
熱可塑性樹脂シートの製造装置及び製造方法
【課題】ワイヤー状電極を用いた静電印加キャスト法において、ワイヤー状電極を断続的に巻き取る際に発生するワイヤー状電極の切断を防止し、これによって、製品シートの生産ロスを低減することを可能とした熱可塑性樹脂シートの製造装置と製造方法を提供する。
【解決手段】溶融した熱可塑性樹脂をシート状に押し出し、前記シート状熱可塑性樹脂を静電荷が付与されたワイヤー状電極と接触させた後に冷却ドラム上に密着させて冷却して未延伸シートを得ると共に前記ワイヤー状電極を断続的に巻き出して巻き出した前記ワイヤー状電極を巻き取ることによって更新する装置と方法であって、ワイヤー状電極の張力を検出して、巻出トルク及び/又は巻取トルクを制御することによりワイヤー状電極の張力が急激に増大しないようにする。
【解決手段】溶融した熱可塑性樹脂をシート状に押し出し、前記シート状熱可塑性樹脂を静電荷が付与されたワイヤー状電極と接触させた後に冷却ドラム上に密着させて冷却して未延伸シートを得ると共に前記ワイヤー状電極を断続的に巻き出して巻き出した前記ワイヤー状電極を巻き取ることによって更新する装置と方法であって、ワイヤー状電極の張力を検出して、巻出トルク及び/又は巻取トルクを制御することによりワイヤー状電極の張力が急激に増大しないようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性樹脂シートの製造方法に関し、さらに詳しくはダイから溶融押し出しされた熱可塑性樹脂シートに静電荷を帯びたワイヤーを接触させてシートと冷却ドラムとの密着性を向上させた静電印加キャスト法による熱可塑性樹脂シートの製造装置及び製造方法に関する。
【背景技術】
【0002】
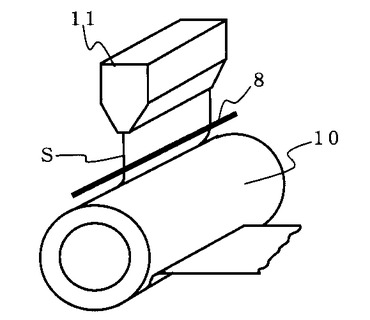
熱可塑性樹脂を溶融押出して急冷固化することにより熱可塑性樹脂シートを製造するに際し、図2に例示したように、熱可塑性樹脂を押し出すダイ11と冷却ドラム10との間にワイヤ状の電極8を設け、これによりフィルム状溶融樹脂Sの表面に静電荷を付与して、付与した静電荷の作用によって該フィルム状溶融樹脂Sを冷却ドラム10に密着させて急冷固化する方法(いわゆる静電印加キャスト法あるいは静電密着製膜法と呼ばれている)は、例えば特許文献1〜4に開示されているように公知である。
【0003】
このような静電印加キャスト法においては、シートSに接触して静電荷を付与するワイヤー状電極8(以下、単に「ワイヤー」とも呼ぶ)が振動するとシートSに厚み斑が発生する。このため、ワイヤー8を高張力で張設することによって発生する振動振幅をできるだけ小さく抑えることが行われてきた。したがって、高張力が原因でワイヤー8が切断するという問題があった。
【0004】
また、シート状に成形する溶融樹脂から発生したオリゴマーや昇華物がワイヤー8の表面に経時的に付着すると、静電荷をシートSに付与する能力が低下するため、シートSと冷却ドラム10の密着性が徐々に低下していく。したがって、このような原因を取り除くために、シートSの生産中にワイヤー8を短時間で断続的に巻き取ったり、製品品質に問題が発生しないような低速でワイヤー8をゆっくりと連続に移動させたりすることにより、オリゴマーや昇華物が付着するワイヤー8の異物付着面を更新する必要があった。
【0005】
ところが、一方の短時間で断続的にワイヤー8を巻き取る方法においては、ワイヤー8を巻き取っている間の製品は商品化できる製品とならないので生産ロスとなる。このため、巻き取り時間を短縮して生産ロスを少なくする目的で高速で短時間にワイヤー8を巻き取ることが多い。しかし、このような方法では、ワイヤー8に急激な負荷が掛かるのを回避することが難しく、それ故に、ワイヤー8の切断が多いという問題があった。
【0006】
その原因は、ワイヤー8を巻き取る際には、ワイヤー8を走行させる装置との間に大きな摩擦抵抗となり、これがワイヤー8の張力として加わるためであり、その結果として、張力が一時的に急激に増大しワイヤー8に切断が更に多くなるという問題が発生していた。このようにして、もし一旦ワイヤーが切断してしまうと、ワイヤー8の交換に時間を要するため生産ロスが増大することは言うまでもない。
【0007】
そこで、ワイヤー8の張力の上昇を見越して、高速で巻き取る前に一時的にワイヤー8の張力を下げて巻き取ることが考えられる。しかしながら、ワイヤー8の張力を下げると、今度はシートSと冷却ドラム10の間の密着性が変化し、特に、シートエッジ部の形状やシート巾が微妙に変化する。このため、キャスティングに引き続く熱可塑性樹脂シートSの延伸工程でシートSが切断したり、テンターのクリップでシートSを上手く把持できなくなるという問題が発生する。
【0008】
他方、低速でワイヤー8を連続的にゆっくりと移動させる方法は、基本的に生産中のシートSに厚み斑などの異常がないことを保障する必要が生じる。しかも、常に新しいワイヤー8に更新しながら生産するため、通常千メートル以上の長さのワイヤー8が必要となり、しかもワイヤー8の品質が全長に渡って一定の規格内であることか要求される。しかも、このワイヤー8の移動中に生産されたシートSに対する厚み斑などの品質が全て規格内に収まることを検査して保障することが必要となる。
【0009】
【特許文献1】特公昭37−6142号公報
【特許文献2】特開昭49−55759号公報
【特許文献3】特開2003−291203号公報
【特許文献4】特開平9−201869号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
以上に説明した従来技術が有する諸問題に鑑み、本発明が解決しようとする課題は、「ワイヤー状電極を用いた静電印加キャスト法において、ワイヤー状電極を断続的に巻き取る際に発生するワイヤー状電極の切断を防止し、これによって、製品シートの生産ロスを低減することを可能とした熱可塑性樹脂シートの製造装置と製造方法を提供する」ことにある。
【課題を解決するための手段】
【0011】
前記課題は、「溶融した熱可塑性樹脂をシート状に押し出しすダイと、前記シート状熱可塑性樹脂を密着させて冷却する冷却ドラムと、前記冷却ドラムで冷却される前の前記シート状熱可塑性樹脂に接触して静電荷を付与するワイヤー状電極と、前記ワイヤー状電極を巻き出す巻出手段と、前記ワイヤー状電極を巻き取る巻取手段とを備えた熱可塑性樹脂シートの製造装置において、
ワイヤー状電極の張力を検出する張力検出手段を設けて、検出した張力に基づいてワイヤー状電極の張力が目的とする張力となるように前記巻出手段の巻出トルク及び/又は前記巻取手段の巻取トルクを制御することを特徴とする熱可塑性樹脂シートの製造装置」によって解決される。
【0012】
このとき、本発明に係る前記熱可塑性樹脂シートの製造装置は、前記巻出トルク及び/又は前記巻取トルクの調整を非接触クラッチによって行うことがワイヤー状電極の張力を調整する上で好適である。また、前記非接触クラッチとしては、励磁式のヒステリシスクラッチとすることが、巻き出し及び巻き取り時におけるワイヤー状電極のトルク調整が容易に行なえるので好ましい。
【0013】
また、本発明に係る前記熱可塑性樹脂シートの製造装置は、ワイヤー状電極を巻取方向へ走行させ逆方向には走行させないワンウェイクラッチを巻取側に設けることが好ましい。更に、前記ワンウェイクラッチを設けたうえで、前記巻出手段が巻取方向とは逆方向に駆動される駆動手段を有するようにすることで、静止中のワイヤー状電極に対して巻出側から所定の張力をワイヤー状電極に付与できるため好ましい。
【0014】
