
熱可塑性樹脂フィルム及びその製造方法

【課題】 エレクトロニクス用部材等として好適で、特に積層作業の前工程において、表面異物の視認がしやすい熱可塑性樹脂フィルムを提供する。
【解決手段】 熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部に対して充填材(C)を5〜50質量部の範囲で添加してなり、60度鏡面光沢度(JIS K7105−1981に準拠して測定)が、4〜100%の範囲にあることを特徴とする熱可塑性樹脂フィルム。
【解決手段】 熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部に対して充填材(C)を5〜50質量部の範囲で添加してなり、60度鏡面光沢度(JIS K7105−1981に準拠して測定)が、4〜100%の範囲にあることを特徴とする熱可塑性樹脂フィルム。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、表面光沢が良好で、表面に付着した異物やへこみ、傷等の視認が容易であり、耐熱性に優れ、プリント配線基板などのエレクトロニクス用部材等として好適に使用できる熱可塑性樹脂フィルムおよびその製造方法に関する。
【背景技術】
【0002】
熱可塑性樹脂の中でも、ポリエーテルイミド樹脂やポリエーテルエーテルケトン樹脂に代表されるガラス転移温度や融点が高い樹脂は、耐熱性、難燃性、耐薬品性などに優れているため、航空機部品、電気・電子部品を中心に多く採用されている。なかでも、ポリアリールケトン樹脂は原料価格が非常に高価な上、樹脂自体のガラス転移温度が約140〜170℃程度と比較的低いことから、耐熱性等の改良検討が種々行われてきた。その中でも良好な相溶性を示す系として、ポリエーテルイミド樹脂とのブレンドが注目されてきた。
これらの例として、結晶性ポリアリールケトン樹脂と非晶性ポリエーテルイミド樹脂との混合組成物が開示されている(例えば、特許文献1、特許文献2参照)。
また、これらの組成物が回路板基材に有用であることも開示されている(例えば、特許文献3参照)。さらに、上記混合組成物を用いたプリント配線基板及びその製造方法が開示されている(例えば、特許文献4、特許文献5参照)。
【0003】
しかしながら、これらの樹脂混合組成物のみでは、フィルムに成形し、プリント回路基板用フィルムとして使用する場合、銅やアルミニウムなどの金属に比べて線膨張係数が大きく、貼合した場合に温度変化に応じて反りが生じるなどの問題点があるので、寸法安定性向上のために充填材が添加されている。しかし、充填材によりフィルムの表面に凹凸が生じ、同時に外観上光沢は低くなるケースが多い。光沢が著しく低下すると、成形中に押し出しに使用するダイスやロール表面の欠陥や付着異物に起因するフィルム表面の微小なへこみや傷、成形後のハンドリング時に発生する微小な傷などが見にくくなり、成形工程や後のハンドリング工程の問題点を摘出しにくくなる。さらに、これらのへこみや傷には、埃や繊維くずなどの微小な付着異物が入り込みやすくなり、次工程における除去作業が増えるという問題点が生じやすい。これらフィルム表面の異物は、プリント基板や銅貼り積層板に加工する際に目視検査で摘出し、清掃除去しなければならないが、フィルム表面の光沢が低いとフィルム表面の微小な異物が見にくくなり、作業時間が長くなる、摘出もれの可能性が高まる、などの問題が発生する。また、除去が不十分であれば、作業プレス積層において接着不良の原因となる事が多い。このように、フィルム表面の光沢が低いと表面異物やへこみ、傷等が目視確認しにくく、光沢の向上が要望されている。
【0004】
【特許文献1】特開昭59−187054号公報
【特許文献2】特表昭61−500023号公報
【特許文献3】特開昭59−115353号公報
【特許文献4】特開2000−38464号公報
【特許文献5】特開2002−144436号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記事情に鑑みなされたもので、エレクトロニクス用部材等として好適で、特に積層作業の前工程において、表面異物、表面のへこみや傷等の視認がしやすい熱可塑性樹脂フィルムを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、鋭意検討を重ねた結果、熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)50〜5質量部を含む熱可塑性樹脂フィルムにおいて、JIS K 7105−1981に規定される60度鏡面光沢度(以下、「60度光沢度」と略記する)又は、75度鏡面光沢度(以下、「75度光沢度」と略記する)が特定範囲にあるものを選択することで上記課題を解決できるフィルムを見出し、本発明を完成するに至った。
さらに、フィルムの押出成形時に使用する冷却体に特定範囲の表面粗さを有するものを使用し、特定の冷却装置と条件を選択することにより、フィルムの光沢度を制御出来ることを見いだし、本発明を完成するに至った。
【0007】
すなわち、本発明は、熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)50〜5質量部を含み、60度光沢度が4〜100%の範囲にある熱可塑性樹脂フィルム、及び75度光沢度が、10〜100%の範囲にある熱可塑性樹脂フィルムである。
また、本発明は、この熱可塑性樹脂フィルムの製造に関し、熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)を5〜50質量部含有する配合物を、押出機により溶融押出しして形成されたフィルムを冷却体に接触させて冷却するフィルムの押出しキャスト法において、フィルムが押出機のダイス先端から押出された後0〜10秒の範囲内に、フィルムの一方の面を、表面温度が5〜175℃の範囲にあり、表面の十点平均粗さRz(JIS B0601−1994に準拠して測定)が、0.04〜8μmの範囲にある冷却体(1)に接触させ、フィルムの他の面を表面温度が5〜175℃の範囲にあり、上記Rzが0.04〜18μmの範囲にある冷却体(2)に接触させてフィルムを冷却することを特徴とする製造方法、さらには、上記配合物を、押出機により溶融押出しして形成されたフィルムを冷却体に接触させて冷却するフィルムの押出しキャスト法において、フィルムが押出機のダイス先端から押出された後0〜5秒の範囲内に、フィルムの一方の面を、表面温度が50〜170℃の範囲にあり、表面の十点平均粗さRz(JIS B0601−1994に準拠して測定)が、0.04〜5μmの範囲にある冷却体(1)に接触させ、フィルムの他の面を表面温度が50〜170℃の範囲にあり、上記Rzが0.04〜12μmの範囲にある冷却体(2)に接触させてフィルムを冷却し、且つ冷却体(2)が、上記Rzが0.04〜5の範囲にあり、表面温度が冷却体(2)の表面温度より低い範囲にある冷却体(3)を接触させることにより冷却されることを特徴とする製造方法である。
【発明の効果】
【0008】
本発明によれば、表面光沢が良好で、成形やその後のハンドリンク工程において発生するへこみや傷の視認が容易であり、さらにフィルムプリント配線基板などのエレクトロニクス用部材の積層前工程において表面に付着した異物等の視認が容易であり、耐熱性に優れ、プリント配線基板などのエレクトロニクス用部材等として好適に使用できる熱可塑性樹脂フィルム、及びその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0009】
本発明の熱可塑性樹脂フィルムは、熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)との樹脂混合物100質量部に対して充填材(C)を50〜5質量部の範囲で添加した樹脂組成物を使用して得られ、60度光沢度が、4〜100%の範囲にある熱可塑性樹脂フィルム、及び75度光沢度が、10〜100%の範囲にある熱可塑性樹脂フィルムである。
【0010】
