
熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体
【課題】 連続したシート状の成形体を製造することができ、断熱化や製法の簡素化を図ることのできる熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体を提供する。
【解決手段】 熱可塑性ポリイミド樹脂を押出成形して連続したシート状の成形体を成形し、成形体に不活性ガスを加圧下で含浸し、成形体に作用する圧力を急激に開放し、加熱して成形体を発泡させ、その後、不活性ガスの加圧下での含浸から発泡までの作業を選択的に複数回繰り返すことにより熱可塑性ポリイミド発泡体を製造する。
【解決手段】 熱可塑性ポリイミド樹脂を押出成形して連続したシート状の成形体を成形し、成形体に不活性ガスを加圧下で含浸し、成形体に作用する圧力を急激に開放し、加熱して成形体を発泡させ、その後、不活性ガスの加圧下での含浸から発泡までの作業を選択的に複数回繰り返すことにより熱可塑性ポリイミド発泡体を製造する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、電気電子等の分野、特に高周波の用途における低誘電率のフレキシブル基板用の配線材料や断熱材料として使用される熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体に関するものである。
【背景技術】
【0002】
近年、CPUの高速化や通信周波数の高周波化に伴い、低誘電化された低誘電基材が益々必要とされてきているが、低誘電化には、空気を内包することが有効であるのは良く知られている。また、CPUの高速化、電子部品の高機能化、回路の高集積化等により、各種の電子部品をCPUや電源等の発熱源から保護するため、断熱材も高性能かつ薄型のタイプが求められてきている。
【0003】
この要望を満たすには、十分な耐熱性、電気的特性、機械的特性を有するポリイミド樹脂発泡体が適しており、このポリイミド樹脂発泡体の製造方法として、特許文献1に、ガラス転移点(Tg)が300℃以上の製造方法が記載されている。この製造方法は、先ず、ポリイミド前駆体を作製して押し固め、このポリイミド前駆体をマイクロ波加熱により発泡させ、ステップキュアーによりイミド化して発泡体を製造する方法である。
【特許文献1】特開2003−82100号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、従来におけるポリイミド樹脂発泡体の製造方法は、ポリイミド前駆体が脆いので、連続したシート状の成形体を製造することができず、しかも、発泡体がガス透過性を有しているため、断熱性に欠けるという大きな問題がある。また、発泡体の発泡倍率が20倍以上となるため、適正な発泡倍率を得るために圧縮工程を要し、その結果、製法の複雑化を招くという問題もある。
【0005】
本発明は上記に鑑みなされたもので、連続したシート状の成形体を製造することができ、断熱化や製法の簡素化を図ることのできる熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明においては上記課題を解決するため、熱可塑性ポリイミド樹脂を熱加工して成形体を成形し、この成形体に不活性ガスを加圧下で含浸し、成形体に作用する圧力を急激に開放し、その後、加熱して成形体を発泡させることを特徴としている。
【0007】
なお、熱可塑性ポリイミド樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率は、105〜108Paであることが好ましい。
また、不活性ガスの含浸から加熱して成形体を発泡させるまでの作業を複数回繰り返すことができる。
【0008】
また、本発明においては上記課題を解決するため、請求項1、2、又は3記載の熱可塑性ポリイミド樹脂発泡体の製造方法により熱可塑性ポリイミド発泡体を製造することを特徴としている。
なお、熱可塑性ポリイミド発泡体の1GHzにおける比誘電率を2.7以下とし、熱可塑性ポリイミド発泡体の熱伝導率を0.15W/mK以下とすると良い。
【0009】
ここで特許請求の範囲における熱可塑性ポリイミド樹脂には、純粋な熱可塑性ポリイミド樹脂の他、様々に変性したもの、他の樹脂が混合されたものが含まれる。熱加工には、少なくとも押出成形法、射出成形法、キャスティング法(注型法)等の各種方法が含まれる。さらに、熱可塑性ポリイミド発泡体は、少なくとも電気、電子、通信、自動車、建築等の分野において、シート、フィルム、あるいはブロック形等に形成することができる。
【発明の効果】
