
熱可塑性プラスチック−連続繊維混成複合体の製造方法
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、広げられた連続繊維束に溶融された熱可塑性樹脂を直接的に含浸させずに、テープ状の熱可塑性プラスチックを接合させることにより、柔軟性に優れて製織が容易であり、連続繊維と熱可塑性プラスチックが交互に積層された多層構造を形成することにより、製織後の熱溶融含浸時、均一性及び含浸性が極大化された熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。
【背景技術】
【0002】
連続繊維強化プラスチックは、機械的強度が相対的に弱いプラスチックの中にガラス繊維または炭素繊維などの補強繊維を連続状に内装しているが、このような連続繊維強化プラスチックは、1mm長さ以下の短繊維強化プラスチック(Short Fiber-reinforced Thermoplastics)またはLFT(Long Fiber-reinforced Thermoplastics)やGMT(Glass Mat-reinforced Thermoplastics)のような5〜50mm長さ水準の長繊維強化プラスチックと比較し、機械的強度、剛性及び衝撃性能に非常に優れている。
【0003】
また、連続繊維強化プラスチックは、柔軟性に優れ、単方向または両方向に製織可能でなければならず、これを通じて製織された連続繊維強化プラスチック構造物は、多様な機械的性能が要求される製品に適用できる。
【0004】
前記連続繊維強化プラスチックは、通常的に連続式引抜成形(Pultrusion)方法または混合紡糸(Commingle)に続くホットプレッシング(Hot Pressing)方法などにより製造される。
【0005】
前記連続式引抜成形(Pultrusion)方法は、広く広げられた連続繊維束を液状(または溶融)の樹脂槽またはダイを通過させて、連続繊維束にプラスチック樹脂を含浸させる方法であるが、工程条件を最適化すると、含浸度を増加させることはできるものの、補強繊維(連続繊維)及びプラスチック樹脂の含量調節が難しく、柔軟性に劣り、製織が容易ではない短所がある。
【0006】
前記混合紡糸(Commingle)に続くホットプレッシング(Hot Pressing)方法は、連続繊維と繊維形態のプラスチック樹脂を混合紡糸した後、これを加熱圧着(Hot Pressing)する方法であるが、加熱圧着された混合紡糸繊維は、連続繊維とプラスチック樹脂の物理的結合により繊維の柔軟性が大きく喪失されず、製織が容易であって、製織後に熱間圧着する場合、成形性及び含浸性に優れており、連続繊維強化プラスチックの補強繊維及びプラスチック樹脂の含量調節が自由である。しかしながら、連続繊維束内にプラスチック樹脂が無作為に混合されるため、製織後熱間圧着する場合、部分的に充分な含浸がなさらず、物性の均一度が落ちて、繊維状にした時、加工性と関連し、十分なエロンゲーション(Elongation)特性を有する熱可塑性プラスチックに制限的であるという短所がある。
【0007】
したがって、製織が容易でありながらも、製織後の熱溶融含浸時、均一性及び含浸性に優れており、多様な種類の熱可塑性プラスチックが適用可能な熱可塑性プラスチック−連続繊維混成複合体の製造方法の開発が切実である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のような従来技術の問題点を解決するために、本発明は、広げられた連続繊維束に溶融された熱可塑性樹脂を直接的に含浸させずに、テープ状の熱可塑性プラスチックを接合させることにより、柔軟性に優れて製織が容易であり、連続繊維と熱可塑性プラスチックが交互に積層された多層構造を有し、製織後の熱溶融含浸時、均一性及び含浸性が極大化された熱可塑性プラスチック−連続繊維混成複合体の製造方法を提供することを目的とする。
【0009】
また、本発明は、前記製造方法により製造された熱可塑性プラスチック−連続繊維混成複合体を提供することを目的とする。
【0010】
さらに、前記熱可塑性プラスチック−連続繊維混成複合体を使用して製造されたシートまたはプロファイル形態の連続繊維強化プラスチック製品を提供することを目的とする。
【0011】
本発明の上記目的及びその他の目的は、以下説明する本発明により全て達成することができる。
【課題を解決するための手段】
【0012】
上記の目的を達成するために、本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法、及びこれにより製造された熱可塑性プラスチック−連続繊維混成複合体を提供する。
【0013】
また、本発明は、前記熱可塑性プラスチック−連続繊維混成複合体を使用して製造されたシートまたはプロファイル形態の連続繊維強化プラスチック製品を提供する。
【発明の効果】
【0014】
上述したように、本発明によると、広げられた連続繊維束に溶融された熱可塑性樹脂を直接的に含浸させずに、テープ状の熱可塑性プラスチックを接合させることにより、柔軟性に優れて製織が容易であり、連続繊維と熱可塑性プラスチックが交互に積層された多層構造を有し、製織後の熱溶融含浸時、均一性及び含浸性が極大化されて、フィルムまたはテープ形態に加工が可能な大部分の商業化された熱可塑性プラスチックが適用できる熱可塑性プラスチック−連続繊維混成複合体の製造方法などを提供する効果がある。