本発明を構成する熱可塑性ポリイミド樹脂(A)は、その構造単位に芳香核結合及びイミド結合を含む熱可塑性樹脂であり、特に制限されるものでない。具体的には、下記構造式(1)
【0011】
【化1】

【0012】
で表される繰り返し単位を有するポリエーテルイミド[ゼネラルエレクトリック社製の商品名「Ultem 1000」(ガラス転移温度:216℃)、「Ultem 1010」(ガラス転移温度:216℃)]、下記構造式(2)
【0013】
【化2】
【0014】
で表される繰り返し単位を有するポリエーテルイミド[「Ultem CRS5001」(ガラス転移温度Tg226℃)]、が挙げられ、そのほかの具体例としてゼネラルエレクトリック社製の商品名「Ultem XH6050」(ガラス転移温度:247℃)、三井化学株式会社製の商品名「オーラムPL500AM」(ガラス転移温度:258℃)などが挙げられる。
これらのうちで、好ましくは、結晶性を有さないものであり、さらに好ましくは、上記構造式(1)乃至(2)で表される繰り返し単位を有するポリエーテルイミドである。
ポリエーテルイミド樹脂の製造方法は特に限定されるものではないが、通常、上記構造式(1)を有する非晶性ポリエーテルイミド樹脂は、4,4´−[イソプロピリデンビス(p−フェニレンオキシ)ジフタル酸二無水物とm−フェニレンジアミンとの重縮合物として、また上記構造式(2)を有するポリエーテルイミド樹脂は、4,4´−[イソプロピリデンビス(p−フェニレンオキシ)ジフタル酸二無水物とp−フェニレンジアミンとの重縮合物として公知の方法によって合成される。
また、本発明で使用するポリエーテルイミド樹脂には、本発明の主旨を超えない範囲でアミド基、エステル基、スルホニル基など共重合可能な他の単量体単位を含むものであってもかまわない。なお、ポリエーテルイミド樹脂は、1種類を単独で又は2種類以上を組み合わせて用いることが出来る。
【0015】
(B)成分のポリアリールケトン樹脂は、その構造単位に芳香核結合、エーテル結合及びケトン結合を含む熱可塑性樹脂であり、その代表例としては、ポリエーテルケトン(ガラス転移温度:157℃、結晶融解ピーク温度:373℃)、ポリエーテルエーテルケトン(ガラス転移温度143℃、結晶融解ピーク温度334℃)、ポリエーテルケトンケトン(ガラス転移温度:153℃、結晶融解ピーク温度:370℃)等があり、また、本発明の主旨を超えない範囲でビフェニル構造、スルホニル基など、共重合可能な他の単量体単位を含むものであってもかまわない。本発明においては、下記構造式(3)
【0016】
【化3】
【0017】
で表される繰り返し単位を有するポリエーテルエーテルケトンが好適に使用される。この繰り返し単位を有するポリエーテルエーテルケトンは、VICTREX社製の商品名「PEEK151G」、「PEEK381G」、「PEEK450G」、ガラス転移温度143℃、結晶融解ピーク温度334℃、などとして市販されている。なお、ポリアリールケトン樹脂は、1種を単独で又は2種類以上を組み合わせて用いることが出来る。本発明の熱可塑性樹脂組成物を使用したフィルムをプリント配線基板などのエレクトロニクス用基板の基材として適用する場合には、ポリアリールケトン樹脂(B)として結晶性を有するものが好ましく、さらに、結晶融解ピーク温度が260℃以上であるものが好ましい。
【0018】
上記樹脂組成物において、(A)成分の熱可塑性ポリイミド樹脂と(B)成分のポリアリールケトン樹脂の混合質量比は(A)/(B)=95/5〜5/95の範囲である。本発明の熱可塑性樹脂フィルムをプリント配線基板などのエレクトロニクス用基板の基材として適用する場合には、(A)成分と(B)成分との混合質量比は、(A)/(B)=70/30〜30/70であることが好ましい。
(A)成分が95質量比以下で、(B)成分が5質量比以上であると、(B)成分のポリアリールケトン樹脂が持つ、優れた耐熱性や低い吸水特性を発揮させることができる。また、(A)成分が5質量比以上で、(B)成分が95質量比以下であると、本発明の熱可塑性樹脂フィルムにおいて、金属との接着、フィルム同士の熱融着などの加工性が良好である。
また、(B)成分として結晶性のポリアリールケトン樹脂を使用する場合、(A)成分が95質量比以下で、(B)成分が5質量比以上であると、フィルムを構成する樹脂成分としての結晶性自体が高く、また結晶化速度も速く、はんだ耐熱性が良好である。また、同様の場合、(A)成分が5質量比以上で、(B)成分が95質量比以下であると、結晶性のポリアリールケトン樹脂の結晶化に伴う体積収縮(寸法変化)が大きくなることがないので、回路基板としての信頼性が得られる。これらのことから、(B)成分として、結晶性のポリアリールケトン樹脂を含有する本発明の熱可塑性樹脂フィルムをエレクトロニクス用基板の基材として用いる場合には、(A)成分と(B)成分との混合質量比は(A)/(B)=65/35〜50/50質量比とすることが好ましい。
【0019】
本発明を構成する(C)成分の充填材としては、公知のものを使用することができ、例えば、クレー、ガラス、アルミナ、シリカ、窒化アルミニウム、窒化珪素などの無機充填材、ガラス繊維やアラミド繊維、炭素繊維などの繊維、なかでも、好ましくは、無機の鱗片状粉体、たとえば、合成マイカ、天然マイカ、ベーマイト、タルク、セリサイト、イライト、カオリナイト、モンモリロナイト、バーミキュライト、スメクタイト、板状アルミナ、鱗片状チタン酸塩(例えば、鱗片状チタン酸マグネシウムカリウム、鱗片状チタン酸リチウムカリウム等)などの無機鱗片状(板状)粉体が好ましく、合成マイカ、天然マイカがより好ましい。これらの充填材は1種類を単独で、あるいは2種類以上を組み合わせて用いることができる。
【0020】
充填材(C)の形状としては、板状が好ましく、平均粒径が0.01〜50μm程度、好ましくは0.1〜20μm、より好ましくは、1〜10μm、平均アスペクト比(粒径/厚み)は20〜30程度以上、好ましくは50以上の無機充填材が好適に用いられる。
【0021】
充填材(C)には表面処理剤を使用することができ、アミノシラン、エポキシシラン、ビニルシラン、アクリロキシ基またはメタクリロキシ基を有するシラン化合物などのシランカップリング剤、珪素原子に炭素数1〜30の範囲の直鎖、分岐または環状の炭化水素基が1ないし2個結合したアルコキシシラン、チタネート系カップリング剤、アルミネート系カップリング剤、ジルコネートカップリング剤、などが挙げられる。
表面処理剤の使用量は、通常、充填材100質量部に対して0.1〜8質量部、好ましくは0.5〜3質量部の範囲である。
【0022】
表面処理の方法としては、既知の種々の方法が適用できる。例えば、表面処理剤を溶解した溶液中で充填材と表面処理剤を接触させた後溶媒を除去する湿式法、表面処理剤を溶解した溶液と充填材とを噴霧、撹拌等の方法により接触させて、充填材表面に表面処理剤をまぶした後、溶媒を除去する半湿式法、樹脂と充填材及び表面処理剤ないしは少量の溶媒に溶解させた表面処理剤を混合撹拌後するインテグラルブレンド法などが挙げられる。充填材剤表面に効率よく表面処理剤を付着させるという観点から、湿式法、半湿式法が好ましい。
【0023】
溶媒中の表面処理剤の濃度は0.1〜80%程度の濃度とすることができる。溶媒としては、例えば、イソプロピルアルコール、エタノール、メタノール、ヘキサン等の除去しやすいものが好ましい。この溶媒は、少量の水や加水分解を促進する少量の酸成分を含むものであってもよい。
上記表面処理方法により、充填材と、溶媒に希釈したまたは希釈しない表面処理剤を接触混合した後、数時間から数日間空気中に放置し、空気中の水分と接触させて加水分解を起こさせるとともに、使用した溶媒を蒸発除去することが推奨される。
この蒸発除去の処理は、アルコキシシリル基の加水分解反応や生成したヒドロキシシリル基を充填材表面のヒドロキシル基と脱水縮合反応させ、かつ、発生したアルコールや使用した溶媒除去のため、常圧下ないし減圧下に、通常、80〜150℃程度、好ましくは100〜130℃に行なう。処理時間は通常4〜200時間であり、好ましくは24〜100時間である。
【0024】
