
熱可塑性フィルムの均一延伸方法及び装置とそれにより製造される製品
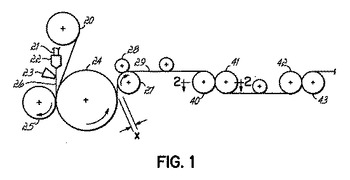
熱可塑性フィルム及びラミネート(29)が、押出フィルム製造物を成形した直後に、1インチ以下のショート延伸ギャップ(x)を用いる、速度差のあるロール(24、27)を使用する、押出及び延伸により製造される。この方法と装置(図1)は延伸フィルムの厚さを制御し、望ましい機械的性質をそれらに付与する(例えば、取扱いに適する高弾性率と柔軟性に適う適切な引張強さを有するフィルム製品)。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は熱可塑性フィルムを均一に延伸することにより、延伸フィルムの厚さを制御し、それに望ましい機械的性質を付与する方法に関する。
【背景技術】
【0002】
熱可塑性フィルムを延伸する一般的な3つの方法がある。1つは、機械方向配向(machine direction orientation、MDO)と呼ばれ、これは2組のロールの間でフィルムを延伸することを含む。フィルムは、第1組のロール(比較的低速で走行している)と、第1組の下流にある第2組のロール(第1組より高速で運転されている)のニップに挟まれ押さえられる。走行速度の違いのために、ロールの組の間のフィルムは、その違いに適応するために、延伸されるか或いは破れなければならない。ロール速度の比は、フィルムが延伸される大きさをほぼ決定するであろう。例えば、第1組が100フィート/分(fpm)で走行していて、第2組が300fpmで走行している場合、フィルムは当初のその長さのほぼ3倍に延伸されるであろう。MDO法は機械方向(MD)だけにフィルムを延伸する。MDO延伸法は、配向フィルムを、或いは、例えば延伸時に微多孔質を作り出す分散した無機フィラーをフィルムが含んでいる場合には微多孔質フィルムを作り出すために使用される。MDOにより延伸された際に微多孔質フィルムに形成される微多孔は卵形になる傾向があり、比較的大きく、例えば、長軸で1.5ミクロンに達する。ガス及び水蒸気透過を向上させるために速度差のあるロールによって微多孔質フィルムに延伸又は配向させる初期の例は、1974年に発行された米国特許第3832267号である。この‘267特許は、テンター法と呼ばれる第2の延伸方法もまた開示している。最も簡単な言い方で、このテンター法は、フィルムの両端をつかんでそれを横に延伸することを含む。長年、これがフィルムを横に、或いは幅方向(cross direction,CD)に延伸するたった1つの方法であった。テンター法は低速になる傾向があり、力がフィルムの端部に集中するので、しばしばフィルムは一様に延伸されなかった。米国特許第4704238号は、予め成形されたインフレーション(blown)フィルム又はキャストフィルムの延伸を容易にするために、予熱ゾーン及び延伸ソーンと、その後に熱固定ゾーンをもつテンター装置を開示する。この‘238特許では、熱可塑性フィルムは炭酸カルシウムのような無機フィラーを含み、テンター法による延伸及び/又は熱緩和(heat tempering)時に微多孔質フィルムを生成する。ポリマーフィルム及び多層フィルムのMOD延伸の別の例はEP848663であり、押出フィルム製造物が最初に冷却され、後で加熱され延伸されて通気性フィルム製品を生成し得る。さらに、この押出フィルムは、押出直後で、それが冷却される前に延伸されてもよい。
【0003】
延伸の第3の方法は、熱可塑性フィルムのインクリメンタル(incremental)延伸を含む。この方法は、初期の特許文献に、例えば米国特許第4153751号、米国特許第4116892号、米国特許第4289832号及び米国特許第4438167号に記載されている。この方法の実施においては、フィルムは溝付き又は歯形状ロールの間を走行する。ロール上の溝又は歯形はロールを近付けた時に接触することなく噛み合い、フィルムがロールの間を通過する際に、フィルムは延伸される。インクリメンタル延伸法には、フィルム全体に渡って間隔が一様である多くの僅かな増分としてフィルムが延伸されるという利点がある。このために、一層一様な(MDO延伸法では常にそうであるとは限らず、テンター法ではほとんどの場合、決してそうではない)延伸フィルムが得られる。インクリメンタル延伸法により、MD、CDに、また角度を付けて或いはこれらの3つの方向の任意の組合せで延伸することができる。噛み合う歯形が噛み合う深さが延伸の度合いを制御する。しばしば、このインクリメンタル延伸法は単に、CD、MD又はCD/MDと呼ばれる。多数の米国特許が熱可塑性フィルム及びラミネートのインクリメンタル延伸に対して発行されている。フィルムのインクリメンタル延伸法を開示する特許技術の初期の例は、米国特許第5296184号である。熱可塑性フィルム及びラメネートのインクリメンタル延伸に関する他の関連特許には、米国特許第6265045号、米国特許第6214147号、米国特許第6013151号、米国特許第5865926号、米国特許第5861074号、米国特許第5851937号、米国特許第5422172号及び米国特許第5382461号が含まれる。
【0004】
配向又は延伸ポリマーフィルムを製造するための延伸技術及び装置についての上記の簡単な説明は、望ましい審美的及び機械的性質を有するフィルム製品を製造するためになされた努力を例示している。これらの努力にも関わらず、特性が改善された高品質の製品を実現するために、熱可塑性フィルム及びこれらのラミネートを製造するための知られている方法を改良しようとする努力が継続されている。さらに、それ程の資本を費やさないで、配向又は延伸熱可塑性フィルムを製造するための装置を改良しようとする努力が続けられている。資本支出と製造コストが節減され、尚、高品質の製品が製造される改善をなすことは、非常に望ましい目的である。
【発明の開示】
【課題を解決するための手段】
【0005】
本発明は、機械的性質が改善され、ゲージが実質的に均一である延伸熱可塑性フィルムの製造方法を対象とする。前記方法は、溶融状態にあるウェブ状の熱可塑性押出物を押し出すこと、速度差のあるロールを配置してフィルムを固体状態に冷却すること、及びフィルムをロールの間で延伸して実質的に一様なゲージを有する延伸フィルムを得ることを含む。
【発明を実施するための最良の形態】
【0006】
本発明の原理によれば、本発明の目的及び利点を実現するためには、フィルムを延伸するためのロール間の延伸ギャップ又はロールギャップを1インチ以下(以後、単に「ショートギャップ」)にするように、第1冷却ロールの下流に第2ロールを配置することが極めて重要であることが見出された。ショートギャップが保たれなければ、所望の機械的性質と美しさを有する熱可塑性フィルム製品は得られないことが見出された。例えば、本発明によるショートギャップ装置及び方法により、ゲージ又は厚さが実質的に均一に保たれているフィルム製品の製造が可能になる。フィルムの厚さについてのこの制御は、フィルムをいくらか見苦しく審美的に望ましくないものにする(特に、フィルム製品は、その見苦しさが望ましくない衣類の製作に使用されるので)厚さの不均一性の目に見える証拠である、商売において「タイガーストライプ(tiger stripes)」と呼ばれているものを無くす。さらに、フィルム製品は、有用な製品を得るために弾性率及び引張強さが維持される必要がある場合に望ましい。
【0007】
本発明の所望の目的は、フィルム押出直後の延伸を容易にするために、押出残留熱をフィルム形成に利用することによって実現される。しかし、この熱エネルギーの望ましい節減は、フィルム延伸にショートギャップが利用されなければ、必ずしも満足すべき製品の製造につながらないであろう。本明細書に後に記載される、本発明の詳細な実施例における実験データは、本発明の実施及び所望の結果の達成を例示している。
【0008】
本発明は、通常のMDO装置に対して資本を費やすことなく、従来のキャスト押出ラインをMDO加工ラインに転換することを可能にする。さらに、本発明は、通常のMDO延伸法における、冷却ウェブを加熱する余分なステップが無いので、エネルギーコストを低下させる。
【0009】
本発明は、通常の押出キャストラインにより押出機の限界を超える速度でポリマーフィルムを製造することもまた可能にする。例えば、熱可塑性ポリマーを押し出すことができる速度に対する1つの制限は、押出物が押出ダイから出る際のドローレゾナンス(draw resonance;引取共振)の開始である。所定の押出機がレゾナンスなしで1分間当たり1000フィート長の最大速度で押出物を製造できるとすると、本発明は、巻取機で1分間当たり2000、3000、4000フィート長、又はこれ以上の大きな1分間当たりのフィート長(fpm)さえも製造するために、ドローレゾナンスなしで、得られる製造物を延伸することを可能にする。こうして、本発明のこの実施形態では、押出物の速度(V1)は、押し出されたウェブのドローレゾナンスが始まる速度より僅かに小さい。次いで、ある当初の厚さを有するV1の押し出されたフィルムは、ショート延伸ギャップにおいて、ある速度(V2)で延伸され、V2は速度V1の約4倍まで、すなわち約2から4倍の範囲にあるか、又はこれ以上である。得られるフィルム製品は、押し出された当初のフィルムより、例えば約2から4倍又はこれ以上の対応する比率だけ薄いゲージを有する。したがって、本発明の方法及び装置によって、一様なゲージの1ミルより相当に薄い(例えば、0.4から0.6ミル)、市場で受け入れられる薄いフィルムを、2000から4000fpm、又はこれ以上の高速で製造することができる。
【0010】
組成の観点から手短に言えば、熱可塑性フィルム製品は、ポリオレフィン、ポリエステル、ナイロン及びこのようなポリマーの2種以上のブレンド又は共押出物からなるポリマーを含む。微多孔質フィルム製品又はラミネートが望まれる場合、熱可塑性押出物は、無機フィラー又は有機粒子であり得る細孔生成粒子の分散相を含む。ポリマーと通気性を実現するための微多孔性の望みの度合いとに応じて、ロールの間のショートギャップでのフィルム温度は、20°から100℃の間の範囲にある。
【0011】
本発明の目的の1つは、取扱いに適する高弾性率と、柔軟性に適う適切な引張を有するフィルム製品を実現することである。エチレンと、ブテン、ヘキセン又はオクテンのようなアルファ−オレフィンコモノマーとの共重合を含むメタロセンポリマーを含めて、エラストマーポリマーもまた熱可塑性押出物として用いることができる。
【0012】
本発明はまた、熱可塑性押出物を押し出すための押出機と、フィルムを冷却し、フィルムを延伸するためのロールギャップを1インチ以下にして均一なゲージ厚さのフィルムを提供する速度差のあるロールとを備える、延伸熱可塑性フィルムの製造装置も対象とする。望ましいフィルム特性及び美しさ(例えば、布のようなエンボス表面、マット仕上げ又は他のテクスチャ)を実現するために、通常ゴムロール又は金属ロールのバッキングと組み合わせて、冷却ロールにはエンボス金属ロール又は平滑なクロムロールが含まれ得る。バッキングロールは冷却ロールと共同して、溶融ウェブを受け取り延伸を容易にするためのニップを形成する。同様に、冷却ロールより大きな周速で運転される第2ロールは、ショートギャップにおける延伸を容易にするために、第1ニップからフィルムを受け取るための第2ニップを形成するように、別のバッキングロールと共同し得る。通常、第2ロールは金属ロールであり、バッキングロールはゴムロールである。
【0013】
ショートギャップを形成する装置は、延伸されたフィルムをインクリメンタル延伸することによってそれをさらに処理するインクリメンタル延伸ロールと組み合わせられていてもよい。フィルムのインクリメンタル延伸は、ショートギャップにおいてフィルムを延伸することによって実現されたフィルムの機械的性質を改変する。例えば、様々なテクスチャ及び審美的性質は、フィルムの水蒸気透過率(MVTR)及び通気性に影響を及ぼすさらなるインクリメンタル延伸によって改変され得る。インクリメンタル延伸ロールは通常、フィルムを第1方向(MD)にインクリメンタル延伸し、その後、好ましくはMDに実質的に直交する第2方向(CD)にインクリメンタル延伸するための、第1セクション及び第2セクションからなる。
【0014】
以下の詳細な説明及び実施例は、本発明の熱可塑性フィルム製品の製造方法及び装置を例示する。これらの実施例と詳細な説明に照らして、本発明の範囲から逸脱することなくこれらの変形が成され得ることが当業者には明らかである。さらに、詳細な説明を参照すれば、本発明の他の利益、利点及び目的がさらに理解されるであろう。
【0015】
本発明は図を参照してさらに理解される。
【0016】
本発明の1つの目的は、MDO加工を実施するために通常使用されているMDO設備のために資本を費やすことなく、通常の押出キャストラインを、延伸MDO熱可塑性フィルム製品を製造するために改造することである。さらに、熱可塑性フィルム及びラミネート製品の製造における経費及びエネルギーを節減することが本発明の目的である。典型的なMDO法における低温ウェブの加熱のような余分なステップを無くすことによって、熱可塑性フィルムの加工及び延伸を簡単にすることもまた本発明の目的である。押出機の限界を超える速度で熱可塑性フィルムを製造することもまた本発明の目的である。本発明の利点の1つは、実質的に均一なゲージと望ましい機械的性質(例えば、引張、衝撃及び弾性率)とを有する延伸熱可塑性フィルムが得られることである。審美的に望ましい、すなわち、布のような外観と感触を有する熱可塑性フィルム及びラミネートが、本発明により製造される。かなりの水蒸気透過率を有する微多孔質フィルム製品もまた製造される。
【0017】
本発明の上記の目的及び利点は、MDO延伸法と、任意選択のCD+MDの噛合いロールセクションを用いるインラインフィルム押出ラミネート装置を示している図1によって、実現される。通常のフィルム押出装置は押出機21及びダイ22を含む。熱可塑性ウェブ26が溶融状態でダイ22から押し出され、エアーナイフ23を過ぎ、ゴムロール25及び金属ロール24が関与するニップに入る。不織布とフィルムのラミネートが望まれる場合には、不織布20がウェブ26に供給される。ゴムロール25の表面は通常、示されていない水槽にそれを部分的に浸漬することによって冷却される。フィルム26は図1のエアーナイフ23により、或いは、図3の別の実施形態に示されているエアーナイフ33及び真空ボックス34(ダイ35及び金属ロール36、37と共に運転される)により冷却される。金属ロール24はエンボスフィルム又は平滑なフィルムの何れかを製造するために、模様を彫ったロール又は平滑なクロムロールであってよく、フィルムは金属ロール24とゴムロール25のニップを通過した後、特定の温度に冷却される。金属ロール24は、ウェブを受け取り、それを分子配向可能で延伸可能な状態まで冷却するように、通常ある温度(T1)に制御された冷却ロールとしての役目を果たす。第2ロール27もまた通常、T1又はそれより低いある温度(T2)に保たれる。温度T1及びT2は求められるフィルムの性質に応じて維持され、通常、フィルムに最大濃度で存在するポリマーのほぼガラス転移温度(Tg)と溶融温度(Tm)との間の範囲にある。フィルムは、T1とT2との間の延伸温度で、V1とV2の間の速度で、ロールギャップxにおいて均一に延伸されて、実質的に均一なゲージを有する延伸熱可塑性フィルムを生成する。
