
熱可塑性弾性体−樹脂アレイを含む電子機器用外装材
【課題】 化学的変性でない物理的変化を通して、タッチ感、多様なカラー、耐衝撃性、防水性、耐久性及び剛性を保障する熱可塑性弾性体−樹脂アレイを用いる電子機器の外装材を提供する。
【解決手段】 内部に電子部品が収容される電子機器用外装材として、前記外装材が1〜99重量%の熱可塑性弾性体及び1〜99重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなる。
【解決手段】 内部に電子部品が収容される電子機器用外装材として、前記外装材が1〜99重量%の熱可塑性弾性体及び1〜99重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性弾性体−樹脂アレイを含む電子機器用外装材に関するもので、柔らかいタッチ感、多様なカラー、耐衝撃性、防水性、耐久性、耐摩耗性及び剛性を有し、最近の電子機器で要求される軽量化及びスリム化を全て満足できる熱可塑性弾性体−樹脂アレイを用いた多様な電子機器の外装材に関するものである。
【背景技術】
【0002】
熱可塑性弾性体とは、高温で可塑化されたプラスチックと同様に成形することができ、常温ではゴム弾性体の性質を表す高分子材料である。すなわち、熱可塑性弾性体は、既存のゴムの持つ弾性と熱可塑性樹脂の持つ加工性を同時に備える素材として、ゴムと樹脂の中間的な位置にある素材である。
【0003】
最近、MP3、カムコーダー、携帯電話、PDA(personal digital assistants)、ノートブックコンピュータなどの携帯用機器の使用頻度が急速に増大するにつれて、これら携帯用機器の軽量化及びスリム化が要請されている。
【0004】
また、携帯用機器だけでなく、移動しながら作動する掃除機及びロボット掃除機などの移動電子機器は、移動中に家具や壁などの構造物と衝突し、構造物及び移動電子機器の破損をもたらす憂いが大きい。
【0005】
これによって、熱可塑性弾性体は、柔らかいタッチ感、多様なカラー、耐衝撃性及び防水性などの特徴によって電子機器の外装材として好まれている。しかしながら、熱可塑性弾性体は、機械的強度(剛性)が樹脂より小さいので、熱可塑性弾性体のみを外形材として使用すると耐久性が低下する。
【0006】
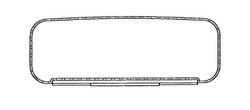
したがって、図1に示すように、既存には、電子機器の外装材としての熱可塑性弾性体の不充分な剛性を補完するために、金属または合成樹脂1で形成された電子機器のケースに熱可塑性弾性体2を合成樹脂1と二重射出するか、金属または合成樹脂1上に熱可塑性弾性体2をオーバーモールディング(コーティング)する形態で射出成形することで、電子機器の外観を形成した。その結果、金属または合成樹脂の剛性で製品を保護し、熱可塑性弾性体の弾性で製品に耐衝撃性及び柔らかい質感を提供することができた。
【0007】
例えば、特許文献1には、内部に電子部品が収容されるケース及び前記ケースの最外郭面をカバーするセラミック製またはポリウレタン材質からなるカバー部を含む電子機器の外装材が開示されている。上記の特許文献1によると、ケースの素材は、機械的強度を与えるためにスチール、ステンレススチールまたはアルミニウムの金属に限定している。
しかしながら、一般的に、熱可塑性弾性体と金属または合成樹脂の熱力学的構造が異なり、熱可塑性弾性体と金属または合成樹脂の接合強度が著しく低下する。したがって、上記の特許文献1では、ケースとカバー部の結合力を増大させるために、ケースの外面に所定の粗さを与えている。
【0008】
また、合成樹脂と熱可塑性弾性体を二重射出したり、金属または合成樹脂上に熱可塑性弾性体をコーティングすることは、製品のスリム化及び軽量化要請に反している。また、ほとんどが別途に成形される二重構造からなるので、製造単価が上昇するしかなく、外装材として合成樹脂と金属などを用いることで、軽量化はもちろんで、衝突時の緩衝作用をほぼ期待できないという問題点がある。
【0009】
その他に、特許文献2乃至特許文献6などには、混和剤及び仮橋剤などを用いた化学的変性(動的加硫技術、動的仮橋技術など)によって機械的特性及び耐熱性を有する熱可塑性弾性体−樹脂アレイを製造する従来技術が開示されている。
【0010】
上記のような各特許文献に開示された従来技術においては、他の化合物(混和剤、充填剤、開始剤及び仮橋剤など)を使用すべきであり、熱可塑性弾性体と樹脂アレイの合成時間または重合時間が非常に長いという短所がある。また、従来技術の熱可塑性弾性体−樹脂アレイにおいては、熱可塑性弾性体と樹脂が互いに化学的親和度を有するものから選択されるべきだという制約がある。
【特許文献1】韓国登録特許第10−0696788号
【特許文献2】韓国公開特許第10−1999−021569号
【特許文献3】韓国公開特許第10−1999−0054418号
【特許文献4】韓国公開特許第10−1995−0003370号
【特許文献5】韓国公開特許第10−2007−0027653号
【特許文献6】韓国公開特許第10−2006−0120224号
