
熱可塑性コーティングされた熱融着式エアバッグ

【課題】エアバックを作成する生産時間およびエアバックを製造するコストを低減する。
【解決手段】エアバックは、少なくとも2つのファブリック層110a、110bと、ファブリック層をお互いに封し、膨張可能な部屋を形成するように、それぞれのファブリック層を接着するように構成された被覆組成物120とを含む。エアバッグを封止するのに縫われた継ぎ目が使用されないように、被覆組成物は加熱される際にエアバッグを封止するように構成される。被覆組成物のファブリック層への接着を助けるために、ファブリック層の表面と被覆と組成物120の間に下塗り材115が施されてもよい。
【解決手段】エアバックは、少なくとも2つのファブリック層110a、110bと、ファブリック層をお互いに封し、膨張可能な部屋を形成するように、それぞれのファブリック層を接着するように構成された被覆組成物120とを含む。エアバッグを封止するのに縫われた継ぎ目が使用されないように、被覆組成物は加熱される際にエアバッグを封止するように構成される。被覆組成物のファブリック層への接着を助けるために、ファブリック層の表面と被覆と組成物120の間に下塗り材115が施されてもよい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱融着されたエアバッグにすることができるエアバッグのファブリックに関
する。より詳しくは、本発明は熱可塑性コーティングされた熱接合可能なエアバッグに関
する。
【背景技術】
【0002】
エアバッグは、車両における安全装置として使用される。従来式のエアバッグは、一般
に、膨張可能なエアバッグのクッションを形成するように、縫われた継ぎ目を採用する。
いくつかの従来式のエアバッグは、また、縫われた継ぎ目と併せて溶接を採用する。しか
しながら、縫われた継ぎ目と溶接との組み合わせは、エアバッグのクッションを作製する
生産時間を増加させるとともに、エアバッグを製造するコストを増加させる。
【発明の開示】
【発明が解決しようとする課題】
【0003】
縫われた継ぎ目と溶接との組み合わせは、エアバッグのクッションを作製する生産時間
を増加させるとともに、エアバッグを製造するコストを増加させる。
【課題を解決するための手段】
【0004】
例示的な実施形態によれば、エアバッグが提供される。エアバッグは、一対の編織され
たファブリックパネル(fabric panel)を含む。それぞれのファブリックパネルの表面は、
押し出された熱可塑性材料によって覆われる。2つの熱可塑性表面は、膨張可能な部屋を
形成するように互いに熱接合される。
【0005】
別の実施形態は、エアバッグのファブリック(fabric)に関する。エアバッグのファブリ
ックは、約37×37未満の密度を有する編織された(woven)ナイロン糸の第1層と、こ
の第1層の上に重なる押し出された熱可塑性材を含む第2層とを備える。
【0006】
さらに別の実施形態は、エアバッグを作製する方法に関する。この方法は、約37×3
7未満の糸密度を有するナイロン糸を含む編織されたファブリックの第1層を用意するス
テップと、この第1層の上へ熱可塑性材料の第2層を押し出すステップとを含む。この方
法はまた、膨張可能な部屋をこれによって形成するために、第2層を別の熱可塑性表面と
熱接合するステップを含む。
【0007】
前述の全般的な記述および以下の詳細な説明の両方は、例示および説明のためのみであ
り、特許請求される本発明を限定するものではないことを理解されたい。
【0008】
本発明のこれらおよび他の特徴、態様および利点は、以下の説明、添付の特許請求の範
囲、および以下に簡単に説明される、図面に示された添付の例示的な実施形態から明らか
になろう。
【発明を実施するための最良の形態】
【0009】
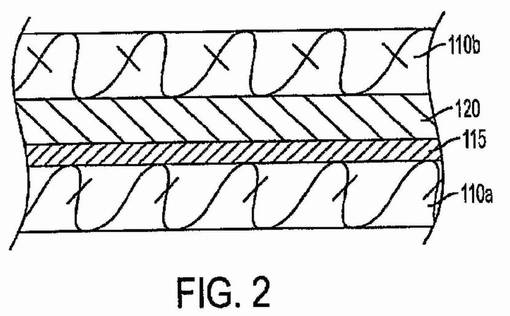
エアバッグおよびエアバッグ・システムの一実施形態が、図1b、2および3に示され
る。エアバッグ100は、図1および3に示すように、少なくとも2つのファブリック層
110a、110bと、ファブリック層110a、110bを互いに封止し、膨張可能な
部屋を形成するように、ファブリック層110a、110bに接着するように構成された
被覆(またはコーティング)組成物120とを含む。
【0010】
ファブリック層110a、110bは、耐久性があり、軽量で、可撓性であることので
きる糸の基質を含むことができる。糸の基質は、編織されたナイロンなどのポリアミド、
または任意の他の適切な材料を含むことができる。たとえば、ファブリック層110a、
110bは、420デニールのナイロンを含む。ファブリック層110a、110bは、
4×4から41×41の範囲の糸の密度を有することができる。代替として、ファブリッ
ク層110a、110bは、18×18から37×37の範囲の密度を有する。さらに、
ファブリック層110a、110bは、約37×37未満の糸の密度を有することができ
るか、または、別の実施形態によれば、密度は約18×18未満である。さらに別の実施
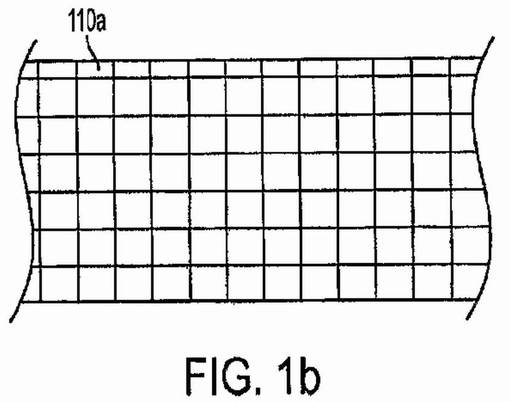
形態では、糸の密度は、約4×4未満である。図1aは、より大きい密度を有する糸の基
質を備えた例示的なファブリック層110cを示す。図1bは、一実施形態による例示的
なファブリック層110aを示す。ファブリック層110aは、図1aの密度より小さい
密度を有する。エアバッグ100は、天然または合成編成の、編織されたファブリックま
たは不織ファブリック(non-woven fabric)のいずれかから形成されることができる。一実
施形態では、ファブリック層110a、110bは、9、18、24、または32ゲージ
の複数バーのラッセル編み機に基づく編目構造のものにすることができる。
【0011】
エアバッグ100は、概ね、任意の適切なデニールを有してよい。一般に、密度がより
大きい(糸と糸との間の間隔がより小さい)と、デニールサイズはより小さくなり、密度
がより小さい(4×4などのように糸と糸との間隔がより大きい)とき、デニールサイズ
はより大きくなる。しかしながら、デニールサイズは適切に変更可能である。たとえば、
ファブリック層110a、110bの糸は、約150から450のデニールを有すること
ができる。一実施形態では、糸は約390のデニールを有することができる。それぞれの
ファブリック層110a、110bのデニールは、同じであるか、または互いに異なって
いてよい。
【0012】
カバー・ファクタ(Cover factor)は、密度を説明する別の方法である。カバー・ファク
タは、1インチごとの経糸の数と経糸のデニールの平方根との積に、1インチごとの緯糸
の数と緯糸のデニールの平方根との積を足すことによって求められる。たとえば、経糸お
よび緯糸の両方が420デニールの糸で、37×37の糸密度を有するファブリック層1
10aでは、カバー・ファクタは1516.5487である。さらなる例では、420デ
ニールの糸で、18×18の糸密度を有するファブリック層110aでは、カバー・ファ
クタは737.780である。さらに、420デニールの糸で、4×4の糸密度を有する
