重合体(EMMA)、エチレン−酢酸ビニル−無水マレイン酸三元共重合体、エチレン−アクリル酸エチル−無水マレイン酸三元共重合体、エチレン−メタクリル酸グリシジル共重合体、エチレン−酢酸ビニル−メタクリル酸グリシジル三元共重合体、エチレン−アクリル酸エチル−メタクリル酸グリシジル三元共重合体が挙げられる。中でも、エチレン−酢酸ビニル共重合体(EVA)、エチレン−アクリル酸共重合体(EAA)、エチレン−アクリル酸エチル共重合体(EEA)、エチレン−(メタ)アクリル酸共重合体(EMA)、エチレン−メチル(メタ)アクリル酸共重合体(EMMA)を好適に使用できる。
【0112】
上記エチレン系共重合体は、エチレン単量体単位の含有率が50モル%以上、好ましくは60モル%以上、さらに好ましくは65モル%以上であり、95モル%以下、好ましくは90モル%以下、さらに好ましくは85モル%以下であることが望ましい。エチレン単位の含有率が50モル%以上であれば、フィルム全体の剛性を良好に維持できるため、好ましい。一方、エチレン単位の含有率が95モル%以下であれば、柔軟性を十分に維持でき、フィルムに応力が加わった場合に、(I)層と(II)層の間に生じる応力への緩衝作用が働くため、層間剥離を抑えることができる。
【0113】
上記エチレン系共重合体は、MFR(JIS K7210、温度:190℃、荷重:2.16kg)が0.1g/10分以上10g/10分以下のものが好適に用いられる。MFRが0.1g/10分以上であれば、押出加工性を良好に維持でき、一方、MFRが10g/10分以下で有れば積層フィルムの厚み斑や力学強度の低下を起こしにくく、好ましい。
【0114】
上記エチレン系共重合体の市販品としては、エチレン−酢酸ビニル共重合体として、商品名「エバフレックス EV40LX」(三井・デュポンポリケミカル社製)、エチレン−アクリル酸共重合体として、商品名「NUCコポリマー」(日本ユニカー社製)、「エバフレックス−EEA」(三井・デュポンポリケミカル社製)、「レクスパールEAA」(日本ポリエチレン社製)、エチレン−(メタ)アクリル酸共重合体として、商品名「エルバロイ」(三井・デュポンポリケミカル社製)、「レクスパールEMA」(日本ポリエチレン社製)、エチレン−アクリル酸エチル共重合体として、商品名「レクスパールEEA」(日本ポリエチレン社製)、エチレン−メチル(メタ)アクリル酸共重合体として、商品名「アクリフト」、(住友化学社製)、エチレン−酢酸ビニル−無水マレイン酸三元共重合体として、商品名「ボンダイン」(住友化学社製)、エチレン−メタクリル酸グリシジル共重合体、エチレン−酢酸ビニル−メタクリル酸グリシジル三元共重合体、エチレン−アクリル酸エチル−メタクリル酸グリシジル三元共重合体として、商品名「ボンドファースト」(住友化学社製)などが挙げられる。
【0115】
次に、上記(b)の軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体及びその水素添加誘導体について説明する。軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体を構成する芳香族系炭化水素としては、スチレンが好適に用いられ、α−メチルスチレン等のスチレン同族体なども用いることができる。また、共役ジエン系炭化水素としては、1,3−ブタジエン、1,2−イソプレン、1,4−イソプレン、1,3−ペンタジエン等が挙げられ、これらは水素添加誘導体であってもよい。これらは単独で、又は2種以上を混合して用いてもよい。
【0116】
上記芳香族系炭化水素と共役ジエン系炭化水素との共重合体又はその水素添加誘導体は、芳香族系炭化水素の含有率が共重合体の全質量の5質量%以上、好ましくは7質量%以上、さらに好ましくは10質量%以上であり、かつ50質量%以下、好ましくは40質量%以下、さらに好ましくは35質量%以下である軟質な共重合体であることが望ましい。芳香族系炭化水素の含有率が5質量%以上であれば、フィルムを(I)層、(II)層、及び(III)層のいずれかの層(好ましくは(II)層)に再生添加した場合に、良好な相溶性が得られ、フィルムの白濁化を抑えて、透明性を維持できる。一方、芳香族系炭化水素の含有率が50質量%以下であれば、(II)層の柔軟性を低下させることなく、フィルムに応力が加わった場合に、(I)層と(II)層の間に生じる応力への緩衝作用が働くため、層間剥離を抑えることができる。