【図面の簡単な説明】
【0015】
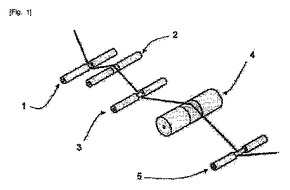
【図1】本発明による凸バー(Convex bar)及び案内バー(Guide bar)でガラス繊維束を広幅に均一に広げる過程を概略的に示した図面である。
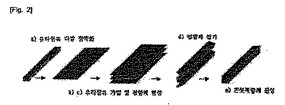
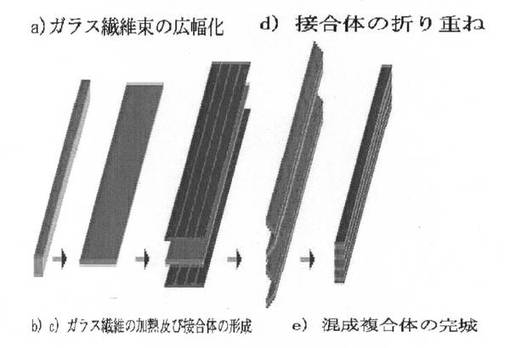
【図2】本発明の熱可塑性プラスチック−連続繊維混成複合体の製造方法を概略的に示した図面である。
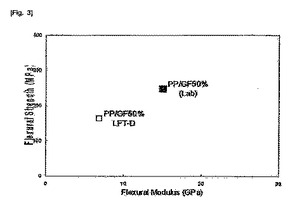
【図3】本発明による熱可塑性プラスチック−連続繊維混成複合体などの屈曲強度及び屈曲弾性率を概略的に示した図面である。
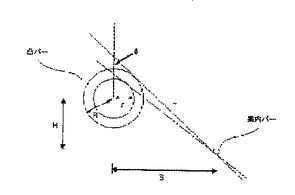
【図4】L、H、S、φを説明する図である。
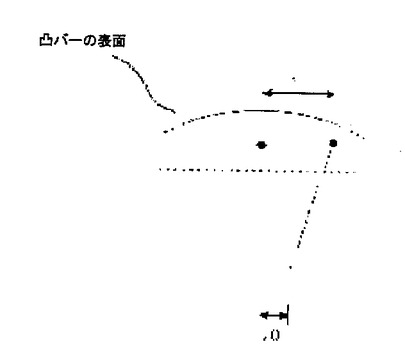
【図5】x及びx0を説明する図である。
【発明を実施するための形態】
【0016】
以下、本発明を詳細に説明する。
【0017】
本発明の、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法は、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなることを特徴とする。
【0018】
前記a)段階のガラス繊維束は、通常、連続繊維強化プラスチックに使用されるものであれば特に制限はないが、化学的結合力を高めるために、使用される熱可塑性プラスチック用途としてそれぞれサイジング処理されたガラス繊維を選択することが好ましい。また、ガラス繊維の直径は小さいほどよいが、通常15乃至20μmの水準のものが好ましい。ガラス繊維束は、1200TEXが2400TEXよりは広幅化側面で容易であるが、混成複合体の経済的側面を考慮すると、2400TEXを使用することが、生産性が高くてより好ましい。
【0019】
前記a)段階でガラス繊維束を多段階の凸バー(convex bar)及び案内バー(guide bar)を利用して漸進的に幅広化して均一に広げることができるが、使用される凸バー(convex bar)及び案内バー(guide bar)の数は、必要によって調節することができる。
【0020】
前記案内バーは、ガラス繊維束の離脱を防ぎ、これを凸バーに案内する役割をするもので、ガラス繊維束と接触する中央部は、平坦で、その両端部に対して凹んでいる形態であるが、ガラス繊維の幅によって調節される。
【0021】
前記凸バー(convex bar)は、ガラス繊維束をシート状に均一に広げる役割をするもので、ガラス繊維束と接触する表面が下記[数1]乃至[数3]を満足することが好ましい。
【数1】
【数2】
【数3】
前記[数1]乃至[数3]において、Rは、凸バーの最大半径であり、rは、凸バーの最小半径であって、Hは、案内バーの中心を通る水平線から凸バーの中心に至る高さであり、Lは、ガラス繊維と案内バーとが接する接点からガラス繊維と凸バーの中心とが接する接点までの距離であり、Sは、凸バーの中心を通る垂直線から案内バーに至る距離であって、xは、凸バーの軸方向対称面からガラス繊維までの水平距離であり、x0は、案内バーの長手方向対称面からガラス繊維までの水平距離であって、φは、凸バーの中心を通る垂直線と凸バーの接線とがなす角度である。
【0022】
前記L、H、S、φ、x及びx0は、具体的に下記図4及び図5で表現できる。
【0023】
前記[数1]において、r/R値が0.95以上で、φ値が45°であることが好ましいが、この範囲に及ばない場合、ガラス繊維束が均一に広げられず、一方に偏る現象が発生し、ガラス繊維に過度なる張力(tention)が発生する問題がある。
【0024】
前記b)段階の加熱は、広げられたガラス繊維を120乃至280℃の温度に加熱するが、この温度範囲内で前記ガラス繊維をテープ状の熱可塑性プラスチックに接合する場合、最終的に製造される熱可塑性プラスチック−連続繊維混成複合体の柔軟性が優れており、製織が容易な効果がある。この際の温度は、使用されるテープ状の熱可塑性プラスチックの種類によって溶融温度を参考として適宜選択されて、混成複合体が柔軟性を保持できる、なるべく高い温度に最適化することが好ましい。
【0025】
前記c)段階のテープ状の熱可塑性プラスチックは、複数個の一定幅のプラスチックテープが、広げられた状態で同一平面上に隙間なく並んで配列されたものであるが、その幅の合計が前記加熱されたガラス繊維の幅と一致されることが好ましい。
【0026】
前記c)段階の熱可塑性プラスチックテープは、前記加熱されたガラス繊維の上部または上下部に位置することができるが、上下部の両方に位置することが好ましい。
【0027】
前記一定幅のプラスチックテープは、特に制限はないが、2乃至40mm幅、500乃至4000デニール(denier)であることが好ましく、これを調節することにより、製造される熱可塑性プラスチック−連続繊維混成複合体内の連続繊維含量を調節することができるが、ガラス繊維が40乃至80重量%含まれるように調節されることが好ましい。
【0028】
