
熱可塑性樹脂ビーズ発泡体、及び熱可塑性樹脂ビーズ発泡体の製造方法
【課題】軽量でかつ、平均気泡径を大きくしてなお圧縮強度の高いビーズ発泡法、及びそれの製造方法を提供する。
【解決手段】圧力容器内で未発泡熱可塑性樹脂粒子に不活性ガスを浸透させた後、圧力容器内の圧力を開放してガスが浸透した未発泡樹脂粒子を取り出し、該粒子を構成する樹脂のガラス転移点以上の温度に該粒子を加熱して発泡させて得られる、10%圧縮応力σ10(kPa)を密度ρ(kg/m3)で割った数値σ10/ρが5以上である熱可塑性樹脂ビーズ発泡体。
【解決手段】圧力容器内で未発泡熱可塑性樹脂粒子に不活性ガスを浸透させた後、圧力容器内の圧力を開放してガスが浸透した未発泡樹脂粒子を取り出し、該粒子を構成する樹脂のガラス転移点以上の温度に該粒子を加熱して発泡させて得られる、10%圧縮応力σ10(kPa)を密度ρ(kg/m3)で割った数値σ10/ρが5以上である熱可塑性樹脂ビーズ発泡体。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性樹脂ビーズ発泡体、特には軽量かつ圧縮強度の高い熱可塑性樹脂ビーズ発泡体、及び熱可塑性樹脂ビーズ発泡体の製造方法に関するものである。
【背景技術】
【0002】
近年、車両衝突時における乗員の頭部等を保護するための衝撃吸収パッド等は、自動車の低燃費への関心と安全性能への意識の高まりとの観点から、軽量かつ圧縮強度の高い材料が求められている。衝撃吸収パッドの材料として、例えば、ビーズ発泡体がよく用いられており、これは予備発泡性粒子を金型内で熱融着して得られた発泡体である。
【0003】
従来、このようなビーズ発泡体の原料としては、ポリプロピレンが多く用いられてきた(特許文献1,2)。ポリプロピレンからなるビーズ発泡体は成形が容易であるものの、発泡体そのものの圧縮強度が十分ではなく、圧縮強度を向上させるためには、ビーズ発泡体の発泡倍率を下げる必要があった。
しかしながら、発泡倍率を小さくすると、発泡体自身の質量が増加して、自動車の自重が増加するという問題があった。
【0004】
したがって、従来の熱可塑性樹脂ビーズ発泡体では、ビーズ発泡体の軽量化と圧縮強度を両立させることは困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−320275号公報
【特許文献2】特開2009−256460号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、軽量でかつ、平均気泡径を大きくしてなお圧縮強度の高いビーズ発泡法、及びそれの製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明の課題は以下の手段によって達成された。
本発明者らは平均気泡径を大きくしてなお圧縮強度の高いビーズ発泡体を得るため鋭意研究を重ねた結果、10%圧縮応力σ10(kPa)と密度ρ(kg/m3)との比が関係することを見出し、この知見に基づき検討を行い、本発明をなすにいたった。
すなわち本発明は、
<1>10%圧縮応力σ10(kPa)を密度ρ(kg/m3)で割った数値σ10/ρが5以上であることを特徴とする熱可塑性樹脂ビーズ発泡体、
<2>前記熱可塑性樹脂がポリエステル系樹脂であることを特徴とする<1>に記載の熱可塑性樹脂ビーズ発泡体、
<3>前記熱可塑性樹脂がポリエチレンテレフタレートまたはポリカーボネートであることを特徴とする<1>または<2>に記載の熱可塑性樹脂ビーズ発泡体、
<4>前記発泡体の数平均気泡径が0μmを超えて50μm以下であることを特徴とする<1>〜<3>のいずれかに記載の熱可塑性樹脂ビーズ発泡体、
<5><1>〜<4>のいずれかに記載の熱可塑性樹脂ビーズ発泡体を製造するに当り、圧力容器内で未発泡熱可塑性樹脂粒子に不活性ガスを浸透させた後、圧力容器内の圧力を開放してガスが浸透した未発泡樹脂粒子を取り出し、該粒子を構成する樹脂のガラス転移点以上の温度に、該粒子を加熱して発泡させることを特徴とする熱可塑性樹脂発泡体の製造方法、
を提供するものである。
【発明の効果】
【0008】
本発明では、圧縮強度(kPa単位)を密度(kg/m3単位)で割った数値を5以上とすることで、単位密度当りの圧縮強度が車両衝突時の衝撃を吸収する要件を満たすとともに、発泡倍率が増加しても所望の圧縮強度を保つことができ、軽量かつ圧縮強度が高く衝撃に強い発泡体を得ることができる。
【図面の簡単な説明】
【0009】
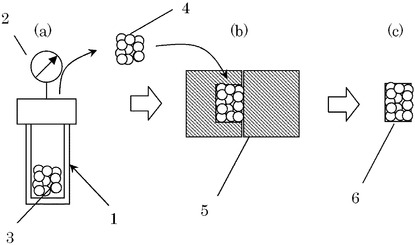
【図1】熱可塑性樹脂ビーズ発泡体の製造方法の一例を示すフロー図である。
【発明を実施するための形態】
【0010】
以下に本発明の好ましい実施の形態を、図面を参照しながら詳細に説明する。
本発明の熱可塑性樹脂ビーズ発泡体は、10%圧縮応力(kPa)を密度(kg/m3)で割った数値が5以上であることを特徴とするものである。
【0011】
上記数値が5未満では、圧縮強度を高めるために発泡体自身が重くなりすぎて、軽量化すると圧縮強度が低下するおそれがある。一方、10を超えると、圧縮強度が高くなりすぎて、衝撃を吸収できないおそれがある。上記数値は好ましくは7以上、より好ましくは7〜10である。
【0012】
