
熱収縮性筒状多重ラベル及び熱収縮性筒状多重ラベル付き容器
【課題】表示面積を拡大できると共に、シワの発生を防止して見栄え良くラベルを装着することが可能な熱収縮性筒状多重ラベルを提供することである。
【解決手段】筒状多重ラベル10は、低温域(70℃)における主収縮方向の熱収縮率が外フィルム12よりも内フィルム11の方が高く、さらに、該熱収縮率の比率が、外フィルム12よりも内フィルム11の方が2.0倍以上大きくなるように設定される。なお、外フィルム12には、2本のミシン目16により形成される剥離帯15が設けられ、この剥離帯15を切断することで外フィルム12を剥離することができる。
【解決手段】筒状多重ラベル10は、低温域(70℃)における主収縮方向の熱収縮率が外フィルム12よりも内フィルム11の方が高く、さらに、該熱収縮率の比率が、外フィルム12よりも内フィルム11の方が2.0倍以上大きくなるように設定される。なお、外フィルム12には、2本のミシン目16により形成される剥離帯15が設けられ、この剥離帯15を切断することで外フィルム12を剥離することができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱収縮性筒状多重ラベル及び熱収縮性筒状多重ラベル付き容器に関し、特に、少なくとも2枚の熱収縮性ラベルが重ね合わされた熱収縮性筒状多重ラベル及び該多重ラベルが装着された熱収縮性筒状多重ラベル付き容器に関する。
【背景技術】
【0002】
熱収縮性ラベルは、飲料やトイレタリー製品、農薬等の薬品類を充填したプラスチック容器などに広く使用されている。熱収縮性ラベルとは、熱収縮性フィルムを基材フィルムとし、加熱処理することにより基材フィルムを熱収縮させ、容器の形状にラベルの形状を追従させて、容器に密着した装着を可能とするラベルである。したがって、熱収縮性ラベルによれば、複雑な形状の容器であっても、接着剤を使用することなく、容器形状に密着してラベルを装着できるという利点がある。
【0003】
上記熱収縮性ラベルは、他のラベルと同様に、被包装容器に充填された商品の名称や品質、該商品をイメージさせるデザイン等を表示するために使用される。特に、農薬等の薬品類については、商品の名称等に加えて、使用上の注意事項や保管方法等の情報を詳細に表示する必要があるため、表示面積の拡大が強く求められてきた。
【0004】
このような状況に鑑みて、表示面積の拡大を目的とした熱収縮性多重ラベルが幾つか提案されている。例えば、特許文献1には、熱収縮性シートが1周より多く巻回された熱収縮性筒状多重ラベルが開示されている。そして、特許文献1には、1周以上巻回された部分を捲ると、熱収縮性シートの重なった部分を見ることができる、と記載されている。また、特許文献2には、1枚の熱収縮性シートが二重以上の折り返し又は二重以上の巻回されることによって印刷表示用の複数のシートを内外に重ね合わせた熱収縮性筒状多重ラベルが開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10‐319848号公報
【特許文献2】実開平2‐123979号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の特許文献1及び2に開示された熱収縮性筒状多重ラベルによれば、ラベルを多重化することで、表示面積を拡大することが可能になる。しかしながら、これらのラベルでは、1枚の熱収縮性シートが二重以上の折り返し又は二重以上の巻回されることによって構成されていることから、内側のラベルと外側のラベルが同様の収縮挙動を示すので、熱収縮時において、特に、内側のラベルにシワが発生し易く、見栄えの良い装着状態を実現することは困難であった。
【0007】
本発明の目的は、表示面積を拡大できると共に、シワの発生を防止して見栄え良くラベルを装着することが可能な熱収縮性筒状多重ラベルを提供することである。
【課題を解決するための手段】
【0008】
本発明に係る熱収縮性筒状多重ラベルは、少なくとも2枚の熱収縮性フィルムを重ね合わせ、該熱収縮性フィルムの主熱収縮方向両側端部に設けられた接合部により互いに接合して形成された熱収縮性多重フィルムを、その主熱収縮方向が周方向となるように筒状に形成した筒状体を有し、70℃の温水に10秒間浸漬したときの、筒状体の内側に位置する熱収縮性フィルム(以下、内フィルムという。)の主収縮方向の熱収縮率が、同条件における、筒状体の外側に位置する熱収縮性フィルム(以下、外フィルムという。)の主収縮方向の熱収縮率よりも高いことを特徴とする。
【0009】
即ち、本発明に係る熱収縮性筒状多重ラベルでは、ラベルを構成する熱収縮性フィルムの低温域(70℃)における主収縮方向の熱収縮率が、外フィルムよりも内フィルムの方が高い。したがって、ラベルを容器に装着する際の加熱収縮過程において、内フィルムの熱収縮は、外フィルムの熱収縮よりも先行することになり、通常、外フィルムが容器に密着するレベルまで熱収縮するときには、内フィルムは既に容器にある程度密着している。このように、内フィルム及び外フィルムは、互いの熱収縮挙動に影響されることなく、それぞれ別個の加熱収縮過程を経ることができるので、該多重ラベル全体のシワ等の発生を抑制して良好な装着状態を実現することが可能となる。特に、外フィルムの熱収縮によって、内フィルムにはシワ等が発生し易いが、本発明に係る熱収縮性筒状多重ラベルによれば、内フィルムについても、シワ等の発生を抑制して良好な装着状態を実現することができる。
【0010】
また、熱収縮性多重フィルムは、2枚の熱収縮性フィルムにより形成され、70℃の温水に10秒間浸漬したときの、内フィルムの主収縮方向の熱収縮率が、同条件における、外フィルムの主収縮方向の熱収縮率の2.0倍以上であることが好ましい。
【0011】
即ち、主収縮方向の熱収縮率(70℃の温水に10秒間浸漬)が、外フィルムよりも内フィルムの方が2.0倍以上大きくなるように調整すれば、内フィルムの熱収縮を外フィルムの熱収縮に対して十分に先行させることができ、内フィルムの熱収縮が外フィルムの熱収縮により阻害されることをより高度に防止できる。したがって、この構成によれば、さらに良好な装着状態を実現することができる。
【0012】
なお、3枚以上の熱収縮性フィルムを重ね合わせて構成される熱収縮性筒状多重ラベルにおいては、最内フィルムの主収縮方向の熱収縮率(70℃の温水に10秒間浸漬)が、同条件における、最外フィルムの主収縮方向の熱収縮率の2.0倍以上とすることができ、内側のフィルムほど該熱収縮率が徐々に高くなるように設定することが好ましい。
【発明の効果】
【0013】
本発明に係る熱収縮性筒状多重ラベルによれば、ラベルを多重化することで表示面積を拡大できると共に、内フィルムと外フィルムに所定の熱収縮率差が存在することでシワ等の発生を防止して見栄え良くラベルを装着することが可能になる。
【図面の簡単な説明】
【0014】
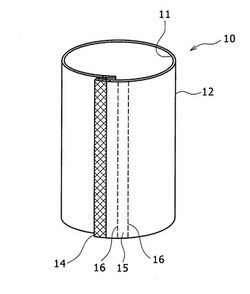
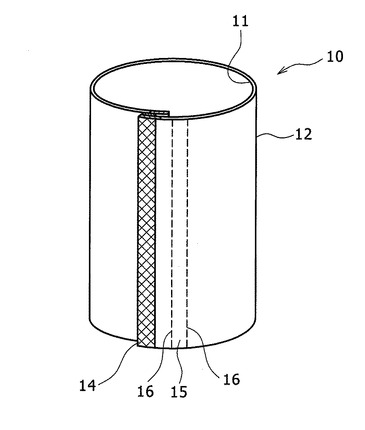
【図1】本発明に係る実施の形態における熱収縮性筒状多重ラベルを模式的に示す斜視図である。
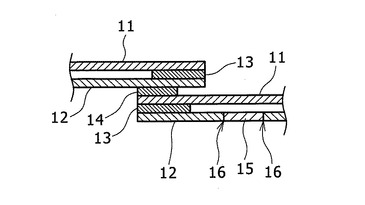
【図2】図1に示すラベルのセンターシール部近傍の断面図である。