【0010】
本発明によれば、熱可塑性を有するポリイミド樹脂を用いるので、連続したシート状の成形体をも製造することができ、断熱化や製法の簡素化を図ることができるという効果がある。
【0011】
また、熱可塑性ポリイミド樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率を105〜108Paとすれば、良好な発泡を通じて略均一な熱可塑性ポリイミド発泡体を得ることができる。
さらに、不活性ガスの含浸から加熱して成形体を発泡させるまでの作業を複数回繰り返せば、発泡倍率が3倍以上に高く、変形の少ない略均一な発泡体を得ることができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好ましい実施の形態を説明すると、本実施形態における熱可塑性ポリイミド発泡体の製造方法は、熱可塑性ポリイミド樹脂を押出成形等して連続したシート状の成形体を成形し、この成形体に不活性ガスを加圧下で含浸し、成形体に作用する圧力を急激に開放し、加熱して成形体を発泡させた後、不活性ガスの加圧下での含浸から発泡までの作業を選択的に複数回繰り返すことにより熱可塑性ポリイミド発泡体を製造するようにしている。
【0013】
熱可塑性ポリイミド樹脂は、化学式1、2、3に示すような組成を有し、耐熱水性、耐放射線性、電気的特性、機械的特性に優れ、260℃以上のガラス転移点(Tg)を有することが好ましい。
【0014】
【化1】

【0015】
【化2】
Qは芳香族ジアミン由来構造単位を示し、nとmの合計モル数を基準としてnは50〜97モル%、mは3〜50モル%である。
【0016】
【化3】
Aは芳香族カルボン酸二無水物由来構造単位、xとyの合計モル数を基準として、xは40〜90モル%、yは10〜60モル%である。
【0017】
熱可塑性ポリイミド樹脂に熱可塑性が要求されるのは、発泡前に樹脂を種々の形に成形して発泡工程に供することが可能であるし、この成形に、押出成形や射出成形等の汎用的な製法が使用できるからである。また、溶剤にポリイミド樹脂を溶いてキャスティング・乾燥による製膜も可能となるし、押出成形、キャスティング・乾燥により成形したシートを絞り加工や真空成形等により各種の形状に成形して発泡させることも可能になるからである。
【0018】
熱可塑性ポリイミド樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率は、105〜108Paであることが好ましい。これは、発明者等が鋭意実験した結果、貯蔵弾性率が108Pa以上であるポリイミド樹脂の場合には、不活性ガスの膨張が樹脂により抑制され、良好な発泡が得られないからである。
【0019】
また、貯蔵弾性率が105〜108Paとなる温度がガラス転移点(Tg)+50℃を超えるポリイミド樹脂の場合には、不活性ガスを膨張させる発泡温度を高くしなければならず、この領域ではガスの急激な膨張により破泡や気泡の合一を生じ、しかも、熱変形により均一な熱可塑性ポリイミド発泡体を得られないという理由に基づく。
【0020】
成形体を成形したら、図示しない圧力容器に成形体をセットして不活性ガスを加圧下で含浸する。この不活性ガスとしては、例えば窒素、二酸化炭素、ヘリウム、アルゴン等があげられる。これらの中でも、成形体の樹脂中への含浸量の増大、含浸速度を速める状態の作りやすさの観点から二酸化炭素が最適である。
【0021】
含浸の条件としては、常温やそれ以上であれば、成形体の樹脂への不活性ガスの含浸が進行するが、含浸速度、含浸量、圧力開放により形成される気泡核の数、気泡径、気泡の均一性の観点から、常温以上で5MPa以上、より好ましくは二酸化炭素が超臨界状態となる31℃以上で7.4MPa以上が最適である。また、高圧ガス取り扱いの安全性の観点から30MPa以下が望ましい。
【0022】
不活性ガスの含浸時間は、特に限定されるものではなく、その変更により熱可塑性ポリイミド発泡体の発泡倍率や発泡状態を制御することができる。すなわち、含浸時間を変化させれば、熱可塑性ポリイミド発泡体の熱伝導率や誘電率の調整が可能である。このように含浸時間を、不活性ガスの含浸量が0〜飽和状態までの間で任意に選択することにより、熱可塑性ポリイミド発泡体の発泡倍率を調整することができるので、表層のみが発泡した熱可塑性ポリイミド発泡体を作製することもできる。
【0023】
成形体に不活性ガスを加圧下で含浸したら、1MPa/秒以上の速度で圧力を急激に開放し、熱力学的な不安定性の誘発により気泡核を形成する。1MPa/秒以上の速度を要するのは、1MPa/秒未満の速度では気泡核の数が少なくなり、気泡が大きく不均一になるからである。圧力の開放速度は速ければ速いほど良い。この段階では、樹脂と不活性ガスとの混合物が得られる。