【0117】
芳香族系炭化水素と共役ジエン系炭化水素との共重合体の水素添加誘導体としては、スチレン−共役ジエン系ランダム共重合体の水素添加誘導体を好ましく用いることができる。スチレン−共役ジエン系ランダム共重合体の水素添加誘導体の詳細な内容及びその製造方法については、特開平2−158643号、特開平2−305814号及び特開平3−72512号の各公報に開示されている。
【0118】
芳香族系炭化水素−共役ジエン系炭化水素共重合体は、上記例示した各々の共重合体を単独に、又は2種以上を混合して使用することができる。
【0119】
芳香族系炭化水素−共役ジエン系炭化水素共重合体の市販品としては、スチレン−ブタジエンブロック共重合体エラストマーとして商品名「タフプレン」(旭化成ケミカルズ社製)、スチレン−ブタジエンブロック共重合体の水素添加誘導体として商品名「タフテックH」(旭化成ケミカルズ社製)、商品名「クレイトンG」(クレイトンジャパン社製)、スチレン−ブタジエンランダム共重合体の水素添加誘導体として商品名「ダイナロン」(JSR社製)、スチレン−イソプレンブロック共重合体の水素添加誘導体として商品名「セプトン」(クラレ)、スチレン−ビニルイソプレンブロック共重合体エラストマーとして商品名「ハイブラー」(クラレ社製)等が挙げられる。
【0120】
また、上記芳香族系炭化水素と共役ジエン系炭化水素との共重合体又はその水素添加誘導体は、極性基を導入することで、ポリ乳酸系樹脂を主成分とする(I)層との層間接着性を一層向上させることができる。導入する極性基としては、酸無水物基、カルボン酸基、カルボン酸エステル基、カルボン酸塩化物基、カルボン酸アミド基、カルボン酸塩基、スルホン酸基、スルホン酸エステル基、スルホン酸塩化物基、スルホン酸アミド基、スルホン酸塩基、エポキシ基、アミノ基、イミド基、オキサゾリン基、水酸基などが挙げられる。極性基を導入したスチレン系化合物と共役ジエンの共重合体又はその水素添加誘導体としては、無水マレイン酸変性SEBS、無水マレイン酸変性SEPS、エポキシ変性SEBS、エポキシ変性SEPSなどが代表的に挙げられる。これらの共重合体は、各々単独に又は2種以上を混合して使用することができる。
【0121】
上記極性基を導入した芳香族系炭化水素と共役ジエン系炭化水素との共重合体又はその水素添加誘導体の商品名を例示すれば、例えば、「タフテックM」(旭化成ケミカルズ社製)、「エポフレンド」(ダイセル化学社製)などが挙げられる。
【0122】
次に、上記(c)の変性ポリオレフィン樹脂について説明する。本発明において、(III)層を構成し得る変性ポリオレフィン樹脂とは、不飽和カルボン酸又はその無水物、あるいはシラン系カップリング剤で変性されたポリオレフィンを主成分とする樹脂をいう。不飽和カルボン酸又はその無水物としては、アクリル酸、メタクリル酸、マレイン酸、無水マレイン酸、シトラコン酸、無水シトラコン酸、イタコン酸、無水イタコン酸あるいはこれらの誘導体のモノエポキシ化合物と上記酸とのエステル化合物、分子内にこれらの酸と反応し得る基を有する重合体と酸との反応生成物などが挙げられる。また、これらの金属塩も使用することができる。これらの中でも、無水マレイン酸がより好ましく用いられる。また、これらの共重合体は、各々単独に、又は2種以上を混合して使用することができる。
【0123】
また、シラン系カップリング剤としては、ビニルトリエトキシシラン、メタクロイルオキシトリメトキシシラン、γ−メタクリロイルオキシプロピルトリアセチルオキシシランなどを挙げることができる。
【0124】
変性ポリオレフィン樹脂を製造するには、例えば、予めポリマーを重合する段階でこれらの変性モノマーを共重合させることもできるし、一旦重合したポリマーにこれらの変性モノマーをグラフト共重合させることもできる。また変性はこれらの変性モノマーを単独で又は複数を併用し、その含有率が0.1質量%以上5質量%以下の範囲のものが好適に