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記の問題点を解決するためになされたもので、化学的変性でない物理的変化を通して、タッチ感、多様なカラー、耐衝撃性、防水性、耐久性及び剛性を保障する熱可塑性弾性体−樹脂アレイを用いる電子機器の外装材を提供することを目的とする。
【0012】
また、本発明は、従来技術と異なり、化学的親和度が低下する熱可塑性弾性体及び樹脂を用いて熱可塑性弾性体−樹脂アレイを組成し、これを電子機器の外装材として提供することができる。
【課題を解決するための手段】
【0013】
上記のような目的を達成するための本発明は、内部に電子部品が収容される電子機器用外装材として、前記外装材は、1〜99重量%の熱可塑性弾性体及び1〜99重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなる電子機器用外装材を提供する。
【0014】
好ましくは、前記熱可塑性弾性体は、熱可塑性ウレタン系弾性体(thermoplastic urethane Elastomer;以下、‘TPU’という。)、熱可塑性エステル系弾性体、熱可塑性スチレン系弾性体、熱可塑性オレフィン系弾性体、熱可塑性塩化ビニル系弾性体及び熱可塑性アミド系弾性体から選択された一つ以上である電子機器の外装材を提供する。
【0015】
また、好ましくは、前記樹脂は、熱可塑性プラスチックである電子機器の外装材を提供する。
【0016】
また、更に好ましくは、前記熱可塑性プラスチックは、ポリ塩化ビニル、ポリスチレン、ポリエチレン、ポリプロピレン、アクリル、ナイロン、ポリカーボネート(polycarbonate;以下、‘PC’という。)、ポリメチルメタクリレート(polymethyl methacrylate;PMMA)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)から選択された一つ以上である電子機器の外装材を提供する。
【0017】
本発明に係る熱可塑性弾性体−樹脂アレイを含む電子機器の外装材は、従来技術と異なり、混和剤、充填剤、補強剤、酸化防止剤、仮橋剤及び硬化剤などの他の化学物質を添加せずに、すなわち、化学的変性なしに、物理的変性を通して熱可塑性弾性体−樹脂アレイを形成し、これを電子機器の外装材として用いる。
【発明の効果】
【0018】
本発明によると、熱可塑性弾性体の弾性、柔らかい質感、衝撃吸収、多様なカラー感及び防水効果を有しながら、樹脂の機械的強度及び剛性を有する熱可塑性弾性体−樹脂アレイを含む電子機器の外装材を得ることができる。
【0019】
また、本発明に係る新規の熱可塑性弾性体−樹脂アレイを一般的な射出によって電子機器の外装材に製品化することで、費用及び時間を節減することができ、本発明の熱可塑性弾性体−樹脂アレイが外装材として適用される電子機器のスリム化及び軽量化を図ることができる。
【図面の簡単な説明】
【0020】
【図1】従来技術の樹脂上に熱可塑性弾性体がオーバーモールディングされた外装材を示した断面図である。
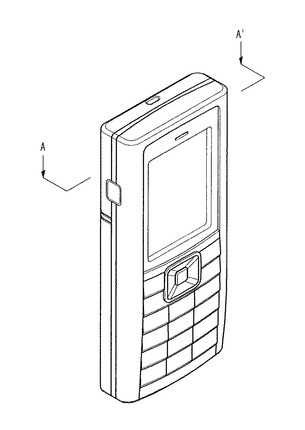
【図2】携帯電話の外装材として適用した本発明に係る熱可塑性弾性体−樹脂アレイを示した斜視図である。
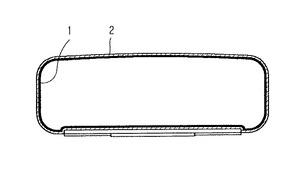
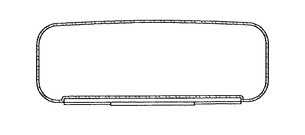
【図3】図2のA−A'線断面図である。
【発明を実施するための形態】
【0021】
以下、本発明の熱可塑性弾性体−樹脂アレイの製造方法に対して説明する。
【0022】
(1)原料供給
熱可塑性弾性体−樹脂アレイに使用した熱可塑性弾性体及び樹脂をそれぞれ除湿乾燥器を通して乾燥させ、1〜99重量%の熱可塑性弾性体及び1〜99重量%の樹脂をそれぞれのフィーダーホッパー(feeder hopper)に投入した後、較正(calibration)を行った。
【0023】
樹脂は、好ましくは、熱可塑性プラスチックを意味し、熱可塑性プラスチックは、高温で流動性を有する樹脂で、熱による溶融状態で加工し、冷却すると硬くなる全てのプラスチックを称する。
【0024】
前記熱可塑性プラスチックは、好ましくは、ポリ塩化ビニル(PVC)、ポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、アクリル、ナイロン(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)から一つ以上選択されるが、これらに限定されることはない。
【0025】
熱可塑性弾性体の比率が非常に小さい場合には、機械的強度や耐油性が低下する傾向があり、樹脂の比率が非常に大きい場合には、弾性が低下する傾向がある。
【0026】
(2)混合及び加熱
その後、コンパウンダー(compounder)を40〜100rpmで攪拌しながら、熱可塑性弾性体及び樹脂を混合した。このとき、混合された熱可塑性弾性体と樹脂の比率によって、この混合物をコンパウンダーで200〜250℃に加熱した後、冷却水槽で50〜110℃に冷却した。
【0027】
