
熱可塑性フィルムの製造方法
【課題】溶融押出製膜において作製されたフィルムロールのゲージバンドと呼ばれる厚みムラに起因する外観不良のない熱可塑性フィルム及び該熱可塑性フィルムの製造方法を提供する。
【解決手段】溶融押出法により成形され、フィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムであり、溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成する際、キャストロール4の周速v1(m/min)と冷却ロール及び搬送ロール9の周速v2(m/min)を、0.970≦v2/v1≦1.001に調整して成形する。前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程を有すると、より好ましい。
【解決手段】溶融押出法により成形され、フィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムであり、溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成する際、キャストロール4の周速v1(m/min)と冷却ロール及び搬送ロール9の周速v2(m/min)を、0.970≦v2/v1≦1.001に調整して成形する。前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程を有すると、より好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、溶融押出法による熱可塑性フィルムの製造方法、および当該製造方法によって作製される熱可塑性フィルムに関するものである。
【背景技術】
【0002】
表示部材や自動車内装部材などに使用されるプラスチックフィルムは、例えば、溶融製膜法によって製造され、その後、ロール状に巻き取られてフィルムロールとして保存・搬送される。しかし、フィルムロールにゲージバンドと呼ばれる厚みムラに起因する外観不良などが発生するという問題があった。この問題を解決するため、従来、フィルムの側端部にナーリング加工と呼ばれる微小な凹凸を型付ける加工が施されていた。前記、ナーリング加工としては、例えば、凹凸面を有する一対のエンボスロールの間にフィルムを挟み込んで押圧する方法が挙げられる(特許文献1、2参照。)。しかし、エンボスロールを用いた方法であると、フィルムの厚みが、例えば20〜55μmと薄い場合や、材料によってフィルムが脆い場合は、ナーリング加工時にフィルムが破断するという問題がある。また、ナーリング加工後もフィルムを屈曲させた場合に、ナーリング加工部が破断し易いという問題がある。
【0003】
ナーリング加工時にフィルムを破断させない方法として、レーザーを照射することにより、当該表面を局部的に熱溶融させ、又はアブレーションを行ってナーリング加工を行う方法(特許文献3参照。)がある。レーザー照射により高分子樹脂フィルム表面に局部的に熱溶融又はアブレーションさせる方法は、その両端部で破断を生じさせることなくナーリング加工を施すことが可能になる。しかし、ナーリング加工全般の問題である、ナーリング部の廃棄は改善することができない。ナーリング部の廃棄とは、ナーリング部は製品として使用できないため、ナーリング部をスリットし、廃棄する必要があり、幅方向収率が低くなる問題である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−91784号公報
【特許文献2】特開2002−211803号公報
【特許文献3】特開2009−40964号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は前記問題に鑑みなされたものであり、その目的は、フィルムロールに発生するゲージバンドと呼ばれる厚みムラに起因する外観不良のない熱可塑性フィルムおよび製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明の熱可塑性フィルムは、溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程とを有する製造工程により成形される熱可塑性フィルムであって、成形後、一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であることを特徴とする。一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムは、巻き取ったロールフィルムの収縮により巻きが締まり、巻きズレや巻き緩みが発生しない。これに対し、フィルム押出方向(MD)の収縮率が0.10%より大きいと、巻き取ったロールフィルムが過剰な収縮により巻きが締まり、ゲージバンドと呼ばれる厚みムラに起因する外観不良などが発生する。
【0007】
上記のような、本発明に係る、フィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムを製造する方法は、溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程と、形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、前記フィルム形成工程でのキャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)が、0.970≦v2/v1≦1.001であることを特徴とする。前記v2/v1が0.970以上であっても1以下の場合は、フィルム成形中にフィルムにシワおよび弛みが発生することがあるため、シワおよび弛み改善のため搬送ロール手前のフリーロールをシワおよび弛みを解消する機構を有するロール、例えばエキスパンダーロールを用いることが好ましい。また、v2/v1が0.970より小さいと、シワおよび弛みを解消する機構を有するロールを用いても、シワおよび弛みが解消しない。v2/v1が1.001より大きいと、フィルム押出方向(MD)の収縮率が0.10%以上になり、巻き取ったロールフィルムが過剰な収縮により巻きが締まり、ゲージバンドと呼ばれる厚みムラに起因する外観不良などが発生する。なお、前記冷却ロールは省略することもできる。
【0008】
好ましい実施態様では、前記製造工程が、前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、搬送ロールの前に、フィルムの流れ方向に発生するシワまたは弛みを解消する機構を有するロールを、走行するフィルムの少なくとも上下いずれかの面に用いる。
【0009】
また、好ましい実施態様では、前記熱可塑性樹脂が、アクリル系樹脂である。さらに好ましい実施態様では、前記アクリル系樹脂が、アクリル系グラフト共重合体を含有するアクリル系樹脂組成物である。
【発明の効果】
【0010】
本発明によれば、溶融押出法により製造される熱可塑性フィルムにおいて、フィルム押出方向(MD)の収縮率を制御することにより、ゲージバンドと呼ばれる厚みムラに起因する外観不良のないフィルムを製造することができるという効果を奏する。
【図面の簡単な説明】
【0011】
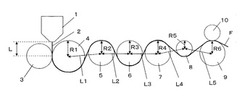
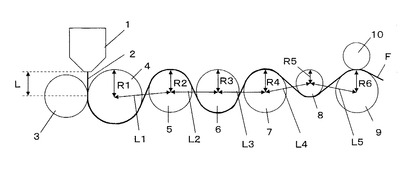
【図1】本発明の実施形態の一例である、冷却ロールを備えた、熱可塑性フィルム製造装置を示す概略図である。
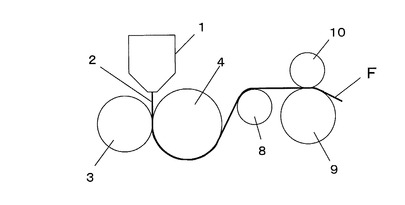
【図2】同じく、冷却ロールを備えない、熱可塑性フィルム製造装置の一例を示す概略図である。
【発明を実施するための形態】
【0012】
本実施の形態の熱可塑性フィルムの製造方法は、押出工程とフィルム形成工程とを有する。以下に、各工程について説明する。
【0013】
〔押出工程〕
押出工程では、溶融押出法によって、Tダイの吐出口から、フィルムの原材料であるシート状の熱可塑性樹脂が押し出される。前記Tダイとしては特に限定されず、適宜公知のTダイを用いることができる。前記Tダイは、後述するシート状の熱可塑性樹脂を押し出し得る形状の吐出口を有するものであることが好ましいが、その形状は特に限定されない。また、前記吐出口の形状も特に限定されない。
【0014】
前記Tダイの吐出口から押し出される熱可塑性樹脂の形状は、シート状であればよく、その厚さおよび幅は特に限定されない。例えば、シート状の熱可塑性樹脂の厚さは、後段のフィルム形成工程にて、当該熱可塑性樹脂がキャストロールとタッチロールの2つのロールの間に挟みこまれ得る程度の厚さであればよく、特に限定されない。例えば、熱可塑性樹脂の厚さは、略20μm〜300μmであることが好ましいが、これに限定されない。熱可塑性樹脂の厚さが20μmよりも薄ければ、ロールの撓みの影響を大きく受けるために、製造される熱可塑性フィルムの厚みむらが大きくなる傾向を示す。一方、熱可塑性樹脂の厚さが300μmよりも厚ければ、ロールによって当該熱可塑性樹脂を薄く延ばすことができない。その結果、後段の工程において熱可塑性フィルムを製造することが困難になるとともに、製造される熱可塑性フィルムの膜厚が厚くなる傾向を示す。
【0015】
また、前記Tダイの吐出口から押し出されるシート状の熱可塑性樹脂の幅、すなわち、押出方向に対して略垂直な方向への熱可塑性樹脂の長さであって、後段のフィルム形成工程において熱可塑性樹脂に加えられる力の方向に対して略垂直な方向への熱可塑性樹脂の長さも特に限定されない。
【0016】
前記押出工程でTダイの吐出口から押し出される熱可塑性樹脂の溶融粘度は特に限定されないが、例えば、1500Pa・sec以下であることが好ましい。なお、当該溶融粘度は、例えば、アクリル系樹脂内における各構造単位の含有率を変化させることによって調節することができる。また、当該溶融粘度は、適宜公知の方法にしたがって測定することが可能である。Tダイの吐出口から押し出される熱可塑性樹脂の溶融粘度が前記の範囲内であれば、より確実に、作製されるフィルムの厚みむらを減少させることができるとともに、ダイラインの発生を防止することができる。
【0017】
本発明に用いる前記熱可塑性樹脂としては特に限定されないが、例えば、アクリル系樹脂、セルロース系樹脂、ポリカーボネートまたは環状オレフィンコポリマーであることが好ましい。また、前記アクリル系樹脂としても特に限定されないが、例えば、アクリル系樹脂を構成するアクリル系樹脂組成物(A)が、アクリル系グラフト共重合体(a−1)を含有するものが好ましい。
【0018】
前記アクリル系樹脂組成物(A)としては、耐衝撃性、耐溶剤性、耐可塑剤移行性、透明性に優れる点から、アクリル系架橋弾性体含有グラフト共重合体(a−1)5〜100重量%およびメタクリル系重合体(a−2)0〜95重量%からなるアクリル系樹脂組成物[(a−1)および(a−2)の合計量が100重量%]が、好ましい。前記樹脂組成物(A)は、アクリル系架橋弾性体含有グラフト共重合体(a−1)とメタクリル系重合体(a−2)をそれぞれ重合してこれを混合して得ることができるが、製造に際しては同一の反応機でアクリル系架橋弾性体含有グラフト共重合体(a−1)を製造した後、メタクリル系重合体(a−2)を続けて製造することもできる。混合する方法としては、ラテックス状あるいはパウダー、ビーズ、ペレット等で混合が可能である。
【0019】
前記アクリル系架橋弾性体含有グラフト共重合体(a−1)は、アクリル酸エステル系架橋弾性体[アクリル酸エステルを主成分とした架橋弾性体](a−1a)の存在下に、(メタ)アクリル酸エステル単量体(a−1b)を重合して得られる。
【0020】
前記アクリル酸エステル系架橋弾性体(a−1a)は、アクリル酸エステル50〜100重量%および共重合可能な他のビニル系単量体0〜50重量%からなる単量体混合物ならびに前記単量体混合物に対して特定量の、1分子あたり2個以上の非共役二重結合を有する多官能性単量体を重合させてなるものである。前記単量体および多官能性単量体は、全部混合して(1段で)使用してもよく、また、単量体および多官能性単量体の組成を変化させて2段以上で使用してもよい。
【0021】
アクリル酸エステル系架橋弾性体(a−1a)におけるアクリル酸エステルとしては、重合性やコストの点より、アルキル基の炭素数1〜12のものを用いることができる。その具体例としては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸ブチル、アクリル酸2−エチルヘキシル、アクリル酸n−オクチル等があげられ、これらの単量体は、単独で使用してもよく、2種以上を併用してもよい。
【0022】
