
熱可塑性樹脂シート
【課題】保温性に優れ、収束性、収納性に優れ、農業分野における、敷物、日覆、ハウス内カーテン等に適した熱可塑性樹脂シートの提供
【解決手段】一軸延伸された熱可塑性樹脂の線条体からなり、経緯の一方の繊度を大きく、他方を小さくすると共に、経緯の線条体間に線条体より融点の低い熱可塑性樹脂からなる接合材を介装して布状体とした後、線条体間を熱溶着した熱可塑性樹脂シート。
【解決手段】一軸延伸された熱可塑性樹脂の線条体からなり、経緯の一方の繊度を大きく、他方を小さくすると共に、経緯の線条体間に線条体より融点の低い熱可塑性樹脂からなる接合材を介装して布状体とした後、線条体間を熱溶着した熱可塑性樹脂シート。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、敷物、日覆、ハウス内カーテン等の農業用資材として適した熱可塑性樹脂シート、さらに詳しくは、保温性に優れ、収束性、収納性に優れた熱可塑性樹脂シートに関する。
【背景技術】
【0002】
野菜、果実作物、花卉等の栽培における日覆、ハウス内カーテン、敷物、あるいは、工場等の仕切りとして熱可塑性樹脂の一軸延伸糸を織成したシートが広く用いられている。
【0003】
農業分野において、日覆、ハウス内カーテン等に使用する場合には、圃場の温度、太陽の強さ等によって頻繁に開け閉めを行って覆いの度合いを調節する必要がある。また、仕切りとして使用される場合においても、通常時は閉鎖された状態に仕切られるが、通用の頻度が多いときは、開放できることが必要となる。
【0004】
張設されたシートを開く場合には、展開されたシートを一方にたくし寄せて一個所にまとめられるが、このとき、たくし寄せられたシートは、収束性に優れ、コンパクトに束ねられることが重要である。収束性の乏しいシートでは、引き寄せられたシートの嵩が大きくなって不体裁になり、また、農業分野においては、束ねられたシートが影をつくるため、太陽光の取入れが悪くなる問題がある。また使用時以外の保管においても、大きな収容空間が必要となる。
【0005】
また、かかるシートは、開閉のために、頻繁に機械的応力が働き、また、擦れ合うために、経緯糸に目ずれが生じ易く、いたみが速いという問題もある。
【0006】
一方、農業分野におけるシートとしては、熱可塑性樹脂のフィルムが用いられることが多いが、内側の湿度が高くなり過ぎるため、作物に悪影響を与える問題があり、これを回避するための高湿度対策として、熱可塑性樹脂のフラットヤーンを織成した織布が使用されているが、経緯糸に目ずれが生じて不体裁になったり、場合によっては、使用できなくなったりする問題がある。このため、熱可塑性樹脂のフラットヤーンの織布を使用する場合には、目ずれ防止対策として、織布とした後、経緯糸間を熱融着して固定する方法が必要となる。
【0007】
熱収縮の大きい一軸延伸フラットヤーンを熱融着する方法として、一般に、延伸効果の大きい結晶性樹脂からなる基層の表面に、基層樹脂より融点が低く、融着性の高い樹脂からなる接合層を積層した熱融着性フラットヤーンを経緯に用いて織成し、織成した後、織布を加熱して経緯糸間を熱融着する方法が取られている。
【0008】
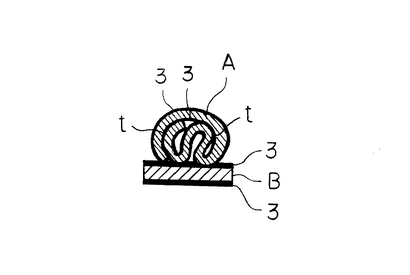
しかし、ハウス内カーテン等は、遮光性、保温性を付与するために、経緯糸の少なくとも一方に繊度の大きい織糸が使用されており、繊度を大きくする方法として、広幅のフラットヤーンを調製して、これを幅方向に収束して丸めて使用されている。すなわち、図5に示すように、広幅のフラットヤーンAが幅方向に収束されて、幅方向に不規則に屈曲して丸まった形状となって織成される。このため、熱融着性フラットヤーンを用いて織成した織布に熱をかけると、経緯糸間の熱溶着のみならず、収束されたフラットヤーン自体の折重なった部分tが融着して結合するため、フラットヤーンが硬くなってしなやかさを失ったり、隣接する経糸同志あるいは緯糸同志が結合して固まるために丸めることが難しくなり、熱可塑性樹脂シートとして使用した際、たくし上げると嵩高となり、コンパクトにまとめることが難しくなる。
【0009】
このような理由から、開閉の頻度の大きい場合においても、いたみが少なく耐久性に優れ、また、しなやかさを保持して、収束性の優れたシートの開発が要請されていた。
【特許文献1】特許1796609号
【特許文献2】特開平11−266717
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、保温性、耐久性に優れ、収束性、収納性に優れ、農業分野における、敷物、日覆、ハウス内カーテン等に適した熱可塑性樹脂シートを提供するものである。
【課題を解決するための手段】
【0011】
本発明は、かかる課題を解決するために鋭意検討した結果なされたものであって、具体的には、一軸延伸された熱可塑性樹脂の線条体からなり、経緯の一方の繊度を大きく、他方を小さくすると共に、経緯の線条体間に線条体より融点の低い熱可塑性樹脂からなる接合材を介装して布状体とした後、線条体間を熱溶着してなることを特徴とする熱可塑性樹脂シートを提供するものである。
【0012】
また、本発明は、繊度の大きい線条体が隣接経糸と接触するように密に打ち込まれた経糸と、繊度の小さい線条体が隣接緯糸との間に間隔を置いて粗に打ち込まれた緯糸からなる上記の熱可塑性樹脂シート、接合材を予めテープ状に成形し、テープ状体を線条体に添わせて織成することによって線条体間に介装してしてなる上記の熱可塑性樹脂シート、経緯の線条体と接合材がポリオレフィンからなる上記の熱可塑性樹脂シート、及び、ポリオレフィンがヒンダードアミンを側鎖に有するエチレン系重合体を含有する上記の熱可塑性樹脂シートを提供するものである。
【発明の効果】
【0013】
本発明熱可塑性樹脂シートは、織糸として繊度の大きい線条体を用いるから、保温性に優れ、また、腰があるからシートの垂れ下がりが少なく、農業分野に使用するときは、農作業の能率を上げることができる。
【0014】
また、本発明熱可塑性樹脂シートは、簡単にたくし上げることができ、たくし上げたシートはコンパクトに収束することができ、多用途に使用可能な熱可塑性樹脂シートが得られる。
【発明を実施するための最良の形態】
【0015】