次に、本発明が解決すべき課題は、「溶融した熱可塑性樹脂をシート状に押し出し、前記シート状熱可塑性樹脂を静電荷が付与されたワイヤー状電極と接触させた後に冷却ドラム上に密着させて冷却して未延伸シートを得ると共に前記ワイヤー状電極を断続的に巻き出して巻き出した前記ワイヤー状電極を巻き取ることによって更新する方法において、前記ワイヤー状電極を巻き取るトルク及び/又は巻き出すトルクを徐々に増大させて前記ワイヤー状電極の巻き出しと巻き取りを開始することを特徴とする熱可塑性樹脂シートの製造方法」によっても解決できる。
【0015】
このとき、本発明に係る前記製造方法として、前記ワイヤー状電極の巻き出しと巻き取りの際に、前記ワイヤー状電極の張力を測定して、測定した張力が一定となるようにワイヤー状電極の巻出側トルク及び/又は巻取側トルクを調整することが前記課題を解決する上でより好ましい。
【0016】
また、本発明に係る前記製造方法として、前記巻取側トルク及び/又は前記巻出側トルクの調整を非接触クラッチを用いて行うことが、前記ワイヤー状電極の巻き取り時における張力の調整を好適にでき、更に、前記ワイヤー状電極の巻き取り中の張力を前記シート状熱可塑性樹脂の生産時張力と同じ張力に調整することがより好適にできる。
【0017】
更に、本発明に係る前記製造方法として、前記ワイヤー状電極の張力が35〜60Nであることが好ましく、また、前記ワイヤー状電極の巻き取り速度として、平均速度で0.2m/分以上であることが好ましい。
【発明の効果】
【0018】
本発明の熱可塑性樹脂シートの製造装置及び製造方法によれば、ダイから溶融押し出しされたシート状熱可塑性樹脂に静電荷を付与するワイヤー状電極に熱可塑性樹脂からの昇華物などの異物が付着してその性能が低下すると言う問題の発生に際して、異物が付着していない新たなワイヤー状電極を巻き出して異物が付着したワイヤー状電極を巻き取る時に生じる張力の急激な増大によるワイヤー状電極の切断を防止でき、その結果として、生産ロスを低減できる熱可塑性樹脂シートの成形が可能という顕著な効果を奏する。
【発明を実施するための最良の形態】
【0019】
本発明における熱可塑性樹脂は、ポリエステル系樹脂では、芳香族ジカルボン酸、脂環族ジカルボン酸または脂肪族ジカルボン酸とジオールを主たる構成成分とするポリエステル樹脂が挙げられる。芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエ−テルジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸などを用いることができ、なかでも好ましくは、テレフタル酸、フタル酸、2,6−ナフタレンジカルボン酸を用いることができる。脂環族ジカルボン酸成分としては例えば、シクロヘキサンジカルボン酸などを用いることができる。脂肪族ジカルボン酸成分としては、例えば、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸などを用いることができる。これらの酸成分は1種のみ用いてもよく、2種以上併用してもよく、さらには、ヒドロキシエトキシ安息香酸などのオキシ酸などを一部共重合していてもよい。
【0020】
また、ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ネオペンチルグリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2’−ビス(4’−β−ヒドロキシエトキシフェニル)プロパンなどを用いることができ、なかでも好ましくは、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコールなどを用いることができ、特に好ましくは、エチレングリコールなどを用いることができる。これらのジオール成分は1種のみ用いてもよく、2種以上併用してもよい。また、ポリエステルにはトリメリット酸、ピロメリット酸、グリセロール、ペンタエリスリトール、2,4−ジオキシ安息香酸、ラウリルアルコール、イソシアン酸フェニルなどの単官能化合物などの他の化合物を、ポリマーが実質的にワイヤー状である範囲内で共重合されていてもよい。
【0021】
また、本発明において、ポリアミド樹脂とは、主鎖中にアミド結合を有する高分子化合物であり、代表的なものとしては、ナイロン6、ナイロン66、ナイロン610、ナイロン12、ナイロン11、ナイロン7、ナイロン46、ポリメタ/パラキシリレンアジパミド、ポリヘキサメチレンテレフタラミド/イソフタラミド、およびそれらの関連共重合体、混合体などから選ばれたポリアミド化合物などがある。
【0022】
また、本発明において、EVOH系樹脂とは、通常、エチレン酢酸ビニル共重合体をけん化して製造される。けん化樹脂中のエチレン含有量は、10〜60モル%、好ましくは20〜50モル%であり、酢酸ビニル成分のけん化度は、90モル%以上、好ましくは95モル%以上である。エチレン含有量が60モル%を超える場合は、酸素遮断性や印刷適性などの特性が劣る。また、けん化度が90モル%未満の場合は、酸素遮断性や耐湿性が低下する。なお、けん化樹脂には、20モル%以下の範囲において、(1)プロピレン、イソブテン、αーオクテン、αードデセン、αーオクタデセン等のαーオレフィン、(2)不飽和カルボン酸、その塩、部分アルキルエステル又は完全アルキルエステル、(3)アクリロニトリル等のニトリル、(4)カプラミド等のアミド、(5)無水マレイン酸等の無水物、(6)不飽和スルホン酸またはその塩などをコモノマーとして含んでいてもよい。
【0023】
もちろん、これらの熱可塑性樹脂には必要に応じて、難燃剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、顔料、染料、脂肪酸エステル、ワックスなどの有機滑剤、あるいは消泡剤を配合することができる。また、クレー、マイカ、酸化チタン、炭酸カルシウム、カリオン、タルク、湿式または乾式シリカ、コロイド状シリカ、リン酸カルシウム、硫酸バリウム、アルミナ、ジルコニアなどの無機粒子、アクリル酸類、スチレンなどを構成成分とする有機粒子などを配合したり、重合反応時に添加する触媒などによって析出する、いわゆる内部粒子を含有せしめたり、界面活性剤を配合したりすることができる。また、溶融押出する前に、原料樹脂は水分率0.1%未満になるよう乾燥させておくことが望ましい。水分が多い状態で押し出した場合は、口金から出る際に発泡しやすく、その結果シートに気泡や穴が発生してしまうことがあるので好ましくない。
【0024】
以下、静電印加キャスト装置を使用して、本発明に係る熱可塑性樹脂シートを製造する装置とこれを用いた方法について、図面を参照しながら詳細に説明する。なお、図1は、本発明に係る熱可塑性樹脂シートの製造装置の実施形態例を示す概略装置構成図であり、中でも特に、静電印加キャスト装置部のワイヤー走行系に係る概略装置構成を例示した図である。
【0025】
この図1において、符号1はモーターであって、符号1aは巻取側モーター(巻取側の駆動手段)を、そして、符号1bは、巻出側モーター(巻出側の駆動手段)をそれぞれ示す。また、符号2は非接触クラッチであって、符号2aは巻取側非接触クラッチを、そして、符号2bは巻出側非接触クラッチをそれぞれ示す。次に、符号3は速度検出手段、符号4はワンウェイクラッチ、符号5aは巻取リール(巻取手段)、符号5bは巻出リール(巻出手段)、符号6は張力検出手段、符号7a及び7bは一対のプーリー、符号8はワイヤー状電極(前述のように、単に「ワイヤー」とも称している)、符号9a、9b、9cは張力検出ロール、符号Aはワイヤーの走行方向をそれぞれ示す。
【0026】