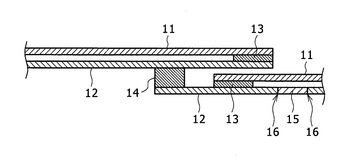
【図3】図2に示す形態の変形例を示す図である。
【図4】図2に示す形態の別の変形例を示す図である。
【図5】図1及び図2に示すラベルが装着されたラベル付き容器の斜視図である。
【図6】図5において、外フィルムを剥離した状態を示す図である。
【発明を実施するための形態】
【0015】
図面を用いて、本発明に係る熱収縮性筒状多重ラベル及び熱収縮性筒状多重ラベル付き容器の実施形態について、以下詳細に説明する。
【0016】
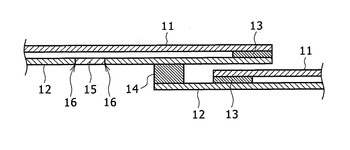
図1及び図2を用いて、熱収縮性筒状多重ラベル10(以下、筒状多重ラベル10という。)の構成について説明する。上記のように、図1は、筒状多重ラベル10を模式的に示す斜視図であり、図2は、該筒状多重ラベル10のセンターシール部14近傍の断面図である。なお、図1及び図2において、内フィルム11や外フィルム12等の厚みは、説明が理解され易いように、実際よりも厚く記載している。また、後述のように、接合部13やセンターシール部14を溶着により形成した場合には、それら接合部分は実際に厚みを有さないが、ここでは、説明が理解され易いように、厚みを有するものとして記載している。
【0017】
図1に示すように、筒状多重ラベル10は、2枚の熱収縮性フィルムである内フィルム11及び外フィルム12を重ね合わせ、該熱収縮性フィルムの主熱収縮方向の両側端部に設けられた接合部13により互いに接合して形成された熱収縮性多重フィルムを、その主熱収縮方向が周方向となるように筒状に形成された筒状体である。ここで、該筒状体の内側に位置するフィルムが内フィルム11で、外側に位置するフィルムが外フィルム12である。以下では、筒状多重ラベルとしては、2枚のフィルムを重ね合わせた二重ラベルとして説明するが、二重ラベルに限られず、3枚以上のフィルムを重ね合わせた多重ラベルとすることもできる。
【0018】
詳しくは図2に示すように、内フィルム11及び外フィルム12は、重ね合わされた部分の一部、具体的には、熱収縮性フィルムの主熱収縮方向の両側端部に設けられた接合部13によって互いに接合されている。上記のように、内フィルム11及び外フィルム12は、いずれも熱収縮性フィルムであって、熱収縮フィルムの主熱収縮方向とは、熱収縮性フィルムの熱収縮率が大きな主延伸方向を意味する。即ち、内フィルム11及び外フィルム12は、主熱収縮方向が同一方向となるように重ね合わせられる。
【0019】
接合部13は、内フィルム11及び外フィルム12を接合する機能を有する。具体的には、接合部13は少なくとも上記主熱収縮方向の両側端部に設けられるが、本発明の効果を奏する程度において、必要に応じて内フィルム11及び外フィルム12の重ね合わされた部分に複数設けられていてもよい。なかでも、接合部13が上記主熱収縮方向の両側端部のみに設けられ、内フィルム11及び外フィルム12の重ね合わされた部分の大部分(両側端部のみに設けられた接合部13以外の部分)は、非接合状態であることが好ましい。例えば、内フィルム11及び外フィルム12は、両側端部の長さがほぼ一致するように重ね合わされ、該両側端部の2箇所に、接合部13が設けられて多重フィルムが形成される。なお、接合部13は、溶着(ヒートシール、溶断、溶剤を用いた溶着等)や接着剤を用いた接着など、種々の方法により形成可能である。
【0020】
筒状多重ラベル10は、内フィルム11及び外フィルム12から構成される多重フィルムを、その主熱収縮方向が周方向となるように筒状された筒状体であって、図1の網目で示す位置に(図3、図4についても同様)、センターシール部14を有する。センターシール部14は、筒状体を保持するための接合部であって、例えば、一方の側端部に、例えば、テトラヒドロフランや1,3−ジオキソランなどの有機溶剤を塗布して、その塗布部に他方の側端部を重ね合わせて接着することにより形成される(溶剤を用いた溶着)。即ち、図2に示す形態においては、一方の側端部の内フィルム11と、他方の側端部の外フィルム12とが接着されることになる。
【0021】
また、上述の形態(図2)では、内フィルム11及び外フィルム12の主熱収縮方向の両側端部の長さがほぼ一致するように重ね合わされるものとして説明したが、両フィルムの両側端部の長さを一致させずに重ね合わせることもできる。具体的には、いずれか一方或いは両方の側端部において、内外いずれかのフィルムをもう一方のフィルムより延出させて重ね合わせることが挙げられる。
【0022】
例えば、図3及び図4に示すように、一方の側端部において、外フィルム12が延出するように重ね合わせることができる。そして、外フィルム12の延出した部分を用いてセンターシール部14を形成することができる。このような構成とすれば、同種の外フィルム12同士を接合することができるので、ヒートシールによる形成が可能になる等、センターシール部14の形成が容易になる。
【0023】
筒状多重ラベル10は、ラベルを多重化することにより表示面積を拡大するものであるから、外フィルム12を剥離して内フィルム11の表示を見ることができるように、外フィルム12には、剥離帯15が設けられる。剥離帯15は、外フィルム12の上下方向に沿った2本のミシン目16に囲まれた部分であり、該ミシン目16は、所定の距離をあけて平行に形成されている。詳しくは後述するように、上下方向(ミシン目16)に沿って、剥離帯15を引っ張ると、ミシン目16が切断されて剥離帯15が除去され、外フィルム12の一部が上下方向に沿って切断されることになる。
【0024】
剥離帯15は、外フィルム12の内面表示面積の確保や内フィルム11の印刷表示を見易くする等の観点から、センターシール部14の左右近傍のいずれかに設けられることが好ましい(図3及び図4参照)。また、センターシール部14を挟んで両側に剥離帯15を設けることもできる。このような構成とすれば、外フィルム12を容器30から除去することが可能である。なお、剥離帯15の幅は、これを引っ張って切断操作できる程度の長さであることが要求され、ミシン目16の形成間隔(上記所定の距離)によって調整することができる。
【0025】
筒状多重ラベル10を構成する内フィルム11及び外フィルム12は、いずれも熱収縮性フィルムである。上記熱収縮性フィルムに使用できる樹脂組成物としては、特に限定されることなく公知の樹脂を使用することができる。熱収縮性フィルムとしては、例えば、ポリエステル系樹脂(ポリエチレンテレフタレート、ポリ乳酸など)、ポリオレフィン系樹脂(ポリエチレン、ポリプロピレンなど)、ポリスチレン系樹脂(スチレン-ブタジエン共重合体など)、ポリ塩化ビニルなどの熱可塑性樹脂から選択される1種単独又は2種以上の混合物等を含むフィルムを挙げることができる。なお、これらのうち、柔軟性、伸縮性等の観点から、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、ポリプロピレン(PP)を使用することが好ましく、PET、PSを使用することが特に好ましい。ここで、PET、PS、PPは、共重合成分や変性成分を含むものであってもよい。なお、熱収縮性フィルムの厚みは、10〜200μmであることが好ましく、さらに好ましくは20〜100μmである。
【0026】