この要件を満たすために、例えば10%圧縮応力は好ましくは400〜5000(kPa)、より好ましくは500〜3000(kPa)とする。また密度は、好ましくは50〜500(kg/m3)、より好ましくは100〜400(kg/m3)とする。
ここで、10%圧縮応力は、JIS K 7220(2006)準拠し、発泡体の一定の位置で、圧縮をかける方向に10%縮んだときの応力を測定した値である。
密度は、JIS K7222に準拠して測定する値である。
【0013】
好ましくは、上記ビーズ発泡体の平均気泡径は、50μm以下である。この構成により圧縮強度を低減することなく軽量化することができる。発泡体を形成するため平均気泡径は0μmを超えることが好ましい。
ここで、平均気泡径は、JIS−K7112に準拠して測定した値とする。
平均気泡径が50μmを超えると、平均気泡径が大きくなりすぎて、圧縮強度が低下する傾向がある。
さらに圧縮強度を高めるという観点からは平均気泡径は0μmを超え30μm以下、さらに好ましくは5μmを超え30μm以下、特に好ましくは10〜30μmである。
【0014】
<ビーズ発泡体の原料>
このような熱可塑性樹脂ビーズ発泡体の基材となる熱可塑性樹脂は限定されないが、入手のしやすさ、樹脂の強度、コスト、リサイクル性などの面でポリエステル系熱可塑性樹脂が好ましく、特に芳香族ポリエステル系熱可塑性樹脂が好適である。
【0015】
芳香族ポリエステル系熱可塑性樹脂としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリカーボネート等が挙げられるが、これらに限られるものではない。これら一種を単独で用いても、二種以上を混合して用いても良い。これらの中では、特にポリエチレンテレフタレート、ポリカーボネートは、樹脂の強度、コスト、入手のしやすさ、リサイクル性、気泡の微細化のしやすさ等の面で優れており好適である。
【0016】
芳香族ポリエステル系熱可塑性樹脂は、ビーズ成形時のビーズ同士の密着性を上げるために、前記樹脂を構成するモノマー単位の分子の一部を変性して、結晶化度を低減することができる。変性方法としては、テレフタル酸をフタル酸、もしくはイソフタル酸以外に、更にアジピン酸、ジフェニルカルボン酸、ジフェニルエーテルジカルボン酸、ジフェニルスルフォンジカルボン酸、セバシン酸、ナフタレンジカルボン酸等のジカルボン酸成分に変性したものや、エチレングリコールを、エチレングリコール、プロピレングリコール、1,3−プロパンジオール、2,2−ジメチル−1,3−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、2,2,4−トリメチル−1,6−ヘキサンジオール、チオジエタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、2,2,4,4−テトラメチル−1,3−シクロブタンジオール、ジエチレングリコール、トリエチレングリコール又はテトラエチレングリコール等のジオール成分に変性したものなどを適宜選択することができるが、これらに限られるものではない。これら一種を用いた樹脂でも、二種以上を組み合わせた樹脂を用いても良い。芳香族ポリエステル系熱可塑性樹脂としてポリエチレンテレフタレートを用いた場合は、物性のバランスを考えると、特にテレフタル酸をイソフタル酸に変性したものもしくは、エチレングリコールをネオペンチルグリコールに変性したものを用いることが望ましい。
ここで、変性するとは、ポリエステル系熱可塑性樹脂の主鎖の一部を別のモノマーで置き換えることである。例えば、ポリエチレンテレフタレートの場合、テレフタル酸をイソフタル酸に置き換えたり、エチレングリコールをジエチレングリコールに置き換えたりすることに相当する。
【0017】
上記芳香族ポリエステル系熱可塑性樹脂を変性したときの変性量に関しては、組成物100に対して、モル分率で0を越えて30%未満が好ましい。変性量が少なすぎると密度が大きくなり、逆に変性量が多くなると気泡を微細化することが難しくなるおそれがあるためである。平均気泡径と密度の値から考慮すると、組成物100に対して、変性量はモル分率で好ましくは、0.1から10%、さらに好ましくは0.25から5%、特に好ましくは、1から3.75%である。
【0018】
上記芳香族ポリエステル系熱可塑性樹脂を変性したときの変性量の確認方法は、1H−NMRを用いて行うことができるが、これに限られるものではない。例えば、1H−NMRを用いて、イソフタル酸やネオペンチルグリコールの成分比の測定は、特定の領域に観測されるピークの積分強度比とテレフタル酸やエチレングリコールの積分強度比を比較することにより求めることができる。
【0019】
本発明のビーズ発泡体には、必要に応じて気泡を微細化するための気泡核剤を添加してもよい。気泡核剤としては、タルク、炭酸カルシウム、酸化チタン、硫酸バリウムなどの無機微粒子、加熱分解型の有機系気泡核剤、熱可塑性エラストマー、溶融型結晶化核剤等を用いることができるが、これらに限られるものではない。
【0020】
ビーズ発泡体の中には気泡核剤のほかに、本発明の趣旨を損なわない範囲内で、必要に応じて、発泡剤、結晶化促進剤、酸化防止剤、帯電防止剤、紫外線防止剤、光安定剤、蛍光増白剤、顔料、染料、相溶化剤、滑剤、強化剤、難燃剤、架橋助剤、可塑剤、増粘剤、減粘剤、熱安定剤、加工助剤、衝撃改質剤、充填剤などの各種添加剤を配合することができる。