以上のように構成される「静電印加キャスト装置部のワイヤー走行系」において、図1に示した一対のプーリー7a及び7bの間を走行するワイヤー8が、図2に例示したように、ダイ11から溶融押し出しされた熱可塑性樹脂シートSに静電荷を付与する。したがって、この付与された静電荷の作用によって前記シートSを冷却ドラム10に密着させることができ、その結果、シートSを効率的に冷却することができる。
【0027】
ただし、シートSの生産中は、巻取側モーター1aは駆動を停止されており、その結果として、前記ワイヤー8は走行を停止した静止状態にある。しかし、他方の巻出側モーター1bは、この間においても、ワイヤー8の走行方向Aと逆方向にワイヤー8を引っ張るように駆動している。ところが、巻取側に設けたワンウェイクラッチ4の作用によって、ワイヤー8は走行方向Aへしか走行できず、走行方向Aの逆方向へは走行できないようにされている。
【0028】
しかし、一定速度で回転する巻出側モーター1bに対して巻出側非接触クラッチ2bを設けることにより、前記モーター1bの駆動回転に抵抗して発生する「巻出側非接触クラッチ2bの励電磁力」により一定のトルクがワイヤー8に発生する。したがって、巻出側非接触クラッチ2bによりワイヤー8には、静止中であるにもかかわらず常に一定の張力が付与されるのである。
【0029】
なお、本発明においては、ワイヤー8の張力を検出して一定の張力に制御するために張力検出手段6を使用するが、このような張力検出手段6としては、図1に例示したような3組の張力検出ロール9a、9b、9cからなる公知の装置を使用することができる。ここで、この公知の張力検出手段6について、簡単に説明しておくと、張力を測定する対象となるワイヤー8は、3組の張力検出ロール9a、9b、9cによって、図1に例示したような状態で走行させられる。そうすると、張力検出ロール9bには、ワイヤー8の張力によって下方へ引張る力が作用するので、この力をロードセルなどの荷重検出器によって検出することにより、張力変動を荷重変動として検出できるのである。
【0030】
以上に説明したように、シートSの生産中は駆動停止させられて静止しているワイヤー8は、時間が経過すると、シートSから出てくる昇華物などの異物が付着するので汚れが付着する。そうすると、ワイヤー8からシートSへ付与する静電荷の量が減少して、「背景技術」欄で説明したような問題が発生する。
【0031】
そこで、駆動手段である巻取側モーター1aを駆動して、ワイヤー8をAの方向に走行させ、巻取手段である巻取リール5aにワイヤー8を巻き取り、巻出手段である巻出リール5bから巻き出された異物付着がない新たなワイヤー8と更新する。なお、この巻取リール5aへのワイヤー8の巻き取り開始の際には、巻取側非接触クラッチ2aを用いて、巻取リール5aに徐々にトルクを加えることで、巻出リール5bから巻き出されるワイヤー8の巻取加速及び巻出加速を緩やかにすることが望ましい。
【0032】
また、これによりワイヤー8の走行開始時に生じる静摩擦抵抗やメカニカルロスによる張力の急激な増大を緩和できる。したがって、張力の急激な増大に起因するワイヤー8の切断を回避でき、その結果、切断なくワイヤー8を巻出リール5bからスムーズに巻き出して、巻取リール5aに巻き取ることができる。
【0033】
ここで、本発明に使用できる巻取側非接触クラッチ2aとしては、電磁力により軸伝達トルクを制御できる市販のヒステリシスクラッチを例示でき、更に、外部からの信号入力により励磁電流を調節でき、トルクをコントロールできるものが好適である。何故ならば、このよう巻取側非接触クラッチ2aを使用することにより、モーター1aと巻取リール5aをこのような巻取側非接触クラッチ2aを介してスリップしながら回転させることができ、スリップ域においてトルクを緩やかに上昇させることができるので半クラッチ接続の状態が保持され、張力の急激な増大を防止できるからである。
【0034】
その際、巻き取りを終了する方法については、周知の方法を使用すれば良く、それ故に特に限定する必要はないが、巻取側モーター1aの駆動を停止することにより終了させることができる。なお、巻取モーター1aは、ワイヤー8の更新時だけ回転させても良く、常時回転させておいても良いが、回転速度を調整できる機能を有するものが好ましい。また、モーターから巻取リール5aまでの間に減速機を付けても良い。ただし、巻取モーター1aを常時回転させておく場合は、巻取側非接触クラッチ2aによって巻取モーター1aの駆動力がワイヤー8に伝達されないように、巻取側非接触クラッチ2aを制御しておくことが必要である。
【0035】
次に、本発明に係る熱可塑性樹脂シートの製造装置においては、ワイヤー8に掛かる張力を検出するための張力検出手段6を備えることが好ましい。なお、この張力検出手段6は、例えば図1に例示したように、プーリー7aと巻取リール5aとの間の巻取側の位置に設けることができる。これによって、ワイヤー8の更新に当り、ワイヤー8の巻き取り開始から終了までの間、ワイヤー8に対して急激な張力の増大を招かないように制御することができる。
【0036】
すなわち、張力検出手段6によりワイヤー8の張力を検出することにより、検出した張力と予め設定した目標張力との間の偏差を算出し、算出した偏差がゼロとなるように巻出側非接触クラッチ2bをフィードバック制御して、ワイヤー8の張力が常にほぼ一定となるようにトルク調整することができる。このとき、生産中のワイヤー8の張力と更新するワイヤー8の巻取り中の張力とを同じに設定することで、ワイヤー8の更新走行と移動停止との間の移行をスムーズに行なうことができ、これによって、シートエッジ部の厚みや巾に変化がなく、製品ロスが少ない安定した生産を行うことができる。
【0037】
更には、一定の張力を一定の範囲内に制御しながら、更新するワイヤー8の走行速度をできるだけ速く移動させることができる。したがって、以上に説明した装置構成とすることにより、本発明においては、更新するワイヤー8の巻き取り速度(移動速度)として、その平均速度を0.2m/分以上とすることができ、このワイヤー8の巻き取り速度によってシートSの生産ロスをよの少なくできることを可能としている。
【0038】
ここで、本発明においては、生産中のワイヤー8の張力を35〜60Nとすることが好ましい。何故ならば、上限値の60Nより高いとワイヤー8が簡単に切断してしまい、また、下限値の35Nより低いと厚み斑の発生が問題となるからである。
【0039】
また、ワイヤー8の径は0.1〜0.5mmが好ましい。何故ならば、下限値の0.1mmより細いとワイヤー8が簡単に切断しやすく、上限値の0.5mmより太いとシートSと冷却ドラム10の密着性が悪くなるからである。なお、ワイヤー8の材質は、特に限定されるものではないが、公知のものを使用でき、例えばSUS304やタングステンを例示でき、その表面にメッキを施してあっても良い。
【実施例】
【0040】
以下、実施例により本発明に係る熱可塑性樹脂シートの製造方法を具体的に説明する。なお、後述する例中および表中の評価は次のように行った。
【0041】
[厚み斑]
この「厚み斑」については、2軸延伸した後のフィルムにおいて、その製品中央部における長手方向5mの厚み値を測定し、測定した最大値と最小値の差をとり、この差を「目標厚み値」で除したものを百分率(%)で表して「厚み斑」とした。
○:厚み斑が2%以下である。
×:厚み斑が2%を越える。
【0042】
[生産状況]
○:生産中にワイヤー切断や厚み斑などの異常がない。
×:生産中に発生するワイヤー切断や厚み斑異常などである。なお、異常の詳細内容については、表1の「備考」欄に記述した。
【0043】
[実施例1]