使用される。この中でもグラフト変性したものが好適に用いられる。
【0125】
市販されている変性ポリオレフィン系樹脂を例示すれば、例えば「アドマー」(三井化学社製)、「モディック」(三菱化学社製)などが挙げられる。
【0126】
上記(III)層は、上記(a)乃至(c)の共重合体又は樹脂を単独で、又は2種以上を混合して使用することが好ましい。具体的には、常温付近又は常温以下に貯蔵弾性率と損失弾性率の比から算出される損失正接(tanδ)のピークが存在する、軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体、又はその水素添加物と、50℃から100℃における貯蔵弾性率(E’)が100Mpa以上である硬質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体との混合樹脂組成物であることがさらに好ましい。混合樹脂組成物中における前記軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体、またはその水素添加物と前記硬質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体の混合比は、80:20であることが好ましく40:60であることがより好ましく、30:70であることがさらに好ましい。混合比が上記範囲であれば、前記硬質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体により接着層の耐熱性が向上し、高温で積層フィルムの(I)層と(II)層が剥離することがなく、実用上好ましい。また、前記軟質の芳香族系炭化水素と共役ジエン系炭化水素との共重合体、又はその水素添加物の混合比が減少するに従い、常温における剥離強度は低下するものの、ラベル装着後の製品の輸送中でのフィルム同士の擦れや、人の爪等による引っ掻きにより、(I)層と(II)層とが剥離することがなく、実用上、必要な接着強度を保持できる。
【0127】
<フィルムの層構成>
本発明のフィルムロールは、(I)層と(II)層の少なくとも2層を有すれば2層構造をとることができる。さらに(I)層と(II)層以外の他の層を有していてもよく、その場合、層構成は特に限定されない。本発明のフィルムの層構成を例示すれば、例えば、(I)層/(II)層、(I)層/(I)層/(II)層、(I)層/(III)層/(II)層/(III)層/(II)層、(I)層/(III)層/(II)層/(III)層/(I)層、(II)層/(III)層/(I)層/(III)層/(II)層などの層構成が挙げられる。中でもより効果的な積層構成としては、(I)層/(III)層/(II)層/(III)層/(I)層である。この層構成を採用することにより、本発明の目的である熱収縮特性に優れ、自然収縮が小さく、再生添加時の透明性に優れ、筒状シール製袋可能な収縮包装、収縮結束包装や収縮ラベル等の用途に適した熱収縮性積層フィルムを生産性、経済性よく得ることができる。
【0128】
次に、本発明の好適な実施形態の一つである(I)層/(III)層/(II)層/(IIII)層/(I)層の5層構成のフィルムについて説明する。
【0129】
各層の厚み比は、上述した作用効果を考慮して設定すればよく、特に限定されるものではない。(I)層のフィルム全体の厚みに対する厚み比は10%以上、好ましくは15%以上、さらに好ましくは20%であり、前記厚み比の上限は70%以下、好ましくは60%以下、さらに好ましくは50%以下である。また(II)層のフィルム全体の厚みに対する厚み比は、30%以上、好ましくは35%以上、さらに好ましくは40%以上であり、上限は90%以下、好ましくは85%以下、さらに好ましくは80%以下である。さらに(III)層はその機能から、0.5μm以上、好ましくは0.75μm以上、さらに好ましくは1μm以上であり、上限は6μm以下、好ましくは5μm以下の範囲であることが望ましい。各層の厚み比が上記範囲内であれば、優れた熱収縮特性、透明性、溶剤シール性、収縮仕上がり性を有し、かつ再生添加の可能な収縮包装、収縮結束包装や収縮ラベル等の用途に適した熱収縮性積層フィルムがバランスよく得ることができる。