【0021】
発泡剤としては、分解してガスを発生する固体化合物、加熱すると気化する液体、加圧下で樹脂に溶解させ得る不活性な気体などに分類されるが、このいずれを用いることができる。このうち固体化合物としては、例えばアゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、ヒドラゾルジカルボンアミド、重炭酸ナトリウム、p,p’−オキシビスベンゼンスルホニルヒドラジド(OBSH)、N,N’−ジニトロソペンタメチレンテトラミン(DPT)、p−トルエンスルホニルヒドラジド、ベンゼンスルホニルヒドラジド、ジアゾアミノベンゼン、N,N’−ジメチル−N,N’−ジニトロテレフタルアミド、アゾビスイソブチロニトリル等が挙げられる。また気化する液体としては、例えばプロパン、n−ブタン、イソブタン、n−ペンタン、イソペンタン、ヘキサンのような飽和脂肪族炭化水素、ベンゼン、キシレン、トルエンのような芳香族炭化水素、塩化メチル、フロンのようなハロゲン化炭化水素、ジメチルエーテル、メチル−tert−ブチルエーテルのようなエーテル化合物などがあげられる。さらに不活性な気体としては、例えば二酸化炭素、窒素、ヘリウム、アルゴンなどの不活性ガス、代替フロンなどが挙げられる。樹脂への溶解性、気泡の微細化のしやすさを考慮すると、二酸化炭素(炭酸ガス)がより好ましい。
【0022】
<ビーズ発泡体の成形方法>
このような熱可塑性樹脂ビーズ発泡体の製造するに当り、まず上記熱可塑性樹脂等を用いて、予備発泡体粒子を形成する。
ここで、予備発泡性粒子とは、加熱によって発泡体になる能力をもった粒子を意味し、既に少し発泡していてもよいし、発泡していなくてもよい。
【0023】
予備発泡性粒子は押出法、バッチ法のいずれでも製造することができる。押出法の場合、押出機から棒状の発泡体を押出発泡で押し出された棒状発泡体を、後に適切な長さに切断することによって発泡粒子を得ることができる。棒状発泡体を粒子状に切断するタイミングは、棒状発泡体が押し出された直後でもよいし、押出後、発泡体が冷却され、形状が安定してからでもよい。バッチ法の場合、まず圧力容器内で発泡剤を混合した熱可塑性樹脂粒子を作る。この粒子を加熱発泡させて発泡した予備発泡性粒子としてもよいし、樹脂中に発泡体を混合した未発泡の予備発泡性としてもよい。予備発泡性粒子のサイズは0.5〜2mm程度が好ましい。
【0024】
例えば図1(a)に示すように、圧力計2を有する圧力容器1に、未発泡の熱可塑性樹脂3を密閉容器に封入して、炭酸ガス、窒素、ヘリウム等の不活性ガスを圧入した後、金型での型内発泡成形に使用する直前まで所望の圧力で圧入したガスの雰囲気下に保持し、成形直前に圧力を開放してガスが浸透した未発泡の予備発泡性粒子4を製造することができる。特に前記ガスは炭酸ガスを使用すると、樹脂中へのガスの溶解度が高いので樹脂を発泡させやすく、さらに気泡を微細化しやすくすることができる。
【0025】
未発泡の熱可塑性樹脂3への不活性ガスの含浸量としては6質量%以上とすることが好ましく、これによりビーズ発泡体に気泡を微細化することができる。
圧力容器1内の圧力は、好ましくは4〜8MPa、より好ましくは5〜7MPaで保持することが好ましく、この範囲では、熱可塑性樹脂内に十分に不活性ガスを補充することができ、気泡を微細化することができる。
【0026】
次に、圧力容器内の圧力を開放してガスが浸透した予備発泡性粒子4を採取し、図1(b)に示すような、閉鎖しうるが密閉し得ないビーズ成形金型5に、予備発泡性粒子4を短時間で供給する。
短時間で金型に供給することは、予備発泡性粒子の形状等を損なうことなく、次の工程に供給することができ、好ましくは10分以内、より好ましくは5分で行う。
【0027】
ビーズ成形金型5の型内容積に対する予備発泡体の未発泡樹脂の体積充填率は、目標とする発泡倍率をφとすると1/φ以上であることが好ましい。
上記範囲内とすることで、発泡倍率を低下させずに型内に充満した発泡体を得ることができる。
【0028】
次いで、供給した熱可塑性樹脂のガラス転移点以上の温度に加熱や加熱媒体としてのスチームをビーズ成形金型5に導入して金型内を加熱して、型内発泡成形を行い、予備発泡性粒子4を発泡と同時に成形して、ビーズ発泡体6を製造することができる。
上記ガラス転移点以上であれば、熱可塑性樹脂を十分に発泡させることができる。
【0029】
加熱媒体としては、スチーム以外にも熱風やオイルなどを使用することができるが、効率的に成形を行う上ではスチームが最も有効である。スチームで型内発泡成形する場合には、前述したように汎用の発泡成形機を使用して、通常の成形条件で発泡成形することができる。
【0030】
そして、図1(c)に示すように、成形した発泡成形体6は、冷却した後、金型から取り出すことで製造することができる。
【0031】
このような製造法によれば、従来の成形型を用いて、本発明で規定する、軽量かつ圧縮剛性の高い熱可塑性樹脂ビーズ発泡体を製造することができる。
【0032】