まず、熱可塑性樹脂は、全熱可塑性樹脂に対して有機系滑剤であるシリコーン微粒子を1.0重量%含有したポリエチレンテレフタレート(PET)とした。なお、実施例1では、熱可塑政治油脂として、有機系滑剤であるシリコーン微粒子を練りこんだポリエチレンテレフタレート(PET)を使用した例のみを挙げて説明するが、熱可塑性樹脂としては、これに限定されず本発明の要旨を満足するものであれば、適用可能であることは言うまでもないであろう。
【0044】
前記ペレットを180℃で4時間乾燥した後に、溶融押出機に供給して270〜300℃で加熱溶融し、溶融した熱可塑性樹脂を2000mmの吐出巾を有する押出し成形ダイによりシート状に成形した。更に、このシートを図1に例示したワイヤー装置によって、表面温度25℃に冷却された冷却ドラム上にキャスティング速度30m/分で密着固化させつつ、未延伸シートとした。
【0045】
次いで、以下の工程については図示省略するが、得られた未延伸シートを巻き取らずにそのまま一対のロールの周速差を利用し赤外線ヒーターにより非接触で加熱しながら縦方向に3.5倍に縦延伸し、更に、この一軸延伸フィルムをテンターへと導き、フィルムの両端をクリップで把持しながら120℃の熱雰囲気中で4.5倍に横延伸し厚み30μmの二軸延伸ポリエステルフィルムとした。
【0046】
このとき使用したワイヤーの材質はSUS304であり、その線径は0.2mmであった。また、このワイヤーの設置位置は、ダイから溶融押し出されたシートが冷却ドラム10と接する位置の上方5mmとした。更に、1対のプーリー7a及び7bの間に張設されたワイヤーの長さを2500mmに設定し、生産中の静止ワイヤーの張力を巻出側非接触クラッチ2b(三菱電機製 ZHA−1.2Aのヒステリシスクラッチ)のトルクを調整することによって、張力検出手段6の指示値が55Nになるようにした。なお、図1には図示省略した静電荷付与手段によって、静電荷をワイヤーへ印加する際の直流印加電圧は6.5kVとし、そのときの電流は5mAとして、プーリーを介してワイヤーに静電荷を付与した。
【0047】
以上に述べた条件のもと、二軸延伸ポリエステルフィルムの生産を24時間継続して行い、途中、ワイヤーは2時間に1回巻き取った。ワイヤーの巻き取り長は3000mm、巻き取りの平均速度は速度検出器3を用いて測定し、平均1.5m/分となるように調整した。更に、巻取側非接触クラッチ2aは、定格トルク0.12N・mのヒステリシスクラッチ(三菱電機製 ZHA−1.2A)を用いてトルクをワイヤーに緩やかに伝達させて張力の急激な増大を招かないように張力を制御しながらワイヤーを巻き取った。
【0048】
このようにして得られたシートに係る生産中の結果を表1に示す。表1から明らかなように、実施例1では、合計11回の巻き取り中にワイヤーが切断することもなく、ワイヤーの張力上昇も抑えられていることが判った。また、製品の厚み斑も良好で、生産状況は良好であった。
【0049】
[実施例2]
ワイヤー巻き取り中の張力を巻出側非接触クラッチ2bにフィードバックし張力を一定に制御する以外は実施例1と同様に二軸延伸ポリエステルフィルムを生産した。ワイヤー巻き取り中の張力変動が実施例1と比較し小さいことが判り、生産状況も良好であった。
【0050】
[比較例1]
図1の装置において、巻取側非接触クラッチ2aを用いず、モーター1aと巻取リール5aが直結された以外は実施例1と同様に生産を開始し、ワイヤーを巻き取った。このとき、ワイヤーを2回巻き取ったが2回ともワイヤーが切断し復帰にも時間を要し、運転開始から8時間で生産を中断した。
【0051】
[比較例2]
巻き取り時のワイヤー張力を30Nに設定した以外は比較例1と同様にワイヤーを巻き取った。このとき、ワイヤーを2回巻き取ったが、2回ともテンターでフィルムが切断し復帰にも時間を要し、運転開始から6時間で生産を中断した。
【0052】
[比較例3]
生産中のワイヤー張力を30Nに設定した以外は、比較例2と同様にワイヤーを巻き取った。このとき、ワイヤーの1回巻き取りでは切断が生じなかったが、厚み斑が規格はずれとなり運転開始から3時間でテストを中断した。
【0053】
【表1】

【図面の簡単な説明】
【0054】
【図1】本発明に係る熱可塑性樹脂シートの製造装置の一実施形態例における「静電印加キャスト装置のワイヤー走行系」の概略装置構成を例示した図である。
【図2】静電印加キャスト法による熱可塑性樹脂シートの製造方法の説明図である。
【符号の説明】
【0055】
1a:巻取側モーター(巻取側駆動手段)
1b:巻出側モーター(巻出側駆動手段)
2a:巻取側非接触クラッチ
2b:巻出側非接触クラッチ
3:速度検出手段
4:ワンウェイクラッチ
5a:巻取リール(巻取手段)
5b:巻出リール(巻出手段)
6:張力検出手段
7:プーリー
8:ワイヤー状電極(ワイヤー)
9a,9b,9c:張力検出ロール
10:冷却ドラム
11:ダイ
A:ワイヤーの走行方向
S:熱可塑性樹脂シート
【技術分野】
【0001】
本発明は、熱可塑性樹脂シートの製造方法に関し、さらに詳しくはダイから溶融押し出しされた熱可塑性樹脂シートに静電荷を帯びたワイヤーを接触させてシートと冷却ドラムとの密着性を向上させた静電印加キャスト法による熱可塑性樹脂シートの製造装置及び製造方法に関する。
【背景技術】
【0002】
熱可塑性樹脂を溶融押出して急冷固化することにより熱可塑性樹脂シートを製造するに際し、図2に例示したように、熱可塑性樹脂を押し出すダイ11と冷却ドラム10との間にワイヤ状の電極8を設け、これによりフィルム状溶融樹脂Sの表面に静電荷を付与して、付与した静電荷の作用によって該フィルム状溶融樹脂Sを冷却ドラム10に密着させて急冷固化する方法(いわゆる静電印加キャスト法あるいは静電密着製膜法と呼ばれている)は、例えば特許文献1〜4に開示されているように公知である。
【0003】
このような静電印加キャスト法においては、シートSに接触して静電荷を付与するワイヤー状電極8(以下、単に「ワイヤー」とも呼ぶ)が振動するとシートSに厚み斑が発生する。このため、ワイヤー8を高張力で張設することによって発生する振動振幅をできるだけ小さく抑えることが行われてきた。したがって、高張力が原因でワイヤー8が切断するという問題があった。
【0004】
また、シート状に成形する溶融樹脂から発生したオリゴマーや昇華物がワイヤー8の表面に経時的に付着すると、静電荷をシートSに付与する能力が低下するため、シートSと冷却ドラム10の密着性が徐々に低下していく。したがって、このような原因を取り除くために、シートSの生産中にワイヤー8を短時間で断続的に巻き取ったり、製品品質に問題が発生しないような低速でワイヤー8をゆっくりと連続に移動させたりすることにより、オリゴマーや昇華物が付着するワイヤー8の異物付着面を更新する必要があった。
【0005】
ところが、一方の短時間で断続的にワイヤー8を巻き取る方法においては、ワイヤー8を巻き取っている間の製品は商品化できる製品とならないので生産ロスとなる。このため、巻き取り時間を短縮して生産ロスを少なくする目的で高速で短時間にワイヤー8を巻き取ることが多い。しかし、このような方法では、ワイヤー8に急激な負荷が掛かるのを回避することが難しく、それ故に、ワイヤー8の切断が多いという問題があった。
【0006】
その原因は、ワイヤー8を巻き取る際には、ワイヤー8を走行させる装置との間に大きな摩擦抵抗となり、これがワイヤー8の張力として加わるためであり、その結果として、張力が一時的に急激に増大しワイヤー8に切断が更に多くなるという問題が発生していた。このようにして、もし一旦ワイヤーが切断してしまうと、ワイヤー8の交換に時間を要するため生産ロスが増大することは言うまでもない。