アクリル酸エステル系架橋弾性体(a−1a)におけるアクリル酸エステル量は、50〜100重量%が好ましく、70〜100重量%がより好ましく、80〜100重量%が最も好ましい。アクリル酸エステル量が50重量%未満では、耐衝撃性が低下し、引張破断時の伸びが低下し、フィルム切断時にクラックが発生しやすくなる傾向がある。
【0023】
アクリル酸エステル系架橋弾性体(a−1a)における共重合可能な他のビニル系単量体としては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸n−ブチル、メタクリル酸イソブチル、メタクリル酸t−ブチル等のメタクリル酸アルキルエステル(アルキル基の炭素数が1〜12であるものが好ましく、直鎖状でも分岐状でもよい); 塩化ビニル、臭化ビニル等のハロゲン化ビニル; アクリロニトリル、メタクリロニトリル等のシアン化ビニル; 蟻酸ビニル、酢酸ビニル、プロピオン酸ビニル等のビニルエステル、スチレン、ビニルトルエン、α−メチルスチレン等の芳香族ビニル誘導体; 塩化ビニリデン、弗化ビニリデン等のハロゲン化ビニリデン; アクリル酸、アクリル酸ナトリウム、アクリル酸カルシウム等のアクリル酸およびその塩; アクリル酸β−ヒドロキシエチル、アクリル酸ジメチルアミノエチル、アクリル酸グリシジル、アクリルアミド、N−メチロ−ルアクリルアミド等のアクリル酸アルキルエステル誘導体; メタクリル酸、メアクリル酸ナトリウム、メタアクリル酸カルシウム等のメタクリル酸およびその塩; メタクリルアミド、メタクリル酸β−ヒドロキシエチル、メタクリル酸ジメチルアミノエチル、メタクリル酸グリシジル等のメタクリル酸アルキルエステル誘導体等があげられ、これらの単量体は、単独で使用してもよく、2種以上が併用してもよい。これらのうちでも、耐候性、透明性の点より、メタクリル酸エステルが特に好ましい。
【0024】
アクリル酸エステル系架橋弾性体(a−1a)における共重合可能な他のビニル系単量体の量は、0〜50重量%が好ましく、0〜30重量%がより好ましく、0〜20重量%が最も好ましい。他のビニル系単量体の量が50重量%を超えると、耐衝撃性が低下し、引張破断時の伸びが低下し、フィルム切断時にクラックが発生しやすくなる場合がある。
【0025】
アクリル酸エステル系架橋弾性体(a−1a)における共重合可能な多官能性単量体の量は、アクリル酸エステル系架橋弾性体の平均粒子径と共に、応力白化、引張破断時の伸びあるいは透明性に大きく影響する。
【0026】
前記目的で用いる多官能性単量体は、通常使用されるものでよく、例えば、アリルメタクリレート、アリルアクリレート、トリアリルシアヌレート、トリアリルイソシアヌレート、ジアリルフタレート、ジアリルマレート、ジビニルアジペート、ジビニルベンゼン、エチレングリコールジメタクリレート、ジエチレングリコールメタクリレート、トリエチレングリコールジメタクリレート、トリメチルロールプロパントリメタクリレート、テトロメチロールメタンテトラメタクリレート、ジプロピレングリコールジメタクリレートおよびこれらのアクリレート類などを使用することができる。これらの多官能性単量体は、単独で使用してもよいし、2種以上を併用してもよい。
【0027】
本発明のアクリル酸エステル系架橋弾性体粒子(a−1a)における多官能性単量体の共重合量は、単量体混合物100重量物に対して、0.1〜10重量部が好ましく、1.0〜4重量部がより好ましい。多官能性単量体の共重合量が0.1〜10重量部であれば、耐折り曲げ性、耐折り曲げ白化性および樹脂の流動性の視点から好ましい。
【0028】
アクリル酸エステル系架橋弾性体(a−1a)の重合における開始剤としては、公知の有機系過酸化物、無機系過酸化物、アゾ化合物などの開始剤を使用することができる。具体的には、例えば、t−ブチルハイドロパーオキサイド、1,1,3,3−テトラメチルブチルハイドロパーオキサイド、スクシン酸パーオキサイド、パーオキシマレイン酸t−ブチルエステル、クメンハイドロパーオキサイド、ベンゾイルパーオキサイド等の有機過酸化物や、過硫酸カリウム、過硫酸ナトリウム等の無機過酸化物、さらにアゾビスイソブチロニトリル等の油溶性開始剤も使用される。これらは単独で用いてもよく、2種以上併用してもよい。これらの開始剤は、亜硫酸ナトリウム、チオ硫酸ナトリウム、ナトリウムホルムアルデヒドスルフォキシレート、アスコルビン酸、ヒドロキシアセトン酸、硫酸第一鉄、硫酸第一鉄とエチレンジアミン四酢酸2ナトリウムの錯体なとの還元剤と組み合わせた通常のレドックス型開始剤として使用してもよい。
【0029】
前記有機系過酸化物は、重合系にそのまま添加する方法、単量体に混合して添加する方法、乳化剤水溶液に分散させて添加する方法など、公知の添加法で添加することができるが、透明性の点から、単量体に混合して添加する方法あるいは乳化剤水溶液に分散させて添加する方法が好ましい。
【0030】
また、前記有機系過酸化物は、重合安定性、粒子径制御の点から、2価の鉄塩等の無機系還元剤および/またはホルムアルデヒドスルホキシル酸ソ−ダ、還元糖、アスコルビン酸等の有機系還元剤と組み合わせたレドックス系開始剤として使用するのが好ましい。
【0031】
前記乳化重合に使用する界面活性剤にも特に限定はなく、通常の乳化重合用の界面活性剤であれば使用することができる。具体的には、例えば、アルキルスルフォン酸ナトリウム、アルキルベンゼンスルフォン酸ナトリウム、ジオクチルスルホコハク酸ナトリウム、ラウリル硫酸ナトリウム、脂肪酸ナトリウム等の陰イオン性界面活性剤や、アルキルフェノール類、脂肪族アルコール類とプロピレンオキサイド、エチレンオキサイドとの反応生成物等の非イオン性界面活性剤等が示される。これらの界面活性剤は単独で用いてもよく、2種以上併用してもよい。更に要すれば、アルキルアミン塩等の陽イオン性界面活性剤を使用してもよい。
【0032】
アクリル酸エステル系架橋弾性体(a−1a)の平均粒子径は、50〜200nmが好ましく、50〜160nmがより好ましく、50〜120nmがさらに好ましく、60〜120nmが特に好ましい。アクリル酸エステル系架橋弾性体(a−1a)の平均粒子径が50nm未満では、耐衝撃性等が低下し、引張破断時の伸びが低下しフィルム切断時にクラックが発生しやすくなる傾向がある。また、200nmを超えると、応力白化が発生しやすく、透明性が低下し、さらに真空成形後の透明性が低下する傾向がある。なお、本発明における平均粒子径は、日機装株式会社製 Microtrac粒度分布測定装置MT3000を使用して、ラテックス状態で光散乱法を用いて測定した値である。
【0033】
前記アクリル系橋弾性体含有グラフト共重合体(a−1)は、前記アクリル酸エステル系架橋弾性体(a−1a)の存在下に、メタクリル酸エステルを主成分とする単量体混合体(a−1b)を重合させて得られる。好ましくは、前記アクリル酸エステル系架橋弾性体(a−1a)5〜85重量部の存在下に、メタクリル酸エステルを主成分とする単量体混合物(a−1b)95〜15重量部[(a−1a)と(a−1b)の合計量が100重量部]を、1段階または2段階以上で重合させることより得られる。
【0034】
前記グラフト共重合組成(単量体混合物)(a−1b)中のメタクリル酸エステルは、80重量%以上が好ましく、85重量%がより好ましく、90重量%がさらに好ましい。メタクリル酸エステルが80重量%未満では、得られるフィルムの硬度、剛性が低下する傾向がある。グラフト共重合に用いられる単量体としては、メタクリル酸エステル、アクリル酸エステルであり、具体例としては前記アクリル酸エステル系架橋弾性体(a−1a)に使用するものが、使用可能である。この際、グラフト共重合組成(単量体混合物)(a−1b)においては、アクリル酸エステル系架橋弾性体(a−1a)にグラフト反応せずに、未グラフトの重合体となる成分(フリーポリマー)が生じる。この成分(フリーポリマー)は、メタクリル系重合体(B)の一部または全部を構成する。前記アクリル系架橋弾性体含有グラフト共重合体(a−1)の一部((a−1a)およびグラフトされた(a−1b))は、メチルエチルケトンに不溶となる。
【0035】
前記アクリル酸エステル系架橋弾性体(a−1a)に対するグラフト率は、30〜250%が好ましく、50〜230%がより好ましく、70〜220%がさらに好ましい。グラフト率が30%未満では耐折曲げ白化性が低下し、また、透明性が低下したり、引張破断時の伸びが低下しフィルム切断時にクラックが発生しやすくなる傾向がある。前記グラフト率が250%超では、フィルム成形時の溶融粘度が高くなりフィルムの成形性が低下する傾向がある。
【0036】
アクリル系架橋弾性体含有グラフト共重合体(a−1)の製造方法は特に限定されず、公知の乳化重合法、乳化−懸濁重合法、懸濁重合法、塊状重合法または溶液重合法が適用可能であるが、乳化重合法が特に好ましい。
【0037】
得られたアクリル系架橋弾性体含有グラフト共重合体(a−1)の平均粒子径は、100nm超400nm以下が好ましく、100nm超350nm以下がより好ましく、100nm超300nm以下がさらに好ましい。アクリル系架橋弾性体含有グラフト共重合体(a−1)の平均粒子径が100nm以下では、得られるアクリル系樹脂組成物(A)から形成しうるフィルムの耐衝撃性および耐折曲げ割れ性が低下する傾向があり、400nmを超えるとフィルムの透明性が低下する傾向にある。
【0038】
上記のようにして得られたアクリル系架橋弾性体含有グラフト共重合体(a−1)ラテックスは、通常の凝固、洗浄および乾燥の操作により、または、スプレ−乾燥、凍結乾燥などによる処理により、樹脂組成物が分離、回収される。
【0039】
また、前記メタクリル系重合体(a−2)は、メタクリル酸メチルを80重量%以上含有するものであり、より好ましくは85重量%以上含有するものであり、さらに好ましくは90重量%以上含有するものである。メタクリル酸メチルが80重量%未満では、得られるフィルムの硬度、剛性が低下する傾向がある。
【0040】
前記メタクリル系重合体(a−2)におけるメタクリル酸メチル以外の単量体としては、前記アクリル系架橋弾性体含有グラフト共重合体(a−1)に使用したものがあげられる。これらの単量体は、単独で用いてもよく、2種以上を併用してもよい。
【0041】
前記メタクリル系重合体(a−2)は、アクリル系架橋弾性体含有グラフト共重合体(a−1)と別個に重合することも可能である。その場合も重合方法は特に限定されず、公知の乳化重合法、乳化−懸濁重合法、懸濁重合法、塊状重合法または溶液重合法が適用可能である。
【0042】
前記メタクリル系重合体(a−2)の平均粒子径は、80〜500μmが好ましく、100〜300μmがより好ましい。メタクリル系重合体(a−2)の平均粒子径が80μm未満では、耐衝撃性、耐折曲げ割れ性、耐薬品性が低下する傾向があり、500μm超では、透明性が低下する傾向がある。
【0043】
メタクリル系重合体(a−2)の前記重合における開始剤としては、公知の有機系過酸化物、無機系過酸化物、アゾ化合物などの開始剤を使用することができる。具体的には、例えば、t−ブチルハイドロパーオキサイド、1,1,3,3−テトラメチルブチルハイドロパーオキサイド、スクシン酸パーオキサイド、パーオキシマレイン酸t−ブチルエステル、クメンハイドロパーオキサイド、ベンゾイルパーオキサイド、ラウロイルパーオキサイド、t−ブチルパーオキシベンゾエート、イソプロピル−t−ブチルパーオキシカーボネート、過安息香酸ブチル、1,1−ビス(アルキルパーオキシ)3,3,5−トリメチルシクロヘキサン、1,1−ビス(アルキルパーオキシ)シクロヘキサン等の有機過酸化物や、過硫酸カリウム、過硫酸ナトリウム等の無機過酸化物、さらにアゾビスイソブチロニトリル等のアゾ化合物も使用される。これらは単独で使用してもよいし、2種以上を併用してもよい。
【0044】
前記有機系過酸化物は、重合系にそのまま添加する方法、単量体に混合して添加する方法、乳化剤水溶液に分散させて添加する方法など、公知の添加法で添加することができるが、得られるフィルムの透明性の点から、単量体に混合して添加する方法が好ましい。
【0045】
前記懸濁重合に使用する分散剤としては、一般的に懸濁重合に用いられる分散剤、例えば、ポリビニルアルコール、ポリビニルピロリドン、ポリアクリルアミド等の高分子分散剤、例えば、リン酸カルシウム、ハイドロキシアパタイト、ピロリン酸マグネシウム等の難水溶性無機塩があげられる。そして、難水溶性無機塩を用いる場合には、α−オレフィンスルフォン酸ソーダ、ドデシルベンゼンスルフォン酸ソーダ等のアニオン性界面活性剤を併用すると分散安定性が増すので効果的である。また、これらの分散剤は得られる樹脂粒子の粒子径を調整するために、重合中に1回または2回以上追加することもある。
【0046】