前記コンパウンダーとしては、樹脂または熱可塑性弾性体を製造または加工するために一般的に使用される溶融混錬装置を用いることができる。ここで、コンパウンダーとしては、せん断力を加える処理及び加熱処理を同時に行えるものであれば、特別な限定なしに多様なものが使用可能である。その具体的な例としては、開放型ミキシングロール、加圧混錬器、同方向回転型連続式二軸押出器、異方向回転型連続式二軸押出器、二軸混錬器などが挙げられる。
【0028】
前記加熱条件は、用いられる樹脂や熱可塑性弾性体の種類、比率及び溶融混錬装置の種類などによって変わるが、加熱温度は200〜250℃であることが好ましい。
【0029】
(3)成形
冷却された熱可塑性弾性体−樹脂混合物をペレタイザー(pelletizer)を通してペレットに成形する。
【0030】
したがって、上記の製造方法によって製造された熱可塑性弾性体−樹脂アレイは、優れた弾性、柔らかい質感、耐熱性、機械的強度、剛性及び耐衝撃性を有するので、各種の電子機器の外装材の材料として有用である。
【0031】
以下、本発明に係る熱可塑性弾性体−樹脂アレイ組成物に対して詳細に説明する。
【0032】
[比較例1]
10kgのPCを除湿乾燥器で乾燥した後、PCをフィーダーホッパーに投入した。フィーダーホッパーに投入されたPCをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら260℃に加熱した。加熱されたPCを55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0033】
[実施例1]
9.9kgのPCと0.1kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら250℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0034】
[実施例2]
9kgのPCと1kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら250℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0035】
[実施例3]
7kgのPCと3kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら240℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0036】
[実施例4]
5kgのPCと5kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら230℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0037】
[実施例5]
3kgのPCと7kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら220℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0038】
[実施例6]
1kgのPCと9kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら250℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0039】
[実施例7]
0.1kgのPCと9.9kgののTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら250℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0040】
[比較例2]
10kgのTPUを除湿乾燥器で乾燥した後、TPUをフィーダーホッパーに投入した。フィーダーホッパーに投入されたTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら170℃に加熱した。加熱されたTPUを55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0041】
[実験例]
表1には、本発明の熱可塑性弾性体−樹脂アレイの物性値を示した。
【0042】
【表1】

上記の表1に示すように、樹脂の含量が増加するほど、概して硬度、引張強度及び引裂強度などが増加し、剛性及び耐摩耗性が向上する。そして、熱可塑性弾性体の含量が増加するほど、伸び率などが増加し、弾性力が向上する。したがって、本発明の熱可塑性弾性体−樹脂アレイ組成物は、外装材として適用される電子機器の特性に合わせて適用することができる。
【0043】
例えば、軽量化及びスリム化だけでなく、弾性力及び柔らかいタッチ感などが要請されるMP3、カムコーダー、携帯電話、PDA、ノートブックコンピュータ、デジタルカメラ及びカメラなどの携帯用機器の場合、実施例4乃至6の熱可塑性弾性体−樹脂アレイを電子機器の外装材として用いることができる。
【0044】
図2は、携帯電話の外装材として適用した本発明に係る熱可塑性弾性体−樹脂アレイを示した斜視図である。また、図3は、図2のA−A'線断面図である。
【0045】
図3に示すように、本発明は、図1に示した従来技術の二重射出やオーバーモールディングと異なり、携帯電話の軽量化及びスリム化を図ることができる。
【0046】