【0024】
成形体に作用する圧力を急激に開放後、樹脂と不活性ガスとの混合物を加熱すれば、気泡核を基点としたガスの膨張が生じ、均一微細な独立気泡を有する耐熱性の熱可塑性ポリイミド発泡体を製造することができる。加熱の温度(発泡温度)は、必要とする発泡倍率や気泡径により選択すれば良いが、ガラス転移点(Tg)−0〜−100℃が望ましい。
【0025】
発泡温度をガラス転移点(Tg)以下にする理由は、二酸化炭素の含浸に伴うポリイミド樹脂のガラス転移点(Tg)のシフトを考慮したものである。すなわち、熱可塑性樹脂の貯蔵弾性率はガラス転移点(Tg)を超えると低下し始め、発泡においては貯蔵弾性率がある程度低下した領域でガスの膨張が生じるため、本来的にはガラス転移点(Tg)を超える温度での発泡が望ましいと思われる。
【0026】
しかし、二酸化炭素を含浸したポリイミド樹脂のガラス転移点(Tg)はポリイミド樹脂そのもののガラス転移点(Tg)より低温にシフトしていると考えられ、検討の結果、樹脂単体のガラス転移点(Tg)より0〜100℃低い領域で良好な発泡を得られるとの結論を得たからである。
【0027】
加熱の温度は、高すぎる場合には、不活性ガスの急激な膨張により破泡や気泡の合一を生じ、均一な熱可塑性ポリイミド発泡体を得られない。逆に、低すぎる場合には、膨張が妨げられて発泡不足となるので留意する必要がある。この発泡温度の設定を変更すれば、気泡径や発泡倍率を調整することができる。すなわち、温度を高くすると気泡の膨張に対する樹脂の抵抗が小さくなり、気泡径が大きく、発泡倍率が高くなる。温度を低くすると、この逆となる。これにより、熱可塑性ポリイミド発泡体の誘電率や熱伝導率の調整が可能である。熱可塑性ポリイミド発泡体は、1GHzにおける比誘電率が2.7以下、熱伝導率が0.15W/mK以下であるのが好ましい。
【0028】
混合物の加熱方法は、特に限定されるものではないが、例えば熱風加熱、オイルバス、熱版接触、加熱金型への投入、スチーム加熱、過熱蒸気加熱等があげられる。これらの中では、熱伝達のスピードや加熱の均一性の観点からオイルバスや過熱蒸気加熱等が好適である。
【0029】
不活性ガスの含浸から加熱して成形体を発泡させるまでの作業を複数回繰り返す作業は、省略可能な選択的なものであるが、4〜5回実施すれば含浸時間が徐々に短くなるとともに、発泡倍率が3倍以上に高くなり、変形のない均一な熱可塑性ポリイミド発泡体を短時間で得ることができる。
【0030】
上記によれば、熱不溶性のポリイミド樹脂ではなく、熱可塑性を有する膨張可能な熱可塑性ポリイミド樹脂を用いるので、連続したシート状の成形体をも製造することができ、しかも、優れた断熱性や低誘電率を得ることができる。また、適正な発泡倍率を得るために圧縮工程を要することがなく、製法の簡素化を図ることができる。
【0031】
さらに、均一微細な独立気泡を有する耐熱性の発泡体を製造することができ、しかも、280℃を超える耐熱性を必要とし、熱伝導率0.15W/mK以下のポリイミド断熱材、比誘電率2.7以下の低誘電率・ハンダリフロー耐熱を必要とするポリイミド電気回路用基板材料をも提供することができる。
【実施例】
【0032】
以下、本発明に係る熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体の実施例を比較例と共に説明する。
実施例1
先ず、熱可塑性ポリイミド樹脂〔新日本理化社製:リカコートSN−20〕のN−メチル−2−ピロリドン(NMP)溶液(固形分量15%)をキャスティングし、熱風乾燥炉〔楠本化成株式会社製:MODEL No HT340K〕の設定温度を150℃として1時間乾燥固化し、200℃で2時間熱処理し、その後、専用の金型を使用して290℃でさらに1時間熱処理して厚さ100μmのポリイミド樹脂シートを製造した。
【0033】
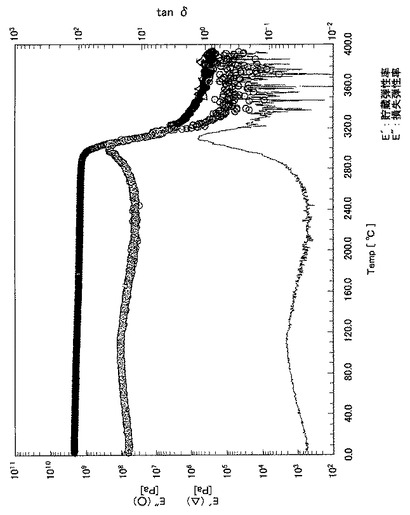
作製したポリイミド樹脂シートの動的粘弾性を測定したところ、図1に示す通りとなった。同図において、(E´)(△)は貯蔵弾性率、(E´´)(○)は損失弾性率、tanδは細線である。この動的粘弾性は、幅7mm、長さ32mmの試験片を用いた粘弾性アナライザー〔レオメトリック社製:RSA−11〕により、振動周波数1Hz、昇温速度5℃/分、加重100gの条件で0〜400℃の温度範囲で測定した。得られたポリイミド樹脂シートのデータから損失弾性率(E´´)の極大値を求め、その時の温度をガラス転移点(Tg)とした。ガラス転移点(Tg)は299℃であった。