【0018】
熱可塑性ウェブ26は、主ポリマーのTgとTmの間の温度T1(例えば、PE、LLDPE、HDPE又はPPのポリオレフィン組成物では、70〜160°F)に通常制御された金属ロール24の上を通過した後、平滑に又はエンボスされて成形され、特定の温度に冷却されており、求められるフィルムの性質によりT1又はそれ以下の温度T2に通常制御されている別の金属ロール27を通過させることによって引き離される。この位置でフィルム29は成形され冷却されており、別の用途のためにロール状に巻き取ることができる下流に進む。インクリメンタル延伸が望まれる場合には、MDO延伸フィルム26は、それぞれMD及びCDに延伸するための噛合いロール40、41及び42、43を通過する。ゴムロール28を追加して金属ロール27と別のニップをつくってもよい。ゴムロール28と金属ロール27により構成されるこのニップは、金属ロール24のニップの間でギャップxを形成するように、水平又は垂直方向に調節できる。金属ロール24及び27の間のギャップは0.005インチから1インチであり、金属ロール27は通常、金属ロール24より約1.5から5倍早く走行する。1分間当たりのフィートで表した金属ロール27と金属ロール24の速度比は、延伸比と定義される。ショートロールギャップ「x」は、冷却ロール24と第2ロール27の外周間の最短距離として定義される。この距離は容易に入手できる隙間ゲージによって直接測定される。
【0019】
ロールギャップは1インチ以下、より好ましくは約0.005から約0.05インチ、通常は約0.01インチである。V2とV1の比は約1.25:1と約4:1の間の延伸比を与える。好ましくは、冷却ロールは金属ロール(例えばエンボスロール)であり、このロールはバッキングロールと共同して押出ウェブを受け取る第1ニップを生成する。エンボスされてない又は平滑なフィルムが望まれる場合には、冷却ロールは平滑なクロムロールである。第2金属ロールは、別のバッキングロール(通常はゴム)と協働して、前記第1ニップから前記フィルムを受け取る第2ニップを生成する。前記冷却ロールと共に真空ボックス又はエアーナイフを用いてもよい。
【0020】
A.フィルム又はラミネートのための熱可塑性ポリマー
微多孔質フィルム製品が望まれる場合、熱可塑性押出物は、無機フィラー及び有機材料からなる群から選択される細孔生成粒子の分散相を含む熱可塑性ポリマーであり、延伸熱可塑性フィルムは、水蒸気透過率(MVTR)を有し液体の通過に対するバリアである微多孔質である。約1,000g/m2/日(ASTM E96(E)による)を超え、好ましくは1,000を超え、4,000g/m2/日(ASTM E96(E)による)までのMVTRが実現される。より広く言えば、熱可塑性押出物はポリマーを含み、このポリマーは、ポリオレフィン、ポリエステル、ナイロン、及びこのようなポリマーの2種以上のブレンド或いは共押出物からなる群から選択される。好ましくは、ポリオレフィンは、ポリエチレン(PE)、ポリプロピレン(PP)、これらのコポリマー、及びこれらのブレンドからなる群から選択され、ここで、このポリオレフィンは、無機フィラー及び有機材料からなる群から選択される細孔生成粒子の分散相を含み、前記延伸熱可塑性フィルムは微多孔質である。細孔生成粒子フィラーは、炭酸カルシウム、硫酸バリウム、シリカ、タルク、及びマイカからなる群から選択される。
【0021】
上記タイプのフィルム又は微多孔質製品を製造するためにポリオレフィン(すなわち、PE、PP、LLDPE、LDPE又はHDPE)を用いる場合、前記ロールギャップにおけるフィルムの温度は、約20℃から100℃(68°Fから約212°F)の範囲、通常は約30℃から80℃(86°Fから176°F)の範囲にある。前記第2ロールの温度は約21℃から82℃(70°Fから180°F)である。延伸温度は冷却ロールにより制御され、第2ロールはT2を雰囲気温度に、或いは分子配向可能で延伸可能な状態にフィルムを保つ、より高温に制御する。別の言い方をすると、T2はT1又はより低温に保たれる。フィルムにウェブの取扱いに適する弾性率と柔軟性に適うCD引張をもたせる、25%伸びでのMD引張強さと25%伸びでのCD引張強さとの比が2を超えるフィルムが製造され得る。
【0022】
エラストマーである他の熱可塑性ポリマーを用いてもよい。エラストマーポリマーは、ポリ(エチレン−ブテン)、ポリ(エチレン−ヘキセン)、ポリ(エチレン−オクテン)、ポリ(エチレン−プロピレン)、ポリ(スチレン−ブタジエン−スチレン)、ポリ(スチレン−イソプレン−スチレン)、ポリ(スチレン−エチレン−ブチレン−スチレン)、ポリ(エステル−エーテル)、ポリ(エーテル−アミド)、ポリ(エチレン−酢酸ビニル)、ポリ(エチレン−アクリル酸メチル)、ポリ(エチレン−アクリル酸)、ポリ(エチレン−アクリル酸ブチル)、ポリウレタン、ポリ(エチレン−プロピレン−ジエン)、及びエチレン−プロピレンゴムからなる群から選択される。本明細書では、この種のゴム状ポリマーは一般に、シングルサイト触媒により製造されるポリオレフィンと呼ばれる。最も好ましい触媒は、該技術分野においてメタロセン触媒として知られており、これらの触媒により、エチレン、プロピレン、スチレン及び他のオレフィンは、ブテン、ヘキセン、オクテンなどと共集合されて、本発明の原理に従って使用するのに適するエラストマーを与えることができる。エラストマーポリマーもまた、延伸によりこのフィルムを微多孔質にする細孔生成無機フィラー粒子を含んでいてもよい。約0.25から約10ミル(約6から250gsm)、好ましくは約0.25から2ミル(約6から50gsm)程度の厚さを有する延伸熱可塑性フィルムを製造することができる。
【0023】
好ましい熱可塑性押出物は、約30重量%から約45重量%の線状低密度ポリエチレン(LLDPE)又はポリプロピレン(PP)、約1重量%から約10重量%の低密度ポリエチレン(LDPE)、及び約40重量%から約60重量%の炭酸カルシウムフィラー粒子を含む。この組成物は、高密度ポリエチレン(HDPE)、二酸化チタン、及びこれらの混合物からなる群から選択される成分をさらに含んでいてもよい。熱可塑性押出物は、ポリプロピレン、LLDPE、LDPE、及びこれらのブレンドからなる群から選択されるポリマーの1つの層又は複数の層のような、異なる組成物の1つの層又は複数の層の共押出構造であってもよい。
【0024】
前記のように、本発明の原理によりエンボスフィルム及び平滑フィルムの両方が製造され得る。エンボスフィルムの場合には、ロールのニップは金属エンボスロール及びゴムロールを含む。ロール間の圧縮力が、約0.25から約10ミルの程度の望みの厚さのエンボスフィルムを生成する。研磨されたクロム表面を有するロールは平滑なフィルムを生成する。フィルムがエンボスフィルムであるか平滑なフィルムであるかに関わらず、インクリメンタル延伸により、高速で、約1000から4000g/m2/日の許容される範囲内の大きな水蒸気透過率(MVTR)を有する微多孔質フィルム製品が製造される。微多孔質フィルムのラミネートが不織布繊維ウェブで得られうる。不織布繊維ウェブは、ポリエチレン、ポリプロピレン、ポリエステル、レーヨン、セルロース、ナイロンの繊維、及びこのような繊維のブレンドを含み得る。多くの定義が不織布繊維ウェブについて提案されている。繊維は通常、ステープル繊維又は連続フィラメントである。不織布は通常、スパンボンド、カード、メルトブロウン(meltblown)などと呼ばれている。繊維又はフィラメントは、接着を容易にするために2成分(bicomponent)であってもよい。例えば、ポリエチレン(PE)及びポリプロピレン(PP)のような異なるポリマーの鞘及び芯を有する繊維を用いてもよい;或いは、PE及びPP繊維の混合物を用いてもよい。本明細書では、「不織布繊維ウェブ」は、比較的平坦で可撓性があって多孔質であり、ステープル繊維又は連続フィラメントからなる一般に平らな構造体を定義するために一般的な意味において使用されている。不織布の詳細な記述については、E.A.Vaughnによる、「不織布の手引き及び参考見本集(Nonwoven Fabric Primer and Reference Sampler)」(米国不織布工業会(Association of the Nonwoven Fabrics Industry)、第3版、1992年)を参照。
【0025】
好ましい形態では、微多孔質ラミネートは、約0.25と10ミル(6から250gsmの重さ)の間のゲージ又は厚さを有するフィルムを用い、用途に応じて、このフィルムの厚さは変わり、最も好ましくは、使い捨ての用途において、厚さ約0.25から2ミルの程度である。ラミネートシートの不織布繊維ウェブは、通常、約5g/yd2から75g/yd2、好ましくは約20から約40g/yd2の重さを有する。複合材又はラミネートは幅方向(CD)にインクリメンタル延伸されて、CD延伸複合材と成り得る。さらに、CD延伸の後に、機械方向(MD)に延伸して、CDとMDの両方向に延伸された複合材としてもよい。上で示されたように、微多孔質フィルム又はラミネートは、赤ちゃん用オムツ、赤ちゃん用トレーニングパンツ、月経用パッド及び衣類などのような、水蒸気及び空気透過性並びに流体バリア性が必要とされる、多くの異なる用途において使用され得る。
【0026】
B.微多孔質フィルム及びラミネートのための延伸装置
多くの異なる延伸装置及び技術が、フィルム、或いは不織布繊維ウェブと微多孔質生成フィルムとのラミネートを延伸するために使用され得る。ステープル繊維の不織布カード繊維ウェブ又は不織布スパンボンド繊維ウェブのこれらのラミネートは、以下に記載される延伸装置及び技術により延伸され得る。
【0027】
1.斜め(diagonal)噛合い延伸装置
斜め噛合い延伸装置は、平行な2本のシャフト上の左巻き及び右巻きのヘリカルギア様エレメント対からなる。これらのシャフトは機械の2つの側板の間に配置されており、下側のシャフトは固定ベアリングに置かれており、上側のシャフトは垂直にスライドできる部材にあるベアリングに置かれている。スライドできる部材は、調節ネジにより操作できる楔形エレメントによって垂直方向に調節できる。楔をネジで出し入れすると、スライドできる部材がそれぞれ下又は上に動いて、上側の噛合いロールのギア様の歯は下側の噛合いロールとさらに深く噛み合うか或いは噛合いが外れる。サイドフレームに取り付けられたマイクロメーターが、噛合いロールの歯の噛合いの深さを示すために使用可能である。
【0028】
エアーシリンダーが用いられて、延伸されている材料によって及ぼされる上向きの力に抗して、スライドできる部材を低い噛合い位置に、調節用の楔に対してしっかりと固定する。これらのシリンダーはまた、噛合い装置に材料を通す目的で、或いは、作動した時に機械のニップ箇所の全てを開く安全回路と連動して、上側及び下側の噛合いロールを互いに離すために後退することもできる。
【0029】
駆動手段が通常、固定噛合いロールを駆動するために用いられる。上側の噛合いロールが機械に材料を通すか又は安全の目的で離される場合、再び噛み合わせる際に一方の噛合いロールの歯が常に他方の噛合いロールの歯の間に入り、噛み合う歯の歯先の丈の間の物理的接触(損傷を与える可能性がある)が避けられることを保証するために、上側及び下側の噛合いロールの間にアンチバックラッシュギア配置構成を用いることが好ましい。噛合いロールが常に噛み合ったままである場合、通常、上側の噛合いロールを駆動する必要はない。駆動されている噛合いロールによって、延伸されている材料を通して駆動され得る。
【0030】
噛合いロールは細かいピッチのヘリカルギアによく似ている。好ましい実施形態において、ロールは、5.935インチの直径、45°のねじれ角(helix angle)、0.100インチの法線ピッチ、30個のダイヤメトラルピッチ、14.5°の圧力角を有し、基本的には、頂上に長い歯末の丈がある歯車(gear)である。これは、約0.090インチまでの噛合いと、材料の厚さに対して歯の両側に約0.005インチのクリアランスを可能にする、細く深い歯形を生じる。歯は回転トルクを伝えるように設計されておらず、正常な噛合い延伸工程では金属を金属に接触させない。
【0031】
2.幅方向噛合い延伸装置
CD噛合い延伸装置は、噛合いロールのデザインと他の下記の重要でない部分における相違はあるが、斜め噛合い延伸装置と同じである。CD噛合いエレメントは大きな噛合い深さが可能であるから、上部シャフトが上昇又は下降している時に、2つの噛合いロールのシャフトが平行のままであるようにする手段を装置が組み込んでいることが重要である。これは、一方の噛合いロールの歯が常に他方の噛合いロールの歯の間に入ること、及び噛み合う歯の間の物理的接触による損傷の可能性が避けられることを保証するために必要である。この平行の動きは、垂直にスライドできる部材に並べて、固定ギアラックが各サイドフレームに取り付けられている、ラック及びギアの配置構成により保証される。シャフトは2つのサイドフレームを横切り、垂直にスライドできる部材の各々にあるベアリングで動く。ギアはこのシャフトの各末端に存在し、ラックと噛み合って動いて望みの平行運動を生み出す。
【0032】
CD噛合い延伸装置の駆動装置は、比較的大きな摩擦係数を有する材料の噛合い延伸の場合以外は、上側と下側の両方の噛合いロールを動かさなければならない。しかし、僅かな量の機械方向の調整不良又は駆動装置の滑りは問題を生じないので、駆動装置にアンチバックラッシュは必要でない。この理由はCD噛合いエレメントの説明により明らかになるであろう。
【0033】
CD噛合いエレメントは固体材料から機械加工されるが、直径の異なる2種のディスクの交互スタックとして最も良く表すことができる。好ましい実施形態において、噛合いディスクは直径6インチ、厚さ0.031インチでよく、端まで完全な半径を有する。噛合いディスクを隔てるスペーサーディスクは直径5.5インチ、厚さ0.069インチでよい。この配列の2つのロールは、全ての側面に材料のための0.019インチのクリアランスを残し、0.231インチまで噛み合うことが可能であろう。斜め噛合い延伸装置と同様に、このCD噛合いエレメントの配列は0.1インチのピッチを有する。
【0034】
3.機械方向噛合い延伸装置
MD噛合い延伸装置は、噛合いロールのデザイン以外は斜め噛合い延伸と同じである。MD噛合いロールは細かいピッチの平歯車によく似ている。好ましい実施形態において、これらのロールは、5.933インチの直径、0.100インチのピッチ、30個のダイヤメトラルピッチ、14.5°の圧力角を有し、基本的には、頂上に長い歯末の丈がある歯車である。これらのロールに、歯車ホブオフセット0.010インチで2回目のパスを行って、より大きなクリアランスを有する細い歯にした。約0.090インチの噛合いで、この形状は、材料の厚さのために両側に約0.010インチのクリアランスを有するであろう。