【0007】
そこで、ワイヤー8の張力の上昇を見越して、高速で巻き取る前に一時的にワイヤー8の張力を下げて巻き取ることが考えられる。しかしながら、ワイヤー8の張力を下げると、今度はシートSと冷却ドラム10の間の密着性が変化し、特に、シートエッジ部の形状やシート巾が微妙に変化する。このため、キャスティングに引き続く熱可塑性樹脂シートSの延伸工程でシートSが切断したり、テンターのクリップでシートSを上手く把持できなくなるという問題が発生する。
【0008】
他方、低速でワイヤー8を連続的にゆっくりと移動させる方法は、基本的に生産中のシートSに厚み斑などの異常がないことを保障する必要が生じる。しかも、常に新しいワイヤー8に更新しながら生産するため、通常千メートル以上の長さのワイヤー8が必要となり、しかもワイヤー8の品質が全長に渡って一定の規格内であることか要求される。しかも、このワイヤー8の移動中に生産されたシートSに対する厚み斑などの品質が全て規格内に収まることを検査して保障することが必要となる。
【0009】
【特許文献1】特公昭37−6142号公報
【特許文献2】特開昭49−55759号公報
【特許文献3】特開2003−291203号公報
【特許文献4】特開平9−201869号公報
【発明の開示】
【発明が解決しようとする課題】
【0010】
以上に説明した従来技術が有する諸問題に鑑み、本発明が解決しようとする課題は、「ワイヤー状電極を用いた静電印加キャスト法において、ワイヤー状電極を断続的に巻き取る際に発生するワイヤー状電極の切断を防止し、これによって、製品シートの生産ロスを低減することを可能とした熱可塑性樹脂シートの製造装置と製造方法を提供する」ことにある。
【課題を解決するための手段】
【0011】
前記課題は、「溶融した熱可塑性樹脂をシート状に押し出しすダイと、前記シート状熱可塑性樹脂を密着させて冷却する冷却ドラムと、前記冷却ドラムで冷却される前の前記シート状熱可塑性樹脂に接触して静電荷を付与するワイヤー状電極と、前記ワイヤー状電極を巻き出す巻出手段と、前記ワイヤー状電極を巻き取る巻取手段とを備えた熱可塑性樹脂シートの製造装置において、
ワイヤー状電極の張力を検出する張力検出手段を設けて、検出した張力に基づいてワイヤー状電極の張力が目的とする張力となるように前記巻出手段の巻出トルク及び/又は前記巻取手段の巻取トルクを制御することを特徴とする熱可塑性樹脂シートの製造装置」によって解決される。
【0012】
このとき、本発明に係る前記熱可塑性樹脂シートの製造装置は、前記巻出トルク及び/又は前記巻取トルクの調整を非接触クラッチによって行うことがワイヤー状電極の張力を調整する上で好適である。また、前記非接触クラッチとしては、励磁式のヒステリシスクラッチとすることが、巻き出し及び巻き取り時におけるワイヤー状電極のトルク調整が容易に行なえるので好ましい。
【0013】
また、本発明に係る前記熱可塑性樹脂シートの製造装置は、ワイヤー状電極を巻取方向へ走行させ逆方向には走行させないワンウェイクラッチを巻取側に設けることが好ましい。更に、前記ワンウェイクラッチを設けたうえで、前記巻出手段が巻取方向とは逆方向に駆動される駆動手段を有するようにすることで、静止中のワイヤー状電極に対して巻出側から所定の張力をワイヤー状電極に付与できるため好ましい。
【0014】
次に、本発明が解決すべき課題は、「溶融した熱可塑性樹脂をシート状に押し出し、前記シート状熱可塑性樹脂を静電荷が付与されたワイヤー状電極と接触させた後に冷却ドラム上に密着させて冷却して未延伸シートを得ると共に前記ワイヤー状電極を断続的に巻き出して巻き出した前記ワイヤー状電極を巻き取ることによって更新する方法において、前記ワイヤー状電極を巻き取るトルク及び/又は巻き出すトルクを徐々に増大させて前記ワイヤー状電極の巻き出しと巻き取りを開始することを特徴とする熱可塑性樹脂シートの製造方法」によっても解決できる。
【0015】
このとき、本発明に係る前記製造方法として、前記ワイヤー状電極の巻き出しと巻き取りの際に、前記ワイヤー状電極の張力を測定して、測定した張力が一定となるようにワイヤー状電極の巻出側トルク及び/又は巻取側トルクを調整することが前記課題を解決する上でより好ましい。
【0016】
また、本発明に係る前記製造方法として、前記巻取側トルク及び/又は前記巻出側トルクの調整を非接触クラッチを用いて行うことが、前記ワイヤー状電極の巻き取り時における張力の調整を好適にでき、更に、前記ワイヤー状電極の巻き取り中の張力を前記シート状熱可塑性樹脂の生産時張力と同じ張力に調整することがより好適にできる。
【0017】
更に、本発明に係る前記製造方法として、前記ワイヤー状電極の張力が35〜60Nであることが好ましく、また、前記ワイヤー状電極の巻き取り速度として、平均速度で0.2m/分以上であることが好ましい。
【発明の効果】
【0018】
本発明の熱可塑性樹脂シートの製造装置及び製造方法によれば、ダイから溶融押し出しされたシート状熱可塑性樹脂に静電荷を付与するワイヤー状電極に熱可塑性樹脂からの昇華物などの異物が付着してその性能が低下すると言う問題の発生に際して、異物が付着していない新たなワイヤー状電極を巻き出して異物が付着したワイヤー状電極を巻き取る時に生じる張力の急激な増大によるワイヤー状電極の切断を防止でき、その結果として、生産ロスを低減できる熱可塑性樹脂シートの成形が可能という顕著な効果を奏する。
【発明を実施するための最良の形態】
【0019】
本発明における熱可塑性樹脂は、ポリエステル系樹脂では、芳香族ジカルボン酸、脂環族ジカルボン酸または脂肪族ジカルボン酸とジオールを主たる構成成分とするポリエステル樹脂が挙げられる。芳香族ジカルボン酸成分としては、例えば、テレフタル酸、イソフタル酸、フタル酸、1,4−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、2,6−ナフタレンジカルボン酸、4,4’−ジフェニルジカルボン酸、4,4’−ジフェニルエ−テルジカルボン酸、4,4’−ジフェニルスルホンジカルボン酸などを用いることができ、なかでも好ましくは、テレフタル酸、フタル酸、2,6−ナフタレンジカルボン酸を用いることができる。脂環族ジカルボン酸成分としては例えば、シクロヘキサンジカルボン酸などを用いることができる。脂肪族ジカルボン酸成分としては、例えば、アジピン酸、スベリン酸、セバシン酸、ドデカンジオン酸などを用いることができる。これらの酸成分は1種のみ用いてもよく、2種以上併用してもよく、さらには、ヒドロキシエトキシ安息香酸などのオキシ酸などを一部共重合していてもよい。
【0020】
また、ジオール成分としては、例えば、エチレングリコール、1,2−プロパンジオール、1,3−プロパンジオール、ネオペンチルグリコール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,2−シクロヘキサンジメタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、ジエチレングリコール、トリエチレングリコール、ポリアルキレングリコール、2,2’−ビス(4’−β−ヒドロキシエトキシフェニル)プロパンなどを用いることができ、なかでも好ましくは、エチレングリコール、1,4−ブタンジオール、1,4−シクロヘキサンジメタノール、ジエチレングリコールなどを用いることができ、特に好ましくは、エチレングリコールなどを用いることができる。これらのジオール成分は1種のみ用いてもよく、2種以上併用してもよい。また、ポリエステルにはトリメリット酸、ピロメリット酸、グリセロール、ペンタエリスリトール、2,4−ジオキシ安息香酸、ラウリルアルコール、イソシアン酸フェニルなどの単官能化合物などの他の化合物を、ポリマーが実質的にワイヤー状である範囲内で共重合されていてもよい。