熱収縮性フィルムは、良好な熱収縮性を発現するために、少なくとも一方向に延伸されている。延伸倍率としては、筒状体の周方向に対応する主熱収縮方向に、2〜6倍程度が好ましく、場合によっては筒状体の上下方向に対応する方向に、1.01〜2倍程度であることが好ましい。なお、延伸方式としては、ロール方式、テンター方式及びチューブ方式等を使用することができる。熱収縮性フィルムの熱収縮率としては、主延伸方向、即ち、主熱収縮方向(筒状体の周方向)に対して、20〜80%(測定方法:JIS Z‐1709に準拠して測定、加熱条件:90℃の温水に10秒間浸漬)であることが好ましく、30〜80%であることが特に好ましい。また、主熱収縮方向に直交する方向(筒状体の上下方向)に対する熱収縮率(測定方法:JIS Z‐1709に準拠して測定、加熱条件:90℃の温水に10秒間浸漬)は、好ましくは−3〜15%、さらに好ましくは0〜12%、特に好ましくは1〜10%である。なお、熱収縮性フィルムは市販品を用いてもよいし、上述の公知の方法により製造したものを用いても良い。
【0027】
内フィルム11及び外フィルム12の表裏面には、商品名や品質、商品イメージ等を表す文字や模様など所望の色相に調整した印刷層を形成することができる。印刷層の形成には、グラビア印刷、フレキソ印刷、凸版印刷、平板印刷及び孔版印刷等の公知の方法を適用できる。所望の顔料や染料と、ビヒクルと称されるバインダ樹脂(アクリル樹脂、ウレタン樹脂、酢酸ビニル樹脂、セルロース樹脂、ポリオレフィン樹脂、及びポリアミド樹脂等)と、有機溶剤(エステル系溶剤、アルコール系溶剤、及びケトン系溶剤等)と、添加剤(ワックス、可塑剤、レベリング剤、界面活性剤、分散剤、及び消泡剤等)とを混合したものがインキとして使用される。なお、印刷層の厚みは、0.5〜25μmであることが好ましく、さらに好ましくは1〜10μmである。
【0028】
筒状多重ラベル10においては、外フィルム12に白ベタ印刷層等の背景印刷層を形成することが好ましい。背景印刷層を設けることで、内フィルム11の印刷表示が透けて外フィルム12の印刷表示が見難くなることを防止することができる。また、必要に応じて内フィルム11にも背景印刷層を形成することもできる。
【0029】
筒状多重ラベル10は、上記のように、ラベルを多重化することで表示面積を拡大すると共に、特に、内フィルム11に発生し易いシワを防止して、見栄え良くラベルを装着するという機能を有する。この機能を発現するために、70℃の温水に10秒間浸漬したときの、内フィルム11の主収縮方向の熱収縮率は、同条件における、外フィルム12の主収縮方向の熱収縮率よりも高くなるように設定される。
【0030】
即ち、70℃という温度は、熱収縮性フィルムの熱収縮の開始温度、或いは開始温度に近い温度であるから、内フィルム11は、加熱収縮過程において、その熱収縮が外フィルム12の熱収縮よりも先行して起こることを意味する。このような構成によれば、ラベル層着時の加熱収縮過程において、通常、外フィルム12が容器30(図5参照)に密着するレベルまで熱収縮するときには、内フィルム11は既に容器30に密着して熱収縮が完了している。したがって、内フィルム11の熱収縮が外フィルム12の熱収縮によって阻害されることがなく、内フィルム11のシワ等を抑制して良好な装着状態を実現することが可能となる。
【0031】
さらに、70℃の温水に10秒間浸漬したときの、内フィルム11の主収縮方向の熱収縮率が、同条件における、外フィルム12の主収縮方向の熱収縮率の2.0倍以上であることが好ましく、2.5倍以上であることがより好ましく、3.0倍以上であることが特に好ましい。このようにすれば、内フィルム11の熱収縮を外フィルム12の熱収縮に対して十分に先行させることが可能になる。
【0032】
このように本発明においては、内フィルム11には、低温域(70℃)での熱収縮率が高い熱収縮性フィルムを使用し、外フィルム12には、低温域(70℃)での熱収縮率が内フィルム11よりも低い熱収縮性フィルムを使用する必要があるが、この条件を満たせば、内フィルム11と外フィルム12の素材の種類には特に限定されず、上述の熱収縮性フィルムの素材を適宜使用できる。例えば、内フィルム11と外フィルム12とで、熱収縮率が異なる異種組成の熱収縮性フィルムを用いることもできるし、同種組成の熱収縮性フィルムの延伸倍率を変更することで熱収縮率を異ならせることもでき、具体的には、内フィルム11としてPETフィルムを、外フィルム12としてOPS(二軸延伸ポリスチレン)フィルムを、それぞれ用いることなどが挙げられる。
【0033】
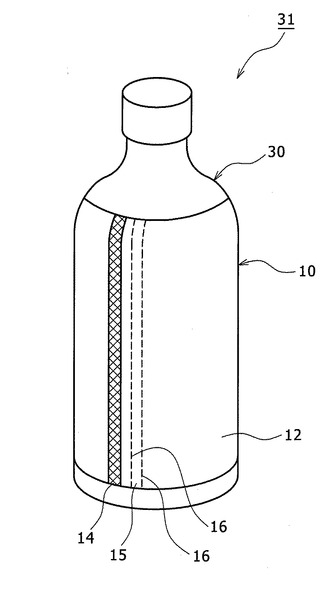
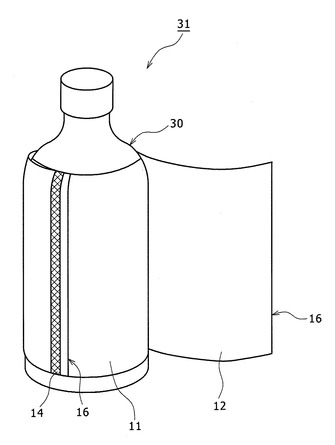
図5及び図6を用いて、筒状多重ラベル10が装着された筒状多重ラベル付き容器31(筒状多重ラベル10の表示機能)について説明する。上記のように、図5及び図6は、上述した筒状多重ラベル10が装着された筒状多重ラベル付き容器31(以下、ラベル付き容器31という。)を示す斜視図であり、図6は、外フィルム12を剥離した状態を示している。なお、筒状多重ラベル10が装着される容器30は、円筒状の胴体部と、肩部と、キャップ部と、を有するプラスチック製容器として説明するが、これに限定されるものではない。
【0034】
図5に示すように、筒状多重ラベル10は、容器30の下部から上方の肩部に亘って、容器30の形状に密着して装着されている。内フィルム11は、外フィルム12と同一のサイズであり外フィルム12により外表面を覆われているため、視認することはできず、この状態では、外フィルム12の表面印刷表示のみを見ることができる。
【0035】
外フィルム12のセンターシール部14の近傍には、剥離帯15が設けられている。この剥離帯15を切断することで、図6に示すように、外フィルム12が上下方向に沿って切断され、内フィルム11表面印刷表示及び外フィルム12の内面印刷表示を視認することが可能になる。外フィルム12は、接合部13以外は、内フィルム11と接合されていないので、内フィルム11の大部分を視認することが可能である。また、大部分の非接合領域は、内フィルム11及び外フィルム12の熱収縮挙動を分離して、シワの発生を防止することに大きく寄与する。
【0036】
上記構成の筒状多重ラベル10及びラベル付き容器31は、例えば、次の方法により製造することができる。まず初めに、内フィルム11及び外フィルム12を構成する熱収縮性フィルムの長尺体(幅方向が主収縮方向)を連続的に巻き出しながら、必要に応じてそれぞれの表裏面に印刷層を形成する。次に、印刷層が形成された内フィルム11及び外フィルム12の長尺体を、必要に応じて容器30の周長に対応する幅にスリットして重ね合わせ、ヒートシール等により長尺体の幅方向両側端部を接合して接合部13を形成する。従って、接合部13は、熱収縮性フィルムの主熱収縮方向(主延伸方向)の両側端部に形成されることになる。
【0037】
次に、接合部13が形成された多重フィルムの長尺体の一方の側端部にテトラヒドロフランや1,3−ジオキソランなどの有機溶剤を塗布して、その塗布部に他方の側端部を重ね合わせてセンターシール部14を形成することで、長尺状の筒状体を得る。ここで、上記主熱収縮方向が周方向となるように筒状化される。そして、長尺状の筒状体を容器30の上下方向の長さに適合するようにカットすることで、筒状多重ラベル10が製造される。