【0130】
本発明のフィルムの総厚みは特に限定されるものではないが、透明性、収縮加工性、原料コスト等の観点からは薄い方が好ましい。具体的には延伸後のフィルムの総厚みが100μm以下であり、好ましくは90μm以下であり、さらに好ましくは80μm以下である。また、フィルムの総厚みの下限は特に限定されないが、フィルムのハンドリング性を考慮すると、10μm以上、好ましくは15μm以上、さらに好ましくは20μm以上である。
【0131】
<フィルムロールのサイズ>
本発明のフィルムロールは、コアに任意のテンションをかけながら巻き取られたフィルムであり、幅0.3m以上であることが好ましく、有効長さ1000m以上である。なお、フィルムの長さの上限は特に限定はないが、ハンドリング等の観点から、20000m以下、好ましくは15000m以下、より好ましくは10000m以下、さらに好ましくは8000m以下である。
【0132】
<コア>
本発明のフィルムロールに用いるコアは、特に限定されるものではなく、紙管、金属管、プラスチック管などを使用することができる。これらの中でも、ハンドリングの容易さやコストの観点から、紙管が最も汎用的であり、入手のし易さからみて好ましい。さらに、コアごとフィルムロールをスリットできるという、加工上の利点もある。コアとして紙管を使用する場合、紙管の万能材料試験機で計測した扁平耐圧強度が1800〜3000N/100mm幅であることが好ましい。紙管の扁平耐圧強度を1800N/100mm幅以上とすることにより、多少の巻き締まりがあってもコアの変形が少なく、コア変形による巻きズレを防止することができる。また、紙管の扁平耐圧強度を3000N/100mm幅以下とすることにより、巻き始め部分の耳立ちを抑えることができる。コア強度の調整は様々な方法が考えられるが、ポリウレタン系の樹脂などの熱可塑性樹脂コーティングなどによる強度アップが有効である。
【0133】
<熱収縮性>
本発明のフィルムロールを構成する熱収縮性フィルムは、少なくとも80℃温水に10秒間浸漬した際の収縮率が20%、望ましくは30%である必要がある。フィルムの厚みは、10〜100μmの範囲であることが好ましい。熱収縮性フィルムの該収縮率が20%以上であると一般包装用途として用いることができる。また30%以上であると一般的な耐熱PETボトルの肩ラベルとして使用することができる。また、厚さが10μm以上であると二次加工が容易であるという利点があり、100μmを超えるフィルムは加工性に劣る傾向がある。なお、本発明のフィルムロールにより作成されたラベルを加熱収縮させる際の加熱方法は、主として蒸気による加熱が挙げられるが、これによらず熱風や赤外線などの加熱方法によっても収縮加工することができる。
【0134】
<フィルムの用途>
本発明のフィルムロールにより作成されたラベルを被せる被覆物は、内容物充填時の熱に耐え、且つ上記熱収縮の際の熱に耐えるものである必要がある。例えばガラス瓶やスチール缶、ポリエチレン製やポリプロピレン製のカップやトレー、ポリエステル製のボトルなどが挙げられる。また内容物としては例えば弁当や油、牛乳、ジュース、ビールなどの食品、化粧品や医薬品、文房具類などが挙げられる。
【実施例】
【0135】
本発明を実施例により具体的に説明するが、本発明はこれらの実施例によりなんら制限されるものではない。以下に実施例、比較例に使用したフィルム樹脂組成、評価方法、評価結果等について詳述する。
【0136】
<<フィルムロールの作製>>
以下に実施例1〜6、比較例1〜5の配合の一覧を表1に、フィルムの製造条件一覧を表2に示す。
【0137】
(実施例1)