【0034】
こうしてポリイミド樹脂シートを作製したら、これを20×20cmにカットして耐圧容器中に投入密閉するとともに、耐圧容器〔耐圧硝子工業株式会社製:TPR6型〕内に二酸化炭素を充填し、ポリイミド樹脂シートに二酸化炭素を含浸させた。耐圧容器内の温度は40℃、二酸化炭素の圧力は6MPaに調整し、1時間放置した。
【0035】
次いで、ポリイミド樹脂シートを270℃に加熱した熱板間に挟んで1分間加熱、発泡させ、熱可塑性ポリイミド発泡体を製造してその発泡倍率を算出し、熱伝導率、及び比誘電率を測定して表1にまとめた。発泡前のポリイミド樹脂シートの密度は、1.48g/cm3であった。また、発泡倍率は、発泡体の密度(ρf)を水中置換法により測定し、発泡前におけるポリイミド樹脂シートの密度(ρ)との比ρ/ρfで算出した。
【0036】
熱伝導率は、迅速熱伝導率計〔京都電子工業社製:QTM−500〕を用い、基準物質との比較により求めた。基準物質は、発泡ポリエチレン(熱伝導率:0.0357W/mK)、シリコーンゴム(熱伝導率:0.238W/mK)、及び石英ガラス(熱伝導率:1.409W/mK)の3種類とした。
【0037】
実施例2
基本的には実施例1と同様だが、二酸化炭素の含浸から加熱、発泡までの作業を4回繰り返して熱可塑性ポリイミド発泡体を製造し、発泡倍率、熱伝導率、及び比誘電率を表1にまとめた。
【0038】
実施例3
先ず、熱可塑性ポリイミド樹脂〔新日本理化社製:リカコートPN−20〕のN−メチル−2−ピロリドン(NMP)溶液(固形分量20%)をキャスティング、150℃で1時間乾燥固化し、引き続き200℃で2時間熱処理して厚さ100μmのポリイミド樹脂シートを作製した。得られたポリイミド樹脂シートの動的粘弾性を実施例1と同様の方法により測定して損失弾性率(E´´)の極大値を求め、その時の温度をガラス転移点(Tg)とした。ガラス転移点(Tg)は265℃であった。
【0039】
こうしてポリイミド樹脂シートを作製したら、これを20×20cmにカットして耐圧容器中に投入密閉するとともに、耐圧容器内に二酸化炭素を充填し、ポリイミド樹脂シートに二酸化炭素を含浸させた。耐圧容器内の温度は25℃、二酸化炭素の圧力は6.4MPaに調整し、0.5時間放置した。
【0040】
次いで、ポリイミド樹脂シートを230℃に加熱した熱板間に挟んで1分間加熱、発泡させ、熱可塑性ポリイミド発泡体を製造してその発泡倍率を算出し、熱伝導率、及び比誘電率を測定して表1にまとめた。発泡前のポリイミド樹脂シートの密度は、1.40g/cm3であった。
【0041】
比較例
熱不溶性を示す市販のポリイミド樹脂フィルム〔東レ・デュポン社製:商品名カプトン100H〕を20×20cmにカットして耐圧容器中に投入密閉し、ポリイミド樹脂フィルムを40℃、圧力8MPaの超臨界状態の二酸化炭素中に1時間放置して二酸化炭素を含浸させた。
【0042】
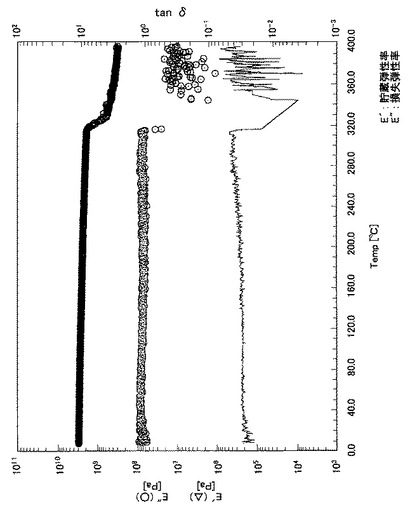
市販のポリイミド樹脂シートの動的粘弾性を実施例1と同様の方法に測定したところ、図2に示す結果を得た。図2は20〜400℃までの貯蔵弾性率、損失弾性率、tanδの測定結果であり、(E´)(△)は貯蔵弾性率、(E´´)(○)は損失弾性率、tanδは細線である。得られたポリイミド樹脂シートの動的粘弾性を実施例1と同様の方法により測定して損失弾性率(E´´)の極大値を求め、その時の温度をガラス転移点(Tg)とした。ガラス転移点(Tg)は310℃であった。
【0043】
二酸化炭素を含浸させたら、ポリイミド樹脂シートを380℃に加熱した金属製の金型に1分間型締めしたが、熱可塑性ポリイミド発泡体を製造することはできなかった。
【0044】
【表1】
【図面の簡単な説明】
【0045】
【図1】本発明に係る熱可塑性ポリイミド発泡体の製造方法の実施例におけるポリイミド樹脂の動的粘弾性を示すグラフである。
【図2】本発明に係る熱可塑性ポリイミド発泡体の製造方法の比較例における市販のポリイミド樹脂の動的粘弾性を示すグラフである。
【技術分野】
【0001】
本発明は、電気電子等の分野、特に高周波の用途における低誘電率のフレキシブル基板用の配線材料や断熱材料として使用される熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体に関するものである。
【背景技術】
【0002】
近年、CPUの高速化や通信周波数の高周波化に伴い、低誘電化された低誘電基材が益々必要とされてきているが、低誘電化には、空気を内包することが有効であるのは良く知られている。また、CPUの高速化、電子部品の高機能化、回路の高集積化等により、各種の電子部品をCPUや電源等の発熱源から保護するため、断熱材も高性能かつ薄型のタイプが求められてきている。
