
熱収縮性筒状ラベル
【課題】 本発明は、熱収縮させるだけでクリスタルカット模様のようなキラキラした外観を生じさせることができる熱収縮性筒状ラベルを提供する。
【解決手段】 本発明の熱収縮性筒状ラベル1は、熱収縮性フィルム3と、前記熱収縮性フィルム3の一方面に複数添着された、前記熱収縮性フィルム3の熱収縮を規制する収縮規制層5と、を有し、前記各収縮規制層5は、独立しており、前記収縮規制層5が、中心部51と、前記中心部51から径方向に延びる複数の稜線部52と、を有する。
【解決手段】 本発明の熱収縮性筒状ラベル1は、熱収縮性フィルム3と、前記熱収縮性フィルム3の一方面に複数添着された、前記熱収縮性フィルム3の熱収縮を規制する収縮規制層5と、を有し、前記各収縮規制層5は、独立しており、前記収縮規制層5が、中心部51と、前記中心部51から径方向に延びる複数の稜線部52と、を有する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱収縮によりクリスタルカットのような凹凸模様の外観を生じさせることができる熱収縮性筒状ラベルに関する。
【背景技術】
【0002】
従来、熱収縮性フィルムを筒状に形成した熱収縮性筒状ラベルが多様な用途に用いられている。なお、熱収縮性筒状ラベルは、シュリンクラベル、巻付けラベル、シュリンク筒状ラベル、巻付け筒状ラベルなどとも呼ばれる。
【0003】
ところで、クリスタルカットのような凹凸模様の外観を呈するガラスコップや金属缶が知られている。以下、クリスタルカットのような凹凸模様を「クリスタルカット模様」という。
かかるクリスタルカット模様は、見る角度によって輝きが変化し、キラキラした外観を呈する。
【0004】
特許文献1には、多角形状の胴部を有する容器と、高光沢部及び低光沢部が交互に設けられた熱収縮性筒状ラベルと、を有し、前記熱収縮性筒状ラベルを前記多角形状の胴部に熱収縮装着することにより、キラキラした外観を呈するラベル付き容器が得られることが開示されている。
しかしながら、特許文献1のラベル付き容器は、多角形状の胴部を有する容器と熱収縮性筒状ラベルとの相互作用によってキラキラと輝いた外観を呈するため、例えば、円筒状の胴部を有する容器に特許文献1の熱収縮性筒状ラベルを装着してもクリスタルカット模様に似た外観を生じない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−15030号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、容器などの被着体の形状にかかわらず、熱収縮させるだけでクリスタルカット模様のようなキラキラした外観を生じさせることができる熱収縮性筒状ラベルを提供することである。
【課題を解決するための手段】
【0007】
本発明の熱収縮性筒状ラベルは、熱収縮性フィルムと、前記熱収縮性フィルムの一方面に複数添着された、前記熱収縮性フィルムの熱収縮を規制する収縮規制層と、を有し、前記各収縮規制層は、独立しており、前記収縮規制層が、中心部と、前記中心部から径方向に延びる複数の稜線部と、を有する。
【0008】
上記本発明の熱収縮性筒状ラベルを加熱すると、収縮規制層の複数の稜線部に対応したフィルム部分が実質的に熱収縮しない一方で、前記複数の稜線部の間にあるフィルム部分を含む熱収縮性フィルムが熱収縮することにより、収縮規制層及びその周辺が山状に盛り上がる。この山状の凸部は、収縮規制層自体が盛り上がること、及び、収縮規制層の複数の稜線部の間にあるフィルム部分が盛り上がることにより生じる。つまり、山状の凸部は、収縮規制層が盛り上がった部分と、収縮規制層の稜線部間のフィルム部分が盛り上がった部分と、から成る。
そして、前記収縮規制層は熱収縮性フィルムの一方面に独立して複数添着されているので、熱収縮後の熱収縮性筒状ラベルは、山状の凸部が複数点在した凹凸模様を生じる。この山状の凸部に光が反射することにより(具体的には、前記2つの盛り上がった部分の光の反射の相違により)、熱収縮性筒状ラベルは、キラキラした外観を呈する。この凸部は被着体の形状にかかわらずに熱収縮性フィルムの熱収縮によって生じるので、本発明によれば、被着体の形状に依存せずにキラキラした外観を呈する熱収縮性筒状ラベルを提供できる。
【0009】
本発明の好ましい熱収縮性筒状ラベルは、前記複数の収縮規制層が、前記熱収縮性フィルムの一方面に一定間隔を開けて規則的に並べられている。
本発明のさらに好ましい熱収縮性筒状ラベルは、前記収縮規制層の各稜線部の先端を結んで形作られる平面視形状が、平行四辺形である。
本発明のさらに好ましい熱収縮性筒状ラベルは、前記収縮規制層の平面視形状が、2本の直線をその中間点で交差させたクロス状である。
本発明のさらに好ましい熱収縮性筒状ラベルは、前記収縮規制層が、反応性硬化型樹脂、電子線硬化型樹脂及び紫外線硬化型樹脂から選択される少なくとも1つの固化層からなり、その厚みが5μm以上である。
【発明の効果】
【0010】
本発明の熱収縮性筒状ラベルは、被着体の形状にかかわらず、熱収縮させるだけでキラキラした外観を呈する。
また、本発明の好ましい熱収縮性筒状ラベルは、熱収縮によりクリスタルカット模様に似た外観を呈し、よりキラキラと輝いて見えるようになる。
【図面の簡単な説明】
【0011】
【図1】熱収縮性筒状ラベルを形成するラベル基材を外面側から見た平面図。
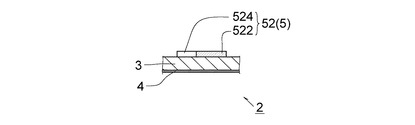
【図2】図1のII−II線断面図。
【図3】図1のIII部の拡大平面図。収縮規制層を薄墨塗りで表している(図7乃至図12も同様である)。
【図4】図3のIV−IV線断面図。
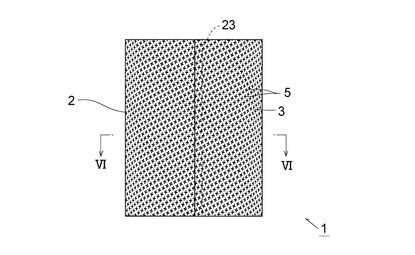
【図5】熱収縮性筒状ラベルの正面図。
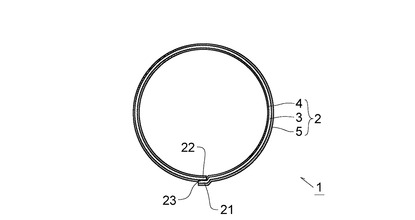
【図6】図5のVI−VI線断面図。
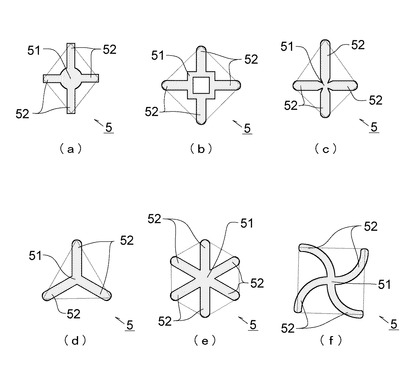
【図7】(a)乃至(f)は、それぞれの変形例に係る収縮規制層の平面図。
【図8】(a)は実施例1で作製した収縮規制層を有するラベル基材の一部省略平面図、(b)は実施例2で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図9】(a)は実施例3で作製した収縮規制層を有するラベル基材の一部省略平面図、(b)は実施例4で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図10】(a)は比較例1で作製した収縮規制層を有するラベル基材の一部省略平面図、(b)は比較例2で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図11】(a)は比較例3で作製した収縮規制層を有するラベル基材の一部省略平面図、(b)は比較例4で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図12】比較例5で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図13】ボトルに熱収縮装着後の実施例1の熱収縮性筒状ラベルの写真図。
【図14】ボトルに熱収縮装着後の比較例1の熱収縮性筒状ラベルの写真図。
【発明を実施するための形態】
【0012】
以下、本発明について、図面を参照しつつ説明する。
なお、本明細書において、「AAA〜BBB]という記載は、「AAA以上BBB以下」を意味する。
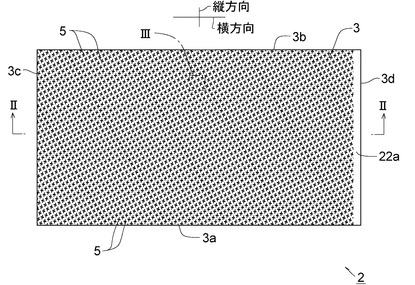
図1乃至図4は、本発明の熱収縮性筒状ラベル1を形成する部材である、ラベル基材2を示す。
ラベル基材2は、熱収縮性フィルム3と、この熱収縮性フィルム3の一方面に添着された複数の独立した収縮規制層5と、を有する。
【0013】
収縮規制層5は、熱収縮性フィルム3(熱収縮性筒状ラベル1)が熱収縮するときに、そのフィルム3が面内へ熱収縮することを規制する部分である。
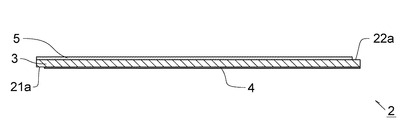
この収縮規制層5を有するラベル基材2を筒状にし、ラベル基材2の縦方向に延びる端部である第1側端部21の内面を、反対側の端部である第2側端部22の外面に重ね合わせて接着することにより(この重ね合わせて接着した部分を重合接着部23という)、図5及び図6に示すような熱収縮性筒状ラベル1が構成されている。
以下、具体的に説明する。
【0014】
(ラベル基材について)
本発明におけるラベル基材2の主たる構成要素は、熱収縮性フィルム3及び収縮規制層5である。ラベル基材2には、必要に応じて意匠印刷層4が設けられていてもよい。なお、本明細書において、フィルムとは、一般にシートと呼ばれるものと同義である。
好ましくはラベル基材2は、熱収縮性フィルム3と、収縮規制層5と、意匠印刷層4と、を有する。
収縮規制層5は、熱収縮性フィルム3の一方面に設けられ、意匠印刷層4は、熱収縮性フィルム3の一方面又は他方面の少なくとも何れか一方に設けられる。意匠印刷層4が熱収縮性フィルム3の一方面に設けられている場合には、収縮規制層5は、厳密には、熱収縮性フィルム3の一方面に設けられた意匠印刷層4の上に重ねて設けられる。
【0015】
前記熱収縮性フィルム3の一方面は、熱収縮性筒状ラベル1を形成したときにその内側となる面又はその外側となる面である。つまり、ラベル基材2を筒状に形成する際に、熱収縮性フィルム3の一方面を内側にして筒状にすれば、前記一方面は熱収縮性筒状ラベル1の内側の面となり、反対に外側にして筒状にすれば、前記一方面は熱収縮性筒状ラベル1の外側の面となる。
以下の主たる実施形態では、熱収縮性フィルム3の一方面を外側にしてラベル基材2を筒状に形成した場合について説明する。それ故、以下の説明では、熱収縮性フィルム3の一方面が「外面」、その他方面が「内面」と表現されている。
もっとも、本発明の熱収縮性筒状ラベル1は、収縮規制層5が設けられた一方面を内側にしてラベル基材2を筒状に形成したものでもよい。
【0016】
(熱収縮性フィルムについて)
熱収縮性フィルム3は、熱収縮温度において、少なくとも横方向に熱収縮し得るフィルムである。
前記熱収縮温度は、熱収縮性フィルム3が熱収縮する温度を意味し、例えば、熱収縮性フィルム3が60℃〜100℃となる温度である。
前記熱収縮性フィルム3は、熱収縮温度において、縦方向にも熱収縮し得るフィルムでもよい。
本明細書において、横方向は、ラベル基材2を筒状に形成して得られる、熱収縮性筒状ラベル1の周方向に相当する。また、縦方向は、フィルム面中において前記横方向に対して直交する方向であり、熱収縮性筒状ラベル1の縦方向に相当する。
【0017】
熱収縮性フィルム3の横方向及び縦方向における熱収縮率は、特に限定されないが、横方向の熱収縮率が縦方向の熱収縮率よりも大きいことが好ましい。
例えば、熱収縮性フィルム3は、80℃に加熱した際の横方向における熱収縮率が30%以上のフィルムであることが好ましく、さらに、40%以上がより好ましく、50%以上のフィルムが特に好ましい。また、熱収縮性フィルム3が縦方向にも熱収縮し得る場合、その熱収縮性フィルム3の、80℃に加熱した際の縦方向における熱収縮率は、−3%〜15%であり、好ましくは−1%〜10%である。
【0018】
ここで、前記80℃に加熱した際の熱収縮率は、加熱前のフィルムの長さ(元の長さ)と、フィルムを80℃の温水中に10秒間浸漬した後のフィルムの長さ(浸漬後の長さ)の割合である。前記熱収縮率は、下記式に代入して求められる。