(I)層で使用する樹脂組成物として、ポリ乳酸「NatureWorks4060」(NatureWorks社製、D体比率12%;以下、「PLA−1」という。)を60質量%、ポリ乳酸「NatureWorks4042」(NatureWorks社製、D体比率4.25%;以下、「PLA−2」という。)を27質量%、乳酸系共重合体「プラメートPD−150」(DIC社製;以下「PLA−3」という。)を10質量%、及び、シリカMB(PLA−2を97質量%、富士シリシア化学製の平均粒子径が2.7μmの「サイリシア320P」を3質量%;以下「PLA−5)を3質量%混合し、二軸押出機で混練りし、混合樹脂組成物ペレットを作製した(以下、「混合樹脂組成物A1」という。)。
(III)層で使用する樹脂組成物として、スチレン−ビニルイソプレンブロック共重合体エラストマー「ハイブラー7125」(クラレ社製、SIS水素添加物;以下「AD−1」という。)30質量%、及びスチレン−ブタジエンブロック共重合体(スチレン単位とブタジエン単位の質量比:スチレン/ブタジエン=82/18、200℃、荷重49NでのMFR=6.8g/10分;以下「AD−2」という。)70質量%を混合し、二軸押出機で混練りし、混合樹脂組成物ペレットを作製した(以下、「混合樹脂組成物B1」という。)。
(II)で使用する樹脂組成物として、ポリエチレン樹脂「ユメリット0540F」(宇部丸善ポリエチレン社製;以下「PO−1」という。)45質量%と、ポリプロピレン樹脂「ノーブレンFH3315」(住友化学社製;以下「PO−2」という。)32質量%、及び、水添石油樹脂「アルコンP125」(荒川化学社製;以下「PO−3」という。)14質量%、混合樹脂組成物A1:8質量%、混合樹脂組成物B1:1質量%とからなる混合樹脂組成物100質量部に対し、エチレン−メタクリル酸−グリシジルメタクリレート共重合体「ボンドファースト7M」(住友化学社製;以下「C−1」という。)と変性スチレン−エチレン/ブチレン−スチレンブロック共重合体「ダイナロン8630P」(JSR社製;以下「C−2」という。)とを半々ずつ混合した樹脂混合物2質量部を配合してなる樹脂組成物(以下、「樹脂組成物C1」という。)を二軸押出機で混練りし、混合樹脂組成物ペレットを作製した。
混合樹脂組成物A1、混合樹脂組成物B1、及び混合樹脂組成物C1を用いて、3台の押出機から各樹脂を押出し、混合樹脂組成物A1と混合樹脂組成物B1は各2つの流路に分離し、5層の口金内で再度積層して、(I)層(混合樹脂組成物A1)/(III)層(混合樹脂組成物B1)/(II)層(混合樹脂組成物C1)/(III)層(混合樹脂組成物B1)/(I)層(混合樹脂組成物A1)からなる5層積層シートを50℃のロールに密着し、各層の厚みが、30μm/5μm/180μm/5μm/30μmとなった無延伸フィルムを得た。その後、上記フィルムを縦延伸機の低速−高速ロール間の縦延伸をかけるところは1.05倍で縦倍率をかけた。その後、テンターにて延伸温度75℃、延伸速度3000%/分でキャスティング押出方向に対して、垂直方向の横方向に5倍延伸を行い、熱処理温度85℃で処理し、厚さ50μmの熱収縮性フィルムを得た。なお、テンター熱風の吹出に関して、平均速度は10m/秒、フィルム幅方向の速度差は3m/秒であり、テンター出口のフィルム幅方向における温度幅は3℃であった。また、ワインダーにてフィルムを巻き取る張力は35N/m、フィルムをガイドするゴムロールの接圧は20N/m、巻き始めの初期値に対する巻き終わりの最終値が、張力、接圧ともに90%、100%に調整した。さらにスリッターにてフィルムを巻き取る張力は60N/m、フィルムをガイドするメタルロールの接圧は350N/m、巻き始めの初期値に対する巻き終わりの最終値が、張力、接圧ともに95%、250%に調整して、0.99m幅にスリットし、2000m巻き取り、実施例1にかかるフィルムロールを得た。
【0138】
(実施例2〜実施例6、比較例1〜5)
表1の配合表に従い配合した樹脂を実施例1と同様の条件で溶融押出し、250μmのフィルムを得た。
上記フィルムを表2の条件にて延伸、巻き取り、スリットし、フィルムロールを得た。表2以外の条件は全て実施例1と同様に延伸、巻き取り、スリットを行った。
【0139】
なお、上記実施例、比較例のフィルムロール製造条件は、以下の要領にて測定した。
(フィルム温度計測)