【0003】
この要望を満たすには、十分な耐熱性、電気的特性、機械的特性を有するポリイミド樹脂発泡体が適しており、このポリイミド樹脂発泡体の製造方法として、特許文献1に、ガラス転移点(Tg)が300℃以上の製造方法が記載されている。この製造方法は、先ず、ポリイミド前駆体を作製して押し固め、このポリイミド前駆体をマイクロ波加熱により発泡させ、ステップキュアーによりイミド化して発泡体を製造する方法である。
【特許文献1】特開2003−82100号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、従来におけるポリイミド樹脂発泡体の製造方法は、ポリイミド前駆体が脆いので、連続したシート状の成形体を製造することができず、しかも、発泡体がガス透過性を有しているため、断熱性に欠けるという大きな問題がある。また、発泡体の発泡倍率が20倍以上となるため、適正な発泡倍率を得るために圧縮工程を要し、その結果、製法の複雑化を招くという問題もある。
【0005】
本発明は上記に鑑みなされたもので、連続したシート状の成形体を製造することができ、断熱化や製法の簡素化を図ることのできる熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体を提供することを目的としている。
【課題を解決するための手段】
【0006】
本発明においては上記課題を解決するため、熱可塑性ポリイミド樹脂を熱加工して成形体を成形し、この成形体に不活性ガスを加圧下で含浸し、成形体に作用する圧力を急激に開放し、その後、加熱して成形体を発泡させることを特徴としている。
【0007】
なお、熱可塑性ポリイミド樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率は、105〜108Paであることが好ましい。
また、不活性ガスの含浸から加熱して成形体を発泡させるまでの作業を複数回繰り返すことができる。
【0008】
また、本発明においては上記課題を解決するため、請求項1、2、又は3記載の熱可塑性ポリイミド樹脂発泡体の製造方法により熱可塑性ポリイミド発泡体を製造することを特徴としている。
なお、熱可塑性ポリイミド発泡体の1GHzにおける比誘電率を2.7以下とし、熱可塑性ポリイミド発泡体の熱伝導率を0.15W/mK以下とすると良い。
【0009】
ここで特許請求の範囲における熱可塑性ポリイミド樹脂には、純粋な熱可塑性ポリイミド樹脂の他、様々に変性したもの、他の樹脂が混合されたものが含まれる。熱加工には、少なくとも押出成形法、射出成形法、キャスティング法(注型法)等の各種方法が含まれる。さらに、熱可塑性ポリイミド発泡体は、少なくとも電気、電子、通信、自動車、建築等の分野において、シート、フィルム、あるいはブロック形等に形成することができる。
【発明の効果】
【0010】
本発明によれば、熱可塑性を有するポリイミド樹脂を用いるので、連続したシート状の成形体をも製造することができ、断熱化や製法の簡素化を図ることができるという効果がある。
【0011】
また、熱可塑性ポリイミド樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率を105〜108Paとすれば、良好な発泡を通じて略均一な熱可塑性ポリイミド発泡体を得ることができる。
さらに、不活性ガスの含浸から加熱して成形体を発泡させるまでの作業を複数回繰り返せば、発泡倍率が3倍以上に高く、変形の少ない略均一な発泡体を得ることができる。
【発明を実施するための最良の形態】
【0012】
以下、本発明の好ましい実施の形態を説明すると、本実施形態における熱可塑性ポリイミド発泡体の製造方法は、熱可塑性ポリイミド樹脂を押出成形等して連続したシート状の成形体を成形し、この成形体に不活性ガスを加圧下で含浸し、成形体に作用する圧力を急激に開放し、加熱して成形体を発泡させた後、不活性ガスの加圧下での含浸から発泡までの作業を選択的に複数回繰り返すことにより熱可塑性ポリイミド発泡体を製造するようにしている。
【0013】
熱可塑性ポリイミド樹脂は、化学式1、2、3に示すような組成を有し、耐熱水性、耐放射線性、電気的特性、機械的特性に優れ、260℃以上のガラス転移点(Tg)を有することが好ましい。
【0014】
【化1】
【0015】
【化2】
Qは芳香族ジアミン由来構造単位を示し、nとmの合計モル数を基準としてnは50〜97モル%、mは3〜50モル%である。