上述のビーズ発泡体は、軽量かつ圧縮強度の高い材料であるため、この特性を活かして、自動車の各種衝撃吸収パッドや風力発電のブレード内のコア材として利用することができる。自動車の部材としては、例えばドアトリム内やフロントガラス側面のピラーに設置された衝撃吸収パッドなどとして使用できるが、これらに限られるものではない。本発明のビーズ発泡体は、三次元形状に成形したものを単独で用いてもよいし、周囲に表皮材を被覆して使用してもよい。表皮材にソフトな風合いのシートを用いると、衝撃吸収性能を維持しながら触感を向上できるという利点がある。
【0033】
また自動車部材には、その全体の形状を維持するために、板状あるいは枠状などに形成された形状保持材を組み込んでもよい。その他、本発明の要旨を変更しない範囲で、種々の設計変更を施すことができる。
【実施例】
【0034】
以下、本発明を実施例に基づき更に詳細に説明するが、本発明はこれらに限定されるものではない。
【0035】
(実施例1)
IP252B((株)ベルポリエステルプロダクツ製PET樹脂)の樹脂粒子のペレット(直径3〜4mm、ガラス転移点69℃)300gを圧力容器内に静置し、炭酸ガスを圧力容器内に充填し、圧力を5.3MPaとした。その後、この容器を17℃の雰囲気温度のもと1週間放置し、ペレット中に炭酸ガスを浸透させた。その後、圧力容器内の圧力を開放して常圧にし、容器からガスが浸透した未発泡の予備発泡性粒子を取り出した。この粒子248gを取り出してから10分以内にビーズ成形金型(型内面の寸法は幅10cm×長さ10cm×高さ5cmの直方体)に充填し、水蒸気のスチーム(150℃)を、この金型内に充填してビーズ発泡成形を行った。
得られたビーズ発泡体の密度は496kg/m3、断面を電子顕微鏡で観察して計算した平均気泡径は15μmであった。得られたビーズ発泡体から50mm角の試験片を切り出し、JIS K 7220(2006)に圧縮試験を行ったところ、10%圧縮応力は4,757kPaであり、σ10/ρの値は9.6となった。
【0036】
(実施例2〜5)
実施例2〜5は、実施例1と同じ材料で、表1に示すような未発泡樹脂粒子充填量を用いて、同じ条件でガスを浸透させた。その後、圧力容器内の圧力を開放し、容器からガスが浸透した未発泡樹脂粒子を取り出し、取り出してから10分以内に所定の量の未発泡樹脂粒子を実施例1と同じビーズ成形金型に充填し、水蒸気によってビーズ発泡成形を行った。得られたビーズ発泡体の密度と平均気泡径、圧縮応力、σ10/ρの値は表1のとおりであった。
【0037】
【表1】

【0038】
(比較例1)
エペランPP((株)カネカ製ポリプロピレン樹脂発泡ビーズ)(ガラス転移点−10℃)の発泡ビーズ196gをビーズ成形金型(型内面の寸法は幅10cm×長さ10cm×高さ5cmの直方体)に充填し、水蒸気によってビーズ発泡成形を行った。
得られたビーズ発泡体の密度は391kg/m3、断面を電子顕微鏡で観察して計算した平均気泡径は188μmであった。得られたビーズ発泡体に圧縮試験を行ったところ、10%圧縮応力は1,392kPaであり、σ10/ρの値は3.6となった。
【0039】
(比較例2〜4)
比較例2〜4は、比較例1と同じ材料で、表1に示すような未発泡樹脂粒子充填量を用いて、ビーズ成形金型(型内面の寸法は幅10cm×長さ10cm×高さ5cmの直方体)に充填し、水蒸気によってビーズ発泡成形を行った。得られたビーズ発泡体の密度と平均気泡径、圧縮応力、σ10/ρの値は表2のとおりであった。
【0040】
(比較例5)
IP252B((株)ベルポリエステルプロダクツ製PET樹脂)の樹脂粒子(直径3〜4mm)43gを圧力容器内に静置し、3.5MPaの炭酸ガスを圧力容器内に充填した。その後、この容器を17℃の雰囲気温度のもと1週間放置し、ペレット中にガスを浸透させた。その後、圧力容器内の圧力を開放し、容器からガスが浸透した未発泡樹脂粒子を取り出し、取り出してから10分以内にこの粒子43gをビーズ成形金型(型内面の寸法は幅10cmx長さ10cm×高さ5cmの直方体)に充填し、水蒸気によってビーズ発泡成形を行った。
得られたビーズ発泡体の密度は138kg/m3、断面を電子顕微鏡で観察して計算した平均気泡径は91μmであった。得られたビーズ発泡体に圧縮試験を行ったところ、10%圧縮応力は662kPaであった。よって、σ10/ρの値は4.8となった。
【0041】
【表2】
【0042】
表1,2の結果より、実施例1〜5は、比較例1〜5に対して、σ10/ρを満たすものを成形することができ、軽量化してなお圧縮剛性を向上させることができた。
【符号の説明】
【0043】
1 圧力容器
2 圧力計
3 熱可塑性樹脂
4 予備発泡性粒子
5 ビーズ成形金型
6 ビーズ発泡体
【技術分野】
【0001】
本発明は、熱可塑性樹脂ビーズ発泡体、特には軽量かつ圧縮強度の高い熱可塑性樹脂ビーズ発泡体、及び熱可塑性樹脂ビーズ発泡体の製造方法に関するものである。
【背景技術】
【0002】
近年、車両衝突時における乗員の頭部等を保護するための衝撃吸収パッド等は、自動車の低燃費への関心と安全性能への意識の高まりとの観点から、軽量かつ圧縮強度の高い材料が求められている。衝撃吸収パッドの材料として、例えば、ビーズ発泡体がよく用いられており、これは予備発泡性粒子を金型内で熱融着して得られた発泡体である。
【0003】
従来、このようなビーズ発泡体の原料としては、ポリプロピレンが多く用いられてきた(特許文献1,2)。ポリプロピレンからなるビーズ発泡体は成形が容易であるものの、発泡体そのものの圧縮強度が十分ではなく、圧縮強度を向上させるためには、ビーズ発泡体の発泡倍率を下げる必要があった。