前記c)段階の熱可塑性プラスチック−連続繊維接合体は、ガラス繊維とテープ状の熱可塑性プラスチックが積層された構造、または熱可塑性プラスチックテープ、ガラス繊維及びテープ状の熱可塑性プラスチックが順に積層された構造であるが、好ましくは、テープ状の熱可塑性プラスチック、ガラス繊維及びテープ状の熱可塑性プラスチックが順に積層された構造である。
【0029】
前記一定幅のテープ状のプラスチックには、混合紡糸工程を含む従来技術とは異なって、特別なエロンゲーション(Elongation)特性が要求されないため、フィルムまたはテープ状に加工が可能な大部分の商業化された熱可塑性プラスチックが適用でき、本発明の実施例では、ポリプロピレンを使用した。
【0030】
前記テープ状のポリプロピレンは、厚さが30乃至200μmであり、カップリング剤を含むことができる。
【0031】
前記d)段階の多層熱可塑性プラスチック−連続繊維接合体は、前記複数個のテープ状のプラスチック間接触面が折り重なってジグザグ形態を有するものであるが、結果的にその幅が前記プラスチックテープ一つの幅と同一またはほぼ等しくなる。
【0032】
前記e)段階の圧着は、120乃至280℃の条件下で行われるが、温度が低すぎる場合、多層熱可塑性プラスチック−連続繊維接合体の折られた状態が維持されず、解れてしまう問題があり、温度が高すぎる場合は、過度なる含浸により柔軟性が失われてしまうことになる。
【0033】
本発明の熱可塑性プラスチック−連続繊維混成複合体は、製織及び熱間圧着によるプラスチック樹脂の溶融含浸前の連続繊維強化プラスチックを意味するが、前記熱可塑性プラスチック−連続繊維混成複合体の製造方法により製造されることを特徴とする。
【0034】
本発明の連続繊維強化プラスチック製品は、前記熱可塑性プラスチック−連続繊維混成複合体を使用して製織及び熱間圧着して製造されたシートまたはプロファイル形態であることを特徴とする。
【0035】
前記製織された熱可塑性プラスチック−連続繊維混成複合体を熱間圧着する時、熱可塑性プラスチックが強化繊維内部に溶融含浸されるが、本発明は、連続繊維と熱可塑性プラスチックが交互に積層された多層構造を有することにより、高粘度樹脂のように流動距離が100μm以下に制限される場合も、非常に優れた含浸性を奏することができる。
【実施例】
【0036】
以下、本発明の熱可塑性プラスチック−連続繊維混成複合体の製造方法を、具体的な実施例を挙げて、添付の図面を参照し説明する。
【0037】
ガラス繊維束を広幅に均一に広げる段階を下記図1に具体的に示した。
【0038】
本発明に使用されたガラス繊維束は、17μm直径のガラス繊維4000本から構成された2400TEXを使用して、ポリプロピレン樹脂に適するようにサイジング処理されたものを使用した。初期ガラス繊維束は、約5mm幅を有しているため、第1案内バー1の中央部は、5mmの平坦な部分を有して、その両端部に対して凹んでいる形態を有する。次いで、第1凸バー2は、前記数学式1の条件を満足するように設計されたもので、ガラス繊維束を12mmの幅に1次広幅化させる。次いで、第2案内バー3の中央部は、10mmの平坦な部分を有して、これは、12mmの幅に1次広幅化させたガラス繊維束を10mmの幅に整列する役割をする。第2凸バー4は、前記数学式1の条件を満足するように設計されたもので、第2案内バー3から出た10mm幅のガラス繊維束を24mmの幅に2次広幅化させる。次いで、第3案内バー5の中央部は、20mmの平坦な部分を有して、これは、24mmの幅に2次広幅化させたガラス繊維束を20mmの幅に整列する役割をする。結果的に、初期5mm幅のガラス繊維束は、20mm広幅に均一に広げられるようになる。前記広幅に広げられたガラス繊維束は、2〜3個のガラス繊維からなる厚さを形成するようになる。
【0039】
下記図2は、広げられたガラス繊維束を加熱して、テープ状の熱可塑性プラスチックを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階、前記接合体をジグザグに折り重ねて、多層熱可塑性プラスチック−連続繊維接合体を形成する段階、前記多層熱可塑性プラスチック−連続繊維接合体を圧着して、連続繊維と熱可塑性プラスチックが交互に積層された多層構造からなる、製織後熱溶融含浸時、均一性及び含浸性に優れた熱可塑性−連続繊維混成複合体の製造方法について図示した。前記テープ状の熱可塑性プラスチックは、カップリング剤が処方されたポリプロピレンであり、2700デニール8個が使用された。したがって、前記熱可塑性プラスチック−連続繊維混成複合体は、50重量%ガラス繊維を含む。
【0040】
[実験例]
性能評価のための特性値として、屈曲強度及び屈曲弾性率を採択した。本発明により製造された熱可塑性プラスチック−連続繊維混成複合体を製織後、熱間圧着したシート物において、試験規格ASTM D790要求事項によって試片を採取した後、物性を評価した結果を図3に示した。
【0041】
図3に示したように、本発明により製造された熱可塑性プラスチック−連続繊維混成複合体(PP/GF50%)は、LFT−D(PP/GF50%)と比較し、製織が容易でありながらも、優れた屈曲強度(250MPa)及び屈曲弾性率(15GPa)を有することを確認することができた。
【0042】
以上の本発明による熱可塑性プラスチック−連続繊維混成複合体の製造方法は、本発明を例示するものであって、本発明の範疇及び技術思想範囲内で多様な変形及び修正が可能であることは、当業者にとって明白であり、このような変形及び修正が添付の特許請求範囲に属することも自明である。
【符号の説明】