【0016】
【化3】
Aは芳香族カルボン酸二無水物由来構造単位、xとyの合計モル数を基準として、xは40〜90モル%、yは10〜60モル%である。
【0017】
熱可塑性ポリイミド樹脂に熱可塑性が要求されるのは、発泡前に樹脂を種々の形に成形して発泡工程に供することが可能であるし、この成形に、押出成形や射出成形等の汎用的な製法が使用できるからである。また、溶剤にポリイミド樹脂を溶いてキャスティング・乾燥による製膜も可能となるし、押出成形、キャスティング・乾燥により成形したシートを絞り加工や真空成形等により各種の形状に成形して発泡させることも可能になるからである。
【0018】
熱可塑性ポリイミド樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率は、105〜108Paであることが好ましい。これは、発明者等が鋭意実験した結果、貯蔵弾性率が108Pa以上であるポリイミド樹脂の場合には、不活性ガスの膨張が樹脂により抑制され、良好な発泡が得られないからである。
【0019】
また、貯蔵弾性率が105〜108Paとなる温度がガラス転移点(Tg)+50℃を超えるポリイミド樹脂の場合には、不活性ガスを膨張させる発泡温度を高くしなければならず、この領域ではガスの急激な膨張により破泡や気泡の合一を生じ、しかも、熱変形により均一な熱可塑性ポリイミド発泡体を得られないという理由に基づく。
【0020】
成形体を成形したら、図示しない圧力容器に成形体をセットして不活性ガスを加圧下で含浸する。この不活性ガスとしては、例えば窒素、二酸化炭素、ヘリウム、アルゴン等があげられる。これらの中でも、成形体の樹脂中への含浸量の増大、含浸速度を速める状態の作りやすさの観点から二酸化炭素が最適である。
【0021】
含浸の条件としては、常温やそれ以上であれば、成形体の樹脂への不活性ガスの含浸が進行するが、含浸速度、含浸量、圧力開放により形成される気泡核の数、気泡径、気泡の均一性の観点から、常温以上で5MPa以上、より好ましくは二酸化炭素が超臨界状態となる31℃以上で7.4MPa以上が最適である。また、高圧ガス取り扱いの安全性の観点から30MPa以下が望ましい。
【0022】
不活性ガスの含浸時間は、特に限定されるものではなく、その変更により熱可塑性ポリイミド発泡体の発泡倍率や発泡状態を制御することができる。すなわち、含浸時間を変化させれば、熱可塑性ポリイミド発泡体の熱伝導率や誘電率の調整が可能である。このように含浸時間を、不活性ガスの含浸量が0〜飽和状態までの間で任意に選択することにより、熱可塑性ポリイミド発泡体の発泡倍率を調整することができるので、表層のみが発泡した熱可塑性ポリイミド発泡体を作製することもできる。
【0023】
成形体に不活性ガスを加圧下で含浸したら、1MPa/秒以上の速度で圧力を急激に開放し、熱力学的な不安定性の誘発により気泡核を形成する。1MPa/秒以上の速度を要するのは、1MPa/秒未満の速度では気泡核の数が少なくなり、気泡が大きく不均一になるからである。圧力の開放速度は速ければ速いほど良い。この段階では、樹脂と不活性ガスとの混合物が得られる。
【0024】
成形体に作用する圧力を急激に開放後、樹脂と不活性ガスとの混合物を加熱すれば、気泡核を基点としたガスの膨張が生じ、均一微細な独立気泡を有する耐熱性の熱可塑性ポリイミド発泡体を製造することができる。加熱の温度(発泡温度)は、必要とする発泡倍率や気泡径により選択すれば良いが、ガラス転移点(Tg)−0〜−100℃が望ましい。
【0025】
発泡温度をガラス転移点(Tg)以下にする理由は、二酸化炭素の含浸に伴うポリイミド樹脂のガラス転移点(Tg)のシフトを考慮したものである。すなわち、熱可塑性樹脂の貯蔵弾性率はガラス転移点(Tg)を超えると低下し始め、発泡においては貯蔵弾性率がある程度低下した領域でガスの膨張が生じるため、本来的にはガラス転移点(Tg)を超える温度での発泡が望ましいと思われる。
【0026】
しかし、二酸化炭素を含浸したポリイミド樹脂のガラス転移点(Tg)はポリイミド樹脂そのもののガラス転移点(Tg)より低温にシフトしていると考えられ、検討の結果、樹脂単体のガラス転移点(Tg)より0〜100℃低い領域で良好な発泡を得られるとの結論を得たからである。
【0027】
加熱の温度は、高すぎる場合には、不活性ガスの急激な膨張により破泡や気泡の合一を生じ、均一な熱可塑性ポリイミド発泡体を得られない。逆に、低すぎる場合には、膨張が妨げられて発泡不足となるので留意する必要がある。この発泡温度の設定を変更すれば、気泡径や発泡倍率を調整することができる。すなわち、温度を高くすると気泡の膨張に対する樹脂の抵抗が小さくなり、気泡径が大きく、発泡倍率が高くなる。温度を低くすると、この逆となる。これにより、熱可塑性ポリイミド発泡体の誘電率や熱伝導率の調整が可能である。熱可塑性ポリイミド発泡体は、1GHzにおける比誘電率が2.7以下、熱伝導率が0.15W/mK以下であるのが好ましい。