【0038】
筒状多重ラベル10は、容器30の下部から上方の肩部に密着して装着される。具体的には、筒状多重ラベル10を容器30の目的位置に被せた後、加熱処理を行うことにより筒状多重ラベル10を熱収縮させてラベル付き容器31が製造される。なお、加熱処理は、スチームが充満したシュリンクトンネルに、筒状多重ラベル10が被せられた容器30を通すことにより行うことができる。なお、一般的に、シュリンクトンネルの内部温度はトンネル入口から出口に向かって徐々に高くなっており、例えば、トンネル前半部分(入口〜中央部付近)では70℃〜80℃程度、トンネル後半部分(出口付近)では80℃〜90℃程度である。
【実施例】
【0039】
本発明に係る実施例につき以下詳細に説明するが、本発明は実施例に限定されるものではない。
【0040】
<実施例1>
内フィルム11としてPETフィルムAを、外フィルム12としてPETフィルムBをそれぞれ用い、共に同一サイズ(縦幅100mm×横幅237mm)にカットして主熱収縮方向(横幅方向)が一致するように重ね合わせ、主熱収縮方向の両側端部をヒートシール(接合部13を形成)して多重フィルムを作製した。得られた多重フィルムを主熱収縮方向が周方向となるように筒状にし、主熱収縮方向の両側端部同士をテトラヒドロフランを用いてセンターシール(センターシール部14を形成、重ね代8mm)することで筒状二重ラベル10Aを作製した。得られた筒状二重ラベル10Aを円筒容器30(胴部直径72mm)に被せ、該容器を、内部温度70℃〜90℃のシュリンクトンネル(全長3.5m)に秒速0.35m/sで通過させることで筒状二重ラベル10Aを熱収縮させて、ラベル付き容器31Aを得た。
ここで、PETフィルムA及びPETフィルムBとしては、以下の物性を有する熱収縮性フィルムを用いた。なお、熱収縮率はJIS Z‐1709に準拠して測定した。
筒状二重ラベル10Aのフィルム構成
・内フィルム11;PETフィルムA
PETフィルムAの熱収縮率
[70℃の温水に10秒間浸漬時]
主収縮方向 :47%
主収縮方向に直交する方向:1%
[90℃の温水に10秒間浸漬時]
主収縮方向 :73%
主収縮方向に直交する方向:8%
・外フィルム12;PETフィルムB
PETフィルムBの熱収縮率
[70℃の温水に10秒間浸漬時]
主収縮方向 :9%
主収縮方向に直交する方向:3%
[90℃の温水に10秒間浸漬時]
主収縮方向 :53%
主収縮方向に直交する方向:7%
(主収縮方向の熱収縮率(70℃)比;PETフィルムA(内フィルム11)/PETフィルムB(外フィルム12)=5.2)
【0041】
得られたラベル付き容器31Aについて、筒状二重ラベル10Aの装着状態を評価した結果、内フィルム11及び外フィルム12に目立ったシワは確認されず、装着状態が良好であることが解った。なお、装着状態の評価は、内フィルム11及び外フィルム12について、目視にてシワの有無を確認することで行い、シワが確認できなかったときには、装着状態が良好であると判定し、シワが確認できたときには、装着状態が不良であると判定した。
【0042】
<実施例2>
実施例1のPETフィルムBに代えて、以下の物性を有するOPSフィルムを用いた以外は、実施例1と同様にして、筒状二重ラベル10B及びラベル付き容器31B得た。
筒状二重ラベル10Bの構成
・内フィルム11;PETフィルムA
・外フィルム12;OPSフィルムA
OPSフィルムAの熱収縮率
[70℃の温水に10秒間浸漬時]
主収縮方向 :14%
主収縮方向に直交する方向:0%
[90℃の温水に10秒間浸漬時]
主収縮方向 :63%
主収縮方向に直交する方向:8%
(主収縮方向の熱収縮率(70℃)比;PETフィルムA(内フィルム11)/OPSフィルムA(外フィルム12)=3.6)
【0043】
得られたラベル付き容器31Bについて、実施例1と同様にして、筒状二重ラベル10Bの装着状態を評価した結果、内フィルム11及び外フィルム12に目立ったシワは確認されず、装着状態が良好であることが解った。
【0044】
<比較例1>
実施例1のPETフィルムB(外フィルム12)に代えて、PETフィルムAを用いた以外は、実施例1と同様にして、筒状二重ラベル10C及びラベル付き容器31Cを得た。
筒状二重ラベル10Cの構成
・内フィルム11;PETフィルムA
・外フィルム12;PETフィルムA
(主収縮方向の熱収縮率(70℃)比; PETフィルムA(内フィルム11)/PETフィルムA(外フィルム12)=1.0)
【0045】
得られたラベル付き容器31Cについて、実施例1と同様にして、筒状二重ラベル10Cの装着状態を評価した結果、内フィルム11にシワの発生が確認され、装着状態が不良であることが解った。
【0046】
<比較例2>
比較例1の内フィルム11のPETフィルムAに代えて、OPSフィルムAを用いた以外は、実施例1と同様にして、筒状二重ラベル10D及びラベル付き容器31Dを得た。
筒状二重ラベル10Dの構成
・内フィルム11;OPSフィルムA
・外フィルム12;PETフィルムA
(主収縮方向の熱収縮率(70℃)比; OPSフィルムA(内フィルム11)/PETフィルムA(外フィルム12)=0.3)
【0047】
得られたラベル付き容器31Dについて、実施例1と同様にして、筒状二重ラベル10Dの装着状態を評価した結果、内フィルム11にシワの発生が確認され、装着状態が不良であることが解った。
【0048】
上記のように、いずれの実施例においても、内フィルム11に目立ったシワは確認されず、装着状態が良好であることが理解される。一方、同一の熱収縮挙動を示すフィルムを重ね合わせた二重ラベル(比較例1)、外フィルム12が内フィルム11よりも低温域(70℃)における熱収縮率が大きな二重ラベル(比較例2)では、内フィルム11にシワの発生が確認され、装着状態が不良であった。
【0049】
なお、本明細書では、外フィルム12に、剥離帯15が設けられるものとして説明したが、外フィルム12のみが剥離される構成であれば特に限定されず、1本のミシン目16のみを設けて、このミシン目16を用いて外フィルム12を剥離する構成とすることもできる。また、内フィルム11にも剥離帯やミシン目を形成することができる。このようにすれば、筒状多重ラベル10が容器30から分別除去することが容易となり、環境負荷の低減に鑑みてリサイクルの用に供する場合に有利となる。
【符号の説明】
【0050】
10 熱収縮性筒状多重ラベル(筒状多重ラベル)、11 内フィルム、12 外フィルム、13 接合部、14 センターシール部、15 剥離帯、16 ミシン目、30 容器、31 熱収縮性筒状多重ラベル付き容器(ラベル付き容器)。
【技術分野】
【0001】
本発明は、熱収縮性筒状多重ラベル及び熱収縮性筒状多重ラベル付き容器に関し、特に、少なくとも2枚の熱収縮性ラベルが重ね合わされた熱収縮性筒状多重ラベル及び該多重ラベルが装着された熱収縮性筒状多重ラベル付き容器に関する。
【背景技術】
【0002】
熱収縮性ラベルは、飲料やトイレタリー製品、農薬等の薬品類を充填したプラスチック容器などに広く使用されている。熱収縮性ラベルとは、熱収縮性フィルムを基材フィルムとし、加熱処理することにより基材フィルムを熱収縮させ、容器の形状にラベルの形状を追従させて、容器に密着した装着を可能とするラベルである。したがって、熱収縮性ラベルによれば、複雑な形状の容器であっても、接着剤を使用することなく、容器形状に密着してラベルを装着できるという利点がある。