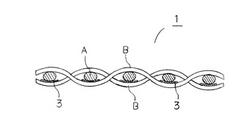
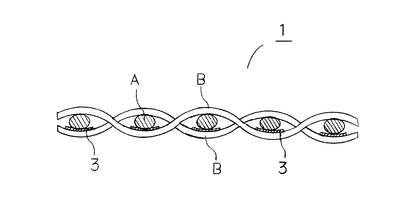
本発明熱可塑性樹脂シート1は、図1に示すように、一軸延伸された熱可塑性樹脂の線条体A、Bが布状に形成される。線条体としては、繊度の大きい線条体Aと、繊度の小さい線条体Bが用いられ、通常は、繊度の大きい線条体Aを経糸、繊度の小さい線条体Bを緯糸として織成される。
【0016】
繊度の大きい線条体Aとしては、テープ状のフラットヤーン、フラットヤーンに縦方向に多数の切れ目を入れて開繊したスプリットヤーン、あるいは、多数の細いフィラメントが束ねられたマルチフィラメントが使用される。フラットヤーン又はスプリットヤーンを使用するときは、一般には、広幅のヤーンを形成し、これを幅方向に寄せ集めて収束して使用される。
【0017】
繊度の大きい線条体Aを構成する熱可塑性樹脂としては、延伸効果の大きい樹脂、一般には結晶性樹脂が使用され、具体的には、高密度ポリエチレン、中密度ポリエチレン、ポリプロピレン、エチレン・α−オレフィン系重合体、エチレン・酢酸ビニル共重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ビニロン等を用いることができる。中でも加工性と経済性から高密度ポリエチレン、中密度ポリエチレン、ポリプロピレン等のポリオレフィンが望ましい。
【0018】
線条体Aとしてマルチフィラメントを使用するときは、単繊維の太さは0.05〜50デシテックスの範囲が好ましく、単繊維が収束されたマルチフィラメントの太さとしては、10〜5000デシテックス、好ましくは100〜3000デシテックスとされる。線条体Aとしてフラットヤーン等のテープ状体を用いるときは、一般に、75〜5000デシテックス、糸幅が2.0〜50mm、好ましくは5.0〜30mmの範囲とされる。
【0019】
また、線条体Aは、上記熱可塑性樹脂の単層体の他、目的に応じて2種以上の熱可塑性樹脂を積層した複合線条体とすることができる。しかし、複合線条体とするときは、表面を形成する熱可塑性樹脂は、後述する織布とした後の加熱処理において熱融着性を示すような融点の低い樹脂の使用は避けられる。
【0020】
繊度の小さい線条体Bとしては、一軸延伸された熱可塑性樹脂のテープ状体やモノフィラメント、マルチフィラメントが使用され、織成された後、線条体A、B間に介装された接合材3を介して線条体Aと接合される。
【0021】
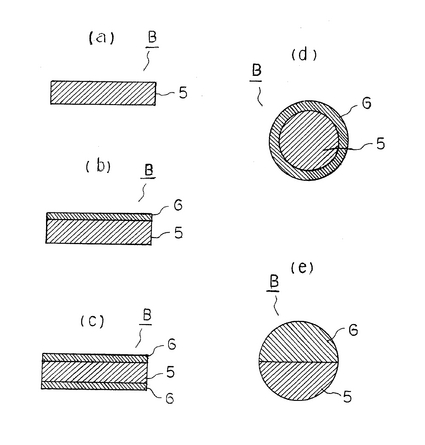
線条体Bは、図3(a)に示すように、結晶性樹脂の単層であってもよく、また、図3(b)に示すように、基層5の片面に基層5を構成する熱可塑性樹脂より低融点の熱可塑性樹脂接合層6を積層したものとすることができる。また、図3(c)に示すように、接合層6を基層5の両面に積層することができる。また、図3(d)、3(e)に示すように、シースコアー構造、サイドバイサイド構造とすることもできる。
【0022】
線条体Bの単層体、あるいは複合体の基層5を構成する熱可塑性樹脂としては、延伸効果の大きい樹脂、一般には結晶性樹脂が使用され、具体的には、高密度ポリエチレン、中密度ポリエチレン、ポリプロピレン、エチレン・プロピレン共重合体、エチレン・α−オレフィン系重合体、エチレン・酢酸ビニル共重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ビニロン等を用いることができる。中でも加工性と経済性から高密度ポリエチレン、中密度ポリエチレン、ポリプロピレン等のポリオレフィンが望ましい。
【0023】
接合層6は、線条体Aと線条体Bが織成された後、両者間の接合を容易にするもので、基層5を構成する熱可塑性樹脂より融点が低く熱融着性の優れた熱可塑性樹脂が用いられる。具体的には、高圧法低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレン・プロピレン共重合体、エチレン・α−オレフィン系重合体、エチレン・酢酸ビニル共重合体等のオレフィン系重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66のポリアミド等を用いることができ、線条体A、Bの基層の熱可塑性樹脂との関係で基層より低融点、好ましくは20℃以上融点の低い熱可塑性樹脂が選択される。特に、高圧法低密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン等のオレフィン系重合体が望ましく、特に、メタロセン触媒を用いて重合した線状低密度ポリエチレンが好ましい。
【0024】
繊度の小さい線条体Bとしては、太さが10〜2000デシテックスの範囲が好ましく、糸幅が0.5〜10mm、好ましくは1.0〜6mm、厚さが10〜150μm、好ましくは20〜100μmの範囲とされる。
【0025】
線条体A又は線条体Bを形成する熱可塑性樹脂には、無機充填材を添加することができる。無機充填材の種類としては、熱可塑性樹脂添加材として自体公知の無機充填材を使用することができ、例えば、タルク、クレー、マイカ、炭酸カルシウム、硫酸バリウム、ウオラストナイト、ゼオライト、ハイドロタルサイト、水酸化アルミニウム、水酸化マグネシウム、珪酸カルシウム等を使用することができる。無機充填材を配合することによって風合いや保温性、または製織性を向上することができ、無機充填材の配合量は、1〜40重量%、好ましくは3〜30重量%である。
【0026】
繊度の大きい線条体A又は繊度の小さい線条体Bを構成する熱可塑性樹脂には、目的に応じて各種の添加剤を添加することができる。
【0027】
具体的には、フェノール系、有機ホスファイト系、ホスナイトなどの有機リン系、チオエーテル系等の酸化防止剤;ヒンダードアミン系等の光安定剤;ベンゾフェノン系、ベンゾトリアゾール系、ベンゾエート系等の紫外線吸収剤;ノニオン系、カチオン系、アニオン系等の帯電防止剤;ビスアミド系、ワックス系、有機金属塩系等の分散剤;アミド系、ワックス系、有機金属塩系、エステル系等の滑剤;含臭素有機系、メラミン系、リン酸系、燐酸エステル系、三酸化アンチモン、水酸化マグネシウム、赤リン等の難燃剤;有機顔料;無機顔料;金属イオン系などの無機、有機抗菌剤等が挙げられる。特に、線条体A又は線条体Bを構成する樹脂として、ポリオレフィンが使用されたときは、ヒンダードアミンを側鎖に有するエチレン系重合体を配合することが望ましい。