ファブリック層110aでは、カバー・ファクタは163.95である。
【0013】
エアバッグ100は、頭部保護用のカーテン・タイプのエアバッグなどのサイド・エア
バッグあることができる。代替として、エアバッグ100は、運転者用、乗客用、ニー・
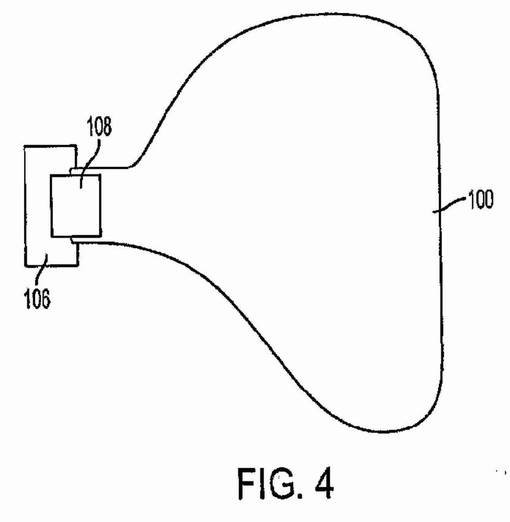
ボルスタ、またはルーフ・タイプのエアバッグにすることができる。エアバッグ100は
、エアバッグ・システムの一部であることができ、インフレータ108によって膨らまさ
れる。インフレータ108は、ヘリウム・アルゴンを含む低温タイプのインフレータであ
ってよい。たとえば、インフレータ108は、2.1から2.5モルの低温ガス式のイン
フレータであってよい。一実施形態では、インフレータ108はT状管式の充填管であっ
てよい。エアバッグ100は、インフレータ108から膨張用の流体を受けるように取り
付けられた1つ、2つ、またはより多くの圧力ポートを有していてよい。代替として、任
意の他の適切なタイプのインフレータ108が使用されてよい。図4に示されるように、
エアバッグ100およびインフレータ108は、ハウジング106に連結可能である。
【0014】
被覆組成物120は、熱可塑性材料を含むことができる。たとえば、被覆組成物120
は、熱可塑性ウレタン(TPU)または熱可塑性オレフィン(TPO)にすることができ
る。被覆組成物120は、TPUまたはTPOの熱可塑性物質に限定されないが、任意の
適切な熱可塑性材料にすることができる。被覆組成物120の熱可塑性ウレタンは、たと
えば、TPUのPE90またはTPUのBASF社の低粘着性(low tack)組成物にするこ
とができる。被覆組成物120の熱可塑性オレフィンは、たとえば、Bassell社の
TPOであってよい。
【0015】
被覆組成物120は、0.2から0.6ミルの範囲の厚さTを有することができる。代
替として、被覆組成物120の厚さTは、0.2から0.5ミルの範囲にある。
【0016】
被覆組成物120は、エアバッグ100の第1のファブリック層110aの上へ、直接
的または間接的に押し出されることができる。被覆組成物120は、被覆組成物120が
エアバッグ100の内側になるように、第1のファブリック層110aと第2のファブリ
ック層110bとの間に配置されることができる。言い換えると、図2に示されるように
、ファブリック層110aの第1側が、被覆組成物120でコーティングされる。次に、
第1層110aの上に第2のファブリック層110bを配置することによって、エアバッ
グ100が、膨張可能なクッションを形成することができる。次に、エアバッグ100が
熱融着され、被覆組成物120が、金型からなどの熱を加える位置において、エアバッグ
を封止するビードを形成する。エアバッグ100を封止するのに、縫われた継ぎ目は必要
ない。一実施形態では、図2に示されるように、第1のファブリック層110aの第1側
のみが、施された被覆組成物を有する。別の実施形態では、それぞれのファブリック層1
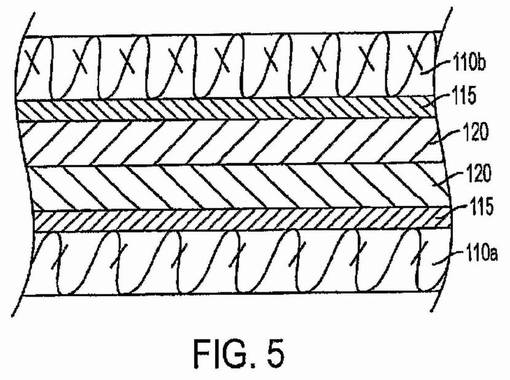
10aおよび110bが、それに施された被覆組成物120を有する。図5に示される実
施形態では、エアバッグ100は、それに施される被覆組成物120を有する第1の層1
10aと、それに施される被覆組成物120を有する第2の層110bとを有し、被覆組
成物120がエアバッグ100の内側になるように、コーティングされた側がともに配置
される。
【0017】
一実施形態によれば、押し出し工程は、被覆組成物120をペレットの形状で用意する
ことを含む。ペレット(被覆組成物120)は、加熱され、被覆機のオリフィスに運ばれ
る。ファブリック層120は被覆機を介して進み、被覆組成物120がファブリック層1
10の上に付着される。
【0018】
代替として、被覆組成物120は、あらかじめ作製され、ファブリック層110の上へ
重ねられることができる。
【0019】
一実施形態によれば、被覆組成物120は、下塗り材をまず用いることなく、ファブリ
ック層110に直接施すことができる。被覆組成物120は、1つまたは複数の層でファ
ブリック層110に施されてもよい。被覆組成物は、ファブリック層110の両面に施す
ことができるか、または、図2に示すように、ファブリック層の一方のみに施すことがで
きる。
【0020】
被覆組成物120は、図3に示されるように、ファブリック層110aの第1側の全体
に施される。当然ながら、両方のファブリック層110aが、被覆組成物120でコーテ
ィング可能である。エアバッグ100を封止するビードまたは継ぎ目が、加熱された金型
が当てられるところに形成される。膨張可能なエアバッグ100の外周部の形状を形成す
るために、継ぎ目124がファブリック層110aの上に形成される。概ね、継ぎ目12
4は、ファブリック層110aの周囲に沿って続く。エアバッグ100は、ファブリック
層110aの内側部分に沿って形成可能である追加の継ぎ目126を含むことができる。
【0021】
内側の継ぎ目126は、エアバッグ100内に追加の部屋を作るか、または、エアバッ
グ100の全体形状を形成するのを助けるように形成されることができる。内側の継ぎ目
126は、外周部の継ぎ目124として同じやり方で形成される。内側の継ぎ目126は
、円形の継ぎ目126aにすることができる。円形の継ぎ目126aは、円の内側部分の
被覆組成物で完全に封止されることができるか、または充填されることができる。代替と
して、円形の継ぎ目126aは、円の内側部分の一部のみが封止されるか、または円の輪
郭のみが封止されることができる。
【0022】
別の実施形態では、エアバッグ100の垂直方向の分離に抵抗するように、つなぎ目(t
ether)(図示せず)が、円形の継ぎ目126aに対して縫われることができる。たとえば
、つなぎ目の第1端部は、第1のファブリック層110の上で、第1の円形の継ぎ目12
6aに付着可能である。つなぎ目の第2端部は、第2のファブリック層110の上で、第
2の反対側の円形の継ぎ目126aに付着可能である。
【0023】
内側の継ぎ目126は、分割された部分で形成されることができる。内側の継ぎ目は、
「開き」始めるか、または裂けて離れ始めることがある。一旦内側の継ぎ目が裂け始める
と、継ぎ目が離れ続け、エアバッグが膨張して分離し続ける。したがって、一実施形態に
よれば、内側の継ぎ目126は、図3に示されるように、別々の不連続の部分によって形
成されることができる。内側の継ぎ目126は、継ぎ目126における連続的な裂けを防
ぐために、隙間を有する。分割された継ぎ目は、内側の継ぎ目126、インフレータ開口
部112の近くの継ぎ目、または任意の他の継ぎ目に使用可能である。
【0024】
別の実施形態によれば、被覆組成物120は、下塗り材115を施した後に、ファブリ
ック層110aに施されることができる。一実施形態では、第1のファブリック層110
aは、そのファブリック層に施される下塗り材115と、下塗り材115の上へ施される
被覆組成物120とを有することができる。次に、熱融着されたときに、ファブリック層
110a、110bが膨張可能な部屋を形成するように、第2のファブリック層110b