【0003】
上記熱収縮性ラベルは、他のラベルと同様に、被包装容器に充填された商品の名称や品質、該商品をイメージさせるデザイン等を表示するために使用される。特に、農薬等の薬品類については、商品の名称等に加えて、使用上の注意事項や保管方法等の情報を詳細に表示する必要があるため、表示面積の拡大が強く求められてきた。
【0004】
このような状況に鑑みて、表示面積の拡大を目的とした熱収縮性多重ラベルが幾つか提案されている。例えば、特許文献1には、熱収縮性シートが1周より多く巻回された熱収縮性筒状多重ラベルが開示されている。そして、特許文献1には、1周以上巻回された部分を捲ると、熱収縮性シートの重なった部分を見ることができる、と記載されている。また、特許文献2には、1枚の熱収縮性シートが二重以上の折り返し又は二重以上の巻回されることによって印刷表示用の複数のシートを内外に重ね合わせた熱収縮性筒状多重ラベルが開示されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平10‐319848号公報
【特許文献2】実開平2‐123979号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
上記の特許文献1及び2に開示された熱収縮性筒状多重ラベルによれば、ラベルを多重化することで、表示面積を拡大することが可能になる。しかしながら、これらのラベルでは、1枚の熱収縮性シートが二重以上の折り返し又は二重以上の巻回されることによって構成されていることから、内側のラベルと外側のラベルが同様の収縮挙動を示すので、熱収縮時において、特に、内側のラベルにシワが発生し易く、見栄えの良い装着状態を実現することは困難であった。
【0007】
本発明の目的は、表示面積を拡大できると共に、シワの発生を防止して見栄え良くラベルを装着することが可能な熱収縮性筒状多重ラベルを提供することである。
【課題を解決するための手段】
【0008】
本発明に係る熱収縮性筒状多重ラベルは、少なくとも2枚の熱収縮性フィルムを重ね合わせ、該熱収縮性フィルムの主熱収縮方向両側端部に設けられた接合部により互いに接合して形成された熱収縮性多重フィルムを、その主熱収縮方向が周方向となるように筒状に形成した筒状体を有し、70℃の温水に10秒間浸漬したときの、筒状体の内側に位置する熱収縮性フィルム(以下、内フィルムという。)の主収縮方向の熱収縮率が、同条件における、筒状体の外側に位置する熱収縮性フィルム(以下、外フィルムという。)の主収縮方向の熱収縮率よりも高いことを特徴とする。
【0009】
即ち、本発明に係る熱収縮性筒状多重ラベルでは、ラベルを構成する熱収縮性フィルムの低温域(70℃)における主収縮方向の熱収縮率が、外フィルムよりも内フィルムの方が高い。したがって、ラベルを容器に装着する際の加熱収縮過程において、内フィルムの熱収縮は、外フィルムの熱収縮よりも先行することになり、通常、外フィルムが容器に密着するレベルまで熱収縮するときには、内フィルムは既に容器にある程度密着している。このように、内フィルム及び外フィルムは、互いの熱収縮挙動に影響されることなく、それぞれ別個の加熱収縮過程を経ることができるので、該多重ラベル全体のシワ等の発生を抑制して良好な装着状態を実現することが可能となる。特に、外フィルムの熱収縮によって、内フィルムにはシワ等が発生し易いが、本発明に係る熱収縮性筒状多重ラベルによれば、内フィルムについても、シワ等の発生を抑制して良好な装着状態を実現することができる。
【0010】
また、熱収縮性多重フィルムは、2枚の熱収縮性フィルムにより形成され、70℃の温水に10秒間浸漬したときの、内フィルムの主収縮方向の熱収縮率が、同条件における、外フィルムの主収縮方向の熱収縮率の2.0倍以上であることが好ましい。
【0011】
即ち、主収縮方向の熱収縮率(70℃の温水に10秒間浸漬)が、外フィルムよりも内フィルムの方が2.0倍以上大きくなるように調整すれば、内フィルムの熱収縮を外フィルムの熱収縮に対して十分に先行させることができ、内フィルムの熱収縮が外フィルムの熱収縮により阻害されることをより高度に防止できる。したがって、この構成によれば、さらに良好な装着状態を実現することができる。
【0012】
なお、3枚以上の熱収縮性フィルムを重ね合わせて構成される熱収縮性筒状多重ラベルにおいては、最内フィルムの主収縮方向の熱収縮率(70℃の温水に10秒間浸漬)が、同条件における、最外フィルムの主収縮方向の熱収縮率の2.0倍以上とすることができ、内側のフィルムほど該熱収縮率が徐々に高くなるように設定することが好ましい。
【発明の効果】
【0013】
本発明に係る熱収縮性筒状多重ラベルによれば、ラベルを多重化することで表示面積を拡大できると共に、内フィルムと外フィルムに所定の熱収縮率差が存在することでシワ等の発生を防止して見栄え良くラベルを装着することが可能になる。
【図面の簡単な説明】
【0014】
【図1】本発明に係る実施の形態における熱収縮性筒状多重ラベルを模式的に示す斜視図である。
【図2】図1に示すラベルのセンターシール部近傍の断面図である。
【図3】図2に示す形態の変形例を示す図である。
【図4】図2に示す形態の別の変形例を示す図である。
【図5】図1及び図2に示すラベルが装着されたラベル付き容器の斜視図である。
【図6】図5において、外フィルムを剥離した状態を示す図である。
【発明を実施するための形態】
【0015】
図面を用いて、本発明に係る熱収縮性筒状多重ラベル及び熱収縮性筒状多重ラベル付き容器の実施形態について、以下詳細に説明する。
【0016】
図1及び図2を用いて、熱収縮性筒状多重ラベル10(以下、筒状多重ラベル10という。)の構成について説明する。上記のように、図1は、筒状多重ラベル10を模式的に示す斜視図であり、図2は、該筒状多重ラベル10のセンターシール部14近傍の断面図である。なお、図1及び図2において、内フィルム11や外フィルム12等の厚みは、説明が理解され易いように、実際よりも厚く記載している。また、後述のように、接合部13やセンターシール部14を溶着により形成した場合には、それら接合部分は実際に厚みを有さないが、ここでは、説明が理解され易いように、厚みを有するものとして記載している。
【0017】
図1に示すように、筒状多重ラベル10は、2枚の熱収縮性フィルムである内フィルム11及び外フィルム12を重ね合わせ、該熱収縮性フィルムの主熱収縮方向の両側端部に設けられた接合部13により互いに接合して形成された熱収縮性多重フィルムを、その主熱収縮方向が周方向となるように筒状に形成された筒状体である。ここで、該筒状体の内側に位置するフィルムが内フィルム11で、外側に位置するフィルムが外フィルム12である。以下では、筒状多重ラベルとしては、2枚のフィルムを重ね合わせた二重ラベルとして説明するが、二重ラベルに限られず、3枚以上のフィルムを重ね合わせた多重ラベルとすることもできる。
【0018】