本発明の熱可塑性樹脂フィルムに使用する充填材(C)の量は、上述した熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)との合計量100質量部に対して5〜50質量部の範囲である。添加する充填材が50質量部以下であると、フィルムの可とう性、端裂抵抗値(JIS C2151−1990の端裂抵抗試験準拠)が良好であり、光沢度も著しく低下しない。一方、5質量部以上であると、線膨張係数の低減効果が充分なものとなるため、寸法安定性を向上させる効果が高くなる。このことから好適な充填材(C)の添加量は、(A)成分と(B)成分との合計量100重量部に対して10〜40質量部であり、さらにフィルムの寸法安定性と可とう性あるいは端裂抵抗値とのバランスを重視する場合には、20〜35質量部の範囲で制御することが好ましい。
【0025】
本発明の樹脂組成物には、その性質を損なわない程度に、(A)成分、(B)成分以外の樹脂や充填材(C)以外の各種添加剤、例えば、熱安定剤、紫外線吸収剤、光安定剤、核剤、着色剤、滑剤、難燃剤等を適宜配合しても良い。また、充填材(C)を含めた各種添加剤の混合方法は、公知の方法を用いることができる。混合の組合せの例として、
(I)(A)成分、(B)成分と(C)成分の3成分を同時に混合・分散させる方法、
(II)(A)成分と(B)成分をあらかじめ混合し、この混合物に(C)を混合・分散させる方法、
(III)(A)成分又は(B)成分に、(C)成分をあらかじめ混合分散させて、(A)成分と(C)成分の混合物又は(B)成分と(C)成分の混合物を調製し、次いで(A)成分と(C)成分の混合物に(B)成分を混合するか、あるいは(B)成分と(C)成分の混合物に(A)成分を混合する方法、
(IV)(A)成分及び(B)成分それぞれに(C)成分を混合分散させた混合物を調製し、これらの混合物を混合する方法[この場合、(A)成分に対する(C)成分の比率と(B)に対する(C)成分の比率は同じでも異なっていてもよい。]、
(V)複数種の(A)成分及び/又は複数種の(B)成分を使用する場合、これらのうちの少なくとも1種に、高濃度に(C)を混合分散させた混合物と、配合すべき他の(A)成分及び/又は(B)成分を混合するか、あるいは上記混合物と、配合すべき他の(A)成分及び/又は(B)成分に低濃度に(C)成分を混合分散させた混合物を混合分散させる方法などが挙げられる。
【0026】
混合、分散の方法としては、(A)成分と(B)成分と(C)成分を所望により用いられる各種添加剤をそれぞれ別々に単軸溶融混練機や二軸溶融混練機に供給して混合することもでき、複数の供給部を有する溶融混練機を用いて各成文を逐次的に溶融混練機に供給することもできる。また、あらかじめヘンシェルミキサー、スーパーミキサー、リボンブレンダー、タンブラーなどの混合機を利用してそれらを予備混合した後、溶融混練機に供給して、たとえば、300℃〜430℃の温度で溶融混練する事もできる。また、目的により、水性媒体や有機溶媒に分散せしめて湿式法により混合することも可能である。さらに、充填材(C)や各種添加剤を、(A)成分及び/又は(B)成分をベース樹脂として高濃度(代表的な含有量としては10〜60質量%程度)に混合したマスターバッチを別途作製しておき、これを使用する樹脂に濃度を調整して混合し、ニーダーや押出機等を用いて機械的にブレンドする方法、などが挙げられる。上記混合方法の中では、マスターバッチを作製し、混合する方法が分散性や作業性の点から好ましい。
混合された樹脂組成物は、成分の溶融混合分散に続いて直接フィルム状に成形しても良く、また、一旦ストランドないしはシート状に押し出され、カッティングされてペレット、顆粒、粉体等の成形加工に適した形態で得られる。
【0027】
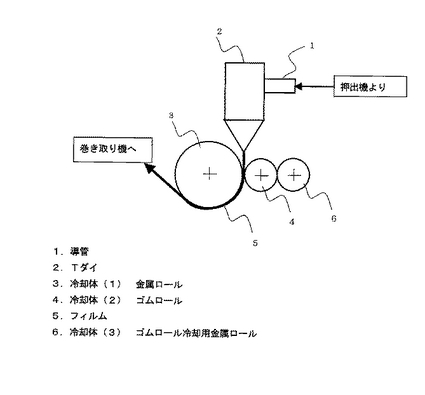
本発明フィルムの成形方法としては、射出成形法、押出成形法、圧縮成形法、カレンダー成形法等の公知の方法が挙げられる。例えば押出し部先端の断面形状が長方形や長方形類似形状のダイ、具体的にはTダイ、Iダイなどフィルム押出し用のダイより押出されたフィルム状の樹脂組成物を冷却体に接触させて冷却する押出キャスト法、カレンダー法等を採用することができ、特に限定されるものではないが、フィルムの製膜性、表面光沢の制御、安定生産性等の面から、TダイやIダイなどフィルム押出し用のダイスと冷却体を用いる押出キャスト法が好ましい。冷却体としては、表面の材質が金属やゴム、繊維などよりなり、形態はロールやベルト、シームレスベルトなどがあげられる。
これらのうちで、冷却装置が単純で取り扱いという理由から、冷却体としてロールを用いることが好ましい。
本発明の熱可塑性樹脂フィルムの製造に用いる押出しキャスト法のロール組合せからなる装置の一例を図1に示した。押出機より溶融した樹脂組成物が導管を経てダイに送り込まれ、ダイの先端よりフィルム状に押出され冷却用の冷却体(1)である金属ロール3と冷却体(2)であるゴムロール4に挟まれてフィルム状に形状固定・冷却され、続いて、金属ロール側に巻き付いて冷却されて、巻き取り機に送られる。
フィルムは必要に応じて、金属ロールと巻き取り機の間にさらに他のロールや、冷却エアーにより冷却される。
【0028】
押出キャスト法での成形温度は、組成物の流動特性や製膜性等によって適宜調整されるが、概ねガラス転移温度ないしは融点以上、430℃以下、好ましくは、340〜430℃、さらに好ましくは350℃〜390℃である。また、該フィルムの厚みは、特に制限されるものではないが、通常10〜800μm程度である。
【0029】
本発明の熱可塑性樹脂フィルムは、60度光沢度が4〜100%の範囲にあるものであり、好ましくは7〜100%の範囲にあるものであり、より好ましくは、12〜65%の範囲にあるものである。本発明の60度光沢度は、JIS K 7105−1981に規定される方法により測定され、入射角と反射角が共に60度にて測定される鏡面光沢度である。
60度光沢度が7%以上では、プリント基板や銅貼り積層板に加工する際に、目視検査で摘出し、清掃除去しなければならない埃、繊維くずなど、フィルム表面の微小な異物が見やすく、作業がしやすいので作業時間が短く、また、摘出もれが起きにくい。60度光沢度が100%を超えると、フィルム表面の微小な異物の目視摘出の容易さは頭打ちとなるので100%で充分である。
【0030】
さらに、本発明の熱可塑性樹脂フィルムは、75度光沢度が10〜100%の範囲にあるもので、好ましくは、20〜90%の範囲にあるものである。本発明の75度光沢度は、JIS K 7105−1981に規定される方法により測定され、入射角と反射角が共に75度にて測定される鏡面光沢度である。
75度光沢度が10%以上では、成形中に押し出しに使用するダイスやロール表面の欠陥や付着異物に起因するフィルム表面の微小なへこみや傷、成形後のハンドリング時に発生する微小な傷などが見やすく、成形工程や後のハンドリング工程の問題点を摘出しやすくなる。さらに、プリント基板や銅貼り積層板に加工する際に、目視検査で摘出し、清掃除去しなければならない埃、繊維くずなど、フィルム表面の微小な異物が見やすく、作業がしやすいので作業時間が短く、また、摘出もれが起きにくい。75度光沢度が100%を超えると、へこみや傷の目視摘出の容易さは頭打ちとなるので100%で充分である。
【0031】
また、本発明の熱可塑性樹脂フィルムは、60度光沢度が7〜100%の範囲にあり、且つ、75度光沢度が10〜100%の範囲にあるもので、好ましくは60度光沢度が12〜65%の範囲にあるものであり、且つ、75度光沢度が20〜90%の範囲にあるものである。60度光沢度が4%以上でフィルムの成形作業中に付着する表面異物や装置の不具合に起因する表面突起の摘出が容易となり、75度光沢度が10%以上で同様の工程中に装置の不具合で発生するフィルム表面のへこみや傷の摘出が容易となるため成形工程の不具合への対応が速くなり効率が向上する。
【0032】
