
熱可塑性樹脂フィルムの延伸方法及び装置、並びに溶液製膜方法
【課題】幅方向における光学特性のばらつきを抑えつつ、フィルムを延伸する。
【解決手段】クリップテンタ17は、ケーシング42と、ケーシング42内に配されたテンタ本体とを備える。ケーシング42は、フィルム13の搬送方向の上流側から順に、予熱エリア42AA、拡幅エリア42AB、熱緩和エリア42AC及び冷却エリア42ADに区画される。テンタ本体は、フィルム13の耳部を把持するクリップと、クリップを搬送路42Rに沿って移動させるクリップ移動機構と、空調機とを備える。空調機は、予熱エリア42AAに設けられた予熱用空調機55Aを備える。予熱用空調機55Aは、搬送路42Rに向けて過熱水蒸気を送り出す予熱用ガス送出器56と、搬送路42Rにある過熱水蒸気を排出するガス排出器57と、過熱水蒸気60を予熱用ガス送出器56へ供給するガス供給機58とを備える。
【解決手段】クリップテンタ17は、ケーシング42と、ケーシング42内に配されたテンタ本体とを備える。ケーシング42は、フィルム13の搬送方向の上流側から順に、予熱エリア42AA、拡幅エリア42AB、熱緩和エリア42AC及び冷却エリア42ADに区画される。テンタ本体は、フィルム13の耳部を把持するクリップと、クリップを搬送路42Rに沿って移動させるクリップ移動機構と、空調機とを備える。空調機は、予熱エリア42AAに設けられた予熱用空調機55Aを備える。予熱用空調機55Aは、搬送路42Rに向けて過熱水蒸気を送り出す予熱用ガス送出器56と、搬送路42Rにある過熱水蒸気を排出するガス排出器57と、過熱水蒸気60を予熱用ガス送出器56へ供給するガス供給機58とを備える。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性樹脂フィルムの延伸方法及び装置、並びに溶液製膜方法に関する。
【背景技術】
【0002】
熱可塑性樹脂フィルム(以下、フィルムと称する)は、優れた光透過性や柔軟性および軽量薄膜化が可能であるなどの特長から光学フィルムとして多岐に利用されている。中でも、セルロースアシレート、特に57.5%〜62.5%の平均酢化度を有するセルローストリアセテート(以下、TACと称する)から形成されるTACフィルムは、その強靭性と難燃性とから写真感光材料のフィルム用支持体として利用されている。また、TACフィルムは、熱可塑性樹脂フィルムの中でも光学等方性に優れていることから、液晶表示装置の偏光板の保護フィルム、位相差フィルム、視野角拡大フィルム等の光学フィルムとして用いられている。
【0003】
主なフィルムの製造方法としては、溶融押出方法と溶液製膜方法とがある。溶融押出方法とは、ポリマーをそのまま加熱溶解させた後、押出機で押し出してフィルムを製造する方法であり、生産性が高く、設備コストも比較的低額であるなどの特徴を有する。一方、溶液製膜方法は、ポリマーと溶剤とを含んだポリマー溶液(以下、ドープと称する)を支持体上に流延して形成した流延膜が自己支持性を有するものとなった後、これを支持体から剥がしてフィルムとし、このフィルムを十分に乾燥する方法である。
【0004】
レターデーション等の光学特性が幅方向において均一にするために、フィルムを加熱して、フィルムの幅方向両側縁部(以下、耳部と称する)をクリップ等で把持し、幅方向に延伸する方法が知られている(例えば、特許文献1)。また、特許文献2,3には、幅方向における光学特性を均一にするために、延伸時のフィルムに過熱水蒸気をあてる方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−296422号公報
【特許文献2】特開2008−213265号公報
【特許文献3】特開2009−078487号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、上記のような延伸処理により得られた光学フィルムであっても、光学特性が幅方向においてばらつく故障(以下、光学ムラ故障と称する)が依然として発生していた。
【0007】
発明者は、鋭意検討の結果、延伸に先立って、特定の過熱水蒸気をフィルムに当てることにより、幅方向におけるフィルム温度のばらつきを抑え、光学ムラ故障の発生を抑えることができることを見出した。本発明は、熱可塑性樹脂フィルムの延伸方法及び装置、並びに溶液製膜方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、フィルム移動路の両側に配され熱可塑性樹脂フィルムの両側縁部を把持する1対の把持具と、前記1対の把持具を前記フィルム移動路に沿って移動させる把持具移動機構とを備えた延伸装置を用いて、前記熱可塑性樹脂フィルムを延伸する熱可塑性樹脂フィルムの延伸方法において、前記熱可塑性樹脂フィルムの幅方向の間隔が一定の状態で移動する前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ、超音波振動器により振動状態となった被振動部材を通過した過熱水蒸気をあてる予熱工程と、前記予熱工程の後に行われ、前記間隔が漸増しながら移動する前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ温調ガスをあてる拡幅工程と、前記拡幅工程の後に行われ、前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ温調ガスをあてて、前記拡幅工程によって前記熱可塑性樹脂フィルムに生じた歪みを緩和する熱緩和工程とを有することを特徴とする。
【0009】
溶剤含有率が40質量%以下の前記熱可塑性樹脂フィルムに対し前記予熱工程を行なうことが好ましい。
【0010】
前記拡幅工程にて前記熱可塑性樹脂フィルムへあてる前記温調ガスは、過熱水蒸気であることが好ましい。また、前記熱緩和工程にて前記熱可塑性樹脂フィルムへあてる前記温調ガスは、過熱水蒸気であることが好ましい。
【0011】
前記予熱工程において、前記延伸装置及び前記フィルム移動路を収容するケーシングのフィルム入口に向けて、前記過熱水蒸気を送り出すことが好ましい。
【0012】
本発明の溶液製膜方法は、熱可塑性樹脂及び溶剤を含むドープを支持体に向けて流出して、前記ドープからなる膜を前記支持体に形成する膜形成工程と、前記膜に乾燥風をあてて前記膜から前記溶剤を蒸発させる膜乾燥工程と、前記膜乾燥工程を経た前記膜を前記支持体から剥ぎ取って前記熱可塑性樹脂フィルムを得る剥取工程とを有し、上記の熱可塑性樹脂フィルムの延伸方法を前記熱可塑性樹脂フィルムに対し行なうことを特徴とする。
【0013】
本発明の熱可塑性樹脂フィルムの延伸装置は、予熱エリア、拡幅エリア、及び熱緩和エリアの順に熱可塑性樹脂フィルムが通るように設定されたフィルム移動路の両側に配され、前記予熱エリアにおける前記熱可塑性樹脂フィルムの幅方向の間隔が前記熱可塑性樹脂フィルムの移動方向上流側から下流側に向かって一定であり、前記拡幅エリアにおける前記間隔が前記移動方向上流側から下流側に向かって漸増する1対のレールと、前記1対のレールに沿って移動し、前記熱可塑性樹脂フィルムの両側縁部を把持可能な1対の把持具と、前記予熱エリアに設けられ、前記予熱エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる予熱用ガス送出器とを備え、前記予熱用ガス送出器は、前記過熱水蒸気が流通するダクトと、前記ダクトのうち前記フィルム移動路の対向部に形成され、前記フィルム移動路に向けて前記過熱水蒸気を先端から送り出すノズルと、前記過熱水蒸気を振動させる超音波振動器とを有することを特徴とする。
【0014】
前記ノズルの先端は、前記フィルム移動路、前記1対のレール、前記1対の把持具、及び前記予熱用ガス送出器を収容するケーシングのフィルム入口に向かって延設されたことが好ましい。また、前記超音波振動器は前記ダクトや前記ノズルに取り付けられたことが好ましい。
【0015】
前記拡幅エリアに設けられ、前記拡幅エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる拡幅用ガス送出器を備えたことが好ましい。また、前記熱緩和エリアに設けられ、前記熱緩和エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる熱緩和用ガス送出器を備えたことが好ましい。
【発明の効果】
【0016】
本発明によれば、幅方向におけるフィルム温度のばらつきを抑え、光学ムラ故障の発生を抑えることができる
【図面の簡単な説明】
【0017】
【図1】溶液製膜設備の概要を示す説明図である。
【図2】クリップテンタの概要を示す説明図である。
【図3】予熱エリアの概要を示すクリップテンタの断面図である。
【図4】第1の予熱用ガス送出器の概要を示す斜視図である。
【図5】第2の予熱用ガス送出器の概要を示す斜視図である。
【図6】予熱エリアの概要を示すクリップテンタの断面図である。
【発明を実施するための形態】
【0018】
(溶液製膜設備)
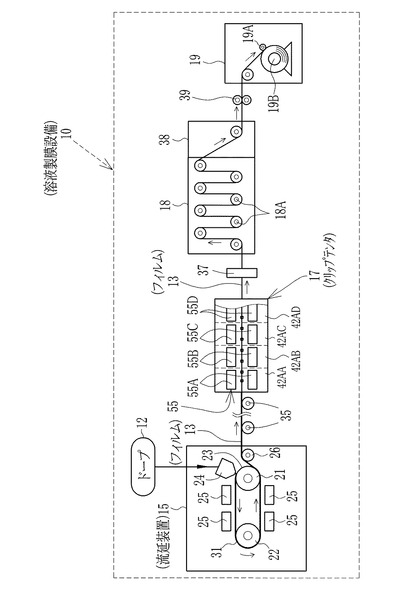
図1に示すように、溶液製膜設備10は、ドープ12からフィルム13をつくる流延装置15と、フィルム13の延伸処理を行なうクリップテンタ17と、フィルム13の乾燥を進める乾燥装置18と、フィルム13を巻き芯に巻き取る巻取装置19とを有する。
【0019】
流延装置15は、駆動ドラム21と、従動ドラム22と、流延バンド23と、流延ダイ24と、乾燥機25と、剥取ローラ26とを備える。駆動ドラム21と従動ドラム22とは、ケーシング内に水平かつ互いに平行に並べられる。流延バンド23は駆動ドラム21と従動ドラム22とに掛け渡される。流延バンド23は、十分な耐腐食性と強度とを有するステンレス(例えば、SUS316)製であることが好ましい。図示しないモータは、駆動ドラム21を所定の速度で回転させる。駆動ドラム21と従動ドラム22とに巻き掛けられた流延バンド23は、駆動ドラム21の回転に伴い所定の方向へ循環移動し、従動ドラム22は、流延バンド23の移動に従って回転する。流延バンド23の移動速度は、例えば、10m/分以上150m/分以下である。
【0020】
流延ダイ24は、ドープ12を流出するドープ流出口を有する。流延ダイ24は、流延バンド23のうち駆動ドラム21に巻き掛けられた部分がドープ流出口と近接するように、駆動ドラム21の上方に配される。流延ダイ24は、ドープ流出口から流延バンド23に向けてドープ12を流出する。ドープ流出口から流出し、流延バンド23の流延面に到達するまでのドープ12は、ビードを形成する。流延面に到達したドープ12は、流延バンド23の移動方向へ流れ延ばされる結果、帯状の流延膜31を形成する。
【0021】
乾燥機25は、流延膜31に所定の乾燥風をあてて、流延膜31の乾燥を行う。図に示すように、乾燥機25は、流延面に対向するように、流延バンド23の移動方向へ並べられる。
【0022】
剥取ローラ26は、剥ぎ取り可能な状態となった流延膜31を流延バンド23から剥ぎ取り、フィルム13として、流延装置15から送り出す。
【0023】
ケーシング内の雰囲気に含まれる溶剤を凝縮する凝縮装置、凝縮した溶剤を回収する回収装置を、流延装置15に設けてもよい。これにより、ケーシング内の雰囲気に含まれる溶剤の濃度を一定の範囲に保つことができる。
【0024】
流延装置15とクリップテンタ17との間の渡り部には、フィルム13を支持する支持ローラ35が複数並べられている。支持ローラ35は、図示しないモータにより、軸を中心に回転する。支持ローラ35は、流延装置15から送り出されたフィルム13を支持して、クリップテンタ17へ案内する。なお、図1では、渡り部に2つの支持ローラ35を並べた場合を示しているが、本発明はこれに限られず、渡り部に1つ、または3つ以上の支持ローラ35を並べてもよい。また、支持ローラ35は、ドライブローラとフリーローラとのいずれでもよい。