【0028】
上記の充填剤あるいは添加剤は、適宜組み合わせて、材料組成物を調製するいずれかの工程で配合される。添加剤の配合は、従来の公知の二軸スクリュー押出機、バンバリーミキサー、ニーダー、ミキシングロール等の混練装置を用いて所定割合に混合して、これを溶融混練して調製してもよいし、高濃度のいわゆるマスターバッチを作製し、これを希釈して使用するようにしてもよい。
【0029】
線条体Bとして、接合層6を形成した複合体が使用される場合、その成形材料となる積層フィルムを成形する手段としては、予め基層5となるフィルムと接合層6となるフィルムを形成してドライラミネート法や熱ラミネート法を用いて複層化する手段や、基層5となるフィルムの表面に接合層6となる熱可塑性樹脂をコーティングする方法、予め形成した基層5となるフィルムに接合層6を押出ラミネートする方法、あるいは、多層共押出法によって積層フィルムとして押出成形するなどの公知の手段から適宜選択して用いればよいが、成形の容易さやコスト面、並びに、製品の各層間の接着性及び光透過性の点では、多層共押出法によって基層5と接合層6の積層体を一段で得る方法が望ましい。
【0030】
また、延伸する方法としては、基層5となるフィルムを一軸方向に延伸した後、接合層6となる熱可塑性樹脂を積層し、これをテープ状にスリットしてもよく、あるいは、基層5と接合層6とが積層された積層フィルムをスリットする前、又は、スリットした後、一軸方向に延伸することによって得ることもできる。
【0031】
延伸方法としては、熱ロールによる延伸、熱板による延伸、熱風炉内でロールによって延伸する方法等によって行うことができる。延伸倍率は、3〜12倍、好ましくは5〜10倍程度が適当である。
【0032】
得られた線条体A又は線条体Bは、図1に示すように、通常、繊度の大きい線条体Aを経糸とし、繊度の小さい線条体Bを緯糸として織成され、その際、接合材3が、線条体Aと線条体Bの間に介装される。接合材3は、線条体Aと線条体Bが織成された後、両者間を接合するもので、線条体Aと線条体Bを構成する熱可塑性樹脂、線条体が複合体からなるときはその基層を構成する熱可塑性樹脂より融点が低く熱融着性の優れた熱可塑性樹脂が使用される。
【0033】
具体的には、高圧法低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレン・プロピレン共重合体、エチレン・α−オレフィン系重合体、エチレン・酢酸ビニル共重合体等のオレフィン系重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66のポリアミド等を用いることができ、線条体A及び線条体Bの基層の熱可塑性樹脂との関係で、より低融点、好ましくは20℃以上融点の低い熱可塑性樹脂が選択される。特に、高圧法低密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン等のオレフィン系重合体が望ましく、特に、メタロセン触媒を用いて重合した線状低密度ポリエチレンが好ましい。
【0034】
接合材3を線条体Aと線条体Bの間に介装する方法としては、接合材を予めテープ状に形成して、織成時に線条体A又は線条体Bに添わせて織り込むことができる。接合材3を独立したテープ状に形成して、これを織り込むことによって、線条体のしなやかさを失わせることがなく、線条体Bの長さ方向に収束することが容易なシートを得ることができる。
【0035】
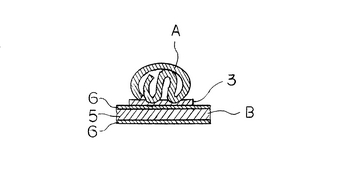
テープ状の接合材3は、通常、図1、図2に示すように、線条体Aに添わせて織成される。しかし、目的に応じて、線条体Bに重ねて織成することもできる。接合材3は、図1、図2に示すように線条体の片側のみであってもよく、また、両側に添わせてもよい。
【0036】
接合材3は、テープ状に形成して織成時に線条体に沿わせて介装させるときは、厚さが5〜200μm、好ましくは、10〜50μm、幅が0.5〜10mm、好ましくは1.0〜6mmの範囲のテープ状とされる。この場合、接合材3として、芯材を使用し、芯材の両面に熱融着性に優れた樹脂を積層した複合体とすることができる。接合材3を複合体とする方法としては、線条体Bの複合体を得る方法と同様の方法を採用することができる。
【0037】
接合材3を線条体A又は線条体Bに添わせて織成する方法としては、テープ状の接合材3と、線条体A又は線条体Bとをそれぞれ独立に織機に供給して、織機内で重ね合わせて織り込むことによって行うことができ、また、目的に応じて、接合材3を線条体B又は収束された線条体Aに接合しておき、これを織機に供給することもできる。
【0038】
この場合、接合材3を接合した線条体Bは、先に述べた線条体Bの複合体と同様の構造となる。従って、線条体Bの接合層6の厚さを先に述べた接合材3と同様の厚さ、すなわち、5μm以上とすることによって、接合層6を接合材3に兼ねさせることができ、かかる場合も、本発明に含まれるものとする。
【0039】
なお、線条体Bとして接合層6を積層した複合体が用いられるときは、接合材3を改めて添わせる必要はないが、複合線条体に併せてテープ状の接合材3を使用することもでき、また好ましい態様である。特に、テープ状の接合材3を線条体Aに添わせ、線条体Bとして接合層6を有する複合線条体を使用することが好ましい。
【0040】
経糸の打込み密度は、一般に、3〜30本/25.4mm、好ましくは5〜20本/25.4mmとされる。繊度の大きい線条体A間は密であることが望ましく、隣接する線条体Aが接触するように構成することが望ましく、密に打込むことによって、断熱性、保温性に優れたシートとすることができ、一方、繊度の小さい線条体Bは間隔を置いて打ち込むことが望ましく、間隔を置いて打ち込むことによって、たくし寄せて束ねることが容易になる。
【0041】
本発明熱可塑性樹脂シート1の質量は、20〜300g/m2であることが望ましく、20g/m2未満であると耐久性や保温性に劣り、300g/m2を超えるとシートを操作するためのワイヤーなどに過剰な負荷がかかり構造体の耐久性を低下させる。