しかしながら、発泡倍率を小さくすると、発泡体自身の質量が増加して、自動車の自重が増加するという問題があった。
【0004】
したがって、従来の熱可塑性樹脂ビーズ発泡体では、ビーズ発泡体の軽量化と圧縮強度を両立させることは困難であった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2007−320275号公報
【特許文献2】特開2009−256460号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は、軽量でかつ、平均気泡径を大きくしてなお圧縮強度の高いビーズ発泡法、及びそれの製造方法を提供することである。
【課題を解決するための手段】
【0007】
本発明の課題は以下の手段によって達成された。
本発明者らは平均気泡径を大きくしてなお圧縮強度の高いビーズ発泡体を得るため鋭意研究を重ねた結果、10%圧縮応力σ10(kPa)と密度ρ(kg/m3)との比が関係することを見出し、この知見に基づき検討を行い、本発明をなすにいたった。
すなわち本発明は、
<1>10%圧縮応力σ10(kPa)を密度ρ(kg/m3)で割った数値σ10/ρが5以上であることを特徴とする熱可塑性樹脂ビーズ発泡体、
<2>前記熱可塑性樹脂がポリエステル系樹脂であることを特徴とする<1>に記載の熱可塑性樹脂ビーズ発泡体、
<3>前記熱可塑性樹脂がポリエチレンテレフタレートまたはポリカーボネートであることを特徴とする<1>または<2>に記載の熱可塑性樹脂ビーズ発泡体、
<4>前記発泡体の数平均気泡径が0μmを超えて50μm以下であることを特徴とする<1>〜<3>のいずれかに記載の熱可塑性樹脂ビーズ発泡体、
<5><1>〜<4>のいずれかに記載の熱可塑性樹脂ビーズ発泡体を製造するに当り、圧力容器内で未発泡熱可塑性樹脂粒子に不活性ガスを浸透させた後、圧力容器内の圧力を開放してガスが浸透した未発泡樹脂粒子を取り出し、該粒子を構成する樹脂のガラス転移点以上の温度に、該粒子を加熱して発泡させることを特徴とする熱可塑性樹脂発泡体の製造方法、
を提供するものである。
【発明の効果】
【0008】
本発明では、圧縮強度(kPa単位)を密度(kg/m3単位)で割った数値を5以上とすることで、単位密度当りの圧縮強度が車両衝突時の衝撃を吸収する要件を満たすとともに、発泡倍率が増加しても所望の圧縮強度を保つことができ、軽量かつ圧縮強度が高く衝撃に強い発泡体を得ることができる。
【図面の簡単な説明】
【0009】
【図1】熱可塑性樹脂ビーズ発泡体の製造方法の一例を示すフロー図である。
【発明を実施するための形態】
【0010】
以下に本発明の好ましい実施の形態を、図面を参照しながら詳細に説明する。
本発明の熱可塑性樹脂ビーズ発泡体は、10%圧縮応力(kPa)を密度(kg/m3)で割った数値が5以上であることを特徴とするものである。
【0011】
上記数値が5未満では、圧縮強度を高めるために発泡体自身が重くなりすぎて、軽量化すると圧縮強度が低下するおそれがある。一方、10を超えると、圧縮強度が高くなりすぎて、衝撃を吸収できないおそれがある。上記数値は好ましくは7以上、より好ましくは7〜10である。
【0012】
この要件を満たすために、例えば10%圧縮応力は好ましくは400〜5000(kPa)、より好ましくは500〜3000(kPa)とする。また密度は、好ましくは50〜500(kg/m3)、より好ましくは100〜400(kg/m3)とする。
ここで、10%圧縮応力は、JIS K 7220(2006)準拠し、発泡体の一定の位置で、圧縮をかける方向に10%縮んだときの応力を測定した値である。
密度は、JIS K7222に準拠して測定する値である。
【0013】
好ましくは、上記ビーズ発泡体の平均気泡径は、50μm以下である。この構成により圧縮強度を低減することなく軽量化することができる。発泡体を形成するため平均気泡径は0μmを超えることが好ましい。
ここで、平均気泡径は、JIS−K7112に準拠して測定した値とする。
平均気泡径が50μmを超えると、平均気泡径が大きくなりすぎて、圧縮強度が低下する傾向がある。
さらに圧縮強度を高めるという観点からは平均気泡径は0μmを超え30μm以下、さらに好ましくは5μmを超え30μm以下、特に好ましくは10〜30μmである。
【0014】
<ビーズ発泡体の原料>
このような熱可塑性樹脂ビーズ発泡体の基材となる熱可塑性樹脂は限定されないが、入手のしやすさ、樹脂の強度、コスト、リサイクル性などの面でポリエステル系熱可塑性樹脂が好ましく、特に芳香族ポリエステル系熱可塑性樹脂が好適である。
【0015】
芳香族ポリエステル系熱可塑性樹脂としては、例えば、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリトリメチレンテレフタレート、ポリエチレンナフタレート、ポリブチレンナフタレート、ポリカーボネート等が挙げられるが、これらに限られるものではない。これら一種を単独で用いても、二種以上を混合して用いても良い。これらの中では、特にポリエチレンテレフタレート、ポリカーボネートは、樹脂の強度、コスト、入手のしやすさ、リサイクル性、気泡の微細化のしやすさ等の面で優れており好適である。