式:熱収縮率(%)=[{(フィルムの横方向(又は縦方向)の元の長さ)−(フィルムの横方向(又は縦方向)の浸漬後の長さ)}/(フィルムの横方向(又は縦方向)の元の長さ)]×100。
【0019】
熱収縮性フィルム3の材質は、特に限定されず、例えば、ポリエチレンテレフタレート、ポリ乳酸などのポリエステル系樹脂;ポリプロピレンなどのオレフィン系樹脂;ポリスチレン、スチレン−ブタジエン共重合体などのスチレン系樹脂;環状オレフィン系樹脂;塩化ビニル系樹脂;などの熱可塑性樹脂から選ばれる1種、又は2種以上の混合物などが挙げられる。
【0020】
また、熱収縮性フィルム3として、通常、非発泡のフィルムが用いられるが、発泡されたフィルムを用いてもよい。さらに、熱収縮性フィルム3として、熱収縮性を有する2種以上のフィルムが積層された積層フィルムや、熱収縮性を有するフィルムに、不織布層、光バリア層又はガスバリア層などの各種の機能層が積層された積層フィルムなどを用いることもできる。熱収縮性筒状ラベル1がよりキラキラした外観を呈するようになるので、アルミニウム箔などの金属箔が積層又は蒸着されたフィルムを用いることが好ましい。
良好な山状の凸部を生じさせるためには、比較的収縮応力が大きいポリエチレンテレフタレートなどのポリエステル系樹脂フィルム、金属箔が積層又は蒸着されたポリエステル系樹脂フィルム、又は、これらのポリエステル系樹脂フィルムを含む積層フィルムを用いることが好ましい。
【0021】
熱収縮性フィルム3は、透明又は不透明の何れでもよい。もっとも、意匠印刷層4を熱収縮性フィルム3の内面に設ける場合には、熱収縮性筒状ラベル1の外部から意匠印刷層4を視認できるようにする必要があるので、透明な熱収縮性フィルム3が用いられる。
熱収縮性フィルム3の厚みは、特に限定されないが、一般に、10μm〜200μmであり、好ましくは20μm〜100μmである。
【0022】
(意匠印刷層について)
意匠印刷層4は、熱収縮性フィルム3の内面若しくは外面の何れか一方に、又は、その内面及び外面の双方にそれぞれ設けられる。
本実施形態では、意匠印刷層4は、透明な熱収縮性フィルム3の内面のみに設けられている。上述したように、不透明な熱収縮性フィルム3(例えば、金属箔を有する熱収縮性フィルム3など)が用いられる場合には、意匠印刷層4は、その外面に設けられる。
【0023】
意匠印刷層4は、熱収縮性フィルム3の面全体にベタ状に設けられていてもよいし、その面内の所望の領域に部分的に設けられていてもよい。もっとも、重合接着部23における第1及び第2側端部21,22の接着強度を高めるため、意匠印刷層4は、重合接着部23における第1側端部21と第2側端部22の間に介在させないようにすることが好ましい。従って、図2に示すように、意匠印刷層4は、熱収縮性フィルム3の第1側端部21の内面における縦方向に延びる帯状領域21aを除き、熱収縮性フィルム3の内面全体にベタ状に設けられている。なお、意匠印刷層4は、前記第1側端部21の帯状領域を除く、熱収縮性フィルム3の内面の一部分に設けられていてもよい(図示せず)。
【0024】
意匠印刷層4は、例えば、商品名、会社名、説明書き、図柄などのデザインを表した印刷層、又は、具体的なデザインを伴わない1色又は多色模様の背景印刷層である。意匠印刷層4は、1層のインキ層でもよいし、多層のインキ層でもよい。意匠印刷層4は、公知の印刷法にて設けることができ、その代表的な印刷法としては、グラビア印刷法などが挙げられる。
意匠印刷層4を形成するためのインキは、特に限定されず、例えば、溶剤型などの溶媒乾燥型インキなどが挙げられる。熱収縮性筒状ラベル1がよりキラキラした外観を呈するようになるので、意匠印刷層4のインキとして、銀色、金色又は黄色などの光を比較的反射し易い着色剤、又は、金属微粒子やシリカ微粒子のような光を反射又は拡散し得る微粒子を含むインキを用いることが好ましい。
【0025】
意匠印刷層4の厚みは、特に限定されない。意匠印刷層4自体は比較的柔らかく且つ意匠印刷層4は熱収縮性フィルム3の面のほぼ全体に設けられているので、意匠印刷層4が熱収縮性フィルム3の熱収縮を部分的に規制することはないが、意匠印刷層4が余りに厚いと、熱収縮性フィルム3の全体の熱収縮率を低下させるおそれがある。よって、意匠印刷層4の厚みは、1μm〜5μm程度が好ましい。
【0026】
(収縮規制層について)
収縮規制層5は、熱収縮性フィルム3の外面に添着されている。すなわち、収縮規制層5は、熱収縮性フィルム3の外面(一方面)のみに添着されており、その内面(他方面)には設けられていない。
【0027】
収縮規制層5は、熱収縮性フィルム3の熱収縮温度で、実質的に変形しない層である。例えば、収縮規制層5は、80℃に加熱された際に実質的に変形しない層である。
前記実質的に変形しない収縮規制層5は、その層の面中の全方向における熱収縮率が、10%以下であるものを含み、好ましくは同熱収縮率が5%以下、より好ましくは3%以下であるものを含む。収縮規制層5の熱収縮率は、それを熱収縮性フィルム3の一方面に添着した状態で、上記熱収縮性フィルム3の熱収縮率の測定方法と同様にして求められる。
【0028】
収縮規制層5は、熱収縮性フィルム3の外面に複数離れて点在するように添着されており、各収縮規制層5は、それぞれ独立している。
隣接する収縮規制層5は、互いに交わらずに、熱収縮性フィルム3の外面の横方向及び縦方向のそれぞれの方向に間隔(好ましくは一定間隔)を開けて並べられている。より好ましくは、図示したように、複数の収縮規制層5は、熱収縮性フィルム3の外面に一定間隔を開けて規則的に並べられている。
この複数の収縮規制層5が集まった領域において、収縮後の熱収縮性筒状ラベル1はキラキラした外観を呈する。以下、複数の収縮規制層5が集った領域を集合領域という。
【0029】
集合領域は、熱収縮性フィルム3の外面の一部分に配置されていてもよいし、又はその外面の全体に配置されていてもよい。図示例では、集合領域は、熱収縮性フィルム3の外面全体に配置されている。
ただし、上記意匠印刷層4と同様に、重合接着部23の接着強度を高めるため、集合領域は、重合接着部23における第1側端部21と第2側端部22の間に介在させないようにすることが好ましい。従って、図1及び図2に示すように、集合領域は、熱収縮性フィルム3の第2側端部22の外面における縦方向に延びる帯状領域22aを除き、熱収縮性フィルム3の外面全体に配置されている。
【0030】
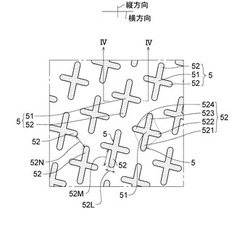
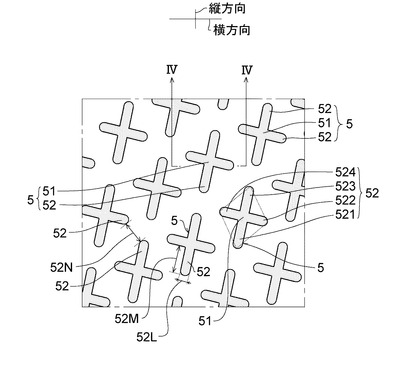
1つの収縮規制層5を平面視で見ると、収縮規制層5は、中心部51と、その中心部51から径方向に延びる複数の稜線部52と、を有する。稜線部52の一端は、中心部5に繋がっており、稜線部52の先端は、中心部51から離反した自由端とされている。
なお、本明細書において、平面視とは、熱収縮性フィルム3の面に対してその法線方向から見ることであり、平面視形状は、熱収縮性フィルム3の面に対してその法線方向から見た形状である。
1つの収縮規制層5における稜線部52の形成数は、2本でもよいが、3本以上であることが好ましく、4本以上がより好ましい。同稜線部52の形成数の上限は特に限定されないが、余りに多いと隣接する稜線部52の間隔が極めて狭くなり、良好な山状の凸部を生じさせることができないおそれがある。このため、1つの収縮規制層5における稜線部52の形成数は、12本以下が好ましく、8本以下がより好ましい。
【0031】
各稜線部52は中心部51の周囲に任意の間隔で配置されていてもよいが、良好な山状の凸部を生じさせるために、各稜線部52は中心部51の周囲に等間隔で配置されていることが好ましい。つまり、隣接する稜線部52の成す角が等角度となるように、各稜線部52が配置されていることが好ましい。
稜線部52が2本の場合には、その2本の稜線部52は中心部51を通る任意の1本の直線上に並んでいないことが好ましい。このように中心部51から径方向に延びる2本の稜線部52が1本の直線上に並んでいると、収縮規制層5の平面視形状が実質的に直線状となるから、良好な山状の凸部を生じさせることができないおそれがある。
【0032】
稜線部52の先端(中心部51から最も離れた端)は、例えば、図3に示すように、弧状に形成されていることが好ましい。
もっとも、稜線部52の先端は、正方形の2つの角部のような略コの字状や三角形の頂角のような略V字状などの尖状に形成されていてもよい。
【0033】
本実施形態では、収縮規制層5の平面視形状は、2本の直線をその中間点で交差させたクロス状である。なお、前記2本の直線は、フィルムの横方向にも縦方向にも平行とならないように配置されている。この2本の直線の交点が前記収縮規制層5の中心部51に相当し、その交点を除く2本の直線が、前記収縮規制層5の稜線部52に相当する。従って、本実施形態の収縮規制層5は、平面視で、点からなる中心部51と、その中心部51から放射状に延びる4本の稜線部52と、からなる。以下、説明の都合上、4本の稜線部52を区別する必要がある場合には、その接頭語として第1乃至第4を付けている。
【0034】
第1稜線部521乃至第4稜線部524の各延出長さは、特に限定されず、例えば、図3の例示では、第1稜線部521及び第3稜線部523が同じ長さで、第2稜線部522及び第4稜線部524が同じ長さで、第1稜線部521及び第3稜線部523の各延出長さが第2稜線部522及び第4稜線部524よりも長い。第1稜線部521乃至第4稜線部524の幅は、異なっていてもよいが、図示例では、第1稜線部521乃至第4稜線部524の幅は全て同じである。
また、特に図示しないが、第1稜線部521乃至第4稜線部524の各延出長さが、全て同じでもよい。さらに、第1稜線部521乃至第4稜線部524から選ばれる1つの稜線部の延出長さと残る3つの稜線部の各延出長さとが、異なっていてもよい。
【0035】
第1稜線部521と第2稜線部522の成す角及び第3稜線部523と第4稜線部524の成す角は、特に限定されないが、これらの角度が0度又は180度に近すぎると、収縮規制層5の平面視形状が実質的に中心部51を通る1本の直線状になるので好ましくない。従って、第1稜線部521と第2稜線部522の成す角及び第3稜線部523と第4稜線部524の成す角のそれぞれの角度は、45度〜135度が好ましく、60度〜120度がより好ましい。
本実施形態では、第1稜線部521、第2稜線部522、第3稜線部523及び第4稜線部524は、互いに隣り合う稜線部と90度の角度をもってそれぞれ中心部51から径方向に延びている。
【0036】
かかる第1稜線部521乃至第4稜線部524を有する収縮規制層5は、その各稜線部52の先端を結んで形作られる平面視形状が、菱形である(図3において、この菱形を細点線で示している)。
なお、菱形は、平行四辺形に含まれ、対角線が直交している平行四辺形である。菱形には、対角線の長さが等しい正方形も含まれ、本実施形態の収縮規制層5の各稜線部52の先端を結んで形作られる平面視形状は、対角線の長さが異なっている。もっとも、各稜線部52の先端を結んで形作られる平面視形状が、その対角線の長さが同じとなるように形成することもできる。
前記複数の収縮規制層5は、第1稜線部521の延びる方向が熱収縮性フィルム3の横方向又は縦方向と略平行となるように配置されていてもよいが、本実施形態では、第1稜線部521の延びる方向が熱収縮性フィルム3の横方向に対して鋭角(例えば、30度〜85度)となるように、各収縮規制層5が配置されている。