アクリル系樹脂組成物(A)中のアクリル酸エステル系架橋弾性体(a−1a)の含有量は、5〜45重量%が好ましく、10〜30重量%がより好ましい。アクリル酸エステル系架橋弾性体(a−1a)の含有量が5重量%未満では、得られるフィルムの引張破断時の伸びが低下し、フィルムを切断する際にクラックが発生しやすく、また応力白化が発生しやすくなる傾向がある。45重量%を超えると、得られるフィルムの硬度、剛性が低下する傾向がある。
【0047】
アクリル系樹脂組成物(A)のメチルエチルケトン可溶分の還元粘度は、0.2〜0.8dl/gが好ましく、0.2〜0.7dl/gがより好ましく、0.2〜0.6dl/gがさらに好ましい。樹脂組成物(A)のメチルエチルケトン可溶分の還元粘度が0.2dl/g未満では、得られるフィルムの引張破断時の伸びが低下しフィルムを切断する際にクラックが発生しやすく、また耐溶剤性が低下する傾向があり、0.8dl/gを超えると、フィルムの成形性が低下する傾向がある。
【0048】
前記アクリル系樹脂組成物(A)は、種々の一般的な混練機を用いて溶融混練することにより、樹脂ペレットを製造することができる。前記混練機の例としては、例えば、一軸押出機、二軸押出機、ロール、バンバリーミキサー、ニーダーなどが挙げられる。例えば、スクリュー径40mmの単軸押出機を用いて、バレル設定温度を180〜280℃とし、吐出量100〜150kg/hr、スクリュー回転数50〜150rpmで溶融混練し、ダイスよりストランドを引取り、水冷した後に、ストランドカッターを用いて切断して、樹脂ペレットを得ることができる。
【0049】
前記樹脂ペレットのせん断速度122S-1における溶融粘度としては、7000〜20000Pa・sであることが好ましく、10000〜19000Pa・sであることがより好ましい。樹脂ペレットの溶融粘度が7000Pa・s未満では、フィルム成形等において押出機先端部での背圧が立たないため成形品を得難い傾向にあり、溶融粘度が20000Pa・s超では、樹脂圧力が上がりすぎて吐出され難い傾向がある。
【0050】
前記樹脂ペレットの流動性(メルトフローレート)としては、温度230℃、37.5Nの荷重条件において、0.5〜3.0g/10分であることが好ましく、1.0〜2.0g/10分であることがより好ましい。流動性が0.5〜3.0g/分であれば、成形温度が低い場合でも成形し易く、高温成形時に生じる樹脂分解等の問題を解決できる点で好ましい。
【0051】
上記のようなアクリル系樹脂組成物(A)は、本発明のようなTダイ押出成形のほか、射出成形、ブロー成形、圧縮成形などの各種プラスチック加工法によって様々な成形品に加工できる。特に、前記アクリル系樹脂組成物(A)は、フィルムとして有用であり、例えば、Tダイ押出法と同様に通常の溶融押出法であるインフレーション法や、あるいはカレンダー法、更には溶剤キャスト法等によっても良好に加工される。また、必要に応じて、フィルムを成形する際、フィルム両面をロールまたは金属ベルトに同時に接触させることにより、特にガラス転移温度以上の温度に加熱したロールまたは金属ベルトに同時に接触させることにより、表面性のより優れたフィルムを得ることも可能である。また、目的に応じて、フィルムの積層成形や、二軸延伸によるフィルムの改質も可能である。
【0052】
また、アクリル系樹脂組成物(A)には、必要に応じて、ポリグルタルイミド、無水グルタル酸ポリマー、ラクトン環化メタクリル系樹脂、メタクリル系樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂等を配合することも可能である。ブレンドの方法は特に限定されず、公知の方法を用いることができる。
【0053】
さらに、アクリル系樹脂組成物(A)には、必要に応じて、着色のために無機系顔料または有機系染料を、熱や光に対する安定性を更に向上させるために抗酸化剤、熱安定剤、紫外線吸収剤、紫外線安定剤などを、あるいは、抗菌剤、脱臭剤、滑剤等を、単独または2種以上組み合わせて添加してもよい。
【0054】
〔フィルム形成工程〕
フィルム形成工程では、前記押出工程によって押し出されたシート状の熱可塑性樹脂がキャストロールとタッチロールの2つのロールの間に挟み込まれる。そして、熱可塑性樹脂に対して力が加えられることによって、当該熱可塑性樹脂からフィルムが形成される。更に詳細には、前記キャストロールとタッチロールの2つのロールは対向して配置されており、その間にシート状の熱可塑性樹脂が挟み込まれる。そして、当該ロールにより熱可塑性樹脂に対して力が加えられることによって、熱可塑性樹脂の幅方向(TD)の膜厚が均一になる。そして、その結果、所望の熱可塑性フィルムを作製することができる。このとき、熱可塑性樹脂に対してキャストロールとタッチロールの挟み込む力は、シート状の熱可塑性樹脂を挟み込む力をP(単位:N)、前記Tダイから吐出されるシート状の熱可塑性樹脂の幅をH(cm)とした場合、30.0≦P/H≦300.0となるように、熱可塑性樹脂に対して線圧が加えることが好ましい。
【0055】
例えば、図1に示すように、本実施の形態の製造方法では、タッチロール3とキャストロール4とが対向するように配置されている、そして、Tダイの吐出口1から押し出されたシート状の熱可塑性樹脂2が、タッチロール3とキャストロール4との間に挟みこまれる。このとき、タッチロール3とキャストロール4とによって挟み込まれることによって、幅H(cm)を有する熱可塑性樹脂2に対してP(単位:N)の力が加えられる。なお、熱可塑性樹脂2の幅H(cm)とは、力P(N)が加えられる方向に対して垂直な方向であるとともに、熱可塑性樹脂2の押出方向に対しても垂直な方向への、シート状の熱可塑性樹脂2の長さが意図される。また、前記力P(N)とは、シート状の熱可塑性樹脂2に対して垂直に加えられる力が意図される。なお、当該力は、タッチロール3およびキャストロール4によって熱可塑性樹脂2に対して加えられる。
【0056】
前記タッチロール3およびキャストロール4の種類は特に限定されず、公知のロールを適宜、用いることが可能である。例えば、タッチロール3およびキャストロール4として、同じロールを用いることも可能であり、異なるロールを用いることも可能である。例えば、タッチロール3およびキャストロール4として異なるロールを用いる場合には、タッチロール3として弾性ロールを用い、キャストロール4として剛性ロールを用いることが好ましい。前記弾性ロールおよび剛性ロールは特に限定されない。
【0057】
なお、熱可塑性樹脂2に対してP(N)の力を加える方法は特に限定されない。例えば、熱可塑性樹脂2の幅が変化する場合には、それに応じて力P(N)を変化させ得るように、少なくとも一方の側のロールを他方のロールに対して移動させればよい。また、熱可塑性樹脂2の幅がほぼ一定の場合には、当該幅に応じて、タッチロール3とキャストロール4との間の距離を固定すればよい。
【0058】
また、各ロールの温度も特に限定されず、適宜設定することができる。例えば、熱可塑性樹脂のガラス転移温度をTg(℃)、ロールの温度をT(℃)とした場合、Tg−70≦T≦Tg+30となるように、各ロールの温度を設定することが好ましい。なお、ここでいうガラス転移温度(Tg)は、示差走査熱量計(DSC)により測定したガラス転移温度のことをいう。
【0059】
上記のような構成によれば、ロールの温度と熱可塑性樹脂のガラス転移温度との差が小さいので、ガラス転移温度に近い温度条件下にて熱可塑性樹脂に線圧を加えることができる。その結果、生産される熱可塑性シートの厚みむらを小さくすることができるとともに、ダイラインおよび凹み欠陥の発生を抑えることができる。
また、前記ロールの回転速度をR(cm/sec)、熱可塑性樹脂を押し出すための前記Tダイの吐出口から、キャストロールおよび冷却ロールの熱可塑性樹脂との接触点までの距離をL(cm)とした場合、L/R≦1.0であることが好ましい。
【0060】
なお、図1に示すように、タッチロール3とキャストロール4との接触面積が非常に小さい場合には、距離L(cm)は、Tダイの吐出口1から、円筒形状であるロール同士の接点までの距離に近似する。この構成によれば、吐出口1からロールまでの距離、すなわち、吐出口1から押し出された熱可塑性樹脂2がロールに挟み込まれる前に移動する距離を短くすることができる。その結果、熱可塑性樹脂2がロールに挟み込まれる前に不均一に冷え始めることを防ぐことができるので、得られる熱可塑性フィルムの厚みを均一にすることができる。
【0061】
〔冷却工程〕
前記のようにして、図1に示すようなタッチロール3とキャストロール4により挟み込まれて形成された熱可塑性フィルムは、次いで冷却ロールにより冷却される。冷却ロールとしては特に限定されず、適宜、公知のロールを用いることが可能である。例えば、前記タッチロール3およびキャストロール4と、同じロールを用いることも可能であり、異なるロールを用いることも可能である。
【0062】
冷却ロールの本数は特に限定されない。前記キャストロール4で十分に冷却可能であれば図2に示す装置のように、冷却ロールを設けない構成としてもよい。すなわち、キャストロール4での冷却が不十分であれば必要に応じ冷却ロールを設ければよい。その場合には、「キャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)との比:v2/v1」は「キャストロールの周速v1(m/min)と搬送ロールの周速v2(m/min)との比:v2/v1」となる。なお、後述する本発明の実施例では、図1に示すように3本の冷却ロールを設けて検討を行った。
【0063】
〔搬送工程〕
このようにして、(必要により冷却ロールにより)冷却されたフィルムは、次いでフラットロール8を介して、フィルムを搬送する搬送ロール9及びこれに近接するニップロール10により搬送される。搬送ロール9これに近接するニップロール10としては特に限定されず、適宜、公知のロールを用いることが可能である。本発明では、キャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)としたとき、v2/v1が1以下では、フィルム成形中にフィルムにシワおよび弛みが発生することがある。そのため、搬送ロール手前のフラットロールを、シワおよび弛みを解消する機構を有するロールに変更して用いることが好ましい。シワおよび弛みを解消する機構を有するロールとしては、たとえば、湾曲させた軸上にボールベアリングが内蔵された複数個のスプールを配列し、静止した軸を中心にロールを湾曲したまま回転させるロール(エキスパンダーロール)を使用することができる。また、シワおよび/または弛みに追随できる機能を有するロールとしては、例えばエアー圧、水圧、或いは油圧によってフィルムの流れ方向のシワおよび弛みを自動調整する機構を持つロール、エアーフロート式のターンバー(浮上運搬ロール)、スポンジなどの柔らかい表面を持つロール、或いは独自に回転軸の位置が移動可能な複数の小ロールが幅方向に並んで形成されたロール(マルチテンションロール)を使用することができる。
【0064】
〔ロール間距離〕
上記のようなフィルム形成工程〜搬送工程における各ロールの間隔は、図1に示すようなキャストロール4と冷却ロール5の間隔(軸芯間の距離、以下同じ)L1が、キャストロール4の半径をR1,冷却ロール5の半径をR2とすると、
(R1+R2)<L1<(R1+R2)×10
であることが好ましい。
同様に、冷却ロール5と冷却ロール6の間隔L2が、冷却ロール5の半径をR2,冷却ロール6の半径をR3とすると、
(R2+R3)<L2<(R2+R3)×10
であることが好ましい。
同様に、冷却ロール6と冷却ロール7の間隔L3が、冷却ロール6の半径をR3,冷却ロール7の半径をR4とすると、
(R3+R4)<L3<(R3+R4)×10
であることが好ましい。
同様に、冷却ロール7とフラットロール8の間隔L4が、冷却ロール7の半径をR4,フラットロール8の半径をR5とすると、
(R4+R5)<L4<(R4+R5)×10
であることが好ましい。
同様に、フラットロール8と搬送ロール9の間隔L5が、フラットロール8の半径をR5,搬送ロール9の半径をR6とすると、
(R5+R6)<L5<(R5+R6)×10
であることが好ましい。
【0065】
〔v2/v1〕
本発明により、フィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムを、キャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)が、0.970≦v2/v1≦1.001に調整することにより作製することができる(但し、冷却ロールは省略することもできる)。ここで、キャストロールの周速v1とは、キャストロールの外周速度のことで、以下の式により定義される。
(キャストロールの周速v1)=(キャストロールの外周長さ)×(キャストロールの回転数)
また、冷却ロール及び搬送ロールの周速v2とは、冷却ロール及び搬送ロールの外周速度のことで、以下の式により定義される。