【0035】
4.インクリメンタル延伸法
前記の斜め、CD又はMD噛合い延伸装置は、インクリメンタル延伸されたフィルム又はラミネート(不織布繊維ウェブと微多孔質生成フィルムとのラミネート)を製造するために使用されて、本発明の微多孔質フィルム製品を生成し得る。例えば、延伸工程は、ステープル繊維又はスパンボンドフィラメントの不織布繊維ウェブと微多孔質生成熱可塑性フィルムとの押出ラミネートに使用され得る。不織布繊維ウェブと微多孔質生成フィルムとのラミネートは、例えば、CD及び/又はMD噛合い延伸装置を用いて、その装置に1回通して、約0.060インチから0.120インチのロール噛合い深さと、約550fpmから1200fpm又はこれ以上の速度でインクリメンタル延伸される。このようなインクリメンタル延伸又は噛合い延伸の結果、通気性と液体バリア性に優れていながら、並外れた接着強度と柔らかい布のようなテクスチャをもつラミネートが生成する。
【0036】
以下の実施例は本発明の微多孔質フィルムとラミネートを製造する方法を例示する。これらの実施例及びさらなる詳細な説明に照らして、本発明の範囲から逸脱することなくこれらを変形し得ることが当業者には明らかである。
【0037】
(実施例I)
55%の炭酸カルシウム、36%のポリプロピレン(PP)ホモポリマー、5%の低密度ポリエチレン(LDPE)、3%の二酸化チタンマスターバッチ、及びフィルム加工において典型的に用いられる加工助剤マスターバッチ及び酸化防止添加剤を合わせたものを1%含む微多孔質生成配合を通常の1軸押出機21及びスロットダイ22により押し出し、約450〜500°Fであるウェブ26を成形する。ウェブ26はゴムロール25及び金属ロール24により生成される圧力ニップに入っている。ゴムロールは水槽(示していない)に部分的に浸漬されているので、その表面は水(通常、60〜140°Fの間の温度に制御されている)により冷却されている。ゴムロール25及び金属ロール24により生成される第1圧力ニップを通過した後、直ちに、ウェブ26を、第1圧力ニップとゴムロール28及び金属ロール27により生成される第2圧力ニップとの間で機械方向に延伸する。延伸比(R)は、第1金属ロール24の速度(V1)と第2金属ロール27の速度(V2)とにより定まる。延伸ギャップ又はロールギャップ(x)は、第1金属冷却ロール24及び第2金属ロール27の外周の間の最も狭い距離(容易に入手できる隙間ゲージによって直接測定できる)により定まる。表1は実施例I−OからI−Dまでの実験条件及び結果を示している。I−Oは比較例であり、微多孔質でない未延伸フィルムを製造するために、第1ロール24と第2ロール27の速度が同じである(90fpm)。対照的に、実施例I−AからI−Dは延伸されている。未延伸のもの(実施例I−O)及び延伸したもの(実施例I−AからI−D)の表面トポロジーを、1−Oから1−Dと識別して、図4〜8に示す。
【0038】
表1はまた、フィルムをドローレゾナンスなしに85g/m2の当初のゲージで押し出し、50g/m2に延伸する場合の本発明の利点を例示している(実施例I−OとI−Dを比較)。2:1の延伸比に対して、第1ロールでの速度(V1)は90fpmであり、第2ロール(V2)では180である。より広く言えば、本発明は、ドローレゾナンスなしに、当初の押出フィルムより4倍又はそれ以上に薄い、薄いフィルムを実現できる。
【表1】
【0039】
(実施例II)
52.8%の炭酸カルシウム、38.8%のLLDPE、3%のLDPE、4.4%のTiO2、及びフィルム押出において典型的に用いられる加工助剤マスターバッチ及び酸化防止添加剤を合わせたものを1%含む微多孔質生成配合を、実施例I−OからI−Dに記載したものに非常に似たやり方で押し出す。実験条件及び結果を表2に示す。これらの試料の表面トポロジーを、II−A、II−B及びII−Cと識別して、図9〜11に示す。
【0040】
表3は、MDO延伸に続いて、図1の装置によりCD及びMDに延伸するためにそれぞれ、噛合いロール40、41及び42、43を用いて、MD及びCDにインクリメンタル延伸した場合の実施例II−Bの機械的性質を示す。延伸ロールの噛合いは雰囲気温度で行い、CD及びMDでのロールの噛合いはそれぞれ、0.050インチと0.040インチである。
【表2】
【表3】
【0041】
(実施例III)
表4は、実施例I−Dと、III−A及びIII−B(I−DのMDO延伸フィルムを、前記のCD及びMD延伸装置についての表4に示す条件下に、引き続きCD及びMDにインクリメンタル延伸したもの)を示す。
【0042】
表5は表4の製品の機械的性質を示す。MDO延伸及び噛合い延伸は、表5に示すように、調整されバランスの取れた性質(例えば、微多孔質の細孔径、MVTR、MD及びCD弾性率並びにMD及びCD引張強さ)を有する微多孔質フィルムを生成した。MDO微多孔質フィルムに連続的に、CD噛合いと、CD噛合い及びMD噛合いをそれぞれ行った。これらの試料の表面トポロジーを、III−A及びIII−Bと識別して、図12〜13に示す。
【表4】
【表5】
【0043】
(実施例IV)
ABA共押出構成を有する微多孔質生成配合を押し出しMDO法によりフィルムにした((A)は55.6%のCaCO3、36.90%のポリプロピレンホモポリマー、5.4%のLDPE、2%のTiO2及び0.1%の酸化防止添加剤を含み、(B)は52.8%のCaCO3、39.2%のLDPE、3.5%のLDPE、4.4%のTiO2及び0.1%の酸化防止添加剤を含んでいた)。ロールギャップは0.01インチであり延伸比は1.0であった。MDO法の後に、前記のCD/MD延伸装置を用いて、0.055インチでCD噛合いを行い、さらにその後、0.045インチでMD噛合いを行った(表6の実施例IV−Aを参照)。1300g/m2/日(ASTM E96E)のMVTR及び21グラム/平方メートル(gsm)のフィルム重量を有し、218g/cmの25%でのMD引張を有する微多孔質フィルムが製造された。次いで、同じABA共押出を行ったが、延伸比を1.0から1.25、1.5、1.75及び2.0に増し、他の全ての加工条件を同じに保った(表6の実施例IV−B、C、D及びEを参照)。フィルムゲージは21gsmから、それぞれ、19.3、16.5、15及び13.95に低下した。フィルムゲージは低下したが、25%MD引張強さは、218gsmから、それぞれ、240、265、311及び327gsmに増加した。これは、厚さの薄いフィルムウェブの取扱いにとって非常に有益であった。25%MD引張は増加したが、25%CD引張は142gsmから、それぞれ、118、82、58及び54gsmに低下した。さらに、これにより手触りの柔らかいフィルムも得られた。これらのタイプの微多孔質フィルムは、製品への高速転換のためのMD方向の高強度を備えていながら、最終用途のための柔らかい製品を提供するので、オムツ及び女性用ケアナプキン外カバーの製造に適している。同じゲージでの比較用に21gsmに標準化した機械的性質を示すために、表7を与える。このように、本発明のMDO法により製造された微多孔質フィルム製造物に、後で、CD及びMD噛合いを行って、MDとCDの25%伸びでの引張強さの比が2を超えるフィルムを得ることができる。
【0044】
表6の実施例はまた、21gsm(IV−A)からV2で2倍近く薄い13.9gsm(IV−E)への、V1でドローレゾナンスなしに押し出されたフィルムの当初のゲージの低下を示している。2の延伸比では、V1での速度は325fpmで、V2で650であった。
【表6】
【表7】
【0045】
(実施例V)
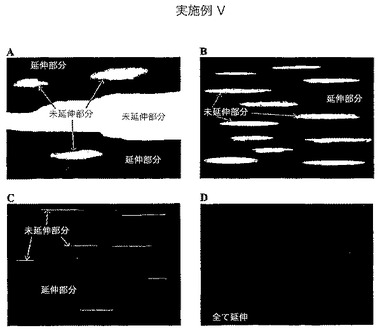
52.8%のCaCO3、39.2%のLLDPE、3.5%のLDPE、4.4%のTiO2及び0.1%の酸化防止添加剤を含む微多孔質生成配合をフィルムに押し出し、1を超えるキャップで延伸した。どのような延伸比でも、均一に延伸された微多孔質フィルムは獲得できない。大きな未延伸領域部分を無くすことができない(実施例V−A及びV−Bに対する図14の写真参照)。しかし、1インチのロールギャップで、均一に延伸された外観を有する微多孔質フィルムが4:1の延伸比で実現される(実施例V−C及びV−Dの対する図14の写真参照)。ロールギャップを0.05インチに減らすと、図14の写真V−C及びV−Dに示すように、1.25〜1.50のような低さで、均一な微多孔質フィルムを実現できる。この実施例Vによれば、本発明の成功裏の実施にとって、1インチ以下のショート延伸ギャップ又はショートロールギャップが極めて重要である。
【0046】
図14は、実質的に均一なゲージの許容される微多孔質フィルム製品を提供するために、ショートギャップ法及び本発明の装置が極めて重要であることを示すために製造した、実施例Vの実際の製品を示している。このように、「実質的に均一なゲージ」とは、均一性の度合いが、如何なる「タイガーストライプ」も肉眼で見て明らかでなく、また図14における実施例VのスケッチC及びDを基準にして、製品の本質的に完全で均一な延伸が達成されているようなものである微多孔質フィルム製品を特徴付けようとするものである。実施例Vの実際の製品のスケッチA及びBは、製品を見苦しく醜くするタイガーストライプが肉眼で非常に明らかに見える、許容されない製品を例示している。製品スケッチA及びBの場合には、製品を見苦しく醜くする製品のかなりの部分に渡ってひときわ目だって、タイガーストライプの未延伸幅が1/8インチを超え、肉眼で非常に明らかに見える。しかし、スケッチC及びDの場合のように、タイガーストライプが少なくなっているか又は完全に無くなっている場合には、実質的にゲージを均一にする均一な延伸によって、許容される製品が製造されている。スケッチCにより示される細い線は、1/32インチ未満の程度で非常に細いので、それらは製品の見た目を損ねない、或いは、このような線はスケッチDの場合には全く存在しない。このように、製品を許容されないものにするタイガーストライプ(実施例Vの比較例により示されている)を無くすることにより示される実質的に均一なゲージを生じるショートギャップを用いることによって本発明の目的は達成されることを当業者は理解するであろう。
【0047】
(実施例VI)
ABA共押出構成を有する微多孔質生成配合を押し出しMDO法によりフィルムにした((A)は52.8%のCaCO3、39.2%のLLDPE、3.5%のLDPE、4.4%のTiO2及び0.1%の酸化防止添加剤を含み、(B)は90%のポリプロピレンポリマー及び10%のポリエチレンポリマーを含んでいた)。3.0、4.0及び5.0の延伸比で、ロールギャップは0.02インチ及び0.035インチであった。両側に微多孔質層を、中央に微多孔質でない層を有するフィルムを製造した。得たフィルムは、ポリオレフィンの典型的な薄いフィルムに対応する低い水蒸気透過率を有するが、多くのパッケージ用途に適する、印刷向きの微多孔質フィルム表面、快い手触りなどを備えている。次の表8は結果を示している。
【表8】
【0048】
(実施例VII)
ポリエチレン100%の樹脂を押し出し、本発明のMOD法を用い、ロールギャップ0.045インチで単層フィルムにする。1000fpmを超える速度で、この方法を用いてフィルムを製造した。この実施例の製品は実質的に均一な27gsmのゲージを有し、微多孔質ではない。このように、「実質的に均一なゲージ」は、均一なゲージ又は厚さで高品質の微多孔質でないフィルムもまた特徴付けようとするものである。表9は結果を記載する。
【表9】
【0049】
このように、上記実施例I〜VIIは、本発明の方法が、ショートロールギャップを用いて高速で熱可塑性フィルムを製造することを例示しており、ここでフィルムは実質的に均一なゲージのものであり、微多孔質でないか、通気性の微多孔質であるか、又は非通気性の微多孔質であるかの何れかである。
【0050】
上記データ及び実験結果は、独特の熱可塑性フィルムと、これらの熱可塑性フィルムを延伸するための本発明の方法及び装置を具体的に示している。当業者には本発明から逸脱することなく他の変形形態が明らかであろう。
【図面の簡単な説明】
【0051】
【図1】ショート延伸ギャップ「x」を用いて本発明のフィルム又はフィルムラミネートを製造するためにMDO延伸及びインクリメンタル延伸を用いるインライン押出法の概略図である。
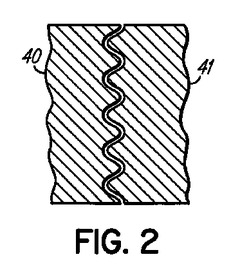
【図2】噛み合っているロールを略図化して示す、図1の2−2に沿って取られた横断面図である。
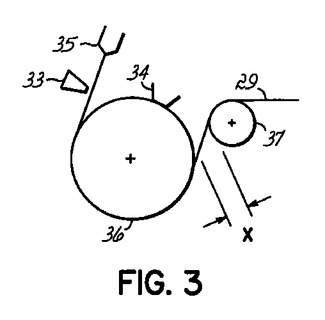
【図3】ショートギャップ「x」をもつMDO延伸装置の別の形の概略図である。
【図4】実施例I−Oの未延伸フィルムのSEM顕微鏡写真である。
【図5】実施例I−Aの延伸フィルムのSEM顕微鏡写真である。
【図6】実施例I−Bの延伸フィルムのSEM顕微鏡写真である。
【図7】実施例I−Cの延伸フィルムのSEM顕微鏡写真である。
【図8】実施例I−Dの延伸フィルムのSEM顕微鏡写真である。
【図9】実施例II−Aの延伸フィルムのSEM顕微鏡写真である。
【図10】実施例II−Bの延伸フィルムのSEM顕微鏡写真である。
【図11】実施例II−Cの延伸フィルムのSEM顕微鏡写真である。
【図12】実施例III−Aの延伸フィルムのSEM顕微鏡写真である。
【図13】実施例III−Bの延伸フィルムのSEM顕微鏡写真である。
【図14】実施例V−AからV−Dを比較して示す概略図である。
【技術分野】
【0001】
本発明は熱可塑性フィルムを均一に延伸することにより、延伸フィルムの厚さを制御し、それに望ましい機械的性質を付与する方法に関する。
【背景技術】
【0002】