例えば、剛性及び耐摩耗性がさらに要請される掃除機及びロボット掃除機などの移動電子機器の場合、実施例2乃至4の熱可塑性弾性体−樹脂アレイを電子機器の外装材として用いることができる。
【0047】
以下、本発明に係る熱可塑性弾性体−樹脂アレイ組成物の物理的特性及び熱的特性に対して詳細に説明する。樹脂としてのPCと熱可塑性弾性体としてのTPUを比率別に混合し、次の表2のように熱可塑性弾性体−樹脂アレイを組成し、それぞれの物理的特性及び熱的特性を調査した。
【0048】
【表2】
*ロックウェル硬さ:ASTM D785(単位;g/cm2)
*メルトインデックス:ASTM D1238(単位;g/10min)
*引張強度及び伸び率:ASTM D638(引張強度単位;MPa、伸び率単位;%)
*屈曲強度及び屈曲弾性率:ASTM D790(単位;MPa)
*衝撃強度:ASTM D256(単位;J/m)
*熱変形率:ASTM D648(単位;℃)
上記の表2から分かるように、PCの比率が増加するほど、ロックウェル硬さ、引張強度、屈曲強度、屈曲弾性率、衝撃強度及び熱変形温度が大きい。したがって、外装材として要求される剛性、耐摩耗性及び耐衝撃性などが向上する。また、TPUの比率が増加するほど、メルトインデックスが増加する。したがって、TPUの比率が増加するほど、加工容易性が増加する。結局、本発明による熱可塑性弾性体−樹脂アレイは、外装材として必要な剛性及び耐摩耗性を備えながら、加工容易性及び柔らかいタッチ感などを保障する。
【0049】
すなわち、上記の表2に示すように、本発明の熱可塑性弾性体−樹脂アレイ組成物は、優れた機械的物性、耐熱性及び加工容易性を有している。
【0050】
[実験例2]
本発明の熱可塑性弾性体−樹脂アレイ組成物と従来技術(韓国公開特許10−1999−021569)を比較した。表3には、多様な物性のうち衝撃強度と熱変形温度を比較した結果を示した。
【0051】
【表3】
上記の表3によると、本発明は、従来発明に比べて衝撃強度が20倍ほど優れており、熱変形温度も比率によって調節可能なことが分かる。
【0052】
すなわち、本発明は、従来技術と異なり、混和剤、充填剤、開始剤及び仮橋剤などの他の化合物を添加せずに、比較的簡単な方法で従来技術より優れた物性を有する熱可塑性弾性体−樹脂アレイを得ることができる。
【符号の説明】
【0053】
1 合成樹脂
2 熱可塑性弾性体
【技術分野】
【0001】
本発明は、熱可塑性弾性体−樹脂アレイを含む電子機器用外装材に関するもので、柔らかいタッチ感、多様なカラー、耐衝撃性、防水性、耐久性、耐摩耗性及び剛性を有し、最近の電子機器で要求される軽量化及びスリム化を全て満足できる熱可塑性弾性体−樹脂アレイを用いた多様な電子機器の外装材に関するものである。
【背景技術】
【0002】
熱可塑性弾性体とは、高温で可塑化されたプラスチックと同様に成形することができ、常温ではゴム弾性体の性質を表す高分子材料である。すなわち、熱可塑性弾性体は、既存のゴムの持つ弾性と熱可塑性樹脂の持つ加工性を同時に備える素材として、ゴムと樹脂の中間的な位置にある素材である。
【0003】
最近、MP3、カムコーダー、携帯電話、PDA(personal digital assistants)、ノートブックコンピュータなどの携帯用機器の使用頻度が急速に増大するにつれて、これら携帯用機器の軽量化及びスリム化が要請されている。
【0004】
また、携帯用機器だけでなく、移動しながら作動する掃除機及びロボット掃除機などの移動電子機器は、移動中に家具や壁などの構造物と衝突し、構造物及び移動電子機器の破損をもたらす憂いが大きい。
【0005】
これによって、熱可塑性弾性体は、柔らかいタッチ感、多様なカラー、耐衝撃性及び防水性などの特徴によって電子機器の外装材として好まれている。しかしながら、熱可塑性弾性体は、機械的強度(剛性)が樹脂より小さいので、熱可塑性弾性体のみを外形材として使用すると耐久性が低下する。
【0006】
したがって、図1に示すように、既存には、電子機器の外装材としての熱可塑性弾性体の不充分な剛性を補完するために、金属または合成樹脂1で形成された電子機器のケースに熱可塑性弾性体2を合成樹脂1と二重射出するか、金属または合成樹脂1上に熱可塑性弾性体2をオーバーモールディング(コーティング)する形態で射出成形することで、電子機器の外観を形成した。その結果、金属または合成樹脂の剛性で製品を保護し、熱可塑性弾性体の弾性で製品に耐衝撃性及び柔らかい質感を提供することができた。
【0007】
例えば、特許文献1には、内部に電子部品が収容されるケース及び前記ケースの最外郭面をカバーするセラミック製またはポリウレタン材質からなるカバー部を含む電子機器の外装材が開示されている。上記の特許文献1によると、ケースの素材は、機械的強度を与えるためにスチール、ステンレススチールまたはアルミニウムの金属に限定している。
しかしながら、一般的に、熱可塑性弾性体と金属または合成樹脂の熱力学的構造が異なり、熱可塑性弾性体と金属または合成樹脂の接合強度が著しく低下する。したがって、上記の特許文献1では、ケースとカバー部の結合力を増大させるために、ケースの外面に所定の粗さを与えている。
【0008】