が(図2示されるような)被覆組成物120に付着されることができる。代替として、下
塗り材115は第1および第2のファブリック層110a、110bの両方に施されてよ
いか、または、下塗り材115は全く使用されなくてよい。
【0025】
下塗り材115は、ファブリック層110aに施されることができる。一実施形態では
、下塗り材115を受けるファブリック層110aを用意するために、ファブリック層1
10aは、下塗りの前にスカーリングされることができる。別の実施形態では、被覆組成
物120へのファブリック層110aの接着を促進するために、アジリジンまたはシラン
のような接着促進剤が、ウレタン下塗り材などの下塗り材115に加えられることができ
る
【0026】
下塗り材115は、任意の適切な下塗り材であってよい。たとえば、被覆組成物120
が熱可塑性ウレタンを含む場合、下塗り材115はウレタン下塗り材を含むことができる
。代替として、被覆組成物120が熱可塑性オレフィンを含む場合、下塗り材115は、
オレフィン下塗り材を含むことができる。
【0027】
図6に見られるような別の実施形態によると、エアバッグ100が折りたたまれるとき
、または展開するときに、エアバッグ層110a、110bが互いに閉塞したり、または
自己粘着したりするのを防ぐように構成された抗粘着性コーティング130がある。抗粘
着性コーティング130は、ポリエーテルまたはポリエステル・ポリウレタン、あるいは
任意の他の適切な組成物を含むことができる。代替として、抗粘着性コーティング130
は、押し出し工程に組み込まれてもよく、その場合、抗粘着材130は、被覆組成物13
0とともにファブリック層110a、110bの上へ同時押出される。
【0028】
被覆組成物120(および可能性として下塗り材115および抗粘着性コーティング1
30)が施された後、被覆組成物120が中央(エアバッグ100の内側)になるように
、第2のファブリック層110bが第1のファブリック層110aの上に置かれ、層11
0a、110bが、エアバッグ100を熱融着するように金型によってプレス加工される
。金型は、たとえばMeyer社のプレス機に取り付け可能である。
【0029】
被覆組成物120が2つのファブリック層110a、110bの間に封止部(継ぎ目1
24、126)を形成するように、金型が特定の温度まで加熱される。たとえば、金型は
、特定の被覆組成物120に依存して、80°〜125°Cまで加熱されることができる
。
【0030】
金型は加熱された圧盤に固定され、一方、ファブリック層110a、110bの下側(
第2の層110bが第1の層110aの上にあるとき)は、固定式の圧盤で支えられる。
ファブリック層110a、110bが不適切に(すなわち、金型がファブリック層110
a、110bに触れないところで)互いに粘着する傾向を少なくするために、この固定式
の圧盤は加熱されない。金型の第1サイクルは、加熱される。同じステーションにおける
第2サイクルは、余分なファブリックを切り払うためにある。代替として、第1および第
2サイクルは、別々のステーションで行われてよい。
【0031】
一実施形態によれば、ファブリック層110a、110bへ下塗り材115を施す前に
、熱染色性の染料が、下塗り材115に加えられることができる。熱染色性の染料は、温
度に依存して色を変える。熱染色性の染料は、適正な目標接合温度が均一に達成されたこ
とを確認にするために、下塗り材115に加えられることができる。こうすることで、熱
融着されたエアバッグ100の目視検査が可能になる。
【0032】
被覆組成物120を施した後、エアバッグ100に噛み込み(ニッピング(nipping)
)が施される。ファブリック層110の上に掛けられる噛み込み圧力が、ファブリック層
110に被覆組成物を接着するのを助ける。別の実施形態によれば、ファブリック層11
0に施した後の被覆組成物120の温度を下げるために、冷却ドラムがまた、使用可能で
ある。
【0033】
ポストエンボシング(post embossing)またはポスト押し出し加工は、追加量の熱および
/または圧力を掛けることによって、被覆組成物120を有するファブリック層110な
どの材料が、外観および/または物理的特性のいずれかを、それによって変えられる工程
である。
【0034】
ファブリック層110a、110bの上へ押し出しコーティングされた被覆組成物12
0の表面は、ファブリック層110a、110bの外面または被覆組成物120に仕上げ
を型押し(embossing)することによって、特定の外観へと変えられることができる。この
工程の第1部分は、赤外線オーブンを含む。オーブンは、型押しローラの噛み込み動作の
直前の所定位置にある。熱が、ファブリック層110a、110bの表面に掛けられて表
面を柔らかくし始め、それによって、ファブリックの表面が、型押しローラ上に含まれる
「仕上げ」または模様を容易に受け入れる。型押しステーションは、互いに噛み込みまた
は圧搾される、少なくとも2つのローラを含む。一方のローラは、概ね、噛み込み動作ま
たは圧力を単に生じるための所定位置にあるゴムローラである。他方の(型押し)ローラ
は、被覆組成物120またはファブリック層110a、110bの表面に表面仕上げをも
たらすスチールローラである。
【0035】
スチールローラによって、表面は、特定の仕上げを有するように製造される。この仕上
げは、たとえばレザーグラムまたは一片のファブリックなどのような特定の図案を模そう
とする、彫刻された模様であってよい。代替として、仕上げは特定の模様を全く有さなく
てもよいが、その代わりに、紙やすり状の外観または無定形の仕上げをもたらす単純なサ
ンドブラスト仕上げを有する。または、仕上げは、非常に平坦で滑らかな表面を生じるよ
うに、クロム様に滑らかになっていてもよい。したがって、型押しローラの表面に基づい
て、様々な表面が薄膜に与えられることができる。任意の適切な仕上げが、使用されてよ
い。
【0036】
型押しローラの表面仕上げは、製品に純粋に美的な特性を加えることができるが、浮彫
り仕上げは、また、他の技術的特性を加えるように選択可能である。たとえば、型押しロ
ーラの粗さは、エアバッグ100の摩擦係数が制御されるように、または、エアバッグ1
00の反射/光沢が制御されるように選択可能である。
【0037】
物理的特性の改良は、ポストエンボシングの工程を介して高められることができる。工
程は、赤外線オーブンから始まる。赤外線オーブンは、ファブリック層110および被覆
組成物120の表面を加熱する、赤外線波長のエネルギーを放出するが、オーブンが赤外
線利用であるため、オーブンはまた、効率的に被覆組成物120の内部に透過して、その
内部を加熱する能力を有する。これは、加熱が外面からのみ起こる、ガス再循環式オーブ
ンでファブリックを熱的に加熱するのとは対照的である。
【0038】
赤外線オーブンの制御システムは、被覆組成物120およびファブリック層110a、
110bの温度を正確に測定するのに十分正確であり、制御ループによって、設定点の温
度を維持するためのヒータへのエネルギー出力の量を自動的に制御する。
【0039】
ポストエンボシングのステーションにおける加熱と圧力の組み合わさった作用を介して