【0028】
混合物の加熱方法は、特に限定されるものではないが、例えば熱風加熱、オイルバス、熱版接触、加熱金型への投入、スチーム加熱、過熱蒸気加熱等があげられる。これらの中では、熱伝達のスピードや加熱の均一性の観点からオイルバスや過熱蒸気加熱等が好適である。
【0029】
不活性ガスの含浸から加熱して成形体を発泡させるまでの作業を複数回繰り返す作業は、省略可能な選択的なものであるが、4〜5回実施すれば含浸時間が徐々に短くなるとともに、発泡倍率が3倍以上に高くなり、変形のない均一な熱可塑性ポリイミド発泡体を短時間で得ることができる。
【0030】
上記によれば、熱不溶性のポリイミド樹脂ではなく、熱可塑性を有する膨張可能な熱可塑性ポリイミド樹脂を用いるので、連続したシート状の成形体をも製造することができ、しかも、優れた断熱性や低誘電率を得ることができる。また、適正な発泡倍率を得るために圧縮工程を要することがなく、製法の簡素化を図ることができる。
【0031】
さらに、均一微細な独立気泡を有する耐熱性の発泡体を製造することができ、しかも、280℃を超える耐熱性を必要とし、熱伝導率0.15W/mK以下のポリイミド断熱材、比誘電率2.7以下の低誘電率・ハンダリフロー耐熱を必要とするポリイミド電気回路用基板材料をも提供することができる。
【実施例】
【0032】
以下、本発明に係る熱可塑性ポリイミド発泡体の製造方法及び熱可塑性ポリイミド発泡体の実施例を比較例と共に説明する。
実施例1
先ず、熱可塑性ポリイミド樹脂〔新日本理化社製:リカコートSN−20〕のN−メチル−2−ピロリドン(NMP)溶液(固形分量15%)をキャスティングし、熱風乾燥炉〔楠本化成株式会社製:MODEL No HT340K〕の設定温度を150℃として1時間乾燥固化し、200℃で2時間熱処理し、その後、専用の金型を使用して290℃でさらに1時間熱処理して厚さ100μmのポリイミド樹脂シートを製造した。
【0033】
作製したポリイミド樹脂シートの動的粘弾性を測定したところ、図1に示す通りとなった。同図において、(E´)(△)は貯蔵弾性率、(E´´)(○)は損失弾性率、tanδは細線である。この動的粘弾性は、幅7mm、長さ32mmの試験片を用いた粘弾性アナライザー〔レオメトリック社製:RSA−11〕により、振動周波数1Hz、昇温速度5℃/分、加重100gの条件で0〜400℃の温度範囲で測定した。得られたポリイミド樹脂シートのデータから損失弾性率(E´´)の極大値を求め、その時の温度をガラス転移点(Tg)とした。ガラス転移点(Tg)は299℃であった。
【0034】
こうしてポリイミド樹脂シートを作製したら、これを20×20cmにカットして耐圧容器中に投入密閉するとともに、耐圧容器〔耐圧硝子工業株式会社製:TPR6型〕内に二酸化炭素を充填し、ポリイミド樹脂シートに二酸化炭素を含浸させた。耐圧容器内の温度は40℃、二酸化炭素の圧力は6MPaに調整し、1時間放置した。
【0035】
次いで、ポリイミド樹脂シートを270℃に加熱した熱板間に挟んで1分間加熱、発泡させ、熱可塑性ポリイミド発泡体を製造してその発泡倍率を算出し、熱伝導率、及び比誘電率を測定して表1にまとめた。発泡前のポリイミド樹脂シートの密度は、1.48g/cm3であった。また、発泡倍率は、発泡体の密度(ρf)を水中置換法により測定し、発泡前におけるポリイミド樹脂シートの密度(ρ)との比ρ/ρfで算出した。
【0036】
熱伝導率は、迅速熱伝導率計〔京都電子工業社製:QTM−500〕を用い、基準物質との比較により求めた。基準物質は、発泡ポリエチレン(熱伝導率:0.0357W/mK)、シリコーンゴム(熱伝導率:0.238W/mK)、及び石英ガラス(熱伝導率:1.409W/mK)の3種類とした。
【0037】
実施例2
基本的には実施例1と同様だが、二酸化炭素の含浸から加熱、発泡までの作業を4回繰り返して熱可塑性ポリイミド発泡体を製造し、発泡倍率、熱伝導率、及び比誘電率を表1にまとめた。
【0038】
実施例3
先ず、熱可塑性ポリイミド樹脂〔新日本理化社製:リカコートPN−20〕のN−メチル−2−ピロリドン(NMP)溶液(固形分量20%)をキャスティング、150℃で1時間乾燥固化し、引き続き200℃で2時間熱処理して厚さ100μmのポリイミド樹脂シートを作製した。得られたポリイミド樹脂シートの動的粘弾性を実施例1と同様の方法により測定して損失弾性率(E´´)の極大値を求め、その時の温度をガラス転移点(Tg)とした。ガラス転移点(Tg)は265℃であった。