【0042】
織成された布状体は、加熱されて線条体A、線条体B間が熱溶着される。熱溶着は超音波溶着、高周波溶着、熱風炉を使用することができるが、熱ロールで加熱溶着させるのが一般的である。
【0043】
本発明熱可塑性樹脂シート1の両側は、緯糸である繊度の小さい線条体Bを折り返して織成することによってほつれを防止することができ、また、端部、あるいは、切断端部は、テープ止め、あるいは、接着剤、ホットメルト剤で固定することができる。また、切断を溶断とすることによってほつれを防止することも可能である。
【0044】
本発明熱可塑性樹脂シート1は、必要に応じて表面を親水性化する処理が行われる。親水性化処理によって、結露によって生じた水滴が作物の上に落ちることを防ぐことができる。親水性化処理は、火炎処理、コロナ処理やプラズマ処理等の等の物理化学的処理、あるいは、界面活性剤等を熱可塑性樹脂中に添加し、樹脂表面にブリードアウトさせる方法や親水性樹脂等をコーティングする等の化学的処理を利用することができる。なお、親水性化処理は、織成する前の線条体に行うことができ、また、織成した後シートに対して行うことができる。
【実施例】
【0045】
(実施例1〜3)
1.線条体Aの成形
高密度ポリエチレン(密度:0.956g/cm3、融点:132℃)100%をインフレーション法によってフィルムに形成し、そのフィルムを所定幅にスリットした後、温度100℃の熱板に接触させ6.5倍に一軸延伸し、更に温度110℃の熱風循環式オーブン内で7%の弛緩処理を行い、得られたフラットヤーンを回転している針刃ロールにて開繊を行って、繊度1500dtのスプリットヤーンを製造した。
【0046】
2.線条体Bの成形
高密度ポリエチレン(密度:0.956g/cm3、融点:132℃)100%を基層として用い、その両面に高圧法低密度ポリエチレン(密度:0.922g/cm3、融点:113℃)を積層させ、インフレーション法にて2種3層フィルムを形成した。
このフィルムを所定幅にスリットした後、温度100℃の熱板に接触させて6.5倍に一軸延伸し、更に温度110℃の熱風循環式オーブン内で5%の弛緩処理を行うことによって、繊度700dt、幅2mmのフラットヤーンを形成した。表層:基層:表層の比率は10:80:10であった。
【0047】
3.接合材3の成形
高密度ポリエチレン(密度:0.956g/cm3、融点:132℃)100%を基層として用い、その両面に高圧法低密度ポリエチレン(密度:0.922g/cm3、融点:113℃)を積層させ、インフレーション法にて2種3層フィルムを形成した。
このフィルムを所定幅にスリットした後、温度100℃の熱板に接触させて6.5倍に一軸延伸し、更に温度110℃の熱風循環式オーブン内で5%の弛緩処理を行うことによって、表1に示すフラットヤーンを形成した。表層:基層:表層の比率は10:80:10であった。
【0048】
4.製織
スルーザー織機を用いて、経糸として上記線条体Aと接合材3とを配列し、上記線条体Bを緯糸として、平織りの織布を形成した後、その織布を120℃の熱ロール上に接触させて、経緯糸の交点を熱融着させ、表1に示す熱可塑性樹脂シートを得た。
【0049】
(比較例1)
製織の際、接合材3を用いなかった以外は実施例1と同様の方法でシートを製造した。
【0050】
(比較例2)
1.線条体Aの成形
高密度ポリエチレン(密度:0.956g/cm3、融点:132℃)100%を基層として用い、その両面に高圧法低密度ポリエチレン(密度:0.922g/cm3、融点:113℃)を積層させ、インフレーション法にて2種3層フィルムを形成した。
このフィルムを所定幅にスリットした後、温度100℃の熱板に接触させて6.5倍に一軸延伸し、更に温度110℃の熱風循環式オーブン内で5%の弛緩処理を行うことによって、表1のフラットヤーンを形成した。表層:基層:表層の比率は10:80:10であった。得られた2種3層フラットヤーンを回転している針刃ロールにて開繊を行って、繊度1500dtのスプリットヤーンを製造した。
【0051】
2.線条体Bの成形
実施例1と同様の方法で線条体Bを得た。
【0052】
3.製織
比較例1と同様の方法でシートを織成した。
【0053】
[評価方法]
1.接着強度
引張試験機のつかみに織布とかぎ針を取り付け、交点部分をかぎ針で引掛け、交点の接着が外れるまでの強度(cN)を測定する。
2.剛軟性
JIS L1096「一般織物試験方法」剛軟性A法(45°カンチレバー法)に準じた。
【表1】

【産業上の利用可能性】
【0054】
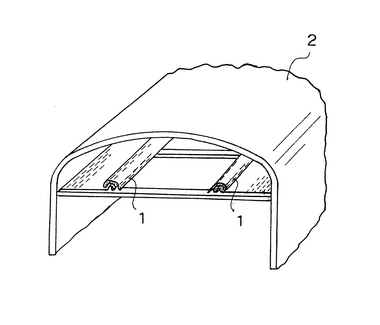
本発明熱可塑性樹脂シート1は、農業分野において、収穫物の天日干し等の際の敷物として使用でき、また、作物の日覆、図3に示すように、ハウス2内に張設してハウス用カーテンとして使用することができ、ハウス用カーテンとして用いた場合、引き寄せられたシートはコンパクトな棒状にまとまるから、垂れ下がったり、太陽光を遮る問題はない。また、本発明熱可塑性樹脂シート1は、工場等の仕切りとしても使用できる。
【図面の簡単な説明】
【0055】
【図1】本発明熱可塑性樹脂シートの例を示す縦断面図
【図2】線条体の接合を示す拡大縦断面図
【図3】延伸糸の例を示す縦断面図
【図4】本発明熱可塑性樹脂シートの使用例を示す斜視図
【図5】従来方法による線条体の接合を示す縦断面図
【符号の説明】
【0056】
A.B.線条体
1.熱可塑性樹脂シート
2.農業用ハウス
3.接合材
5.基層
6.接合層
【技術分野】
【0001】
本発明は、敷物、日覆、ハウス内カーテン等の農業用資材として適した熱可塑性樹脂シート、さらに詳しくは、保温性に優れ、収束性、収納性に優れた熱可塑性樹脂シートに関する。
【背景技術】
【0002】
野菜、果実作物、花卉等の栽培における日覆、ハウス内カーテン、敷物、あるいは、工場等の仕切りとして熱可塑性樹脂の一軸延伸糸を織成したシートが広く用いられている。
【0003】
農業分野において、日覆、ハウス内カーテン等に使用する場合には、圃場の温度、太陽の強さ等によって頻繁に開け閉めを行って覆いの度合いを調節する必要がある。また、仕切りとして使用される場合においても、通常時は閉鎖された状態に仕切られるが、通用の頻度が多いときは、開放できることが必要となる。