、ファブリック層110a、110bおよび被覆組成物120のさらなる焼きなましが起
こることができる。焼きなましは、被覆組成物120と、下塗り材115(有する場合)
と、ファブリック層110との間の接合強度をさらに改善することができる。
【0040】
一実施形態によれば、熱可塑性の被覆組成物120および熱融着によって形成されたエ
アバッグ100は、70から100kPaの圧力に耐えるように構成される。別の実施形
態では、エアバッグ100は、75から100kPaの圧力に耐えることができる。別の
実施形態では、エアバッグ100は、80から100kPaの圧力に耐えることができる
。別の実施形態では、エアバッグ100は、90から100kPaの圧力に耐えることが
できる。
【0041】
エアバッグ100は、また、少なくとも70kPaの圧力に10から25秒間の範囲、
耐えるように構成されることができる。別の実施形態では、エアバッグ100は、少なく
とも70kPaの圧力に13から25秒間の範囲、耐えることができる。別の実施形態で
は、エアバッグ100は、少なくとも70kPaの圧力に17から25秒間の範囲、耐え
ることができる。別の実施形態では、エアバッグ100は、100kPaの圧力に最短1
0秒間耐えることができる。
【0042】
一実施形態では、エアバッグ100は、70ポンド以上の分離値(breakaway
value)を有するように構成される。分離値は、被覆組成物120からファブリッ
ク層110a、110b(および下塗り材115)までによってなされる継ぎ目124に
よって形成される接合の強度の測定値である。別の実施形態では、エアバッグ100は、
75ポンド以上の分離値を有するように構成される。さらに別の実施形態では、分離値は
、80ポンドから150ポンドの範囲である。
【0043】
一実施形態によれば、エアバッグ100を形成するサイクル時間は、4秒から60秒の
範囲である。別の実施形態によれば、サイクル時間は、4秒から12秒の範囲である。さ
らに別の実施形態では、サイクル時間は、12〜50秒の範囲である。
【0044】
一実施形態によれば、エアバッグ100は、第1のファブリック層110aの上に、被
覆組成物120を施すステップと、第2のファブリック層110bを加えるステップと、
ファブリック層110a、110bを圧縮するステップと、オーブンおよび周囲の空気を
介してエアバッグ100を硬化するステップとによって形成される。エアバッグ100は
、連続コンベヤ式オーブンまたはバッチ式オーブンを介して、約55C(25%のRHな
どの50%未満の相対湿度(RH))で、15〜20分間、移動されることができる。次
に、エアバッグ100はオーブンから取り出され、約60分から75分間、常温硬化され
る。次に、エアバッグ100は、縫われるか、そうでなければ使用されてよい。
【0045】
別の実施形態では、エアバッグを作製する方法は、約37×37未満の糸密度を有する
ナイロン糸を含む、織られたまたは編まれたファブリックの第1層を用意するステップと
、複合物を形成するために、第1層の上へ熱可塑性材料の第2層を押し出すステップとを
含む。本方法は、膨張可能な部屋をそれによって形成するために、2つの層の複合物を、
別の熱可塑性表面と熱接合するステップをさらに含む。
【0046】
一実施形態によれば、エアバッグ100を封止するのに、シーラントまたは材料の追加
の層は必要ない。
【0047】
本発明の開示を与えられれば、本発明の範囲および精神の範囲内に他の実施形態および
修正例があり得ることを、当業者は理解するであろう。したがって、本発明の範囲および
精神の範囲内において本開示から当業者が達成可能である全ての修正例が、本発明のさら
なる実施形態として含まれるものである。本発明の範囲は、特許請求の範囲に述べられる
ように定義されるものである。
【図面の簡単な説明】
【0048】
【図1a】本発明の一実施形態によるエアバッグのファブリック層の上面図である。
【図1b】一実施形態によるエアバッグのファブリック層の上面図である。
【図2】図1bのエアバッグの断面図である。
【図3】図1bのエアバッグのファブリック層の上面図である。
【図4】膨張された状態の図1bのエアバッグの上面図である。
【図5】別の実施形態によるエアバッグのファブリックの断面図である。
【図6】別の実施形態によるエアバッグのファブリックの断面図である。
【符号の説明】
【0049】
100 エアバッグ
106 ハウジング
108 インフレータ
110 ファブリック層
110a ファブリック層
110b ファブリック層
112 インフレータ開口部
115 下塗り材
120 被覆組成物
124 継ぎ目
126 継ぎ目
126a 円形の継ぎ目
130 抗粘着性コーティング
【技術分野】
【0001】
本発明は、熱融着されたエアバッグにすることができるエアバッグのファブリックに関
する。より詳しくは、本発明は熱可塑性コーティングされた熱接合可能なエアバッグに関
する。
【背景技術】
【0002】
エアバッグは、車両における安全装置として使用される。従来式のエアバッグは、一般
に、膨張可能なエアバッグのクッションを形成するように、縫われた継ぎ目を採用する。
いくつかの従来式のエアバッグは、また、縫われた継ぎ目と併せて溶接を採用する。しか
しながら、縫われた継ぎ目と溶接との組み合わせは、エアバッグのクッションを作製する
生産時間を増加させるとともに、エアバッグを製造するコストを増加させる。
【発明の開示】
【発明が解決しようとする課題】
【0003】
縫われた継ぎ目と溶接との組み合わせは、エアバッグのクッションを作製する生産時間
を増加させるとともに、エアバッグを製造するコストを増加させる。
【課題を解決するための手段】
【0004】
例示的な実施形態によれば、エアバッグが提供される。エアバッグは、一対の編織され
たファブリックパネル(fabric panel)を含む。それぞれのファブリックパネルの表面は、
押し出された熱可塑性材料によって覆われる。2つの熱可塑性表面は、膨張可能な部屋を
形成するように互いに熱接合される。
【0005】
別の実施形態は、エアバッグのファブリック(fabric)に関する。エアバッグのファブリ
ックは、約37×37未満の密度を有する編織された(woven)ナイロン糸の第1層と、こ
の第1層の上に重なる押し出された熱可塑性材を含む第2層とを備える。
【0006】
さらに別の実施形態は、エアバッグを作製する方法に関する。この方法は、約37×3
7未満の糸密度を有するナイロン糸を含む編織されたファブリックの第1層を用意するス
テップと、この第1層の上へ熱可塑性材料の第2層を押し出すステップとを含む。この方
法はまた、膨張可能な部屋をこれによって形成するために、第2層を別の熱可塑性表面と
熱接合するステップを含む。
【0007】
前述の全般的な記述および以下の詳細な説明の両方は、例示および説明のためのみであ
り、特許請求される本発明を限定するものではないことを理解されたい。
【0008】
本発明のこれらおよび他の特徴、態様および利点は、以下の説明、添付の特許請求の範
囲、および以下に簡単に説明される、図面に示された添付の例示的な実施形態から明らか
になろう。