【0043】
1 第1案内バー
2 第1凸バー
3 第2案内バー
4 第2凸バー
5 第3案内バー
【技術分野】
【0001】
本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法に関し、より詳細には、広げられた連続繊維束に溶融された熱可塑性樹脂を直接的に含浸させずに、テープ状の熱可塑性プラスチックを接合させることにより、柔軟性に優れて製織が容易であり、連続繊維と熱可塑性プラスチックが交互に積層された多層構造を形成することにより、製織後の熱溶融含浸時、均一性及び含浸性が極大化された熱可塑性プラスチック−連続繊維混成複合体の製造方法に関する。
【背景技術】
【0002】
連続繊維強化プラスチックは、機械的強度が相対的に弱いプラスチックの中にガラス繊維または炭素繊維などの補強繊維を連続状に内装しているが、このような連続繊維強化プラスチックは、1mm長さ以下の短繊維強化プラスチック(Short Fiber-reinforced Thermoplastics)またはLFT(Long Fiber-reinforced Thermoplastics)やGMT(Glass Mat-reinforced Thermoplastics)のような5〜50mm長さ水準の長繊維強化プラスチックと比較し、機械的強度、剛性及び衝撃性能に非常に優れている。
【0003】
また、連続繊維強化プラスチックは、柔軟性に優れ、単方向または両方向に製織可能でなければならず、これを通じて製織された連続繊維強化プラスチック構造物は、多様な機械的性能が要求される製品に適用できる。
【0004】
前記連続繊維強化プラスチックは、通常的に連続式引抜成形(Pultrusion)方法または混合紡糸(Commingle)に続くホットプレッシング(Hot Pressing)方法などにより製造される。
【0005】
前記連続式引抜成形(Pultrusion)方法は、広く広げられた連続繊維束を液状(または溶融)の樹脂槽またはダイを通過させて、連続繊維束にプラスチック樹脂を含浸させる方法であるが、工程条件を最適化すると、含浸度を増加させることはできるものの、補強繊維(連続繊維)及びプラスチック樹脂の含量調節が難しく、柔軟性に劣り、製織が容易ではない短所がある。
【0006】
前記混合紡糸(Commingle)に続くホットプレッシング(Hot Pressing)方法は、連続繊維と繊維形態のプラスチック樹脂を混合紡糸した後、これを加熱圧着(Hot Pressing)する方法であるが、加熱圧着された混合紡糸繊維は、連続繊維とプラスチック樹脂の物理的結合により繊維の柔軟性が大きく喪失されず、製織が容易であって、製織後に熱間圧着する場合、成形性及び含浸性に優れており、連続繊維強化プラスチックの補強繊維及びプラスチック樹脂の含量調節が自由である。しかしながら、連続繊維束内にプラスチック樹脂が無作為に混合されるため、製織後熱間圧着する場合、部分的に充分な含浸がなさらず、物性の均一度が落ちて、繊維状にした時、加工性と関連し、十分なエロンゲーション(Elongation)特性を有する熱可塑性プラスチックに制限的であるという短所がある。
【0007】
したがって、製織が容易でありながらも、製織後の熱溶融含浸時、均一性及び含浸性に優れており、多様な種類の熱可塑性プラスチックが適用可能な熱可塑性プラスチック−連続繊維混成複合体の製造方法の開発が切実である。
【発明の概要】
【発明が解決しようとする課題】
【0008】
上記のような従来技術の問題点を解決するために、本発明は、広げられた連続繊維束に溶融された熱可塑性樹脂を直接的に含浸させずに、テープ状の熱可塑性プラスチックを接合させることにより、柔軟性に優れて製織が容易であり、連続繊維と熱可塑性プラスチックが交互に積層された多層構造を有し、製織後の熱溶融含浸時、均一性及び含浸性が極大化された熱可塑性プラスチック−連続繊維混成複合体の製造方法を提供することを目的とする。
【0009】
また、本発明は、前記製造方法により製造された熱可塑性プラスチック−連続繊維混成複合体を提供することを目的とする。
【0010】
さらに、前記熱可塑性プラスチック−連続繊維混成複合体を使用して製造されたシートまたはプロファイル形態の連続繊維強化プラスチック製品を提供することを目的とする。
【0011】
本発明の上記目的及びその他の目的は、以下説明する本発明により全て達成することができる。
【課題を解決するための手段】
【0012】
上記の目的を達成するために、本発明は、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなる、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法、及びこれにより製造された熱可塑性プラスチック−連続繊維混成複合体を提供する。
【0013】
また、本発明は、前記熱可塑性プラスチック−連続繊維混成複合体を使用して製造されたシートまたはプロファイル形態の連続繊維強化プラスチック製品を提供する。
【発明の効果】
【0014】
上述したように、本発明によると、広げられた連続繊維束に溶融された熱可塑性樹脂を直接的に含浸させずに、テープ状の熱可塑性プラスチックを接合させることにより、柔軟性に優れて製織が容易であり、連続繊維と熱可塑性プラスチックが交互に積層された多層構造を有し、製織後の熱溶融含浸時、均一性及び含浸性が極大化されて、フィルムまたはテープ形態に加工が可能な大部分の商業化された熱可塑性プラスチックが適用できる熱可塑性プラスチック−連続繊維混成複合体の製造方法などを提供する効果がある。