また、合成樹脂と熱可塑性弾性体を二重射出したり、金属または合成樹脂上に熱可塑性弾性体をコーティングすることは、製品のスリム化及び軽量化要請に反している。また、ほとんどが別途に成形される二重構造からなるので、製造単価が上昇するしかなく、外装材として合成樹脂と金属などを用いることで、軽量化はもちろんで、衝突時の緩衝作用をほぼ期待できないという問題点がある。
【0009】
その他に、特許文献2乃至特許文献6などには、混和剤及び仮橋剤などを用いた化学的変性(動的加硫技術、動的仮橋技術など)によって機械的特性及び耐熱性を有する熱可塑性弾性体−樹脂アレイを製造する従来技術が開示されている。
【0010】
上記のような各特許文献に開示された従来技術においては、他の化合物(混和剤、充填剤、開始剤及び仮橋剤など)を使用すべきであり、熱可塑性弾性体と樹脂アレイの合成時間または重合時間が非常に長いという短所がある。また、従来技術の熱可塑性弾性体−樹脂アレイにおいては、熱可塑性弾性体と樹脂が互いに化学的親和度を有するものから選択されるべきだという制約がある。
【特許文献1】韓国登録特許第10−0696788号
【特許文献2】韓国公開特許第10−1999−021569号
【特許文献3】韓国公開特許第10−1999−0054418号
【特許文献4】韓国公開特許第10−1995−0003370号
【特許文献5】韓国公開特許第10−2007−0027653号
【特許文献6】韓国公開特許第10−2006−0120224号
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、上記の問題点を解決するためになされたもので、化学的変性でない物理的変化を通して、タッチ感、多様なカラー、耐衝撃性、防水性、耐久性及び剛性を保障する熱可塑性弾性体−樹脂アレイを用いる電子機器の外装材を提供することを目的とする。
【0012】
また、本発明は、従来技術と異なり、化学的親和度が低下する熱可塑性弾性体及び樹脂を用いて熱可塑性弾性体−樹脂アレイを組成し、これを電子機器の外装材として提供することができる。
【課題を解決するための手段】
【0013】
上記のような目的を達成するための本発明は、内部に電子部品が収容される電子機器用外装材として、前記外装材は、1〜99重量%の熱可塑性弾性体及び1〜99重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなる電子機器用外装材を提供する。
【0014】
好ましくは、前記熱可塑性弾性体は、熱可塑性ウレタン系弾性体(thermoplastic urethane Elastomer;以下、‘TPU’という。)、熱可塑性エステル系弾性体、熱可塑性スチレン系弾性体、熱可塑性オレフィン系弾性体、熱可塑性塩化ビニル系弾性体及び熱可塑性アミド系弾性体から選択された一つ以上である電子機器の外装材を提供する。
【0015】
また、好ましくは、前記樹脂は、熱可塑性プラスチックである電子機器の外装材を提供する。
【0016】
また、更に好ましくは、前記熱可塑性プラスチックは、ポリ塩化ビニル、ポリスチレン、ポリエチレン、ポリプロピレン、アクリル、ナイロン、ポリカーボネート(polycarbonate;以下、‘PC’という。)、ポリメチルメタクリレート(polymethyl methacrylate;PMMA)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)から選択された一つ以上である電子機器の外装材を提供する。
【0017】
本発明に係る熱可塑性弾性体−樹脂アレイを含む電子機器の外装材は、従来技術と異なり、混和剤、充填剤、補強剤、酸化防止剤、仮橋剤及び硬化剤などの他の化学物質を添加せずに、すなわち、化学的変性なしに、物理的変性を通して熱可塑性弾性体−樹脂アレイを形成し、これを電子機器の外装材として用いる。
【発明の効果】
【0018】
本発明によると、熱可塑性弾性体の弾性、柔らかい質感、衝撃吸収、多様なカラー感及び防水効果を有しながら、樹脂の機械的強度及び剛性を有する熱可塑性弾性体−樹脂アレイを含む電子機器の外装材を得ることができる。
【0019】
また、本発明に係る新規の熱可塑性弾性体−樹脂アレイを一般的な射出によって電子機器の外装材に製品化することで、費用及び時間を節減することができ、本発明の熱可塑性弾性体−樹脂アレイが外装材として適用される電子機器のスリム化及び軽量化を図ることができる。
【図面の簡単な説明】
【0020】
【図1】従来技術の樹脂上に熱可塑性弾性体がオーバーモールディングされた外装材を示した断面図である。
【図2】携帯電話の外装材として適用した本発明に係る熱可塑性弾性体−樹脂アレイを示した斜視図である。
【図3】図2のA−A'線断面図である。
【発明を実施するための形態】
【0021】
以下、本発明の熱可塑性弾性体−樹脂アレイの製造方法に対して説明する。
【0022】
(1)原料供給
熱可塑性弾性体−樹脂アレイに使用した熱可塑性弾性体及び樹脂をそれぞれ除湿乾燥器を通して乾燥させ、1〜99重量%の熱可塑性弾性体及び1〜99重量%の樹脂をそれぞれのフィーダーホッパー(feeder hopper)に投入した後、較正(calibration)を行った。
【0023】
樹脂は、好ましくは、熱可塑性プラスチックを意味し、熱可塑性プラスチックは、高温で流動性を有する樹脂で、熱による溶融状態で加工し、冷却すると硬くなる全てのプラスチックを称する。