テンター出口のフィルム温度をTASCO製 非接触の赤外温度計『THI−440N』にて計測した。計測位置としては、フィルム中央/両端/左記間の5点とした。両端は、テンタークリップから50mm以内であるとクリップ輻射熱の影響を受けて、正確なフィルム温度を計測することができないため、クリップから50mm離れた位置とした。
(スリッター張力)
スリッターの初期張力(m幅当たり)を記録した。
(スリッター張力制御率)
巻き終わり時の張力に対する初期張力の割合(%)を記録した。
(スリッター接圧)
スリッターの初期接圧(m幅当たり)を記録した。
(スリッター接圧制御率)
巻き終わり時の接圧に対する初期接圧の割合(%)を記録した。
【0140】
【表1】
【0141】
【表2】
【0142】
<<フィルムロールの評価方法>>
以下に、フィルムロールの評価方法を説明する。評価結果は表3にまとめて示した。
(1)80℃収縮率
各実施例または比較例にて得られたフィルムを、測定延伸方向に250mm、これに対する直交方向に25mmの大きさに切り取り、試料を作成した。試料の延伸方向に200mm間隔の標線を付し、80℃の温水浴に10秒間浸漬させ、その後30秒間23℃の冷水に浸漬した後の標線間隔(A(mm))を測定し、下式(1)により収縮率を算出した。
収縮率(%)=100×(200−A)/200 ・・・式(1)
【0143】
(2)半年後の印刷評価
20℃に保った保冷倉庫にフィルムロールを半年間保管し、その後6色印刷機を用いて一般的に用いられるカラーチャート版を使用し150m/分の速度で非帯電防止面に6色印刷を行った。見当ズレ監視装置の見当ズレ精度を観測し、ロール全域にわたる見当ズレの平均を見当ズレの値とした。
○: 見当ズレが0.3mm未満
△: 0.3〜0.9mm
×: 見当ズレが0.9mmを超える。
見当ズレが0.3mm未満の場合には見た目にボヤケを感じられない。見当ズレが0.3〜0.9mmの場合にはわずかにぼやけるものの、商品としては問題がない。見当ズレが0.9mmを超える場合にはボヤケがひどく商品価値がなくなる。
【0144】
(3)溶剤シール走行性
巻き上げた幅0.6〜1.2mのフィルムロールを、さらに表1と同様な各例の巻き条件にて、幅0.2〜0.3mに再スリットした。再スリットされたフィルムロールを製袋機でMEK/n−ヘキサン=70%/30%の溶剤にて100m/minで製袋した際の、シール走行性を以下の基準で評価記録した。
○ :シール幅が3〜4mmで均等にシールされ、シールエッジが直線である。
△ :シール幅が3〜5mmでシールされ、シールエッジがわずかに波打っている。
× :シール幅が2〜5mmでシールされ、シールエッジが波打ち、シール内に気泡が含まれている。
【0145】
(4)フィルムロール硬さの測定方法
スイス、プロセオ社の硬さ試験機パロテスター2を使用した。従来、フィルムや紙のコイルの硬さを現場で計るには、棒でロールを叩き、その音によりロール硬さを推定する方法が行われていた。しかし、この方法では結果に個人差が出る欠点があるため、客観性を担保すべく本試験機を使用した。その原理は、特殊なバネの力でインパクトボディーがロール表面を打撃、反発した際の、インパクト装置のコイルと、インパクトボディーに内蔵された磁石とが働き、生じた誘導電圧を速度に正比例する値として関知するものである。インパクトボディーの反発速度をVa、打撃速度をVbとすると、下記式(2)により、硬さHを算出し、記録した。
H=(Va/Vb)×1000・・・・・・・・・・式(2)
フィルムロールの硬さが硬いほど、硬さ値は大きな値を示す。具体的な測定の手順は以下の通りである。スリッターで巻き取った本発明のフィルムロールを別のスリッターにて巻き解く。この際、巻き解く前の巻き出し側端部においてまずフィルムロール硬さを測定し、最大硬さ/最小硬さ/平均硬さを求め、その後、500m毎にスリッターを停止させ、フィルムロール硬さを測定し、最大硬さ/最小硬さ/平均硬さを求めた。
具体的には、フィルムロール巻き出し部の長さ方向端部から5m除去した部分を最外部の巻外として計測し、500mずつ巻き解きながら計測し、フィルムロール巻き芯側に少なくとも100mの長さを残している点までの長さまで計測する(有効長において巻外から500mおきの計測となる。)。