【図面の簡単な説明】
【0015】
【図1】本発明による凸バー(Convex bar)及び案内バー(Guide bar)でガラス繊維束を広幅に均一に広げる過程を概略的に示した図面である。
【図2】本発明の熱可塑性プラスチック−連続繊維混成複合体の製造方法を概略的に示した図面である。
【図3】本発明による熱可塑性プラスチック−連続繊維混成複合体などの屈曲強度及び屈曲弾性率を概略的に示した図面である。
【図4】L、H、S、φを説明する図である。
【図5】x及びx0を説明する図である。
【発明を実施するための形態】
【0016】
以下、本発明を詳細に説明する。
【0017】
本発明の、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法は、熱可塑性プラスチック−連続繊維混成複合体の製造方法において、a)ガラス繊維束を広幅に均一に広げる段階と、b)広げられたガラス繊維を加熱する段階と、c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階とからなることを特徴とする。
【0018】
前記a)段階のガラス繊維束は、通常、連続繊維強化プラスチックに使用されるものであれば特に制限はないが、化学的結合力を高めるために、使用される熱可塑性プラスチック用途としてそれぞれサイジング処理されたガラス繊維を選択することが好ましい。また、ガラス繊維の直径は小さいほどよいが、通常15乃至20μmの水準のものが好ましい。ガラス繊維束は、1200TEXが2400TEXよりは広幅化側面で容易であるが、混成複合体の経済的側面を考慮すると、2400TEXを使用することが、生産性が高くてより好ましい。
【0019】
前記a)段階でガラス繊維束を多段階の凸バー(convex bar)及び案内バー(guide bar)を利用して漸進的に幅広化して均一に広げることができるが、使用される凸バー(convex bar)及び案内バー(guide bar)の数は、必要によって調節することができる。
【0020】
前記案内バーは、ガラス繊維束の離脱を防ぎ、これを凸バーに案内する役割をするもので、ガラス繊維束と接触する中央部は、平坦で、その両端部に対して凹んでいる形態であるが、ガラス繊維の幅によって調節される。
【0021】
前記凸バー(convex bar)は、ガラス繊維束をシート状に均一に広げる役割をするもので、ガラス繊維束と接触する表面が下記[数1]乃至[数3]を満足することが好ましい。
【数1】
【数2】
【数3】
前記[数1]乃至[数3]において、Rは、凸バーの最大半径であり、rは、凸バーの最小半径であって、Hは、案内バーの中心を通る水平線から凸バーの中心に至る高さであり、Lは、ガラス繊維と案内バーとが接する接点からガラス繊維と凸バーの中心とが接する接点までの距離であり、Sは、凸バーの中心を通る垂直線から案内バーに至る距離であって、xは、凸バーの軸方向対称面からガラス繊維までの水平距離であり、x0は、案内バーの長手方向対称面からガラス繊維までの水平距離であって、φは、凸バーの中心を通る垂直線と凸バーの接線とがなす角度である。
【0022】
前記L、H、S、φ、x及びx0は、具体的に下記図4及び図5で表現できる。
【0023】
前記[数1]において、r/R値が0.95以上で、φ値が45°であることが好ましいが、この範囲に及ばない場合、ガラス繊維束が均一に広げられず、一方に偏る現象が発生し、ガラス繊維に過度なる張力(tention)が発生する問題がある。
【0024】
前記b)段階の加熱は、広げられたガラス繊維を120乃至280℃の温度に加熱するが、この温度範囲内で前記ガラス繊維をテープ状の熱可塑性プラスチックに接合する場合、最終的に製造される熱可塑性プラスチック−連続繊維混成複合体の柔軟性が優れており、製織が容易な効果がある。この際の温度は、使用されるテープ状の熱可塑性プラスチックの種類によって溶融温度を参考として適宜選択されて、混成複合体が柔軟性を保持できる、なるべく高い温度に最適化することが好ましい。
【0025】
前記c)段階のテープ状の熱可塑性プラスチックは、複数個の一定幅のプラスチックテープが、広げられた状態で同一平面上に隙間なく並んで配列されたものであるが、その幅の合計が前記加熱されたガラス繊維の幅と一致されることが好ましい。
【0026】
前記c)段階の熱可塑性プラスチックテープは、前記加熱されたガラス繊維の上部または上下部に位置することができるが、上下部の両方に位置することが好ましい。
【0027】
前記一定幅のプラスチックテープは、特に制限はないが、2乃至40mm幅、500乃至4000デニール(denier)であることが好ましく、これを調節することにより、製造される熱可塑性プラスチック−連続繊維混成複合体内の連続繊維含量を調節することができるが、ガラス繊維が40乃至80重量%含まれるように調節されることが好ましい。
【0028】
前記c)段階の熱可塑性プラスチック−連続繊維接合体は、ガラス繊維とテープ状の熱可塑性プラスチックが積層された構造、または熱可塑性プラスチックテープ、ガラス繊維及びテープ状の熱可塑性プラスチックが順に積層された構造であるが、好ましくは、テープ状の熱可塑性プラスチック、ガラス繊維及びテープ状の熱可塑性プラスチックが順に積層された構造である。
【0029】