【0024】
前記熱可塑性プラスチックは、好ましくは、ポリ塩化ビニル(PVC)、ポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、アクリル、ナイロン(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)から一つ以上選択されるが、これらに限定されることはない。
【0025】
熱可塑性弾性体の比率が非常に小さい場合には、機械的強度や耐油性が低下する傾向があり、樹脂の比率が非常に大きい場合には、弾性が低下する傾向がある。
【0026】
(2)混合及び加熱
その後、コンパウンダー(compounder)を40〜100rpmで攪拌しながら、熱可塑性弾性体及び樹脂を混合した。このとき、混合された熱可塑性弾性体と樹脂の比率によって、この混合物をコンパウンダーで200〜250℃に加熱した後、冷却水槽で50〜110℃に冷却した。
【0027】
前記コンパウンダーとしては、樹脂または熱可塑性弾性体を製造または加工するために一般的に使用される溶融混錬装置を用いることができる。ここで、コンパウンダーとしては、せん断力を加える処理及び加熱処理を同時に行えるものであれば、特別な限定なしに多様なものが使用可能である。その具体的な例としては、開放型ミキシングロール、加圧混錬器、同方向回転型連続式二軸押出器、異方向回転型連続式二軸押出器、二軸混錬器などが挙げられる。
【0028】
前記加熱条件は、用いられる樹脂や熱可塑性弾性体の種類、比率及び溶融混錬装置の種類などによって変わるが、加熱温度は200〜250℃であることが好ましい。
【0029】
(3)成形
冷却された熱可塑性弾性体−樹脂混合物をペレタイザー(pelletizer)を通してペレットに成形する。
【0030】
したがって、上記の製造方法によって製造された熱可塑性弾性体−樹脂アレイは、優れた弾性、柔らかい質感、耐熱性、機械的強度、剛性及び耐衝撃性を有するので、各種の電子機器の外装材の材料として有用である。
【0031】
以下、本発明に係る熱可塑性弾性体−樹脂アレイ組成物に対して詳細に説明する。
【0032】
[比較例1]
10kgのPCを除湿乾燥器で乾燥した後、PCをフィーダーホッパーに投入した。フィーダーホッパーに投入されたPCをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら260℃に加熱した。加熱されたPCを55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0033】
[実施例1]
9.9kgのPCと0.1kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら250℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0034】
[実施例2]
9kgのPCと1kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら250℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0035】
[実施例3]
7kgのPCと3kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら240℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0036】
[実施例4]
5kgのPCと5kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら230℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0037】
[実施例5]
3kgのPCと7kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら220℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0038】
[実施例6]
1kgのPCと9kgのTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら250℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0039】
[実施例7]
0.1kgのPCと9.9kgののTPUをそれぞれ除湿乾燥器で乾燥した後、PC及びTPUをそれぞれのフィーダーホッパーに投入した。フィーダーホッパーに投入されたPC及びTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら250℃に加熱した。加熱された混合物を55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0040】
[比較例2]
10kgのTPUを除湿乾燥器で乾燥した後、TPUをフィーダーホッパーに投入した。フィーダーホッパーに投入されたTPUをコンパウンダーに供給した後、コンパウンダーを40〜100rpmで攪拌しながら170℃に加熱した。加熱されたTPUを55℃に冷却させた後、ペレットに成形し、射出機を用いて試片(幅1.27cm、長さ6cm、厚さ1.8mm)に成形した。