【0025】
クリップテンタ17は、フィルム13の幅方向両側縁部を把持する多数のクリップを有し、このクリップが延伸軌道上を移動する。クリップにより把持されたフィルム13には、幅方向への延伸処理が施される。なお、クリップテンタ17の詳細は後述する。
【0026】
クリップテンタ17と乾燥装置18との間には耳切装置37が設けられている。耳切装置37に送り出されたフィルム13の幅方向の両端は、クリップによって形成された把持跡が形成されている。耳切装置37は、この把持跡を有する両端部分を切り離す。この切り離された部分は、送風によりカットブロワ(図示しない)及びクラッシャ(図示しない)へ順次に送られて、細かく切断され、ドープ等の原料として再利用される。
【0027】
乾燥装置18は、フィルム13の搬送路を備えるケーシングと、フィルム13の搬送路を形成する複数のローラ18Aと、ケーシング内の雰囲気の温度や湿度を調節する空調機(図示しない)とを備える。ケーシング内に導入されたフィルム13は、複数のローラ18Aに巻き掛けられながら搬送される。この雰囲気の温度や湿度の調節により、ケーシング内を搬送されるフィルム13から残留した溶剤が蒸発する。更に、乾燥装置18に、フィルム13から蒸発した溶剤を吸着により回収する吸着回収装置が接続される。
【0028】
乾燥装置18及び巻取装置19の間には、上流側から順に、冷却室38、除電バー(図示しない)、ナーリング付与ローラ39、及び耳切装置(図示しない)が設けられる。冷却室38は、フィルム13の温度が略室温となるまで、フィルム13を冷却する。除電バーは、冷却室38から送り出され、帯電したフィルム13から電気を除く除電処理を行う。ナーリング付与ローラ39は、フィルム13の幅方向両端に巻き取り用のナーリングを付与する。耳切装置は、切断後のフィルム13の幅方向両端にナーリングが残るように、フィルム13の幅方向両端を切断する。
【0029】
巻取装置19は、プレスローラ19Aと巻き芯19Bを有する。巻取装置19に送られたフィルム13は、プレスローラ19Aによって押し付けられながら巻き芯19Bに巻き取られ、ロール状となる。
【0030】
(クリップテンタ)
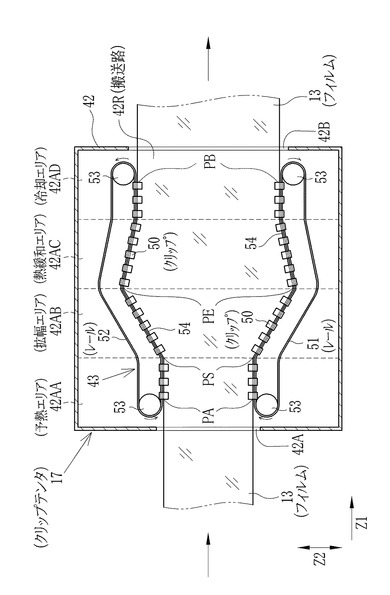
図2に示すように、クリップテンタ17は、ケーシング42と、ケーシング42内に配された延伸装置43とを備える。ケーシング42内には、フィルム13を導入する入口42Aと、フィルム13を外部へ送り出す出口42Bが設けられる。また、ケーシング42の内部には、搬送路42Rが、入口42Aから出口42Bにかけて形成される。ケーシング42は、フィルム13の搬送方向(以下、方向Z1と称する)の上流側から順に、予熱エリア42AA、拡幅エリア42AB、熱緩和エリア42AC及び冷却エリア42ADに区画される。なお、熱緩和エリア42AC及び冷却エリア42ADは省略してもよい。
【0031】
延伸装置43は、クリップ50と、クリップ50を搬送路42Rに沿って移動させるクリップ移動機構とを備える。クリップ移動機構は、1対のレール51,52と、スプロケット53と、環状のチェーン54とを備える。更に、延伸装置43は、空調機55(図1参照)を備える。
【0032】
環状のレール51,52は搬送路42Rの両側に設置される。予熱エリア42AA及び冷却エリア42ADにおけるレール51,52のレール幅は、一定である。拡幅エリア42ABにおけるレール51,52のレール幅は、フィルム13の拡幅が開始する拡幅開始位置PSから、フィルム13の拡幅が完了する拡幅完了位置PEまで、方向Z1に向かうに従って次第に広くなる。熱緩和エリア42ACにおけるレール51,52のレール幅は、方向Z1に向かうに従って次第に狭くなる。
【0033】
スプロケット53は、レール51,52のZ1方向上流端部及び下流端部に配される。チェーン54は、スプロケット53と噛み合っている。クリップ50は、フィルム13の幅方向(以下、Z2方向と称する。)両側縁部を把持するためのものであり、チェーン54に所定の間隔で取り付けられる。スプロケット53が回転することにより、クリップ50は、レール51,52に沿って循環移動する。
【0034】
クリップ50がレール51、52上のZ1方向上流端部近傍に設定された把持開始位置PAを通過すると、把持開始位置PA近傍に設けられた把持開始手段(図示しない)により、クリップ50はフィルム13の耳部の把持を開始する。クリップ50がフィルム13の耳部を把持したままレール51,52に沿って移動することにより、フィルム13は方向Z1へ搬送され、各エリア42AA〜42ADを順次通過する。クリップ50がレール51,52上のZ1方向下流端部近傍に設定された把持解除位置PBを通過すると、把持解除位置PB近傍に設けられた把持解除手段(図示しない)により、クリップ50はフィルム13の耳部の把持を解除する。
【0035】
図1に示すように、空調機55は、予熱エリア42AAに設けられた予熱用空調機55Aと、拡幅エリア42ABに設けられた拡幅用空調機55Bと、熱緩和エリア42ACに設けられた熱緩和用空調機55Cと、冷却エリア42ADに設けられた冷却用空調機55Dとを備える。
【0036】
(予熱用空調機)
予熱用空調機55Aは、搬送路42Rの上方及び下方にそれぞれ配される。搬送路42Rの上方に配された予熱用空調機55Aと搬送路42Rの下方に配された予熱用空調機55Aとは同様の構造を有するため、以下、搬送路42Rの上方に配された予熱用空調機55Aについて説明し、搬送路42Rの下方に配された予熱用空調機55Aの説明は省略する。
【0037】
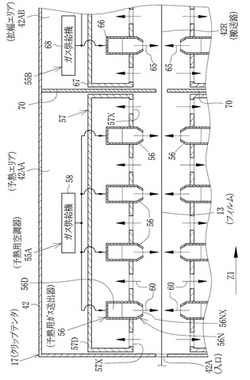
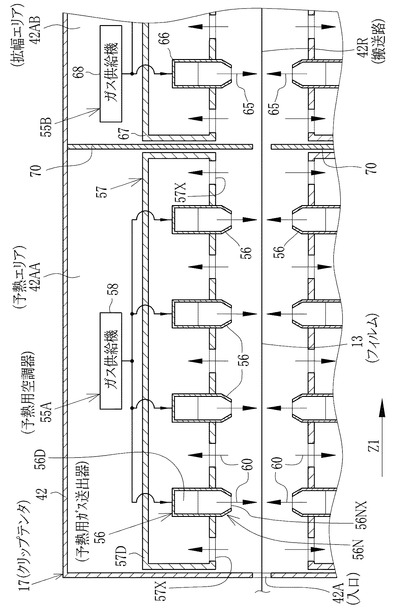
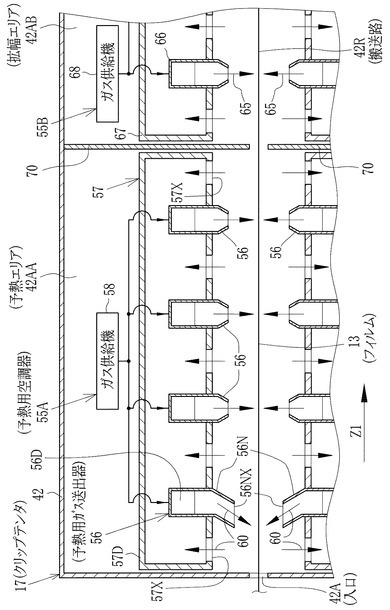
図3に示すように、予熱用空調機55Aは、搬送路42Rに向けて過熱水蒸気(例えば、120℃以上170℃以下)を送り出す予熱用ガス送出器56と、搬送路42Rにある過熱水蒸気を排出するガス排出器57と、過熱水蒸気60を予熱用ガス送出器56へ供給するガス供給機58とを備える。
【0038】
ガス排出器57は、排出ダクト57Dを有する。排出ダクト57Dは、搬送路42Rの上方に配される。排出ダクト57Dの下面には、過熱水蒸気を排出するための排出口57Xが開口する。排出口57Xは、Z1方向において並ぶように設けられる。
【0039】
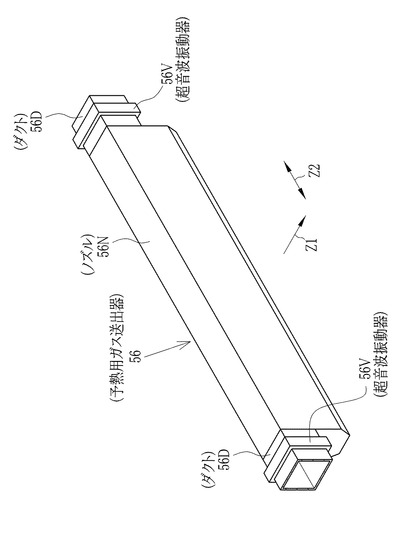
予熱用ガス送出器56は、排出ダクト57Dの下面から突出するように設けられ、排出口57Xの間に配される。図4に示すように、予熱用ガス送出器56は、過熱水蒸気が流通するダクト56Dと、ダクト56Dを通った過熱水蒸気を搬送路42Rに向けて送り出すノズル56Nと、過熱水蒸気を振動させる超音波振動器56Vとを備える。ダクト56Dは、搬送路42Rの上方に配される。ノズル56Nは、ダクト56Dの下面から搬送路42Rに向かって延設される。ノズル56Nの先端には、過熱水蒸気が送り出される送出口56NXが開口する。送出口56NXは、フィルム13の一端側から他端側までZ1方向へ延びるように形成される。超音波振動器56Vは、ダクト56Dの外周面と接触するように設けられる。超音波振動器56Vは、振動子と、振動子を所定の周波数(例えば、30kHz以上40kHz以下)で振動させる発振子と、電源等を内蔵し、振動子の超音波振動をダクト56Dに伝える。
【0040】
(拡幅用空調機)
図1に示すように、各空調機55B〜55Dは、それぞれ、搬送路42Rの上方及び下方に配される。搬送路42Rの上方に配された各空調機55B〜55Dと搬送路42Rの下方に配された各空調機55B〜55Dとは同様の構造を有するため、以下、搬送路42Rの上方に配された拡幅用空調機55Bについて説明し、それ以外の空調機55B〜55Dの詳細な説明は省略する。
【0041】
図3に示すように、拡幅用空調機55Bは、搬送路42Rに向けて所定の温調ガス65を送り出す拡幅用ガス送出器66と、搬送路42Rにある温調ガス65を排出するガス排出器67と温調ガス65を予熱用ガス送出器56へ供給するガス供給機68とを備える。拡幅用ガス送出器66と、ガス排出器67と、ガス供給機68とは、それぞれ、予熱用ガス送出器56と、ガス排出器57と、ガス供給機58と同様の構造を有する。
【0042】
(熱緩和用空調機・冷却用空調機)
図1に示すように、熱緩和用空調機55Cは、熱緩和用ガス送出器を用いて、搬送路42Rに向けて所定の温調ガスを送り出す。同様に、冷却用空調機55Dは、冷却用ガス送出器を用いて、搬送路42Rに向けて所定の温調ガスを送り出す。
【0043】
なお、各エリア42AA〜42ADの間に仕切り板70を設けることが好ましい。仕切り板70は、ケーシング42の上面及び下面から搬送路42Rに向かって延設され、その先端は搬送路42R近傍まで延びる。
【0044】
次に、本発明の作用を説明する。図1に示すように、駆動ドラム21は、図示しない制御部により、回転する。これにより、ドラム21、22に巻き掛けられた流延バンド23は、流延装置15のケーシング内を循環移動する。流延装置15では、膜形成工程、膜乾燥工程及び剥取工程が順次行われる。
【0045】
流延工程では、流延バンド23上にドープ12からなる流延膜31が形成される。流延ダイ24は、ドープ流出口からドープ12を連続的に流出する。流出したドープ12は、流延ダイ24から流延バンド23にかけてビードを形成し、流延バンド23上にて流れ延ばされる。こうして、流延バンド23上には、ドープ12からなる流延膜31が形成される。
【0046】
膜乾燥工程では、乾燥機25から送り出された乾燥風を流延膜31にあてて、流延膜31から溶剤を蒸発させる。溶剤の蒸発により流延膜31の乾燥が進む。膜乾燥工程は、流延膜31が自立して搬送可能な状態となるまで行われる。
【0047】
剥取工程では、剥取ローラ26により、自立して搬送可能な状態となった流延膜31が流延バンド23から剥ぎ取られる。剥取ローラ26は、剥ぎ取り可能な状態となった流延膜31を流延バンド23から剥ぎ取ってフィルム13とし、流延装置15の外部へフィルム13を送り出す。剥取工程は、溶剤含有率が20質量%以上80質量%以下の流延膜31に対して行うことが好ましい。
【0048】
ここで、溶剤含有率は、流延膜や各フィルム中に含まれる溶剤の量を乾量基準で示したものであり、対象のフィルムからサンプルを採取し、このサンプルの重量をx、サンプルを乾燥した後の重量をyとするとき、{(x−y)/y}×100と表される。
【0049】
流延装置15から送り出されたフィルム13は、渡り部を経て、クリップテンタ17へ導入される。図2に示すように、レール51、52に沿って移動するクリップ50は、把持開始位置PAにおいて、フィルム13の耳部を把持する。クリップ50が耳部を把持しままレール51、52に沿って方向Z1へ移動することにより、耳部を把持されたフィルム13は方向Z1上流側から下流側に向かって移動(例えば、10m/分以上150m/分以下)し、予熱エリア42AA、拡幅エリア42AB、熱緩和エリア42AC及び冷却エリア42ADを順次通過する。そして、フィルム13の耳部を把持するクリップ50は、把持解除位置PBにおいて、フィルム13の耳部の把持を解除する。
【0050】
クリップテンタ17では、フィルム13を延伸する延伸処理が行なわれる。延伸処理では、予熱工程、拡幅工程、熱緩和工程及び冷却工程が順次行われる。
【0051】
(予熱工程)