【発明を実施するための最良の形態】
【0009】
エアバッグおよびエアバッグ・システムの一実施形態が、図1b、2および3に示され
る。エアバッグ100は、図1および3に示すように、少なくとも2つのファブリック層
110a、110bと、ファブリック層110a、110bを互いに封止し、膨張可能な
部屋を形成するように、ファブリック層110a、110bに接着するように構成された
被覆(またはコーティング)組成物120とを含む。
【0010】
ファブリック層110a、110bは、耐久性があり、軽量で、可撓性であることので
きる糸の基質を含むことができる。糸の基質は、編織されたナイロンなどのポリアミド、
または任意の他の適切な材料を含むことができる。たとえば、ファブリック層110a、
110bは、420デニールのナイロンを含む。ファブリック層110a、110bは、
4×4から41×41の範囲の糸の密度を有することができる。代替として、ファブリッ
ク層110a、110bは、18×18から37×37の範囲の密度を有する。さらに、
ファブリック層110a、110bは、約37×37未満の糸の密度を有することができ
るか、または、別の実施形態によれば、密度は約18×18未満である。さらに別の実施
形態では、糸の密度は、約4×4未満である。図1aは、より大きい密度を有する糸の基
質を備えた例示的なファブリック層110cを示す。図1bは、一実施形態による例示的
なファブリック層110aを示す。ファブリック層110aは、図1aの密度より小さい
密度を有する。エアバッグ100は、天然または合成編成の、編織されたファブリックま
たは不織ファブリック(non-woven fabric)のいずれかから形成されることができる。一実
施形態では、ファブリック層110a、110bは、9、18、24、または32ゲージ
の複数バーのラッセル編み機に基づく編目構造のものにすることができる。
【0011】
エアバッグ100は、概ね、任意の適切なデニールを有してよい。一般に、密度がより
大きい(糸と糸との間の間隔がより小さい)と、デニールサイズはより小さくなり、密度
がより小さい(4×4などのように糸と糸との間隔がより大きい)とき、デニールサイズ
はより大きくなる。しかしながら、デニールサイズは適切に変更可能である。たとえば、
ファブリック層110a、110bの糸は、約150から450のデニールを有すること
ができる。一実施形態では、糸は約390のデニールを有することができる。それぞれの
ファブリック層110a、110bのデニールは、同じであるか、または互いに異なって
いてよい。
【0012】
カバー・ファクタ(Cover factor)は、密度を説明する別の方法である。カバー・ファク
タは、1インチごとの経糸の数と経糸のデニールの平方根との積に、1インチごとの緯糸
の数と緯糸のデニールの平方根との積を足すことによって求められる。たとえば、経糸お
よび緯糸の両方が420デニールの糸で、37×37の糸密度を有するファブリック層1
10aでは、カバー・ファクタは1516.5487である。さらなる例では、420デ
ニールの糸で、18×18の糸密度を有するファブリック層110aでは、カバー・ファ
クタは737.780である。さらに、420デニールの糸で、4×4の糸密度を有する
ファブリック層110aでは、カバー・ファクタは163.95である。
【0013】
エアバッグ100は、頭部保護用のカーテン・タイプのエアバッグなどのサイド・エア
バッグあることができる。代替として、エアバッグ100は、運転者用、乗客用、ニー・
ボルスタ、またはルーフ・タイプのエアバッグにすることができる。エアバッグ100は
、エアバッグ・システムの一部であることができ、インフレータ108によって膨らまさ
れる。インフレータ108は、ヘリウム・アルゴンを含む低温タイプのインフレータであ
ってよい。たとえば、インフレータ108は、2.1から2.5モルの低温ガス式のイン
フレータであってよい。一実施形態では、インフレータ108はT状管式の充填管であっ
てよい。エアバッグ100は、インフレータ108から膨張用の流体を受けるように取り
付けられた1つ、2つ、またはより多くの圧力ポートを有していてよい。代替として、任
意の他の適切なタイプのインフレータ108が使用されてよい。図4に示されるように、
エアバッグ100およびインフレータ108は、ハウジング106に連結可能である。
【0014】
被覆組成物120は、熱可塑性材料を含むことができる。たとえば、被覆組成物120
は、熱可塑性ウレタン(TPU)または熱可塑性オレフィン(TPO)にすることができ
る。被覆組成物120は、TPUまたはTPOの熱可塑性物質に限定されないが、任意の
適切な熱可塑性材料にすることができる。被覆組成物120の熱可塑性ウレタンは、たと
えば、TPUのPE90またはTPUのBASF社の低粘着性(low tack)組成物にするこ
とができる。被覆組成物120の熱可塑性オレフィンは、たとえば、Bassell社の
TPOであってよい。
【0015】
被覆組成物120は、0.2から0.6ミルの範囲の厚さTを有することができる。代
替として、被覆組成物120の厚さTは、0.2から0.5ミルの範囲にある。
【0016】
被覆組成物120は、エアバッグ100の第1のファブリック層110aの上へ、直接
的または間接的に押し出されることができる。被覆組成物120は、被覆組成物120が
エアバッグ100の内側になるように、第1のファブリック層110aと第2のファブリ
ック層110bとの間に配置されることができる。言い換えると、図2に示されるように
、ファブリック層110aの第1側が、被覆組成物120でコーティングされる。次に、
第1層110aの上に第2のファブリック層110bを配置することによって、エアバッ
グ100が、膨張可能なクッションを形成することができる。次に、エアバッグ100が
熱融着され、被覆組成物120が、金型からなどの熱を加える位置において、エアバッグ
を封止するビードを形成する。エアバッグ100を封止するのに、縫われた継ぎ目は必要
ない。一実施形態では、図2に示されるように、第1のファブリック層110aの第1側
のみが、施された被覆組成物を有する。別の実施形態では、それぞれのファブリック層1
10aおよび110bが、それに施された被覆組成物120を有する。図5に示される実
施形態では、エアバッグ100は、それに施される被覆組成物120を有する第1の層1
10aと、それに施される被覆組成物120を有する第2の層110bとを有し、被覆組
成物120がエアバッグ100の内側になるように、コーティングされた側がともに配置
される。
【0017】
一実施形態によれば、押し出し工程は、被覆組成物120をペレットの形状で用意する
ことを含む。ペレット(被覆組成物120)は、加熱され、被覆機のオリフィスに運ばれ
る。ファブリック層120は被覆機を介して進み、被覆組成物120がファブリック層1
10の上に付着される。
【0018】
代替として、被覆組成物120は、あらかじめ作製され、ファブリック層110の上へ
重ねられることができる。
【0019】
一実施形態によれば、被覆組成物120は、下塗り材をまず用いることなく、ファブリ
ック層110に直接施すことができる。被覆組成物120は、1つまたは複数の層でファ