(冷却ロール及び搬送ロールの周速v2)=(冷却ロール及び搬送ロールの外周長さ)×(冷却ロール及び搬送ロールの回転数)
【0066】
以上のようにして、所望の特性を有する、すなわち成形後、一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であり、ゲージバンドと呼ばれる厚みムラに起因する外観不良のない熱可塑性フィルムを収率良く製造することができる。
【0067】
〔熱可塑性フィルムの厚み〕
本発明の熱可塑性フィルムの厚みは、20〜300μmが好ましく、30〜200μmがより好ましい。フィルムの厚みが20μm未満では耐衝撃性が低下して好ましくなく、300nmを超える場合にはフィルムの成形性が低下する傾向がある。フィルムの厚みは、Tダイの吐出口1から押し出す熱可塑性樹脂の厚みや各ロール3〜10の速度により適宜設定することができる。
【0068】
〔熱可塑性フィルムの用途〕
本発明の熱可塑性フィルムの用途は、特に制限されるものではなく、例えば、自動車内装、自動車外装、携帯電話の部材、AV機器の部材、パソコン機器の部材、家具製品、各種ディスプレイ、レンズ、窓ガラス、小物、雑貨等の外観意匠性の必要となる各種用途等に使用することができる。
【0069】
本発明の熱可塑性フィルムの好ましい実施態様であるアクリルフィルムは、必要に応じて、適当な印刷法により印刷して用いられる。なお、積層品としての成形時には、印刷面を基材樹脂との接着面にすることが印刷面の保護や高級感の付与から好ましい。
【実施例】
【0070】
以下、実施例及び比較例を示し、本発明を更に具体的に説明するが、これらは何ら本発明を限定するものではない。なお、以下の記載において、「部」又は「%」は、特に断らない限り、それぞれ「重量部」、「重量%」を示す。
【0071】
(フィルムの厚み測定法)
アンリツ株式会社製の触針式連続フィルム厚み計(フィルムシックネステスタKG601Bおよび電子マイクロメータK3001A)を使用して、フィルムの厚みを測定した。
詳細には、フィルムの内の領域であってフィルムの幅方向(TD)の両端部からそれぞれ50mmを除いた領域から、フィルム押出方向(MD)において50mmの幅で切り出し、当該切り出したフィルムの厚みをフィルムの幅方向(TD)に連続的に測定した。測定された数値を1mm毎にサンプリングすることによりデータを取得し、得られた各々のデータの平均値をフィルム厚みとした。
【0072】
(フィルム押出方向(MD)の収縮率測定方法)
フィルム幅方向(TD)中央部を押出方向(MD)に50mm、幅方向(TD)に50mmの正方形に 切り出し、フィルム押出方向(MD)に40mm間隔で針でマーキングを行ったものを、レーザー顕微鏡(株式会社ニコン製のMEASURESCOPE10)を用いて、正確な距離を測定した。温度25℃湿度55%RHの恒温恒湿器にて一ヶ月間保管し、一ヵ月後に再度マーキング間の距離をレーザー顕微鏡にて測定し、一ヶ月前との変化率を算出した。
【0073】
(フィルム成形時のシワの評価)
成形時のフィルムに発生するシワの発生状況を評価した。評価方法は目視により成形時にフィルムにシワが発生していれば×、シワが発生していなければ○とした。
【0074】
(ゲージバンド評価方法)
成形されたフィルムロールを温度湿度が管理されていない倉庫にて保管し、一ヶ月放置後でのフィルムロールのゲージバンドを評価した。フィルムロールのゲージバンド評価方法としては、目視によりゲージバンドが発生していれば×、発生していなければ○とした。
【0075】
(ガラス転移温度)
樹脂10mgを示差走査熱量計(DSC、株式会社島津製作所製のDSC−50型)を用い、窒素雰囲気下、昇温速度20℃/minの条件下にて測定を行った。次いで中点法によって、前記測定結果に基づいてガラス転移温度を決定した。
【0076】
(実施例1)
<アクリル系架橋弾性体含有グラフト共重合体(a−1)の製造方法>
攪拌機、温度計、窒素ガス導入管、モノマー供給管、還流冷却器を備えた8リットル重合機に以下の物質、
水(イオン交換水) 200部
ナトリウムホルムアルデヒドスルホキシレート 0.15部
硫酸第一鉄・2水塩 0.0015部
エチレンジアミン四酢酸−2−ナトリウム 0.006部
ジオクチルスルホコハク酸ナトリウム 0.0015部
を仕込み、器内を窒素ガスで十分に置換して実質的に酸素のない状態とした後、内温を60℃にし、アクリル酸ブチル27部、メタクリル酸メチル3部、メタクリル酸アリル3部、クメンハイドロパーオキサイド0.2部の混合物を15部/時間の割合で連続的に添加し、重合させた。添加終了後、更に1時間重合を継続し、重合転化率を98%以上にし、弾性共重合体(a−1a)を得た。
次に、弾性共重合体(a−1a)の存在下、メタクリル酸メチル63部、アクリル酸ブチル7部、ターシャリードデシルメルカプタン0.2部、クメンハイドロパーオキサイド0.3部の混合物を10部/時間の割合で連続的に添加して重合させ、更に1時間重合を継続し、重合転化率を98%以上にして、多層構造アクリル系共重合体(a−1)の重合を終了させ、ラテックスを得た。前記ラテックスを塩化カルシウムで塩析し、水洗、乾燥を行い、アクリル系架橋弾性体含有グラフト共重合体(a−1)の樹脂粉末を得た。
【0077】
<メタクリル系重合体(a−2)>
メタクリル系熱可塑性樹脂(a−2)として、メタクリル酸メチル・アクリル酸メチル共重合体(住友化学(株)製、スミペックス(登録商標)MM、ビーズ状、体積平均粒子径224μm、面積平均粒子径171μm、粒子径50μm以下の粒子割合0%)を用いた。
【0078】
<アクリル系樹脂組成物(A)のペレット化>
バレル温度を200℃に温度調整した40mmφ単軸押出機(大阪精機工作(株)製)を使用し、アクリル系架橋弾性体含有グラフト共重合体(a−1)70%、メタクリル系重合体(a−2)スミペックス(登録商標)MM30%の割合で混合した樹脂組成物を供給し、スクリュー回転数90rpm、吐出量15kg/時間にて溶融混練を行い、ストランド状に引き取り、水槽にて冷却後、ペレタイザーを用いて切断して、アクリル系樹脂組成物(A)の樹脂ペレットを製造した。ペレット化されたアクリル系樹脂組成物(A)のガラス転移温度は105℃であった。
【0079】
<フィルム化>
得られた樹脂ペレットを、バレル温度を200℃に温度調整した90mmφ単軸押出機(日立造船株式会社製)を使用し、先端に取り付けたTダイ(240℃に温度調整)より、押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込み、その後、冷却ロールにより冷却され、厚み75.1μmのフィルム状成形品のフィルムロール1000mを製造した。この時のキャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1は1.001であり、フィルム成形時のシワの発生はなく、一ヶ月常温放置による収縮率は0.10%、一ヶ月常温放置によるゲージバンドの発生もなかった。
【0080】
本実施例のフィルム形成工程におけるTダイの吐出口1、キャストロール4、タッチロール3、冷却ロール5〜7、フラットロール8、搬送ロール9及びニップロール10は図1に記載された位置関係である。フィルム幅は1400mmである。キャストロール4の半径R1は150mm、冷却ロール5の半径R2、冷却ロール6の半径R3、冷却ロール7の半径R4及び搬送ロール9の半径R6は、それぞれ100mm、フラットロールの半径R5は50mmである。また、Tダイの吐出口1からキャストロール4およびタッチロール3のシート状熱可塑性樹脂2との接触点までの距離Lは8cmであった。さらに、キャストロール4と冷却ロール5の間隔L1、冷却ロール5と冷却ロール6の間隔L2、冷却ロール6と冷却ロール7の間隔L3、冷却ロール7とフラットロール8の間隔L4、フラットロール8と搬送ロール9の間隔5は、それぞれ300mmである。
【0081】
本実施例のフィルム成形工程における熱可塑性樹脂に対するキャストロールとタッチロールの挟み込みの線圧P/Hは、25kgf/cmであった。また、本実施例におけるキャストロール4の温度は85℃、タッチロール3の温度は50℃、冷却ロール5の温度は85℃、冷却ロール6の温度は85℃、冷却ロール7の温度は80℃であった。
【0082】
(実施例2)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を0.990とし、フラットロールをエキスパンダーロール(シワまたは弛みを解消する機構を有するロール)に変更したこと以外は実施例1と同様の方法で厚み75.3μmのフィルムを作製した。尚、用いたエキスパンダーロールは、大阪染織機械株式会社製の湾曲ロール(面長1800mm、湾曲量10mm)を使用した。このフィルム成形時にシワの発生はなく、一ヶ月常温放置による収縮率は0.07%、一ヶ月常温放置によるゲージバンドの発生もなかった。
【0083】
(実施例3)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を0.980とした以外は実施例2と同様の方法で厚み75.3μmのフィルムを作製した。このフィルム成形時にシワの発生はなく、一ヶ月常温放置による収縮率は0.04%、一ヶ月常温放置によるゲージバンドの発生もなかった。
【0084】
(実施例4)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を0.970とした以外は実施例2と同様の方法で厚み75.3μmのフィルムを作製した。このフィルム成形時にシワの発生はなく、一ヶ月常温放置による収縮率は0.01%、一ヶ月常温放置によるゲージバンドの発生もなかった。
【0085】
(比較例1)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を1.010とした以外は実施例1と同様の方法で厚み75.31μmのフィルムを作製した。このフィルム成形時にシワの発生はなかったが、一ヶ月常温放置による収縮率は0.18%、一ヶ月常温放置によりゲージバンドが発生していた。
【0086】
(比較例2)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1が0.950であること以外は実施例2と同様の方法でフィルムを作製しようとしたが、フィルム成形時にシワが発生し、フィルムは得られなかった。
【0087】
(比較例3)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1が0.970であること以外は実施例1と同様の方法でフィルムを作製しようとしたが、フィルム成形時にシワが発生し、フィルムは得られなかった。
【0088】
以上の実施例および比較例の結果を表1にまとめて示す。
【0089】
【表1】

【符号の説明】
【0090】
1.吐出口
2.熱可塑性樹脂
3.タッチロール
4.キャストロール
5.冷却ロール
6.冷却ロール
7.冷却ロール
8.フラットロールまたはエキスパンダーロール
9.搬送ロール
10.ニップロール
【技術分野】
【0001】
本発明は、溶融押出法による熱可塑性フィルムの製造方法、および当該製造方法によって作製される熱可塑性フィルムに関するものである。
【背景技術】
【0002】
表示部材や自動車内装部材などに使用されるプラスチックフィルムは、例えば、溶融製膜法によって製造され、その後、ロール状に巻き取られてフィルムロールとして保存・搬送される。しかし、フィルムロールにゲージバンドと呼ばれる厚みムラに起因する外観不良などが発生するという問題があった。この問題を解決するため、従来、フィルムの側端部にナーリング加工と呼ばれる微小な凹凸を型付ける加工が施されていた。前記、ナーリング加工としては、例えば、凹凸面を有する一対のエンボスロールの間にフィルムを挟み込んで押圧する方法が挙げられる(特許文献1、2参照。)。しかし、エンボスロールを用いた方法であると、フィルムの厚みが、例えば20〜55μmと薄い場合や、材料によってフィルムが脆い場合は、ナーリング加工時にフィルムが破断するという問題がある。また、ナーリング加工後もフィルムを屈曲させた場合に、ナーリング加工部が破断し易いという問題がある。
【0003】
ナーリング加工時にフィルムを破断させない方法として、レーザーを照射することにより、当該表面を局部的に熱溶融させ、又はアブレーションを行ってナーリング加工を行う方法(特許文献3参照。)がある。レーザー照射により高分子樹脂フィルム表面に局部的に熱溶融又はアブレーションさせる方法は、その両端部で破断を生じさせることなくナーリング加工を施すことが可能になる。しかし、ナーリング加工全般の問題である、ナーリング部の廃棄は改善することができない。ナーリング部の廃棄とは、ナーリング部は製品として使用できないため、ナーリング部をスリットし、廃棄する必要があり、幅方向収率が低くなる問題である。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2007−91784号公報