【0004】
張設されたシートを開く場合には、展開されたシートを一方にたくし寄せて一個所にまとめられるが、このとき、たくし寄せられたシートは、収束性に優れ、コンパクトに束ねられることが重要である。収束性の乏しいシートでは、引き寄せられたシートの嵩が大きくなって不体裁になり、また、農業分野においては、束ねられたシートが影をつくるため、太陽光の取入れが悪くなる問題がある。また使用時以外の保管においても、大きな収容空間が必要となる。
【0005】
また、かかるシートは、開閉のために、頻繁に機械的応力が働き、また、擦れ合うために、経緯糸に目ずれが生じ易く、いたみが速いという問題もある。
【0006】
一方、農業分野におけるシートとしては、熱可塑性樹脂のフィルムが用いられることが多いが、内側の湿度が高くなり過ぎるため、作物に悪影響を与える問題があり、これを回避するための高湿度対策として、熱可塑性樹脂のフラットヤーンを織成した織布が使用されているが、経緯糸に目ずれが生じて不体裁になったり、場合によっては、使用できなくなったりする問題がある。このため、熱可塑性樹脂のフラットヤーンの織布を使用する場合には、目ずれ防止対策として、織布とした後、経緯糸間を熱融着して固定する方法が必要となる。
【0007】
熱収縮の大きい一軸延伸フラットヤーンを熱融着する方法として、一般に、延伸効果の大きい結晶性樹脂からなる基層の表面に、基層樹脂より融点が低く、融着性の高い樹脂からなる接合層を積層した熱融着性フラットヤーンを経緯に用いて織成し、織成した後、織布を加熱して経緯糸間を熱融着する方法が取られている。
【0008】
しかし、ハウス内カーテン等は、遮光性、保温性を付与するために、経緯糸の少なくとも一方に繊度の大きい織糸が使用されており、繊度を大きくする方法として、広幅のフラットヤーンを調製して、これを幅方向に収束して丸めて使用されている。すなわち、図5に示すように、広幅のフラットヤーンAが幅方向に収束されて、幅方向に不規則に屈曲して丸まった形状となって織成される。このため、熱融着性フラットヤーンを用いて織成した織布に熱をかけると、経緯糸間の熱溶着のみならず、収束されたフラットヤーン自体の折重なった部分tが融着して結合するため、フラットヤーンが硬くなってしなやかさを失ったり、隣接する経糸同志あるいは緯糸同志が結合して固まるために丸めることが難しくなり、熱可塑性樹脂シートとして使用した際、たくし上げると嵩高となり、コンパクトにまとめることが難しくなる。
【0009】
このような理由から、開閉の頻度の大きい場合においても、いたみが少なく耐久性に優れ、また、しなやかさを保持して、収束性の優れたシートの開発が要請されていた。
【特許文献1】特許1796609号
【特許文献2】特開平11−266717
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、保温性、耐久性に優れ、収束性、収納性に優れ、農業分野における、敷物、日覆、ハウス内カーテン等に適した熱可塑性樹脂シートを提供するものである。
【課題を解決するための手段】
【0011】
本発明は、かかる課題を解決するために鋭意検討した結果なされたものであって、具体的には、一軸延伸された熱可塑性樹脂の線条体からなり、経緯の一方の繊度を大きく、他方を小さくすると共に、経緯の線条体間に線条体より融点の低い熱可塑性樹脂からなる接合材を介装して布状体とした後、線条体間を熱溶着してなることを特徴とする熱可塑性樹脂シートを提供するものである。
【0012】
また、本発明は、繊度の大きい線条体が隣接経糸と接触するように密に打ち込まれた経糸と、繊度の小さい線条体が隣接緯糸との間に間隔を置いて粗に打ち込まれた緯糸からなる上記の熱可塑性樹脂シート、接合材を予めテープ状に成形し、テープ状体を線条体に添わせて織成することによって線条体間に介装してしてなる上記の熱可塑性樹脂シート、経緯の線条体と接合材がポリオレフィンからなる上記の熱可塑性樹脂シート、及び、ポリオレフィンがヒンダードアミンを側鎖に有するエチレン系重合体を含有する上記の熱可塑性樹脂シートを提供するものである。
【発明の効果】
【0013】
本発明熱可塑性樹脂シートは、織糸として繊度の大きい線条体を用いるから、保温性に優れ、また、腰があるからシートの垂れ下がりが少なく、農業分野に使用するときは、農作業の能率を上げることができる。
【0014】
また、本発明熱可塑性樹脂シートは、簡単にたくし上げることができ、たくし上げたシートはコンパクトに収束することができ、多用途に使用可能な熱可塑性樹脂シートが得られる。
【発明を実施するための最良の形態】
【0015】
本発明熱可塑性樹脂シート1は、図1に示すように、一軸延伸された熱可塑性樹脂の線条体A、Bが布状に形成される。線条体としては、繊度の大きい線条体Aと、繊度の小さい線条体Bが用いられ、通常は、繊度の大きい線条体Aを経糸、繊度の小さい線条体Bを緯糸として織成される。
【0016】
繊度の大きい線条体Aとしては、テープ状のフラットヤーン、フラットヤーンに縦方向に多数の切れ目を入れて開繊したスプリットヤーン、あるいは、多数の細いフィラメントが束ねられたマルチフィラメントが使用される。フラットヤーン又はスプリットヤーンを使用するときは、一般には、広幅のヤーンを形成し、これを幅方向に寄せ集めて収束して使用される。
【0017】
繊度の大きい線条体Aを構成する熱可塑性樹脂としては、延伸効果の大きい樹脂、一般には結晶性樹脂が使用され、具体的には、高密度ポリエチレン、中密度ポリエチレン、ポリプロピレン、エチレン・α−オレフィン系重合体、エチレン・酢酸ビニル共重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ビニロン等を用いることができる。中でも加工性と経済性から高密度ポリエチレン、中密度ポリエチレン、ポリプロピレン等のポリオレフィンが望ましい。
【0018】
線条体Aとしてマルチフィラメントを使用するときは、単繊維の太さは0.05〜50デシテックスの範囲が好ましく、単繊維が収束されたマルチフィラメントの太さとしては、10〜5000デシテックス、好ましくは100〜3000デシテックスとされる。線条体Aとしてフラットヤーン等のテープ状体を用いるときは、一般に、75〜5000デシテックス、糸幅が2.0〜50mm、好ましくは5.0〜30mmの範囲とされる。