本発明の熱可塑性樹脂フィルムの製造において、光沢度を本発明の範囲とするための手段の一つとして、ダイから押出されたフィルム状の溶融樹脂の片面を冷却体(1)に接触させ、同時にあるいは引き続いて、フィルム状の溶融樹脂のもう一方の面を冷却体(2)に接触させて冷却し、さらに冷却体(2)をもう一つの冷却体(3)に接触させて冷却することが好ましい。
【0033】
フィルムの60度光沢度を4〜100%の範囲とするために、フィルムが押出機のダイス先端から押出された後、該フィルムの2面が冷却体(1)及び冷却体(2)に接触するまでの時間(「冷却前時間」と略記する。)は短い方がよく、通常0〜10秒、好ましくは0.05〜3秒、さらに好ましくは0.1〜1秒である。0〜10秒の範囲であればフィルム表面の固化が顕著となる前に冷却体(1)及び(2)に接触することができるので、フィルム表面光沢の大幅な低下を避けることができる。冷却前時間は、ダイスを離れたフィルムが冷却体(1)に接触するまでの距離(「冷却前距離」と略記する。)を成形速度で割って得られる商として求められる。
【0034】
フィルムの75度光沢度を10〜100%の範囲とするために、冷却前時間は短い方がよく、通常0〜5秒、好ましくは0.05〜2秒、さらに好ましくは0.1〜0.4秒である。0〜5秒の範囲であればフィルム表面の固化が顕著となる前に冷却体(1)及び(2)に接触することができるので、75度光沢度の低下を避けることができる。
【0035】
冷却体(1)と冷却体(2)の表面温度は、通常5〜175℃、好ましくは70〜165℃の範囲である。5℃以上で冷却体表面に空気中の水分が凍って付着することを避けることができ、さらに50℃以上でフィルム表面の凹凸やうねりを少なくすることができ、175℃以下で冷却体との接触により形成された表面の光沢が変化することを防ぐことができる。冷却体の表面温度は、冷却体上面に熱電対や温度指示体を接触させる接触法、赤外線温度計など光や電磁波を用いる非接触法などで測定することができる。
【0036】
ダイスから押出されたフィルムが本発明に使用する冷却体(1)に接触したのち、冷却体(2)に接触する時点は、通常冷却体(1)への接触と同時(0秒とする)、ないしは冷却体(1)上に接触する時点(0秒)より0〜2秒、好ましくは0〜0.5秒、より好ましくは、0〜0.2秒の範囲である。この範囲であればフィルムの冷却体(2)に接触する面の光沢低下を避けることができる。
さらには、冷却体(1)又は冷却体(2)に接触して冷却される時間は長い方がよいが、冷却体の温度や生産の効率に従って設定され、通常0.2〜100秒、好ましくは、0.5〜5秒の範囲である。0.2秒以上で耐熱接着性が充分であり、100秒以内で生産効率が良い。
【0037】
本発明のフィルムの60度光沢度を4〜100%とするために使用する冷却体(1)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(以下、Rzと略記する。)が0.04〜8μmの範囲であり、好ましくは0.12〜4μmの範囲である。さらに60度光沢度を7〜100%とするためには、冷却体(1)のRzが0.04〜3μmの範囲であり、好ましくは0.12〜1μmの範囲である。冷却体(1)の表面粗さは、直接ないし、レプリカを用いて測定される。
Rzが8μm以下の範囲では、フィルムの光沢度が著しく低下することがなく、フィルム表面の異物が視認しやすい。また、Rzの下限0.04μmで本発明の光沢度範囲を得るには充分である。
【0038】
冷却体(1)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜10μmの範囲であり、好ましくは0.15〜5μmである。さらに、60度光沢度を7〜100%とするためには、冷却体(1)のRyが0.05〜4μmの範囲であり、好ましくは0.15〜1.5μmの範囲である。
Ryが10μm以下の範囲では、フィルムの表面に異物がひっかかり易い凹みが発生しにくく、異物が除去しやすい。また、同様の観点からRyは0.04μm以上であれば異物が除去し易いフィルム表面を得るには充分である。
同様に、JIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.001〜1.8μmの範囲であり、好ましくは0.01〜0.5μmの範囲である。さらに、60度光沢度を7〜100%とするためには、冷却体(1)のRaは0.01〜0.4μmの範囲であり、好ましくは0.015〜0.15μmの範囲である。
【0039】
本発明のフィルムの75度光沢度を10〜100%とするために使用する冷却体(1)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(以下、Rzと略記する。)が0.04〜3μmの範囲であり、好ましくは0.12〜1μmの範囲である。
Rzが3μm以下の範囲では、フィルムの光沢度が著しく低くなることがなく、フィルム表面のへこみや傷が視認しやすい。また、Rzの下限0.04μmで本発明の光沢度範囲を得るには充分である。
【0040】
冷却体(1)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜4μmの範囲であり、好ましくは0.15〜1.5μmの範囲である。
Ryが4μm以下の範囲では、フィルムの表面に異物がひっかかり易い凹みが発生しにくく、異物が除去しやすい。また、同様の観点からRyは0.05μm以上であれば異物が除去し易いフィルム表面を得るには充分である。
同様に、JIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.01〜0.4μmの範囲であり、好ましくは0.015〜0.15μmの範囲である。
【0041】
本発明に使用する冷却体(1)及び冷却体(1)として、冷却装置の構造が単純で取り扱いやすいという理由から、ロールを用いることが好ましい。
また、冷却体(1)の外層材質としては、アルミニウム、銅、チタン及びそれらの合金等、鉄、ステンレス、クロム合金ステンレス鋼、クロムメッキや硬質クロムメッキされた鉄やステンレス、セラミック熔射された金属等の硬質系材質のもの、あるいは、金属層の上に、押出されるフィルムの高温条件に適するゴム層を設けたゴム層を設けた軟質系材質のものなどが挙げられる。ここで、ゴム層の素材の具体例としては、シリコンゴム、フッ素ゴム、具体的にはパーフロロアルコキシアルカン、パーフルオロエチレンプロペンコポリマー、エチレンテトラフルオロコポリマーなどが挙げられ、ゴム層の硬度は、JISK6253−1997に規定される、スプリング式タイプAデュローメータを用いて測定される硬度が、通常A25〜A90の範囲、好ましくはA40〜A90の範囲である。これらのうちで、好ましくは、ステンレス、クロム合金ステンレス及びこれらの表面にクロムメッキ又は硬質クロムメッキが施されたものである。
【0042】
冷却体(1)の温度調節や冷却の方式として、オイル、水、蒸気などの熱媒体による方式やこれらの熱媒体を循環させる方式、電気抵抗ヒート式、誘電発熱ジャケットロール式などが挙げられる。また、冷却体(1)がゴムロールである場合は、さらに、金属ロール、金属ベルトやゴムロールを接触させて表面を冷却する方法も挙げられる。
冷却体(1)の表面温度の好適範囲を実現するようにロールの温度制御機構や、オイル、水などの循環冷媒等熱媒体の温度が選択される。
【0043】
本発明のフィルムの60度光沢度を4〜100%とするために使用する冷却体(2)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(Rz)が0.04〜18μmの範囲にあるもので、好ましくは0.12〜14μmの範囲にあるものである。さらに、60度光沢度を7〜100%とするためには冷却体(2)のRzは0.04〜8μmであり、好ましくは0.1〜2μmの範囲にあるものである。冷却体(2)の表面粗さは、直接ないし、レプリカを用いて測定される。
Rzが18μm以下の範囲では、フィルムの光沢度が著しく低下することがなく、フィルム表面の異物が視認しやすい。また、Rzの下限0.04μmで本発明の光沢度範囲を得るには充分である。
【0044】