熱可塑性フィルムを延伸する一般的な3つの方法がある。1つは、機械方向配向(machine direction orientation、MDO)と呼ばれ、これは2組のロールの間でフィルムを延伸することを含む。フィルムは、第1組のロール(比較的低速で走行している)と、第1組の下流にある第2組のロール(第1組より高速で運転されている)のニップに挟まれ押さえられる。走行速度の違いのために、ロールの組の間のフィルムは、その違いに適応するために、延伸されるか或いは破れなければならない。ロール速度の比は、フィルムが延伸される大きさをほぼ決定するであろう。例えば、第1組が100フィート/分(fpm)で走行していて、第2組が300fpmで走行している場合、フィルムは当初のその長さのほぼ3倍に延伸されるであろう。MDO法は機械方向(MD)だけにフィルムを延伸する。MDO延伸法は、配向フィルムを、或いは、例えば延伸時に微多孔質を作り出す分散した無機フィラーをフィルムが含んでいる場合には微多孔質フィルムを作り出すために使用される。MDOにより延伸された際に微多孔質フィルムに形成される微多孔は卵形になる傾向があり、比較的大きく、例えば、長軸で1.5ミクロンに達する。ガス及び水蒸気透過を向上させるために速度差のあるロールによって微多孔質フィルムに延伸又は配向させる初期の例は、1974年に発行された米国特許第3832267号である。この‘267特許は、テンター法と呼ばれる第2の延伸方法もまた開示している。最も簡単な言い方で、このテンター法は、フィルムの両端をつかんでそれを横に延伸することを含む。長年、これがフィルムを横に、或いは幅方向(cross direction,CD)に延伸するたった1つの方法であった。テンター法は低速になる傾向があり、力がフィルムの端部に集中するので、しばしばフィルムは一様に延伸されなかった。米国特許第4704238号は、予め成形されたインフレーション(blown)フィルム又はキャストフィルムの延伸を容易にするために、予熱ゾーン及び延伸ソーンと、その後に熱固定ゾーンをもつテンター装置を開示する。この‘238特許では、熱可塑性フィルムは炭酸カルシウムのような無機フィラーを含み、テンター法による延伸及び/又は熱緩和(heat tempering)時に微多孔質フィルムを生成する。ポリマーフィルム及び多層フィルムのMOD延伸の別の例はEP848663であり、押出フィルム製造物が最初に冷却され、後で加熱され延伸されて通気性フィルム製品を生成し得る。さらに、この押出フィルムは、押出直後で、それが冷却される前に延伸されてもよい。
【0003】
延伸の第3の方法は、熱可塑性フィルムのインクリメンタル(incremental)延伸を含む。この方法は、初期の特許文献に、例えば米国特許第4153751号、米国特許第4116892号、米国特許第4289832号及び米国特許第4438167号に記載されている。この方法の実施においては、フィルムは溝付き又は歯形状ロールの間を走行する。ロール上の溝又は歯形はロールを近付けた時に接触することなく噛み合い、フィルムがロールの間を通過する際に、フィルムは延伸される。インクリメンタル延伸法には、フィルム全体に渡って間隔が一様である多くの僅かな増分としてフィルムが延伸されるという利点がある。このために、一層一様な(MDO延伸法では常にそうであるとは限らず、テンター法ではほとんどの場合、決してそうではない)延伸フィルムが得られる。インクリメンタル延伸法により、MD、CDに、また角度を付けて或いはこれらの3つの方向の任意の組合せで延伸することができる。噛み合う歯形が噛み合う深さが延伸の度合いを制御する。しばしば、このインクリメンタル延伸法は単に、CD、MD又はCD/MDと呼ばれる。多数の米国特許が熱可塑性フィルム及びラミネートのインクリメンタル延伸に対して発行されている。フィルムのインクリメンタル延伸法を開示する特許技術の初期の例は、米国特許第5296184号である。熱可塑性フィルム及びラメネートのインクリメンタル延伸に関する他の関連特許には、米国特許第6265045号、米国特許第6214147号、米国特許第6013151号、米国特許第5865926号、米国特許第5861074号、米国特許第5851937号、米国特許第5422172号及び米国特許第5382461号が含まれる。
【0004】
配向又は延伸ポリマーフィルムを製造するための延伸技術及び装置についての上記の簡単な説明は、望ましい審美的及び機械的性質を有するフィルム製品を製造するためになされた努力を例示している。これらの努力にも関わらず、特性が改善された高品質の製品を実現するために、熱可塑性フィルム及びこれらのラミネートを製造するための知られている方法を改良しようとする努力が継続されている。さらに、それ程の資本を費やさないで、配向又は延伸熱可塑性フィルムを製造するための装置を改良しようとする努力が続けられている。資本支出と製造コストが節減され、尚、高品質の製品が製造される改善をなすことは、非常に望ましい目的である。
【発明の開示】
【課題を解決するための手段】
【0005】
本発明は、機械的性質が改善され、ゲージが実質的に均一である延伸熱可塑性フィルムの製造方法を対象とする。前記方法は、溶融状態にあるウェブ状の熱可塑性押出物を押し出すこと、速度差のあるロールを配置してフィルムを固体状態に冷却すること、及びフィルムをロールの間で延伸して実質的に一様なゲージを有する延伸フィルムを得ることを含む。
【発明を実施するための最良の形態】
【0006】
本発明の原理によれば、本発明の目的及び利点を実現するためには、フィルムを延伸するためのロール間の延伸ギャップ又はロールギャップを1インチ以下(以後、単に「ショートギャップ」)にするように、第1冷却ロールの下流に第2ロールを配置することが極めて重要であることが見出された。ショートギャップが保たれなければ、所望の機械的性質と美しさを有する熱可塑性フィルム製品は得られないことが見出された。例えば、本発明によるショートギャップ装置及び方法により、ゲージ又は厚さが実質的に均一に保たれているフィルム製品の製造が可能になる。フィルムの厚さについてのこの制御は、フィルムをいくらか見苦しく審美的に望ましくないものにする(特に、フィルム製品は、その見苦しさが望ましくない衣類の製作に使用されるので)厚さの不均一性の目に見える証拠である、商売において「タイガーストライプ(tiger stripes)」と呼ばれているものを無くす。さらに、フィルム製品は、有用な製品を得るために弾性率及び引張強さが維持される必要がある場合に望ましい。
【0007】
本発明の所望の目的は、フィルム押出直後の延伸を容易にするために、押出残留熱をフィルム形成に利用することによって実現される。しかし、この熱エネルギーの望ましい節減は、フィルム延伸にショートギャップが利用されなければ、必ずしも満足すべき製品の製造につながらないであろう。本明細書に後に記載される、本発明の詳細な実施例における実験データは、本発明の実施及び所望の結果の達成を例示している。
【0008】
本発明は、通常のMDO装置に対して資本を費やすことなく、従来のキャスト押出ラインをMDO加工ラインに転換することを可能にする。さらに、本発明は、通常のMDO延伸法における、冷却ウェブを加熱する余分なステップが無いので、エネルギーコストを低下させる。
【0009】
本発明は、通常の押出キャストラインにより押出機の限界を超える速度でポリマーフィルムを製造することもまた可能にする。例えば、熱可塑性ポリマーを押し出すことができる速度に対する1つの制限は、押出物が押出ダイから出る際のドローレゾナンス(draw resonance;引取共振)の開始である。所定の押出機がレゾナンスなしで1分間当たり1000フィート長の最大速度で押出物を製造できるとすると、本発明は、巻取機で1分間当たり2000、3000、4000フィート長、又はこれ以上の大きな1分間当たりのフィート長(fpm)さえも製造するために、ドローレゾナンスなしで、得られる製造物を延伸することを可能にする。こうして、本発明のこの実施形態では、押出物の速度(V1)は、押し出されたウェブのドローレゾナンスが始まる速度より僅かに小さい。次いで、ある当初の厚さを有するV1の押し出されたフィルムは、ショート延伸ギャップにおいて、ある速度(V2)で延伸され、V2は速度V1の約4倍まで、すなわち約2から4倍の範囲にあるか、又はこれ以上である。得られるフィルム製品は、押し出された当初のフィルムより、例えば約2から4倍又はこれ以上の対応する比率だけ薄いゲージを有する。したがって、本発明の方法及び装置によって、一様なゲージの1ミルより相当に薄い(例えば、0.4から0.6ミル)、市場で受け入れられる薄いフィルムを、2000から4000fpm、又はこれ以上の高速で製造することができる。
【0010】
組成の観点から手短に言えば、熱可塑性フィルム製品は、ポリオレフィン、ポリエステル、ナイロン及びこのようなポリマーの2種以上のブレンド又は共押出物からなるポリマーを含む。微多孔質フィルム製品又はラミネートが望まれる場合、熱可塑性押出物は、無機フィラー又は有機粒子であり得る細孔生成粒子の分散相を含む。ポリマーと通気性を実現するための微多孔性の望みの度合いとに応じて、ロールの間のショートギャップでのフィルム温度は、20°から100℃の間の範囲にある。
【0011】
本発明の目的の1つは、取扱いに適する高弾性率と、柔軟性に適う適切な引張を有するフィルム製品を実現することである。エチレンと、ブテン、ヘキセン又はオクテンのようなアルファ−オレフィンコモノマーとの共重合を含むメタロセンポリマーを含めて、エラストマーポリマーもまた熱可塑性押出物として用いることができる。
【0012】
本発明はまた、熱可塑性押出物を押し出すための押出機と、フィルムを冷却し、フィルムを延伸するためのロールギャップを1インチ以下にして均一なゲージ厚さのフィルムを提供する速度差のあるロールとを備える、延伸熱可塑性フィルムの製造装置も対象とする。望ましいフィルム特性及び美しさ(例えば、布のようなエンボス表面、マット仕上げ又は他のテクスチャ)を実現するために、通常ゴムロール又は金属ロールのバッキングと組み合わせて、冷却ロールにはエンボス金属ロール又は平滑なクロムロールが含まれ得る。バッキングロールは冷却ロールと共同して、溶融ウェブを受け取り延伸を容易にするためのニップを形成する。同様に、冷却ロールより大きな周速で運転される第2ロールは、ショートギャップにおける延伸を容易にするために、第1ニップからフィルムを受け取るための第2ニップを形成するように、別のバッキングロールと共同し得る。通常、第2ロールは金属ロールであり、バッキングロールはゴムロールである。
【0013】
ショートギャップを形成する装置は、延伸されたフィルムをインクリメンタル延伸することによってそれをさらに処理するインクリメンタル延伸ロールと組み合わせられていてもよい。フィルムのインクリメンタル延伸は、ショートギャップにおいてフィルムを延伸することによって実現されたフィルムの機械的性質を改変する。例えば、様々なテクスチャ及び審美的性質は、フィルムの水蒸気透過率(MVTR)及び通気性に影響を及ぼすさらなるインクリメンタル延伸によって改変され得る。インクリメンタル延伸ロールは通常、フィルムを第1方向(MD)にインクリメンタル延伸し、その後、好ましくはMDに実質的に直交する第2方向(CD)にインクリメンタル延伸するための、第1セクション及び第2セクションからなる。
【0014】
以下の詳細な説明及び実施例は、本発明の熱可塑性フィルム製品の製造方法及び装置を例示する。これらの実施例と詳細な説明に照らして、本発明の範囲から逸脱することなくこれらの変形が成され得ることが当業者には明らかである。さらに、詳細な説明を参照すれば、本発明の他の利益、利点及び目的がさらに理解されるであろう。
【0015】
本発明は図を参照してさらに理解される。
【0016】
本発明の1つの目的は、MDO加工を実施するために通常使用されているMDO設備のために資本を費やすことなく、通常の押出キャストラインを、延伸MDO熱可塑性フィルム製品を製造するために改造することである。さらに、熱可塑性フィルム及びラミネート製品の製造における経費及びエネルギーを節減することが本発明の目的である。典型的なMDO法における低温ウェブの加熱のような余分なステップを無くすことによって、熱可塑性フィルムの加工及び延伸を簡単にすることもまた本発明の目的である。押出機の限界を超える速度で熱可塑性フィルムを製造することもまた本発明の目的である。本発明の利点の1つは、実質的に均一なゲージと望ましい機械的性質(例えば、引張、衝撃及び弾性率)とを有する延伸熱可塑性フィルムが得られることである。審美的に望ましい、すなわち、布のような外観と感触を有する熱可塑性フィルム及びラミネートが、本発明により製造される。かなりの水蒸気透過率を有する微多孔質フィルム製品もまた製造される。
【0017】
本発明の上記の目的及び利点は、MDO延伸法と、任意選択のCD+MDの噛合いロールセクションを用いるインラインフィルム押出ラミネート装置を示している図1によって、実現される。通常のフィルム押出装置は押出機21及びダイ22を含む。熱可塑性ウェブ26が溶融状態でダイ22から押し出され、エアーナイフ23を過ぎ、ゴムロール25及び金属ロール24が関与するニップに入る。不織布とフィルムのラミネートが望まれる場合には、不織布20がウェブ26に供給される。ゴムロール25の表面は通常、示されていない水槽にそれを部分的に浸漬することによって冷却される。フィルム26は図1のエアーナイフ23により、或いは、図3の別の実施形態に示されているエアーナイフ33及び真空ボックス34(ダイ35及び金属ロール36、37と共に運転される)により冷却される。金属ロール24はエンボスフィルム又は平滑なフィルムの何れかを製造するために、模様を彫ったロール又は平滑なクロムロールであってよく、フィルムは金属ロール24とゴムロール25のニップを通過した後、特定の温度に冷却される。金属ロール24は、ウェブを受け取り、それを分子配向可能で延伸可能な状態まで冷却するように、通常ある温度(T1)に制御された冷却ロールとしての役目を果たす。第2ロール27もまた通常、T1又はそれより低いある温度(T2)に保たれる。温度T1及びT2は求められるフィルムの性質に応じて維持され、通常、フィルムに最大濃度で存在するポリマーのほぼガラス転移温度(Tg)と溶融温度(Tm)との間の範囲にある。フィルムは、T1とT2との間の延伸温度で、V1とV2の間の速度で、ロールギャップxにおいて均一に延伸されて、実質的に均一なゲージを有する延伸熱可塑性フィルムを生成する。
【0018】
熱可塑性ウェブ26は、主ポリマーのTgとTmの間の温度T1(例えば、PE、LLDPE、HDPE又はPPのポリオレフィン組成物では、70〜160°F)に通常制御された金属ロール24の上を通過した後、平滑に又はエンボスされて成形され、特定の温度に冷却されており、求められるフィルムの性質によりT1又はそれ以下の温度T2に通常制御されている別の金属ロール27を通過させることによって引き離される。この位置でフィルム29は成形され冷却されており、別の用途のためにロール状に巻き取ることができる下流に進む。インクリメンタル延伸が望まれる場合には、MDO延伸フィルム26は、それぞれMD及びCDに延伸するための噛合いロール40、41及び42、43を通過する。ゴムロール28を追加して金属ロール27と別のニップをつくってもよい。ゴムロール28と金属ロール27により構成されるこのニップは、金属ロール24のニップの間でギャップxを形成するように、水平又は垂直方向に調節できる。金属ロール24及び27の間のギャップは0.005インチから1インチであり、金属ロール27は通常、金属ロール24より約1.5から5倍早く走行する。1分間当たりのフィートで表した金属ロール27と金属ロール24の速度比は、延伸比と定義される。ショートロールギャップ「x」は、冷却ロール24と第2ロール27の外周間の最短距離として定義される。この距離は容易に入手できる隙間ゲージによって直接測定される。
【0019】