本実施形態の熱収縮性フィルム3は平面視長方形状であるため、熱収縮性フィルム3の下辺3a及び上辺3bは横方向と平行であり、熱収縮性フィルムの両方の側辺3c,3dは縦方向と平行である(図1参照)。
【0037】
図1及び図3に示すように、かかる中心部51と第1乃至第4稜線部521,522,523,524とを有する平面視形状の収縮規制層5が、複数独立し、一定間隔を開けて横方向及び縦方向のそれぞれに規則的に(繰り返しで)配置されている。
1本の稜線部52の幅52Lは特に限定されず、適宜設計できる。もっとも、1本の稜線部52の幅52Lが余りに短いと、その部分において熱収縮性フィルム3の収縮を十分に規制できないおそれがあり、一方、その幅52Lが余りに長いと、1つの収縮規制層5の全体形状が大きくなりすぎて、それに対応して熱収縮後に生じる凸部が大きくなりすぎる。このような点を考慮すると、1本の稜線部52の幅52Lは、0.5mm〜4mmが好ましく、0.5mm〜3mmがより好ましい。
【0038】
1本の稜線部52の延出長さ52Mは特に限定されず、収縮規制層5の大きさに応じて適宜設計できる。もっとも、1本の稜線部52の延出長さ52Mが余りに短いと、その部分において熱収縮性フィルム3の収縮を十分に規制できないおそれがあり、一方、その延出長さ52Mが余りに長いと、1つの収縮規制層5の全体形状が大きくなりすぎて、それに対応して熱収縮後に生じる凸部が大きくなりすぎる。
【0039】
隣接する収縮規制層5の形成間隔52Nは特に限定されず、適宜設計できる。もっとも、隣接する収縮規制層5の形成間隔52Nが余りに短いと、実質的に収縮規制層5が連続した状態となり、良好な凹凸模様を生じないおそれがある。このような点を考慮すると、隣接する収縮規制層5の形成間隔52Nは、0.3mm以上が好ましく、0.5mm以上がより好ましく、1mm以上が特に好ましい。一方、その形成間隔52Nが余りに長いと、熱収縮後に生じる山状の凸部が離れすぎ、キラキラした外観を呈さないおそれがある。このような点を考慮すると、隣接する収縮規制層5の形成間隔52Nは、3mm以下が好ましく、2.5mm以下がより好ましく、2mm以下が特に好ましい。
ただし、前記形成間隔52Nは、隣接する2つの収縮規制層5の稜線部52の縁間の直線距離のうち(これは複数存在するがその中で)、最も短い直線距離を意味する。
【0040】
各収縮規制層5は、主成分として樹脂成分を含む固化層からなる。なお、主成分とは、収縮規制層5を構成する成分中で質量が最も多い成分をいう。
前記樹脂成分は、特に限定されず、熱可塑性樹脂、光硬化性樹脂、熱硬化性樹脂などの公知の樹脂が挙げられる。
また、収縮規制層5には、必要に応じて任意の添加剤が含まれていてもよいし、着色剤が含まれていてもよい。もっとも、熱収縮性フィルム3の収縮応力によって収縮規制層5が破壊され難くなるので、着色剤を含まない収縮規制層5が好ましい。
【0041】
各収縮規制層5は、熱収縮性フィルム3の外面に樹脂組成物を塗工し、これを固化させることにより形成できる。前記樹脂組成物には、必要に応じて任意の添加剤などが配合されていてもよい。
例えば、樹脂組成物は、溶剤型、エマルション型が挙げられ、樹脂成分の硬化原理に応じて分類すると、紫外線硬化型、電子線(EB)硬化型、反応型、熱硬化型、二液混合型などが挙げられる。汎用的に用いられていること及び比較的硬い塗膜(収縮規制層5)を形成できることから、樹脂組成物として、反応性硬化型樹脂、電子線硬化型樹脂及び紫外線硬化型樹脂から選択される少なくとも1つを用いることが好ましく、着色剤を含まない紫外線硬化型樹脂を用いることがより好ましい。
【0042】
反応性硬化型樹脂としては、例えば、ウレタン樹脂を主成分とした反応性ホットメルト接着剤が挙げられる。
電子線硬化型樹脂としては、電子線照射によりラジカル重合又はカチオン重合し得るモノマー、オリゴマー及びプレポリマーの少なくとも1種を含む樹脂組成物であり、必要に応じて、増感剤や滑剤等の添加剤、及び、顔料などの着色剤を含んでいてもよい。
紫外線硬化型樹脂は、光重合性オリゴマー(プレポリマー)や光重合性モノマーなどの樹脂成分、及び、光重合開始剤を含む樹脂組成物であり、必要に応じて、増感剤や滑剤等の添加剤、及び、顔料などの着色剤を含んでいてもよい。
紫外線硬化型樹脂の樹脂成分としては、エポキシ基やビニルエーテル基を有するカチオン重合性化合物、アクリロイル基やビニル基を有するラジカル重合性化合物などが挙げられる。例えば、前記カチオン重合性化合物としては、エポキシ化合物、ビニルエーテル化合物、オキセタン化合物などが挙げられ、前記ラジカル重合性化合物としては、ウレタンアクリレート系、エポキシアクリレート系、エステルアクリレート系、アクリレート系の化合物などが挙げられる。
紫外線硬化型樹脂の光重合開始剤としては、ジアゾニウム塩、トリアリールスルホニウム塩、シラノール/アルミニウム錯体、スルホン酸エステル、イミドスルホネートなどの光カチオン重合開始剤が挙げられる。
なお、これらの硬化型樹脂としては、印刷用インキとして汎用されているものを使用することができる。
【0043】
前記樹脂組成物は、シルクスクリーン印刷法、フレキソ印刷法、凸版輪転印刷法、グラビア印刷法などの従来公知の印刷法によって塗工することができる。これらの印刷法によって樹脂組成物を塗工、固化することにより、中心部51から延びる複数の稜線部52を有する収縮規制層5を容易に形成できる。
特に、1回の印刷又は少ない回数の重ね塗り印刷で比較的厚い塗膜を形成できることから、シルクスクリーン印刷法によって収縮規制層5を形成することが好ましい。
収縮規制層5の厚みは特に限定されない。もっとも、収縮規制層5の厚みが余りに薄いと、熱収縮性フィルム3の収縮を十分に規制できないおそれがある。このような点を考慮すると、収縮規制層5の厚みは、5μm以上が好ましく、10μm以上がより好ましく、15μm以上が特に好ましい。また、収縮規制層5は、厚すぎても支障はないが、印刷法によって形成する場合においては、その厚みの上限は、通常、100μmである。
【0044】
(熱収縮性筒状ラベルについて)
上記収縮規制層5を外側にして上記ラベル基材2を筒状に丸め、ラベル基材2の第1側端部21の内面を第2側端部22の外面に重ね合わせ、溶剤又は接着剤を用いて両側端部を接着して重合接着部23を形成することにより、本発明の熱収縮性筒状ラベル1が構成されている(図5及び図6参照)。
この熱収縮性筒状ラベル1は、従来と同様に、所望の被着体に外嵌した後、熱収縮温度に加熱することにより、被着体に熱収縮装着される。よって、熱収縮性筒状ラベル1が被着体に密着した、ラベル付き包装体が得られる。
【0045】
なお、本発明の熱収縮性筒状ラベル1は、上述のように、被着体に外嵌する前から予め筒状に形成されている。もっとも、本発明には、ラベル基材2が予め筒状に形成されておらず、ラベル基材2を被着体に巻き付け且つその両側端部を接着することにより筒状に形成される(換言すると、被着体を利用して筒状に形成される)熱収縮性筒状ラベルも含まれる。
【0046】
被着体は、特に限定されず、飲料、調味料、食品、化粧品、サニタリー品などの任意の商品が収納された容器、これらの商品が収納された包装箱、任意の成形物品などが挙げられる。
被着体の外形は、首部と胴部を有するボトル形状、円柱状、四角柱状、六角柱状、瓢箪形状などの任意であり、本発明の熱収縮性筒状ラベル1は、従来と同様に、様々な外形を有する被着体に装着できる。
【0047】
熱収縮性筒状ラベル1を加熱すると、収縮規制層5の複数の稜線部52に対応したフィルム部分が実質的に熱収縮しない一方で、前記複数の稜線部52の間にあるフィルム部分を含む熱収縮性フィルム3が熱収縮することにより、収縮規制層5の添着部分及びその周辺が山状に盛り上がる。この山状の凸部は、収縮規制層自体が盛り上がること、及び、収縮規制層の複数の稜線部の間にあるフィルム部分が盛り上がることにより生じる。つまり、山状の凸部は、収縮規制層が盛り上がった部分と、収縮規制層の稜線部間のフィルム部分が盛り上がった部分と、から成る。収縮規制層5は熱収縮性フィルム3の外面に独立して複数添着されているので、熱収縮後の熱収縮性筒状ラベル1は、山状の凸部が複数点在した凹凸模様を生じる。前記2つの盛り上がった部分の光の反射の相違により、熱収縮性筒状ラベル1は、キラキラした外観を呈する。この凸部は被着体の形状にかかわらずに熱収縮性フィルム3の熱収縮によって生じる。このため、本発明の熱収縮性筒状ラベル1は、被着体の形状にかかわらず、キラキラした外観となる。
【0048】
さらに、複数の収縮規制層5が一定間隔を開けて規則的に並んだ熱収縮性筒状ラベル1は、光が乱反射し難く、よりキラキラした外観を呈する。特に、その収縮規制層5が各稜線部52の先端を結んで形作られる平面視形状が平行四辺形である場合には、クリスタルカット模様に似た外観を呈する。中でも、収縮規制層5の平面視形状が2本の直線をその中間点で交差させたクロス状からなる場合には、よりクリスタルカット模様に似た外観を呈する。
【0049】
なお、上記のように熱収縮後の熱収縮性筒状ラベル1に、凹凸模様を生じさせるためには、熱収縮性筒状ラベル1をある程度まで縮径させる必要がある。
前記山状の凸部を生じさせるためには、熱収縮前の熱収縮性筒状ラベル1を、10%以上の割合で縮径させることが好ましく、15%以上がより好ましく、20%以上の割合で縮径させることが特に好ましい。ただし、熱収縮性筒状ラベル1は、その熱収縮時には被着体の外面に密着するとそれ以上縮径しない。熱収縮性筒状ラベル1が装着される被着体の外形は、直胴状の場合もあるが、一般的には直胴状ではない。従って、熱収縮性筒状ラベル1の全体又は一部分において前記好ましい縮径割合で熱収縮性筒状ラベル1が縮径していればよい。
【0050】
前記縮径割合は、熱収縮前の熱収縮性筒状ラベル1の周長と、この熱収縮性筒状ラベル1が外嵌される被着体の周長に依存する。よって、熱収縮性筒状ラベル1の周長は、被着体の周長を考慮しつつ、前記割合に熱収縮性筒状ラベル1が縮径するように適宜設計される。
前記縮径割合は、下記式に基づいて求められる。
式:縮径割合={(熱収縮前の熱収縮性筒状ラベル1の周長−熱収縮後の熱収縮性筒状ラベル1の周長)/熱収縮前の熱収縮性筒状ラベル1の周長}×100。
【0051】
(熱収縮性筒状ラベルの変形例について)
次に、本発明の熱収縮性筒状ラベルの変形例を説明する。ただし、下記変形例の説明における構成及び効果のうち、上記実施形態と同様の構成及び効果については、その説明を省略し、用語及び符号をそのまま援用する場合がある。
【0052】
本発明の熱収縮性筒状ラベル1において、収縮規制層5の平面視形状は、中心部51と、その中心部51から径方向に延びる複数の稜線部52と、を有していればよい。
図7は、様々な変形例に係る収縮規制層を示す。なお、同図においては、1つの収縮規制層5の平面視形状を示しているが、変形例に係る熱収縮性筒状ラベル1は、これらの収縮規制層5が上記実施形態のように熱収縮性フィルム3の一方面に複数独立して添着されることには変わりがない。
【0053】
上記実施形態の収縮規制層5の中心部51の幅と稜線部52の幅は同じであったが、これに限定されない。同図(a)乃至(c)に示す収縮規制層5は、その中心部51の幅が稜線部52の幅と異なっている。同図(a)及び(b)に示す中心部51の幅は、稜線部52の幅よりも長く、具体的には、中心部51の幅が、稜線部52の幅の1.5倍〜4倍である。同図(c)に示す中心部51の幅は、稜線部52の幅よりも短く、具体的には、中心部51の幅が、稜線部52の幅の0.7倍〜0.95倍である。中心部51の平面視形状は、同図(a)に示すような略円形、同図(b)に示すような略矩形状、図示しないが、略三角形状などのその他の形状でもよい。さらに、中心部51は、同図(b)に示すように、その面内の中央部が刳り抜かれた中抜き形状でもよい。