前記一定幅のテープ状のプラスチックには、混合紡糸工程を含む従来技術とは異なって、特別なエロンゲーション(Elongation)特性が要求されないため、フィルムまたはテープ状に加工が可能な大部分の商業化された熱可塑性プラスチックが適用でき、本発明の実施例では、ポリプロピレンを使用した。
【0030】
前記テープ状のポリプロピレンは、厚さが30乃至200μmであり、カップリング剤を含むことができる。
【0031】
前記d)段階の多層熱可塑性プラスチック−連続繊維接合体は、前記複数個のテープ状のプラスチック間接触面が折り重なってジグザグ形態を有するものであるが、結果的にその幅が前記プラスチックテープ一つの幅と同一またはほぼ等しくなる。
【0032】
前記e)段階の圧着は、120乃至280℃の条件下で行われるが、温度が低すぎる場合、多層熱可塑性プラスチック−連続繊維接合体の折られた状態が維持されず、解れてしまう問題があり、温度が高すぎる場合は、過度なる含浸により柔軟性が失われてしまうことになる。
【0033】
本発明の熱可塑性プラスチック−連続繊維混成複合体は、製織及び熱間圧着によるプラスチック樹脂の溶融含浸前の連続繊維強化プラスチックを意味するが、前記熱可塑性プラスチック−連続繊維混成複合体の製造方法により製造されることを特徴とする。
【0034】
本発明の連続繊維強化プラスチック製品は、前記熱可塑性プラスチック−連続繊維混成複合体を使用して製織及び熱間圧着して製造されたシートまたはプロファイル形態であることを特徴とする。
【0035】
前記製織された熱可塑性プラスチック−連続繊維混成複合体を熱間圧着する時、熱可塑性プラスチックが強化繊維内部に溶融含浸されるが、本発明は、連続繊維と熱可塑性プラスチックが交互に積層された多層構造を有することにより、高粘度樹脂のように流動距離が100μm以下に制限される場合も、非常に優れた含浸性を奏することができる。
【実施例】
【0036】
以下、本発明の熱可塑性プラスチック−連続繊維混成複合体の製造方法を、具体的な実施例を挙げて、添付の図面を参照し説明する。
【0037】
ガラス繊維束を広幅に均一に広げる段階を下記図1に具体的に示した。
【0038】
本発明に使用されたガラス繊維束は、17μm直径のガラス繊維4000本から構成された2400TEXを使用して、ポリプロピレン樹脂に適するようにサイジング処理されたものを使用した。初期ガラス繊維束は、約5mm幅を有しているため、第1案内バー1の中央部は、5mmの平坦な部分を有して、その両端部に対して凹んでいる形態を有する。次いで、第1凸バー2は、前記数学式1の条件を満足するように設計されたもので、ガラス繊維束を12mmの幅に1次広幅化させる。次いで、第2案内バー3の中央部は、10mmの平坦な部分を有して、これは、12mmの幅に1次広幅化させたガラス繊維束を10mmの幅に整列する役割をする。第2凸バー4は、前記数学式1の条件を満足するように設計されたもので、第2案内バー3から出た10mm幅のガラス繊維束を24mmの幅に2次広幅化させる。次いで、第3案内バー5の中央部は、20mmの平坦な部分を有して、これは、24mmの幅に2次広幅化させたガラス繊維束を20mmの幅に整列する役割をする。結果的に、初期5mm幅のガラス繊維束は、20mm広幅に均一に広げられるようになる。前記広幅に広げられたガラス繊維束は、2〜3個のガラス繊維からなる厚さを形成するようになる。
【0039】
下記図2は、広げられたガラス繊維束を加熱して、テープ状の熱可塑性プラスチックを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階、前記接合体をジグザグに折り重ねて、多層熱可塑性プラスチック−連続繊維接合体を形成する段階、前記多層熱可塑性プラスチック−連続繊維接合体を圧着して、連続繊維と熱可塑性プラスチックが交互に積層された多層構造からなる、製織後熱溶融含浸時、均一性及び含浸性に優れた熱可塑性−連続繊維混成複合体の製造方法について図示した。前記テープ状の熱可塑性プラスチックは、カップリング剤が処方されたポリプロピレンであり、2700デニール8個が使用された。したがって、前記熱可塑性プラスチック−連続繊維混成複合体は、50重量%ガラス繊維を含む。
【0040】
[実験例]
性能評価のための特性値として、屈曲強度及び屈曲弾性率を採択した。本発明により製造された熱可塑性プラスチック−連続繊維混成複合体を製織後、熱間圧着したシート物において、試験規格ASTM D790要求事項によって試片を採取した後、物性を評価した結果を図3に示した。
【0041】
図3に示したように、本発明により製造された熱可塑性プラスチック−連続繊維混成複合体(PP/GF50%)は、LFT−D(PP/GF50%)と比較し、製織が容易でありながらも、優れた屈曲強度(250MPa)及び屈曲弾性率(15GPa)を有することを確認することができた。
【0042】
以上の本発明による熱可塑性プラスチック−連続繊維混成複合体の製造方法は、本発明を例示するものであって、本発明の範疇及び技術思想範囲内で多様な変形及び修正が可能であることは、当業者にとって明白であり、このような変形及び修正が添付の特許請求範囲に属することも自明である。
【符号の説明】
【0043】
1 第1案内バー
2 第1凸バー
3 第2案内バー
4 第2凸バー
5 第3案内バー
【特許請求の範囲】
【請求項1】
熱可塑性プラスチック−連続繊維混成複合体の製造方法であって、