図3に示すように、ガス供給機58は、所定の温度の過熱水蒸気60を予熱用ガス送出器56へ送る。予熱用ガス送出器56は、超音波振動器56V(図4参照)を用いて、ダクト56Dを振動させる。予熱工程では、ノズル56Nを用いて、振動状態のダクト56Dを通った過熱水蒸気60をフィルム13に向けて送り出す。これにより、Z2方向において均一の量の過熱水蒸気60をフィルム13に向けて送り出すことができる。そして、振動状態のダクト56Dを通った過熱水蒸気60は、フィルム13にあたる。
【0052】
過熱水蒸気60がフィルム13にあたることにより、過熱水蒸気60からの伝熱により、フィルム13の温度は、拡幅が可能な程度にまで上昇する。また、過熱水蒸気60がフィルム13にあたることで、フィルム13が水分を吸収する。この結果、フィルム13をなす熱可塑性樹脂のガラス転移温度Tgが低下し、拡幅が可能な温度の下限値が低下する。これにより、拡幅工程を低温で行なうことが可能となるため、Z2方向におけるフィルム13の温度分布のばらつきを抑えることができる。また、過熱水蒸気60は乾いた熱気に比べて熱伝導係数が大きいため、過熱水蒸気がフィルム13にあたった場合は、乾いた熱気がフィルム13にあたった場合に比べ、Z2方向におけるフィルム13の温度分布のばらつきが抑えられる。
【0053】
予熱工程は、例えば、溶剤含有率が0.1質量%以上40質量%以下のフィルム13に対して行うことが好ましく、溶剤含有率が0.1質量%以上5質量%以下のフィルム13に対して行うことがより好ましい。
【0054】
予熱工程において、フィルム13の近傍の動圧は、例えば、1.0Pa以上150Pa以下である。
【0055】
(拡幅工程)
拡幅エリア42ABのZ1方向上流端である位置PSでは、フィルム13を方向Z2へ拡幅する拡幅工程が開始する。そして、クリップ50が耳部を把持したまま位置PSから位置PEへ到達すると、レール51,52の間隔に応じた拡幅率(例えば、5%以上50%以下)で、フィルム13が拡幅される。拡幅率は、位置PSにおけるフィルム13の幅をW1とし、位置PEにおけるフィルム13の幅をW2としたときに、100×(W2−W1)/W1、と表される。拡幅エリア42ABのZ1方向下流端である位置PEでは、フィルム13を方向Z2へ拡幅する拡幅工程が完了する。ガス供給機68は、所定の温度(例えば、80℃以上200℃以下)の温調ガス65を拡幅用ガス送出器66へ送る。拡幅用ガス送出器66は、温調ガス65をフィルム13へあてる。温調ガス65がフィルム13にあたることにより、フィルム13は、拡幅が可能な状態となる。
【0056】
(熱緩和工程)
熱緩和用空調機55Cは、所定の温度(例えば、80℃以上200℃以下)の温調ガスをフィルム13に向けて送り出す。熱緩和用空調機55Cからの温調ガスがフィルム13にあたることにより、フィルム13は、拡幅工程によって生じた歪みが緩和可能な状態となる。
【0057】
(冷却工程)
冷却用空調機55Dは、所定の温度(例えば、50℃以上150℃以下)の温調ガスをフィルム13に向けて送り出す。温調ガスがフィルム13にあたることにより、フィルム13の温度は、所定の温度まで下がる。
【0058】
クリップテンタ17では、予熱工程において、振動状態のダクト56Dを通った過熱水蒸気60フィルム13にあてる。超音波振動された過熱水蒸気60をフィルム13にあてることにより、超音波振動されていない過熱水蒸気をフィルム13にあてる場合に比べ、水分子がフィルム13に吸収されやすい。その結果、フィルム13をなす熱可塑性樹脂のガラス転移温度Tgが大きく低下するため、拡幅工程をより低温で行なうことが可能となる。したがって、Z2方向におけるフィルム13の温度分布のばらつきを、極めて低いレベルにまで抑えることができる。
【0059】
更に、超音波振動された過熱水蒸気をフィルム13にあてることにより、フィルム13のフィルム面近傍に存在する空気層を取り除くことができる。過熱水蒸気とフィルム13との接触を阻害する空気層を除去することにより、過熱水蒸気からフィルム13への熱エネルギーの移動をスムーズに行なうことができるとともに、フィルム13に水分子がより吸収されやすくなる。したがって、Z2方向におけるフィルム13の温度分布のばらつきを、極めて低いレベルにまで抑えることができる。
【0060】
こうして、Z2方向におけるフィルム13の温度分布のばらつきを極めて低いレベルにまで抑えることができるため、結果として、Z2方向におけるフィルム13の光学特性のばらつきを抑えることができる。ここで、フィルム13の光学特性とは、面内レターデーションのことをいう。
【0061】
上記実施形態では、フィルム13へ過熱水蒸気をあてる空調機を、予熱エリア42AAのみに設けたが本発明はこれに限られない。例えば、拡幅用空調機55Bを用いて、フィルム13へ過熱水蒸気をあててもよい。更に、熱緩和用空調機55Cを用いて、フィルム13へ過熱水蒸気をあててもよい。拡幅エリア42ABのフィルム13に向けて過熱水蒸気を送り出すことにより、拡幅エリア42ABでのZ2方向におけるフィルム13の温度分布のばらつきを抑えることができる。また、熱緩和エリア42ACのフィルム13に向けて過熱水蒸気を送り出すことにより、環境耐久試験前後における寸法変動や各レターデーションRe及びRthの変動を抑えることができる。ここで、環境耐久試験とは、高温高湿の条件(例えば、温度60℃以上湿度90%RH)下における耐久試験や、高温低湿度の条件(例えば、温度80℃以上湿度10%RH以下)下における耐久試験などである。
【0062】
更に、拡幅エリア42ABにおいて、拡幅用空調機55Bに代えて、予熱用空調機55Aと同様の構造を有する空調機を設けても良い。拡幅エリア42ABに設けられ、予熱用空調機55Aと同様の構造を有する空調機により、拡幅エリア42ABにあるフィルム13へ、超音波振動された過熱水蒸気をあてることができるため、Z2方向におけるフィルム13の温度分布のばらつきを極めて低いレベルまで抑えることができる。同様に、熱緩和エリア42ACにおいて、熱緩和用空調機55Cに代えて、予熱用空調機55Aと同様の構造を有する空調機を設けても良い。熱緩和エリア42ACに設けられ、予熱用空調機55Aと同様の構造を有する空調機により、熱緩和エリア42ACにあるフィルム13へ、超音波振動された過熱水蒸気をあてることができるため、環境耐久試験前後における寸法変動や各レターデーションRe及びRthの変動を極めて低いレベルまで抑えることができる。
【0063】
上記実施形態では、超音波振動器56Vをダクト56D内に設けた(図4参照)が、本発明はこれに限られず、超音波振動器56Vをノズル56N内にて、Z2方向へ延設してよい(図5参照)。例えば、超音波振動器56Vをノズル56Nの天面に設けることが好ましい。これにより、予熱工程において、振動状態のノズル56Nを通った過熱水蒸気60をフィルム13へあてることができる。
【0064】
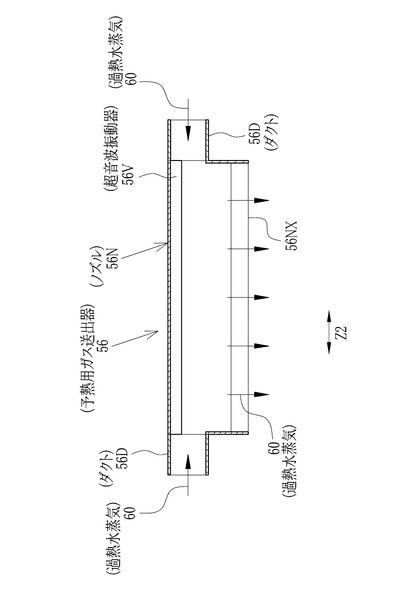
また、図6に示すように、予熱用空調機55Aにおいて、Z1方向最上流側のノズル56Nは、入口42Aに向かって延設されることが好ましい。入口42Aに向かって延設されるノズル56Nにより、ノズル56Nから出た過熱水蒸気60は、フィルム13のフィルム面を沿って、入口42Aに向かって流れる。フィルム13のフィルム面に沿って入口42Aに向かって流れる過熱水蒸気60により、フィルム13のフィルム面近傍を流れるケーシング42外のガス(以下、外部ガスと称する)が入口42Aへ流入することを防止することができる。過熱水蒸気60や予熱エリア42AAにあるフィルム13よりも低温の外部ガスが入口42Aへ流入してしまうと、予熱エリア42AAにおけるフィルム13の温度のばらつきが生じてしまう。したがって、フィルム13のフィルム面に沿って入口42Aへ流れる過熱水蒸気60により、予熱エリア42AAにおいて、Z2方向におけるフィルム13の温度分布のばらつきを抑えることができる。
【0065】
本発明により得られるフィルム13は、特に、位相差フィルムや偏光板保護フィルムに用いることができる。
【0066】
フィルム13の幅は、600mm以上であることが好ましく、1400mm以上2500mm以下であることがより好ましい。また、本発明は、フィルム13の幅が2500mmより大きい場合にも効果がある。またフィルム13の膜厚は、20μm以上80μm以下であることが好ましい。
【0067】
また、フィルム13の面内レターデーションReは、20nm以上300nm以下であることが好ましく、フィルム13の厚み方向レターデーションRthは、−100nm以上300nm以下であることが好ましい。
【0068】
面内レターデーションReの測定方法は次の通りである。面内レターデーションReは、サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、自動複屈折率計(KOBRA21DH 王子計測(株))にて632.8nmにおける垂直方向から測定したレターデーション値を用いた。なおReは以下式で表される。
Re=|n1−n2|×d
n1は遅相軸の屈折率,n2は進相軸2の屈折率,dはフィルムの厚み(膜厚)を表す
【0069】
厚み方向レターデーションRthの測定方法は次の通りである。サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、エリプソメータ(M150 日本分光(株)製)で632.8nmにより垂直方向から測定した値と、フィルム面を傾けながら同様に測定したレターデーション値の外挿値とから下記式に従い算出した。
Rth={(n1+n2)/2−n3}×d
n3は厚み方向の屈折率を表す。
【0070】
(熱可塑性樹脂)
上記実施形態では、熱可塑性樹脂フィルムの原料となる熱可塑性樹脂は、特に限定されず、例えば、セルロースアシレートや環状ポリオレフィン等がある。
【0071】
(セルロースアシレート)
セルロースアシレートのアシル基は1種類だけでも良いし、あるいは2種類以上のアシル基が使用されていても良い。2種類以上のアシル基を用いるときは、その1つがアセチル基であることが好ましい。セルロースの水酸基をカルボン酸でエステル化している割合、すなわち、アシル基の置換度が下記式(I)〜(III)の全てを満足するものが好ましい。なお、以下の式(I)〜(III)において、A及びBは、アシル基の置換度を表わし、Aはアセチル基の置換度、またBは炭素原子数3〜22のアシル基の置換度である。なお、トリアセチルセルロース(TAC)の90重量%以上が0.1mm〜4mmの粒子であることが好ましい。
(I) 2.0≦A+B≦3.0
(II) 1.0≦ A ≦3.0
(III) 0 ≦ B ≦2.0
【0072】
アシル基の全置換度A+Bは、2.20以上2.90以下であることがより好ましく、2.40以上2.88以下であることが特に好ましい。また、炭素原子数3〜22のアシル基の置換度Bは、0.30以上であることがより好ましく、0.5以上であることが特に好ましい。
【0073】
セルロースアシレートの原料であるセルロースは、リンター,パルプのどちらから得られたものでも良い。
【0074】
本発明のセルロースアシレートの炭素数2以上のアシル基としては、脂肪族基でもアリール基でも良く特に限定されない。それらは、例えばセルロースのアルキルカルボニルエステル、アルケニルカルボニルエステルあるいは芳香族カルボニルエステル、芳香族アルキルカルボニルエステルなどであり、それぞれさらに置換された基を有していても良い。これらの好ましい例としては、プロピオニル、ブタノイル、ペンタノイル、ヘキサノイル、オクタノイル、デカノイル、ドデカノイル、トリデカノイル、テトラデカノイル、ヘキサデカノイル、オクタデカノイル、iso−ブタノイル、t−ブタノイル、シクロヘキサンカルボニル、オレオイル、ベンゾイル、ナフチルカルボニル、シンナモイル基などを挙げることができる。これらの中でも、プロピオニル、ブタノイル、ドデカノイル、オクタデカノイル、t−ブタノイル、オレオイル、ベンゾイル、ナフチルカルボニル、シンナモイルなどがより好ましく、特に好ましくはプロピオニル、ブタノイルである。