【0054】
なお、同図(a)は、稜線部52の先端が尖状に形成された収縮規制層5の一例でもある。
また、同図(b)は、各稜線部52の延出長さが全て同じ収縮規制層5の一例で、同図(c)は、複数の稜線部52のうちの1つの延出長さが長く、残る稜線部52が全て同じ延出長さの収縮規制層5の一例でもある。
【0055】
上記実施形態では、4本の稜線部52を有する収縮規制層5を具体的に例示したが、上記実施形態でも説明したように、稜線部52は4本に限定されない。同図(d)に示す収縮規制層5は、3本の稜線部52が形成されており、同図(e)に示す収縮規制層5は、6本の稜線部52が形成されている。各稜線部52は中心部51の周りに任意の間隔で配置されていてもよいが、上記実施形態でも説明したように、等間隔で配置されていることが好ましい。
さらに、上記実施形態では、直線状に延びた稜線部52を具体的に例示したが、稜線部52は直線状に限られない。同図(f)に示す収縮規制層5は、稜線部52が弧状に湾曲されている。また、稜線部52は、弧状以外に、略くの字状のような屈曲状、又は波状などでもよい。稜線部52が前記した弧状などの非直線状である場合、各稜線部52は、同図(f)に示すように、その向きを揃えて配置することが好ましい。
【0056】
なお、同図(a)は、各稜線部52の先端を結んで形作られる平面視形状が菱形である収縮規制層5の一例で、同図(b)及び(f)は、各稜線部52の先端を結んで形作られる平面視形状が正方形である収縮規制層5の一例で、同図(c)は、各稜線部52の先端を結んで形作られる平面視形状が四角形である収縮規制層5の一例で、同図(d)は、各稜線部52の先端を結んで形作られる平面視形状が三角形(好ましくは正三角形)である収縮規制層5の一例で、同図(e)は、各稜線部52の先端を結んで形作られる平面視形状が六角形(好ましくは正六角形)である収縮規制層5の一例でもある。
同図(a)乃至(f)において、稜線部52の先端を結んで形作られる平面視形状を、判りやすく図示するため、細点線で示している。
【0057】
また、1つの集合領域に含まれる複数の収縮規制層5は、全て同じ平面視形状であることが好ましいが、これに限定されず、2種以上の平面視形状の収縮規制層5が、1つの集合領域に混在していてよい。
【実施例】
【0058】
以下、本発明の実施例及び比較例を示し、本発明を更に詳述する。ただし、本発明は、下記実施例に限定されるものではない。
【0059】
[熱収縮性フィルム]
厚み60μmの熱収縮性のポリスチレン製フィルムの内面に、厚み約3μmの印刷層がベタ状に印刷されたものを使用した。
このフィルムの横方向の熱収縮率は、約45%で、縦方向の熱収縮率は、約0.6%であった。
なお、熱収縮率及び収縮応力は、上記に記載した方法で測定した。
印刷層は、アクリル系グラビアインキを用い、グラビア印刷法によって形成した。
【0060】
[収縮規制層の形成材料]
収縮規制層を形成するため、市販の印刷用の紫外線硬化型インキを使用した。
【0061】
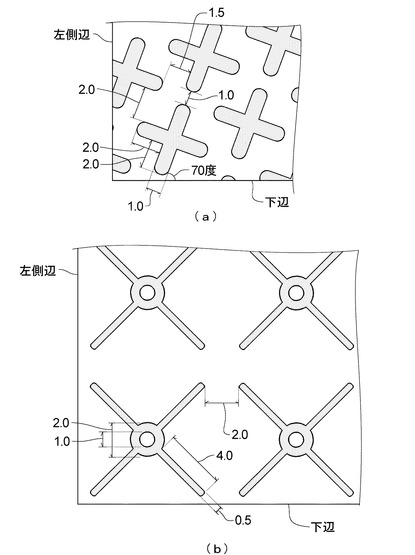
[実施例1]
前記熱収縮性フィルムの外面(印刷層が設けられていない面)の全体に、前記紫外線硬化型インキを用いて、図8(a)に示すような平面視形状の収縮規制層を複数一定間隔で規則的に形成することにより、ラベル基材を作製した。前記収縮規制層は、シルクスクリーン印刷法の1回印刷によって、厚み25μmに形成した。
なお、図8(a)に、収縮規制層の平面視形状の各部の寸法(単位はmm)、収縮規制層の形成間隔及び下辺に対する角度を示している。また、図8(a)においては、熱収縮性フィルムの一部分(下辺と左側辺が交差した周辺部分)だけを表示しているが、実施例1の収縮規制層は、このパターンで熱収縮性フィルムの外面全体に印刷した。図8乃至図12の薄墨塗りは、収縮規制層を示している。
この実施例1のラベル基材を収縮規制層を外側にして筒状に形成することにより、周長約13.3cmの熱収縮性筒状ラベルを作製した。
【0062】
[実施例2]
実施例1の収縮規制層に代えて、図8(b)に示すような平面視形状の収縮規制層を一定間隔で規則的に形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図8(b)に、図8(a)と同様に各部の寸法(単位はmm)などを示している。また、実施例2の収縮規制層も、図8(b)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0063】
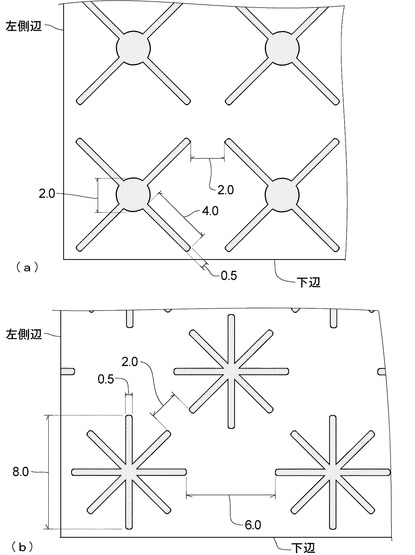
[実施例3]
実施例1の収縮規制層に代えて、図9(a)に示すような平面視形状の収縮規制層を一定間隔で規則的に形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図9(a)に、各部の寸法(単位はmm)などを示している。また、実施例3の収縮規制層も、図9(a)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0064】
[実施例4]
実施例1の収縮規制層に代えて、図9(b)に示すような平面視形状の収縮規制層を一定間隔で規則的に形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図9(b)に、各部の寸法(単位はmm)などを示している。また、実施例4の収縮規制層も、図9(b)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0065】
[実施例5]
実施例4の形状のものを中心角約30で回転させた、平面視形状の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
【0066】
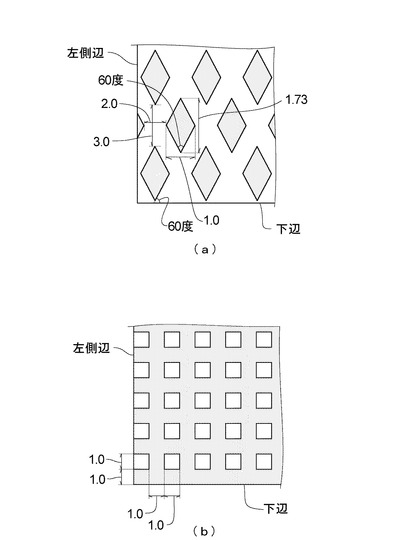
[比較例1]
実施例1の収縮規制層に代えて、図10(a)に示すような平面視菱形状の収縮規制層を一定間隔で規則的に形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図10(a)に、各部の寸法(単位はmm)などを示している。また、比較例1の収縮規制層も、図10(a)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0067】
[比較例2]
実施例1の収縮規制層に代えて、図10(b)に示すような平面視格子状(格子は正方形)の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図10(b)に、各部の寸法(単位はmm)などを示している。また、比較例2の収縮規制層も、図10(b)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0068】
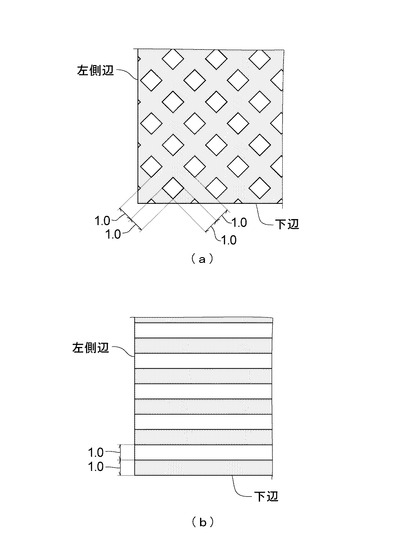
[比較例3]
実施例1の収縮規制層に代えて、図11(a)に示すような平面視網目状(網目は正方形)の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図11(a)に、各部の寸法(単位はmm)などを示している。また、比較例3の収縮規制層も、図11(a)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0069】
[比較例4]
実施例1の収縮規制層に代えて、図11(b)に示すような平面視横縞状(横縞の幅及び間隔は同じ)の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図11(b)に、各部の寸法(単位はmm)などを示している。また、比較例2の収縮規制層も、図11(b)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0070】
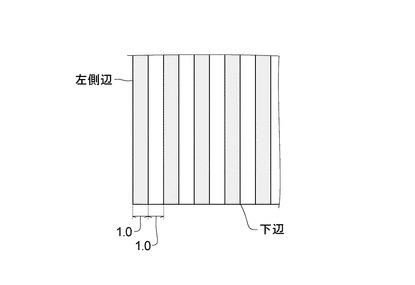
[比較例5]
実施例1の収縮規制層に代えて、図12に示すような平面視縦縞状(縦縞の幅及び間隔は同じ)の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図12に、各部の寸法(単位はmm)などを示している。また、比較例2の収縮規制層も、図12に示すパターンで熱収縮性フィルムの全体に印刷した。
【0071】
[装着試験1]
実施例1乃至5及び比較例1乃至5の各熱収縮性筒状ラベルを、それぞれ直径約2.7cmの試験用円筒体に外嵌し、そのラベルが75℃〜100℃になるように加熱することにより、円筒体に熱収縮装着した。この円筒体は直径約2.7cmであるので、熱収縮性筒状ラベルの縮径割合は36%であった。
実施例1乃至5及び比較例1乃至5の各熱収縮性筒状ラベルについて、それぞれ装着後の外観を観察したところ、実施例1乃至5の熱収縮性筒状ラベルは、クリスタルカット模様に似た外観を呈していた。特に、実施例1乃至3の熱収縮性筒状ラベルは、その外観が良好であった。一方、比較例1の熱収縮性筒状ラベルは、丸い凸部が点在し、鳥肌の如き外観を呈しており、クリスタルカット模様のようなキラキラした外観とならなかった。比較例2乃至比較例4の熱収縮性筒状ラベルは、無秩序の皺が生じ、装飾性に劣るものであった。比較例5の熱収縮性筒状ラベルにおいても、クリスタルカット模様のような外観とならなかった。
【0072】
[装着試験2]
実施例1及び比較例1の各熱収縮性筒状ラベルを、それぞれ市販の葡萄酒入りガラス製ボトルのキャップ部から首部に外嵌し、装着試験1と同様に加熱することにより、ボトルに熱収縮装着した。
この場合、熱収縮性筒状ラベルの最大の縮径割合は、概ね30%程度である。
実施例1の熱収縮性筒状ラベルの装着後の状態は、図13の写真図の通りであり、比較例1の熱収縮性筒状ラベルの装着後の状態は、図14の写真図の通りである。図13の通り、実施例1の熱収縮性筒状ラベルは、クリスタルカット模様に似た外観を呈していた。
【0073】
[装着試験3]
実施例1の熱収縮性筒状ラベルを、直径約3.7cmの試験用円筒体に外嵌し、装着試験1と同様に加熱することにより、この円筒体に熱収縮装着した。この円筒体は直径約3.7cmであるので、熱収縮性筒状ラベルの縮径割合は13%であった。
また、実施例1の熱収縮性筒状ラベルを、直径約2cmの試験用円筒体に外嵌し、この円筒体に熱収縮装着した。
この円筒体は直径約2cmであるので、熱収縮性筒状ラベルの縮径割合は53%であった。
縮径割合が53%の場合、熱収縮後の熱収縮性筒状ラベルは、極めて良好なクリスタルカット模様の外観を呈していたが、縮径割合が13%の場合、凸部の突出度合いがやや低かった。従って、15%以上程度の縮径割合で熱収縮性筒状ラベルを縮径させることが好ましい。
【符号の説明】
【0074】
1…熱収縮性筒状ラベル、2…ラベル基材、3…熱収縮性フィルム、4…意匠印刷層、5…収縮規制層、51…収縮規制層の中心部、52…収縮規制層の稜線部
【技術分野】
【0001】
本発明は、熱収縮によりクリスタルカットのような凹凸模様の外観を生じさせることができる熱収縮性筒状ラベルに関する。
【背景技術】
【0002】
従来、熱収縮性フィルムを筒状に形成した熱収縮性筒状ラベルが多様な用途に用いられている。なお、熱収縮性筒状ラベルは、シュリンクラベル、巻付けラベル、シュリンク筒状ラベル、巻付け筒状ラベルなどとも呼ばれる。