ブリック層110に施されてもよい。被覆組成物は、ファブリック層110の両面に施す
ことができるか、または、図2に示すように、ファブリック層の一方のみに施すことがで
きる。
【0020】
被覆組成物120は、図3に示されるように、ファブリック層110aの第1側の全体
に施される。当然ながら、両方のファブリック層110aが、被覆組成物120でコーテ
ィング可能である。エアバッグ100を封止するビードまたは継ぎ目が、加熱された金型
が当てられるところに形成される。膨張可能なエアバッグ100の外周部の形状を形成す
るために、継ぎ目124がファブリック層110aの上に形成される。概ね、継ぎ目12
4は、ファブリック層110aの周囲に沿って続く。エアバッグ100は、ファブリック
層110aの内側部分に沿って形成可能である追加の継ぎ目126を含むことができる。
【0021】
内側の継ぎ目126は、エアバッグ100内に追加の部屋を作るか、または、エアバッ
グ100の全体形状を形成するのを助けるように形成されることができる。内側の継ぎ目
126は、外周部の継ぎ目124として同じやり方で形成される。内側の継ぎ目126は
、円形の継ぎ目126aにすることができる。円形の継ぎ目126aは、円の内側部分の
被覆組成物で完全に封止されることができるか、または充填されることができる。代替と
して、円形の継ぎ目126aは、円の内側部分の一部のみが封止されるか、または円の輪
郭のみが封止されることができる。
【0022】
別の実施形態では、エアバッグ100の垂直方向の分離に抵抗するように、つなぎ目(t
ether)(図示せず)が、円形の継ぎ目126aに対して縫われることができる。たとえば
、つなぎ目の第1端部は、第1のファブリック層110の上で、第1の円形の継ぎ目12
6aに付着可能である。つなぎ目の第2端部は、第2のファブリック層110の上で、第
2の反対側の円形の継ぎ目126aに付着可能である。
【0023】
内側の継ぎ目126は、分割された部分で形成されることができる。内側の継ぎ目は、
「開き」始めるか、または裂けて離れ始めることがある。一旦内側の継ぎ目が裂け始める
と、継ぎ目が離れ続け、エアバッグが膨張して分離し続ける。したがって、一実施形態に
よれば、内側の継ぎ目126は、図3に示されるように、別々の不連続の部分によって形
成されることができる。内側の継ぎ目126は、継ぎ目126における連続的な裂けを防
ぐために、隙間を有する。分割された継ぎ目は、内側の継ぎ目126、インフレータ開口
部112の近くの継ぎ目、または任意の他の継ぎ目に使用可能である。
【0024】
別の実施形態によれば、被覆組成物120は、下塗り材115を施した後に、ファブリ
ック層110aに施されることができる。一実施形態では、第1のファブリック層110
aは、そのファブリック層に施される下塗り材115と、下塗り材115の上へ施される
被覆組成物120とを有することができる。次に、熱融着されたときに、ファブリック層
110a、110bが膨張可能な部屋を形成するように、第2のファブリック層110b
が(図2示されるような)被覆組成物120に付着されることができる。代替として、下
塗り材115は第1および第2のファブリック層110a、110bの両方に施されてよ
いか、または、下塗り材115は全く使用されなくてよい。
【0025】
下塗り材115は、ファブリック層110aに施されることができる。一実施形態では
、下塗り材115を受けるファブリック層110aを用意するために、ファブリック層1
10aは、下塗りの前にスカーリングされることができる。別の実施形態では、被覆組成
物120へのファブリック層110aの接着を促進するために、アジリジンまたはシラン
のような接着促進剤が、ウレタン下塗り材などの下塗り材115に加えられることができ
る
【0026】
下塗り材115は、任意の適切な下塗り材であってよい。たとえば、被覆組成物120
が熱可塑性ウレタンを含む場合、下塗り材115はウレタン下塗り材を含むことができる
。代替として、被覆組成物120が熱可塑性オレフィンを含む場合、下塗り材115は、
オレフィン下塗り材を含むことができる。
【0027】
図6に見られるような別の実施形態によると、エアバッグ100が折りたたまれるとき
、または展開するときに、エアバッグ層110a、110bが互いに閉塞したり、または
自己粘着したりするのを防ぐように構成された抗粘着性コーティング130がある。抗粘
着性コーティング130は、ポリエーテルまたはポリエステル・ポリウレタン、あるいは
任意の他の適切な組成物を含むことができる。代替として、抗粘着性コーティング130
は、押し出し工程に組み込まれてもよく、その場合、抗粘着材130は、被覆組成物13
0とともにファブリック層110a、110bの上へ同時押出される。
【0028】
被覆組成物120(および可能性として下塗り材115および抗粘着性コーティング1
30)が施された後、被覆組成物120が中央(エアバッグ100の内側)になるように
、第2のファブリック層110bが第1のファブリック層110aの上に置かれ、層11
0a、110bが、エアバッグ100を熱融着するように金型によってプレス加工される
。金型は、たとえばMeyer社のプレス機に取り付け可能である。
【0029】
被覆組成物120が2つのファブリック層110a、110bの間に封止部(継ぎ目1
24、126)を形成するように、金型が特定の温度まで加熱される。たとえば、金型は
、特定の被覆組成物120に依存して、80°〜125°Cまで加熱されることができる
。
【0030】
金型は加熱された圧盤に固定され、一方、ファブリック層110a、110bの下側(
第2の層110bが第1の層110aの上にあるとき)は、固定式の圧盤で支えられる。
ファブリック層110a、110bが不適切に(すなわち、金型がファブリック層110
a、110bに触れないところで)互いに粘着する傾向を少なくするために、この固定式
の圧盤は加熱されない。金型の第1サイクルは、加熱される。同じステーションにおける
第2サイクルは、余分なファブリックを切り払うためにある。代替として、第1および第
2サイクルは、別々のステーションで行われてよい。
【0031】
一実施形態によれば、ファブリック層110a、110bへ下塗り材115を施す前に
、熱染色性の染料が、下塗り材115に加えられることができる。熱染色性の染料は、温
度に依存して色を変える。熱染色性の染料は、適正な目標接合温度が均一に達成されたこ
とを確認にするために、下塗り材115に加えられることができる。こうすることで、熱
融着されたエアバッグ100の目視検査が可能になる。
【0032】
被覆組成物120を施した後、エアバッグ100に噛み込み(ニッピング(nipping)
)が施される。ファブリック層110の上に掛けられる噛み込み圧力が、ファブリック層
110に被覆組成物を接着するのを助ける。別の実施形態によれば、ファブリック層11
0に施した後の被覆組成物120の温度を下げるために、冷却ドラムがまた、使用可能で
ある。
【0033】
ポストエンボシング(post embossing)またはポスト押し出し加工は、追加量の熱および