【0075】
(溶剤)
ドープを調製する溶剤としては、芳香族炭化水素(例えば、ベンゼン,トルエンなど)、ハロゲン化炭化水素(例えば、ジクロロメタン,クロロベンゼンなど)、アルコール(例えば、メタノール,エタノール,n−プロパノール,n−ブタノール,ジエチレングリコールなど)、ケトン(例えば、アセトン,メチルエチルケトンなど)、エステル(例えば、酢酸メチル,酢酸エチル,酢酸プロピルなど)及びエーテル(例えば、テトラヒドロフラン,メチルセロソルブなど)などが挙げられる。なお、本発明において、ドープとはポリマーを溶剤に溶解または分散して得られるポリマー溶液,分散液を意味している。
【0076】
これらの中でも炭素原子数1〜7のハロゲン化炭化水素が好ましく用いられ、ジクロロメタンが最も好ましく用いられる。ポリマーの溶解性、流延膜の支持体からの剥ぎ取り性、フィルムの機械的強度など及びフィルムの光学特性などの物性の観点から、ジクロロメタンの他に炭素原子数1〜5のアルコールを1種ないし数種類混合することが好ましい。アルコールの含有量は、溶剤全体に対し2重量%〜25重量%が好ましく、5重量%〜20重量%がより好ましい。アルコールの具体例としては、メタノール,エタノール,n−プロパノール,イソプロパノール,n−ブタノールなどが挙げられるが、メタノール,エタノール,n−ブタノールあるいはこれらの混合物が好ましく用いられる。
【0077】
ところで、最近、環境に対する影響を最小限に抑えることを目的に、ジクロロメタンを使用しない場合の溶剤組成についても検討が進み、この目的に対しては、炭素原子数が4〜12のエーテル、炭素原子数が3〜12のケトン、炭素原子数が3〜12のエステル、炭素原子数1〜12のアルコールが好ましく用いられる。これらを適宜混合して用いることがある。例えば、酢酸メチル,アセトン,エタノール,n−ブタノールの混合溶剤が挙げられる。これらのエーテル、ケトン,エステル及びアルコールは、環状構造を有するものであってもよい。また、エーテル、ケトン,エステル及びアルコールの官能基(すなわち、−O−,−CO−,−COO−及び−OH)のいずれかを2つ以上有する化合物も、溶剤として用いることができる。
【0078】
なお、セルロースアシレートの詳細については、特開2005−104148号の[0140]段落から[0195]段落に記載されている。これらの記載も本発明にも適用できる。また、溶剤及び可塑剤,劣化防止剤,紫外線吸収剤(UV剤),光学異方性コントロール剤,レターデーション制御剤,染料,マット剤,剥離剤,剥離促進剤などの添加剤についても、同じく特開2005−104148号の[0196]段落から[0516]段落に詳細に記載されている。
【実施例】
【0079】
(実験1〜2)
以下の方法により、実験1〜2を行った。各実験の詳細は、実験1について詳細に行い、実験2について、実験1と同じ箇所の説明は省略し、異なる部分の説明をする。
【0080】
(実験1)
ドープ12の調製に用いた化合物の処方を下記に示す。
セルローストリアセテート(置換度2.86) 100 質量部
トリフェニルホスフェート(TPP) 10 質量部
マット剤(AEROSIL R972) 0.03質量部
の組成比からなる固形分を
ジクロロメタン 80 質量部
メタノール 13.5 質量部
n−ブタノール 6.5 質量部
からなる混合溶剤に適宜添加し、攪拌溶解してドープ12を調製した。
【0081】
ドープ12を濾紙(東洋濾紙(株)製,#63LB)にて濾過後さらに焼結金属フィルタ(日本精線(株)製06N,公称孔径10μm)で濾過し、さらにメッシュフイルタで濾過した後にストックタンクに入れた。
【0082】
[セルローストリアセテート]
なお、ここで使用したセルローストリアセテート(TAC)は、残存酢酸量が0.1質量%以下であり、Ca含有率が58ppm、Mg含有率が42ppm、Fe含有率が0.5ppmであり、遊離酢酸40ppm、さらに硫酸イオンを15ppm含むものであった。また6位水酸基の水素に対するアセチル基の置換度は0.91であった。また、全アセチル基中の32.5%が6位の水酸基の水素が置換されたアセチル基であった。また、このTACをアセトンで抽出したアセトン抽出分は8質量%であり、その質量平均分子量/数平均分子量比は2.5であった。また、得られたTACのイエローインデックスは1.7であり、ヘイズは0.08、透明度は93.5%であった。このTACは、綿から採取したセルロースを原料として合成されたものである。
【0083】
得られたドープ12を用いて、図1に示す溶液製膜設備10において、フィルム13(幅2000mm、膜厚70μm)をつくった。クリップテンタ17は、図1〜図3に示すものを用いた。予熱エリア42AAでは、超音波振動器57Vによって振動しているダクト内を通った過熱水蒸気(温度160℃)をフィルム13(溶剤含有率0.2質量%)へあてた。超音波振動器57Vによる振動周波数は、40kHzであった。拡幅エリア42ABでは、温調ガス(温度150℃)をフィルム13へあてた。拡幅率は、20%であった。熱緩和エリア42ACでは、温調ガス(温度150℃)をフィルム13へあてた。冷却エリア42ADでは、温調ガスをフィルム13へあて、フィルム13の温度が80℃になるまで、フィルム13を冷却した。
【0084】
(実験2)
実験2では、予熱エリア42AAにおいて、超音波振動器によって振動しているダクト内を通った過熱水蒸気に代えて、乾いた熱気(湿度2%RH以下、温度180℃)をフィルム13へあてたこと、拡幅エリア42ABにてフィルム13にあてた温調ガスの温度が温度180℃であったこと、及び熱緩和エリア42ACにてフィルム13にあてた温調ガスの温度が温度170℃であったこと以外は、実験1と同様にして、フィルム13をつくった。
【0085】
(評価)
得られたフィルム13について、次の評価を行なった。
【0086】
(面内レターデーションReの変動量)
ロール状のフィルム13からサンプルフィルム(長さ10mm)を切り出し、自動複屈折率計を用いて、サンプルフィルムの長手方向において連続的に面内レターデーションReを測定した。そして、面内レターデーションReの測定値のうち、最大値から最小値を減じて、面内レターデーションReの変動量を得た。面内レターデーションReの変動量を表1に示す。
【0087】
(面内レターデーションReの測定方法)
サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、自動複屈折率計(KOBRA21ADH 王子計測(株))にて589.3nmにおける垂直方向から測定したレターデーション値の外挿値より次式に従い算出した。
Re=|nX−nY|×d
nXは、遅相軸方向における屈折率,nYは進相軸方向の屈折率,dはフィルムの厚み(膜厚)を表す。
【0088】
【表1】

【符号の説明】
【0089】
10 溶液製膜設備
13 フィルム
15 流延装置
17 クリップテンタ
42R 搬送路
50 クリップ
51、52 レール
55 空調機
55A 予熱用空調機
56 予熱用ガス送出器
56D ダクト
56N ノズル
56V 超音波振動器
60 過熱水蒸気
【技術分野】
【0001】
本発明は、熱可塑性樹脂フィルムの延伸方法及び装置、並びに溶液製膜方法に関する。
【背景技術】
【0002】
熱可塑性樹脂フィルム(以下、フィルムと称する)は、優れた光透過性や柔軟性および軽量薄膜化が可能であるなどの特長から光学フィルムとして多岐に利用されている。中でも、セルロースアシレート、特に57.5%〜62.5%の平均酢化度を有するセルローストリアセテート(以下、TACと称する)から形成されるTACフィルムは、その強靭性と難燃性とから写真感光材料のフィルム用支持体として利用されている。また、TACフィルムは、熱可塑性樹脂フィルムの中でも光学等方性に優れていることから、液晶表示装置の偏光板の保護フィルム、位相差フィルム、視野角拡大フィルム等の光学フィルムとして用いられている。
【0003】
主なフィルムの製造方法としては、溶融押出方法と溶液製膜方法とがある。溶融押出方法とは、ポリマーをそのまま加熱溶解させた後、押出機で押し出してフィルムを製造する方法であり、生産性が高く、設備コストも比較的低額であるなどの特徴を有する。一方、溶液製膜方法は、ポリマーと溶剤とを含んだポリマー溶液(以下、ドープと称する)を支持体上に流延して形成した流延膜が自己支持性を有するものとなった後、これを支持体から剥がしてフィルムとし、このフィルムを十分に乾燥する方法である。
【0004】
レターデーション等の光学特性が幅方向において均一にするために、フィルムを加熱して、フィルムの幅方向両側縁部(以下、耳部と称する)をクリップ等で把持し、幅方向に延伸する方法が知られている(例えば、特許文献1)。また、特許文献2,3には、幅方向における光学特性を均一にするために、延伸時のフィルムに過熱水蒸気をあてる方法が記載されている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2002−296422号公報
【特許文献2】特開2008−213265号公報
【特許文献3】特開2009−078487号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
ところが、上記のような延伸処理により得られた光学フィルムであっても、光学特性が幅方向においてばらつく故障(以下、光学ムラ故障と称する)が依然として発生していた。
【0007】
発明者は、鋭意検討の結果、延伸に先立って、特定の過熱水蒸気をフィルムに当てることにより、幅方向におけるフィルム温度のばらつきを抑え、光学ムラ故障の発生を抑えることができることを見出した。本発明は、熱可塑性樹脂フィルムの延伸方法及び装置、並びに溶液製膜方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明は、フィルム移動路の両側に配され熱可塑性樹脂フィルムの両側縁部を把持する1対の把持具と、前記1対の把持具を前記フィルム移動路に沿って移動させる把持具移動機構とを備えた延伸装置を用いて、前記熱可塑性樹脂フィルムを延伸する熱可塑性樹脂フィルムの延伸方法において、前記熱可塑性樹脂フィルムの幅方向の間隔が一定の状態で移動する前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ、超音波振動器により振動状態となった被振動部材を通過した過熱水蒸気をあてる予熱工程と、前記予熱工程の後に行われ、前記間隔が漸増しながら移動する前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ温調ガスをあてる拡幅工程と、前記拡幅工程の後に行われ、前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ温調ガスをあてて、前記拡幅工程によって前記熱可塑性樹脂フィルムに生じた歪みを緩和する熱緩和工程とを有することを特徴とする。
【0009】
溶剤含有率が40質量%以下の前記熱可塑性樹脂フィルムに対し前記予熱工程を行なうことが好ましい。
【0010】
前記拡幅工程にて前記熱可塑性樹脂フィルムへあてる前記温調ガスは、過熱水蒸気であることが好ましい。また、前記熱緩和工程にて前記熱可塑性樹脂フィルムへあてる前記温調ガスは、過熱水蒸気であることが好ましい。
【0011】