【0019】
また、線条体Aは、上記熱可塑性樹脂の単層体の他、目的に応じて2種以上の熱可塑性樹脂を積層した複合線条体とすることができる。しかし、複合線条体とするときは、表面を形成する熱可塑性樹脂は、後述する織布とした後の加熱処理において熱融着性を示すような融点の低い樹脂の使用は避けられる。
【0020】
繊度の小さい線条体Bとしては、一軸延伸された熱可塑性樹脂のテープ状体やモノフィラメント、マルチフィラメントが使用され、織成された後、線条体A、B間に介装された接合材3を介して線条体Aと接合される。
【0021】
線条体Bは、図3(a)に示すように、結晶性樹脂の単層であってもよく、また、図3(b)に示すように、基層5の片面に基層5を構成する熱可塑性樹脂より低融点の熱可塑性樹脂接合層6を積層したものとすることができる。また、図3(c)に示すように、接合層6を基層5の両面に積層することができる。また、図3(d)、3(e)に示すように、シースコアー構造、サイドバイサイド構造とすることもできる。
【0022】
線条体Bの単層体、あるいは複合体の基層5を構成する熱可塑性樹脂としては、延伸効果の大きい樹脂、一般には結晶性樹脂が使用され、具体的には、高密度ポリエチレン、中密度ポリエチレン、ポリプロピレン、エチレン・プロピレン共重合体、エチレン・α−オレフィン系重合体、エチレン・酢酸ビニル共重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ビニロン等を用いることができる。中でも加工性と経済性から高密度ポリエチレン、中密度ポリエチレン、ポリプロピレン等のポリオレフィンが望ましい。
【0023】
接合層6は、線条体Aと線条体Bが織成された後、両者間の接合を容易にするもので、基層5を構成する熱可塑性樹脂より融点が低く熱融着性の優れた熱可塑性樹脂が用いられる。具体的には、高圧法低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレン・プロピレン共重合体、エチレン・α−オレフィン系重合体、エチレン・酢酸ビニル共重合体等のオレフィン系重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66のポリアミド等を用いることができ、線条体A、Bの基層の熱可塑性樹脂との関係で基層より低融点、好ましくは20℃以上融点の低い熱可塑性樹脂が選択される。特に、高圧法低密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン等のオレフィン系重合体が望ましく、特に、メタロセン触媒を用いて重合した線状低密度ポリエチレンが好ましい。
【0024】
繊度の小さい線条体Bとしては、太さが10〜2000デシテックスの範囲が好ましく、糸幅が0.5〜10mm、好ましくは1.0〜6mm、厚さが10〜150μm、好ましくは20〜100μmの範囲とされる。
【0025】
線条体A又は線条体Bを形成する熱可塑性樹脂には、無機充填材を添加することができる。無機充填材の種類としては、熱可塑性樹脂添加材として自体公知の無機充填材を使用することができ、例えば、タルク、クレー、マイカ、炭酸カルシウム、硫酸バリウム、ウオラストナイト、ゼオライト、ハイドロタルサイト、水酸化アルミニウム、水酸化マグネシウム、珪酸カルシウム等を使用することができる。無機充填材を配合することによって風合いや保温性、または製織性を向上することができ、無機充填材の配合量は、1〜40重量%、好ましくは3〜30重量%である。
【0026】
繊度の大きい線条体A又は繊度の小さい線条体Bを構成する熱可塑性樹脂には、目的に応じて各種の添加剤を添加することができる。
【0027】
具体的には、フェノール系、有機ホスファイト系、ホスナイトなどの有機リン系、チオエーテル系等の酸化防止剤;ヒンダードアミン系等の光安定剤;ベンゾフェノン系、ベンゾトリアゾール系、ベンゾエート系等の紫外線吸収剤;ノニオン系、カチオン系、アニオン系等の帯電防止剤;ビスアミド系、ワックス系、有機金属塩系等の分散剤;アミド系、ワックス系、有機金属塩系、エステル系等の滑剤;含臭素有機系、メラミン系、リン酸系、燐酸エステル系、三酸化アンチモン、水酸化マグネシウム、赤リン等の難燃剤;有機顔料;無機顔料;金属イオン系などの無機、有機抗菌剤等が挙げられる。特に、線条体A又は線条体Bを構成する樹脂として、ポリオレフィンが使用されたときは、ヒンダードアミンを側鎖に有するエチレン系重合体を配合することが望ましい。
【0028】
上記の充填剤あるいは添加剤は、適宜組み合わせて、材料組成物を調製するいずれかの工程で配合される。添加剤の配合は、従来の公知の二軸スクリュー押出機、バンバリーミキサー、ニーダー、ミキシングロール等の混練装置を用いて所定割合に混合して、これを溶融混練して調製してもよいし、高濃度のいわゆるマスターバッチを作製し、これを希釈して使用するようにしてもよい。
【0029】
線条体Bとして、接合層6を形成した複合体が使用される場合、その成形材料となる積層フィルムを成形する手段としては、予め基層5となるフィルムと接合層6となるフィルムを形成してドライラミネート法や熱ラミネート法を用いて複層化する手段や、基層5となるフィルムの表面に接合層6となる熱可塑性樹脂をコーティングする方法、予め形成した基層5となるフィルムに接合層6を押出ラミネートする方法、あるいは、多層共押出法によって積層フィルムとして押出成形するなどの公知の手段から適宜選択して用いればよいが、成形の容易さやコスト面、並びに、製品の各層間の接着性及び光透過性の点では、多層共押出法によって基層5と接合層6の積層体を一段で得る方法が望ましい。
【0030】
また、延伸する方法としては、基層5となるフィルムを一軸方向に延伸した後、接合層6となる熱可塑性樹脂を積層し、これをテープ状にスリットしてもよく、あるいは、基層5と接合層6とが積層された積層フィルムをスリットする前、又は、スリットした後、一軸方向に延伸することによって得ることもできる。
【0031】