【0021】
また、本発明において、ポリアミド樹脂とは、主鎖中にアミド結合を有する高分子化合物であり、代表的なものとしては、ナイロン6、ナイロン66、ナイロン610、ナイロン12、ナイロン11、ナイロン7、ナイロン46、ポリメタ/パラキシリレンアジパミド、ポリヘキサメチレンテレフタラミド/イソフタラミド、およびそれらの関連共重合体、混合体などから選ばれたポリアミド化合物などがある。
【0022】
また、本発明において、EVOH系樹脂とは、通常、エチレン酢酸ビニル共重合体をけん化して製造される。けん化樹脂中のエチレン含有量は、10〜60モル%、好ましくは20〜50モル%であり、酢酸ビニル成分のけん化度は、90モル%以上、好ましくは95モル%以上である。エチレン含有量が60モル%を超える場合は、酸素遮断性や印刷適性などの特性が劣る。また、けん化度が90モル%未満の場合は、酸素遮断性や耐湿性が低下する。なお、けん化樹脂には、20モル%以下の範囲において、(1)プロピレン、イソブテン、αーオクテン、αードデセン、αーオクタデセン等のαーオレフィン、(2)不飽和カルボン酸、その塩、部分アルキルエステル又は完全アルキルエステル、(3)アクリロニトリル等のニトリル、(4)カプラミド等のアミド、(5)無水マレイン酸等の無水物、(6)不飽和スルホン酸またはその塩などをコモノマーとして含んでいてもよい。
【0023】
もちろん、これらの熱可塑性樹脂には必要に応じて、難燃剤、熱安定剤、酸化防止剤、紫外線吸収剤、帯電防止剤、顔料、染料、脂肪酸エステル、ワックスなどの有機滑剤、あるいは消泡剤を配合することができる。また、クレー、マイカ、酸化チタン、炭酸カルシウム、カリオン、タルク、湿式または乾式シリカ、コロイド状シリカ、リン酸カルシウム、硫酸バリウム、アルミナ、ジルコニアなどの無機粒子、アクリル酸類、スチレンなどを構成成分とする有機粒子などを配合したり、重合反応時に添加する触媒などによって析出する、いわゆる内部粒子を含有せしめたり、界面活性剤を配合したりすることができる。また、溶融押出する前に、原料樹脂は水分率0.1%未満になるよう乾燥させておくことが望ましい。水分が多い状態で押し出した場合は、口金から出る際に発泡しやすく、その結果シートに気泡や穴が発生してしまうことがあるので好ましくない。
【0024】
以下、静電印加キャスト装置を使用して、本発明に係る熱可塑性樹脂シートを製造する装置とこれを用いた方法について、図面を参照しながら詳細に説明する。なお、図1は、本発明に係る熱可塑性樹脂シートの製造装置の実施形態例を示す概略装置構成図であり、中でも特に、静電印加キャスト装置部のワイヤー走行系に係る概略装置構成を例示した図である。
【0025】
この図1において、符号1はモーターであって、符号1aは巻取側モーター(巻取側の駆動手段)を、そして、符号1bは、巻出側モーター(巻出側の駆動手段)をそれぞれ示す。また、符号2は非接触クラッチであって、符号2aは巻取側非接触クラッチを、そして、符号2bは巻出側非接触クラッチをそれぞれ示す。次に、符号3は速度検出手段、符号4はワンウェイクラッチ、符号5aは巻取リール(巻取手段)、符号5bは巻出リール(巻出手段)、符号6は張力検出手段、符号7a及び7bは一対のプーリー、符号8はワイヤー状電極(前述のように、単に「ワイヤー」とも称している)、符号9a、9b、9cは張力検出ロール、符号Aはワイヤーの走行方向をそれぞれ示す。
【0026】
以上のように構成される「静電印加キャスト装置部のワイヤー走行系」において、図1に示した一対のプーリー7a及び7bの間を走行するワイヤー8が、図2に例示したように、ダイ11から溶融押し出しされた熱可塑性樹脂シートSに静電荷を付与する。したがって、この付与された静電荷の作用によって前記シートSを冷却ドラム10に密着させることができ、その結果、シートSを効率的に冷却することができる。
【0027】
ただし、シートSの生産中は、巻取側モーター1aは駆動を停止されており、その結果として、前記ワイヤー8は走行を停止した静止状態にある。しかし、他方の巻出側モーター1bは、この間においても、ワイヤー8の走行方向Aと逆方向にワイヤー8を引っ張るように駆動している。ところが、巻取側に設けたワンウェイクラッチ4の作用によって、ワイヤー8は走行方向Aへしか走行できず、走行方向Aの逆方向へは走行できないようにされている。
【0028】
しかし、一定速度で回転する巻出側モーター1bに対して巻出側非接触クラッチ2bを設けることにより、前記モーター1bの駆動回転に抵抗して発生する「巻出側非接触クラッチ2bの励電磁力」により一定のトルクがワイヤー8に発生する。したがって、巻出側非接触クラッチ2bによりワイヤー8には、静止中であるにもかかわらず常に一定の張力が付与されるのである。
【0029】
なお、本発明においては、ワイヤー8の張力を検出して一定の張力に制御するために張力検出手段6を使用するが、このような張力検出手段6としては、図1に例示したような3組の張力検出ロール9a、9b、9cからなる公知の装置を使用することができる。ここで、この公知の張力検出手段6について、簡単に説明しておくと、張力を測定する対象となるワイヤー8は、3組の張力検出ロール9a、9b、9cによって、図1に例示したような状態で走行させられる。そうすると、張力検出ロール9bには、ワイヤー8の張力によって下方へ引張る力が作用するので、この力をロードセルなどの荷重検出器によって検出することにより、張力変動を荷重変動として検出できるのである。
【0030】
以上に説明したように、シートSの生産中は駆動停止させられて静止しているワイヤー8は、時間が経過すると、シートSから出てくる昇華物などの異物が付着するので汚れが付着する。そうすると、ワイヤー8からシートSへ付与する静電荷の量が減少して、「背景技術」欄で説明したような問題が発生する。
【0031】
そこで、駆動手段である巻取側モーター1aを駆動して、ワイヤー8をAの方向に走行させ、巻取手段である巻取リール5aにワイヤー8を巻き取り、巻出手段である巻出リール5bから巻き出された異物付着がない新たなワイヤー8と更新する。なお、この巻取リール5aへのワイヤー8の巻き取り開始の際には、巻取側非接触クラッチ2aを用いて、巻取リール5aに徐々にトルクを加えることで、巻出リール5bから巻き出されるワイヤー8の巻取加速及び巻出加速を緩やかにすることが望ましい。
【0032】
また、これによりワイヤー8の走行開始時に生じる静摩擦抵抗やメカニカルロスによる張力の急激な増大を緩和できる。したがって、張力の急激な増大に起因するワイヤー8の切断を回避でき、その結果、切断なくワイヤー8を巻出リール5bからスムーズに巻き出して、巻取リール5aに巻き取ることができる。
【0033】
ここで、本発明に使用できる巻取側非接触クラッチ2aとしては、電磁力により軸伝達トルクを制御できる市販のヒステリシスクラッチを例示でき、更に、外部からの信号入力により励磁電流を調節でき、トルクをコントロールできるものが好適である。何故ならば、このよう巻取側非接触クラッチ2aを使用することにより、モーター1aと巻取リール5aをこのような巻取側非接触クラッチ2aを介してスリップしながら回転させることができ、スリップ域においてトルクを緩やかに上昇させることができるので半クラッチ接続の状態が保持され、張力の急激な増大を防止できるからである。
【0034】