a)ガラス繊維束を広幅に均一に広げる段階と、
b)広げられたガラス繊維を加熱する段階と、
c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、
d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、
e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階と、
からなることを特徴とする、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項2】
前記a)段階は、案内バー(guide bar)及び凸バー(convex bar)を利用し、ガラス繊維束をシート状に均一に広げることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項3】
前記b)段階は、前記広げられたガラス繊維を120乃至280℃に加熱することを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項4】
前記c)段階のテープ状の熱可塑性プラスチックは、一定幅のテープ状の複数個のプラスチックが、広げられた状態で同一平面上に隙間なく並んで配列されるが、その幅の合計が前記加熱されたガラス繊維の幅と一致することを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項5】
前記一定幅のプラスチックテープは、2乃至40mm幅、500乃至4000デニール(denier)であることを特徴とする、請求項4に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項6】
前記c)段階のテープ状の熱可塑性プラスチックは、前記加熱されたガラス繊維の上部または上下部に位置し、前記c)段階の接合体は、ガラス繊維とテープ状の熱可塑性プラスチックが積層された構造、またはテープ状の熱可塑性プラスチック、ガラス繊維及びテープ状の熱可塑性プラスチックが順に積層された構造であることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項7】
前記c)段階のテープ状の熱可塑性プラスチックは、テープ状のポリプロピレンであることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項8】
前記テープ状のポリプロピレンは、厚さが30乃至200μmであり、カップリング剤を含むことを特徴とする、請求項7に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項9】
前記e)段階の圧着は、120乃至280℃の条件下で行われることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項10】
前記熱可塑性プラスチック−連続繊維混成複合体は、ガラス繊維が40乃至80重量%含まれることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項11】
前記案内バー(guede bar)は、中央部が平坦で且つ両端部が膨らんでいて、ガラス繊維束の離脱を防ぎ、これを凸バーに案内する役割をして、前記凸バー(convex bar)は、下記[数1]乃至[数3]
【数1】
【数2】
【数3】
(Rは、凸バーの最大半径であり、rは、凸バーの最小半径であって、Hは、案内バーの中心を通る水平線から凸バーの中心に至る高さであり、Lは、ガラス繊維と案内バーとが接する接点からガラス繊維と凸バーの中心とが接する接点までの距離であり、Sは、凸バーの中心を通る垂直線から案内バーに至る距離であって、xは、凸バーの軸方向対称面からガラス繊維までの水平距離であり、x0は、案内バーの長手方向対称面からガラス繊維までの水平距離であって、φは、凸バーの中心を通る垂直線と凸バーの接線とがなす角度である)を満足するもので、ガラス繊維束をシート状に均一に広げる役割をすることを特徴とする、請求項2に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項12】
前記凸バー(convex bar)は、r/R値が0.95以上であり、φ値が45°以上であることを特徴とする、請求項11に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項13】
請求項1乃至12のいずれかに記載の製造方法によって製造された熱可塑性プラスチック−連続繊維混成複合体。
【請求項14】
請求項13に記載の熱可塑性プラスチック−連続繊維混成複合体をシートまたはプロファイル形態に製織及び熱間圧着して製造した連続繊維強化プラスチック製品。
【請求項1】
熱可塑性プラスチック−連続繊維混成複合体の製造方法であって、
a)ガラス繊維束を広幅に均一に広げる段階と、
b)広げられたガラス繊維を加熱する段階と、
c)加熱されたガラス繊維とテープ状の熱可塑性プラスチックとを接合し、熱可塑性プラスチック−連続繊維接合体を形成する段階と、
d)前記接合体をジグザグに折り重ねて多層熱可塑性プラスチック−連続繊維接合体を形成する段階と、
e)前記多層熱可塑性プラスチック−連続繊維接合体を圧着させる段階と、
からなることを特徴とする、製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項2】