/または圧力を掛けることによって、被覆組成物120を有するファブリック層110な
どの材料が、外観および/または物理的特性のいずれかを、それによって変えられる工程
である。
【0034】
ファブリック層110a、110bの上へ押し出しコーティングされた被覆組成物12
0の表面は、ファブリック層110a、110bの外面または被覆組成物120に仕上げ
を型押し(embossing)することによって、特定の外観へと変えられることができる。この
工程の第1部分は、赤外線オーブンを含む。オーブンは、型押しローラの噛み込み動作の
直前の所定位置にある。熱が、ファブリック層110a、110bの表面に掛けられて表
面を柔らかくし始め、それによって、ファブリックの表面が、型押しローラ上に含まれる
「仕上げ」または模様を容易に受け入れる。型押しステーションは、互いに噛み込みまた
は圧搾される、少なくとも2つのローラを含む。一方のローラは、概ね、噛み込み動作ま
たは圧力を単に生じるための所定位置にあるゴムローラである。他方の(型押し)ローラ
は、被覆組成物120またはファブリック層110a、110bの表面に表面仕上げをも
たらすスチールローラである。
【0035】
スチールローラによって、表面は、特定の仕上げを有するように製造される。この仕上
げは、たとえばレザーグラムまたは一片のファブリックなどのような特定の図案を模そう
とする、彫刻された模様であってよい。代替として、仕上げは特定の模様を全く有さなく
てもよいが、その代わりに、紙やすり状の外観または無定形の仕上げをもたらす単純なサ
ンドブラスト仕上げを有する。または、仕上げは、非常に平坦で滑らかな表面を生じるよ
うに、クロム様に滑らかになっていてもよい。したがって、型押しローラの表面に基づい
て、様々な表面が薄膜に与えられることができる。任意の適切な仕上げが、使用されてよ
い。
【0036】
型押しローラの表面仕上げは、製品に純粋に美的な特性を加えることができるが、浮彫
り仕上げは、また、他の技術的特性を加えるように選択可能である。たとえば、型押しロ
ーラの粗さは、エアバッグ100の摩擦係数が制御されるように、または、エアバッグ1
00の反射/光沢が制御されるように選択可能である。
【0037】
物理的特性の改良は、ポストエンボシングの工程を介して高められることができる。工
程は、赤外線オーブンから始まる。赤外線オーブンは、ファブリック層110および被覆
組成物120の表面を加熱する、赤外線波長のエネルギーを放出するが、オーブンが赤外
線利用であるため、オーブンはまた、効率的に被覆組成物120の内部に透過して、その
内部を加熱する能力を有する。これは、加熱が外面からのみ起こる、ガス再循環式オーブ
ンでファブリックを熱的に加熱するのとは対照的である。
【0038】
赤外線オーブンの制御システムは、被覆組成物120およびファブリック層110a、
110bの温度を正確に測定するのに十分正確であり、制御ループによって、設定点の温
度を維持するためのヒータへのエネルギー出力の量を自動的に制御する。
【0039】
ポストエンボシングのステーションにおける加熱と圧力の組み合わさった作用を介して
、ファブリック層110a、110bおよび被覆組成物120のさらなる焼きなましが起
こることができる。焼きなましは、被覆組成物120と、下塗り材115(有する場合)
と、ファブリック層110との間の接合強度をさらに改善することができる。
【0040】
一実施形態によれば、熱可塑性の被覆組成物120および熱融着によって形成されたエ
アバッグ100は、70から100kPaの圧力に耐えるように構成される。別の実施形
態では、エアバッグ100は、75から100kPaの圧力に耐えることができる。別の
実施形態では、エアバッグ100は、80から100kPaの圧力に耐えることができる
。別の実施形態では、エアバッグ100は、90から100kPaの圧力に耐えることが
できる。
【0041】
エアバッグ100は、また、少なくとも70kPaの圧力に10から25秒間の範囲、
耐えるように構成されることができる。別の実施形態では、エアバッグ100は、少なく
とも70kPaの圧力に13から25秒間の範囲、耐えることができる。別の実施形態で
は、エアバッグ100は、少なくとも70kPaの圧力に17から25秒間の範囲、耐え
ることができる。別の実施形態では、エアバッグ100は、100kPaの圧力に最短1
0秒間耐えることができる。
【0042】
一実施形態では、エアバッグ100は、70ポンド以上の分離値(breakaway
value)を有するように構成される。分離値は、被覆組成物120からファブリッ
ク層110a、110b(および下塗り材115)までによってなされる継ぎ目124に
よって形成される接合の強度の測定値である。別の実施形態では、エアバッグ100は、
75ポンド以上の分離値を有するように構成される。さらに別の実施形態では、分離値は
、80ポンドから150ポンドの範囲である。
【0043】
一実施形態によれば、エアバッグ100を形成するサイクル時間は、4秒から60秒の
範囲である。別の実施形態によれば、サイクル時間は、4秒から12秒の範囲である。さ
らに別の実施形態では、サイクル時間は、12〜50秒の範囲である。
【0044】
一実施形態によれば、エアバッグ100は、第1のファブリック層110aの上に、被
覆組成物120を施すステップと、第2のファブリック層110bを加えるステップと、
ファブリック層110a、110bを圧縮するステップと、オーブンおよび周囲の空気を
介してエアバッグ100を硬化するステップとによって形成される。エアバッグ100は
、連続コンベヤ式オーブンまたはバッチ式オーブンを介して、約55C(25%のRHな
どの50%未満の相対湿度(RH))で、15〜20分間、移動されることができる。次
に、エアバッグ100はオーブンから取り出され、約60分から75分間、常温硬化され
る。次に、エアバッグ100は、縫われるか、そうでなければ使用されてよい。
【0045】
別の実施形態では、エアバッグを作製する方法は、約37×37未満の糸密度を有する
ナイロン糸を含む、織られたまたは編まれたファブリックの第1層を用意するステップと
、複合物を形成するために、第1層の上へ熱可塑性材料の第2層を押し出すステップとを
含む。本方法は、膨張可能な部屋をそれによって形成するために、2つの層の複合物を、
別の熱可塑性表面と熱接合するステップをさらに含む。
【0046】
一実施形態によれば、エアバッグ100を封止するのに、シーラントまたは材料の追加
の層は必要ない。
【0047】
本発明の開示を与えられれば、本発明の範囲および精神の範囲内に他の実施形態および
修正例があり得ることを、当業者は理解するであろう。したがって、本発明の範囲および
精神の範囲内において本開示から当業者が達成可能である全ての修正例が、本発明のさら
なる実施形態として含まれるものである。本発明の範囲は、特許請求の範囲に述べられる
ように定義されるものである。
【図面の簡単な説明】
【0048】
【図1a】本発明の一実施形態によるエアバッグのファブリック層の上面図である。
【図1b】一実施形態によるエアバッグのファブリック層の上面図である。
【図2】図1bのエアバッグの断面図である。