【特許文献2】特開2002−211803号公報
【特許文献3】特開2009−40964号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明は前記問題に鑑みなされたものであり、その目的は、フィルムロールに発生するゲージバンドと呼ばれる厚みムラに起因する外観不良のない熱可塑性フィルムおよび製造方法を提供することにある。
【課題を解決するための手段】
【0006】
本発明の熱可塑性フィルムは、溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程とを有する製造工程により成形される熱可塑性フィルムであって、成形後、一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であることを特徴とする。一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムは、巻き取ったロールフィルムの収縮により巻きが締まり、巻きズレや巻き緩みが発生しない。これに対し、フィルム押出方向(MD)の収縮率が0.10%より大きいと、巻き取ったロールフィルムが過剰な収縮により巻きが締まり、ゲージバンドと呼ばれる厚みムラに起因する外観不良などが発生する。
【0007】
上記のような、本発明に係る、フィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムを製造する方法は、溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程と、形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、前記フィルム形成工程でのキャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)が、0.970≦v2/v1≦1.001であることを特徴とする。前記v2/v1が0.970以上であっても1以下の場合は、フィルム成形中にフィルムにシワおよび弛みが発生することがあるため、シワおよび弛み改善のため搬送ロール手前のフリーロールをシワおよび弛みを解消する機構を有するロール、例えばエキスパンダーロールを用いることが好ましい。また、v2/v1が0.970より小さいと、シワおよび弛みを解消する機構を有するロールを用いても、シワおよび弛みが解消しない。v2/v1が1.001より大きいと、フィルム押出方向(MD)の収縮率が0.10%以上になり、巻き取ったロールフィルムが過剰な収縮により巻きが締まり、ゲージバンドと呼ばれる厚みムラに起因する外観不良などが発生する。なお、前記冷却ロールは省略することもできる。
【0008】
好ましい実施態様では、前記製造工程が、前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、搬送ロールの前に、フィルムの流れ方向に発生するシワまたは弛みを解消する機構を有するロールを、走行するフィルムの少なくとも上下いずれかの面に用いる。
【0009】
また、好ましい実施態様では、前記熱可塑性樹脂が、アクリル系樹脂である。さらに好ましい実施態様では、前記アクリル系樹脂が、アクリル系グラフト共重合体を含有するアクリル系樹脂組成物である。
【発明の効果】
【0010】
本発明によれば、溶融押出法により製造される熱可塑性フィルムにおいて、フィルム押出方向(MD)の収縮率を制御することにより、ゲージバンドと呼ばれる厚みムラに起因する外観不良のないフィルムを製造することができるという効果を奏する。
【図面の簡単な説明】
【0011】
【図1】本発明の実施形態の一例である、冷却ロールを備えた、熱可塑性フィルム製造装置を示す概略図である。
【図2】同じく、冷却ロールを備えない、熱可塑性フィルム製造装置の一例を示す概略図である。
【発明を実施するための形態】
【0012】
本実施の形態の熱可塑性フィルムの製造方法は、押出工程とフィルム形成工程とを有する。以下に、各工程について説明する。
【0013】
〔押出工程〕
押出工程では、溶融押出法によって、Tダイの吐出口から、フィルムの原材料であるシート状の熱可塑性樹脂が押し出される。前記Tダイとしては特に限定されず、適宜公知のTダイを用いることができる。前記Tダイは、後述するシート状の熱可塑性樹脂を押し出し得る形状の吐出口を有するものであることが好ましいが、その形状は特に限定されない。また、前記吐出口の形状も特に限定されない。
【0014】
前記Tダイの吐出口から押し出される熱可塑性樹脂の形状は、シート状であればよく、その厚さおよび幅は特に限定されない。例えば、シート状の熱可塑性樹脂の厚さは、後段のフィルム形成工程にて、当該熱可塑性樹脂がキャストロールとタッチロールの2つのロールの間に挟みこまれ得る程度の厚さであればよく、特に限定されない。例えば、熱可塑性樹脂の厚さは、略20μm〜300μmであることが好ましいが、これに限定されない。熱可塑性樹脂の厚さが20μmよりも薄ければ、ロールの撓みの影響を大きく受けるために、製造される熱可塑性フィルムの厚みむらが大きくなる傾向を示す。一方、熱可塑性樹脂の厚さが300μmよりも厚ければ、ロールによって当該熱可塑性樹脂を薄く延ばすことができない。その結果、後段の工程において熱可塑性フィルムを製造することが困難になるとともに、製造される熱可塑性フィルムの膜厚が厚くなる傾向を示す。
【0015】
また、前記Tダイの吐出口から押し出されるシート状の熱可塑性樹脂の幅、すなわち、押出方向に対して略垂直な方向への熱可塑性樹脂の長さであって、後段のフィルム形成工程において熱可塑性樹脂に加えられる力の方向に対して略垂直な方向への熱可塑性樹脂の長さも特に限定されない。
【0016】
前記押出工程でTダイの吐出口から押し出される熱可塑性樹脂の溶融粘度は特に限定されないが、例えば、1500Pa・sec以下であることが好ましい。なお、当該溶融粘度は、例えば、アクリル系樹脂内における各構造単位の含有率を変化させることによって調節することができる。また、当該溶融粘度は、適宜公知の方法にしたがって測定することが可能である。Tダイの吐出口から押し出される熱可塑性樹脂の溶融粘度が前記の範囲内であれば、より確実に、作製されるフィルムの厚みむらを減少させることができるとともに、ダイラインの発生を防止することができる。
【0017】
本発明に用いる前記熱可塑性樹脂としては特に限定されないが、例えば、アクリル系樹脂、セルロース系樹脂、ポリカーボネートまたは環状オレフィンコポリマーであることが好ましい。また、前記アクリル系樹脂としても特に限定されないが、例えば、アクリル系樹脂を構成するアクリル系樹脂組成物(A)が、アクリル系グラフト共重合体(a−1)を含有するものが好ましい。
【0018】
前記アクリル系樹脂組成物(A)としては、耐衝撃性、耐溶剤性、耐可塑剤移行性、透明性に優れる点から、アクリル系架橋弾性体含有グラフト共重合体(a−1)5〜100重量%およびメタクリル系重合体(a−2)0〜95重量%からなるアクリル系樹脂組成物[(a−1)および(a−2)の合計量が100重量%]が、好ましい。前記樹脂組成物(A)は、アクリル系架橋弾性体含有グラフト共重合体(a−1)とメタクリル系重合体(a−2)をそれぞれ重合してこれを混合して得ることができるが、製造に際しては同一の反応機でアクリル系架橋弾性体含有グラフト共重合体(a−1)を製造した後、メタクリル系重合体(a−2)を続けて製造することもできる。混合する方法としては、ラテックス状あるいはパウダー、ビーズ、ペレット等で混合が可能である。
【0019】
前記アクリル系架橋弾性体含有グラフト共重合体(a−1)は、アクリル酸エステル系架橋弾性体[アクリル酸エステルを主成分とした架橋弾性体](a−1a)の存在下に、(メタ)アクリル酸エステル単量体(a−1b)を重合して得られる。
【0020】
前記アクリル酸エステル系架橋弾性体(a−1a)は、アクリル酸エステル50〜100重量%および共重合可能な他のビニル系単量体0〜50重量%からなる単量体混合物ならびに前記単量体混合物に対して特定量の、1分子あたり2個以上の非共役二重結合を有する多官能性単量体を重合させてなるものである。前記単量体および多官能性単量体は、全部混合して(1段で)使用してもよく、また、単量体および多官能性単量体の組成を変化させて2段以上で使用してもよい。
【0021】
アクリル酸エステル系架橋弾性体(a−1a)におけるアクリル酸エステルとしては、重合性やコストの点より、アルキル基の炭素数1〜12のものを用いることができる。その具体例としては、例えば、アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸ブチル、アクリル酸2−エチルヘキシル、アクリル酸n−オクチル等があげられ、これらの単量体は、単独で使用してもよく、2種以上を併用してもよい。
【0022】
アクリル酸エステル系架橋弾性体(a−1a)におけるアクリル酸エステル量は、50〜100重量%が好ましく、70〜100重量%がより好ましく、80〜100重量%が最も好ましい。アクリル酸エステル量が50重量%未満では、耐衝撃性が低下し、引張破断時の伸びが低下し、フィルム切断時にクラックが発生しやすくなる傾向がある。
【0023】
アクリル酸エステル系架橋弾性体(a−1a)における共重合可能な他のビニル系単量体としては、例えば、メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸n−ブチル、メタクリル酸イソブチル、メタクリル酸t−ブチル等のメタクリル酸アルキルエステル(アルキル基の炭素数が1〜12であるものが好ましく、直鎖状でも分岐状でもよい); 塩化ビニル、臭化ビニル等のハロゲン化ビニル; アクリロニトリル、メタクリロニトリル等のシアン化ビニル; 蟻酸ビニル、酢酸ビニル、プロピオン酸ビニル等のビニルエステル、スチレン、ビニルトルエン、α−メチルスチレン等の芳香族ビニル誘導体; 塩化ビニリデン、弗化ビニリデン等のハロゲン化ビニリデン; アクリル酸、アクリル酸ナトリウム、アクリル酸カルシウム等のアクリル酸およびその塩; アクリル酸β−ヒドロキシエチル、アクリル酸ジメチルアミノエチル、アクリル酸グリシジル、アクリルアミド、N−メチロ−ルアクリルアミド等のアクリル酸アルキルエステル誘導体; メタクリル酸、メアクリル酸ナトリウム、メタアクリル酸カルシウム等のメタクリル酸およびその塩; メタクリルアミド、メタクリル酸β−ヒドロキシエチル、メタクリル酸ジメチルアミノエチル、メタクリル酸グリシジル等のメタクリル酸アルキルエステル誘導体等があげられ、これらの単量体は、単独で使用してもよく、2種以上が併用してもよい。これらのうちでも、耐候性、透明性の点より、メタクリル酸エステルが特に好ましい。
【0024】
アクリル酸エステル系架橋弾性体(a−1a)における共重合可能な他のビニル系単量体の量は、0〜50重量%が好ましく、0〜30重量%がより好ましく、0〜20重量%が最も好ましい。他のビニル系単量体の量が50重量%を超えると、耐衝撃性が低下し、引張破断時の伸びが低下し、フィルム切断時にクラックが発生しやすくなる場合がある。
【0025】
アクリル酸エステル系架橋弾性体(a−1a)における共重合可能な多官能性単量体の量は、アクリル酸エステル系架橋弾性体の平均粒子径と共に、応力白化、引張破断時の伸びあるいは透明性に大きく影響する。
【0026】
前記目的で用いる多官能性単量体は、通常使用されるものでよく、例えば、アリルメタクリレート、アリルアクリレート、トリアリルシアヌレート、トリアリルイソシアヌレート、ジアリルフタレート、ジアリルマレート、ジビニルアジペート、ジビニルベンゼン、エチレングリコールジメタクリレート、ジエチレングリコールメタクリレート、トリエチレングリコールジメタクリレート、トリメチルロールプロパントリメタクリレート、テトロメチロールメタンテトラメタクリレート、ジプロピレングリコールジメタクリレートおよびこれらのアクリレート類などを使用することができる。これらの多官能性単量体は、単独で使用してもよいし、2種以上を併用してもよい。
【0027】
本発明のアクリル酸エステル系架橋弾性体粒子(a−1a)における多官能性単量体の共重合量は、単量体混合物100重量物に対して、0.1〜10重量部が好ましく、1.0〜4重量部がより好ましい。多官能性単量体の共重合量が0.1〜10重量部であれば、耐折り曲げ性、耐折り曲げ白化性および樹脂の流動性の視点から好ましい。
【0028】