冷却体(2)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜20μmの範囲であり、好ましくは0.15〜15μmの範囲である。さらに、60度光沢度を7〜100%の範囲とするためには冷却体(2)のRyは0.05〜10μm、好ましくは0.15〜2.5μmの範囲である。
同様に、冷却体(2)のJIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.001〜2.5μmの範囲であり、好ましくは0.015〜1.8μmの範囲である。さらに、60度光沢度を7〜100%の範囲とするためには冷却体(2)のRaは0.004〜1μmの範囲であり、好ましくは0.01〜0.3μmの範囲である。
【0045】
本発明のフィルムの75度光沢度を10〜100%とするために使用する冷却体(2)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(Rz)が0.04〜8μmの範囲にあるもので、好ましくは0.1〜2μmの範囲にあるものである。冷却体(2)の表面粗さは、直接ないし、レプリカを用いて測定される。
冷却体(2)Rzが8μm以下の範囲では、フィルムの光沢度が著しく低くなることがなく、フィルム表面のへこみや傷が視認しやすい。また、Rzの下限0.04μmで本発明の光沢度範囲を得るには充分である。
【0046】
冷却体(2)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜10μmの範囲であり、好ましくは0.15〜2.5μmの範囲である。
Ryが10μm以下の範囲では、フィルムの表面に異物がひっかかり易い凹みが発生しにくく、異物が除去しやすい。また、同様の観点からRyは0.05μm以上であれば異物が除去し易いフィルム表面を得るには充分である。
【0047】
同様に、冷却体(2)のJIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.004〜1μmの範囲であり、好ましくは0.01〜0.3μmの範囲である。
【0048】
本発明に使用するフィルム冷却用の冷却体(2)の材質は、上記の冷却体(1)に示された材質より選ばれるものと同様の材質でよい。冷却体(2)の材質として好ましくは、金属ロールの芯の外側にシリコンゴムやフッ素ゴム層等の軟質系材質の層を設けたゴムロールである。
また、冷却体(2)にゴムロールを使用する場合、ロール外層のゴムの硬度は、JIS K6253−1997に規定されるスプリング式タイプAデュローメータを用いて測定される硬度で表され、通常A25〜A90、好ましくはA40〜A90である。
【0049】
冷却体(2)の温度調節や冷却の方式として、オイル、水、蒸気などの熱媒体により冷却する方式やこれらの冷媒を循環させる方式、電気抵抗ヒート式、誘電発熱ジャケットロール式などが挙げられる。また、冷却体(2)がゴムロールである場合は、冷却体(2)の表面に、少なくとも1本の他の金属ロール、金属ベルトやゴムロールを接触させて表面を冷却する方法も挙げられる。また、ロール内部の冷却と、表面の冷却を組み合わせることも推奨される。
冷却体(2)表面温度の好適範囲温度を実現するように冷却体の温度制御機構や、熱媒体の温度が選択される。
【0050】
本発明のフィルムの75度光沢度を10〜100%の範囲とするため、および60度光沢度7〜100%とするための手段の一例として、上記冷却体(2)に冷却体(3)を接触させるのが好ましい。
使用する冷却体(3)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(Rz)が0.04〜5μmの範囲にあるもので、好ましくは0.12〜2μmの範囲にあるものである。冷却体(3)の表面粗さは、直接ないし、レプリカを用いて測定される。
Rzが5μm以下の範囲では、冷却体(2)の凹凸に影響を与えたり、冷却体(3)の表面に付着した微小なちりや埃などの異物が冷却体(2)を介して、フィルムの光沢度に影響を与えることが少ない。
また、Rzの下限0.04μm以上であれば冷却体(2)の表面やフィルム表面光沢への影響を少なくするには充分である。
【0051】
冷却体(1)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜6μmの範囲であり、好ましくは0.15〜3μmの範囲である。
Ryが6μm以下の範囲では、冷却体(2)の凹凸に影響を与えたり、冷却体(3)の表面に付着した微小なちりや埃などの異物が冷却体(2)を介して、フィルムの光沢度に影響を与えることが少ない。また、同様の観点からRyは0.05μm以上であれば冷却体(2)の表面やフィルム表面光沢への影響を少なくするには充分である。
同様に、JIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.01〜0.6μmの範囲であり、好ましくは0.015〜0.4μmの範囲である。
冷却体(3)として、冷却装置の構造が単純で取り扱いやすいという理由から、ロールを用いることが好ましい。
【0052】
また、冷却体(3)の外層材質としては、アルミニウム、銅、チタン及びそれらの合金等、鉄、ステンレス、クロム合金ステンレス鋼、クロムメッキや硬質クロムメッキされた鉄やステンレス、セラミック熔射された金属等の硬質系材質のもの、また、金属層の上に、押出されるフィルムの高温条件に適するゴム層を設けた軟質系材質のものなどが挙げられる。ここで、ゴム層の素材の具体例としては、シリコンゴム、フッ素ゴム、具体的にはパーフロロアルコキシアルカン、パーフルオロエチレンプロペンコポリマー、エチレンテトラフルオロコポリマーなどが挙げられ、ゴム層の硬度は、JISK6253−1997に規定される、スプリング式タイプAデュローメータを用いて測定される硬度が、通常A25〜A90の範囲、好ましくはA40〜A90の範囲である。これらのうちで、冷却体(2)が金属層の上にゴム層など軟質系材質のものを使用した場合には、冷却体(3)の材質として好ましくは硬質系材質のものであり、さらに好ましくは、ステンレス、クロム合金ステンレス及びこれらの表面にクロムメッキ又は硬質クロムメッキが施されたものである。
【0053】
冷却体(3)は、1又は必要に応じて複数使用される。
冷却体(3)の表面温度は、冷却体(2)の表面温度より低いことを要し、より好ましくは、冷却体(2)の表面温度より5℃以上低い温度である。具体的には、冷却体(2)の表面温度より低く、かつ、5〜160℃、さらに好ましくは30〜120℃である。この温度範囲を実現するように冷却体(3)の冷却方法や冷媒の温度が設定される。具値的には、水、蒸気、や熱媒体油、冷却風、などの冷媒を使用する場合、冷媒の温度は5〜120℃、好ましくは、20〜80℃である。冷却体(3)の温度が、5℃以上で装置の氷結による不具合を避けることができ、冷却体(2)より低い温度で、冷却体(2)からの熱移動による冷却を実施することができる。
冷媒の温度が、5℃以上で装置の氷結による不具合を避けることができ、120℃より低い温度で、冷却体(2)からの熱移動による冷却の効率が向上する。
【0054】
さらに、冷却体に接触して得られた光沢を低下させないという目的のために、フィルムが冷却体(1)と冷却体(2)に接触した後、冷却時間0〜10秒、好ましくは、0.1〜5秒の範囲内に、フィルム表面温度(「冷却到達温度」と略記する。)が5〜170℃、好ましくは30〜160℃の範囲に冷却されることが好ましい。5℃以上で、フィルム表面に空気中の水分が凍って付着することを避けることができ、170℃以下であれば、冷却体との接触により形成された表面の光沢が変化することを防ぐことができる。0〜10秒の範囲であれば、冷却体との接触により形成された表面の光沢が変化することを防ぐことができる。
【0055】
冷却時間は、フィルムが冷却体(1)と冷却体(2)に接触した後、少なくともそのどちらか一方ないし、他の冷却体に接触したり、熱媒体により冷却されたりする時間であり、冷却される距離(冷却距離)を成形速度により割った商として求められるものである。