ロールギャップは1インチ以下、より好ましくは約0.005から約0.05インチ、通常は約0.01インチである。V2とV1の比は約1.25:1と約4:1の間の延伸比を与える。好ましくは、冷却ロールは金属ロール(例えばエンボスロール)であり、このロールはバッキングロールと共同して押出ウェブを受け取る第1ニップを生成する。エンボスされてない又は平滑なフィルムが望まれる場合には、冷却ロールは平滑なクロムロールである。第2金属ロールは、別のバッキングロール(通常はゴム)と協働して、前記第1ニップから前記フィルムを受け取る第2ニップを生成する。前記冷却ロールと共に真空ボックス又はエアーナイフを用いてもよい。
【0020】
A.フィルム又はラミネートのための熱可塑性ポリマー
微多孔質フィルム製品が望まれる場合、熱可塑性押出物は、無機フィラー及び有機材料からなる群から選択される細孔生成粒子の分散相を含む熱可塑性ポリマーであり、延伸熱可塑性フィルムは、水蒸気透過率(MVTR)を有し液体の通過に対するバリアである微多孔質である。約1,000g/m2/日(ASTM E96(E)による)を超え、好ましくは1,000を超え、4,000g/m2/日(ASTM E96(E)による)までのMVTRが実現される。より広く言えば、熱可塑性押出物はポリマーを含み、このポリマーは、ポリオレフィン、ポリエステル、ナイロン、及びこのようなポリマーの2種以上のブレンド或いは共押出物からなる群から選択される。好ましくは、ポリオレフィンは、ポリエチレン(PE)、ポリプロピレン(PP)、これらのコポリマー、及びこれらのブレンドからなる群から選択され、ここで、このポリオレフィンは、無機フィラー及び有機材料からなる群から選択される細孔生成粒子の分散相を含み、前記延伸熱可塑性フィルムは微多孔質である。細孔生成粒子フィラーは、炭酸カルシウム、硫酸バリウム、シリカ、タルク、及びマイカからなる群から選択される。
【0021】
上記タイプのフィルム又は微多孔質製品を製造するためにポリオレフィン(すなわち、PE、PP、LLDPE、LDPE又はHDPE)を用いる場合、前記ロールギャップにおけるフィルムの温度は、約20℃から100℃(68°Fから約212°F)の範囲、通常は約30℃から80℃(86°Fから176°F)の範囲にある。前記第2ロールの温度は約21℃から82℃(70°Fから180°F)である。延伸温度は冷却ロールにより制御され、第2ロールはT2を雰囲気温度に、或いは分子配向可能で延伸可能な状態にフィルムを保つ、より高温に制御する。別の言い方をすると、T2はT1又はより低温に保たれる。フィルムにウェブの取扱いに適する弾性率と柔軟性に適うCD引張をもたせる、25%伸びでのMD引張強さと25%伸びでのCD引張強さとの比が2を超えるフィルムが製造され得る。
【0022】
エラストマーである他の熱可塑性ポリマーを用いてもよい。エラストマーポリマーは、ポリ(エチレン−ブテン)、ポリ(エチレン−ヘキセン)、ポリ(エチレン−オクテン)、ポリ(エチレン−プロピレン)、ポリ(スチレン−ブタジエン−スチレン)、ポリ(スチレン−イソプレン−スチレン)、ポリ(スチレン−エチレン−ブチレン−スチレン)、ポリ(エステル−エーテル)、ポリ(エーテル−アミド)、ポリ(エチレン−酢酸ビニル)、ポリ(エチレン−アクリル酸メチル)、ポリ(エチレン−アクリル酸)、ポリ(エチレン−アクリル酸ブチル)、ポリウレタン、ポリ(エチレン−プロピレン−ジエン)、及びエチレン−プロピレンゴムからなる群から選択される。本明細書では、この種のゴム状ポリマーは一般に、シングルサイト触媒により製造されるポリオレフィンと呼ばれる。最も好ましい触媒は、該技術分野においてメタロセン触媒として知られており、これらの触媒により、エチレン、プロピレン、スチレン及び他のオレフィンは、ブテン、ヘキセン、オクテンなどと共集合されて、本発明の原理に従って使用するのに適するエラストマーを与えることができる。エラストマーポリマーもまた、延伸によりこのフィルムを微多孔質にする細孔生成無機フィラー粒子を含んでいてもよい。約0.25から約10ミル(約6から250gsm)、好ましくは約0.25から2ミル(約6から50gsm)程度の厚さを有する延伸熱可塑性フィルムを製造することができる。
【0023】
好ましい熱可塑性押出物は、約30重量%から約45重量%の線状低密度ポリエチレン(LLDPE)又はポリプロピレン(PP)、約1重量%から約10重量%の低密度ポリエチレン(LDPE)、及び約40重量%から約60重量%の炭酸カルシウムフィラー粒子を含む。この組成物は、高密度ポリエチレン(HDPE)、二酸化チタン、及びこれらの混合物からなる群から選択される成分をさらに含んでいてもよい。熱可塑性押出物は、ポリプロピレン、LLDPE、LDPE、及びこれらのブレンドからなる群から選択されるポリマーの1つの層又は複数の層のような、異なる組成物の1つの層又は複数の層の共押出構造であってもよい。
【0024】
前記のように、本発明の原理によりエンボスフィルム及び平滑フィルムの両方が製造され得る。エンボスフィルムの場合には、ロールのニップは金属エンボスロール及びゴムロールを含む。ロール間の圧縮力が、約0.25から約10ミルの程度の望みの厚さのエンボスフィルムを生成する。研磨されたクロム表面を有するロールは平滑なフィルムを生成する。フィルムがエンボスフィルムであるか平滑なフィルムであるかに関わらず、インクリメンタル延伸により、高速で、約1000から4000g/m2/日の許容される範囲内の大きな水蒸気透過率(MVTR)を有する微多孔質フィルム製品が製造される。微多孔質フィルムのラミネートが不織布繊維ウェブで得られうる。不織布繊維ウェブは、ポリエチレン、ポリプロピレン、ポリエステル、レーヨン、セルロース、ナイロンの繊維、及びこのような繊維のブレンドを含み得る。多くの定義が不織布繊維ウェブについて提案されている。繊維は通常、ステープル繊維又は連続フィラメントである。不織布は通常、スパンボンド、カード、メルトブロウン(meltblown)などと呼ばれている。繊維又はフィラメントは、接着を容易にするために2成分(bicomponent)であってもよい。例えば、ポリエチレン(PE)及びポリプロピレン(PP)のような異なるポリマーの鞘及び芯を有する繊維を用いてもよい;或いは、PE及びPP繊維の混合物を用いてもよい。本明細書では、「不織布繊維ウェブ」は、比較的平坦で可撓性があって多孔質であり、ステープル繊維又は連続フィラメントからなる一般に平らな構造体を定義するために一般的な意味において使用されている。不織布の詳細な記述については、E.A.Vaughnによる、「不織布の手引き及び参考見本集(Nonwoven Fabric Primer and Reference Sampler)」(米国不織布工業会(Association of the Nonwoven Fabrics Industry)、第3版、1992年)を参照。
【0025】
好ましい形態では、微多孔質ラミネートは、約0.25と10ミル(6から250gsmの重さ)の間のゲージ又は厚さを有するフィルムを用い、用途に応じて、このフィルムの厚さは変わり、最も好ましくは、使い捨ての用途において、厚さ約0.25から2ミルの程度である。ラミネートシートの不織布繊維ウェブは、通常、約5g/yd2から75g/yd2、好ましくは約20から約40g/yd2の重さを有する。複合材又はラミネートは幅方向(CD)にインクリメンタル延伸されて、CD延伸複合材と成り得る。さらに、CD延伸の後に、機械方向(MD)に延伸して、CDとMDの両方向に延伸された複合材としてもよい。上で示されたように、微多孔質フィルム又はラミネートは、赤ちゃん用オムツ、赤ちゃん用トレーニングパンツ、月経用パッド及び衣類などのような、水蒸気及び空気透過性並びに流体バリア性が必要とされる、多くの異なる用途において使用され得る。
【0026】
B.微多孔質フィルム及びラミネートのための延伸装置
多くの異なる延伸装置及び技術が、フィルム、或いは不織布繊維ウェブと微多孔質生成フィルムとのラミネートを延伸するために使用され得る。ステープル繊維の不織布カード繊維ウェブ又は不織布スパンボンド繊維ウェブのこれらのラミネートは、以下に記載される延伸装置及び技術により延伸され得る。
【0027】
1.斜め(diagonal)噛合い延伸装置
斜め噛合い延伸装置は、平行な2本のシャフト上の左巻き及び右巻きのヘリカルギア様エレメント対からなる。これらのシャフトは機械の2つの側板の間に配置されており、下側のシャフトは固定ベアリングに置かれており、上側のシャフトは垂直にスライドできる部材にあるベアリングに置かれている。スライドできる部材は、調節ネジにより操作できる楔形エレメントによって垂直方向に調節できる。楔をネジで出し入れすると、スライドできる部材がそれぞれ下又は上に動いて、上側の噛合いロールのギア様の歯は下側の噛合いロールとさらに深く噛み合うか或いは噛合いが外れる。サイドフレームに取り付けられたマイクロメーターが、噛合いロールの歯の噛合いの深さを示すために使用可能である。
【0028】
エアーシリンダーが用いられて、延伸されている材料によって及ぼされる上向きの力に抗して、スライドできる部材を低い噛合い位置に、調節用の楔に対してしっかりと固定する。これらのシリンダーはまた、噛合い装置に材料を通す目的で、或いは、作動した時に機械のニップ箇所の全てを開く安全回路と連動して、上側及び下側の噛合いロールを互いに離すために後退することもできる。
【0029】
駆動手段が通常、固定噛合いロールを駆動するために用いられる。上側の噛合いロールが機械に材料を通すか又は安全の目的で離される場合、再び噛み合わせる際に一方の噛合いロールの歯が常に他方の噛合いロールの歯の間に入り、噛み合う歯の歯先の丈の間の物理的接触(損傷を与える可能性がある)が避けられることを保証するために、上側及び下側の噛合いロールの間にアンチバックラッシュギア配置構成を用いることが好ましい。噛合いロールが常に噛み合ったままである場合、通常、上側の噛合いロールを駆動する必要はない。駆動されている噛合いロールによって、延伸されている材料を通して駆動され得る。
【0030】
噛合いロールは細かいピッチのヘリカルギアによく似ている。好ましい実施形態において、ロールは、5.935インチの直径、45°のねじれ角(helix angle)、0.100インチの法線ピッチ、30個のダイヤメトラルピッチ、14.5°の圧力角を有し、基本的には、頂上に長い歯末の丈がある歯車(gear)である。これは、約0.090インチまでの噛合いと、材料の厚さに対して歯の両側に約0.005インチのクリアランスを可能にする、細く深い歯形を生じる。歯は回転トルクを伝えるように設計されておらず、正常な噛合い延伸工程では金属を金属に接触させない。
【0031】
2.幅方向噛合い延伸装置
CD噛合い延伸装置は、噛合いロールのデザインと他の下記の重要でない部分における相違はあるが、斜め噛合い延伸装置と同じである。CD噛合いエレメントは大きな噛合い深さが可能であるから、上部シャフトが上昇又は下降している時に、2つの噛合いロールのシャフトが平行のままであるようにする手段を装置が組み込んでいることが重要である。これは、一方の噛合いロールの歯が常に他方の噛合いロールの歯の間に入ること、及び噛み合う歯の間の物理的接触による損傷の可能性が避けられることを保証するために必要である。この平行の動きは、垂直にスライドできる部材に並べて、固定ギアラックが各サイドフレームに取り付けられている、ラック及びギアの配置構成により保証される。シャフトは2つのサイドフレームを横切り、垂直にスライドできる部材の各々にあるベアリングで動く。ギアはこのシャフトの各末端に存在し、ラックと噛み合って動いて望みの平行運動を生み出す。
【0032】
CD噛合い延伸装置の駆動装置は、比較的大きな摩擦係数を有する材料の噛合い延伸の場合以外は、上側と下側の両方の噛合いロールを動かさなければならない。しかし、僅かな量の機械方向の調整不良又は駆動装置の滑りは問題を生じないので、駆動装置にアンチバックラッシュは必要でない。この理由はCD噛合いエレメントの説明により明らかになるであろう。
【0033】
CD噛合いエレメントは固体材料から機械加工されるが、直径の異なる2種のディスクの交互スタックとして最も良く表すことができる。好ましい実施形態において、噛合いディスクは直径6インチ、厚さ0.031インチでよく、端まで完全な半径を有する。噛合いディスクを隔てるスペーサーディスクは直径5.5インチ、厚さ0.069インチでよい。この配列の2つのロールは、全ての側面に材料のための0.019インチのクリアランスを残し、0.231インチまで噛み合うことが可能であろう。斜め噛合い延伸装置と同様に、このCD噛合いエレメントの配列は0.1インチのピッチを有する。
【0034】
3.機械方向噛合い延伸装置
MD噛合い延伸装置は、噛合いロールのデザイン以外は斜め噛合い延伸と同じである。MD噛合いロールは細かいピッチの平歯車によく似ている。好ましい実施形態において、これらのロールは、5.933インチの直径、0.100インチのピッチ、30個のダイヤメトラルピッチ、14.5°の圧力角を有し、基本的には、頂上に長い歯末の丈がある歯車である。これらのロールに、歯車ホブオフセット0.010インチで2回目のパスを行って、より大きなクリアランスを有する細い歯にした。約0.090インチの噛合いで、この形状は、材料の厚さのために両側に約0.010インチのクリアランスを有するであろう。
【0035】
4.インクリメンタル延伸法
前記の斜め、CD又はMD噛合い延伸装置は、インクリメンタル延伸されたフィルム又はラミネート(不織布繊維ウェブと微多孔質生成フィルムとのラミネート)を製造するために使用されて、本発明の微多孔質フィルム製品を生成し得る。例えば、延伸工程は、ステープル繊維又はスパンボンドフィラメントの不織布繊維ウェブと微多孔質生成熱可塑性フィルムとの押出ラミネートに使用され得る。不織布繊維ウェブと微多孔質生成フィルムとのラミネートは、例えば、CD及び/又はMD噛合い延伸装置を用いて、その装置に1回通して、約0.060インチから0.120インチのロール噛合い深さと、約550fpmから1200fpm又はこれ以上の速度でインクリメンタル延伸される。このようなインクリメンタル延伸又は噛合い延伸の結果、通気性と液体バリア性に優れていながら、並外れた接着強度と柔らかい布のようなテクスチャをもつラミネートが生成する。
【0036】
以下の実施例は本発明の微多孔質フィルムとラミネートを製造する方法を例示する。これらの実施例及びさらなる詳細な説明に照らして、本発明の範囲から逸脱することなくこれらを変形し得ることが当業者には明らかである。
【0037】
(実施例I)