アクリル酸エステル系架橋弾性体(a−1a)の重合における開始剤としては、公知の有機系過酸化物、無機系過酸化物、アゾ化合物などの開始剤を使用することができる。具体的には、例えば、t−ブチルハイドロパーオキサイド、1,1,3,3−テトラメチルブチルハイドロパーオキサイド、スクシン酸パーオキサイド、パーオキシマレイン酸t−ブチルエステル、クメンハイドロパーオキサイド、ベンゾイルパーオキサイド等の有機過酸化物や、過硫酸カリウム、過硫酸ナトリウム等の無機過酸化物、さらにアゾビスイソブチロニトリル等の油溶性開始剤も使用される。これらは単独で用いてもよく、2種以上併用してもよい。これらの開始剤は、亜硫酸ナトリウム、チオ硫酸ナトリウム、ナトリウムホルムアルデヒドスルフォキシレート、アスコルビン酸、ヒドロキシアセトン酸、硫酸第一鉄、硫酸第一鉄とエチレンジアミン四酢酸2ナトリウムの錯体なとの還元剤と組み合わせた通常のレドックス型開始剤として使用してもよい。
【0029】
前記有機系過酸化物は、重合系にそのまま添加する方法、単量体に混合して添加する方法、乳化剤水溶液に分散させて添加する方法など、公知の添加法で添加することができるが、透明性の点から、単量体に混合して添加する方法あるいは乳化剤水溶液に分散させて添加する方法が好ましい。
【0030】
また、前記有機系過酸化物は、重合安定性、粒子径制御の点から、2価の鉄塩等の無機系還元剤および/またはホルムアルデヒドスルホキシル酸ソ−ダ、還元糖、アスコルビン酸等の有機系還元剤と組み合わせたレドックス系開始剤として使用するのが好ましい。
【0031】
前記乳化重合に使用する界面活性剤にも特に限定はなく、通常の乳化重合用の界面活性剤であれば使用することができる。具体的には、例えば、アルキルスルフォン酸ナトリウム、アルキルベンゼンスルフォン酸ナトリウム、ジオクチルスルホコハク酸ナトリウム、ラウリル硫酸ナトリウム、脂肪酸ナトリウム等の陰イオン性界面活性剤や、アルキルフェノール類、脂肪族アルコール類とプロピレンオキサイド、エチレンオキサイドとの反応生成物等の非イオン性界面活性剤等が示される。これらの界面活性剤は単独で用いてもよく、2種以上併用してもよい。更に要すれば、アルキルアミン塩等の陽イオン性界面活性剤を使用してもよい。
【0032】
アクリル酸エステル系架橋弾性体(a−1a)の平均粒子径は、50〜200nmが好ましく、50〜160nmがより好ましく、50〜120nmがさらに好ましく、60〜120nmが特に好ましい。アクリル酸エステル系架橋弾性体(a−1a)の平均粒子径が50nm未満では、耐衝撃性等が低下し、引張破断時の伸びが低下しフィルム切断時にクラックが発生しやすくなる傾向がある。また、200nmを超えると、応力白化が発生しやすく、透明性が低下し、さらに真空成形後の透明性が低下する傾向がある。なお、本発明における平均粒子径は、日機装株式会社製 Microtrac粒度分布測定装置MT3000を使用して、ラテックス状態で光散乱法を用いて測定した値である。
【0033】
前記アクリル系橋弾性体含有グラフト共重合体(a−1)は、前記アクリル酸エステル系架橋弾性体(a−1a)の存在下に、メタクリル酸エステルを主成分とする単量体混合体(a−1b)を重合させて得られる。好ましくは、前記アクリル酸エステル系架橋弾性体(a−1a)5〜85重量部の存在下に、メタクリル酸エステルを主成分とする単量体混合物(a−1b)95〜15重量部[(a−1a)と(a−1b)の合計量が100重量部]を、1段階または2段階以上で重合させることより得られる。
【0034】
前記グラフト共重合組成(単量体混合物)(a−1b)中のメタクリル酸エステルは、80重量%以上が好ましく、85重量%がより好ましく、90重量%がさらに好ましい。メタクリル酸エステルが80重量%未満では、得られるフィルムの硬度、剛性が低下する傾向がある。グラフト共重合に用いられる単量体としては、メタクリル酸エステル、アクリル酸エステルであり、具体例としては前記アクリル酸エステル系架橋弾性体(a−1a)に使用するものが、使用可能である。この際、グラフト共重合組成(単量体混合物)(a−1b)においては、アクリル酸エステル系架橋弾性体(a−1a)にグラフト反応せずに、未グラフトの重合体となる成分(フリーポリマー)が生じる。この成分(フリーポリマー)は、メタクリル系重合体(B)の一部または全部を構成する。前記アクリル系架橋弾性体含有グラフト共重合体(a−1)の一部((a−1a)およびグラフトされた(a−1b))は、メチルエチルケトンに不溶となる。
【0035】
前記アクリル酸エステル系架橋弾性体(a−1a)に対するグラフト率は、30〜250%が好ましく、50〜230%がより好ましく、70〜220%がさらに好ましい。グラフト率が30%未満では耐折曲げ白化性が低下し、また、透明性が低下したり、引張破断時の伸びが低下しフィルム切断時にクラックが発生しやすくなる傾向がある。前記グラフト率が250%超では、フィルム成形時の溶融粘度が高くなりフィルムの成形性が低下する傾向がある。
【0036】
アクリル系架橋弾性体含有グラフト共重合体(a−1)の製造方法は特に限定されず、公知の乳化重合法、乳化−懸濁重合法、懸濁重合法、塊状重合法または溶液重合法が適用可能であるが、乳化重合法が特に好ましい。
【0037】
得られたアクリル系架橋弾性体含有グラフト共重合体(a−1)の平均粒子径は、100nm超400nm以下が好ましく、100nm超350nm以下がより好ましく、100nm超300nm以下がさらに好ましい。アクリル系架橋弾性体含有グラフト共重合体(a−1)の平均粒子径が100nm以下では、得られるアクリル系樹脂組成物(A)から形成しうるフィルムの耐衝撃性および耐折曲げ割れ性が低下する傾向があり、400nmを超えるとフィルムの透明性が低下する傾向にある。
【0038】
上記のようにして得られたアクリル系架橋弾性体含有グラフト共重合体(a−1)ラテックスは、通常の凝固、洗浄および乾燥の操作により、または、スプレ−乾燥、凍結乾燥などによる処理により、樹脂組成物が分離、回収される。
【0039】
また、前記メタクリル系重合体(a−2)は、メタクリル酸メチルを80重量%以上含有するものであり、より好ましくは85重量%以上含有するものであり、さらに好ましくは90重量%以上含有するものである。メタクリル酸メチルが80重量%未満では、得られるフィルムの硬度、剛性が低下する傾向がある。
【0040】
前記メタクリル系重合体(a−2)におけるメタクリル酸メチル以外の単量体としては、前記アクリル系架橋弾性体含有グラフト共重合体(a−1)に使用したものがあげられる。これらの単量体は、単独で用いてもよく、2種以上を併用してもよい。
【0041】
前記メタクリル系重合体(a−2)は、アクリル系架橋弾性体含有グラフト共重合体(a−1)と別個に重合することも可能である。その場合も重合方法は特に限定されず、公知の乳化重合法、乳化−懸濁重合法、懸濁重合法、塊状重合法または溶液重合法が適用可能である。
【0042】
前記メタクリル系重合体(a−2)の平均粒子径は、80〜500μmが好ましく、100〜300μmがより好ましい。メタクリル系重合体(a−2)の平均粒子径が80μm未満では、耐衝撃性、耐折曲げ割れ性、耐薬品性が低下する傾向があり、500μm超では、透明性が低下する傾向がある。
【0043】
メタクリル系重合体(a−2)の前記重合における開始剤としては、公知の有機系過酸化物、無機系過酸化物、アゾ化合物などの開始剤を使用することができる。具体的には、例えば、t−ブチルハイドロパーオキサイド、1,1,3,3−テトラメチルブチルハイドロパーオキサイド、スクシン酸パーオキサイド、パーオキシマレイン酸t−ブチルエステル、クメンハイドロパーオキサイド、ベンゾイルパーオキサイド、ラウロイルパーオキサイド、t−ブチルパーオキシベンゾエート、イソプロピル−t−ブチルパーオキシカーボネート、過安息香酸ブチル、1,1−ビス(アルキルパーオキシ)3,3,5−トリメチルシクロヘキサン、1,1−ビス(アルキルパーオキシ)シクロヘキサン等の有機過酸化物や、過硫酸カリウム、過硫酸ナトリウム等の無機過酸化物、さらにアゾビスイソブチロニトリル等のアゾ化合物も使用される。これらは単独で使用してもよいし、2種以上を併用してもよい。
【0044】
前記有機系過酸化物は、重合系にそのまま添加する方法、単量体に混合して添加する方法、乳化剤水溶液に分散させて添加する方法など、公知の添加法で添加することができるが、得られるフィルムの透明性の点から、単量体に混合して添加する方法が好ましい。
【0045】
前記懸濁重合に使用する分散剤としては、一般的に懸濁重合に用いられる分散剤、例えば、ポリビニルアルコール、ポリビニルピロリドン、ポリアクリルアミド等の高分子分散剤、例えば、リン酸カルシウム、ハイドロキシアパタイト、ピロリン酸マグネシウム等の難水溶性無機塩があげられる。そして、難水溶性無機塩を用いる場合には、α−オレフィンスルフォン酸ソーダ、ドデシルベンゼンスルフォン酸ソーダ等のアニオン性界面活性剤を併用すると分散安定性が増すので効果的である。また、これらの分散剤は得られる樹脂粒子の粒子径を調整するために、重合中に1回または2回以上追加することもある。
【0046】
アクリル系樹脂組成物(A)中のアクリル酸エステル系架橋弾性体(a−1a)の含有量は、5〜45重量%が好ましく、10〜30重量%がより好ましい。アクリル酸エステル系架橋弾性体(a−1a)の含有量が5重量%未満では、得られるフィルムの引張破断時の伸びが低下し、フィルムを切断する際にクラックが発生しやすく、また応力白化が発生しやすくなる傾向がある。45重量%を超えると、得られるフィルムの硬度、剛性が低下する傾向がある。
【0047】
アクリル系樹脂組成物(A)のメチルエチルケトン可溶分の還元粘度は、0.2〜0.8dl/gが好ましく、0.2〜0.7dl/gがより好ましく、0.2〜0.6dl/gがさらに好ましい。樹脂組成物(A)のメチルエチルケトン可溶分の還元粘度が0.2dl/g未満では、得られるフィルムの引張破断時の伸びが低下しフィルムを切断する際にクラックが発生しやすく、また耐溶剤性が低下する傾向があり、0.8dl/gを超えると、フィルムの成形性が低下する傾向がある。
【0048】
前記アクリル系樹脂組成物(A)は、種々の一般的な混練機を用いて溶融混練することにより、樹脂ペレットを製造することができる。前記混練機の例としては、例えば、一軸押出機、二軸押出機、ロール、バンバリーミキサー、ニーダーなどが挙げられる。例えば、スクリュー径40mmの単軸押出機を用いて、バレル設定温度を180〜280℃とし、吐出量100〜150kg/hr、スクリュー回転数50〜150rpmで溶融混練し、ダイスよりストランドを引取り、水冷した後に、ストランドカッターを用いて切断して、樹脂ペレットを得ることができる。
【0049】
前記樹脂ペレットのせん断速度122S-1における溶融粘度としては、7000〜20000Pa・sであることが好ましく、10000〜19000Pa・sであることがより好ましい。樹脂ペレットの溶融粘度が7000Pa・s未満では、フィルム成形等において押出機先端部での背圧が立たないため成形品を得難い傾向にあり、溶融粘度が20000Pa・s超では、樹脂圧力が上がりすぎて吐出され難い傾向がある。
【0050】
前記樹脂ペレットの流動性(メルトフローレート)としては、温度230℃、37.5Nの荷重条件において、0.5〜3.0g/10分であることが好ましく、1.0〜2.0g/10分であることがより好ましい。流動性が0.5〜3.0g/分であれば、成形温度が低い場合でも成形し易く、高温成形時に生じる樹脂分解等の問題を解決できる点で好ましい。
【0051】
上記のようなアクリル系樹脂組成物(A)は、本発明のようなTダイ押出成形のほか、射出成形、ブロー成形、圧縮成形などの各種プラスチック加工法によって様々な成形品に加工できる。特に、前記アクリル系樹脂組成物(A)は、フィルムとして有用であり、例えば、Tダイ押出法と同様に通常の溶融押出法であるインフレーション法や、あるいはカレンダー法、更には溶剤キャスト法等によっても良好に加工される。また、必要に応じて、フィルムを成形する際、フィルム両面をロールまたは金属ベルトに同時に接触させることにより、特にガラス転移温度以上の温度に加熱したロールまたは金属ベルトに同時に接触させることにより、表面性のより優れたフィルムを得ることも可能である。また、目的に応じて、フィルムの積層成形や、二軸延伸によるフィルムの改質も可能である。
【0052】
また、アクリル系樹脂組成物(A)には、必要に応じて、ポリグルタルイミド、無水グルタル酸ポリマー、ラクトン環化メタクリル系樹脂、メタクリル系樹脂、ポリエチレンテレフタレート樹脂、ポリブチレンテレフタレート樹脂等を配合することも可能である。ブレンドの方法は特に限定されず、公知の方法を用いることができる。
【0053】