【0146】
「平均硬さのバラツキ」とは、平均硬さと、該平均硬さから最も離れた硬さとの数値差により表現した値である。具体的には、「最大硬さ−平均硬さ」、「最小硬さ−平均硬さ」、のいずれかのうち、絶対値が大きい方を「平均硬さのバラツキ」とする。
【0147】
(5)コア耐圧強度
図7に試験の概略を示す。紙管を幅方向100mmに裁断し、温度23℃、湿度50%雰囲気下に24時間、保管して試料70とした。島津製作所製 油圧サーボ『UH−10A』に、試料70を寝かせてセッティングし、圧縮速度10mm/minでサンプルを圧縮させたときの最大強度を計測し、「コア耐圧強度」として記録した。
【0148】
(6)厚み分布
任意の場所からそれぞれ測定延伸方向と直交方向に50mm、測定延伸方向に巻き幅の大きさに切り取り、試料を作成した。その試験片を5mm間隔で接触厚み計(KG601A、アンリツ株式会社製)を用いて厚みを測定し、下記式(3)により、厚み分布を算出した。
厚み分布={(最大厚み−最小厚み)/平均厚み}×100・・・・・・・・・・式(3)
1本のフィルムロールに巻かれていたフィルムの巻き始め側の端部から5m外側に巻いたところまでのフィルムを採取したものをコア「巻付部」とする。同様にフィルムの巻き終わり側の端部から5m内側に巻いたところまでのフィルムを採取したものを「巻出部」とする。フィルムロールのコア巻付部で測定した厚み分布と、前記フィルムロールの巻出部で測定した厚み分布において値の大きい方の値を「厚み分布」として記録した。
【0149】
【表3】
【0150】
表3からも明らかなようにフィルムロール最外部の平均硬さが300〜800であり、且つバラツキが±200以内であり、500m単位で巻き解いた際の平均硬さの増加率が0.25〜5%のフィルムロールは半年の常温保管経時後の実用性に優れていることが明らかである。本発明のフィルムロールは今般増加しつつある高精度印刷用熱収縮性フィルムロールとしてフィルムロール全般に亘って高精度な印刷を施すことができ、印刷歩留を向上させることができる。また、本発明のフィルムロールは保管時の耐経時劣化に優れ、印刷加工性に優れたフィルムロールであるので非常に有用なものである。
【図面の簡単な説明】
【0151】
【図1】フィルムロールの全長と有効長との関係を示す図である。
【図2】フィルムロール巻き出し部表面の硬さ測定点を示す図である。
【図3】マスターロールの製造工程を示す概略図である。
【図4】スリット工程を概略的に示す図である。
【図5】多色印刷工程を概略的に示す図である。
【図6】フィルムに記されたマークをセンサが感知している状態を示す図である。
【図7】紙管の耐圧強度試験を示す図である。
【符号の説明】
【0152】
31 押出機
32 Tダイ
33 キャスティングロール
34 テンター装置
35 マスターロール
36 タッチロール
37 ワインダー装置
40 スリッター
41、42、43 フィルムロール
44、45、46 タッチロール
51 巻き出しロール
52a、52b インクリザーバ
53a、53b インク巻き上げロール
54a、54b 版ロール
55a、55b 接触ロール
57a、57b センサ
61 マーク
70 紙管
80 湾曲台
81 試料フィルム
100 フィルム
510、517 方向変換ロール
511〜516 調整ロール
518 巻き取りロール
520 オフセット印刷機
【特許請求の範囲】
【請求項1】
ポリ乳酸系樹脂(I)層とポリオレフィン系樹脂層(II)層との少なくとも2層からなる有効長1000m以上の熱収縮性積層フィルムをコアに巻き取ってなるフィルムロールであって、前記フィルムロールの巻き出し部表面を、落球式硬さ試験機を用いて前記熱収縮性積層フィルムの幅方向に20mm間隔で測定した際の平均硬さが300〜800の範囲であり、該平均硬さのばらつきが±200以内であり、前記巻き出し部から前記フィルムを500m単位で巻き出した後の前記平均硬さの増加率が0.25〜5.0%の範囲であり、かつ前記熱収縮性積層フィルムを80℃の温水中に10秒間浸漬したときの主収縮方向における熱収縮率が20%以上であることを特徴とする熱収縮性積層フィルムロール。