フィルムの表面温度は、成形中に、フィルム表面に熱電対や温度指示体を接触させる接触法、赤外線温度計など光や電磁波を用いる非接触法などで測定することができる。
同様の目的のために、フィルムが冷却体(1)及び(2)に接触した後そのまま接触を続けても良く、引き続いて他の冷却体に接触する、気体、液体の熱媒体(例えば、空気や窒素、水など)で冷却するなどの冷却過程を経ても良い。
【0056】
本発明のフィルムの表面にはコロナ処理等を適宜施してもかまわない。また、上述したフィルムの少なくとも片面に接着層を介して、あるいは接着層を介することなく、一例として銅箔やアルミ箔などの金属体を加熱、加圧により熱融着させて金属積層体とすることもでき、さらに、エッチング処理、メッキ処理、印刷などにより、フィルム表面に導電性回路を形成し、さらに積層する事も可能である。
【0057】
また、本発明の樹脂組成物及びフィルムの用途としては、配線基板、リジッドフレックス基板、ビルドアップ多層基板、一括多層基板、金属ベース基板などのエレクトロニクス用基板の基材、フレキシブルプリント基板の保護板、熱遮蔽板、サーモフォーミングや真空成形によるトレー、各種電子機器の筐体、自動車エンジンルーム内部品や隔壁などが挙げられる。また、銅、銀、金、鉄、亜鉛、アルミニウム、マグネシウム、ニッケルなど、またはこれらの合金類の箔、板、線などの金属体と貼り合わせたもの、あるいは、エッチングやメッキにより回路や図柄を付着させたものも挙げられる。
【実施例】
【0058】
以下に実施例でさらに詳しく説明するが、これらにより本発明は何ら制限を受けるものではない。なお、本明細書中に表示されるフィルムについての種々の測定値および評価は次のようにして行った。ここで、フィルムの押出機からの流れ方向を縦方向、その直交方向を横方向とよぶ。
(1)光沢度測定
スガ試験機株式会社製、デジタル変角光沢計を使用し、JIS K 7105−1981に準じ、光線入射角及び反射角を75度とする75度鏡面光沢度と光線入射角及び反射角を60度とする60度鏡面光沢度を測定した。
【0059】
(2)表面異物視認性
20ワットの蛍光灯より約40cm下にフィルムを置き、フィルム平面より約30度の角度でフィルム面蛍光灯直下より約30cm離れた位置よりを目視にて検査し、表面異物の有無を判定した。表面異物の視認難易判定基準として、容易に識別できるものを1、 充分注意すれば識別できるものを2、充分注意しても識別が難しい時があるものを3とした。
フィルム表面に異物が見つかった場合、少量のエタノールをしみこませたワイピングクロス(帝人(株)製、商品名「ミクロスター−CP」)を用いてその異物をふき取った後、再度上記と同様の目視検査を行い、異物が除去できたことを確認した。
【0060】
(3)表面へこみと傷の視認性
20ワットの蛍光灯より約40cm下にフィルムを置き、フィルム平面より約30度の角度でフィルム面蛍光灯直下より約30cm離れた位置よりを目視にて検査し、へこみと傷の有無を判定した。表面異物の視認難易判定基準として、容易に識別できるものを1、 充分注意すれば識別できるものを2、充分注意しても識別が難しい時があるものを3とした。
【0061】
(4)はんだ耐熱性
各実施例と比較例のフィルムをそれぞれ縦10cm、横10cmの正方形に切り取り、上記(2)の目視検査により異物を除去した後、4枚重ね、厚さ50μmのポリイミドフィルム(宇部興産(株)製、商品名「ユーピレックス50S」、厚さ50μm)2枚の間に挟み、さらにその両側を厚さ1mmのステンレス板とクッション紙にはさみ、北川精機(株)製 高性能高温真空プレス成形機(成型プレス、型式:VH1−1747)を使用し、最高温度260℃、最高温度圧力保持時間30分、プレス圧力2.1MPaにて積層体を得た。このものを5cmx5cmのサイズの試験片に切り出し、JIS C6481の常態のはんだ耐熱性に準拠し、260℃のはんだ浴に試験片をとはんだ浴とが接触するように20秒間浮かべ、室温まで冷却した後、膨れやはがれ等の有無を目視によって調べ、良否を判定した。
【0062】
(実施例1)
(樹脂成分と充填材との混合・混練・成形)
表1に示すように、ポリエーテルイミド樹脂[ゼネラルエレクトリック社製、Ultem−1000、Tg:216℃](以下、単にPEI−1と略記することがある)1.6kg(25質量%)、ポリエーテルイミド樹脂[ゼネラルエレクトリック社製、Ultem−CRS5001、Tg:226℃](以下、単にPEI−2と略記することがある)2.24kg(35質量%)、ポリエーテルエーテルケトン樹脂[ビクトレックス社製、PEEK450G、Tg:143℃、Tm:334℃](以下、単にPEEK−1と略記することがある)2.24kg(35質量%)と、ポリエーテルエーテルケトン樹脂[ビクトレックス社製、PEEK381G、Tg:143℃、Tm:334℃](以下、単にPEEK−2と略記することがある)0.32kg(5質量%)、及び合成マイカ(平均粒径:6μm、アスペクト比:25)1.6kg(樹脂成分合計6.4kgを100質量部とし、これに対して25質量部)とからなる混合組成物を、二軸押出機を用いて設定温度380℃で混練し、ストランド状に押出し、カッティングしてペレットとした。このものを、180℃で12時間熱風乾燥した後、図1に示した装置によりキャスト成形し、非晶状態のフィルムを得た。
【0063】
押出機は導管(1)から幅300mmのTダイ(2)を接続した口径40mmの単軸押出機を使用し、380℃にてフィルム状に押出し、成形速度5.1m/分で引取り、158℃の循環オイルにて温度調節された直径200mmの硬質クロムメッキされた金属ロール(3)(冷却体(1))の表面に接触させ、引き続いてそのままロール回転方向に150度接触を続け(巻き角度150度、金属ロール(3)上での冷却距離262mm、金属ロール(3)上での冷却時間3.1秒)、ロールを離れた後もう一本の硬質クロムメッキされた直径200mmの金属ロール(巻き角度90度)2本を経て巻き取り、厚さ約100μmの非晶状態のフィルムを得た。フィルムが金属ロール(3)に接触した位置で、その反対側から直径80mmのシリコンゴムロール(4)(冷却体(2))をフィルムに押しつけて冷却した。
シリコンゴムロールは、さらに、金属ロール(3)の反対側に設置された約40℃の水で冷却される硬質クロムメッキロール(6)を押しつけられて冷却された。表面温度測定用の熱電対型温度計を用いた表面温度の測定により、金属ロール(3)の表面温度は147℃、シリコンゴムロールの表面温度は98℃、金属ロール(3)を離れる時点でのフィルムの表面温度(冷却到達温度)は156℃であった。
金属ロール(3)は、表面粗さRzが0.68μm、Ryが0.85μm、Raが0.057μmのものを使用した。シリコンゴムロールはRzが10.50μm、Ryが12.38μm、Raが1.27μm、硬度がA90のものを使用した。
【0064】
(実施例2)
表1に示すように、PEI−1を3.328kg(52質量%)、PEI−2を0kg、PEEK−1を2.752kg(43質量%)、PEEK−2を0.32kg(5質量%)に変更した以外は実施例1と同様の操作を行い、非晶状態のフィルムを得た。実施例1と同様の評価を行った結果を表1に示す。
【0065】
(実施例3)
表1に示すように、実施例1において、金属ロールを、その表面が硬質クロムメッキで、Rzが3.30μm、Ryが4.25μm、Raが0.39μmのものに変更した以外は実施例1と同様の操作を行い、非晶状態のフィルムを得た。実施例1と同様の評価を行った結果を表1に示す。
【0066】
(比較例1)
表2に示すように、金属ロールは、その表面が硬質クロムで、Rzが11.70μm、Ryが15.87μm、Raが2.00μmのものに変更し、シリコンゴムロールをRzが22.49μm、Ryが25.53μm、Raが3.31μm、硬度がA88のものに変更した以外は実施例1と同様の操作を行い、非晶状態のフィルムを得た。実施例1と同様の評価を行った結果を表1に示す。
【0067】
(比較例2)