延伸方法としては、熱ロールによる延伸、熱板による延伸、熱風炉内でロールによって延伸する方法等によって行うことができる。延伸倍率は、3〜12倍、好ましくは5〜10倍程度が適当である。
【0032】
得られた線条体A又は線条体Bは、図1に示すように、通常、繊度の大きい線条体Aを経糸とし、繊度の小さい線条体Bを緯糸として織成され、その際、接合材3が、線条体Aと線条体Bの間に介装される。接合材3は、線条体Aと線条体Bが織成された後、両者間を接合するもので、線条体Aと線条体Bを構成する熱可塑性樹脂、線条体が複合体からなるときはその基層を構成する熱可塑性樹脂より融点が低く熱融着性の優れた熱可塑性樹脂が使用される。
【0033】
具体的には、高圧法低密度ポリエチレン、線状低密度ポリエチレン、高密度ポリエチレン、ポリプロピレン、エチレン・プロピレン共重合体、エチレン・α−オレフィン系重合体、エチレン・酢酸ビニル共重合体等のオレフィン系重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66のポリアミド等を用いることができ、線条体A及び線条体Bの基層の熱可塑性樹脂との関係で、より低融点、好ましくは20℃以上融点の低い熱可塑性樹脂が選択される。特に、高圧法低密度ポリエチレン、高密度ポリエチレン、線状低密度ポリエチレン、ポリプロピレン等のオレフィン系重合体が望ましく、特に、メタロセン触媒を用いて重合した線状低密度ポリエチレンが好ましい。
【0034】
接合材3を線条体Aと線条体Bの間に介装する方法としては、接合材を予めテープ状に形成して、織成時に線条体A又は線条体Bに添わせて織り込むことができる。接合材3を独立したテープ状に形成して、これを織り込むことによって、線条体のしなやかさを失わせることがなく、線条体Bの長さ方向に収束することが容易なシートを得ることができる。
【0035】
テープ状の接合材3は、通常、図1、図2に示すように、線条体Aに添わせて織成される。しかし、目的に応じて、線条体Bに重ねて織成することもできる。接合材3は、図1、図2に示すように線条体の片側のみであってもよく、また、両側に添わせてもよい。
【0036】
接合材3は、テープ状に形成して織成時に線条体に沿わせて介装させるときは、厚さが5〜200μm、好ましくは、10〜50μm、幅が0.5〜10mm、好ましくは1.0〜6mmの範囲のテープ状とされる。この場合、接合材3として、芯材を使用し、芯材の両面に熱融着性に優れた樹脂を積層した複合体とすることができる。接合材3を複合体とする方法としては、線条体Bの複合体を得る方法と同様の方法を採用することができる。
【0037】
接合材3を線条体A又は線条体Bに添わせて織成する方法としては、テープ状の接合材3と、線条体A又は線条体Bとをそれぞれ独立に織機に供給して、織機内で重ね合わせて織り込むことによって行うことができ、また、目的に応じて、接合材3を線条体B又は収束された線条体Aに接合しておき、これを織機に供給することもできる。
【0038】
この場合、接合材3を接合した線条体Bは、先に述べた線条体Bの複合体と同様の構造となる。従って、線条体Bの接合層6の厚さを先に述べた接合材3と同様の厚さ、すなわち、5μm以上とすることによって、接合層6を接合材3に兼ねさせることができ、かかる場合も、本発明に含まれるものとする。
【0039】
なお、線条体Bとして接合層6を積層した複合体が用いられるときは、接合材3を改めて添わせる必要はないが、複合線条体に併せてテープ状の接合材3を使用することもでき、また好ましい態様である。特に、テープ状の接合材3を線条体Aに添わせ、線条体Bとして接合層6を有する複合線条体を使用することが好ましい。
【0040】
経糸の打込み密度は、一般に、3〜30本/25.4mm、好ましくは5〜20本/25.4mmとされる。繊度の大きい線条体A間は密であることが望ましく、隣接する線条体Aが接触するように構成することが望ましく、密に打込むことによって、断熱性、保温性に優れたシートとすることができ、一方、繊度の小さい線条体Bは間隔を置いて打ち込むことが望ましく、間隔を置いて打ち込むことによって、たくし寄せて束ねることが容易になる。
【0041】
本発明熱可塑性樹脂シート1の質量は、20〜300g/m2であることが望ましく、20g/m2未満であると耐久性や保温性に劣り、300g/m2を超えるとシートを操作するためのワイヤーなどに過剰な負荷がかかり構造体の耐久性を低下させる。
【0042】
織成された布状体は、加熱されて線条体A、線条体B間が熱溶着される。熱溶着は超音波溶着、高周波溶着、熱風炉を使用することができるが、熱ロールで加熱溶着させるのが一般的である。
【0043】
本発明熱可塑性樹脂シート1の両側は、緯糸である繊度の小さい線条体Bを折り返して織成することによってほつれを防止することができ、また、端部、あるいは、切断端部は、テープ止め、あるいは、接着剤、ホットメルト剤で固定することができる。また、切断を溶断とすることによってほつれを防止することも可能である。
【0044】
本発明熱可塑性樹脂シート1は、必要に応じて表面を親水性化する処理が行われる。親水性化処理によって、結露によって生じた水滴が作物の上に落ちることを防ぐことができる。親水性化処理は、火炎処理、コロナ処理やプラズマ処理等の等の物理化学的処理、あるいは、界面活性剤等を熱可塑性樹脂中に添加し、樹脂表面にブリードアウトさせる方法や親水性樹脂等をコーティングする等の化学的処理を利用することができる。なお、親水性化処理は、織成する前の線条体に行うことができ、また、織成した後シートに対して行うことができる。
【実施例】
【0045】
(実施例1〜3)
1.線条体Aの成形
高密度ポリエチレン(密度:0.956g/cm3、融点:132℃)100%をインフレーション法によってフィルムに形成し、そのフィルムを所定幅にスリットした後、温度100℃の熱板に接触させ6.5倍に一軸延伸し、更に温度110℃の熱風循環式オーブン内で7%の弛緩処理を行い、得られたフラットヤーンを回転している針刃ロールにて開繊を行って、繊度1500dtのスプリットヤーンを製造した。
【0046】
2.線条体Bの成形
高密度ポリエチレン(密度:0.956g/cm3、融点:132℃)100%を基層として用い、その両面に高圧法低密度ポリエチレン(密度:0.922g/cm3、融点:113℃)を積層させ、インフレーション法にて2種3層フィルムを形成した。