さらに、アクリル系樹脂組成物(A)には、必要に応じて、着色のために無機系顔料または有機系染料を、熱や光に対する安定性を更に向上させるために抗酸化剤、熱安定剤、紫外線吸収剤、紫外線安定剤などを、あるいは、抗菌剤、脱臭剤、滑剤等を、単独または2種以上組み合わせて添加してもよい。
【0054】
〔フィルム形成工程〕
フィルム形成工程では、前記押出工程によって押し出されたシート状の熱可塑性樹脂がキャストロールとタッチロールの2つのロールの間に挟み込まれる。そして、熱可塑性樹脂に対して力が加えられることによって、当該熱可塑性樹脂からフィルムが形成される。更に詳細には、前記キャストロールとタッチロールの2つのロールは対向して配置されており、その間にシート状の熱可塑性樹脂が挟み込まれる。そして、当該ロールにより熱可塑性樹脂に対して力が加えられることによって、熱可塑性樹脂の幅方向(TD)の膜厚が均一になる。そして、その結果、所望の熱可塑性フィルムを作製することができる。このとき、熱可塑性樹脂に対してキャストロールとタッチロールの挟み込む力は、シート状の熱可塑性樹脂を挟み込む力をP(単位:N)、前記Tダイから吐出されるシート状の熱可塑性樹脂の幅をH(cm)とした場合、30.0≦P/H≦300.0となるように、熱可塑性樹脂に対して線圧が加えることが好ましい。
【0055】
例えば、図1に示すように、本実施の形態の製造方法では、タッチロール3とキャストロール4とが対向するように配置されている、そして、Tダイの吐出口1から押し出されたシート状の熱可塑性樹脂2が、タッチロール3とキャストロール4との間に挟みこまれる。このとき、タッチロール3とキャストロール4とによって挟み込まれることによって、幅H(cm)を有する熱可塑性樹脂2に対してP(単位:N)の力が加えられる。なお、熱可塑性樹脂2の幅H(cm)とは、力P(N)が加えられる方向に対して垂直な方向であるとともに、熱可塑性樹脂2の押出方向に対しても垂直な方向への、シート状の熱可塑性樹脂2の長さが意図される。また、前記力P(N)とは、シート状の熱可塑性樹脂2に対して垂直に加えられる力が意図される。なお、当該力は、タッチロール3およびキャストロール4によって熱可塑性樹脂2に対して加えられる。
【0056】
前記タッチロール3およびキャストロール4の種類は特に限定されず、公知のロールを適宜、用いることが可能である。例えば、タッチロール3およびキャストロール4として、同じロールを用いることも可能であり、異なるロールを用いることも可能である。例えば、タッチロール3およびキャストロール4として異なるロールを用いる場合には、タッチロール3として弾性ロールを用い、キャストロール4として剛性ロールを用いることが好ましい。前記弾性ロールおよび剛性ロールは特に限定されない。
【0057】
なお、熱可塑性樹脂2に対してP(N)の力を加える方法は特に限定されない。例えば、熱可塑性樹脂2の幅が変化する場合には、それに応じて力P(N)を変化させ得るように、少なくとも一方の側のロールを他方のロールに対して移動させればよい。また、熱可塑性樹脂2の幅がほぼ一定の場合には、当該幅に応じて、タッチロール3とキャストロール4との間の距離を固定すればよい。
【0058】
また、各ロールの温度も特に限定されず、適宜設定することができる。例えば、熱可塑性樹脂のガラス転移温度をTg(℃)、ロールの温度をT(℃)とした場合、Tg−70≦T≦Tg+30となるように、各ロールの温度を設定することが好ましい。なお、ここでいうガラス転移温度(Tg)は、示差走査熱量計(DSC)により測定したガラス転移温度のことをいう。
【0059】
上記のような構成によれば、ロールの温度と熱可塑性樹脂のガラス転移温度との差が小さいので、ガラス転移温度に近い温度条件下にて熱可塑性樹脂に線圧を加えることができる。その結果、生産される熱可塑性シートの厚みむらを小さくすることができるとともに、ダイラインおよび凹み欠陥の発生を抑えることができる。
また、前記ロールの回転速度をR(cm/sec)、熱可塑性樹脂を押し出すための前記Tダイの吐出口から、キャストロールおよび冷却ロールの熱可塑性樹脂との接触点までの距離をL(cm)とした場合、L/R≦1.0であることが好ましい。
【0060】
なお、図1に示すように、タッチロール3とキャストロール4との接触面積が非常に小さい場合には、距離L(cm)は、Tダイの吐出口1から、円筒形状であるロール同士の接点までの距離に近似する。この構成によれば、吐出口1からロールまでの距離、すなわち、吐出口1から押し出された熱可塑性樹脂2がロールに挟み込まれる前に移動する距離を短くすることができる。その結果、熱可塑性樹脂2がロールに挟み込まれる前に不均一に冷え始めることを防ぐことができるので、得られる熱可塑性フィルムの厚みを均一にすることができる。
【0061】
〔冷却工程〕
前記のようにして、図1に示すようなタッチロール3とキャストロール4により挟み込まれて形成された熱可塑性フィルムは、次いで冷却ロールにより冷却される。冷却ロールとしては特に限定されず、適宜、公知のロールを用いることが可能である。例えば、前記タッチロール3およびキャストロール4と、同じロールを用いることも可能であり、異なるロールを用いることも可能である。
【0062】
冷却ロールの本数は特に限定されない。前記キャストロール4で十分に冷却可能であれば図2に示す装置のように、冷却ロールを設けない構成としてもよい。すなわち、キャストロール4での冷却が不十分であれば必要に応じ冷却ロールを設ければよい。その場合には、「キャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)との比:v2/v1」は「キャストロールの周速v1(m/min)と搬送ロールの周速v2(m/min)との比:v2/v1」となる。なお、後述する本発明の実施例では、図1に示すように3本の冷却ロールを設けて検討を行った。
【0063】
〔搬送工程〕
このようにして、(必要により冷却ロールにより)冷却されたフィルムは、次いでフラットロール8を介して、フィルムを搬送する搬送ロール9及びこれに近接するニップロール10により搬送される。搬送ロール9これに近接するニップロール10としては特に限定されず、適宜、公知のロールを用いることが可能である。本発明では、キャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)としたとき、v2/v1が1以下では、フィルム成形中にフィルムにシワおよび弛みが発生することがある。そのため、搬送ロール手前のフラットロールを、シワおよび弛みを解消する機構を有するロールに変更して用いることが好ましい。シワおよび弛みを解消する機構を有するロールとしては、たとえば、湾曲させた軸上にボールベアリングが内蔵された複数個のスプールを配列し、静止した軸を中心にロールを湾曲したまま回転させるロール(エキスパンダーロール)を使用することができる。また、シワおよび/または弛みに追随できる機能を有するロールとしては、例えばエアー圧、水圧、或いは油圧によってフィルムの流れ方向のシワおよび弛みを自動調整する機構を持つロール、エアーフロート式のターンバー(浮上運搬ロール)、スポンジなどの柔らかい表面を持つロール、或いは独自に回転軸の位置が移動可能な複数の小ロールが幅方向に並んで形成されたロール(マルチテンションロール)を使用することができる。
【0064】
〔ロール間距離〕
上記のようなフィルム形成工程〜搬送工程における各ロールの間隔は、図1に示すようなキャストロール4と冷却ロール5の間隔(軸芯間の距離、以下同じ)L1が、キャストロール4の半径をR1,冷却ロール5の半径をR2とすると、
(R1+R2)<L1<(R1+R2)×10
であることが好ましい。
同様に、冷却ロール5と冷却ロール6の間隔L2が、冷却ロール5の半径をR2,冷却ロール6の半径をR3とすると、
(R2+R3)<L2<(R2+R3)×10
であることが好ましい。
同様に、冷却ロール6と冷却ロール7の間隔L3が、冷却ロール6の半径をR3,冷却ロール7の半径をR4とすると、
(R3+R4)<L3<(R3+R4)×10
であることが好ましい。
同様に、冷却ロール7とフラットロール8の間隔L4が、冷却ロール7の半径をR4,フラットロール8の半径をR5とすると、
(R4+R5)<L4<(R4+R5)×10
であることが好ましい。
同様に、フラットロール8と搬送ロール9の間隔L5が、フラットロール8の半径をR5,搬送ロール9の半径をR6とすると、
(R5+R6)<L5<(R5+R6)×10
であることが好ましい。
【0065】
〔v2/v1〕
本発明により、フィルム押出方向(MD)の収縮率が0.01%以上0.10%以下である熱可塑性フィルムを、キャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)が、0.970≦v2/v1≦1.001に調整することにより作製することができる(但し、冷却ロールは省略することもできる)。ここで、キャストロールの周速v1とは、キャストロールの外周速度のことで、以下の式により定義される。
(キャストロールの周速v1)=(キャストロールの外周長さ)×(キャストロールの回転数)
また、冷却ロール及び搬送ロールの周速v2とは、冷却ロール及び搬送ロールの外周速度のことで、以下の式により定義される。
(冷却ロール及び搬送ロールの周速v2)=(冷却ロール及び搬送ロールの外周長さ)×(冷却ロール及び搬送ロールの回転数)
【0066】
以上のようにして、所望の特性を有する、すなわち成形後、一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であり、ゲージバンドと呼ばれる厚みムラに起因する外観不良のない熱可塑性フィルムを収率良く製造することができる。
【0067】
〔熱可塑性フィルムの厚み〕
本発明の熱可塑性フィルムの厚みは、20〜300μmが好ましく、30〜200μmがより好ましい。フィルムの厚みが20μm未満では耐衝撃性が低下して好ましくなく、300nmを超える場合にはフィルムの成形性が低下する傾向がある。フィルムの厚みは、Tダイの吐出口1から押し出す熱可塑性樹脂の厚みや各ロール3〜10の速度により適宜設定することができる。
【0068】
〔熱可塑性フィルムの用途〕
本発明の熱可塑性フィルムの用途は、特に制限されるものではなく、例えば、自動車内装、自動車外装、携帯電話の部材、AV機器の部材、パソコン機器の部材、家具製品、各種ディスプレイ、レンズ、窓ガラス、小物、雑貨等の外観意匠性の必要となる各種用途等に使用することができる。
【0069】
本発明の熱可塑性フィルムの好ましい実施態様であるアクリルフィルムは、必要に応じて、適当な印刷法により印刷して用いられる。なお、積層品としての成形時には、印刷面を基材樹脂との接着面にすることが印刷面の保護や高級感の付与から好ましい。
【実施例】
【0070】
以下、実施例及び比較例を示し、本発明を更に具体的に説明するが、これらは何ら本発明を限定するものではない。なお、以下の記載において、「部」又は「%」は、特に断らない限り、それぞれ「重量部」、「重量%」を示す。
【0071】
(フィルムの厚み測定法)
アンリツ株式会社製の触針式連続フィルム厚み計(フィルムシックネステスタKG601Bおよび電子マイクロメータK3001A)を使用して、フィルムの厚みを測定した。
詳細には、フィルムの内の領域であってフィルムの幅方向(TD)の両端部からそれぞれ50mmを除いた領域から、フィルム押出方向(MD)において50mmの幅で切り出し、当該切り出したフィルムの厚みをフィルムの幅方向(TD)に連続的に測定した。測定された数値を1mm毎にサンプリングすることによりデータを取得し、得られた各々のデータの平均値をフィルム厚みとした。
【0072】
(フィルム押出方向(MD)の収縮率測定方法)
フィルム幅方向(TD)中央部を押出方向(MD)に50mm、幅方向(TD)に50mmの正方形に 切り出し、フィルム押出方向(MD)に40mm間隔で針でマーキングを行ったものを、レーザー顕微鏡(株式会社ニコン製のMEASURESCOPE10)を用いて、正確な距離を測定した。温度25℃湿度55%RHの恒温恒湿器にて一ヶ月間保管し、一ヵ月後に再度マーキング間の距離をレーザー顕微鏡にて測定し、一ヶ月前との変化率を算出した。
【0073】
(フィルム成形時のシワの評価)
成形時のフィルムに発生するシワの発生状況を評価した。評価方法は目視により成形時にフィルムにシワが発生していれば×、シワが発生していなければ○とした。
【0074】
(ゲージバンド評価方法)
成形されたフィルムロールを温度湿度が管理されていない倉庫にて保管し、一ヶ月放置後でのフィルムロールのゲージバンドを評価した。フィルムロールのゲージバンド評価方法としては、目視によりゲージバンドが発生していれば×、発生していなければ○とした。
【0075】
(ガラス転移温度)