【0041】
[実験例]
表1には、本発明の熱可塑性弾性体−樹脂アレイの物性値を示した。
【0042】
【表1】
上記の表1に示すように、樹脂の含量が増加するほど、概して硬度、引張強度及び引裂強度などが増加し、剛性及び耐摩耗性が向上する。そして、熱可塑性弾性体の含量が増加するほど、伸び率などが増加し、弾性力が向上する。したがって、本発明の熱可塑性弾性体−樹脂アレイ組成物は、外装材として適用される電子機器の特性に合わせて適用することができる。
【0043】
例えば、軽量化及びスリム化だけでなく、弾性力及び柔らかいタッチ感などが要請されるMP3、カムコーダー、携帯電話、PDA、ノートブックコンピュータ、デジタルカメラ及びカメラなどの携帯用機器の場合、実施例4乃至6の熱可塑性弾性体−樹脂アレイを電子機器の外装材として用いることができる。
【0044】
図2は、携帯電話の外装材として適用した本発明に係る熱可塑性弾性体−樹脂アレイを示した斜視図である。また、図3は、図2のA−A'線断面図である。
【0045】
図3に示すように、本発明は、図1に示した従来技術の二重射出やオーバーモールディングと異なり、携帯電話の軽量化及びスリム化を図ることができる。
【0046】
例えば、剛性及び耐摩耗性がさらに要請される掃除機及びロボット掃除機などの移動電子機器の場合、実施例2乃至4の熱可塑性弾性体−樹脂アレイを電子機器の外装材として用いることができる。
【0047】
以下、本発明に係る熱可塑性弾性体−樹脂アレイ組成物の物理的特性及び熱的特性に対して詳細に説明する。樹脂としてのPCと熱可塑性弾性体としてのTPUを比率別に混合し、次の表2のように熱可塑性弾性体−樹脂アレイを組成し、それぞれの物理的特性及び熱的特性を調査した。
【0048】
【表2】
*ロックウェル硬さ:ASTM D785(単位;g/cm2)
*メルトインデックス:ASTM D1238(単位;g/10min)
*引張強度及び伸び率:ASTM D638(引張強度単位;MPa、伸び率単位;%)
*屈曲強度及び屈曲弾性率:ASTM D790(単位;MPa)
*衝撃強度:ASTM D256(単位;J/m)
*熱変形率:ASTM D648(単位;℃)
上記の表2から分かるように、PCの比率が増加するほど、ロックウェル硬さ、引張強度、屈曲強度、屈曲弾性率、衝撃強度及び熱変形温度が大きい。したがって、外装材として要求される剛性、耐摩耗性及び耐衝撃性などが向上する。また、TPUの比率が増加するほど、メルトインデックスが増加する。したがって、TPUの比率が増加するほど、加工容易性が増加する。結局、本発明による熱可塑性弾性体−樹脂アレイは、外装材として必要な剛性及び耐摩耗性を備えながら、加工容易性及び柔らかいタッチ感などを保障する。
【0049】
すなわち、上記の表2に示すように、本発明の熱可塑性弾性体−樹脂アレイ組成物は、優れた機械的物性、耐熱性及び加工容易性を有している。
【0050】
[実験例2]
本発明の熱可塑性弾性体−樹脂アレイ組成物と従来技術(韓国公開特許10−1999−021569)を比較した。表3には、多様な物性のうち衝撃強度と熱変形温度を比較した結果を示した。
【0051】
【表3】
上記の表3によると、本発明は、従来発明に比べて衝撃強度が20倍ほど優れており、熱変形温度も比率によって調節可能なことが分かる。
【0052】
すなわち、本発明は、従来技術と異なり、混和剤、充填剤、開始剤及び仮橋剤などの他の化合物を添加せずに、比較的簡単な方法で従来技術より優れた物性を有する熱可塑性弾性体−樹脂アレイを得ることができる。
【符号の説明】
【0053】
1 合成樹脂
2 熱可塑性弾性体
【特許請求の範囲】
【請求項1】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、1〜99重量%の熱可塑性弾性体及び1〜99重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項2】
前記熱可塑性弾性体は、熱可塑性ウレタン系弾性体、熱可塑性エステル系弾性体、熱可塑性スチレン系弾性体、熱可塑性オレフィン系弾性体、熱可塑性塩化ビニル系弾性体及び熱可塑性アミド系弾性体から選択された一つ以上であることを特徴とする請求項1に記載の電子機器用外装材。
【請求項3】
前記樹脂は、熱可塑性プラスチックであることを特徴とする請求項1に記載の電子機器用外装材。
【請求項4】
前記熱可塑性プラスチックは、ポリ塩化ビニル(PVC)、ポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、アクリル、ナイロン(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)から選択された一つ以上であることを特徴とする請求項3に記載の電子機器用外装材。