前記予熱工程において、前記延伸装置及び前記フィルム移動路を収容するケーシングのフィルム入口に向けて、前記過熱水蒸気を送り出すことが好ましい。
【0012】
本発明の溶液製膜方法は、熱可塑性樹脂及び溶剤を含むドープを支持体に向けて流出して、前記ドープからなる膜を前記支持体に形成する膜形成工程と、前記膜に乾燥風をあてて前記膜から前記溶剤を蒸発させる膜乾燥工程と、前記膜乾燥工程を経た前記膜を前記支持体から剥ぎ取って前記熱可塑性樹脂フィルムを得る剥取工程とを有し、上記の熱可塑性樹脂フィルムの延伸方法を前記熱可塑性樹脂フィルムに対し行なうことを特徴とする。
【0013】
本発明の熱可塑性樹脂フィルムの延伸装置は、予熱エリア、拡幅エリア、及び熱緩和エリアの順に熱可塑性樹脂フィルムが通るように設定されたフィルム移動路の両側に配され、前記予熱エリアにおける前記熱可塑性樹脂フィルムの幅方向の間隔が前記熱可塑性樹脂フィルムの移動方向上流側から下流側に向かって一定であり、前記拡幅エリアにおける前記間隔が前記移動方向上流側から下流側に向かって漸増する1対のレールと、前記1対のレールに沿って移動し、前記熱可塑性樹脂フィルムの両側縁部を把持可能な1対の把持具と、前記予熱エリアに設けられ、前記予熱エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる予熱用ガス送出器とを備え、前記予熱用ガス送出器は、前記過熱水蒸気が流通するダクトと、前記ダクトのうち前記フィルム移動路の対向部に形成され、前記フィルム移動路に向けて前記過熱水蒸気を先端から送り出すノズルと、前記過熱水蒸気を振動させる超音波振動器とを有することを特徴とする。
【0014】
前記ノズルの先端は、前記フィルム移動路、前記1対のレール、前記1対の把持具、及び前記予熱用ガス送出器を収容するケーシングのフィルム入口に向かって延設されたことが好ましい。また、前記超音波振動器は前記ダクトや前記ノズルに取り付けられたことが好ましい。
【0015】
前記拡幅エリアに設けられ、前記拡幅エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる拡幅用ガス送出器を備えたことが好ましい。また、前記熱緩和エリアに設けられ、前記熱緩和エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる熱緩和用ガス送出器を備えたことが好ましい。
【発明の効果】
【0016】
本発明によれば、幅方向におけるフィルム温度のばらつきを抑え、光学ムラ故障の発生を抑えることができる
【図面の簡単な説明】
【0017】
【図1】溶液製膜設備の概要を示す説明図である。
【図2】クリップテンタの概要を示す説明図である。
【図3】予熱エリアの概要を示すクリップテンタの断面図である。
【図4】第1の予熱用ガス送出器の概要を示す斜視図である。
【図5】第2の予熱用ガス送出器の概要を示す斜視図である。
【図6】予熱エリアの概要を示すクリップテンタの断面図である。
【発明を実施するための形態】
【0018】
(溶液製膜設備)
図1に示すように、溶液製膜設備10は、ドープ12からフィルム13をつくる流延装置15と、フィルム13の延伸処理を行なうクリップテンタ17と、フィルム13の乾燥を進める乾燥装置18と、フィルム13を巻き芯に巻き取る巻取装置19とを有する。
【0019】
流延装置15は、駆動ドラム21と、従動ドラム22と、流延バンド23と、流延ダイ24と、乾燥機25と、剥取ローラ26とを備える。駆動ドラム21と従動ドラム22とは、ケーシング内に水平かつ互いに平行に並べられる。流延バンド23は駆動ドラム21と従動ドラム22とに掛け渡される。流延バンド23は、十分な耐腐食性と強度とを有するステンレス(例えば、SUS316)製であることが好ましい。図示しないモータは、駆動ドラム21を所定の速度で回転させる。駆動ドラム21と従動ドラム22とに巻き掛けられた流延バンド23は、駆動ドラム21の回転に伴い所定の方向へ循環移動し、従動ドラム22は、流延バンド23の移動に従って回転する。流延バンド23の移動速度は、例えば、10m/分以上150m/分以下である。
【0020】
流延ダイ24は、ドープ12を流出するドープ流出口を有する。流延ダイ24は、流延バンド23のうち駆動ドラム21に巻き掛けられた部分がドープ流出口と近接するように、駆動ドラム21の上方に配される。流延ダイ24は、ドープ流出口から流延バンド23に向けてドープ12を流出する。ドープ流出口から流出し、流延バンド23の流延面に到達するまでのドープ12は、ビードを形成する。流延面に到達したドープ12は、流延バンド23の移動方向へ流れ延ばされる結果、帯状の流延膜31を形成する。
【0021】
乾燥機25は、流延膜31に所定の乾燥風をあてて、流延膜31の乾燥を行う。図に示すように、乾燥機25は、流延面に対向するように、流延バンド23の移動方向へ並べられる。
【0022】
剥取ローラ26は、剥ぎ取り可能な状態となった流延膜31を流延バンド23から剥ぎ取り、フィルム13として、流延装置15から送り出す。
【0023】
ケーシング内の雰囲気に含まれる溶剤を凝縮する凝縮装置、凝縮した溶剤を回収する回収装置を、流延装置15に設けてもよい。これにより、ケーシング内の雰囲気に含まれる溶剤の濃度を一定の範囲に保つことができる。
【0024】
流延装置15とクリップテンタ17との間の渡り部には、フィルム13を支持する支持ローラ35が複数並べられている。支持ローラ35は、図示しないモータにより、軸を中心に回転する。支持ローラ35は、流延装置15から送り出されたフィルム13を支持して、クリップテンタ17へ案内する。なお、図1では、渡り部に2つの支持ローラ35を並べた場合を示しているが、本発明はこれに限られず、渡り部に1つ、または3つ以上の支持ローラ35を並べてもよい。また、支持ローラ35は、ドライブローラとフリーローラとのいずれでもよい。
【0025】
クリップテンタ17は、フィルム13の幅方向両側縁部を把持する多数のクリップを有し、このクリップが延伸軌道上を移動する。クリップにより把持されたフィルム13には、幅方向への延伸処理が施される。なお、クリップテンタ17の詳細は後述する。
【0026】
クリップテンタ17と乾燥装置18との間には耳切装置37が設けられている。耳切装置37に送り出されたフィルム13の幅方向の両端は、クリップによって形成された把持跡が形成されている。耳切装置37は、この把持跡を有する両端部分を切り離す。この切り離された部分は、送風によりカットブロワ(図示しない)及びクラッシャ(図示しない)へ順次に送られて、細かく切断され、ドープ等の原料として再利用される。
【0027】
乾燥装置18は、フィルム13の搬送路を備えるケーシングと、フィルム13の搬送路を形成する複数のローラ18Aと、ケーシング内の雰囲気の温度や湿度を調節する空調機(図示しない)とを備える。ケーシング内に導入されたフィルム13は、複数のローラ18Aに巻き掛けられながら搬送される。この雰囲気の温度や湿度の調節により、ケーシング内を搬送されるフィルム13から残留した溶剤が蒸発する。更に、乾燥装置18に、フィルム13から蒸発した溶剤を吸着により回収する吸着回収装置が接続される。
【0028】
乾燥装置18及び巻取装置19の間には、上流側から順に、冷却室38、除電バー(図示しない)、ナーリング付与ローラ39、及び耳切装置(図示しない)が設けられる。冷却室38は、フィルム13の温度が略室温となるまで、フィルム13を冷却する。除電バーは、冷却室38から送り出され、帯電したフィルム13から電気を除く除電処理を行う。ナーリング付与ローラ39は、フィルム13の幅方向両端に巻き取り用のナーリングを付与する。耳切装置は、切断後のフィルム13の幅方向両端にナーリングが残るように、フィルム13の幅方向両端を切断する。
【0029】
巻取装置19は、プレスローラ19Aと巻き芯19Bを有する。巻取装置19に送られたフィルム13は、プレスローラ19Aによって押し付けられながら巻き芯19Bに巻き取られ、ロール状となる。
【0030】
(クリップテンタ)
図2に示すように、クリップテンタ17は、ケーシング42と、ケーシング42内に配された延伸装置43とを備える。ケーシング42内には、フィルム13を導入する入口42Aと、フィルム13を外部へ送り出す出口42Bが設けられる。また、ケーシング42の内部には、搬送路42Rが、入口42Aから出口42Bにかけて形成される。ケーシング42は、フィルム13の搬送方向(以下、方向Z1と称する)の上流側から順に、予熱エリア42AA、拡幅エリア42AB、熱緩和エリア42AC及び冷却エリア42ADに区画される。なお、熱緩和エリア42AC及び冷却エリア42ADは省略してもよい。
【0031】
延伸装置43は、クリップ50と、クリップ50を搬送路42Rに沿って移動させるクリップ移動機構とを備える。クリップ移動機構は、1対のレール51,52と、スプロケット53と、環状のチェーン54とを備える。更に、延伸装置43は、空調機55(図1参照)を備える。
【0032】
環状のレール51,52は搬送路42Rの両側に設置される。予熱エリア42AA及び冷却エリア42ADにおけるレール51,52のレール幅は、一定である。拡幅エリア42ABにおけるレール51,52のレール幅は、フィルム13の拡幅が開始する拡幅開始位置PSから、フィルム13の拡幅が完了する拡幅完了位置PEまで、方向Z1に向かうに従って次第に広くなる。熱緩和エリア42ACにおけるレール51,52のレール幅は、方向Z1に向かうに従って次第に狭くなる。
【0033】
スプロケット53は、レール51,52のZ1方向上流端部及び下流端部に配される。チェーン54は、スプロケット53と噛み合っている。クリップ50は、フィルム13の幅方向(以下、Z2方向と称する。)両側縁部を把持するためのものであり、チェーン54に所定の間隔で取り付けられる。スプロケット53が回転することにより、クリップ50は、レール51,52に沿って循環移動する。
【0034】
クリップ50がレール51、52上のZ1方向上流端部近傍に設定された把持開始位置PAを通過すると、把持開始位置PA近傍に設けられた把持開始手段(図示しない)により、クリップ50はフィルム13の耳部の把持を開始する。クリップ50がフィルム13の耳部を把持したままレール51,52に沿って移動することにより、フィルム13は方向Z1へ搬送され、各エリア42AA〜42ADを順次通過する。クリップ50がレール51,52上のZ1方向下流端部近傍に設定された把持解除位置PBを通過すると、把持解除位置PB近傍に設けられた把持解除手段(図示しない)により、クリップ50はフィルム13の耳部の把持を解除する。
【0035】
図1に示すように、空調機55は、予熱エリア42AAに設けられた予熱用空調機55Aと、拡幅エリア42ABに設けられた拡幅用空調機55Bと、熱緩和エリア42ACに設けられた熱緩和用空調機55Cと、冷却エリア42ADに設けられた冷却用空調機55Dとを備える。
【0036】
(予熱用空調機)
予熱用空調機55Aは、搬送路42Rの上方及び下方にそれぞれ配される。搬送路42Rの上方に配された予熱用空調機55Aと搬送路42Rの下方に配された予熱用空調機55Aとは同様の構造を有するため、以下、搬送路42Rの上方に配された予熱用空調機55Aについて説明し、搬送路42Rの下方に配された予熱用空調機55Aの説明は省略する。
【0037】
図3に示すように、予熱用空調機55Aは、搬送路42Rに向けて過熱水蒸気(例えば、120℃以上170℃以下)を送り出す予熱用ガス送出器56と、搬送路42Rにある過熱水蒸気を排出するガス排出器57と、過熱水蒸気60を予熱用ガス送出器56へ供給するガス供給機58とを備える。
【0038】