このフィルムを所定幅にスリットした後、温度100℃の熱板に接触させて6.5倍に一軸延伸し、更に温度110℃の熱風循環式オーブン内で5%の弛緩処理を行うことによって、繊度700dt、幅2mmのフラットヤーンを形成した。表層:基層:表層の比率は10:80:10であった。
【0047】
3.接合材3の成形
高密度ポリエチレン(密度:0.956g/cm3、融点:132℃)100%を基層として用い、その両面に高圧法低密度ポリエチレン(密度:0.922g/cm3、融点:113℃)を積層させ、インフレーション法にて2種3層フィルムを形成した。
このフィルムを所定幅にスリットした後、温度100℃の熱板に接触させて6.5倍に一軸延伸し、更に温度110℃の熱風循環式オーブン内で5%の弛緩処理を行うことによって、表1に示すフラットヤーンを形成した。表層:基層:表層の比率は10:80:10であった。
【0048】
4.製織
スルーザー織機を用いて、経糸として上記線条体Aと接合材3とを配列し、上記線条体Bを緯糸として、平織りの織布を形成した後、その織布を120℃の熱ロール上に接触させて、経緯糸の交点を熱融着させ、表1に示す熱可塑性樹脂シートを得た。
【0049】
(比較例1)
製織の際、接合材3を用いなかった以外は実施例1と同様の方法でシートを製造した。
【0050】
(比較例2)
1.線条体Aの成形
高密度ポリエチレン(密度:0.956g/cm3、融点:132℃)100%を基層として用い、その両面に高圧法低密度ポリエチレン(密度:0.922g/cm3、融点:113℃)を積層させ、インフレーション法にて2種3層フィルムを形成した。
このフィルムを所定幅にスリットした後、温度100℃の熱板に接触させて6.5倍に一軸延伸し、更に温度110℃の熱風循環式オーブン内で5%の弛緩処理を行うことによって、表1のフラットヤーンを形成した。表層:基層:表層の比率は10:80:10であった。得られた2種3層フラットヤーンを回転している針刃ロールにて開繊を行って、繊度1500dtのスプリットヤーンを製造した。
【0051】
2.線条体Bの成形
実施例1と同様の方法で線条体Bを得た。
【0052】
3.製織
比較例1と同様の方法でシートを織成した。
【0053】
[評価方法]
1.接着強度
引張試験機のつかみに織布とかぎ針を取り付け、交点部分をかぎ針で引掛け、交点の接着が外れるまでの強度(cN)を測定する。
2.剛軟性
JIS L1096「一般織物試験方法」剛軟性A法(45°カンチレバー法)に準じた。
【表1】
【産業上の利用可能性】
【0054】
本発明熱可塑性樹脂シート1は、農業分野において、収穫物の天日干し等の際の敷物として使用でき、また、作物の日覆、図3に示すように、ハウス2内に張設してハウス用カーテンとして使用することができ、ハウス用カーテンとして用いた場合、引き寄せられたシートはコンパクトな棒状にまとまるから、垂れ下がったり、太陽光を遮る問題はない。また、本発明熱可塑性樹脂シート1は、工場等の仕切りとしても使用できる。
【図面の簡単な説明】
【0055】
【図1】本発明熱可塑性樹脂シートの例を示す縦断面図
【図2】線条体の接合を示す拡大縦断面図
【図3】延伸糸の例を示す縦断面図
【図4】本発明熱可塑性樹脂シートの使用例を示す斜視図
【図5】従来方法による線条体の接合を示す縦断面図
【符号の説明】
【0056】
A.B.線条体
1.熱可塑性樹脂シート
2.農業用ハウス
3.接合材
5.基層
6.接合層
【特許請求の範囲】
【請求項1】
一軸延伸された熱可塑性樹脂の線条体からなり、経緯の一方の繊度を大きく、他方を小さくすると共に、経緯の線条体間に線条体より融点の低い熱可塑性樹脂を主成分とする接合材を介装して布状体とした後、線条体間を熱溶着してなることを特徴とする熱可塑性樹脂シート。
【請求項2】
繊度の大きい線条体が隣接経糸と接触するように密に打ち込まれた経糸と、繊度の小さい線条体が隣接緯糸との間に間隔を置いて粗に打ち込まれた緯糸からなる請求項1に記載の熱可塑性樹脂シート。
【請求項3】
接合材を予めテープ状に成形し、テープ状体を線条体に添わせて織成することによって線条体間に介装してしてなる請求項1又は2に記載の熱可塑性樹脂シート。
【請求項4】
経緯の線条体と接合材がポリオレフィンからなる請求項1〜3のいずれかに記載の熱可塑性樹脂シート。
【請求項5】
ポリオレフィンが、ヒンダードアミンを側鎖に有するエチレン系重合体を含有する請求項4に記載の熱可塑性樹脂シート。
【請求項1】
一軸延伸された熱可塑性樹脂の線条体からなり、経緯の一方の繊度を大きく、他方を小さくすると共に、経緯の線条体間に線条体より融点の低い熱可塑性樹脂を主成分とする接合材を介装して布状体とした後、線条体間を熱溶着してなることを特徴とする熱可塑性樹脂シート。
【請求項2】
繊度の大きい線条体が隣接経糸と接触するように密に打ち込まれた経糸と、繊度の小さい線条体が隣接緯糸との間に間隔を置いて粗に打ち込まれた緯糸からなる請求項1に記載の熱可塑性樹脂シート。
【請求項3】
接合材を予めテープ状に成形し、テープ状体を線条体に添わせて織成することによって線条体間に介装してしてなる請求項1又は2に記載の熱可塑性樹脂シート。
【請求項4】
経緯の線条体と接合材がポリオレフィンからなる請求項1〜3のいずれかに記載の熱可塑性樹脂シート。
【請求項5】
ポリオレフィンが、ヒンダードアミンを側鎖に有するエチレン系重合体を含有する請求項4に記載の熱可塑性樹脂シート。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−45732(P2006−45732A)
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願番号】特願2004−230561(P2004−230561)
【出願日】平成16年8月6日(2004.8.6)
【出願人】(390019264)ダイヤテックス株式会社 (53)
【Fターム(参考)】
【公開日】平成18年2月16日(2006.2.16)
【国際特許分類】
【出願日】平成16年8月6日(2004.8.6)
【出願人】(390019264)ダイヤテックス株式会社 (53)
【Fターム(参考)】
[ Back to top ]