55%の炭酸カルシウム、36%のポリプロピレン(PP)ホモポリマー、5%の低密度ポリエチレン(LDPE)、3%の二酸化チタンマスターバッチ、及びフィルム加工において典型的に用いられる加工助剤マスターバッチ及び酸化防止添加剤を合わせたものを1%含む微多孔質生成配合を通常の1軸押出機21及びスロットダイ22により押し出し、約450〜500°Fであるウェブ26を成形する。ウェブ26はゴムロール25及び金属ロール24により生成される圧力ニップに入っている。ゴムロールは水槽(示していない)に部分的に浸漬されているので、その表面は水(通常、60〜140°Fの間の温度に制御されている)により冷却されている。ゴムロール25及び金属ロール24により生成される第1圧力ニップを通過した後、直ちに、ウェブ26を、第1圧力ニップとゴムロール28及び金属ロール27により生成される第2圧力ニップとの間で機械方向に延伸する。延伸比(R)は、第1金属ロール24の速度(V1)と第2金属ロール27の速度(V2)とにより定まる。延伸ギャップ又はロールギャップ(x)は、第1金属冷却ロール24及び第2金属ロール27の外周の間の最も狭い距離(容易に入手できる隙間ゲージによって直接測定できる)により定まる。表1は実施例I−OからI−Dまでの実験条件及び結果を示している。I−Oは比較例であり、微多孔質でない未延伸フィルムを製造するために、第1ロール24と第2ロール27の速度が同じである(90fpm)。対照的に、実施例I−AからI−Dは延伸されている。未延伸のもの(実施例I−O)及び延伸したもの(実施例I−AからI−D)の表面トポロジーを、1−Oから1−Dと識別して、図4〜8に示す。
【0038】
表1はまた、フィルムをドローレゾナンスなしに85g/m2の当初のゲージで押し出し、50g/m2に延伸する場合の本発明の利点を例示している(実施例I−OとI−Dを比較)。2:1の延伸比に対して、第1ロールでの速度(V1)は90fpmであり、第2ロール(V2)では180である。より広く言えば、本発明は、ドローレゾナンスなしに、当初の押出フィルムより4倍又はそれ以上に薄い、薄いフィルムを実現できる。
【表1】
【0039】
(実施例II)
52.8%の炭酸カルシウム、38.8%のLLDPE、3%のLDPE、4.4%のTiO2、及びフィルム押出において典型的に用いられる加工助剤マスターバッチ及び酸化防止添加剤を合わせたものを1%含む微多孔質生成配合を、実施例I−OからI−Dに記載したものに非常に似たやり方で押し出す。実験条件及び結果を表2に示す。これらの試料の表面トポロジーを、II−A、II−B及びII−Cと識別して、図9〜11に示す。
【0040】
表3は、MDO延伸に続いて、図1の装置によりCD及びMDに延伸するためにそれぞれ、噛合いロール40、41及び42、43を用いて、MD及びCDにインクリメンタル延伸した場合の実施例II−Bの機械的性質を示す。延伸ロールの噛合いは雰囲気温度で行い、CD及びMDでのロールの噛合いはそれぞれ、0.050インチと0.040インチである。
【表2】
【表3】
【0041】
(実施例III)
表4は、実施例I−Dと、III−A及びIII−B(I−DのMDO延伸フィルムを、前記のCD及びMD延伸装置についての表4に示す条件下に、引き続きCD及びMDにインクリメンタル延伸したもの)を示す。
【0042】
表5は表4の製品の機械的性質を示す。MDO延伸及び噛合い延伸は、表5に示すように、調整されバランスの取れた性質(例えば、微多孔質の細孔径、MVTR、MD及びCD弾性率並びにMD及びCD引張強さ)を有する微多孔質フィルムを生成した。MDO微多孔質フィルムに連続的に、CD噛合いと、CD噛合い及びMD噛合いをそれぞれ行った。これらの試料の表面トポロジーを、III−A及びIII−Bと識別して、図12〜13に示す。
【表4】
【表5】
【0043】
(実施例IV)
ABA共押出構成を有する微多孔質生成配合を押し出しMDO法によりフィルムにした((A)は55.6%のCaCO3、36.90%のポリプロピレンホモポリマー、5.4%のLDPE、2%のTiO2及び0.1%の酸化防止添加剤を含み、(B)は52.8%のCaCO3、39.2%のLDPE、3.5%のLDPE、4.4%のTiO2及び0.1%の酸化防止添加剤を含んでいた)。ロールギャップは0.01インチであり延伸比は1.0であった。MDO法の後に、前記のCD/MD延伸装置を用いて、0.055インチでCD噛合いを行い、さらにその後、0.045インチでMD噛合いを行った(表6の実施例IV−Aを参照)。1300g/m2/日(ASTM E96E)のMVTR及び21グラム/平方メートル(gsm)のフィルム重量を有し、218g/cmの25%でのMD引張を有する微多孔質フィルムが製造された。次いで、同じABA共押出を行ったが、延伸比を1.0から1.25、1.5、1.75及び2.0に増し、他の全ての加工条件を同じに保った(表6の実施例IV−B、C、D及びEを参照)。フィルムゲージは21gsmから、それぞれ、19.3、16.5、15及び13.95に低下した。フィルムゲージは低下したが、25%MD引張強さは、218gsmから、それぞれ、240、265、311及び327gsmに増加した。これは、厚さの薄いフィルムウェブの取扱いにとって非常に有益であった。25%MD引張は増加したが、25%CD引張は142gsmから、それぞれ、118、82、58及び54gsmに低下した。さらに、これにより手触りの柔らかいフィルムも得られた。これらのタイプの微多孔質フィルムは、製品への高速転換のためのMD方向の高強度を備えていながら、最終用途のための柔らかい製品を提供するので、オムツ及び女性用ケアナプキン外カバーの製造に適している。同じゲージでの比較用に21gsmに標準化した機械的性質を示すために、表7を与える。このように、本発明のMDO法により製造された微多孔質フィルム製造物に、後で、CD及びMD噛合いを行って、MDとCDの25%伸びでの引張強さの比が2を超えるフィルムを得ることができる。
【0044】
表6の実施例はまた、21gsm(IV−A)からV2で2倍近く薄い13.9gsm(IV−E)への、V1でドローレゾナンスなしに押し出されたフィルムの当初のゲージの低下を示している。2の延伸比では、V1での速度は325fpmで、V2で650であった。
【表6】
【表7】
【0045】
(実施例V)
52.8%のCaCO3、39.2%のLLDPE、3.5%のLDPE、4.4%のTiO2及び0.1%の酸化防止添加剤を含む微多孔質生成配合をフィルムに押し出し、1を超えるキャップで延伸した。どのような延伸比でも、均一に延伸された微多孔質フィルムは獲得できない。大きな未延伸領域部分を無くすことができない(実施例V−A及びV−Bに対する図14の写真参照)。しかし、1インチのロールギャップで、均一に延伸された外観を有する微多孔質フィルムが4:1の延伸比で実現される(実施例V−C及びV−Dの対する図14の写真参照)。ロールギャップを0.05インチに減らすと、図14の写真V−C及びV−Dに示すように、1.25〜1.50のような低さで、均一な微多孔質フィルムを実現できる。この実施例Vによれば、本発明の成功裏の実施にとって、1インチ以下のショート延伸ギャップ又はショートロールギャップが極めて重要である。
【0046】
図14は、実質的に均一なゲージの許容される微多孔質フィルム製品を提供するために、ショートギャップ法及び本発明の装置が極めて重要であることを示すために製造した、実施例Vの実際の製品を示している。このように、「実質的に均一なゲージ」とは、均一性の度合いが、如何なる「タイガーストライプ」も肉眼で見て明らかでなく、また図14における実施例VのスケッチC及びDを基準にして、製品の本質的に完全で均一な延伸が達成されているようなものである微多孔質フィルム製品を特徴付けようとするものである。実施例Vの実際の製品のスケッチA及びBは、製品を見苦しく醜くするタイガーストライプが肉眼で非常に明らかに見える、許容されない製品を例示している。製品スケッチA及びBの場合には、製品を見苦しく醜くする製品のかなりの部分に渡ってひときわ目だって、タイガーストライプの未延伸幅が1/8インチを超え、肉眼で非常に明らかに見える。しかし、スケッチC及びDの場合のように、タイガーストライプが少なくなっているか又は完全に無くなっている場合には、実質的にゲージを均一にする均一な延伸によって、許容される製品が製造されている。スケッチCにより示される細い線は、1/32インチ未満の程度で非常に細いので、それらは製品の見た目を損ねない、或いは、このような線はスケッチDの場合には全く存在しない。このように、製品を許容されないものにするタイガーストライプ(実施例Vの比較例により示されている)を無くすることにより示される実質的に均一なゲージを生じるショートギャップを用いることによって本発明の目的は達成されることを当業者は理解するであろう。
【0047】
(実施例VI)
ABA共押出構成を有する微多孔質生成配合を押し出しMDO法によりフィルムにした((A)は52.8%のCaCO3、39.2%のLLDPE、3.5%のLDPE、4.4%のTiO2及び0.1%の酸化防止添加剤を含み、(B)は90%のポリプロピレンポリマー及び10%のポリエチレンポリマーを含んでいた)。3.0、4.0及び5.0の延伸比で、ロールギャップは0.02インチ及び0.035インチであった。両側に微多孔質層を、中央に微多孔質でない層を有するフィルムを製造した。得たフィルムは、ポリオレフィンの典型的な薄いフィルムに対応する低い水蒸気透過率を有するが、多くのパッケージ用途に適する、印刷向きの微多孔質フィルム表面、快い手触りなどを備えている。次の表8は結果を示している。
【表8】
【0048】
(実施例VII)
ポリエチレン100%の樹脂を押し出し、本発明のMOD法を用い、ロールギャップ0.045インチで単層フィルムにする。1000fpmを超える速度で、この方法を用いてフィルムを製造した。この実施例の製品は実質的に均一な27gsmのゲージを有し、微多孔質ではない。このように、「実質的に均一なゲージ」は、均一なゲージ又は厚さで高品質の微多孔質でないフィルムもまた特徴付けようとするものである。表9は結果を記載する。
【表9】
【0049】
このように、上記実施例I〜VIIは、本発明の方法が、ショートロールギャップを用いて高速で熱可塑性フィルムを製造することを例示しており、ここでフィルムは実質的に均一なゲージのものであり、微多孔質でないか、通気性の微多孔質であるか、又は非通気性の微多孔質であるかの何れかである。
【0050】
上記データ及び実験結果は、独特の熱可塑性フィルムと、これらの熱可塑性フィルムを延伸するための本発明の方法及び装置を具体的に示している。当業者には本発明から逸脱することなく他の変形形態が明らかであろう。
【図面の簡単な説明】
【0051】
【図1】ショート延伸ギャップ「x」を用いて本発明のフィルム又はフィルムラミネートを製造するためにMDO延伸及びインクリメンタル延伸を用いるインライン押出法の概略図である。
【図2】噛み合っているロールを略図化して示す、図1の2−2に沿って取られた横断面図である。
【図3】ショートギャップ「x」をもつMDO延伸装置の別の形の概略図である。
【図4】実施例I−Oの未延伸フィルムのSEM顕微鏡写真である。
【図5】実施例I−Aの延伸フィルムのSEM顕微鏡写真である。
【図6】実施例I−Bの延伸フィルムのSEM顕微鏡写真である。
【図7】実施例I−Cの延伸フィルムのSEM顕微鏡写真である。
【図8】実施例I−Dの延伸フィルムのSEM顕微鏡写真である。
【図9】実施例II−Aの延伸フィルムのSEM顕微鏡写真である。
【図10】実施例II−Bの延伸フィルムのSEM顕微鏡写真である。
【図11】実施例II−Cの延伸フィルムのSEM顕微鏡写真である。
【図12】実施例III−Aの延伸フィルムのSEM顕微鏡写真である。
【図13】実施例III−Bの延伸フィルムのSEM顕微鏡写真である。
【図14】実施例V−AからV−Dを比較して示す概略図である。
【特許請求の範囲】
【請求項1】
溶融状態にあるウェブ状の熱可塑性押出物を押し出すこと、
周速(V1)及び温度(T1)で運転される冷却ロールを配置して、前記ウェブを受け取り冷却することによりフィルムに成形すること、
前記V1を超える周速(V2)で運転される第2ロールを配置して、温度(T2)で前記フィルムを受け取ること、
前記フィルムを延伸するために、前記冷却ロールと前記ストリッパロールとの間のロールギャップを1インチ以下にするように前記冷却ロールから間隔を置いて前記第2ロールを配置すること、
前記T1及びT2の間の延伸温度、前記V1及びV2の間の速度で、前記ロールギャップにおいて前記フィルムを均一に延伸して、実質的に均一なゲージを有する延伸熱可塑性フィルムに成形すること
を含む、熱可塑性フィルムの製造方法。
【請求項2】
ロールギャップが約0.005から約0.05インチである請求項1に記載の方法。
【請求項3】
ロールギャップが約0.01インチである請求項1に記載の方法。
【請求項4】
前記V2とV1の比により、延伸比が約1.25:1と約4:1の間になる請求項1に記載の方法。
【請求項5】
前記冷却ロールが、前記ウェブを受け取る第1ニップを形成するようにバッキングロールと共同する金属ロールである請求項1に記載の方法。
【請求項6】
前記冷却ロールがエンボス金属ロール及び平滑なクロムロールの群から選択される請求項5に記載の方法。
【請求項7】
前記バッキングロールがゴムロール及び金属ロールの群から選択される請求項5に記載の方法。
【請求項8】
前記第2ロールが別のバッキングロールと共同して前記第1ニップから前記フィルムを受け取る第2ニップを形成する請求項5に記載の方法。
【請求項9】
前記第2ロールが金属ロールである請求項8に記載の方法。
【請求項10】
前記バッキングロールがゴムロールである請求項8に記載の方法。
【請求項11】
真空ボックスが前記冷却ロールに近接して配置されている請求項1に記載の方法。
【請求項12】
前記冷却ロールがエンボス金属ロール及び平滑なクロムロールの群から選択される請求項11に記載の方法。
【請求項13】
前記第2ロールがバッキングロールと共同して前記冷却ロールから前記フィルムを受け取る第1ニップを形成する請求項11に記載の方法。
【請求項14】
前記第2ロールが金属ロールであり、前記バッキングロールがゴムロールである請求項13に記載の方法。
【請求項15】
前記V1が、押し出されたウェブでドローレゾナンスが始まる速度より僅かに小さく、V2がV1の約4倍まで又はそれ以上の範囲にある請求項1に記載の方法。
【請求項16】
V2がV1の約2から約4倍である請求項15に記載の方法。
【請求項17】
押し出されたフィルムが冷却ロールで当初のゲージを有し、延伸フィルムが当初のゲージより約4倍まで又はそれ以上に薄い請求項1に記載の方法。
【請求項18】
前記フィルムが1分間当たり4000まで又はそれ以上のフィート長の速度で均一に延伸される請求項1に記載の方法。
【請求項19】
前記熱可塑性押出物が無機フィラー及び有機材料からなる群から選択される細孔生成粒子の分散相を含む熱可塑性ポリマーであり、前記延伸熱可塑性フィルムが、水蒸気透過率(MVTR)を有し、液体の透過に対するバリアである微多孔質である請求項1に記載の方法。
【請求項20】
前記MVTRが約1,000g/m2/日(ASTM E96(E)による)を超える請求項19に記載の方法。
【請求項21】
前記MVTRが約1,000を超え、4,000g/m2/日(ASTM E96(E)による)までである請求項19に記載の方法。
【請求項22】
前記熱可塑性押出物がポリマーを含み、該ポリマーがポリオレフィン、ポリエステル、ナイロン、及びこのようなポリマーの2種以上のブレンド又は共押出物からなる群から選択される請求項1に記載の方法。
【請求項23】