【0003】
ところで、クリスタルカットのような凹凸模様の外観を呈するガラスコップや金属缶が知られている。以下、クリスタルカットのような凹凸模様を「クリスタルカット模様」という。
かかるクリスタルカット模様は、見る角度によって輝きが変化し、キラキラした外観を呈する。
【0004】
特許文献1には、多角形状の胴部を有する容器と、高光沢部及び低光沢部が交互に設けられた熱収縮性筒状ラベルと、を有し、前記熱収縮性筒状ラベルを前記多角形状の胴部に熱収縮装着することにより、キラキラした外観を呈するラベル付き容器が得られることが開示されている。
しかしながら、特許文献1のラベル付き容器は、多角形状の胴部を有する容器と熱収縮性筒状ラベルとの相互作用によってキラキラと輝いた外観を呈するため、例えば、円筒状の胴部を有する容器に特許文献1の熱収縮性筒状ラベルを装着してもクリスタルカット模様に似た外観を生じない。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2005−15030号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明の目的は、容器などの被着体の形状にかかわらず、熱収縮させるだけでクリスタルカット模様のようなキラキラした外観を生じさせることができる熱収縮性筒状ラベルを提供することである。
【課題を解決するための手段】
【0007】
本発明の熱収縮性筒状ラベルは、熱収縮性フィルムと、前記熱収縮性フィルムの一方面に複数添着された、前記熱収縮性フィルムの熱収縮を規制する収縮規制層と、を有し、前記各収縮規制層は、独立しており、前記収縮規制層が、中心部と、前記中心部から径方向に延びる複数の稜線部と、を有する。
【0008】
上記本発明の熱収縮性筒状ラベルを加熱すると、収縮規制層の複数の稜線部に対応したフィルム部分が実質的に熱収縮しない一方で、前記複数の稜線部の間にあるフィルム部分を含む熱収縮性フィルムが熱収縮することにより、収縮規制層及びその周辺が山状に盛り上がる。この山状の凸部は、収縮規制層自体が盛り上がること、及び、収縮規制層の複数の稜線部の間にあるフィルム部分が盛り上がることにより生じる。つまり、山状の凸部は、収縮規制層が盛り上がった部分と、収縮規制層の稜線部間のフィルム部分が盛り上がった部分と、から成る。
そして、前記収縮規制層は熱収縮性フィルムの一方面に独立して複数添着されているので、熱収縮後の熱収縮性筒状ラベルは、山状の凸部が複数点在した凹凸模様を生じる。この山状の凸部に光が反射することにより(具体的には、前記2つの盛り上がった部分の光の反射の相違により)、熱収縮性筒状ラベルは、キラキラした外観を呈する。この凸部は被着体の形状にかかわらずに熱収縮性フィルムの熱収縮によって生じるので、本発明によれば、被着体の形状に依存せずにキラキラした外観を呈する熱収縮性筒状ラベルを提供できる。
【0009】
本発明の好ましい熱収縮性筒状ラベルは、前記複数の収縮規制層が、前記熱収縮性フィルムの一方面に一定間隔を開けて規則的に並べられている。
本発明のさらに好ましい熱収縮性筒状ラベルは、前記収縮規制層の各稜線部の先端を結んで形作られる平面視形状が、平行四辺形である。
本発明のさらに好ましい熱収縮性筒状ラベルは、前記収縮規制層の平面視形状が、2本の直線をその中間点で交差させたクロス状である。
本発明のさらに好ましい熱収縮性筒状ラベルは、前記収縮規制層が、反応性硬化型樹脂、電子線硬化型樹脂及び紫外線硬化型樹脂から選択される少なくとも1つの固化層からなり、その厚みが5μm以上である。
【発明の効果】
【0010】
本発明の熱収縮性筒状ラベルは、被着体の形状にかかわらず、熱収縮させるだけでキラキラした外観を呈する。
また、本発明の好ましい熱収縮性筒状ラベルは、熱収縮によりクリスタルカット模様に似た外観を呈し、よりキラキラと輝いて見えるようになる。
【図面の簡単な説明】
【0011】
【図1】熱収縮性筒状ラベルを形成するラベル基材を外面側から見た平面図。
【図2】図1のII−II線断面図。
【図3】図1のIII部の拡大平面図。収縮規制層を薄墨塗りで表している(図7乃至図12も同様である)。
【図4】図3のIV−IV線断面図。
【図5】熱収縮性筒状ラベルの正面図。
【図6】図5のVI−VI線断面図。
【図7】(a)乃至(f)は、それぞれの変形例に係る収縮規制層の平面図。
【図8】(a)は実施例1で作製した収縮規制層を有するラベル基材の一部省略平面図、(b)は実施例2で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図9】(a)は実施例3で作製した収縮規制層を有するラベル基材の一部省略平面図、(b)は実施例4で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図10】(a)は比較例1で作製した収縮規制層を有するラベル基材の一部省略平面図、(b)は比較例2で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図11】(a)は比較例3で作製した収縮規制層を有するラベル基材の一部省略平面図、(b)は比較例4で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図12】比較例5で作製した収縮規制層を有するラベル基材の一部省略平面図。
【図13】ボトルに熱収縮装着後の実施例1の熱収縮性筒状ラベルの写真図。
【図14】ボトルに熱収縮装着後の比較例1の熱収縮性筒状ラベルの写真図。
【発明を実施するための形態】
【0012】
以下、本発明について、図面を参照しつつ説明する。
なお、本明細書において、「AAA〜BBB]という記載は、「AAA以上BBB以下」を意味する。
図1乃至図4は、本発明の熱収縮性筒状ラベル1を形成する部材である、ラベル基材2を示す。
ラベル基材2は、熱収縮性フィルム3と、この熱収縮性フィルム3の一方面に添着された複数の独立した収縮規制層5と、を有する。
【0013】
収縮規制層5は、熱収縮性フィルム3(熱収縮性筒状ラベル1)が熱収縮するときに、そのフィルム3が面内へ熱収縮することを規制する部分である。
この収縮規制層5を有するラベル基材2を筒状にし、ラベル基材2の縦方向に延びる端部である第1側端部21の内面を、反対側の端部である第2側端部22の外面に重ね合わせて接着することにより(この重ね合わせて接着した部分を重合接着部23という)、図5及び図6に示すような熱収縮性筒状ラベル1が構成されている。
以下、具体的に説明する。
【0014】
(ラベル基材について)
本発明におけるラベル基材2の主たる構成要素は、熱収縮性フィルム3及び収縮規制層5である。ラベル基材2には、必要に応じて意匠印刷層4が設けられていてもよい。なお、本明細書において、フィルムとは、一般にシートと呼ばれるものと同義である。
好ましくはラベル基材2は、熱収縮性フィルム3と、収縮規制層5と、意匠印刷層4と、を有する。
収縮規制層5は、熱収縮性フィルム3の一方面に設けられ、意匠印刷層4は、熱収縮性フィルム3の一方面又は他方面の少なくとも何れか一方に設けられる。意匠印刷層4が熱収縮性フィルム3の一方面に設けられている場合には、収縮規制層5は、厳密には、熱収縮性フィルム3の一方面に設けられた意匠印刷層4の上に重ねて設けられる。
【0015】
前記熱収縮性フィルム3の一方面は、熱収縮性筒状ラベル1を形成したときにその内側となる面又はその外側となる面である。つまり、ラベル基材2を筒状に形成する際に、熱収縮性フィルム3の一方面を内側にして筒状にすれば、前記一方面は熱収縮性筒状ラベル1の内側の面となり、反対に外側にして筒状にすれば、前記一方面は熱収縮性筒状ラベル1の外側の面となる。
以下の主たる実施形態では、熱収縮性フィルム3の一方面を外側にしてラベル基材2を筒状に形成した場合について説明する。それ故、以下の説明では、熱収縮性フィルム3の一方面が「外面」、その他方面が「内面」と表現されている。
もっとも、本発明の熱収縮性筒状ラベル1は、収縮規制層5が設けられた一方面を内側にしてラベル基材2を筒状に形成したものでもよい。
【0016】
(熱収縮性フィルムについて)
熱収縮性フィルム3は、熱収縮温度において、少なくとも横方向に熱収縮し得るフィルムである。
前記熱収縮温度は、熱収縮性フィルム3が熱収縮する温度を意味し、例えば、熱収縮性フィルム3が60℃〜100℃となる温度である。
前記熱収縮性フィルム3は、熱収縮温度において、縦方向にも熱収縮し得るフィルムでもよい。
本明細書において、横方向は、ラベル基材2を筒状に形成して得られる、熱収縮性筒状ラベル1の周方向に相当する。また、縦方向は、フィルム面中において前記横方向に対して直交する方向であり、熱収縮性筒状ラベル1の縦方向に相当する。
【0017】
熱収縮性フィルム3の横方向及び縦方向における熱収縮率は、特に限定されないが、横方向の熱収縮率が縦方向の熱収縮率よりも大きいことが好ましい。
例えば、熱収縮性フィルム3は、80℃に加熱した際の横方向における熱収縮率が30%以上のフィルムであることが好ましく、さらに、40%以上がより好ましく、50%以上のフィルムが特に好ましい。また、熱収縮性フィルム3が縦方向にも熱収縮し得る場合、その熱収縮性フィルム3の、80℃に加熱した際の縦方向における熱収縮率は、−3%〜15%であり、好ましくは−1%〜10%である。
【0018】
ここで、前記80℃に加熱した際の熱収縮率は、加熱前のフィルムの長さ(元の長さ)と、フィルムを80℃の温水中に10秒間浸漬した後のフィルムの長さ(浸漬後の長さ)の割合である。前記熱収縮率は、下記式に代入して求められる。
式:熱収縮率(%)=[{(フィルムの横方向(又は縦方向)の元の長さ)−(フィルムの横方向(又は縦方向)の浸漬後の長さ)}/(フィルムの横方向(又は縦方向)の元の長さ)]×100。
【0019】
熱収縮性フィルム3の材質は、特に限定されず、例えば、ポリエチレンテレフタレート、ポリ乳酸などのポリエステル系樹脂;ポリプロピレンなどのオレフィン系樹脂;ポリスチレン、スチレン−ブタジエン共重合体などのスチレン系樹脂;環状オレフィン系樹脂;塩化ビニル系樹脂;などの熱可塑性樹脂から選ばれる1種、又は2種以上の混合物などが挙げられる。
【0020】
また、熱収縮性フィルム3として、通常、非発泡のフィルムが用いられるが、発泡されたフィルムを用いてもよい。さらに、熱収縮性フィルム3として、熱収縮性を有する2種以上のフィルムが積層された積層フィルムや、熱収縮性を有するフィルムに、不織布層、光バリア層又はガスバリア層などの各種の機能層が積層された積層フィルムなどを用いることもできる。熱収縮性筒状ラベル1がよりキラキラした外観を呈するようになるので、アルミニウム箔などの金属箔が積層又は蒸着されたフィルムを用いることが好ましい。
良好な山状の凸部を生じさせるためには、比較的収縮応力が大きいポリエチレンテレフタレートなどのポリエステル系樹脂フィルム、金属箔が積層又は蒸着されたポリエステル系樹脂フィルム、又は、これらのポリエステル系樹脂フィルムを含む積層フィルムを用いることが好ましい。
【0021】
熱収縮性フィルム3は、透明又は不透明の何れでもよい。もっとも、意匠印刷層4を熱収縮性フィルム3の内面に設ける場合には、熱収縮性筒状ラベル1の外部から意匠印刷層4を視認できるようにする必要があるので、透明な熱収縮性フィルム3が用いられる。
熱収縮性フィルム3の厚みは、特に限定されないが、一般に、10μm〜200μmであり、好ましくは20μm〜100μmである。
【0022】
(意匠印刷層について)
意匠印刷層4は、熱収縮性フィルム3の内面若しくは外面の何れか一方に、又は、その内面及び外面の双方にそれぞれ設けられる。