表2に示すように、金属ロールとゴムロールをそれぞれ比較例1に示したものに変更した以外は実施例2と同様の操作を行い、非晶状態のフィルムを得た。実施例1と同様の評価を行った結果を表1に示す。
【表1】
(実施例4)
(樹脂成分と充填材との混合・混練・成形)
表2に示すように、ポリエーテルイミド樹脂[ゼネラルエレクトリック社製、Ultem−1000、Tg:216℃](以下、単にPEI−1と略記することがある)2.5kg(25質量%)、ポリエーテルイミド樹脂[ゼネラルエレクトリック社製、Ultem−CRS5001、Tg:226℃](以下、単にPEI−2と略記することがある)3.5kg(35質量%)、ポリエーテルエーテルケトン樹脂[ビクトレックス社製、PEEK450G、Tg:143℃、Tm:334℃](以下、単にPEEK−1と略記することがある)3kg(30質量%)と、ポリエーテルエーテルケトン樹脂[ビクトレックス社製、PEEK381G、Tg:143℃、Tm:334℃](以下、単にPEEK−2と略記することがある)1kg(10質量%)、及び合成マイカ(平均粒径:6μm、アスペクト比:25)2.5kg(樹脂成分合計10kgを100質量部とし、これに対して25質量部)とからなる混合組成物を、二軸押出機を用いて設定温度380℃で混練し、ストランド状に押出し、カッティングしてペレットとした。このものを、180℃で12時間熱風乾燥した後、図1に示した装置によりキャスト成形し、非晶状態のフィルムを得た。
【0068】
押出機は導管(1)から幅300mmのTダイ(2)を接続した口径40mmの単軸押出機を使用し、380℃にてフィルム状に押出し、成形速度12.1m/分で引取り、158℃の循環オイルにて温度調節された直径200mmの硬質クロムメッキされた金属ロール(3)(冷却体(1))の表面に接触させ、引き続いてそのままロール回転方向に150度接触を続け(巻き角度150度、金属ロール(3)上での冷却距離262mm、金属ロール(3)上での冷却時間1.3秒)、ロールを離れた後もう一本の硬質クロムメッキされた直径200mmの金属ロール(巻き角度90度)2本を経て巻き取り、厚さ100μmの非晶状態のフィルムを得た。フィルムが金属ロール(3)に接触した位置で、その反対側から直径80mmのフッ素ゴムロール(4)(冷却体(2))をフィルムに押しつけて冷却した。
フッ素ゴムロールは、さらに、金属ロール(3)の反対側に設置された約38℃の水で冷却される硬質クロムメッキロール(6)を押しつけられて冷却された。表面温度測定用の熱電対型温度計を用いた表面温度の測定により、金属ロール(3)の表面温度は146℃、フッ素ゴムロール(4)の表面温度は97℃、金属ロール(3)を離れる時点でのフィルムの表面温度(冷却到達温度)は155℃であった。
金属ロール(3)は、表面粗さRzが0.31μm、Ryが0.42μm、Raが0.03μmのものを使用した。フッ素ゴムロール(4)はRzが0.67μm、Ryが0.94μm、Raが0.06μm、硬度がA55のものを使用した。硬質クロムメッキロール(6)はRzが0.22μm、Ryが0.26μm、Raが0.02μmのものを使用した。
得られたフィルムを上記の方法に従い評価し、60度光沢度、75度光沢度、表面異物を突起物の視認性、表面へこみと傷の視認性、及び耐熱接着性を評価した結果を表2に示す。
【0069】
(実施例5)
表2に示すように、PEI−1を5.2kg(52質量%)、PEI−2を使用せず、PEEK−1を4kg(40質量%)、PEEK−2を0.8kg(8質量%)に変更し、成形条件を表2に示したように変更した以外は実施例1と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表2に示す。
【0070】
(実施例6)
成形条件を表2に示したように変更した以外は実施例4と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表2に示す。
【0071】
(比較例3)
装置と成形条件を表2に示したように変更した以外は実施例4と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表2に示す。
【0072】
(比較例4)
装置と成形条件を表2に示したように変更した以外は実施例5と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表2に示す。
(実施例7)
PEI−1を5.6kg(56質量%)、PEI−2を使用せず、PEEK−1を3.4kg(34質量%)、PEEK−2を1kg(10質量%)、フィラーを2kg(樹脂成分合計10kgを100質量部とし、これに対して20質量部)に変更し、成形条件を表2に示したように変更した以外は実施例4と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表3に示す。
【表2】
【表3】
【0073】
表1より、本発明範囲の60度光沢度を示す実施例1乃至実施例3のフィルムは、蛍光灯下で表面異物が視認しやすいのに対し、比較例1と比較例2は表面異物が視認しにくく、本発明の効果が明らかである。
また、本発明範囲の表面粗さを有する冷却体(1)と冷却体(2)を組合わせ、本発明範囲の冷却条件を採用して成形されたフィルムは、光沢が良好で、表面異物の視認がし易いことが分かる。
表2より、本発明範囲の75度光沢度を示す実施例4乃至実施例7のフィルムは、蛍光灯下でへこみや傷、表面異物が視認しやすいのに対し、比較例3と比較例4はへこみや傷と表面異物が視認しにくく、本発明の効果が明らかである。
また、本発明範囲の表面粗さを有する冷却体(1)、冷却体(2)と冷却体(3)とを組合わせ、本発明範囲の冷却条件を採用して成形されたフィルムは、光沢が良好で、へこみや傷と表面異物の視認がし易いことが分かる。
【産業上の利用可能性】
【0074】
本発明の樹脂組成物及び成形体は、表面のへこみや傷と表面異物の視認性が良好で、耐熱性、ハンダ耐熱性、融着積層性、寸法安定性等に優れることから、その用途としては、プリント配線基板、リジッドフレックス基板、ビルドアップ多層基板、一括多層基板、金属ベース基板などのエレクトロニクス用基板の基材、フレキシブルプリント基板の保護板、熱遮蔽板、サーモフォーミングや真空成形によるトレー、各種電子機器の筐体、自動車エンジンルーム内部品や隔壁、航空宇宙機器の保護板、高温にさらされるエネルギー発生器機の部品などが挙げられる。また、銅やアルミニウムなどの金属箔と積層、接着する事により電磁波遮蔽板などの用途も挙げられる。
【図面の簡単な説明】
【0075】
【図1】本発明の製造方法にて使用する製造装置の一例を示す概略図。
【符号の説明】
【0076】
1:導管
2:ダイ
3:金属ロール
4:ゴムロール
【技術分野】
【0001】
本発明は、表面光沢が良好で、表面に付着した異物やへこみ、傷等の視認が容易であり、耐熱性に優れ、プリント配線基板などのエレクトロニクス用部材等として好適に使用できる熱可塑性樹脂フィルムおよびその製造方法に関する。
【背景技術】
【0002】
熱可塑性樹脂の中でも、ポリエーテルイミド樹脂やポリエーテルエーテルケトン樹脂に代表されるガラス転移温度や融点が高い樹脂は、耐熱性、難燃性、耐薬品性などに優れているため、航空機部品、電気・電子部品を中心に多く採用されている。なかでも、ポリアリールケトン樹脂は原料価格が非常に高価な上、樹脂自体のガラス転移温度が約140〜170℃程度と比較的低いことから、耐熱性等の改良検討が種々行われてきた。その中でも良好な相溶性を示す系として、ポリエーテルイミド樹脂とのブレンドが注目されてきた。
これらの例として、結晶性ポリアリールケトン樹脂と非晶性ポリエーテルイミド樹脂との混合組成物が開示されている(例えば、特許文献1、特許文献2参照)。
また、これらの組成物が回路板基材に有用であることも開示されている(例えば、特許文献3参照)。さらに、上記混合組成物を用いたプリント配線基板及びその製造方法が開示されている(例えば、特許文献4、特許文献5参照)。
【0003】