前記ポリオレフィンが、ポリエチレン、ポリプロピレン、これらのコポリマー、及びこれらのブレンドからなる群から選択される請求項22に記載の方法。
【請求項24】
前記ポリオレフィンが無機フィラー及び有機材料からなる群から選択される細孔生成粒子の分散相を含み、前記延伸熱可塑性フィルムが微多孔質である請求項23に記載の方法。
【請求項25】
前記細孔生成粒子フィラーが、炭酸カルシウム、硫酸バリウム、シリカ、タルク、及びマイカからなる群から選択される請求項24に記載の方法。
【請求項26】
前記ロールギャップにおけるフィルムの温度が約20℃から100℃(68°Fから約212°F)の範囲にある請求項23に記載の方法。
【請求項27】
前記ロールギャップにおけるフィルムの温度が約30℃から80℃(86°Fから176°F)の範囲にある請求項26に記載の方法。
【請求項28】
前記第2ロールの温度が約21℃から82℃(70°Fから180°F)である請求項26に記載の方法。
【請求項29】
延伸温度が冷却ロールにより制御される請求項1に記載の方法。
【請求項30】
前記第2ロールがT2を雰囲気温度又はより高温に制御する請求項29に記載の方法。
【請求項31】
前記T2がT1又はT1より低く保たれる請求項1に記載の方法。
【請求項32】
前記フィルムの25%伸びでのMD引張強さと25%伸びでのCD引張強さの比が2を超え、ウェブの取扱いに適する弾性率及び柔軟性に適うCD引張が前記フィルムに付与される請求項1に記載の方法。
【請求項33】
前記熱可塑性ポリマーがエラストマーポリマーである請求項1に記載の方法。
【請求項34】
前記エラストマーポリマーが、ポリ(エチレン−ブテン)、ポリ(エチレン−ヘキセン)、ポリ(エチレン−オクテン)、ポリ(エチレン−プロピレン)、ポリ(スチレン−ブタジエン−スチレン)、ポリ(スチレン−イソプレン−スチレン)、ポリ(スチレン−エチレン−ブチレン−スチレン)、ポリ(エステル−エーテル)、ポリ(エーテル−アミド)、ポリ(エチレン−酢酸ビニル)、ポリ(エチレン−アクリル酸メチル)、ポリ(エチレン−アクリル酸)、ポリ(エチレン−アクリル酸ブチル)、ポリウレタン、ポリ(エチレン−プロピレン−ジエン)、及びエチレン−プロピレンゴムからなる群から選択される請求項33に記載の方法。
【請求項35】
前記ポリマーが、延伸により前記フィルムを微多孔質にする細孔生成無機フィラー粒子を含む請求項34に記載の方法。
【請求項36】
前記延伸熱可塑性フィルムが約0.25(約6gsm)から約10(約250gsm)ミルの程度の厚さを有する請求項1に記載の方法。
【請求項37】
前記熱可塑性押出物が、
約30重量%から約45重量%の線状低密度ポリエチレン又はポリプロピレン、
約1重量%から約10重量%の低密度ポリエチレン、及び
約40重量%から約60重量%の炭酸カルシウムフィラー粒子
を含む請求項1に記載の方法。
【請求項38】
前記組成物が、高密度ポリエチレン、二酸化チタン、及びこれらの混合物からなる群から選択される成分をさらに含む請求項37に記載の方法。
【請求項39】
前記熱可塑性押出物が異なるポリマー組成物の1つの層又は複数の層の共押出構造であり、
(a)通気性微多孔質フィルム
(b)通気性でない微多孔質フィルム、及び
(c)微多孔質でないフィルム
からなる群から選択される熱可塑性フィルムを生成する請求項1に記載の方法。
【請求項40】
前記共押出構造が、ポリプロピレン、線状低密度ポリエチレン(LLDPE)、低密度ポリエチレン(LDPE)、及びこれらのブレンドからなる群から選択されるポリマーの1つの層又は複数の層を有する請求項39に記載の方法。
【請求項41】
前記熱可塑性フィルムをインクリメンタル延伸ロールに導入して前記フィルムをインクリメンタル延伸するさらなるステップを含む請求項1に記載の方法。
【請求項42】
前記インクリメンタル延伸ロールが第1セクション及び第2セクションを備え、前記フィルムが前記第1セクションにより第1方向にインクリメンタル延伸され、その後、前記第2セクションにより第2方向にインクリメンタル延伸される請求項41に記載の方法。
【請求項43】
前記第1及び第2延伸方向が実質的に互いに直交している請求項42に記載の方法。
【請求項44】
前記延伸熱可塑性フィルムが約0.25から2ミルのフィルム厚さを有する請求項37に記載の方法。
【請求項45】
ポリプロピレン、ポリエチレン、これらのコポリマー及びこれらのブレンドからなる群から選択され、細孔生成フィラーを含む微多孔質生成熱可塑性溶融押出物を押し出すこと、
周速(V1)及び温度(T1)で運転される冷却ロールを配置して、前記ウェブを冷却することにより微多孔質生成フィルムに成形すること、
前記V1を超える周速(V2)で運転される第2ロールを配置して、温度(T2)で、前記フィルムを受け取ること、
前記フィルムを延伸するために、前記冷却ロールと前記ストリッパロールとの間のロールギャップを1インチ以下にするように前記冷却ロールから間隔を置いて前記第2ロールを配置すること、
前記T1及びT2の間の延伸温度、前記V1及びV2の間の速度で、前記ロールギャップにおいて前記フィルムを延伸して、約0.25から約10ミルのファイム厚さを有する微多孔質熱可塑性フィルムに成形すること
を含む、通気性で液体バリアの微多孔質熱可塑性フィルムの製造方法。
【請求項46】
微多孔質フィルムが約1,000g/m2/日(ASTM E96(E)による)を超える水蒸気透過率(MVTR)を有する請求項45に記載の方法。
【請求項47】
前記MVTRが約1,000から約4,000g/m2/日(ASTM E96(E)による)である請求項45に記載の方法。
【請求項48】
前記微多孔質フィルムの25%伸びでのMD引張強さと25%伸びでのCD引張強さの比が2を超え、ウェブの取扱いに適する弾性率及び柔軟性に適うCD引張が前記微多孔質フィルムに付与される請求項45に記載の方法。
【請求項49】
フィルムがアニールされる請求項1に記載の方法。
【請求項50】
前記押出中に前記押出物を延伸可能な不織布繊維シートにラミネートして、前記均一延伸の前に前記ウェブとシートのラミネートを生成させるさらなるステップを含む請求項1に記載の方法。
【請求項51】
前記均一延伸の後に前記延伸熱可塑性フィルムを不織布繊維シートにラミネートして前記フィルムと前記シートのラミネートを生成させるさらなるステップを含む請求項1に記載の方法。
【請求項52】
請求項1の方法により製造される製品。
【請求項53】
請求項2の方法により製造される製品。
【請求項54】
請求項3の方法により製造される製品。
【請求項55】
請求項4の方法により製造される製品。
【請求項56】
請求項5の方法により製造される製品。
【請求項57】
請求項6の方法により製造される製品。
【請求項58】
請求項7の方法により製造される製品。
【請求項59】
請求項8の方法により製造される製品。
【請求項60】
請求項9の方法により製造される製品。
【請求項61】
請求項10の方法により製造される製品。
【請求項62】
請求項11の方法により製造される製品。
【請求項63】
請求項12の方法により製造される製品。
【請求項64】
請求項13の方法により製造される製品。
【請求項65】
請求項14の方法により製造される製品。
【請求項66】
請求項15の方法により製造される製品。
【請求項67】
請求項16の方法により製造される製品。
【請求項68】
請求項17の方法により製造される製品。
【請求項69】
請求項18の方法により製造される製品。
【請求項70】
請求項19の方法により製造される製品。
【請求項71】
請求項20の方法により製造される製品。
【請求項72】
請求項21の方法により製造される製品。
【請求項73】
請求項22の方法により製造される製品。
【請求項74】
請求項23の方法により製造される製品。
【請求項75】
請求項24の方法により製造される製品。
【請求項76】
請求項25の方法により製造される製品。
【請求項77】
請求項26の方法により製造される製品。
【請求項78】
請求項27の方法により製造される製品。
【請求項79】
請求項28の方法により製造される製品。
【請求項80】
請求項29の方法により製造される製品。
【請求項81】
請求項30の方法により製造される製品。
【請求項82】
請求項31の方法により製造される製品。
【請求項83】
請求項32の方法により製造される製品。
【請求項84】
請求項33の方法により製造される製品。
【請求項85】
請求項34の方法により製造される製品。
【請求項86】
請求項35の方法により製造される製品。
【請求項87】
請求項36の方法により製造される製品。
【請求項88】
請求項37の方法により製造される製品。
【請求項89】
請求項38の方法により製造される製品。
【請求項90】
請求項39の方法により製造される製品。
【請求項91】
請求項40の方法により製造される製品。
【請求項92】
請求項41の方法により製造される製品。
【請求項93】
請求項42の方法により製造される製品。
【請求項94】
請求項43の方法により製造される製品。
【請求項95】
請求項44の方法により製造される製品。
【請求項96】
請求項45の方法により製造される製品。
【請求項97】
請求項46の方法により製造される製品。
【請求項98】
請求項47の方法により製造される製品。
【請求項99】
請求項48の方法により製造される製品。
【請求項100】
請求項49の方法により製造される製品。
【請求項101】
請求項50の方法により製造される製品。
【請求項102】
請求項51の方法により製造される製品。
【請求項103】
ウェブ状の熱可塑性溶融押出物を押し出すための押出機、
周速(V1)及び温度(T1)で運転されて、前記ウェブを受け取り冷却することによりフィルムに成形するための冷却ロール、
前記V1を超える周速(V2)で運転され、温度(T2)で前記フィルムを受け取る第2ロール
を備え、前記フィルムを延伸するために、前記冷却ロールと前記第2ロールとの間のロールギャップを1インチ以下にするように前記冷却ロールから間隔を置いて前記第2ロールを配置してゲージの均一なフィルムを提供する
延伸熱可塑性フィルムの製造装置。
【請求項104】
前記冷却ロールが、ロールギャップを約0.005から約0.05インチとするように、前記第2ロールから間隔を置いて配置されている請求項103に記載の装置。
【請求項105】
約1.25:1と約4:1の間のV2とV1の速度比で前記ロールが運転されるように設計されている請求項103に記載の装置。
【請求項106】
前記冷却ロールが、前記ウェブを受け取る第1ニップを形成するようにバッキングロールと共同する金属ロールである請求項103に記載の装置。
【請求項107】
前記冷却ロールがエンボス金属ロール及び平滑なクロムロールの群から選択される請求項106に記載の装置。
【請求項108】
バッキングロールがゴムロール及び金属ロールの群から選択される請求項106に記載の装置。
【請求項109】
前記第2ロールが別のバッキングロールと共同して前記第1ニップから前記フィルムを受け取る第2ニップを形成する請求項103に記載の装置。
【請求項110】
前記第2ロールが金属ロール及びゴムロールの群から選択される請求項109に記載の装置。
【請求項111】
真空ボックスが前記冷却ロールに近接して配置されている請求項103に記載の装置。
【請求項112】
前記冷却ロールがエンボス金属ロール及び平滑なクロムロールの群から選択される請求項111に記載の装置。
【請求項113】
前記第2ロールがバッキングロールと共同して前記冷却ロールからフィルムを受け取る第1ニップを形成する請求項111に記載の装置。
【請求項114】
前記フィルムをインクリメンタル延伸するためにインクリメンタル延伸ロールをさらに備える請求項103に記載の装置。
【請求項115】
前記インクリメンタル延伸ロールが、フェルムを第1方向にインクリメンタル延伸し、その後、第2方向にインクリメンタル延伸するための、第1セクション及び第2セクションからなる請求項114に記載の装置。
【請求項116】
前記第1及び第2延伸方向が実質的に互いに直交している請求項115に記載の装置。
【請求項117】
前記押出機が最大押出速度まで運転され、前記冷却及び第2ロールがそれぞれ、前記押出速度の約4倍まで又はそれ以上のV1及びV2で運転される請求項103に記載の装置。
【請求項118】
前記ロールが1分間当たり約4000まで又はそれ以上のフィート長の速度で運転される請求項117に記載の装置。
【請求項1】
溶融状態にあるウェブ状の熱可塑性押出物を押し出すこと、
周速(V1)及び温度(T1)で運転される冷却ロールを配置して、前記ウェブを受け取り冷却することによりフィルムに成形すること、
前記V1を超える周速(V2)で運転される第2ロールを配置して、温度(T2)で前記フィルムを受け取ること、
前記フィルムを延伸するために、前記冷却ロールと前記ストリッパロールとの間のロールギャップを1インチ以下にするように前記冷却ロールから間隔を置いて前記第2ロールを配置すること、
前記T1及びT2の間の延伸温度、前記V1及びV2の間の速度で、前記ロールギャップにおいて前記フィルムを均一に延伸して、実質的に均一なゲージを有する延伸熱可塑性フィルムに成形すること
を含む、熱可塑性フィルムの製造方法。
【請求項2】
ロールギャップが約0.005から約0.05インチである請求項1に記載の方法。
【請求項3】
ロールギャップが約0.01インチである請求項1に記載の方法。
【請求項4】
前記V2とV1の比により、延伸比が約1.25:1と約4:1の間になる請求項1に記載の方法。
【請求項5】
前記冷却ロールが、前記ウェブを受け取る第1ニップを形成するようにバッキングロールと共同する金属ロールである請求項1に記載の方法。
【請求項6】
前記冷却ロールがエンボス金属ロール及び平滑なクロムロールの群から選択される請求項5に記載の方法。
【請求項7】
前記バッキングロールがゴムロール及び金属ロールの群から選択される請求項5に記載の方法。
【請求項8】
前記第2ロールが別のバッキングロールと共同して前記第1ニップから前記フィルムを受け取る第2ニップを形成する請求項5に記載の方法。
【請求項9】
前記第2ロールが金属ロールである請求項8に記載の方法。
【請求項10】
前記バッキングロールがゴムロールである請求項8に記載の方法。
【請求項11】
真空ボックスが前記冷却ロールに近接して配置されている請求項1に記載の方法。
【請求項12】
前記冷却ロールがエンボス金属ロール及び平滑なクロムロールの群から選択される請求項11に記載の方法。
【請求項13】
前記第2ロールがバッキングロールと共同して前記冷却ロールから前記フィルムを受け取る第1ニップを形成する請求項11に記載の方法。
【請求項14】
前記第2ロールが金属ロールであり、前記バッキングロールがゴムロールである請求項13に記載の方法。
【請求項15】
前記V1が、押し出されたウェブでドローレゾナンスが始まる速度より僅かに小さく、V2がV1の約4倍まで又はそれ以上の範囲にある請求項1に記載の方法。
【請求項16】