本実施形態では、意匠印刷層4は、透明な熱収縮性フィルム3の内面のみに設けられている。上述したように、不透明な熱収縮性フィルム3(例えば、金属箔を有する熱収縮性フィルム3など)が用いられる場合には、意匠印刷層4は、その外面に設けられる。
【0023】
意匠印刷層4は、熱収縮性フィルム3の面全体にベタ状に設けられていてもよいし、その面内の所望の領域に部分的に設けられていてもよい。もっとも、重合接着部23における第1及び第2側端部21,22の接着強度を高めるため、意匠印刷層4は、重合接着部23における第1側端部21と第2側端部22の間に介在させないようにすることが好ましい。従って、図2に示すように、意匠印刷層4は、熱収縮性フィルム3の第1側端部21の内面における縦方向に延びる帯状領域21aを除き、熱収縮性フィルム3の内面全体にベタ状に設けられている。なお、意匠印刷層4は、前記第1側端部21の帯状領域を除く、熱収縮性フィルム3の内面の一部分に設けられていてもよい(図示せず)。
【0024】
意匠印刷層4は、例えば、商品名、会社名、説明書き、図柄などのデザインを表した印刷層、又は、具体的なデザインを伴わない1色又は多色模様の背景印刷層である。意匠印刷層4は、1層のインキ層でもよいし、多層のインキ層でもよい。意匠印刷層4は、公知の印刷法にて設けることができ、その代表的な印刷法としては、グラビア印刷法などが挙げられる。
意匠印刷層4を形成するためのインキは、特に限定されず、例えば、溶剤型などの溶媒乾燥型インキなどが挙げられる。熱収縮性筒状ラベル1がよりキラキラした外観を呈するようになるので、意匠印刷層4のインキとして、銀色、金色又は黄色などの光を比較的反射し易い着色剤、又は、金属微粒子やシリカ微粒子のような光を反射又は拡散し得る微粒子を含むインキを用いることが好ましい。
【0025】
意匠印刷層4の厚みは、特に限定されない。意匠印刷層4自体は比較的柔らかく且つ意匠印刷層4は熱収縮性フィルム3の面のほぼ全体に設けられているので、意匠印刷層4が熱収縮性フィルム3の熱収縮を部分的に規制することはないが、意匠印刷層4が余りに厚いと、熱収縮性フィルム3の全体の熱収縮率を低下させるおそれがある。よって、意匠印刷層4の厚みは、1μm〜5μm程度が好ましい。
【0026】
(収縮規制層について)
収縮規制層5は、熱収縮性フィルム3の外面に添着されている。すなわち、収縮規制層5は、熱収縮性フィルム3の外面(一方面)のみに添着されており、その内面(他方面)には設けられていない。
【0027】
収縮規制層5は、熱収縮性フィルム3の熱収縮温度で、実質的に変形しない層である。例えば、収縮規制層5は、80℃に加熱された際に実質的に変形しない層である。
前記実質的に変形しない収縮規制層5は、その層の面中の全方向における熱収縮率が、10%以下であるものを含み、好ましくは同熱収縮率が5%以下、より好ましくは3%以下であるものを含む。収縮規制層5の熱収縮率は、それを熱収縮性フィルム3の一方面に添着した状態で、上記熱収縮性フィルム3の熱収縮率の測定方法と同様にして求められる。
【0028】
収縮規制層5は、熱収縮性フィルム3の外面に複数離れて点在するように添着されており、各収縮規制層5は、それぞれ独立している。
隣接する収縮規制層5は、互いに交わらずに、熱収縮性フィルム3の外面の横方向及び縦方向のそれぞれの方向に間隔(好ましくは一定間隔)を開けて並べられている。より好ましくは、図示したように、複数の収縮規制層5は、熱収縮性フィルム3の外面に一定間隔を開けて規則的に並べられている。
この複数の収縮規制層5が集まった領域において、収縮後の熱収縮性筒状ラベル1はキラキラした外観を呈する。以下、複数の収縮規制層5が集った領域を集合領域という。
【0029】
集合領域は、熱収縮性フィルム3の外面の一部分に配置されていてもよいし、又はその外面の全体に配置されていてもよい。図示例では、集合領域は、熱収縮性フィルム3の外面全体に配置されている。
ただし、上記意匠印刷層4と同様に、重合接着部23の接着強度を高めるため、集合領域は、重合接着部23における第1側端部21と第2側端部22の間に介在させないようにすることが好ましい。従って、図1及び図2に示すように、集合領域は、熱収縮性フィルム3の第2側端部22の外面における縦方向に延びる帯状領域22aを除き、熱収縮性フィルム3の外面全体に配置されている。
【0030】
1つの収縮規制層5を平面視で見ると、収縮規制層5は、中心部51と、その中心部51から径方向に延びる複数の稜線部52と、を有する。稜線部52の一端は、中心部5に繋がっており、稜線部52の先端は、中心部51から離反した自由端とされている。
なお、本明細書において、平面視とは、熱収縮性フィルム3の面に対してその法線方向から見ることであり、平面視形状は、熱収縮性フィルム3の面に対してその法線方向から見た形状である。
1つの収縮規制層5における稜線部52の形成数は、2本でもよいが、3本以上であることが好ましく、4本以上がより好ましい。同稜線部52の形成数の上限は特に限定されないが、余りに多いと隣接する稜線部52の間隔が極めて狭くなり、良好な山状の凸部を生じさせることができないおそれがある。このため、1つの収縮規制層5における稜線部52の形成数は、12本以下が好ましく、8本以下がより好ましい。
【0031】
各稜線部52は中心部51の周囲に任意の間隔で配置されていてもよいが、良好な山状の凸部を生じさせるために、各稜線部52は中心部51の周囲に等間隔で配置されていることが好ましい。つまり、隣接する稜線部52の成す角が等角度となるように、各稜線部52が配置されていることが好ましい。
稜線部52が2本の場合には、その2本の稜線部52は中心部51を通る任意の1本の直線上に並んでいないことが好ましい。このように中心部51から径方向に延びる2本の稜線部52が1本の直線上に並んでいると、収縮規制層5の平面視形状が実質的に直線状となるから、良好な山状の凸部を生じさせることができないおそれがある。
【0032】
稜線部52の先端(中心部51から最も離れた端)は、例えば、図3に示すように、弧状に形成されていることが好ましい。
もっとも、稜線部52の先端は、正方形の2つの角部のような略コの字状や三角形の頂角のような略V字状などの尖状に形成されていてもよい。
【0033】
本実施形態では、収縮規制層5の平面視形状は、2本の直線をその中間点で交差させたクロス状である。なお、前記2本の直線は、フィルムの横方向にも縦方向にも平行とならないように配置されている。この2本の直線の交点が前記収縮規制層5の中心部51に相当し、その交点を除く2本の直線が、前記収縮規制層5の稜線部52に相当する。従って、本実施形態の収縮規制層5は、平面視で、点からなる中心部51と、その中心部51から放射状に延びる4本の稜線部52と、からなる。以下、説明の都合上、4本の稜線部52を区別する必要がある場合には、その接頭語として第1乃至第4を付けている。
【0034】
第1稜線部521乃至第4稜線部524の各延出長さは、特に限定されず、例えば、図3の例示では、第1稜線部521及び第3稜線部523が同じ長さで、第2稜線部522及び第4稜線部524が同じ長さで、第1稜線部521及び第3稜線部523の各延出長さが第2稜線部522及び第4稜線部524よりも長い。第1稜線部521乃至第4稜線部524の幅は、異なっていてもよいが、図示例では、第1稜線部521乃至第4稜線部524の幅は全て同じである。
また、特に図示しないが、第1稜線部521乃至第4稜線部524の各延出長さが、全て同じでもよい。さらに、第1稜線部521乃至第4稜線部524から選ばれる1つの稜線部の延出長さと残る3つの稜線部の各延出長さとが、異なっていてもよい。
【0035】
第1稜線部521と第2稜線部522の成す角及び第3稜線部523と第4稜線部524の成す角は、特に限定されないが、これらの角度が0度又は180度に近すぎると、収縮規制層5の平面視形状が実質的に中心部51を通る1本の直線状になるので好ましくない。従って、第1稜線部521と第2稜線部522の成す角及び第3稜線部523と第4稜線部524の成す角のそれぞれの角度は、45度〜135度が好ましく、60度〜120度がより好ましい。
本実施形態では、第1稜線部521、第2稜線部522、第3稜線部523及び第4稜線部524は、互いに隣り合う稜線部と90度の角度をもってそれぞれ中心部51から径方向に延びている。
【0036】
かかる第1稜線部521乃至第4稜線部524を有する収縮規制層5は、その各稜線部52の先端を結んで形作られる平面視形状が、菱形である(図3において、この菱形を細点線で示している)。
なお、菱形は、平行四辺形に含まれ、対角線が直交している平行四辺形である。菱形には、対角線の長さが等しい正方形も含まれ、本実施形態の収縮規制層5の各稜線部52の先端を結んで形作られる平面視形状は、対角線の長さが異なっている。もっとも、各稜線部52の先端を結んで形作られる平面視形状が、その対角線の長さが同じとなるように形成することもできる。
前記複数の収縮規制層5は、第1稜線部521の延びる方向が熱収縮性フィルム3の横方向又は縦方向と略平行となるように配置されていてもよいが、本実施形態では、第1稜線部521の延びる方向が熱収縮性フィルム3の横方向に対して鋭角(例えば、30度〜85度)となるように、各収縮規制層5が配置されている。
本実施形態の熱収縮性フィルム3は平面視長方形状であるため、熱収縮性フィルム3の下辺3a及び上辺3bは横方向と平行であり、熱収縮性フィルムの両方の側辺3c,3dは縦方向と平行である(図1参照)。
【0037】
図1及び図3に示すように、かかる中心部51と第1乃至第4稜線部521,522,523,524とを有する平面視形状の収縮規制層5が、複数独立し、一定間隔を開けて横方向及び縦方向のそれぞれに規則的に(繰り返しで)配置されている。
1本の稜線部52の幅52Lは特に限定されず、適宜設計できる。もっとも、1本の稜線部52の幅52Lが余りに短いと、その部分において熱収縮性フィルム3の収縮を十分に規制できないおそれがあり、一方、その幅52Lが余りに長いと、1つの収縮規制層5の全体形状が大きくなりすぎて、それに対応して熱収縮後に生じる凸部が大きくなりすぎる。このような点を考慮すると、1本の稜線部52の幅52Lは、0.5mm〜4mmが好ましく、0.5mm〜3mmがより好ましい。
【0038】
1本の稜線部52の延出長さ52Mは特に限定されず、収縮規制層5の大きさに応じて適宜設計できる。もっとも、1本の稜線部52の延出長さ52Mが余りに短いと、その部分において熱収縮性フィルム3の収縮を十分に規制できないおそれがあり、一方、その延出長さ52Mが余りに長いと、1つの収縮規制層5の全体形状が大きくなりすぎて、それに対応して熱収縮後に生じる凸部が大きくなりすぎる。
【0039】
隣接する収縮規制層5の形成間隔52Nは特に限定されず、適宜設計できる。もっとも、隣接する収縮規制層5の形成間隔52Nが余りに短いと、実質的に収縮規制層5が連続した状態となり、良好な凹凸模様を生じないおそれがある。このような点を考慮すると、隣接する収縮規制層5の形成間隔52Nは、0.3mm以上が好ましく、0.5mm以上がより好ましく、1mm以上が特に好ましい。一方、その形成間隔52Nが余りに長いと、熱収縮後に生じる山状の凸部が離れすぎ、キラキラした外観を呈さないおそれがある。このような点を考慮すると、隣接する収縮規制層5の形成間隔52Nは、3mm以下が好ましく、2.5mm以下がより好ましく、2mm以下が特に好ましい。
ただし、前記形成間隔52Nは、隣接する2つの収縮規制層5の稜線部52の縁間の直線距離のうち(これは複数存在するがその中で)、最も短い直線距離を意味する。