ガス排出器57は、排出ダクト57Dを有する。排出ダクト57Dは、搬送路42Rの上方に配される。排出ダクト57Dの下面には、過熱水蒸気を排出するための排出口57Xが開口する。排出口57Xは、Z1方向において並ぶように設けられる。
【0039】
予熱用ガス送出器56は、排出ダクト57Dの下面から突出するように設けられ、排出口57Xの間に配される。図4に示すように、予熱用ガス送出器56は、過熱水蒸気が流通するダクト56Dと、ダクト56Dを通った過熱水蒸気を搬送路42Rに向けて送り出すノズル56Nと、過熱水蒸気を振動させる超音波振動器56Vとを備える。ダクト56Dは、搬送路42Rの上方に配される。ノズル56Nは、ダクト56Dの下面から搬送路42Rに向かって延設される。ノズル56Nの先端には、過熱水蒸気が送り出される送出口56NXが開口する。送出口56NXは、フィルム13の一端側から他端側までZ1方向へ延びるように形成される。超音波振動器56Vは、ダクト56Dの外周面と接触するように設けられる。超音波振動器56Vは、振動子と、振動子を所定の周波数(例えば、30kHz以上40kHz以下)で振動させる発振子と、電源等を内蔵し、振動子の超音波振動をダクト56Dに伝える。
【0040】
(拡幅用空調機)
図1に示すように、各空調機55B〜55Dは、それぞれ、搬送路42Rの上方及び下方に配される。搬送路42Rの上方に配された各空調機55B〜55Dと搬送路42Rの下方に配された各空調機55B〜55Dとは同様の構造を有するため、以下、搬送路42Rの上方に配された拡幅用空調機55Bについて説明し、それ以外の空調機55B〜55Dの詳細な説明は省略する。
【0041】
図3に示すように、拡幅用空調機55Bは、搬送路42Rに向けて所定の温調ガス65を送り出す拡幅用ガス送出器66と、搬送路42Rにある温調ガス65を排出するガス排出器67と温調ガス65を予熱用ガス送出器56へ供給するガス供給機68とを備える。拡幅用ガス送出器66と、ガス排出器67と、ガス供給機68とは、それぞれ、予熱用ガス送出器56と、ガス排出器57と、ガス供給機58と同様の構造を有する。
【0042】
(熱緩和用空調機・冷却用空調機)
図1に示すように、熱緩和用空調機55Cは、熱緩和用ガス送出器を用いて、搬送路42Rに向けて所定の温調ガスを送り出す。同様に、冷却用空調機55Dは、冷却用ガス送出器を用いて、搬送路42Rに向けて所定の温調ガスを送り出す。
【0043】
なお、各エリア42AA〜42ADの間に仕切り板70を設けることが好ましい。仕切り板70は、ケーシング42の上面及び下面から搬送路42Rに向かって延設され、その先端は搬送路42R近傍まで延びる。
【0044】
次に、本発明の作用を説明する。図1に示すように、駆動ドラム21は、図示しない制御部により、回転する。これにより、ドラム21、22に巻き掛けられた流延バンド23は、流延装置15のケーシング内を循環移動する。流延装置15では、膜形成工程、膜乾燥工程及び剥取工程が順次行われる。
【0045】
流延工程では、流延バンド23上にドープ12からなる流延膜31が形成される。流延ダイ24は、ドープ流出口からドープ12を連続的に流出する。流出したドープ12は、流延ダイ24から流延バンド23にかけてビードを形成し、流延バンド23上にて流れ延ばされる。こうして、流延バンド23上には、ドープ12からなる流延膜31が形成される。
【0046】
膜乾燥工程では、乾燥機25から送り出された乾燥風を流延膜31にあてて、流延膜31から溶剤を蒸発させる。溶剤の蒸発により流延膜31の乾燥が進む。膜乾燥工程は、流延膜31が自立して搬送可能な状態となるまで行われる。
【0047】
剥取工程では、剥取ローラ26により、自立して搬送可能な状態となった流延膜31が流延バンド23から剥ぎ取られる。剥取ローラ26は、剥ぎ取り可能な状態となった流延膜31を流延バンド23から剥ぎ取ってフィルム13とし、流延装置15の外部へフィルム13を送り出す。剥取工程は、溶剤含有率が20質量%以上80質量%以下の流延膜31に対して行うことが好ましい。
【0048】
ここで、溶剤含有率は、流延膜や各フィルム中に含まれる溶剤の量を乾量基準で示したものであり、対象のフィルムからサンプルを採取し、このサンプルの重量をx、サンプルを乾燥した後の重量をyとするとき、{(x−y)/y}×100と表される。
【0049】
流延装置15から送り出されたフィルム13は、渡り部を経て、クリップテンタ17へ導入される。図2に示すように、レール51、52に沿って移動するクリップ50は、把持開始位置PAにおいて、フィルム13の耳部を把持する。クリップ50が耳部を把持しままレール51、52に沿って方向Z1へ移動することにより、耳部を把持されたフィルム13は方向Z1上流側から下流側に向かって移動(例えば、10m/分以上150m/分以下)し、予熱エリア42AA、拡幅エリア42AB、熱緩和エリア42AC及び冷却エリア42ADを順次通過する。そして、フィルム13の耳部を把持するクリップ50は、把持解除位置PBにおいて、フィルム13の耳部の把持を解除する。
【0050】
クリップテンタ17では、フィルム13を延伸する延伸処理が行なわれる。延伸処理では、予熱工程、拡幅工程、熱緩和工程及び冷却工程が順次行われる。
【0051】
(予熱工程)
図3に示すように、ガス供給機58は、所定の温度の過熱水蒸気60を予熱用ガス送出器56へ送る。予熱用ガス送出器56は、超音波振動器56V(図4参照)を用いて、ダクト56Dを振動させる。予熱工程では、ノズル56Nを用いて、振動状態のダクト56Dを通った過熱水蒸気60をフィルム13に向けて送り出す。これにより、Z2方向において均一の量の過熱水蒸気60をフィルム13に向けて送り出すことができる。そして、振動状態のダクト56Dを通った過熱水蒸気60は、フィルム13にあたる。
【0052】
過熱水蒸気60がフィルム13にあたることにより、過熱水蒸気60からの伝熱により、フィルム13の温度は、拡幅が可能な程度にまで上昇する。また、過熱水蒸気60がフィルム13にあたることで、フィルム13が水分を吸収する。この結果、フィルム13をなす熱可塑性樹脂のガラス転移温度Tgが低下し、拡幅が可能な温度の下限値が低下する。これにより、拡幅工程を低温で行なうことが可能となるため、Z2方向におけるフィルム13の温度分布のばらつきを抑えることができる。また、過熱水蒸気60は乾いた熱気に比べて熱伝導係数が大きいため、過熱水蒸気がフィルム13にあたった場合は、乾いた熱気がフィルム13にあたった場合に比べ、Z2方向におけるフィルム13の温度分布のばらつきが抑えられる。
【0053】
予熱工程は、例えば、溶剤含有率が0.1質量%以上40質量%以下のフィルム13に対して行うことが好ましく、溶剤含有率が0.1質量%以上5質量%以下のフィルム13に対して行うことがより好ましい。
【0054】
予熱工程において、フィルム13の近傍の動圧は、例えば、1.0Pa以上150Pa以下である。
【0055】
(拡幅工程)
拡幅エリア42ABのZ1方向上流端である位置PSでは、フィルム13を方向Z2へ拡幅する拡幅工程が開始する。そして、クリップ50が耳部を把持したまま位置PSから位置PEへ到達すると、レール51,52の間隔に応じた拡幅率(例えば、5%以上50%以下)で、フィルム13が拡幅される。拡幅率は、位置PSにおけるフィルム13の幅をW1とし、位置PEにおけるフィルム13の幅をW2としたときに、100×(W2−W1)/W1、と表される。拡幅エリア42ABのZ1方向下流端である位置PEでは、フィルム13を方向Z2へ拡幅する拡幅工程が完了する。ガス供給機68は、所定の温度(例えば、80℃以上200℃以下)の温調ガス65を拡幅用ガス送出器66へ送る。拡幅用ガス送出器66は、温調ガス65をフィルム13へあてる。温調ガス65がフィルム13にあたることにより、フィルム13は、拡幅が可能な状態となる。
【0056】
(熱緩和工程)
熱緩和用空調機55Cは、所定の温度(例えば、80℃以上200℃以下)の温調ガスをフィルム13に向けて送り出す。熱緩和用空調機55Cからの温調ガスがフィルム13にあたることにより、フィルム13は、拡幅工程によって生じた歪みが緩和可能な状態となる。
【0057】
(冷却工程)
冷却用空調機55Dは、所定の温度(例えば、50℃以上150℃以下)の温調ガスをフィルム13に向けて送り出す。温調ガスがフィルム13にあたることにより、フィルム13の温度は、所定の温度まで下がる。
【0058】
クリップテンタ17では、予熱工程において、振動状態のダクト56Dを通った過熱水蒸気60フィルム13にあてる。超音波振動された過熱水蒸気60をフィルム13にあてることにより、超音波振動されていない過熱水蒸気をフィルム13にあてる場合に比べ、水分子がフィルム13に吸収されやすい。その結果、フィルム13をなす熱可塑性樹脂のガラス転移温度Tgが大きく低下するため、拡幅工程をより低温で行なうことが可能となる。したがって、Z2方向におけるフィルム13の温度分布のばらつきを、極めて低いレベルにまで抑えることができる。
【0059】
更に、超音波振動された過熱水蒸気をフィルム13にあてることにより、フィルム13のフィルム面近傍に存在する空気層を取り除くことができる。過熱水蒸気とフィルム13との接触を阻害する空気層を除去することにより、過熱水蒸気からフィルム13への熱エネルギーの移動をスムーズに行なうことができるとともに、フィルム13に水分子がより吸収されやすくなる。したがって、Z2方向におけるフィルム13の温度分布のばらつきを、極めて低いレベルにまで抑えることができる。
【0060】
こうして、Z2方向におけるフィルム13の温度分布のばらつきを極めて低いレベルにまで抑えることができるため、結果として、Z2方向におけるフィルム13の光学特性のばらつきを抑えることができる。ここで、フィルム13の光学特性とは、面内レターデーションのことをいう。
【0061】
上記実施形態では、フィルム13へ過熱水蒸気をあてる空調機を、予熱エリア42AAのみに設けたが本発明はこれに限られない。例えば、拡幅用空調機55Bを用いて、フィルム13へ過熱水蒸気をあててもよい。更に、熱緩和用空調機55Cを用いて、フィルム13へ過熱水蒸気をあててもよい。拡幅エリア42ABのフィルム13に向けて過熱水蒸気を送り出すことにより、拡幅エリア42ABでのZ2方向におけるフィルム13の温度分布のばらつきを抑えることができる。また、熱緩和エリア42ACのフィルム13に向けて過熱水蒸気を送り出すことにより、環境耐久試験前後における寸法変動や各レターデーションRe及びRthの変動を抑えることができる。ここで、環境耐久試験とは、高温高湿の条件(例えば、温度60℃以上湿度90%RH)下における耐久試験や、高温低湿度の条件(例えば、温度80℃以上湿度10%RH以下)下における耐久試験などである。
【0062】
更に、拡幅エリア42ABにおいて、拡幅用空調機55Bに代えて、予熱用空調機55Aと同様の構造を有する空調機を設けても良い。拡幅エリア42ABに設けられ、予熱用空調機55Aと同様の構造を有する空調機により、拡幅エリア42ABにあるフィルム13へ、超音波振動された過熱水蒸気をあてることができるため、Z2方向におけるフィルム13の温度分布のばらつきを極めて低いレベルまで抑えることができる。同様に、熱緩和エリア42ACにおいて、熱緩和用空調機55Cに代えて、予熱用空調機55Aと同様の構造を有する空調機を設けても良い。熱緩和エリア42ACに設けられ、予熱用空調機55Aと同様の構造を有する空調機により、熱緩和エリア42ACにあるフィルム13へ、超音波振動された過熱水蒸気をあてることができるため、環境耐久試験前後における寸法変動や各レターデーションRe及びRthの変動を極めて低いレベルまで抑えることができる。
【0063】