詳しくは図2に示すように、内フィルム11及び外フィルム12は、重ね合わされた部分の一部、具体的には、熱収縮性フィルムの主熱収縮方向の両側端部に設けられた接合部13によって互いに接合されている。上記のように、内フィルム11及び外フィルム12は、いずれも熱収縮性フィルムであって、熱収縮フィルムの主熱収縮方向とは、熱収縮性フィルムの熱収縮率が大きな主延伸方向を意味する。即ち、内フィルム11及び外フィルム12は、主熱収縮方向が同一方向となるように重ね合わせられる。
【0019】
接合部13は、内フィルム11及び外フィルム12を接合する機能を有する。具体的には、接合部13は少なくとも上記主熱収縮方向の両側端部に設けられるが、本発明の効果を奏する程度において、必要に応じて内フィルム11及び外フィルム12の重ね合わされた部分に複数設けられていてもよい。なかでも、接合部13が上記主熱収縮方向の両側端部のみに設けられ、内フィルム11及び外フィルム12の重ね合わされた部分の大部分(両側端部のみに設けられた接合部13以外の部分)は、非接合状態であることが好ましい。例えば、内フィルム11及び外フィルム12は、両側端部の長さがほぼ一致するように重ね合わされ、該両側端部の2箇所に、接合部13が設けられて多重フィルムが形成される。なお、接合部13は、溶着(ヒートシール、溶断、溶剤を用いた溶着等)や接着剤を用いた接着など、種々の方法により形成可能である。
【0020】
筒状多重ラベル10は、内フィルム11及び外フィルム12から構成される多重フィルムを、その主熱収縮方向が周方向となるように筒状された筒状体であって、図1の網目で示す位置に(図3、図4についても同様)、センターシール部14を有する。センターシール部14は、筒状体を保持するための接合部であって、例えば、一方の側端部に、例えば、テトラヒドロフランや1,3−ジオキソランなどの有機溶剤を塗布して、その塗布部に他方の側端部を重ね合わせて接着することにより形成される(溶剤を用いた溶着)。即ち、図2に示す形態においては、一方の側端部の内フィルム11と、他方の側端部の外フィルム12とが接着されることになる。
【0021】
また、上述の形態(図2)では、内フィルム11及び外フィルム12の主熱収縮方向の両側端部の長さがほぼ一致するように重ね合わされるものとして説明したが、両フィルムの両側端部の長さを一致させずに重ね合わせることもできる。具体的には、いずれか一方或いは両方の側端部において、内外いずれかのフィルムをもう一方のフィルムより延出させて重ね合わせることが挙げられる。
【0022】
例えば、図3及び図4に示すように、一方の側端部において、外フィルム12が延出するように重ね合わせることができる。そして、外フィルム12の延出した部分を用いてセンターシール部14を形成することができる。このような構成とすれば、同種の外フィルム12同士を接合することができるので、ヒートシールによる形成が可能になる等、センターシール部14の形成が容易になる。
【0023】
筒状多重ラベル10は、ラベルを多重化することにより表示面積を拡大するものであるから、外フィルム12を剥離して内フィルム11の表示を見ることができるように、外フィルム12には、剥離帯15が設けられる。剥離帯15は、外フィルム12の上下方向に沿った2本のミシン目16に囲まれた部分であり、該ミシン目16は、所定の距離をあけて平行に形成されている。詳しくは後述するように、上下方向(ミシン目16)に沿って、剥離帯15を引っ張ると、ミシン目16が切断されて剥離帯15が除去され、外フィルム12の一部が上下方向に沿って切断されることになる。
【0024】
剥離帯15は、外フィルム12の内面表示面積の確保や内フィルム11の印刷表示を見易くする等の観点から、センターシール部14の左右近傍のいずれかに設けられることが好ましい(図3及び図4参照)。また、センターシール部14を挟んで両側に剥離帯15を設けることもできる。このような構成とすれば、外フィルム12を容器30から除去することが可能である。なお、剥離帯15の幅は、これを引っ張って切断操作できる程度の長さであることが要求され、ミシン目16の形成間隔(上記所定の距離)によって調整することができる。
【0025】
筒状多重ラベル10を構成する内フィルム11及び外フィルム12は、いずれも熱収縮性フィルムである。上記熱収縮性フィルムに使用できる樹脂組成物としては、特に限定されることなく公知の樹脂を使用することができる。熱収縮性フィルムとしては、例えば、ポリエステル系樹脂(ポリエチレンテレフタレート、ポリ乳酸など)、ポリオレフィン系樹脂(ポリエチレン、ポリプロピレンなど)、ポリスチレン系樹脂(スチレン-ブタジエン共重合体など)、ポリ塩化ビニルなどの熱可塑性樹脂から選択される1種単独又は2種以上の混合物等を含むフィルムを挙げることができる。なお、これらのうち、柔軟性、伸縮性等の観点から、ポリエチレンテレフタレート(PET)、ポリスチレン(PS)、ポリプロピレン(PP)を使用することが好ましく、PET、PSを使用することが特に好ましい。ここで、PET、PS、PPは、共重合成分や変性成分を含むものであってもよい。なお、熱収縮性フィルムの厚みは、10〜200μmであることが好ましく、さらに好ましくは20〜100μmである。
【0026】
熱収縮性フィルムは、良好な熱収縮性を発現するために、少なくとも一方向に延伸されている。延伸倍率としては、筒状体の周方向に対応する主熱収縮方向に、2〜6倍程度が好ましく、場合によっては筒状体の上下方向に対応する方向に、1.01〜2倍程度であることが好ましい。なお、延伸方式としては、ロール方式、テンター方式及びチューブ方式等を使用することができる。熱収縮性フィルムの熱収縮率としては、主延伸方向、即ち、主熱収縮方向(筒状体の周方向)に対して、20〜80%(測定方法:JIS Z‐1709に準拠して測定、加熱条件:90℃の温水に10秒間浸漬)であることが好ましく、30〜80%であることが特に好ましい。また、主熱収縮方向に直交する方向(筒状体の上下方向)に対する熱収縮率(測定方法:JIS Z‐1709に準拠して測定、加熱条件:90℃の温水に10秒間浸漬)は、好ましくは−3〜15%、さらに好ましくは0〜12%、特に好ましくは1〜10%である。なお、熱収縮性フィルムは市販品を用いてもよいし、上述の公知の方法により製造したものを用いても良い。
【0027】
内フィルム11及び外フィルム12の表裏面には、商品名や品質、商品イメージ等を表す文字や模様など所望の色相に調整した印刷層を形成することができる。印刷層の形成には、グラビア印刷、フレキソ印刷、凸版印刷、平板印刷及び孔版印刷等の公知の方法を適用できる。所望の顔料や染料と、ビヒクルと称されるバインダ樹脂(アクリル樹脂、ウレタン樹脂、酢酸ビニル樹脂、セルロース樹脂、ポリオレフィン樹脂、及びポリアミド樹脂等)と、有機溶剤(エステル系溶剤、アルコール系溶剤、及びケトン系溶剤等)と、添加剤(ワックス、可塑剤、レベリング剤、界面活性剤、分散剤、及び消泡剤等)とを混合したものがインキとして使用される。なお、印刷層の厚みは、0.5〜25μmであることが好ましく、さらに好ましくは1〜10μmである。
【0028】
筒状多重ラベル10においては、外フィルム12に白ベタ印刷層等の背景印刷層を形成することが好ましい。背景印刷層を設けることで、内フィルム11の印刷表示が透けて外フィルム12の印刷表示が見難くなることを防止することができる。また、必要に応じて内フィルム11にも背景印刷層を形成することもできる。
【0029】