【0040】
各収縮規制層5は、主成分として樹脂成分を含む固化層からなる。なお、主成分とは、収縮規制層5を構成する成分中で質量が最も多い成分をいう。
前記樹脂成分は、特に限定されず、熱可塑性樹脂、光硬化性樹脂、熱硬化性樹脂などの公知の樹脂が挙げられる。
また、収縮規制層5には、必要に応じて任意の添加剤が含まれていてもよいし、着色剤が含まれていてもよい。もっとも、熱収縮性フィルム3の収縮応力によって収縮規制層5が破壊され難くなるので、着色剤を含まない収縮規制層5が好ましい。
【0041】
各収縮規制層5は、熱収縮性フィルム3の外面に樹脂組成物を塗工し、これを固化させることにより形成できる。前記樹脂組成物には、必要に応じて任意の添加剤などが配合されていてもよい。
例えば、樹脂組成物は、溶剤型、エマルション型が挙げられ、樹脂成分の硬化原理に応じて分類すると、紫外線硬化型、電子線(EB)硬化型、反応型、熱硬化型、二液混合型などが挙げられる。汎用的に用いられていること及び比較的硬い塗膜(収縮規制層5)を形成できることから、樹脂組成物として、反応性硬化型樹脂、電子線硬化型樹脂及び紫外線硬化型樹脂から選択される少なくとも1つを用いることが好ましく、着色剤を含まない紫外線硬化型樹脂を用いることがより好ましい。
【0042】
反応性硬化型樹脂としては、例えば、ウレタン樹脂を主成分とした反応性ホットメルト接着剤が挙げられる。
電子線硬化型樹脂としては、電子線照射によりラジカル重合又はカチオン重合し得るモノマー、オリゴマー及びプレポリマーの少なくとも1種を含む樹脂組成物であり、必要に応じて、増感剤や滑剤等の添加剤、及び、顔料などの着色剤を含んでいてもよい。
紫外線硬化型樹脂は、光重合性オリゴマー(プレポリマー)や光重合性モノマーなどの樹脂成分、及び、光重合開始剤を含む樹脂組成物であり、必要に応じて、増感剤や滑剤等の添加剤、及び、顔料などの着色剤を含んでいてもよい。
紫外線硬化型樹脂の樹脂成分としては、エポキシ基やビニルエーテル基を有するカチオン重合性化合物、アクリロイル基やビニル基を有するラジカル重合性化合物などが挙げられる。例えば、前記カチオン重合性化合物としては、エポキシ化合物、ビニルエーテル化合物、オキセタン化合物などが挙げられ、前記ラジカル重合性化合物としては、ウレタンアクリレート系、エポキシアクリレート系、エステルアクリレート系、アクリレート系の化合物などが挙げられる。
紫外線硬化型樹脂の光重合開始剤としては、ジアゾニウム塩、トリアリールスルホニウム塩、シラノール/アルミニウム錯体、スルホン酸エステル、イミドスルホネートなどの光カチオン重合開始剤が挙げられる。
なお、これらの硬化型樹脂としては、印刷用インキとして汎用されているものを使用することができる。
【0043】
前記樹脂組成物は、シルクスクリーン印刷法、フレキソ印刷法、凸版輪転印刷法、グラビア印刷法などの従来公知の印刷法によって塗工することができる。これらの印刷法によって樹脂組成物を塗工、固化することにより、中心部51から延びる複数の稜線部52を有する収縮規制層5を容易に形成できる。
特に、1回の印刷又は少ない回数の重ね塗り印刷で比較的厚い塗膜を形成できることから、シルクスクリーン印刷法によって収縮規制層5を形成することが好ましい。
収縮規制層5の厚みは特に限定されない。もっとも、収縮規制層5の厚みが余りに薄いと、熱収縮性フィルム3の収縮を十分に規制できないおそれがある。このような点を考慮すると、収縮規制層5の厚みは、5μm以上が好ましく、10μm以上がより好ましく、15μm以上が特に好ましい。また、収縮規制層5は、厚すぎても支障はないが、印刷法によって形成する場合においては、その厚みの上限は、通常、100μmである。
【0044】
(熱収縮性筒状ラベルについて)
上記収縮規制層5を外側にして上記ラベル基材2を筒状に丸め、ラベル基材2の第1側端部21の内面を第2側端部22の外面に重ね合わせ、溶剤又は接着剤を用いて両側端部を接着して重合接着部23を形成することにより、本発明の熱収縮性筒状ラベル1が構成されている(図5及び図6参照)。
この熱収縮性筒状ラベル1は、従来と同様に、所望の被着体に外嵌した後、熱収縮温度に加熱することにより、被着体に熱収縮装着される。よって、熱収縮性筒状ラベル1が被着体に密着した、ラベル付き包装体が得られる。
【0045】
なお、本発明の熱収縮性筒状ラベル1は、上述のように、被着体に外嵌する前から予め筒状に形成されている。もっとも、本発明には、ラベル基材2が予め筒状に形成されておらず、ラベル基材2を被着体に巻き付け且つその両側端部を接着することにより筒状に形成される(換言すると、被着体を利用して筒状に形成される)熱収縮性筒状ラベルも含まれる。
【0046】
被着体は、特に限定されず、飲料、調味料、食品、化粧品、サニタリー品などの任意の商品が収納された容器、これらの商品が収納された包装箱、任意の成形物品などが挙げられる。
被着体の外形は、首部と胴部を有するボトル形状、円柱状、四角柱状、六角柱状、瓢箪形状などの任意であり、本発明の熱収縮性筒状ラベル1は、従来と同様に、様々な外形を有する被着体に装着できる。
【0047】
熱収縮性筒状ラベル1を加熱すると、収縮規制層5の複数の稜線部52に対応したフィルム部分が実質的に熱収縮しない一方で、前記複数の稜線部52の間にあるフィルム部分を含む熱収縮性フィルム3が熱収縮することにより、収縮規制層5の添着部分及びその周辺が山状に盛り上がる。この山状の凸部は、収縮規制層自体が盛り上がること、及び、収縮規制層の複数の稜線部の間にあるフィルム部分が盛り上がることにより生じる。つまり、山状の凸部は、収縮規制層が盛り上がった部分と、収縮規制層の稜線部間のフィルム部分が盛り上がった部分と、から成る。収縮規制層5は熱収縮性フィルム3の外面に独立して複数添着されているので、熱収縮後の熱収縮性筒状ラベル1は、山状の凸部が複数点在した凹凸模様を生じる。前記2つの盛り上がった部分の光の反射の相違により、熱収縮性筒状ラベル1は、キラキラした外観を呈する。この凸部は被着体の形状にかかわらずに熱収縮性フィルム3の熱収縮によって生じる。このため、本発明の熱収縮性筒状ラベル1は、被着体の形状にかかわらず、キラキラした外観となる。
【0048】
さらに、複数の収縮規制層5が一定間隔を開けて規則的に並んだ熱収縮性筒状ラベル1は、光が乱反射し難く、よりキラキラした外観を呈する。特に、その収縮規制層5が各稜線部52の先端を結んで形作られる平面視形状が平行四辺形である場合には、クリスタルカット模様に似た外観を呈する。中でも、収縮規制層5の平面視形状が2本の直線をその中間点で交差させたクロス状からなる場合には、よりクリスタルカット模様に似た外観を呈する。
【0049】
なお、上記のように熱収縮後の熱収縮性筒状ラベル1に、凹凸模様を生じさせるためには、熱収縮性筒状ラベル1をある程度まで縮径させる必要がある。
前記山状の凸部を生じさせるためには、熱収縮前の熱収縮性筒状ラベル1を、10%以上の割合で縮径させることが好ましく、15%以上がより好ましく、20%以上の割合で縮径させることが特に好ましい。ただし、熱収縮性筒状ラベル1は、その熱収縮時には被着体の外面に密着するとそれ以上縮径しない。熱収縮性筒状ラベル1が装着される被着体の外形は、直胴状の場合もあるが、一般的には直胴状ではない。従って、熱収縮性筒状ラベル1の全体又は一部分において前記好ましい縮径割合で熱収縮性筒状ラベル1が縮径していればよい。
【0050】
前記縮径割合は、熱収縮前の熱収縮性筒状ラベル1の周長と、この熱収縮性筒状ラベル1が外嵌される被着体の周長に依存する。よって、熱収縮性筒状ラベル1の周長は、被着体の周長を考慮しつつ、前記割合に熱収縮性筒状ラベル1が縮径するように適宜設計される。
前記縮径割合は、下記式に基づいて求められる。
式:縮径割合={(熱収縮前の熱収縮性筒状ラベル1の周長−熱収縮後の熱収縮性筒状ラベル1の周長)/熱収縮前の熱収縮性筒状ラベル1の周長}×100。
【0051】
(熱収縮性筒状ラベルの変形例について)
次に、本発明の熱収縮性筒状ラベルの変形例を説明する。ただし、下記変形例の説明における構成及び効果のうち、上記実施形態と同様の構成及び効果については、その説明を省略し、用語及び符号をそのまま援用する場合がある。
【0052】
本発明の熱収縮性筒状ラベル1において、収縮規制層5の平面視形状は、中心部51と、その中心部51から径方向に延びる複数の稜線部52と、を有していればよい。
図7は、様々な変形例に係る収縮規制層を示す。なお、同図においては、1つの収縮規制層5の平面視形状を示しているが、変形例に係る熱収縮性筒状ラベル1は、これらの収縮規制層5が上記実施形態のように熱収縮性フィルム3の一方面に複数独立して添着されることには変わりがない。
【0053】
上記実施形態の収縮規制層5の中心部51の幅と稜線部52の幅は同じであったが、これに限定されない。同図(a)乃至(c)に示す収縮規制層5は、その中心部51の幅が稜線部52の幅と異なっている。同図(a)及び(b)に示す中心部51の幅は、稜線部52の幅よりも長く、具体的には、中心部51の幅が、稜線部52の幅の1.5倍〜4倍である。同図(c)に示す中心部51の幅は、稜線部52の幅よりも短く、具体的には、中心部51の幅が、稜線部52の幅の0.7倍〜0.95倍である。中心部51の平面視形状は、同図(a)に示すような略円形、同図(b)に示すような略矩形状、図示しないが、略三角形状などのその他の形状でもよい。さらに、中心部51は、同図(b)に示すように、その面内の中央部が刳り抜かれた中抜き形状でもよい。
【0054】
なお、同図(a)は、稜線部52の先端が尖状に形成された収縮規制層5の一例でもある。
また、同図(b)は、各稜線部52の延出長さが全て同じ収縮規制層5の一例で、同図(c)は、複数の稜線部52のうちの1つの延出長さが長く、残る稜線部52が全て同じ延出長さの収縮規制層5の一例でもある。
【0055】
上記実施形態では、4本の稜線部52を有する収縮規制層5を具体的に例示したが、上記実施形態でも説明したように、稜線部52は4本に限定されない。同図(d)に示す収縮規制層5は、3本の稜線部52が形成されており、同図(e)に示す収縮規制層5は、6本の稜線部52が形成されている。各稜線部52は中心部51の周りに任意の間隔で配置されていてもよいが、上記実施形態でも説明したように、等間隔で配置されていることが好ましい。
さらに、上記実施形態では、直線状に延びた稜線部52を具体的に例示したが、稜線部52は直線状に限られない。同図(f)に示す収縮規制層5は、稜線部52が弧状に湾曲されている。また、稜線部52は、弧状以外に、略くの字状のような屈曲状、又は波状などでもよい。稜線部52が前記した弧状などの非直線状である場合、各稜線部52は、同図(f)に示すように、その向きを揃えて配置することが好ましい。
【0056】
なお、同図(a)は、各稜線部52の先端を結んで形作られる平面視形状が菱形である収縮規制層5の一例で、同図(b)及び(f)は、各稜線部52の先端を結んで形作られる平面視形状が正方形である収縮規制層5の一例で、同図(c)は、各稜線部52の先端を結んで形作られる平面視形状が四角形である収縮規制層5の一例で、同図(d)は、各稜線部52の先端を結んで形作られる平面視形状が三角形(好ましくは正三角形)である収縮規制層5の一例で、同図(e)は、各稜線部52の先端を結んで形作られる平面視形状が六角形(好ましくは正六角形)である収縮規制層5の一例でもある。
同図(a)乃至(f)において、稜線部52の先端を結んで形作られる平面視形状を、判りやすく図示するため、細点線で示している。
【0057】