その際、巻き取りを終了する方法については、周知の方法を使用すれば良く、それ故に特に限定する必要はないが、巻取側モーター1aの駆動を停止することにより終了させることができる。なお、巻取モーター1aは、ワイヤー8の更新時だけ回転させても良く、常時回転させておいても良いが、回転速度を調整できる機能を有するものが好ましい。また、モーターから巻取リール5aまでの間に減速機を付けても良い。ただし、巻取モーター1aを常時回転させておく場合は、巻取側非接触クラッチ2aによって巻取モーター1aの駆動力がワイヤー8に伝達されないように、巻取側非接触クラッチ2aを制御しておくことが必要である。
【0035】
次に、本発明に係る熱可塑性樹脂シートの製造装置においては、ワイヤー8に掛かる張力を検出するための張力検出手段6を備えることが好ましい。なお、この張力検出手段6は、例えば図1に例示したように、プーリー7aと巻取リール5aとの間の巻取側の位置に設けることができる。これによって、ワイヤー8の更新に当り、ワイヤー8の巻き取り開始から終了までの間、ワイヤー8に対して急激な張力の増大を招かないように制御することができる。
【0036】
すなわち、張力検出手段6によりワイヤー8の張力を検出することにより、検出した張力と予め設定した目標張力との間の偏差を算出し、算出した偏差がゼロとなるように巻出側非接触クラッチ2bをフィードバック制御して、ワイヤー8の張力が常にほぼ一定となるようにトルク調整することができる。このとき、生産中のワイヤー8の張力と更新するワイヤー8の巻取り中の張力とを同じに設定することで、ワイヤー8の更新走行と移動停止との間の移行をスムーズに行なうことができ、これによって、シートエッジ部の厚みや巾に変化がなく、製品ロスが少ない安定した生産を行うことができる。
【0037】
更には、一定の張力を一定の範囲内に制御しながら、更新するワイヤー8の走行速度をできるだけ速く移動させることができる。したがって、以上に説明した装置構成とすることにより、本発明においては、更新するワイヤー8の巻き取り速度(移動速度)として、その平均速度を0.2m/分以上とすることができ、このワイヤー8の巻き取り速度によってシートSの生産ロスをよの少なくできることを可能としている。
【0038】
ここで、本発明においては、生産中のワイヤー8の張力を35〜60Nとすることが好ましい。何故ならば、上限値の60Nより高いとワイヤー8が簡単に切断してしまい、また、下限値の35Nより低いと厚み斑の発生が問題となるからである。
【0039】
また、ワイヤー8の径は0.1〜0.5mmが好ましい。何故ならば、下限値の0.1mmより細いとワイヤー8が簡単に切断しやすく、上限値の0.5mmより太いとシートSと冷却ドラム10の密着性が悪くなるからである。なお、ワイヤー8の材質は、特に限定されるものではないが、公知のものを使用でき、例えばSUS304やタングステンを例示でき、その表面にメッキを施してあっても良い。
【実施例】
【0040】
以下、実施例により本発明に係る熱可塑性樹脂シートの製造方法を具体的に説明する。なお、後述する例中および表中の評価は次のように行った。
【0041】
[厚み斑]
この「厚み斑」については、2軸延伸した後のフィルムにおいて、その製品中央部における長手方向5mの厚み値を測定し、測定した最大値と最小値の差をとり、この差を「目標厚み値」で除したものを百分率(%)で表して「厚み斑」とした。
○:厚み斑が2%以下である。
×:厚み斑が2%を越える。
【0042】
[生産状況]
○:生産中にワイヤー切断や厚み斑などの異常がない。
×:生産中に発生するワイヤー切断や厚み斑異常などである。なお、異常の詳細内容については、表1の「備考」欄に記述した。
【0043】
[実施例1]
まず、熱可塑性樹脂は、全熱可塑性樹脂に対して有機系滑剤であるシリコーン微粒子を1.0重量%含有したポリエチレンテレフタレート(PET)とした。なお、実施例1では、熱可塑政治油脂として、有機系滑剤であるシリコーン微粒子を練りこんだポリエチレンテレフタレート(PET)を使用した例のみを挙げて説明するが、熱可塑性樹脂としては、これに限定されず本発明の要旨を満足するものであれば、適用可能であることは言うまでもないであろう。
【0044】
前記ペレットを180℃で4時間乾燥した後に、溶融押出機に供給して270〜300℃で加熱溶融し、溶融した熱可塑性樹脂を2000mmの吐出巾を有する押出し成形ダイによりシート状に成形した。更に、このシートを図1に例示したワイヤー装置によって、表面温度25℃に冷却された冷却ドラム上にキャスティング速度30m/分で密着固化させつつ、未延伸シートとした。
【0045】
次いで、以下の工程については図示省略するが、得られた未延伸シートを巻き取らずにそのまま一対のロールの周速差を利用し赤外線ヒーターにより非接触で加熱しながら縦方向に3.5倍に縦延伸し、更に、この一軸延伸フィルムをテンターへと導き、フィルムの両端をクリップで把持しながら120℃の熱雰囲気中で4.5倍に横延伸し厚み30μmの二軸延伸ポリエステルフィルムとした。
【0046】
このとき使用したワイヤーの材質はSUS304であり、その線径は0.2mmであった。また、このワイヤーの設置位置は、ダイから溶融押し出されたシートが冷却ドラム10と接する位置の上方5mmとした。更に、1対のプーリー7a及び7bの間に張設されたワイヤーの長さを2500mmに設定し、生産中の静止ワイヤーの張力を巻出側非接触クラッチ2b(三菱電機製 ZHA−1.2Aのヒステリシスクラッチ)のトルクを調整することによって、張力検出手段6の指示値が55Nになるようにした。なお、図1には図示省略した静電荷付与手段によって、静電荷をワイヤーへ印加する際の直流印加電圧は6.5kVとし、そのときの電流は5mAとして、プーリーを介してワイヤーに静電荷を付与した。
【0047】
以上に述べた条件のもと、二軸延伸ポリエステルフィルムの生産を24時間継続して行い、途中、ワイヤーは2時間に1回巻き取った。ワイヤーの巻き取り長は3000mm、巻き取りの平均速度は速度検出器3を用いて測定し、平均1.5m/分となるように調整した。更に、巻取側非接触クラッチ2aは、定格トルク0.12N・mのヒステリシスクラッチ(三菱電機製 ZHA−1.2A)を用いてトルクをワイヤーに緩やかに伝達させて張力の急激な増大を招かないように張力を制御しながらワイヤーを巻き取った。
【0048】
このようにして得られたシートに係る生産中の結果を表1に示す。表1から明らかなように、実施例1では、合計11回の巻き取り中にワイヤーが切断することもなく、ワイヤーの張力上昇も抑えられていることが判った。また、製品の厚み斑も良好で、生産状況は良好であった。
【0049】
[実施例2]
ワイヤー巻き取り中の張力を巻出側非接触クラッチ2bにフィードバックし張力を一定に制御する以外は実施例1と同様に二軸延伸ポリエステルフィルムを生産した。ワイヤー巻き取り中の張力変動が実施例1と比較し小さいことが判り、生産状況も良好であった。
【0050】
[比較例1]
図1の装置において、巻取側非接触クラッチ2aを用いず、モーター1aと巻取リール5aが直結された以外は実施例1と同様に生産を開始し、ワイヤーを巻き取った。このとき、ワイヤーを2回巻き取ったが2回ともワイヤーが切断し復帰にも時間を要し、運転開始から8時間で生産を中断した。
【0051】
[比較例2]
巻き取り時のワイヤー張力を30Nに設定した以外は比較例1と同様にワイヤーを巻き取った。このとき、ワイヤーを2回巻き取ったが、2回ともテンターでフィルムが切断し復帰にも時間を要し、運転開始から6時間で生産を中断した。
【0052】
[比較例3]