上記実施形態では、超音波振動器56Vをダクト56D内に設けた(図4参照)が、本発明はこれに限られず、超音波振動器56Vをノズル56N内にて、Z2方向へ延設してよい(図5参照)。例えば、超音波振動器56Vをノズル56Nの天面に設けることが好ましい。これにより、予熱工程において、振動状態のノズル56Nを通った過熱水蒸気60をフィルム13へあてることができる。
【0064】
また、図6に示すように、予熱用空調機55Aにおいて、Z1方向最上流側のノズル56Nは、入口42Aに向かって延設されることが好ましい。入口42Aに向かって延設されるノズル56Nにより、ノズル56Nから出た過熱水蒸気60は、フィルム13のフィルム面を沿って、入口42Aに向かって流れる。フィルム13のフィルム面に沿って入口42Aに向かって流れる過熱水蒸気60により、フィルム13のフィルム面近傍を流れるケーシング42外のガス(以下、外部ガスと称する)が入口42Aへ流入することを防止することができる。過熱水蒸気60や予熱エリア42AAにあるフィルム13よりも低温の外部ガスが入口42Aへ流入してしまうと、予熱エリア42AAにおけるフィルム13の温度のばらつきが生じてしまう。したがって、フィルム13のフィルム面に沿って入口42Aへ流れる過熱水蒸気60により、予熱エリア42AAにおいて、Z2方向におけるフィルム13の温度分布のばらつきを抑えることができる。
【0065】
本発明により得られるフィルム13は、特に、位相差フィルムや偏光板保護フィルムに用いることができる。
【0066】
フィルム13の幅は、600mm以上であることが好ましく、1400mm以上2500mm以下であることがより好ましい。また、本発明は、フィルム13の幅が2500mmより大きい場合にも効果がある。またフィルム13の膜厚は、20μm以上80μm以下であることが好ましい。
【0067】
また、フィルム13の面内レターデーションReは、20nm以上300nm以下であることが好ましく、フィルム13の厚み方向レターデーションRthは、−100nm以上300nm以下であることが好ましい。
【0068】
面内レターデーションReの測定方法は次の通りである。面内レターデーションReは、サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、自動複屈折率計(KOBRA21DH 王子計測(株))にて632.8nmにおける垂直方向から測定したレターデーション値を用いた。なおReは以下式で表される。
Re=|n1−n2|×d
n1は遅相軸の屈折率,n2は進相軸2の屈折率,dはフィルムの厚み(膜厚)を表す
【0069】
厚み方向レターデーションRthの測定方法は次の通りである。サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、エリプソメータ(M150 日本分光(株)製)で632.8nmにより垂直方向から測定した値と、フィルム面を傾けながら同様に測定したレターデーション値の外挿値とから下記式に従い算出した。
Rth={(n1+n2)/2−n3}×d
n3は厚み方向の屈折率を表す。
【0070】
(熱可塑性樹脂)
上記実施形態では、熱可塑性樹脂フィルムの原料となる熱可塑性樹脂は、特に限定されず、例えば、セルロースアシレートや環状ポリオレフィン等がある。
【0071】
(セルロースアシレート)
セルロースアシレートのアシル基は1種類だけでも良いし、あるいは2種類以上のアシル基が使用されていても良い。2種類以上のアシル基を用いるときは、その1つがアセチル基であることが好ましい。セルロースの水酸基をカルボン酸でエステル化している割合、すなわち、アシル基の置換度が下記式(I)〜(III)の全てを満足するものが好ましい。なお、以下の式(I)〜(III)において、A及びBは、アシル基の置換度を表わし、Aはアセチル基の置換度、またBは炭素原子数3〜22のアシル基の置換度である。なお、トリアセチルセルロース(TAC)の90重量%以上が0.1mm〜4mmの粒子であることが好ましい。
(I) 2.0≦A+B≦3.0
(II) 1.0≦ A ≦3.0
(III) 0 ≦ B ≦2.0
【0072】
アシル基の全置換度A+Bは、2.20以上2.90以下であることがより好ましく、2.40以上2.88以下であることが特に好ましい。また、炭素原子数3〜22のアシル基の置換度Bは、0.30以上であることがより好ましく、0.5以上であることが特に好ましい。
【0073】
セルロースアシレートの原料であるセルロースは、リンター,パルプのどちらから得られたものでも良い。
【0074】
本発明のセルロースアシレートの炭素数2以上のアシル基としては、脂肪族基でもアリール基でも良く特に限定されない。それらは、例えばセルロースのアルキルカルボニルエステル、アルケニルカルボニルエステルあるいは芳香族カルボニルエステル、芳香族アルキルカルボニルエステルなどであり、それぞれさらに置換された基を有していても良い。これらの好ましい例としては、プロピオニル、ブタノイル、ペンタノイル、ヘキサノイル、オクタノイル、デカノイル、ドデカノイル、トリデカノイル、テトラデカノイル、ヘキサデカノイル、オクタデカノイル、iso−ブタノイル、t−ブタノイル、シクロヘキサンカルボニル、オレオイル、ベンゾイル、ナフチルカルボニル、シンナモイル基などを挙げることができる。これらの中でも、プロピオニル、ブタノイル、ドデカノイル、オクタデカノイル、t−ブタノイル、オレオイル、ベンゾイル、ナフチルカルボニル、シンナモイルなどがより好ましく、特に好ましくはプロピオニル、ブタノイルである。
【0075】
(溶剤)
ドープを調製する溶剤としては、芳香族炭化水素(例えば、ベンゼン,トルエンなど)、ハロゲン化炭化水素(例えば、ジクロロメタン,クロロベンゼンなど)、アルコール(例えば、メタノール,エタノール,n−プロパノール,n−ブタノール,ジエチレングリコールなど)、ケトン(例えば、アセトン,メチルエチルケトンなど)、エステル(例えば、酢酸メチル,酢酸エチル,酢酸プロピルなど)及びエーテル(例えば、テトラヒドロフラン,メチルセロソルブなど)などが挙げられる。なお、本発明において、ドープとはポリマーを溶剤に溶解または分散して得られるポリマー溶液,分散液を意味している。
【0076】
これらの中でも炭素原子数1〜7のハロゲン化炭化水素が好ましく用いられ、ジクロロメタンが最も好ましく用いられる。ポリマーの溶解性、流延膜の支持体からの剥ぎ取り性、フィルムの機械的強度など及びフィルムの光学特性などの物性の観点から、ジクロロメタンの他に炭素原子数1〜5のアルコールを1種ないし数種類混合することが好ましい。アルコールの含有量は、溶剤全体に対し2重量%〜25重量%が好ましく、5重量%〜20重量%がより好ましい。アルコールの具体例としては、メタノール,エタノール,n−プロパノール,イソプロパノール,n−ブタノールなどが挙げられるが、メタノール,エタノール,n−ブタノールあるいはこれらの混合物が好ましく用いられる。
【0077】
ところで、最近、環境に対する影響を最小限に抑えることを目的に、ジクロロメタンを使用しない場合の溶剤組成についても検討が進み、この目的に対しては、炭素原子数が4〜12のエーテル、炭素原子数が3〜12のケトン、炭素原子数が3〜12のエステル、炭素原子数1〜12のアルコールが好ましく用いられる。これらを適宜混合して用いることがある。例えば、酢酸メチル,アセトン,エタノール,n−ブタノールの混合溶剤が挙げられる。これらのエーテル、ケトン,エステル及びアルコールは、環状構造を有するものであってもよい。また、エーテル、ケトン,エステル及びアルコールの官能基(すなわち、−O−,−CO−,−COO−及び−OH)のいずれかを2つ以上有する化合物も、溶剤として用いることができる。
【0078】
なお、セルロースアシレートの詳細については、特開2005−104148号の[0140]段落から[0195]段落に記載されている。これらの記載も本発明にも適用できる。また、溶剤及び可塑剤,劣化防止剤,紫外線吸収剤(UV剤),光学異方性コントロール剤,レターデーション制御剤,染料,マット剤,剥離剤,剥離促進剤などの添加剤についても、同じく特開2005−104148号の[0196]段落から[0516]段落に詳細に記載されている。
【実施例】
【0079】
(実験1〜2)
以下の方法により、実験1〜2を行った。各実験の詳細は、実験1について詳細に行い、実験2について、実験1と同じ箇所の説明は省略し、異なる部分の説明をする。
【0080】
(実験1)
ドープ12の調製に用いた化合物の処方を下記に示す。
セルローストリアセテート(置換度2.86) 100 質量部
トリフェニルホスフェート(TPP) 10 質量部
マット剤(AEROSIL R972) 0.03質量部
の組成比からなる固形分を
ジクロロメタン 80 質量部
メタノール 13.5 質量部
n−ブタノール 6.5 質量部
からなる混合溶剤に適宜添加し、攪拌溶解してドープ12を調製した。
【0081】
ドープ12を濾紙(東洋濾紙(株)製,#63LB)にて濾過後さらに焼結金属フィルタ(日本精線(株)製06N,公称孔径10μm)で濾過し、さらにメッシュフイルタで濾過した後にストックタンクに入れた。
【0082】
[セルローストリアセテート]
なお、ここで使用したセルローストリアセテート(TAC)は、残存酢酸量が0.1質量%以下であり、Ca含有率が58ppm、Mg含有率が42ppm、Fe含有率が0.5ppmであり、遊離酢酸40ppm、さらに硫酸イオンを15ppm含むものであった。また6位水酸基の水素に対するアセチル基の置換度は0.91であった。また、全アセチル基中の32.5%が6位の水酸基の水素が置換されたアセチル基であった。また、このTACをアセトンで抽出したアセトン抽出分は8質量%であり、その質量平均分子量/数平均分子量比は2.5であった。また、得られたTACのイエローインデックスは1.7であり、ヘイズは0.08、透明度は93.5%であった。このTACは、綿から採取したセルロースを原料として合成されたものである。
【0083】
得られたドープ12を用いて、図1に示す溶液製膜設備10において、フィルム13(幅2000mm、膜厚70μm)をつくった。クリップテンタ17は、図1〜図3に示すものを用いた。予熱エリア42AAでは、超音波振動器57Vによって振動しているダクト内を通った過熱水蒸気(温度160℃)をフィルム13(溶剤含有率0.2質量%)へあてた。超音波振動器57Vによる振動周波数は、40kHzであった。拡幅エリア42ABでは、温調ガス(温度150℃)をフィルム13へあてた。拡幅率は、20%であった。熱緩和エリア42ACでは、温調ガス(温度150℃)をフィルム13へあてた。冷却エリア42ADでは、温調ガスをフィルム13へあて、フィルム13の温度が80℃になるまで、フィルム13を冷却した。
【0084】
(実験2)
実験2では、予熱エリア42AAにおいて、超音波振動器によって振動しているダクト内を通った過熱水蒸気に代えて、乾いた熱気(湿度2%RH以下、温度180℃)をフィルム13へあてたこと、拡幅エリア42ABにてフィルム13にあてた温調ガスの温度が温度180℃であったこと、及び熱緩和エリア42ACにてフィルム13にあてた温調ガスの温度が温度170℃であったこと以外は、実験1と同様にして、フィルム13をつくった。
【0085】
(評価)
得られたフィルム13について、次の評価を行なった。
【0086】
(面内レターデーションReの変動量)
ロール状のフィルム13からサンプルフィルム(長さ10mm)を切り出し、自動複屈折率計を用いて、サンプルフィルムの長手方向において連続的に面内レターデーションReを測定した。そして、面内レターデーションReの測定値のうち、最大値から最小値を減じて、面内レターデーションReの変動量を得た。面内レターデーションReの変動量を表1に示す。
【0087】