【0016】
芳香族ポリエステル系熱可塑性樹脂は、ビーズ成形時のビーズ同士の密着性を上げるために、前記樹脂を構成するモノマー単位の分子の一部を変性して、結晶化度を低減することができる。変性方法としては、テレフタル酸をフタル酸、もしくはイソフタル酸以外に、更にアジピン酸、ジフェニルカルボン酸、ジフェニルエーテルジカルボン酸、ジフェニルスルフォンジカルボン酸、セバシン酸、ナフタレンジカルボン酸等のジカルボン酸成分に変性したものや、エチレングリコールを、エチレングリコール、プロピレングリコール、1,3−プロパンジオール、2,2−ジメチル−1,3−プロパンジオール、1,3−ブタンジオール、1,4−ブタンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、2,2,4−トリメチル−1,6−ヘキサンジオール、チオジエタノール、1,3−シクロヘキサンジメタノール、1,4−シクロヘキサンジメタノール、2,2,4,4−テトラメチル−1,3−シクロブタンジオール、ジエチレングリコール、トリエチレングリコール又はテトラエチレングリコール等のジオール成分に変性したものなどを適宜選択することができるが、これらに限られるものではない。これら一種を用いた樹脂でも、二種以上を組み合わせた樹脂を用いても良い。芳香族ポリエステル系熱可塑性樹脂としてポリエチレンテレフタレートを用いた場合は、物性のバランスを考えると、特にテレフタル酸をイソフタル酸に変性したものもしくは、エチレングリコールをネオペンチルグリコールに変性したものを用いることが望ましい。
ここで、変性するとは、ポリエステル系熱可塑性樹脂の主鎖の一部を別のモノマーで置き換えることである。例えば、ポリエチレンテレフタレートの場合、テレフタル酸をイソフタル酸に置き換えたり、エチレングリコールをジエチレングリコールに置き換えたりすることに相当する。
【0017】
上記芳香族ポリエステル系熱可塑性樹脂を変性したときの変性量に関しては、組成物100に対して、モル分率で0を越えて30%未満が好ましい。変性量が少なすぎると密度が大きくなり、逆に変性量が多くなると気泡を微細化することが難しくなるおそれがあるためである。平均気泡径と密度の値から考慮すると、組成物100に対して、変性量はモル分率で好ましくは、0.1から10%、さらに好ましくは0.25から5%、特に好ましくは、1から3.75%である。
【0018】
上記芳香族ポリエステル系熱可塑性樹脂を変性したときの変性量の確認方法は、1H−NMRを用いて行うことができるが、これに限られるものではない。例えば、1H−NMRを用いて、イソフタル酸やネオペンチルグリコールの成分比の測定は、特定の領域に観測されるピークの積分強度比とテレフタル酸やエチレングリコールの積分強度比を比較することにより求めることができる。
【0019】
本発明のビーズ発泡体には、必要に応じて気泡を微細化するための気泡核剤を添加してもよい。気泡核剤としては、タルク、炭酸カルシウム、酸化チタン、硫酸バリウムなどの無機微粒子、加熱分解型の有機系気泡核剤、熱可塑性エラストマー、溶融型結晶化核剤等を用いることができるが、これらに限られるものではない。
【0020】
ビーズ発泡体の中には気泡核剤のほかに、本発明の趣旨を損なわない範囲内で、必要に応じて、発泡剤、結晶化促進剤、酸化防止剤、帯電防止剤、紫外線防止剤、光安定剤、蛍光増白剤、顔料、染料、相溶化剤、滑剤、強化剤、難燃剤、架橋助剤、可塑剤、増粘剤、減粘剤、熱安定剤、加工助剤、衝撃改質剤、充填剤などの各種添加剤を配合することができる。
【0021】
発泡剤としては、分解してガスを発生する固体化合物、加熱すると気化する液体、加圧下で樹脂に溶解させ得る不活性な気体などに分類されるが、このいずれを用いることができる。このうち固体化合物としては、例えばアゾジカルボンアミド、ジニトロソペンタメチレンテトラミン、ヒドラゾルジカルボンアミド、重炭酸ナトリウム、p,p’−オキシビスベンゼンスルホニルヒドラジド(OBSH)、N,N’−ジニトロソペンタメチレンテトラミン(DPT)、p−トルエンスルホニルヒドラジド、ベンゼンスルホニルヒドラジド、ジアゾアミノベンゼン、N,N’−ジメチル−N,N’−ジニトロテレフタルアミド、アゾビスイソブチロニトリル等が挙げられる。また気化する液体としては、例えばプロパン、n−ブタン、イソブタン、n−ペンタン、イソペンタン、ヘキサンのような飽和脂肪族炭化水素、ベンゼン、キシレン、トルエンのような芳香族炭化水素、塩化メチル、フロンのようなハロゲン化炭化水素、ジメチルエーテル、メチル−tert−ブチルエーテルのようなエーテル化合物などがあげられる。さらに不活性な気体としては、例えば二酸化炭素、窒素、ヘリウム、アルゴンなどの不活性ガス、代替フロンなどが挙げられる。樹脂への溶解性、気泡の微細化のしやすさを考慮すると、二酸化炭素(炭酸ガス)がより好ましい。
【0022】
<ビーズ発泡体の成形方法>
このような熱可塑性樹脂ビーズ発泡体の製造するに当り、まず上記熱可塑性樹脂等を用いて、予備発泡体粒子を形成する。
ここで、予備発泡性粒子とは、加熱によって発泡体になる能力をもった粒子を意味し、既に少し発泡していてもよいし、発泡していなくてもよい。
【0023】