また、1つの集合領域に含まれる複数の収縮規制層5は、全て同じ平面視形状であることが好ましいが、これに限定されず、2種以上の平面視形状の収縮規制層5が、1つの集合領域に混在していてよい。
【実施例】
【0058】
以下、本発明の実施例及び比較例を示し、本発明を更に詳述する。ただし、本発明は、下記実施例に限定されるものではない。
【0059】
[熱収縮性フィルム]
厚み60μmの熱収縮性のポリスチレン製フィルムの内面に、厚み約3μmの印刷層がベタ状に印刷されたものを使用した。
このフィルムの横方向の熱収縮率は、約45%で、縦方向の熱収縮率は、約0.6%であった。
なお、熱収縮率及び収縮応力は、上記に記載した方法で測定した。
印刷層は、アクリル系グラビアインキを用い、グラビア印刷法によって形成した。
【0060】
[収縮規制層の形成材料]
収縮規制層を形成するため、市販の印刷用の紫外線硬化型インキを使用した。
【0061】
[実施例1]
前記熱収縮性フィルムの外面(印刷層が設けられていない面)の全体に、前記紫外線硬化型インキを用いて、図8(a)に示すような平面視形状の収縮規制層を複数一定間隔で規則的に形成することにより、ラベル基材を作製した。前記収縮規制層は、シルクスクリーン印刷法の1回印刷によって、厚み25μmに形成した。
なお、図8(a)に、収縮規制層の平面視形状の各部の寸法(単位はmm)、収縮規制層の形成間隔及び下辺に対する角度を示している。また、図8(a)においては、熱収縮性フィルムの一部分(下辺と左側辺が交差した周辺部分)だけを表示しているが、実施例1の収縮規制層は、このパターンで熱収縮性フィルムの外面全体に印刷した。図8乃至図12の薄墨塗りは、収縮規制層を示している。
この実施例1のラベル基材を収縮規制層を外側にして筒状に形成することにより、周長約13.3cmの熱収縮性筒状ラベルを作製した。
【0062】
[実施例2]
実施例1の収縮規制層に代えて、図8(b)に示すような平面視形状の収縮規制層を一定間隔で規則的に形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図8(b)に、図8(a)と同様に各部の寸法(単位はmm)などを示している。また、実施例2の収縮規制層も、図8(b)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0063】
[実施例3]
実施例1の収縮規制層に代えて、図9(a)に示すような平面視形状の収縮規制層を一定間隔で規則的に形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図9(a)に、各部の寸法(単位はmm)などを示している。また、実施例3の収縮規制層も、図9(a)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0064】
[実施例4]
実施例1の収縮規制層に代えて、図9(b)に示すような平面視形状の収縮規制層を一定間隔で規則的に形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図9(b)に、各部の寸法(単位はmm)などを示している。また、実施例4の収縮規制層も、図9(b)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0065】
[実施例5]
実施例4の形状のものを中心角約30で回転させた、平面視形状の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
【0066】
[比較例1]
実施例1の収縮規制層に代えて、図10(a)に示すような平面視菱形状の収縮規制層を一定間隔で規則的に形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図10(a)に、各部の寸法(単位はmm)などを示している。また、比較例1の収縮規制層も、図10(a)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0067】
[比較例2]
実施例1の収縮規制層に代えて、図10(b)に示すような平面視格子状(格子は正方形)の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図10(b)に、各部の寸法(単位はmm)などを示している。また、比較例2の収縮規制層も、図10(b)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0068】
[比較例3]
実施例1の収縮規制層に代えて、図11(a)に示すような平面視網目状(網目は正方形)の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図11(a)に、各部の寸法(単位はmm)などを示している。また、比較例3の収縮規制層も、図11(a)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0069】
[比較例4]
実施例1の収縮規制層に代えて、図11(b)に示すような平面視横縞状(横縞の幅及び間隔は同じ)の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図11(b)に、各部の寸法(単位はmm)などを示している。また、比較例2の収縮規制層も、図11(b)に示すパターンで熱収縮性フィルムの全体に印刷した。
【0070】
[比較例5]
実施例1の収縮規制層に代えて、図12に示すような平面視縦縞状(縦縞の幅及び間隔は同じ)の収縮規制層を形成したこと以外は、実施例1と同様にしてラベル基材を作製し、それを用いて周長約13.3cmの熱収縮性筒状ラベルを作製した。
なお、図12に、各部の寸法(単位はmm)などを示している。また、比較例2の収縮規制層も、図12に示すパターンで熱収縮性フィルムの全体に印刷した。
【0071】
[装着試験1]
実施例1乃至5及び比較例1乃至5の各熱収縮性筒状ラベルを、それぞれ直径約2.7cmの試験用円筒体に外嵌し、そのラベルが75℃〜100℃になるように加熱することにより、円筒体に熱収縮装着した。この円筒体は直径約2.7cmであるので、熱収縮性筒状ラベルの縮径割合は36%であった。
実施例1乃至5及び比較例1乃至5の各熱収縮性筒状ラベルについて、それぞれ装着後の外観を観察したところ、実施例1乃至5の熱収縮性筒状ラベルは、クリスタルカット模様に似た外観を呈していた。特に、実施例1乃至3の熱収縮性筒状ラベルは、その外観が良好であった。一方、比較例1の熱収縮性筒状ラベルは、丸い凸部が点在し、鳥肌の如き外観を呈しており、クリスタルカット模様のようなキラキラした外観とならなかった。比較例2乃至比較例4の熱収縮性筒状ラベルは、無秩序の皺が生じ、装飾性に劣るものであった。比較例5の熱収縮性筒状ラベルにおいても、クリスタルカット模様のような外観とならなかった。
【0072】
[装着試験2]
実施例1及び比較例1の各熱収縮性筒状ラベルを、それぞれ市販の葡萄酒入りガラス製ボトルのキャップ部から首部に外嵌し、装着試験1と同様に加熱することにより、ボトルに熱収縮装着した。
この場合、熱収縮性筒状ラベルの最大の縮径割合は、概ね30%程度である。
実施例1の熱収縮性筒状ラベルの装着後の状態は、図13の写真図の通りであり、比較例1の熱収縮性筒状ラベルの装着後の状態は、図14の写真図の通りである。図13の通り、実施例1の熱収縮性筒状ラベルは、クリスタルカット模様に似た外観を呈していた。
【0073】
[装着試験3]
実施例1の熱収縮性筒状ラベルを、直径約3.7cmの試験用円筒体に外嵌し、装着試験1と同様に加熱することにより、この円筒体に熱収縮装着した。この円筒体は直径約3.7cmであるので、熱収縮性筒状ラベルの縮径割合は13%であった。
また、実施例1の熱収縮性筒状ラベルを、直径約2cmの試験用円筒体に外嵌し、この円筒体に熱収縮装着した。
この円筒体は直径約2cmであるので、熱収縮性筒状ラベルの縮径割合は53%であった。
縮径割合が53%の場合、熱収縮後の熱収縮性筒状ラベルは、極めて良好なクリスタルカット模様の外観を呈していたが、縮径割合が13%の場合、凸部の突出度合いがやや低かった。従って、15%以上程度の縮径割合で熱収縮性筒状ラベルを縮径させることが好ましい。
【符号の説明】
【0074】
1…熱収縮性筒状ラベル、2…ラベル基材、3…熱収縮性フィルム、4…意匠印刷層、5…収縮規制層、51…収縮規制層の中心部、52…収縮規制層の稜線部
【特許請求の範囲】
【請求項1】
熱収縮性フィルムと、前記熱収縮性フィルムの一方面に複数添着された、前記熱収縮性フィルムの熱収縮を規制する収縮規制層と、を有し、
前記各収縮規制層は、独立しており、
前記収縮規制層が、中心部と、前記中心部から径方向に延びる複数の稜線部と、を有することを特徴とする熱収縮性筒状ラベル。
【請求項2】
前記複数の収縮規制層が、前記熱収縮性フィルムの一方面に一定間隔を開けて規則的に並べられている請求項1に記載の熱収縮性筒状ラベル。
【請求項3】
前記収縮規制層の各稜線部の先端を結んで形作られる平面視形状が、平行四辺形である請求項1又は2に記載の熱収縮性筒状ラベル。
【請求項4】
前記収縮規制層の平面視形状が、2本の直線をその中間点で交差させたクロス状である請求項1〜3のいずれか一項に記載の熱収縮性筒状ラベル。
【請求項5】
前記収縮規制層が、反応性硬化型樹脂、電子線硬化型樹脂及び紫外線硬化型樹脂から選択される少なくとも1つの固化層からなり、その厚みが5μm以上である請求項1〜4のいずれか一項に記載の熱収縮性筒状ラベル。
【請求項1】
熱収縮性フィルムと、前記熱収縮性フィルムの一方面に複数添着された、前記熱収縮性フィルムの熱収縮を規制する収縮規制層と、を有し、
前記各収縮規制層は、独立しており、
前記収縮規制層が、中心部と、前記中心部から径方向に延びる複数の稜線部と、を有することを特徴とする熱収縮性筒状ラベル。
【請求項2】
前記複数の収縮規制層が、前記熱収縮性フィルムの一方面に一定間隔を開けて規則的に並べられている請求項1に記載の熱収縮性筒状ラベル。
【請求項3】
前記収縮規制層の各稜線部の先端を結んで形作られる平面視形状が、平行四辺形である請求項1又は2に記載の熱収縮性筒状ラベル。
【請求項4】
前記収縮規制層の平面視形状が、2本の直線をその中間点で交差させたクロス状である請求項1〜3のいずれか一項に記載の熱収縮性筒状ラベル。
【請求項5】
前記収縮規制層が、反応性硬化型樹脂、電子線硬化型樹脂及び紫外線硬化型樹脂から選択される少なくとも1つの固化層からなり、その厚みが5μm以上である請求項1〜4のいずれか一項に記載の熱収縮性筒状ラベル。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】

【図14】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−208488(P2012−208488A)
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願番号】特願2012−56177(P2012−56177)
【出願日】平成24年3月13日(2012.3.13)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成24年10月25日(2012.10.25)
【国際特許分類】
【出願日】平成24年3月13日(2012.3.13)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]