(面内レターデーションReの測定方法)
サンプルフィルムを温度25℃,湿度60%RHで2時間調湿し、自動複屈折率計(KOBRA21ADH 王子計測(株))にて589.3nmにおける垂直方向から測定したレターデーション値の外挿値より次式に従い算出した。
Re=|nX−nY|×d
nXは、遅相軸方向における屈折率,nYは進相軸方向の屈折率,dはフィルムの厚み(膜厚)を表す。
【0088】
【表1】
【符号の説明】
【0089】
10 溶液製膜設備
13 フィルム
15 流延装置
17 クリップテンタ
42R 搬送路
50 クリップ
51、52 レール
55 空調機
55A 予熱用空調機
56 予熱用ガス送出器
56D ダクト
56N ノズル
56V 超音波振動器
60 過熱水蒸気
【特許請求の範囲】
【請求項1】
フィルム移動路の両側に配され熱可塑性樹脂フィルムの両側縁部を把持する1対の把持具と、前記1対の把持具を前記フィルム移動路に沿って移動させる把持具移動機構とを備えた延伸装置を用いて、前記熱可塑性樹脂フィルムを延伸する熱可塑性樹脂フィルムの延伸方法において、
前記熱可塑性樹脂フィルムの幅方向の間隔が一定の状態で移動する前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ、超音波振動器により振動状態となった被振動部材を通過した過熱水蒸気をあてる予熱工程と、
前記予熱工程の後に行われ、前記間隔が漸増しながら移動する前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ温調ガスをあてる拡幅工程と、
前記拡幅工程の後に行われ、前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ温調ガスをあてて、前記拡幅工程によって前記熱可塑性樹脂フィルムに生じた歪みを緩和する熱緩和工程とを有することを特徴とする熱可塑性樹脂フィルムの延伸方法。
【請求項2】
溶剤含有率が40質量%以下の前記熱可塑性樹脂フィルムに対し前記予熱工程を行なうことを特徴とする請求項1項記載の熱可塑性樹脂フィルムの延伸方法。
【請求項3】
前記拡幅工程にて前記熱可塑性樹脂フィルムへあてる前記温調ガスは、過熱水蒸気であることを特徴とする請求項1または2記載の熱可塑性樹脂フィルムの延伸方法。
【請求項4】
前記熱緩和工程にて前記熱可塑性樹脂フィルムへあてる前記温調ガスは、過熱水蒸気であることを特徴とする請求項1ないし3のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸方法。
【請求項5】
前記予熱工程において、前記延伸装置及び前記フィルム移動路を収容するケーシングのフィルム入口に向けて、前記過熱水蒸気を送り出すことを特徴とする請求項1ないし4のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸方法。
【請求項6】
熱可塑性樹脂及び溶剤を含むドープを支持体に向けて流出して、前記ドープからなる膜を前記支持体に形成する膜形成工程と、
前記膜に乾燥風をあてて前記膜から前記溶剤を蒸発させる膜乾燥工程と、
前記膜乾燥工程を経た前記膜を前記支持体から剥ぎ取って前記熱可塑性樹脂フィルムを得る剥取工程とを有し、
請求項1ないし5のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸方法を前記熱可塑性樹脂フィルムに対し行なうことを特徴とする溶液製膜方法。
【請求項7】
予熱エリア、拡幅エリア、及び熱緩和エリアの順に熱可塑性樹脂フィルムが通るように設定されたフィルム移動路の両側に配され、前記予熱エリアにおける前記熱可塑性樹脂フィルムの幅方向の間隔が前記熱可塑性樹脂フィルムの移動方向上流側から下流側に向かって一定であり、前記拡幅エリアにおける前記間隔が前記移動方向上流側から下流側に向かって漸増する1対のレールと、
前記1対のレールに沿って移動し、前記熱可塑性樹脂フィルムの両側縁部を把持可能な1対の把持具と、
前記予熱エリアに設けられ、前記予熱エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる予熱用ガス送出器とを備え、
前記予熱用ガス送出器は、
前記過熱水蒸気が流通するダクトと、
前記ダクトのうち前記フィルム移動路の対向部に形成され、前記フィルム移動路に向けて前記過熱水蒸気を先端から送り出すノズルと、
前記過熱水蒸気を振動させる超音波振動器とを有することを特徴とする熱可塑性樹脂フィルムの延伸装置。
【請求項8】
前記ノズルの先端は、前記フィルム移動路、前記1対のレール、前記1対の把持具、及び前記予熱用ガス送出器を収容するケーシングのフィルム入口に向かって延設されたことを特徴とする請求項7記載の熱可塑性樹脂フィルムの延伸装置。
【請求項9】
前記超音波振動器は前記ダクトに取り付けられたことを特徴とする請求項7または8記載の熱可塑性樹脂フィルムの延伸装置。
【請求項10】
前記超音波振動器は前記ノズルに取り付けられたことを特徴とする請求項7ないし9のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸装置。
【請求項11】
前記拡幅エリアに設けられ、前記拡幅エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる拡幅用ガス送出器を備えたことを特徴とする請求項7ないし10のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸装置。
【請求項12】
前記熱緩和エリアに設けられ、前記熱緩和エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる熱緩和用ガス送出器を備えたことを特徴とする請求項7ないし11のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸装置。
【請求項1】
フィルム移動路の両側に配され熱可塑性樹脂フィルムの両側縁部を把持する1対の把持具と、前記1対の把持具を前記フィルム移動路に沿って移動させる把持具移動機構とを備えた延伸装置を用いて、前記熱可塑性樹脂フィルムを延伸する熱可塑性樹脂フィルムの延伸方法において、
前記熱可塑性樹脂フィルムの幅方向の間隔が一定の状態で移動する前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ、超音波振動器により振動状態となった被振動部材を通過した過熱水蒸気をあてる予熱工程と、
前記予熱工程の後に行われ、前記間隔が漸増しながら移動する前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ温調ガスをあてる拡幅工程と、
前記拡幅工程の後に行われ、前記1対の把持具によって前記両側縁部が把持された前記熱可塑性樹脂フィルムへ温調ガスをあてて、前記拡幅工程によって前記熱可塑性樹脂フィルムに生じた歪みを緩和する熱緩和工程とを有することを特徴とする熱可塑性樹脂フィルムの延伸方法。
【請求項2】
溶剤含有率が40質量%以下の前記熱可塑性樹脂フィルムに対し前記予熱工程を行なうことを特徴とする請求項1項記載の熱可塑性樹脂フィルムの延伸方法。
【請求項3】
前記拡幅工程にて前記熱可塑性樹脂フィルムへあてる前記温調ガスは、過熱水蒸気であることを特徴とする請求項1または2記載の熱可塑性樹脂フィルムの延伸方法。
【請求項4】
前記熱緩和工程にて前記熱可塑性樹脂フィルムへあてる前記温調ガスは、過熱水蒸気であることを特徴とする請求項1ないし3のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸方法。
【請求項5】
前記予熱工程において、前記延伸装置及び前記フィルム移動路を収容するケーシングのフィルム入口に向けて、前記過熱水蒸気を送り出すことを特徴とする請求項1ないし4のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸方法。
【請求項6】
熱可塑性樹脂及び溶剤を含むドープを支持体に向けて流出して、前記ドープからなる膜を前記支持体に形成する膜形成工程と、
前記膜に乾燥風をあてて前記膜から前記溶剤を蒸発させる膜乾燥工程と、
前記膜乾燥工程を経た前記膜を前記支持体から剥ぎ取って前記熱可塑性樹脂フィルムを得る剥取工程とを有し、
請求項1ないし5のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸方法を前記熱可塑性樹脂フィルムに対し行なうことを特徴とする溶液製膜方法。
【請求項7】
予熱エリア、拡幅エリア、及び熱緩和エリアの順に熱可塑性樹脂フィルムが通るように設定されたフィルム移動路の両側に配され、前記予熱エリアにおける前記熱可塑性樹脂フィルムの幅方向の間隔が前記熱可塑性樹脂フィルムの移動方向上流側から下流側に向かって一定であり、前記拡幅エリアにおける前記間隔が前記移動方向上流側から下流側に向かって漸増する1対のレールと、
前記1対のレールに沿って移動し、前記熱可塑性樹脂フィルムの両側縁部を把持可能な1対の把持具と、
前記予熱エリアに設けられ、前記予熱エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる予熱用ガス送出器とを備え、
前記予熱用ガス送出器は、
前記過熱水蒸気が流通するダクトと、
前記ダクトのうち前記フィルム移動路の対向部に形成され、前記フィルム移動路に向けて前記過熱水蒸気を先端から送り出すノズルと、
前記過熱水蒸気を振動させる超音波振動器とを有することを特徴とする熱可塑性樹脂フィルムの延伸装置。
【請求項8】
前記ノズルの先端は、前記フィルム移動路、前記1対のレール、前記1対の把持具、及び前記予熱用ガス送出器を収容するケーシングのフィルム入口に向かって延設されたことを特徴とする請求項7記載の熱可塑性樹脂フィルムの延伸装置。
【請求項9】
前記超音波振動器は前記ダクトに取り付けられたことを特徴とする請求項7または8記載の熱可塑性樹脂フィルムの延伸装置。
【請求項10】
前記超音波振動器は前記ノズルに取り付けられたことを特徴とする請求項7ないし9のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸装置。
【請求項11】
前記拡幅エリアに設けられ、前記拡幅エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる拡幅用ガス送出器を備えたことを特徴とする請求項7ないし10のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸装置。
【請求項12】
前記熱緩和エリアに設けられ、前記熱緩和エリアにある前記熱可塑性樹脂フィルムへ過熱水蒸気をあてる熱緩和用ガス送出器を備えたことを特徴とする請求項7ないし11のうちいずれか1項記載の熱可塑性樹脂フィルムの延伸装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2013−67134(P2013−67134A)
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願番号】特願2011−208711(P2011−208711)
【出願日】平成23年9月26日(2011.9.26)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成25年4月18日(2013.4.18)
【国際特許分類】
【出願日】平成23年9月26日(2011.9.26)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]