【請求項2】
前記コアが紙管である請求項1に記載の熱収縮性積層フィルムロール。
【請求項3】
前記紙管の万能材料試験機で計測した扁平耐圧強度が1800〜3000N/100mm幅である請求項2に記載の熱収縮性積層フィルムロール。
【請求項4】
請求項1から3記載のフィルムロールが下記樹脂を主成分としてなる熱収縮性積層フィルムロール。
(I)層:D−乳酸及びL−乳酸の共重合体からなるポリ乳酸系樹脂
(II)層:ポリオレフィン系樹脂
【請求項5】
(II)層が前記ポリオレフィン系樹脂100質量部に対し、ポリ乳酸系樹脂を3質量部以上30質量部以下含有する請求項1から4のいずれかに記載の熱収縮性積層フィルムロール。
【請求項6】
(I)層と(II)層との間に少なくとも1層の接着性樹脂からなる(III)層を有する請求項1から5のいずれかに記載の熱収縮性積層フィルムロール。
【請求項1】
ポリ乳酸系樹脂(I)層とポリオレフィン系樹脂層(II)層との少なくとも2層からなる有効長1000m以上の熱収縮性積層フィルムをコアに巻き取ってなるフィルムロールであって、前記フィルムロールの巻き出し部表面を、落球式硬さ試験機を用いて前記熱収縮性積層フィルムの幅方向に20mm間隔で測定した際の平均硬さが300〜800の範囲であり、該平均硬さのばらつきが±200以内であり、前記巻き出し部から前記フィルムを500m単位で巻き出した後の前記平均硬さの増加率が0.25〜5.0%の範囲であり、かつ前記熱収縮性積層フィルムを80℃の温水中に10秒間浸漬したときの主収縮方向における熱収縮率が20%以上であることを特徴とする熱収縮性積層フィルムロール。
【請求項2】
前記コアが紙管である請求項1に記載の熱収縮性積層フィルムロール。
【請求項3】
前記紙管の万能材料試験機で計測した扁平耐圧強度が1800〜3000N/100mm幅である請求項2に記載の熱収縮性積層フィルムロール。
【請求項4】
請求項1から3記載のフィルムロールが下記樹脂を主成分としてなる熱収縮性積層フィルムロール。
(I)層:D−乳酸及びL−乳酸の共重合体からなるポリ乳酸系樹脂
(II)層:ポリオレフィン系樹脂
【請求項5】
(II)層が前記ポリオレフィン系樹脂100質量部に対し、ポリ乳酸系樹脂を3質量部以上30質量部以下含有する請求項1から4のいずれかに記載の熱収縮性積層フィルムロール。
【請求項6】
(I)層と(II)層との間に少なくとも1層の接着性樹脂からなる(III)層を有する請求項1から5のいずれかに記載の熱収縮性積層フィルムロール。
【図1】

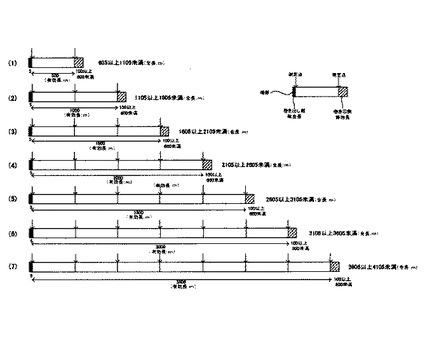
【図2】
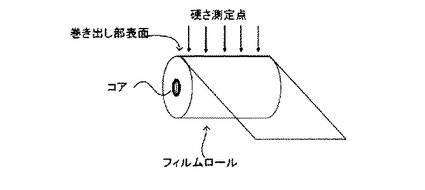
【図3】
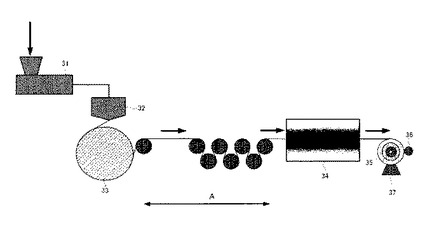
【図4】
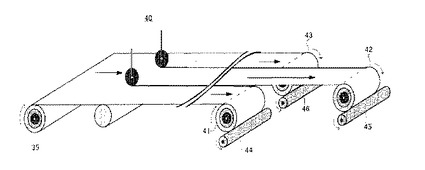
【図5】
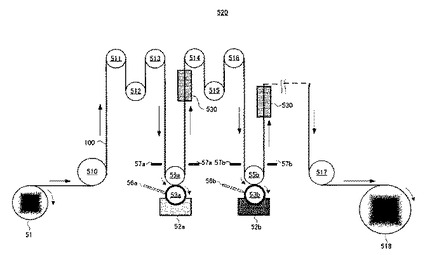
【図6】
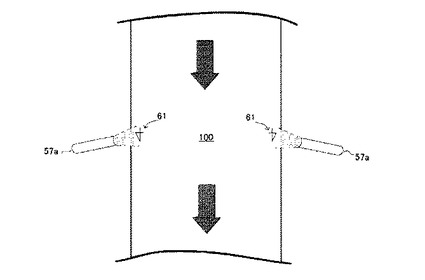
【図7】
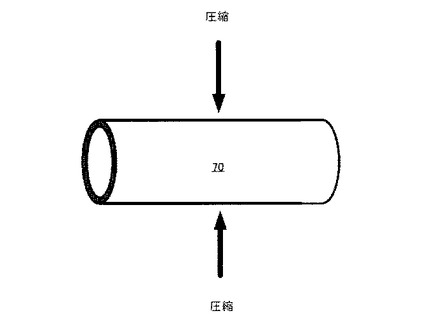
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−42619(P2010−42619A)
【公開日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願番号】特願2008−208879(P2008−208879)
【出願日】平成20年8月14日(2008.8.14)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成22年2月25日(2010.2.25)
【国際特許分類】
【出願日】平成20年8月14日(2008.8.14)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]