樹脂10mgを示差走査熱量計(DSC、株式会社島津製作所製のDSC−50型)を用い、窒素雰囲気下、昇温速度20℃/minの条件下にて測定を行った。次いで中点法によって、前記測定結果に基づいてガラス転移温度を決定した。
【0076】
(実施例1)
<アクリル系架橋弾性体含有グラフト共重合体(a−1)の製造方法>
攪拌機、温度計、窒素ガス導入管、モノマー供給管、還流冷却器を備えた8リットル重合機に以下の物質、
水(イオン交換水) 200部
ナトリウムホルムアルデヒドスルホキシレート 0.15部
硫酸第一鉄・2水塩 0.0015部
エチレンジアミン四酢酸−2−ナトリウム 0.006部
ジオクチルスルホコハク酸ナトリウム 0.0015部
を仕込み、器内を窒素ガスで十分に置換して実質的に酸素のない状態とした後、内温を60℃にし、アクリル酸ブチル27部、メタクリル酸メチル3部、メタクリル酸アリル3部、クメンハイドロパーオキサイド0.2部の混合物を15部/時間の割合で連続的に添加し、重合させた。添加終了後、更に1時間重合を継続し、重合転化率を98%以上にし、弾性共重合体(a−1a)を得た。
次に、弾性共重合体(a−1a)の存在下、メタクリル酸メチル63部、アクリル酸ブチル7部、ターシャリードデシルメルカプタン0.2部、クメンハイドロパーオキサイド0.3部の混合物を10部/時間の割合で連続的に添加して重合させ、更に1時間重合を継続し、重合転化率を98%以上にして、多層構造アクリル系共重合体(a−1)の重合を終了させ、ラテックスを得た。前記ラテックスを塩化カルシウムで塩析し、水洗、乾燥を行い、アクリル系架橋弾性体含有グラフト共重合体(a−1)の樹脂粉末を得た。
【0077】
<メタクリル系重合体(a−2)>
メタクリル系熱可塑性樹脂(a−2)として、メタクリル酸メチル・アクリル酸メチル共重合体(住友化学(株)製、スミペックス(登録商標)MM、ビーズ状、体積平均粒子径224μm、面積平均粒子径171μm、粒子径50μm以下の粒子割合0%)を用いた。
【0078】
<アクリル系樹脂組成物(A)のペレット化>
バレル温度を200℃に温度調整した40mmφ単軸押出機(大阪精機工作(株)製)を使用し、アクリル系架橋弾性体含有グラフト共重合体(a−1)70%、メタクリル系重合体(a−2)スミペックス(登録商標)MM30%の割合で混合した樹脂組成物を供給し、スクリュー回転数90rpm、吐出量15kg/時間にて溶融混練を行い、ストランド状に引き取り、水槽にて冷却後、ペレタイザーを用いて切断して、アクリル系樹脂組成物(A)の樹脂ペレットを製造した。ペレット化されたアクリル系樹脂組成物(A)のガラス転移温度は105℃であった。
【0079】
<フィルム化>
得られた樹脂ペレットを、バレル温度を200℃に温度調整した90mmφ単軸押出機(日立造船株式会社製)を使用し、先端に取り付けたTダイ(240℃に温度調整)より、押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込み、その後、冷却ロールにより冷却され、厚み75.1μmのフィルム状成形品のフィルムロール1000mを製造した。この時のキャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1は1.001であり、フィルム成形時のシワの発生はなく、一ヶ月常温放置による収縮率は0.10%、一ヶ月常温放置によるゲージバンドの発生もなかった。
【0080】
本実施例のフィルム形成工程におけるTダイの吐出口1、キャストロール4、タッチロール3、冷却ロール5〜7、フラットロール8、搬送ロール9及びニップロール10は図1に記載された位置関係である。フィルム幅は1400mmである。キャストロール4の半径R1は150mm、冷却ロール5の半径R2、冷却ロール6の半径R3、冷却ロール7の半径R4及び搬送ロール9の半径R6は、それぞれ100mm、フラットロールの半径R5は50mmである。また、Tダイの吐出口1からキャストロール4およびタッチロール3のシート状熱可塑性樹脂2との接触点までの距離Lは8cmであった。さらに、キャストロール4と冷却ロール5の間隔L1、冷却ロール5と冷却ロール6の間隔L2、冷却ロール6と冷却ロール7の間隔L3、冷却ロール7とフラットロール8の間隔L4、フラットロール8と搬送ロール9の間隔5は、それぞれ300mmである。
【0081】
本実施例のフィルム成形工程における熱可塑性樹脂に対するキャストロールとタッチロールの挟み込みの線圧P/Hは、25kgf/cmであった。また、本実施例におけるキャストロール4の温度は85℃、タッチロール3の温度は50℃、冷却ロール5の温度は85℃、冷却ロール6の温度は85℃、冷却ロール7の温度は80℃であった。
【0082】
(実施例2)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を0.990とし、フラットロールをエキスパンダーロール(シワまたは弛みを解消する機構を有するロール)に変更したこと以外は実施例1と同様の方法で厚み75.3μmのフィルムを作製した。尚、用いたエキスパンダーロールは、大阪染織機械株式会社製の湾曲ロール(面長1800mm、湾曲量10mm)を使用した。このフィルム成形時にシワの発生はなく、一ヶ月常温放置による収縮率は0.07%、一ヶ月常温放置によるゲージバンドの発生もなかった。
【0083】
(実施例3)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を0.980とした以外は実施例2と同様の方法で厚み75.3μmのフィルムを作製した。このフィルム成形時にシワの発生はなく、一ヶ月常温放置による収縮率は0.04%、一ヶ月常温放置によるゲージバンドの発生もなかった。
【0084】
(実施例4)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を0.970とした以外は実施例2と同様の方法で厚み75.3μmのフィルムを作製した。このフィルム成形時にシワの発生はなく、一ヶ月常温放置による収縮率は0.01%、一ヶ月常温放置によるゲージバンドの発生もなかった。
【0085】
(比較例1)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1を1.010とした以外は実施例1と同様の方法で厚み75.31μmのフィルムを作製した。このフィルム成形時にシワの発生はなかったが、一ヶ月常温放置による収縮率は0.18%、一ヶ月常温放置によりゲージバンドが発生していた。
【0086】
(比較例2)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1が0.950であること以外は実施例2と同様の方法でフィルムを作製しようとしたが、フィルム成形時にシワが発生し、フィルムは得られなかった。
【0087】
(比較例3)
キャストロール4の周速v1と冷却ロール及び搬送ロール9の周速v2の速度比v2/v1が0.970であること以外は実施例1と同様の方法でフィルムを作製しようとしたが、フィルム成形時にシワが発生し、フィルムは得られなかった。
【0088】
以上の実施例および比較例の結果を表1にまとめて示す。
【0089】
【表1】
【符号の説明】
【0090】
1.吐出口
2.熱可塑性樹脂
3.タッチロール
4.キャストロール
5.冷却ロール
6.冷却ロール
7.冷却ロール
8.フラットロールまたはエキスパンダーロール
9.搬送ロール
10.ニップロール
【特許請求の範囲】
【請求項1】
溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程とを有する製造工程により成形される熱可塑性フィルムであって、成形後、一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であることを特徴とする熱可塑性フィルム。
【請求項2】
前記製造工程が、前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、搬送ロールの前に、フィルムの流れ方向に発生するシワまたは弛みを解消する機構を有するロールを、走行するフィルムの少なくとも上下いずれかの面に用いる請求項1記載の熱可塑性フィルム。
【請求項3】
前記熱可塑性樹脂が、アクリル系樹脂である請求項1または2に記載の熱可塑性フィルム。
【請求項4】
前記アクリル系樹脂が、アクリル系グラフト共重合体を含有するアクリル系樹脂組成物である請求項3に記載の熱可塑性フィルム。
【請求項5】
溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程と、形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、
前記フィルム形成工程でのキャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)が、0.970≦v2/v1≦1.001であることを特徴とする請求項1記載の熱可塑性フィルムを製造する方法。
【請求項6】
前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、搬送ロールの前に、フィルムの流れ方向に発生するシワまたは弛みを解消する機構を有するロールを、走行するフィルムの少なくとも上下いずれかの面に用いる請求項5に記載の熱可塑性フィルムを製造する方法。
【請求項7】
前記熱可塑性樹脂が、アクリル系樹脂である請求項5または6に記載の熱可塑性フィルムを製造する方法。
【請求項8】
前記アクリル系樹脂が、アクリル系グラフト共重合体を含有するアクリル系樹脂組成物である請求項7に記載の熱可塑性フィルムを製造する方法。
【請求項1】
溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程とを有する製造工程により成形される熱可塑性フィルムであって、成形後、一ヶ月常温放置した後のフィルム押出方向(MD)の収縮率が0.01%以上0.10%以下であることを特徴とする熱可塑性フィルム。
【請求項2】
前記製造工程が、前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、搬送ロールの前に、フィルムの流れ方向に発生するシワまたは弛みを解消する機構を有するロールを、走行するフィルムの少なくとも上下いずれかの面に用いる請求項1記載の熱可塑性フィルム。
【請求項3】
前記熱可塑性樹脂が、アクリル系樹脂である請求項1または2に記載の熱可塑性フィルム。
【請求項4】
前記アクリル系樹脂が、アクリル系グラフト共重合体を含有するアクリル系樹脂組成物である請求項3に記載の熱可塑性フィルム。
【請求項5】
溶融押出法によって、Tダイからシート状の熱可塑性樹脂を押し出す押出工程と、前記押出工程によって押し出されたシート状の熱可塑性樹脂を、キャストロールとタッチロールの2つのロールの間に挟み込むことによってフィルムを形成するフィルム形成工程と、形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、
前記フィルム形成工程でのキャストロールの周速v1(m/min)と冷却ロール及び搬送ロールの周速v2(m/min)が、0.970≦v2/v1≦1.001であることを特徴とする請求項1記載の熱可塑性フィルムを製造する方法。
【請求項6】
前記フィルム形成工程にて形成されたフィルムを冷却ロールにより冷却する冷却工程と、冷却されたフィルムを搬送ロール及びこれに近接するニップロールにより搬送する搬送工程を有し、搬送ロールの前に、フィルムの流れ方向に発生するシワまたは弛みを解消する機構を有するロールを、走行するフィルムの少なくとも上下いずれかの面に用いる請求項5に記載の熱可塑性フィルムを製造する方法。
【請求項7】
前記熱可塑性樹脂が、アクリル系樹脂である請求項5または6に記載の熱可塑性フィルムを製造する方法。
【請求項8】
前記アクリル系樹脂が、アクリル系グラフト共重合体を含有するアクリル系樹脂組成物である請求項7に記載の熱可塑性フィルムを製造する方法。
【図1】

【図2】
【図2】
【公開番号】特開2012−171157(P2012−171157A)
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願番号】特願2011−34213(P2011−34213)
【出願日】平成23年2月21日(2011.2.21)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成24年9月10日(2012.9.10)
【国際特許分類】
【出願日】平成23年2月21日(2011.2.21)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]