V2がV1の約2から約4倍である請求項15に記載の方法。
【請求項17】
押し出されたフィルムが冷却ロールで当初のゲージを有し、延伸フィルムが当初のゲージより約4倍まで又はそれ以上に薄い請求項1に記載の方法。
【請求項18】
前記フィルムが1分間当たり4000まで又はそれ以上のフィート長の速度で均一に延伸される請求項1に記載の方法。
【請求項19】
前記熱可塑性押出物が無機フィラー及び有機材料からなる群から選択される細孔生成粒子の分散相を含む熱可塑性ポリマーであり、前記延伸熱可塑性フィルムが、水蒸気透過率(MVTR)を有し、液体の透過に対するバリアである微多孔質である請求項1に記載の方法。
【請求項20】
前記MVTRが約1,000g/m2/日(ASTM E96(E)による)を超える請求項19に記載の方法。
【請求項21】
前記MVTRが約1,000を超え、4,000g/m2/日(ASTM E96(E)による)までである請求項19に記載の方法。
【請求項22】
前記熱可塑性押出物がポリマーを含み、該ポリマーがポリオレフィン、ポリエステル、ナイロン、及びこのようなポリマーの2種以上のブレンド又は共押出物からなる群から選択される請求項1に記載の方法。
【請求項23】
前記ポリオレフィンが、ポリエチレン、ポリプロピレン、これらのコポリマー、及びこれらのブレンドからなる群から選択される請求項22に記載の方法。
【請求項24】
前記ポリオレフィンが無機フィラー及び有機材料からなる群から選択される細孔生成粒子の分散相を含み、前記延伸熱可塑性フィルムが微多孔質である請求項23に記載の方法。
【請求項25】
前記細孔生成粒子フィラーが、炭酸カルシウム、硫酸バリウム、シリカ、タルク、及びマイカからなる群から選択される請求項24に記載の方法。
【請求項26】
前記ロールギャップにおけるフィルムの温度が約20℃から100℃(68°Fから約212°F)の範囲にある請求項23に記載の方法。
【請求項27】
前記ロールギャップにおけるフィルムの温度が約30℃から80℃(86°Fから176°F)の範囲にある請求項26に記載の方法。
【請求項28】
前記第2ロールの温度が約21℃から82℃(70°Fから180°F)である請求項26に記載の方法。
【請求項29】
延伸温度が冷却ロールにより制御される請求項1に記載の方法。
【請求項30】
前記第2ロールがT2を雰囲気温度又はより高温に制御する請求項29に記載の方法。
【請求項31】
前記T2がT1又はT1より低く保たれる請求項1に記載の方法。
【請求項32】
前記フィルムの25%伸びでのMD引張強さと25%伸びでのCD引張強さの比が2を超え、ウェブの取扱いに適する弾性率及び柔軟性に適うCD引張が前記フィルムに付与される請求項1に記載の方法。
【請求項33】
前記熱可塑性ポリマーがエラストマーポリマーである請求項1に記載の方法。
【請求項34】
前記エラストマーポリマーが、ポリ(エチレン−ブテン)、ポリ(エチレン−ヘキセン)、ポリ(エチレン−オクテン)、ポリ(エチレン−プロピレン)、ポリ(スチレン−ブタジエン−スチレン)、ポリ(スチレン−イソプレン−スチレン)、ポリ(スチレン−エチレン−ブチレン−スチレン)、ポリ(エステル−エーテル)、ポリ(エーテル−アミド)、ポリ(エチレン−酢酸ビニル)、ポリ(エチレン−アクリル酸メチル)、ポリ(エチレン−アクリル酸)、ポリ(エチレン−アクリル酸ブチル)、ポリウレタン、ポリ(エチレン−プロピレン−ジエン)、及びエチレン−プロピレンゴムからなる群から選択される請求項33に記載の方法。
【請求項35】
前記ポリマーが、延伸により前記フィルムを微多孔質にする細孔生成無機フィラー粒子を含む請求項34に記載の方法。
【請求項36】
前記延伸熱可塑性フィルムが約0.25(約6gsm)から約10(約250gsm)ミルの程度の厚さを有する請求項1に記載の方法。
【請求項37】
前記熱可塑性押出物が、
約30重量%から約45重量%の線状低密度ポリエチレン又はポリプロピレン、
約1重量%から約10重量%の低密度ポリエチレン、及び
約40重量%から約60重量%の炭酸カルシウムフィラー粒子
を含む請求項1に記載の方法。
【請求項38】
前記組成物が、高密度ポリエチレン、二酸化チタン、及びこれらの混合物からなる群から選択される成分をさらに含む請求項37に記載の方法。
【請求項39】
前記熱可塑性押出物が異なるポリマー組成物の1つの層又は複数の層の共押出構造であり、
(a)通気性微多孔質フィルム
(b)通気性でない微多孔質フィルム、及び
(c)微多孔質でないフィルム
からなる群から選択される熱可塑性フィルムを生成する請求項1に記載の方法。
【請求項40】
前記共押出構造が、ポリプロピレン、線状低密度ポリエチレン(LLDPE)、低密度ポリエチレン(LDPE)、及びこれらのブレンドからなる群から選択されるポリマーの1つの層又は複数の層を有する請求項39に記載の方法。
【請求項41】
前記熱可塑性フィルムをインクリメンタル延伸ロールに導入して前記フィルムをインクリメンタル延伸するさらなるステップを含む請求項1に記載の方法。
【請求項42】
前記インクリメンタル延伸ロールが第1セクション及び第2セクションを備え、前記フィルムが前記第1セクションにより第1方向にインクリメンタル延伸され、その後、前記第2セクションにより第2方向にインクリメンタル延伸される請求項41に記載の方法。
【請求項43】
前記第1及び第2延伸方向が実質的に互いに直交している請求項42に記載の方法。
【請求項44】
前記延伸熱可塑性フィルムが約0.25から2ミルのフィルム厚さを有する請求項37に記載の方法。
【請求項45】
ポリプロピレン、ポリエチレン、これらのコポリマー及びこれらのブレンドからなる群から選択され、細孔生成フィラーを含む微多孔質生成熱可塑性溶融押出物を押し出すこと、
周速(V1)及び温度(T1)で運転される冷却ロールを配置して、前記ウェブを冷却することにより微多孔質生成フィルムに成形すること、
前記V1を超える周速(V2)で運転される第2ロールを配置して、温度(T2)で、前記フィルムを受け取ること、
前記フィルムを延伸するために、前記冷却ロールと前記ストリッパロールとの間のロールギャップを1インチ以下にするように前記冷却ロールから間隔を置いて前記第2ロールを配置すること、
前記T1及びT2の間の延伸温度、前記V1及びV2の間の速度で、前記ロールギャップにおいて前記フィルムを延伸して、約0.25から約10ミルのファイム厚さを有する微多孔質熱可塑性フィルムに成形すること
を含む、通気性で液体バリアの微多孔質熱可塑性フィルムの製造方法。
【請求項46】
微多孔質フィルムが約1,000g/m2/日(ASTM E96(E)による)を超える水蒸気透過率(MVTR)を有する請求項45に記載の方法。
【請求項47】
前記MVTRが約1,000から約4,000g/m2/日(ASTM E96(E)による)である請求項45に記載の方法。
【請求項48】
前記微多孔質フィルムの25%伸びでのMD引張強さと25%伸びでのCD引張強さの比が2を超え、ウェブの取扱いに適する弾性率及び柔軟性に適うCD引張が前記微多孔質フィルムに付与される請求項45に記載の方法。
【請求項49】
フィルムがアニールされる請求項1に記載の方法。
【請求項50】
前記押出中に前記押出物を延伸可能な不織布繊維シートにラミネートして、前記均一延伸の前に前記ウェブとシートのラミネートを生成させるさらなるステップを含む請求項1に記載の方法。
【請求項51】
前記均一延伸の後に前記延伸熱可塑性フィルムを不織布繊維シートにラミネートして前記フィルムと前記シートのラミネートを生成させるさらなるステップを含む請求項1に記載の方法。
【請求項52】
請求項1の方法により製造される製品。
【請求項53】
請求項2の方法により製造される製品。
【請求項54】
請求項3の方法により製造される製品。
【請求項55】
請求項4の方法により製造される製品。
【請求項56】
請求項5の方法により製造される製品。
【請求項57】
請求項6の方法により製造される製品。
【請求項58】
請求項7の方法により製造される製品。
【請求項59】
請求項8の方法により製造される製品。
【請求項60】
請求項9の方法により製造される製品。
【請求項61】
請求項10の方法により製造される製品。
【請求項62】
請求項11の方法により製造される製品。
【請求項63】
請求項12の方法により製造される製品。
【請求項64】
請求項13の方法により製造される製品。
【請求項65】
請求項14の方法により製造される製品。
【請求項66】
請求項15の方法により製造される製品。
【請求項67】
請求項16の方法により製造される製品。
【請求項68】
請求項17の方法により製造される製品。
【請求項69】
請求項18の方法により製造される製品。
【請求項70】
請求項19の方法により製造される製品。
【請求項71】
請求項20の方法により製造される製品。
【請求項72】
請求項21の方法により製造される製品。
【請求項73】
請求項22の方法により製造される製品。
【請求項74】
請求項23の方法により製造される製品。
【請求項75】
請求項24の方法により製造される製品。
【請求項76】
請求項25の方法により製造される製品。
【請求項77】
請求項26の方法により製造される製品。
【請求項78】
請求項27の方法により製造される製品。
【請求項79】
請求項28の方法により製造される製品。
【請求項80】
請求項29の方法により製造される製品。
【請求項81】
請求項30の方法により製造される製品。
【請求項82】
請求項31の方法により製造される製品。
【請求項83】
請求項32の方法により製造される製品。
【請求項84】
請求項33の方法により製造される製品。
【請求項85】
請求項34の方法により製造される製品。
【請求項86】
請求項35の方法により製造される製品。
【請求項87】
請求項36の方法により製造される製品。
【請求項88】
請求項37の方法により製造される製品。
【請求項89】
請求項38の方法により製造される製品。
【請求項90】
請求項39の方法により製造される製品。
【請求項91】
請求項40の方法により製造される製品。
【請求項92】
請求項41の方法により製造される製品。
【請求項93】
請求項42の方法により製造される製品。
【請求項94】
請求項43の方法により製造される製品。
【請求項95】
請求項44の方法により製造される製品。
【請求項96】
請求項45の方法により製造される製品。
【請求項97】
請求項46の方法により製造される製品。
【請求項98】
請求項47の方法により製造される製品。
【請求項99】
請求項48の方法により製造される製品。
【請求項100】
請求項49の方法により製造される製品。
【請求項101】
請求項50の方法により製造される製品。
【請求項102】
請求項51の方法により製造される製品。
【請求項103】
ウェブ状の熱可塑性溶融押出物を押し出すための押出機、
周速(V1)及び温度(T1)で運転されて、前記ウェブを受け取り冷却することによりフィルムに成形するための冷却ロール、
前記V1を超える周速(V2)で運転され、温度(T2)で前記フィルムを受け取る第2ロール
を備え、前記フィルムを延伸するために、前記冷却ロールと前記第2ロールとの間のロールギャップを1インチ以下にするように前記冷却ロールから間隔を置いて前記第2ロールを配置してゲージの均一なフィルムを提供する
延伸熱可塑性フィルムの製造装置。
【請求項104】
前記冷却ロールが、ロールギャップを約0.005から約0.05インチとするように、前記第2ロールから間隔を置いて配置されている請求項103に記載の装置。
【請求項105】
約1.25:1と約4:1の間のV2とV1の速度比で前記ロールが運転されるように設計されている請求項103に記載の装置。
【請求項106】
前記冷却ロールが、前記ウェブを受け取る第1ニップを形成するようにバッキングロールと共同する金属ロールである請求項103に記載の装置。
【請求項107】
前記冷却ロールがエンボス金属ロール及び平滑なクロムロールの群から選択される請求項106に記載の装置。
【請求項108】
バッキングロールがゴムロール及び金属ロールの群から選択される請求項106に記載の装置。
【請求項109】
前記第2ロールが別のバッキングロールと共同して前記第1ニップから前記フィルムを受け取る第2ニップを形成する請求項103に記載の装置。
【請求項110】
前記第2ロールが金属ロール及びゴムロールの群から選択される請求項109に記載の装置。
【請求項111】
真空ボックスが前記冷却ロールに近接して配置されている請求項103に記載の装置。
【請求項112】
前記冷却ロールがエンボス金属ロール及び平滑なクロムロールの群から選択される請求項111に記載の装置。
【請求項113】
前記第2ロールがバッキングロールと共同して前記冷却ロールからフィルムを受け取る第1ニップを形成する請求項111に記載の装置。
【請求項114】
前記フィルムをインクリメンタル延伸するためにインクリメンタル延伸ロールをさらに備える請求項103に記載の装置。
【請求項115】
前記インクリメンタル延伸ロールが、フェルムを第1方向にインクリメンタル延伸し、その後、第2方向にインクリメンタル延伸するための、第1セクション及び第2セクションからなる請求項114に記載の装置。
【請求項116】
前記第1及び第2延伸方向が実質的に互いに直交している請求項115に記載の装置。
【請求項117】
前記押出機が最大押出速度まで運転され、前記冷却及び第2ロールがそれぞれ、前記押出速度の約4倍まで又はそれ以上のV1及びV2で運転される請求項103に記載の装置。
【請求項118】
前記ロールが1分間当たり約4000まで又はそれ以上のフィート長の速度で運転される請求項117に記載の装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公表番号】特表2007−536110(P2007−536110A)
【公表日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願番号】特願2007−511363(P2007−511363)
【出願日】平成17年3月25日(2005.3.25)
【国際出願番号】PCT/US2005/010048
【国際公開番号】WO2005/110713
【国際公開日】平成17年11月24日(2005.11.24)
【出願人】(503183488)クロペイ プラスチック プロダクツ カンパニー、インコーポレイテッド (5)
【Fターム(参考)】
【公表日】平成19年12月13日(2007.12.13)
【国際特許分類】
【出願日】平成17年3月25日(2005.3.25)
【国際出願番号】PCT/US2005/010048
【国際公開番号】WO2005/110713
【国際公開日】平成17年11月24日(2005.11.24)
【出願人】(503183488)クロペイ プラスチック プロダクツ カンパニー、インコーポレイテッド (5)
【Fターム(参考)】
[ Back to top ]