【0039】
こうしてポリイミド樹脂シートを作製したら、これを20×20cmにカットして耐圧容器中に投入密閉するとともに、耐圧容器内に二酸化炭素を充填し、ポリイミド樹脂シートに二酸化炭素を含浸させた。耐圧容器内の温度は25℃、二酸化炭素の圧力は6.4MPaに調整し、0.5時間放置した。
【0040】
次いで、ポリイミド樹脂シートを230℃に加熱した熱板間に挟んで1分間加熱、発泡させ、熱可塑性ポリイミド発泡体を製造してその発泡倍率を算出し、熱伝導率、及び比誘電率を測定して表1にまとめた。発泡前のポリイミド樹脂シートの密度は、1.40g/cm3であった。
【0041】
比較例
熱不溶性を示す市販のポリイミド樹脂フィルム〔東レ・デュポン社製:商品名カプトン100H〕を20×20cmにカットして耐圧容器中に投入密閉し、ポリイミド樹脂フィルムを40℃、圧力8MPaの超臨界状態の二酸化炭素中に1時間放置して二酸化炭素を含浸させた。
【0042】
市販のポリイミド樹脂シートの動的粘弾性を実施例1と同様の方法に測定したところ、図2に示す結果を得た。図2は20〜400℃までの貯蔵弾性率、損失弾性率、tanδの測定結果であり、(E´)(△)は貯蔵弾性率、(E´´)(○)は損失弾性率、tanδは細線である。得られたポリイミド樹脂シートの動的粘弾性を実施例1と同様の方法により測定して損失弾性率(E´´)の極大値を求め、その時の温度をガラス転移点(Tg)とした。ガラス転移点(Tg)は310℃であった。
【0043】
二酸化炭素を含浸させたら、ポリイミド樹脂シートを380℃に加熱した金属製の金型に1分間型締めしたが、熱可塑性ポリイミド発泡体を製造することはできなかった。
【0044】
【表1】
【図面の簡単な説明】
【0045】
【図1】本発明に係る熱可塑性ポリイミド発泡体の製造方法の実施例におけるポリイミド樹脂の動的粘弾性を示すグラフである。
【図2】本発明に係る熱可塑性ポリイミド発泡体の製造方法の比較例における市販のポリイミド樹脂の動的粘弾性を示すグラフである。
【特許請求の範囲】
【請求項1】
熱可塑性ポリイミド樹脂を熱加工して成形体を成形し、この成形体に不活性ガスを加圧下で含浸し、成形体に作用する圧力を急激に開放し、その後、加熱して成形体を発泡させることを特徴とする熱可塑性ポリイミド発泡体の製造方法。
【請求項2】
熱可塑性ポリイミド樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率は、105〜108Paである請求項1記載の熱可塑性ポリイミド発泡体の製造方法。
【請求項3】
不活性ガスの含浸から加熱して成形体を発泡させるまでの作業を複数回繰り返す請求項1又は2記載の熱可塑性ポリイミド発泡体の製造方法。
【請求項4】
請求項1、2、又は3記載の熱可塑性ポリイミド樹脂発泡体の製造方法により製造されたことを特徴とする熱可塑性ポリイミド発泡体。
【請求項1】
熱可塑性ポリイミド樹脂を熱加工して成形体を成形し、この成形体に不活性ガスを加圧下で含浸し、成形体に作用する圧力を急激に開放し、その後、加熱して成形体を発泡させることを特徴とする熱可塑性ポリイミド発泡体の製造方法。
【請求項2】
熱可塑性ポリイミド樹脂のガラス転移点(Tg)+0〜+50℃における貯蔵弾性率は、105〜108Paである請求項1記載の熱可塑性ポリイミド発泡体の製造方法。
【請求項3】
不活性ガスの含浸から加熱して成形体を発泡させるまでの作業を複数回繰り返す請求項1又は2記載の熱可塑性ポリイミド発泡体の製造方法。
【請求項4】
請求項1、2、又は3記載の熱可塑性ポリイミド樹脂発泡体の製造方法により製造されたことを特徴とする熱可塑性ポリイミド発泡体。
【図1】

【図2】
【図2】
【公開番号】特開2007−77275(P2007−77275A)
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願番号】特願2005−266973(P2005−266973)
【出願日】平成17年9月14日(2005.9.14)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
【公開日】平成19年3月29日(2007.3.29)
【国際特許分類】
【出願日】平成17年9月14日(2005.9.14)
【出願人】(000190116)信越ポリマー株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]