【請求項5】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、10〜30重量%の熱可塑性弾性体及び70〜90重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項6】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、20〜40重量%の熱可塑性弾性体及び60〜80重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項7】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、30〜50重量%の熱可塑性弾性体及び50〜70重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項8】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、40〜60重量%の熱可塑性弾性体及び40〜60重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項9】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、50〜70重量%の熱可塑性弾性体及び30〜50重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項1】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、1〜99重量%の熱可塑性弾性体及び1〜99重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項2】
前記熱可塑性弾性体は、熱可塑性ウレタン系弾性体、熱可塑性エステル系弾性体、熱可塑性スチレン系弾性体、熱可塑性オレフィン系弾性体、熱可塑性塩化ビニル系弾性体及び熱可塑性アミド系弾性体から選択された一つ以上であることを特徴とする請求項1に記載の電子機器用外装材。
【請求項3】
前記樹脂は、熱可塑性プラスチックであることを特徴とする請求項1に記載の電子機器用外装材。
【請求項4】
前記熱可塑性プラスチックは、ポリ塩化ビニル(PVC)、ポリスチレン(PS)、ポリエチレン(PE)、ポリプロピレン(PP)、アクリル、ナイロン(PA)、ポリカーボネート(PC)、ポリメチルメタクリレート(PMMA)、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)から選択された一つ以上であることを特徴とする請求項3に記載の電子機器用外装材。
【請求項5】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、10〜30重量%の熱可塑性弾性体及び70〜90重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項6】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、20〜40重量%の熱可塑性弾性体及び60〜80重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項7】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、30〜50重量%の熱可塑性弾性体及び50〜70重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項8】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、40〜60重量%の熱可塑性弾性体及び40〜60重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【請求項9】
内部に電子部品が収容される電子機器用外装材として、
前記外装材は、50〜70重量%の熱可塑性弾性体及び30〜50重量%の樹脂を含む熱可塑性弾性体−樹脂アレイからなることを特徴とする電子機器用外装材。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2009−270095(P2009−270095A)
【公開日】平成21年11月19日(2009.11.19)
【国際特許分類】
【出願番号】特願2009−66993(P2009−66993)
【出願日】平成21年3月18日(2009.3.18)
【出願人】(390019839)三星電子株式会社 (8,520)
【氏名又は名称原語表記】SAMSUNG ELECTRONICS CO.,LTD.
【住所又は居所原語表記】416,Maetan−dong,Yeongtong−gu,Suwon−si,Gyeonggi−do 442−742(KR)
【Fターム(参考)】
【公開日】平成21年11月19日(2009.11.19)
【国際特許分類】
【出願日】平成21年3月18日(2009.3.18)
【出願人】(390019839)三星電子株式会社 (8,520)
【氏名又は名称原語表記】SAMSUNG ELECTRONICS CO.,LTD.
【住所又は居所原語表記】416,Maetan−dong,Yeongtong−gu,Suwon−si,Gyeonggi−do 442−742(KR)
【Fターム(参考)】
[ Back to top ]