前記a)段階は、案内バー(guide bar)及び凸バー(convex bar)を利用し、ガラス繊維束をシート状に均一に広げることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項3】
前記b)段階は、前記広げられたガラス繊維を120乃至280℃に加熱することを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項4】
前記c)段階のテープ状の熱可塑性プラスチックは、一定幅のテープ状の複数個のプラスチックが、広げられた状態で同一平面上に隙間なく並んで配列されるが、その幅の合計が前記加熱されたガラス繊維の幅と一致することを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項5】
前記一定幅のプラスチックテープは、2乃至40mm幅、500乃至4000デニール(denier)であることを特徴とする、請求項4に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項6】
前記c)段階のテープ状の熱可塑性プラスチックは、前記加熱されたガラス繊維の上部または上下部に位置し、前記c)段階の接合体は、ガラス繊維とテープ状の熱可塑性プラスチックが積層された構造、またはテープ状の熱可塑性プラスチック、ガラス繊維及びテープ状の熱可塑性プラスチックが順に積層された構造であることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項7】
前記c)段階のテープ状の熱可塑性プラスチックは、テープ状のポリプロピレンであることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項8】
前記テープ状のポリプロピレンは、厚さが30乃至200μmであり、カップリング剤を含むことを特徴とする、請求項7に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項9】
前記e)段階の圧着は、120乃至280℃の条件下で行われることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項10】
前記熱可塑性プラスチック−連続繊維混成複合体は、ガラス繊維が40乃至80重量%含まれることを特徴とする、請求項1に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項11】
前記案内バー(guede bar)は、中央部が平坦で且つ両端部が膨らんでいて、ガラス繊維束の離脱を防ぎ、これを凸バーに案内する役割をして、前記凸バー(convex bar)は、下記[数1]乃至[数3]
【数1】
【数2】
【数3】
(Rは、凸バーの最大半径であり、rは、凸バーの最小半径であって、Hは、案内バーの中心を通る水平線から凸バーの中心に至る高さであり、Lは、ガラス繊維と案内バーとが接する接点からガラス繊維と凸バーの中心とが接する接点までの距離であり、Sは、凸バーの中心を通る垂直線から案内バーに至る距離であって、xは、凸バーの軸方向対称面からガラス繊維までの水平距離であり、x0は、案内バーの長手方向対称面からガラス繊維までの水平距離であって、φは、凸バーの中心を通る垂直線と凸バーの接線とがなす角度である)を満足するもので、ガラス繊維束をシート状に均一に広げる役割をすることを特徴とする、請求項2に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項12】
前記凸バー(convex bar)は、r/R値が0.95以上であり、φ値が45°以上であることを特徴とする、請求項11に記載の製織が容易で、製織後の熱溶融含浸時、均一性及び含浸性に優れた熱可塑性プラスチック−連続繊維混成複合体の製造方法。
【請求項13】
請求項1乃至12のいずれかに記載の製造方法によって製造された熱可塑性プラスチック−連続繊維混成複合体。
【請求項14】
請求項13に記載の熱可塑性プラスチック−連続繊維混成複合体をシートまたはプロファイル形態に製織及び熱間圧着して製造した連続繊維強化プラスチック製品。
【図3】


【図4】
【図5】
【図2】
【図4】
【図5】
【図2】
【公表番号】特表2012−506477(P2012−506477A)
【公表日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願番号】特願2011−533105(P2011−533105)
【出願日】平成21年10月21日(2009.10.21)
【国際出願番号】PCT/KR2009/006087
【国際公開番号】WO2010/047526
【国際公開日】平成22年4月29日(2010.4.29)
【出願人】(510244710)エルジー・ハウシス・リミテッド (17)
【Fターム(参考)】
【公表日】平成24年3月15日(2012.3.15)
【国際特許分類】
【出願日】平成21年10月21日(2009.10.21)
【国際出願番号】PCT/KR2009/006087
【国際公開番号】WO2010/047526
【国際公開日】平成22年4月29日(2010.4.29)
【出願人】(510244710)エルジー・ハウシス・リミテッド (17)
【Fターム(参考)】
[ Back to top ]