予備発泡性粒子は押出法、バッチ法のいずれでも製造することができる。押出法の場合、押出機から棒状の発泡体を押出発泡で押し出された棒状発泡体を、後に適切な長さに切断することによって発泡粒子を得ることができる。棒状発泡体を粒子状に切断するタイミングは、棒状発泡体が押し出された直後でもよいし、押出後、発泡体が冷却され、形状が安定してからでもよい。バッチ法の場合、まず圧力容器内で発泡剤を混合した熱可塑性樹脂粒子を作る。この粒子を加熱発泡させて発泡した予備発泡性粒子としてもよいし、樹脂中に発泡体を混合した未発泡の予備発泡性としてもよい。予備発泡性粒子のサイズは0.5〜2mm程度が好ましい。
【0024】
例えば図1(a)に示すように、圧力計2を有する圧力容器1に、未発泡の熱可塑性樹脂3を密閉容器に封入して、炭酸ガス、窒素、ヘリウム等の不活性ガスを圧入した後、金型での型内発泡成形に使用する直前まで所望の圧力で圧入したガスの雰囲気下に保持し、成形直前に圧力を開放してガスが浸透した未発泡の予備発泡性粒子4を製造することができる。特に前記ガスは炭酸ガスを使用すると、樹脂中へのガスの溶解度が高いので樹脂を発泡させやすく、さらに気泡を微細化しやすくすることができる。
【0025】
未発泡の熱可塑性樹脂3への不活性ガスの含浸量としては6質量%以上とすることが好ましく、これによりビーズ発泡体に気泡を微細化することができる。
圧力容器1内の圧力は、好ましくは4〜8MPa、より好ましくは5〜7MPaで保持することが好ましく、この範囲では、熱可塑性樹脂内に十分に不活性ガスを補充することができ、気泡を微細化することができる。
【0026】
次に、圧力容器内の圧力を開放してガスが浸透した予備発泡性粒子4を採取し、図1(b)に示すような、閉鎖しうるが密閉し得ないビーズ成形金型5に、予備発泡性粒子4を短時間で供給する。
短時間で金型に供給することは、予備発泡性粒子の形状等を損なうことなく、次の工程に供給することができ、好ましくは10分以内、より好ましくは5分で行う。
【0027】
ビーズ成形金型5の型内容積に対する予備発泡体の未発泡樹脂の体積充填率は、目標とする発泡倍率をφとすると1/φ以上であることが好ましい。
上記範囲内とすることで、発泡倍率を低下させずに型内に充満した発泡体を得ることができる。
【0028】
次いで、供給した熱可塑性樹脂のガラス転移点以上の温度に加熱や加熱媒体としてのスチームをビーズ成形金型5に導入して金型内を加熱して、型内発泡成形を行い、予備発泡性粒子4を発泡と同時に成形して、ビーズ発泡体6を製造することができる。
上記ガラス転移点以上であれば、熱可塑性樹脂を十分に発泡させることができる。
【0029】
加熱媒体としては、スチーム以外にも熱風やオイルなどを使用することができるが、効率的に成形を行う上ではスチームが最も有効である。スチームで型内発泡成形する場合には、前述したように汎用の発泡成形機を使用して、通常の成形条件で発泡成形することができる。
【0030】
そして、図1(c)に示すように、成形した発泡成形体6は、冷却した後、金型から取り出すことで製造することができる。
【0031】
このような製造法によれば、従来の成形型を用いて、本発明で規定する、軽量かつ圧縮剛性の高い熱可塑性樹脂ビーズ発泡体を製造することができる。
【0032】
上述のビーズ発泡体は、軽量かつ圧縮強度の高い材料であるため、この特性を活かして、自動車の各種衝撃吸収パッドや風力発電のブレード内のコア材として利用することができる。自動車の部材としては、例えばドアトリム内やフロントガラス側面のピラーに設置された衝撃吸収パッドなどとして使用できるが、これらに限られるものではない。本発明のビーズ発泡体は、三次元形状に成形したものを単独で用いてもよいし、周囲に表皮材を被覆して使用してもよい。表皮材にソフトな風合いのシートを用いると、衝撃吸収性能を維持しながら触感を向上できるという利点がある。
【0033】
また自動車部材には、その全体の形状を維持するために、板状あるいは枠状などに形成された形状保持材を組み込んでもよい。その他、本発明の要旨を変更しない範囲で、種々の設計変更を施すことができる。
【実施例】
【0034】
以下、本発明を実施例に基づき更に詳細に説明するが、本発明はこれらに限定されるものではない。
【0035】
(実施例1)
IP252B((株)ベルポリエステルプロダクツ製PET樹脂)の樹脂粒子のペレット(直径3〜4mm、ガラス転移点69℃)300gを圧力容器内に静置し、炭酸ガスを圧力容器内に充填し、圧力を5.3MPaとした。その後、この容器を17℃の雰囲気温度のもと1週間放置し、ペレット中に炭酸ガスを浸透させた。その後、圧力容器内の圧力を開放して常圧にし、容器からガスが浸透した未発泡の予備発泡性粒子を取り出した。この粒子248gを取り出してから10分以内にビーズ成形金型(型内面の寸法は幅10cm×長さ10cm×高さ5cmの直方体)に充填し、水蒸気のスチーム(150℃)を、この金型内に充填してビーズ発泡成形を行った。
得られたビーズ発泡体の密度は496kg/m3、断面を電子顕微鏡で観察して計算した平均気泡径は15μmであった。得られたビーズ発泡体から50mm角の試験片を切り出し、JIS K 7220(2006)に圧縮試験を行ったところ、10%圧縮応力は4,757kPaであり、σ10/ρの値は9.6となった。
【0036】
(実施例2〜5)