【図3】図1bのエアバッグのファブリック層の上面図である。
【図4】膨張された状態の図1bのエアバッグの上面図である。
【図5】別の実施形態によるエアバッグのファブリックの断面図である。
【図6】別の実施形態によるエアバッグのファブリックの断面図である。
【符号の説明】
【0049】
100 エアバッグ
106 ハウジング
108 インフレータ
110 ファブリック層
110a ファブリック層
110b ファブリック層
112 インフレータ開口部
115 下塗り材
120 被覆組成物
124 継ぎ目
126 継ぎ目
126a 円形の継ぎ目
130 抗粘着性コーティング
【特許請求の範囲】
【請求項1】
一対の編織されたファブリックパネルを備えたエアバッグであって、
それぞれのファブリックパネルの表面が、押し出された熱可塑性材料によって覆われて
おり、
前記2つの熱可塑性表面が、膨張可能な部屋を形成するように互いに熱接合されたエア
バッグ。
【請求項2】
それぞれのファブリックパネルが約37×37未満の糸の密度を有する、請求項1に記
載のエアバッグ。
【請求項3】
前記糸の密度が約18×18未満である、請求項2に記載のエアバッグ。
【請求項4】
前記糸の密度が約4×4未満である、請求項3に記載のエアバッグ。
【請求項5】
表面に対する前記熱可塑性材料の接着をそれによって促進するように、前記ファブリッ
クパネルのそれぞれの表面に施される接着促進剤をさらに含む、請求項1に記載のエアバ
ッグ。
【請求項6】
前記糸が390から450の間のデニールを有する、請求項1に記載のエアバッグ。
【請求項7】
約37×37未満の密度を有する編織されたナイロン糸の第1層と、
前記第1層の上に重なる、押し出された熱可塑性材を含む第2層とを備えたエアバッグ
用ファブリック。
【請求項8】
前記糸の密度が、約18×18未満である、請求項7に記載のエアバッグ用ファブリッ
ク。
【請求項9】
前記糸の密度が約4×4未満である、請求項8に記載のエアバッグ用ファブリック。
【請求項10】
前記熱可塑性材の前記第1層に対する接着をそれによって促進するように、前記第1層
の表面に施される接着促進剤をさらに含む、請求項7に記載のエアバッグ用ファブリック
。
【請求項11】
前記糸が390から450の間のデニールを有する、請求項7に記載のエアバッグ用フ
ァブリック。
【請求項12】
約37×37未満の糸密度を有するナイロン糸を含む編織されたファブリックの第1層
を用意するステップと、
前記第1層の上へ熱可塑性材料の第2層を押し出すステップと、
膨張可能な部屋をそれによって形成するように、前記第2層を別の熱可塑性表面と熱接
合するステップとを含む、エアバッグを作製する方法。
【請求項13】
前記熱可塑性表面が、約37×37未満の糸密度を有する第2のファブリック層を覆う
、請求項12に記載の方法。
【請求項14】
前記熱接合するステップが、前記第1層の上に加熱された金型を置くステップを含む、
請求項12に記載の方法。
【請求項15】
前記押し出すステップが、接着促進剤を前記熱可塑性表面とともに同時押出するステッ
プを含む、請求項12に記載の方法。
【請求項16】
編織されたファブリックの第1層が、390から450の間のデニールを有する糸を含
む、請求項12に記載の方法。
【請求項1】
一対の編織されたファブリックパネルを備えたエアバッグであって、
それぞれのファブリックパネルの表面が、押し出された熱可塑性材料によって覆われて
おり、
前記2つの熱可塑性表面が、膨張可能な部屋を形成するように互いに熱接合されたエア
バッグ。
【請求項2】
それぞれのファブリックパネルが約37×37未満の糸の密度を有する、請求項1に記
載のエアバッグ。
【請求項3】
前記糸の密度が約18×18未満である、請求項2に記載のエアバッグ。
【請求項4】
前記糸の密度が約4×4未満である、請求項3に記載のエアバッグ。
【請求項5】
表面に対する前記熱可塑性材料の接着をそれによって促進するように、前記ファブリッ
クパネルのそれぞれの表面に施される接着促進剤をさらに含む、請求項1に記載のエアバ
ッグ。
【請求項6】
前記糸が390から450の間のデニールを有する、請求項1に記載のエアバッグ。
【請求項7】
約37×37未満の密度を有する編織されたナイロン糸の第1層と、
前記第1層の上に重なる、押し出された熱可塑性材を含む第2層とを備えたエアバッグ
用ファブリック。
【請求項8】
前記糸の密度が、約18×18未満である、請求項7に記載のエアバッグ用ファブリッ
ク。
【請求項9】
前記糸の密度が約4×4未満である、請求項8に記載のエアバッグ用ファブリック。
【請求項10】
前記熱可塑性材の前記第1層に対する接着をそれによって促進するように、前記第1層
の表面に施される接着促進剤をさらに含む、請求項7に記載のエアバッグ用ファブリック
。
【請求項11】
前記糸が390から450の間のデニールを有する、請求項7に記載のエアバッグ用フ
ァブリック。
【請求項12】
約37×37未満の糸密度を有するナイロン糸を含む編織されたファブリックの第1層
を用意するステップと、
前記第1層の上へ熱可塑性材料の第2層を押し出すステップと、
膨張可能な部屋をそれによって形成するように、前記第2層を別の熱可塑性表面と熱接
合するステップとを含む、エアバッグを作製する方法。
【請求項13】
前記熱可塑性表面が、約37×37未満の糸密度を有する第2のファブリック層を覆う
、請求項12に記載の方法。
【請求項14】
前記熱接合するステップが、前記第1層の上に加熱された金型を置くステップを含む、
請求項12に記載の方法。
【請求項15】
前記押し出すステップが、接着促進剤を前記熱可塑性表面とともに同時押出するステッ
プを含む、請求項12に記載の方法。
【請求項16】
編織されたファブリックの第1層が、390から450の間のデニールを有する糸を含
む、請求項12に記載の方法。
【図1a】



【図1b】
【図2】
【図3】

【図4】
【図5】
【図6】

【図1b】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−67385(P2013−67385A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【外国語出願】
【出願番号】特願2012−265743(P2012−265743)
【出願日】平成24年12月4日(2012.12.4)
【分割の表示】特願2008−545715(P2008−545715)の分割
【原出願日】平成18年12月12日(2006.12.12)
【出願人】(506355497)ハイランド インダストリーズ,インコーポレーテッド (4)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2012−265743(P2012−265743)
【出願日】平成24年12月4日(2012.12.4)
【分割の表示】特願2008−545715(P2008−545715)の分割
【原出願日】平成18年12月12日(2006.12.12)
【出願人】(506355497)ハイランド インダストリーズ,インコーポレーテッド (4)
【Fターム(参考)】
[ Back to top ]