筒状多重ラベル10は、上記のように、ラベルを多重化することで表示面積を拡大すると共に、特に、内フィルム11に発生し易いシワを防止して、見栄え良くラベルを装着するという機能を有する。この機能を発現するために、70℃の温水に10秒間浸漬したときの、内フィルム11の主収縮方向の熱収縮率は、同条件における、外フィルム12の主収縮方向の熱収縮率よりも高くなるように設定される。
【0030】
即ち、70℃という温度は、熱収縮性フィルムの熱収縮の開始温度、或いは開始温度に近い温度であるから、内フィルム11は、加熱収縮過程において、その熱収縮が外フィルム12の熱収縮よりも先行して起こることを意味する。このような構成によれば、ラベル層着時の加熱収縮過程において、通常、外フィルム12が容器30(図5参照)に密着するレベルまで熱収縮するときには、内フィルム11は既に容器30に密着して熱収縮が完了している。したがって、内フィルム11の熱収縮が外フィルム12の熱収縮によって阻害されることがなく、内フィルム11のシワ等を抑制して良好な装着状態を実現することが可能となる。
【0031】
さらに、70℃の温水に10秒間浸漬したときの、内フィルム11の主収縮方向の熱収縮率が、同条件における、外フィルム12の主収縮方向の熱収縮率の2.0倍以上であることが好ましく、2.5倍以上であることがより好ましく、3.0倍以上であることが特に好ましい。このようにすれば、内フィルム11の熱収縮を外フィルム12の熱収縮に対して十分に先行させることが可能になる。
【0032】
このように本発明においては、内フィルム11には、低温域(70℃)での熱収縮率が高い熱収縮性フィルムを使用し、外フィルム12には、低温域(70℃)での熱収縮率が内フィルム11よりも低い熱収縮性フィルムを使用する必要があるが、この条件を満たせば、内フィルム11と外フィルム12の素材の種類には特に限定されず、上述の熱収縮性フィルムの素材を適宜使用できる。例えば、内フィルム11と外フィルム12とで、熱収縮率が異なる異種組成の熱収縮性フィルムを用いることもできるし、同種組成の熱収縮性フィルムの延伸倍率を変更することで熱収縮率を異ならせることもでき、具体的には、内フィルム11としてPETフィルムを、外フィルム12としてOPS(二軸延伸ポリスチレン)フィルムを、それぞれ用いることなどが挙げられる。
【0033】
図5及び図6を用いて、筒状多重ラベル10が装着された筒状多重ラベル付き容器31(筒状多重ラベル10の表示機能)について説明する。上記のように、図5及び図6は、上述した筒状多重ラベル10が装着された筒状多重ラベル付き容器31(以下、ラベル付き容器31という。)を示す斜視図であり、図6は、外フィルム12を剥離した状態を示している。なお、筒状多重ラベル10が装着される容器30は、円筒状の胴体部と、肩部と、キャップ部と、を有するプラスチック製容器として説明するが、これに限定されるものではない。
【0034】
図5に示すように、筒状多重ラベル10は、容器30の下部から上方の肩部に亘って、容器30の形状に密着して装着されている。内フィルム11は、外フィルム12と同一のサイズであり外フィルム12により外表面を覆われているため、視認することはできず、この状態では、外フィルム12の表面印刷表示のみを見ることができる。
【0035】
外フィルム12のセンターシール部14の近傍には、剥離帯15が設けられている。この剥離帯15を切断することで、図6に示すように、外フィルム12が上下方向に沿って切断され、内フィルム11表面印刷表示及び外フィルム12の内面印刷表示を視認することが可能になる。外フィルム12は、接合部13以外は、内フィルム11と接合されていないので、内フィルム11の大部分を視認することが可能である。また、大部分の非接合領域は、内フィルム11及び外フィルム12の熱収縮挙動を分離して、シワの発生を防止することに大きく寄与する。
【0036】
上記構成の筒状多重ラベル10及びラベル付き容器31は、例えば、次の方法により製造することができる。まず初めに、内フィルム11及び外フィルム12を構成する熱収縮性フィルムの長尺体(幅方向が主収縮方向)を連続的に巻き出しながら、必要に応じてそれぞれの表裏面に印刷層を形成する。次に、印刷層が形成された内フィルム11及び外フィルム12の長尺体を、必要に応じて容器30の周長に対応する幅にスリットして重ね合わせ、ヒートシール等により長尺体の幅方向両側端部を接合して接合部13を形成する。従って、接合部13は、熱収縮性フィルムの主熱収縮方向(主延伸方向)の両側端部に形成されることになる。
【0037】
次に、接合部13が形成された多重フィルムの長尺体の一方の側端部にテトラヒドロフランや1,3−ジオキソランなどの有機溶剤を塗布して、その塗布部に他方の側端部を重ね合わせてセンターシール部14を形成することで、長尺状の筒状体を得る。ここで、上記主熱収縮方向が周方向となるように筒状化される。そして、長尺状の筒状体を容器30の上下方向の長さに適合するようにカットすることで、筒状多重ラベル10が製造される。
【0038】
筒状多重ラベル10は、容器30の下部から上方の肩部に密着して装着される。具体的には、筒状多重ラベル10を容器30の目的位置に被せた後、加熱処理を行うことにより筒状多重ラベル10を熱収縮させてラベル付き容器31が製造される。なお、加熱処理は、スチームが充満したシュリンクトンネルに、筒状多重ラベル10が被せられた容器30を通すことにより行うことができる。なお、一般的に、シュリンクトンネルの内部温度はトンネル入口から出口に向かって徐々に高くなっており、例えば、トンネル前半部分(入口〜中央部付近)では70℃〜80℃程度、トンネル後半部分(出口付近)では80℃〜90℃程度である。
【実施例】
【0039】
本発明に係る実施例につき以下詳細に説明するが、本発明は実施例に限定されるものではない。
【0040】
<実施例1>
内フィルム11としてPETフィルムAを、外フィルム12としてPETフィルムBをそれぞれ用い、共に同一サイズ(縦幅100mm×横幅237mm)にカットして主熱収縮方向(横幅方向)が一致するように重ね合わせ、主熱収縮方向の両側端部をヒートシール(接合部13を形成)して多重フィルムを作製した。得られた多重フィルムを主熱収縮方向が周方向となるように筒状にし、主熱収縮方向の両側端部同士をテトラヒドロフランを用いてセンターシール(センターシール部14を形成、重ね代8mm)することで筒状二重ラベル10Aを作製した。得られた筒状二重ラベル10Aを円筒容器30(胴部直径72mm)に被せ、該容器を、内部温度70℃〜90℃のシュリンクトンネル(全長3.5m)に秒速0.35m/sで通過させることで筒状二重ラベル10Aを熱収縮させて、ラベル付き容器31Aを得た。
ここで、PETフィルムA及びPETフィルムBとしては、以下の物性を有する熱収縮性フィルムを用いた。なお、熱収縮率はJIS Z‐1709に準拠して測定した。
筒状二重ラベル10Aのフィルム構成
・内フィルム11;PETフィルムA
PETフィルムAの熱収縮率
[70℃の温水に10秒間浸漬時]
主収縮方向 :47%
主収縮方向に直交する方向:1%
[90℃の温水に10秒間浸漬時]
主収縮方向 :73%
主収縮方向に直交する方向:8%
・外フィルム12;PETフィルムB
PETフィルムBの熱収縮率
[70℃の温水に10秒間浸漬時]
主収縮方向 :9%
主収縮方向に直交する方向:3%
[90℃の温水に10秒間浸漬時]
主収縮方向 :53%
主収縮方向に直交する方向:7%