実施例2〜5は、実施例1と同じ材料で、表1に示すような未発泡樹脂粒子充填量を用いて、同じ条件でガスを浸透させた。その後、圧力容器内の圧力を開放し、容器からガスが浸透した未発泡樹脂粒子を取り出し、取り出してから10分以内に所定の量の未発泡樹脂粒子を実施例1と同じビーズ成形金型に充填し、水蒸気によってビーズ発泡成形を行った。得られたビーズ発泡体の密度と平均気泡径、圧縮応力、σ10/ρの値は表1のとおりであった。
【0037】
【表1】
【0038】
(比較例1)
エペランPP((株)カネカ製ポリプロピレン樹脂発泡ビーズ)(ガラス転移点−10℃)の発泡ビーズ196gをビーズ成形金型(型内面の寸法は幅10cm×長さ10cm×高さ5cmの直方体)に充填し、水蒸気によってビーズ発泡成形を行った。
得られたビーズ発泡体の密度は391kg/m3、断面を電子顕微鏡で観察して計算した平均気泡径は188μmであった。得られたビーズ発泡体に圧縮試験を行ったところ、10%圧縮応力は1,392kPaであり、σ10/ρの値は3.6となった。
【0039】
(比較例2〜4)
比較例2〜4は、比較例1と同じ材料で、表1に示すような未発泡樹脂粒子充填量を用いて、ビーズ成形金型(型内面の寸法は幅10cm×長さ10cm×高さ5cmの直方体)に充填し、水蒸気によってビーズ発泡成形を行った。得られたビーズ発泡体の密度と平均気泡径、圧縮応力、σ10/ρの値は表2のとおりであった。
【0040】
(比較例5)
IP252B((株)ベルポリエステルプロダクツ製PET樹脂)の樹脂粒子(直径3〜4mm)43gを圧力容器内に静置し、3.5MPaの炭酸ガスを圧力容器内に充填した。その後、この容器を17℃の雰囲気温度のもと1週間放置し、ペレット中にガスを浸透させた。その後、圧力容器内の圧力を開放し、容器からガスが浸透した未発泡樹脂粒子を取り出し、取り出してから10分以内にこの粒子43gをビーズ成形金型(型内面の寸法は幅10cmx長さ10cm×高さ5cmの直方体)に充填し、水蒸気によってビーズ発泡成形を行った。
得られたビーズ発泡体の密度は138kg/m3、断面を電子顕微鏡で観察して計算した平均気泡径は91μmであった。得られたビーズ発泡体に圧縮試験を行ったところ、10%圧縮応力は662kPaであった。よって、σ10/ρの値は4.8となった。
【0041】
【表2】
【0042】
表1,2の結果より、実施例1〜5は、比較例1〜5に対して、σ10/ρを満たすものを成形することができ、軽量化してなお圧縮剛性を向上させることができた。
【符号の説明】
【0043】
1 圧力容器
2 圧力計
3 熱可塑性樹脂
4 予備発泡性粒子
5 ビーズ成形金型
6 ビーズ発泡体
【特許請求の範囲】
【請求項1】
10%圧縮応力σ10(kPa)を密度ρ(kg/m3)で割った数値σ10/ρが5以上であることを特徴とする熱可塑性樹脂ビーズ発泡体。
【請求項2】
前記熱可塑性樹脂がポリエステル系樹脂であることを特徴とする請求項1に記載の熱可塑性樹脂ビーズ発泡体。
【請求項3】
前記熱可塑性樹脂がポリエチレンテレフタレートまたはポリカーボネートであることを特徴とする請求項1または2に記載の熱可塑性樹脂ビーズ発泡体。
【請求項4】
前記発泡体の平均気泡径が0μmを超えて50μm以下であることを特徴とする請求項1〜3のいずれか1項に記載の熱可塑性樹脂ビーズ発泡体。
【請求項5】
請求項1〜4のいずれか1項に記載の熱可塑性樹脂ビーズ発泡体を製造するに当り、圧力容器内で未発泡熱可塑性樹脂粒子に不活性ガスを浸透させた後、圧力容器内の圧力を開放してガスが浸透した未発泡樹脂粒子を取り出し、該粒子を構成する樹脂のガラス転移点以上の温度に、該粒子を加熱して発泡させることを特徴とする熱可塑性樹脂発泡体の製造方法。
【請求項1】
10%圧縮応力σ10(kPa)を密度ρ(kg/m3)で割った数値σ10/ρが5以上であることを特徴とする熱可塑性樹脂ビーズ発泡体。
【請求項2】
前記熱可塑性樹脂がポリエステル系樹脂であることを特徴とする請求項1に記載の熱可塑性樹脂ビーズ発泡体。
【請求項3】
前記熱可塑性樹脂がポリエチレンテレフタレートまたはポリカーボネートであることを特徴とする請求項1または2に記載の熱可塑性樹脂ビーズ発泡体。
【請求項4】
前記発泡体の平均気泡径が0μmを超えて50μm以下であることを特徴とする請求項1〜3のいずれか1項に記載の熱可塑性樹脂ビーズ発泡体。
【請求項5】
請求項1〜4のいずれか1項に記載の熱可塑性樹脂ビーズ発泡体を製造するに当り、圧力容器内で未発泡熱可塑性樹脂粒子に不活性ガスを浸透させた後、圧力容器内の圧力を開放してガスが浸透した未発泡樹脂粒子を取り出し、該粒子を構成する樹脂のガラス転移点以上の温度に、該粒子を加熱して発泡させることを特徴とする熱可塑性樹脂発泡体の製造方法。
【図1】

【公開番号】特開2013−67740(P2013−67740A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−208112(P2011−208112)
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月22日(2011.9.22)
【出願人】(000005290)古河電気工業株式会社 (4,457)
【Fターム(参考)】
[ Back to top ]