生産中のワイヤー張力を30Nに設定した以外は、比較例2と同様にワイヤーを巻き取った。このとき、ワイヤーの1回巻き取りでは切断が生じなかったが、厚み斑が規格はずれとなり運転開始から3時間でテストを中断した。
【0053】
【表1】
【図面の簡単な説明】
【0054】
【図1】本発明に係る熱可塑性樹脂シートの製造装置の一実施形態例における「静電印加キャスト装置のワイヤー走行系」の概略装置構成を例示した図である。
【図2】静電印加キャスト法による熱可塑性樹脂シートの製造方法の説明図である。
【符号の説明】
【0055】
1a:巻取側モーター(巻取側駆動手段)
1b:巻出側モーター(巻出側駆動手段)
2a:巻取側非接触クラッチ
2b:巻出側非接触クラッチ
3:速度検出手段
4:ワンウェイクラッチ
5a:巻取リール(巻取手段)
5b:巻出リール(巻出手段)
6:張力検出手段
7:プーリー
8:ワイヤー状電極(ワイヤー)
9a,9b,9c:張力検出ロール
10:冷却ドラム
11:ダイ
A:ワイヤーの走行方向
S:熱可塑性樹脂シート
【特許請求の範囲】
【請求項1】
溶融した熱可塑性樹脂をシート状に押し出しすダイと、前記シート状熱可塑性樹脂を密着させて冷却する冷却ドラムと、前記冷却ドラムで冷却される前の前記シート状熱可塑性樹脂に接触して静電荷を付与するワイヤー状電極と、前記ワイヤー状電極を巻き出す巻出手段と、前記ワイヤー状電極を巻き取る巻取手段とを備えた熱可塑性樹脂シートの製造装置において、
ワイヤー状電極の張力を検出する張力検出手段を設けて、検出した張力に基づいてワイヤー状電極の張力が目的とする張力となるように前記巻出手段の巻出トルク及び/又は前記巻取手段の巻取トルクを制御することを特徴とする熱可塑性樹脂シートの製造装置。
【請求項2】
前記巻出トルク及び/又は前記巻取トルクの調整を非接触クラッチによって行うことを特徴とする請求項1に記載の熱可塑性樹脂シートの製造装置。
【請求項3】
非接触クラッチが励磁式のヒステリシスクラッチであることを特徴とする請求項2に記載の熱可塑性樹脂シートの製造装置。
【請求項4】
前記ワイヤー状電極を巻取方向へ走行させ逆方向には走行させないワンウェイクラッチを巻取側に設けたことを特徴とする請求項1〜3の何れか一項に記載の熱可塑性樹脂シートの製造装置。
【請求項5】
前記巻出手段が巻取方向とは逆方向に駆動される駆動手段を有することを特徴とする請求項4に記載の熱可塑性樹脂シートの製造装置。
【請求項6】
溶融した熱可塑性樹脂をシート状に押し出し、前記シート状熱可塑性樹脂を静電荷が付与されたワイヤー状電極と接触させた後に冷却ドラム上に密着させて冷却して未延伸シートを得ると共に前記ワイヤー状電極を断続的に巻き出して巻き出した前記ワイヤー状電極を巻き取ることによって更新する方法において、
前記ワイヤー状電極を巻き取るトルク及び/又は巻き出すトルクを徐々に増大させて前記ワイヤー状電極の巻き出しと巻き取りを開始することを特徴とする熱可塑性樹脂シートの製造方法。
【請求項7】
前記ワイヤー状電極の巻き出しと巻き取りの際に、前記ワイヤー状電極の張力を測定して、測定した張力が一定となるようにワイヤー状電極の巻出側トルク及び/又は巻取側トルクを調整することを特徴とする請求項6に記載の熱可塑性樹脂シートの製造方法。
【請求項8】
前記巻取側トルク及び/又は前記巻出側トルクの調整を非接触クラッチを用いて行うことを特徴とする請求項6又は請求項7に記載の熱可塑性樹脂シートの製造方法。
【請求項9】
前記ワイヤー状電極の巻き取り中の張力を前記シート状熱可塑性樹脂の生産時張力と同じ張力に調整することを特徴とする請求項6〜8の何れか1項に記載の熱可塑性樹脂シートの製造方法。
【請求項10】
前記ワイヤー状電極の張力が、35〜60Nであることを特徴とする請求項6〜9の何れか1項に記載の熱可塑性樹脂シートの製造方法。
【請求項11】
前記ワイヤー状電極の巻き取り速度が平均速度で0.2m/分以上であることを特徴とする請求項6〜10の何れか1項に記載の熱可塑性樹脂シートの製造方法。
【請求項1】
溶融した熱可塑性樹脂をシート状に押し出しすダイと、前記シート状熱可塑性樹脂を密着させて冷却する冷却ドラムと、前記冷却ドラムで冷却される前の前記シート状熱可塑性樹脂に接触して静電荷を付与するワイヤー状電極と、前記ワイヤー状電極を巻き出す巻出手段と、前記ワイヤー状電極を巻き取る巻取手段とを備えた熱可塑性樹脂シートの製造装置において、
ワイヤー状電極の張力を検出する張力検出手段を設けて、検出した張力に基づいてワイヤー状電極の張力が目的とする張力となるように前記巻出手段の巻出トルク及び/又は前記巻取手段の巻取トルクを制御することを特徴とする熱可塑性樹脂シートの製造装置。
【請求項2】
前記巻出トルク及び/又は前記巻取トルクの調整を非接触クラッチによって行うことを特徴とする請求項1に記載の熱可塑性樹脂シートの製造装置。
【請求項3】
非接触クラッチが励磁式のヒステリシスクラッチであることを特徴とする請求項2に記載の熱可塑性樹脂シートの製造装置。
【請求項4】
前記ワイヤー状電極を巻取方向へ走行させ逆方向には走行させないワンウェイクラッチを巻取側に設けたことを特徴とする請求項1〜3の何れか一項に記載の熱可塑性樹脂シートの製造装置。
【請求項5】
前記巻出手段が巻取方向とは逆方向に駆動される駆動手段を有することを特徴とする請求項4に記載の熱可塑性樹脂シートの製造装置。
【請求項6】
溶融した熱可塑性樹脂をシート状に押し出し、前記シート状熱可塑性樹脂を静電荷が付与されたワイヤー状電極と接触させた後に冷却ドラム上に密着させて冷却して未延伸シートを得ると共に前記ワイヤー状電極を断続的に巻き出して巻き出した前記ワイヤー状電極を巻き取ることによって更新する方法において、
前記ワイヤー状電極を巻き取るトルク及び/又は巻き出すトルクを徐々に増大させて前記ワイヤー状電極の巻き出しと巻き取りを開始することを特徴とする熱可塑性樹脂シートの製造方法。
【請求項7】
前記ワイヤー状電極の巻き出しと巻き取りの際に、前記ワイヤー状電極の張力を測定して、測定した張力が一定となるようにワイヤー状電極の巻出側トルク及び/又は巻取側トルクを調整することを特徴とする請求項6に記載の熱可塑性樹脂シートの製造方法。
【請求項8】
前記巻取側トルク及び/又は前記巻出側トルクの調整を非接触クラッチを用いて行うことを特徴とする請求項6又は請求項7に記載の熱可塑性樹脂シートの製造方法。
【請求項9】
前記ワイヤー状電極の巻き取り中の張力を前記シート状熱可塑性樹脂の生産時張力と同じ張力に調整することを特徴とする請求項6〜8の何れか1項に記載の熱可塑性樹脂シートの製造方法。
【請求項10】
前記ワイヤー状電極の張力が、35〜60Nであることを特徴とする請求項6〜9の何れか1項に記載の熱可塑性樹脂シートの製造方法。
【請求項11】
前記ワイヤー状電極の巻き取り速度が平均速度で0.2m/分以上であることを特徴とする請求項6〜10の何れか1項に記載の熱可塑性樹脂シートの製造方法。
【図1】


【図2】
【図2】
【公開番号】特開2009−234194(P2009−234194A)
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願番号】特願2008−86359(P2008−86359)
【出願日】平成20年3月28日(2008.3.28)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
【公開日】平成21年10月15日(2009.10.15)
【国際特許分類】
【出願日】平成20年3月28日(2008.3.28)
【出願人】(301020226)帝人デュポンフィルム株式会社 (517)
【Fターム(参考)】
[ Back to top ]