(主収縮方向の熱収縮率(70℃)比;PETフィルムA(内フィルム11)/PETフィルムB(外フィルム12)=5.2)
【0041】
得られたラベル付き容器31Aについて、筒状二重ラベル10Aの装着状態を評価した結果、内フィルム11及び外フィルム12に目立ったシワは確認されず、装着状態が良好であることが解った。なお、装着状態の評価は、内フィルム11及び外フィルム12について、目視にてシワの有無を確認することで行い、シワが確認できなかったときには、装着状態が良好であると判定し、シワが確認できたときには、装着状態が不良であると判定した。
【0042】
<実施例2>
実施例1のPETフィルムBに代えて、以下の物性を有するOPSフィルムを用いた以外は、実施例1と同様にして、筒状二重ラベル10B及びラベル付き容器31B得た。
筒状二重ラベル10Bの構成
・内フィルム11;PETフィルムA
・外フィルム12;OPSフィルムA
OPSフィルムAの熱収縮率
[70℃の温水に10秒間浸漬時]
主収縮方向 :14%
主収縮方向に直交する方向:0%
[90℃の温水に10秒間浸漬時]
主収縮方向 :63%
主収縮方向に直交する方向:8%
(主収縮方向の熱収縮率(70℃)比;PETフィルムA(内フィルム11)/OPSフィルムA(外フィルム12)=3.6)
【0043】
得られたラベル付き容器31Bについて、実施例1と同様にして、筒状二重ラベル10Bの装着状態を評価した結果、内フィルム11及び外フィルム12に目立ったシワは確認されず、装着状態が良好であることが解った。
【0044】
<比較例1>
実施例1のPETフィルムB(外フィルム12)に代えて、PETフィルムAを用いた以外は、実施例1と同様にして、筒状二重ラベル10C及びラベル付き容器31Cを得た。
筒状二重ラベル10Cの構成
・内フィルム11;PETフィルムA
・外フィルム12;PETフィルムA
(主収縮方向の熱収縮率(70℃)比; PETフィルムA(内フィルム11)/PETフィルムA(外フィルム12)=1.0)
【0045】
得られたラベル付き容器31Cについて、実施例1と同様にして、筒状二重ラベル10Cの装着状態を評価した結果、内フィルム11にシワの発生が確認され、装着状態が不良であることが解った。
【0046】
<比較例2>
比較例1の内フィルム11のPETフィルムAに代えて、OPSフィルムAを用いた以外は、実施例1と同様にして、筒状二重ラベル10D及びラベル付き容器31Dを得た。
筒状二重ラベル10Dの構成
・内フィルム11;OPSフィルムA
・外フィルム12;PETフィルムA
(主収縮方向の熱収縮率(70℃)比; OPSフィルムA(内フィルム11)/PETフィルムA(外フィルム12)=0.3)
【0047】
得られたラベル付き容器31Dについて、実施例1と同様にして、筒状二重ラベル10Dの装着状態を評価した結果、内フィルム11にシワの発生が確認され、装着状態が不良であることが解った。
【0048】
上記のように、いずれの実施例においても、内フィルム11に目立ったシワは確認されず、装着状態が良好であることが理解される。一方、同一の熱収縮挙動を示すフィルムを重ね合わせた二重ラベル(比較例1)、外フィルム12が内フィルム11よりも低温域(70℃)における熱収縮率が大きな二重ラベル(比較例2)では、内フィルム11にシワの発生が確認され、装着状態が不良であった。
【0049】
なお、本明細書では、外フィルム12に、剥離帯15が設けられるものとして説明したが、外フィルム12のみが剥離される構成であれば特に限定されず、1本のミシン目16のみを設けて、このミシン目16を用いて外フィルム12を剥離する構成とすることもできる。また、内フィルム11にも剥離帯やミシン目を形成することができる。このようにすれば、筒状多重ラベル10が容器30から分別除去することが容易となり、環境負荷の低減に鑑みてリサイクルの用に供する場合に有利となる。
【符号の説明】
【0050】
10 熱収縮性筒状多重ラベル(筒状多重ラベル)、11 内フィルム、12 外フィルム、13 接合部、14 センターシール部、15 剥離帯、16 ミシン目、30 容器、31 熱収縮性筒状多重ラベル付き容器(ラベル付き容器)。
【特許請求の範囲】
【請求項1】
少なくとも2枚の熱収縮性フィルムを重ね合わせ、該熱収縮性フィルムの主熱収縮方向両側端部に設けられた接合部により互いに接合して形成された熱収縮性多重フィルムを、その主熱収縮方向が周方向となるように筒状に形成した筒状体を有し、
70℃の温水に10秒間浸漬したときの、筒状体の内側に位置する熱収縮性フィルム(以下、内フィルムという。)の主収縮方向の熱収縮率が、同条件における、筒状体の外側に位置する熱収縮性フィルム(以下、外フィルムという。)の主収縮方向の熱収縮率よりも高いことを特徴とする熱収縮性筒状多重ラベル。
【請求項2】
請求項1に記載の熱収縮性筒状多重ラベルにおいて、
熱収縮性多重フィルムが、2枚の熱収縮性フィルムにより形成されている熱収縮性筒状多重ラベル。
【請求項3】
請求項1又は2に記載の熱収縮性筒状多重ラベルにおいて、
70℃の温水に10秒間浸漬したときの、内フィルムの主収縮方向の熱収縮率が、同条件における、外フィルムの主収縮方向の熱収縮率の2.0倍以上である熱収縮性筒状多重ラベル。
【請求項4】
請求項1〜3のいずれかに記載の熱収縮性筒状多重ラベルが熱収縮装着された熱収縮性筒状多重ラベル付き容器。
【請求項1】
少なくとも2枚の熱収縮性フィルムを重ね合わせ、該熱収縮性フィルムの主熱収縮方向両側端部に設けられた接合部により互いに接合して形成された熱収縮性多重フィルムを、その主熱収縮方向が周方向となるように筒状に形成した筒状体を有し、
70℃の温水に10秒間浸漬したときの、筒状体の内側に位置する熱収縮性フィルム(以下、内フィルムという。)の主収縮方向の熱収縮率が、同条件における、筒状体の外側に位置する熱収縮性フィルム(以下、外フィルムという。)の主収縮方向の熱収縮率よりも高いことを特徴とする熱収縮性筒状多重ラベル。
【請求項2】
請求項1に記載の熱収縮性筒状多重ラベルにおいて、
熱収縮性多重フィルムが、2枚の熱収縮性フィルムにより形成されている熱収縮性筒状多重ラベル。
【請求項3】
請求項1又は2に記載の熱収縮性筒状多重ラベルにおいて、
70℃の温水に10秒間浸漬したときの、内フィルムの主収縮方向の熱収縮率が、同条件における、外フィルムの主収縮方向の熱収縮率の2.0倍以上である熱収縮性筒状多重ラベル。
【請求項4】
請求項1〜3のいずれかに記載の熱収縮性筒状多重ラベルが熱収縮装着された熱収縮性筒状多重ラベル付き容器。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2011−64939(P2011−64939A)
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願番号】特願2009−215407(P2009−215407)
【出願日】平成21年9月17日(2009.9.17)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願日】平成21年9月17日(2009.9.17)
【出願人】(000238005)株式会社フジシールインターナショナル (641)
【Fターム(参考)】
[ Back to top ]