しかしながら、これらの樹脂混合組成物のみでは、フィルムに成形し、プリント回路基板用フィルムとして使用する場合、銅やアルミニウムなどの金属に比べて線膨張係数が大きく、貼合した場合に温度変化に応じて反りが生じるなどの問題点があるので、寸法安定性向上のために充填材が添加されている。しかし、充填材によりフィルムの表面に凹凸が生じ、同時に外観上光沢は低くなるケースが多い。光沢が著しく低下すると、成形中に押し出しに使用するダイスやロール表面の欠陥や付着異物に起因するフィルム表面の微小なへこみや傷、成形後のハンドリング時に発生する微小な傷などが見にくくなり、成形工程や後のハンドリング工程の問題点を摘出しにくくなる。さらに、これらのへこみや傷には、埃や繊維くずなどの微小な付着異物が入り込みやすくなり、次工程における除去作業が増えるという問題点が生じやすい。これらフィルム表面の異物は、プリント基板や銅貼り積層板に加工する際に目視検査で摘出し、清掃除去しなければならないが、フィルム表面の光沢が低いとフィルム表面の微小な異物が見にくくなり、作業時間が長くなる、摘出もれの可能性が高まる、などの問題が発生する。また、除去が不十分であれば、作業プレス積層において接着不良の原因となる事が多い。このように、フィルム表面の光沢が低いと表面異物やへこみ、傷等が目視確認しにくく、光沢の向上が要望されている。
【0004】
【特許文献1】特開昭59−187054号公報
【特許文献2】特表昭61−500023号公報
【特許文献3】特開昭59−115353号公報
【特許文献4】特開2000−38464号公報
【特許文献5】特開2002−144436号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
本発明は上記事情に鑑みなされたもので、エレクトロニクス用部材等として好適で、特に積層作業の前工程において、表面異物、表面のへこみや傷等の視認がしやすい熱可塑性樹脂フィルムを提供することを目的とする。
【課題を解決するための手段】
【0006】
本発明者は、鋭意検討を重ねた結果、熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)50〜5質量部を含む熱可塑性樹脂フィルムにおいて、JIS K 7105−1981に規定される60度鏡面光沢度(以下、「60度光沢度」と略記する)又は、75度鏡面光沢度(以下、「75度光沢度」と略記する)が特定範囲にあるものを選択することで上記課題を解決できるフィルムを見出し、本発明を完成するに至った。
さらに、フィルムの押出成形時に使用する冷却体に特定範囲の表面粗さを有するものを使用し、特定の冷却装置と条件を選択することにより、フィルムの光沢度を制御出来ることを見いだし、本発明を完成するに至った。
【0007】
すなわち、本発明は、熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)50〜5質量部を含み、60度光沢度が4〜100%の範囲にある熱可塑性樹脂フィルム、及び75度光沢度が、10〜100%の範囲にある熱可塑性樹脂フィルムである。
また、本発明は、この熱可塑性樹脂フィルムの製造に関し、熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)を5〜50質量部含有する配合物を、押出機により溶融押出しして形成されたフィルムを冷却体に接触させて冷却するフィルムの押出しキャスト法において、フィルムが押出機のダイス先端から押出された後0〜10秒の範囲内に、フィルムの一方の面を、表面温度が5〜175℃の範囲にあり、表面の十点平均粗さRz(JIS B0601−1994に準拠して測定)が、0.04〜8μmの範囲にある冷却体(1)に接触させ、フィルムの他の面を表面温度が5〜175℃の範囲にあり、上記Rzが0.04〜18μmの範囲にある冷却体(2)に接触させてフィルムを冷却することを特徴とする製造方法、さらには、上記配合物を、押出機により溶融押出しして形成されたフィルムを冷却体に接触させて冷却するフィルムの押出しキャスト法において、フィルムが押出機のダイス先端から押出された後0〜5秒の範囲内に、フィルムの一方の面を、表面温度が50〜170℃の範囲にあり、表面の十点平均粗さRz(JIS B0601−1994に準拠して測定)が、0.04〜5μmの範囲にある冷却体(1)に接触させ、フィルムの他の面を表面温度が50〜170℃の範囲にあり、上記Rzが0.04〜12μmの範囲にある冷却体(2)に接触させてフィルムを冷却し、且つ冷却体(2)が、上記Rzが0.04〜5の範囲にあり、表面温度が冷却体(2)の表面温度より低い範囲にある冷却体(3)を接触させることにより冷却されることを特徴とする製造方法である。
【発明の効果】
【0008】
本発明によれば、表面光沢が良好で、成形やその後のハンドリンク工程において発生するへこみや傷の視認が容易であり、さらにフィルムプリント配線基板などのエレクトロニクス用部材の積層前工程において表面に付着した異物等の視認が容易であり、耐熱性に優れ、プリント配線基板などのエレクトロニクス用部材等として好適に使用できる熱可塑性樹脂フィルム、及びその製造方法を提供することができる。
【発明を実施するための最良の形態】
【0009】
本発明の熱可塑性樹脂フィルムは、熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)との樹脂混合物100質量部に対して充填材(C)を50〜5質量部の範囲で添加した樹脂組成物を使用して得られ、60度光沢度が、4〜100%の範囲にある熱可塑性樹脂フィルム、及び75度光沢度が、10〜100%の範囲にある熱可塑性樹脂フィルムである。
【0010】
本発明を構成する熱可塑性ポリイミド樹脂(A)は、その構造単位に芳香核結合及びイミド結合を含む熱可塑性樹脂であり、特に制限されるものでない。具体的には、下記構造式(1)
【0011】
【化1】
【0012】
で表される繰り返し単位を有するポリエーテルイミド[ゼネラルエレクトリック社製の商品名「Ultem 1000」(ガラス転移温度:216℃)、「Ultem 1010」(ガラス転移温度:216℃)]、下記構造式(2)
【0013】
【化2】
【0014】
で表される繰り返し単位を有するポリエーテルイミド[「Ultem CRS5001」(ガラス転移温度Tg226℃)]、が挙げられ、そのほかの具体例としてゼネラルエレクトリック社製の商品名「Ultem XH6050」(ガラス転移温度:247℃)、三井化学株式会社製の商品名「オーラムPL500AM」(ガラス転移温度:258℃)などが挙げられる。
これらのうちで、好ましくは、結晶性を有さないものであり、さらに好ましくは、上記構造式(1)乃至(2)で表される繰り返し単位を有するポリエーテルイミドである。
ポリエーテルイミド樹脂の製造方法は特に限定されるものではないが、通常、上記構造式(1)を有する非晶性ポリエーテルイミド樹脂は、4,4´−[イソプロピリデンビス(p−フェニレンオキシ)ジフタル酸二無水物とm−フェニレンジアミンとの重縮合物として、また上記構造式(2)を有するポリエーテルイミド樹脂は、4,4´−[イソプロピリデンビス(p−フェニレンオキシ)ジフタル酸二無水物とp−フェニレンジアミンとの重縮合物として公知の方法によって合成される。
また、本発明で使用するポリエーテルイミド樹脂には、本発明の主旨を超えない範囲でアミド基、エステル基、スルホニル基など共重合可能な他の単量体単位を含むものであってもかまわない。なお、ポリエーテルイミド樹脂は、1種類を単独で又は2種類以上を組み合わせて用いることが出来る。
【0015】
(B)成分のポリアリールケトン樹脂は、その構造単位に芳香核結合、エーテル結合及びケトン結合を含む熱可塑性樹脂であり、その代表例としては、ポリエーテルケトン(ガラス転移温度:157℃、結晶融解ピーク温度:373℃)、ポリエーテルエーテルケトン(ガラス転移温度143℃、結晶融解ピーク温度334℃)、ポリエーテルケトンケトン(ガラス転移温度:153℃、結晶融解ピーク温度:370℃)等があり、また、本発明の主旨を超えない範囲でビフェニル構造、スルホニル基など、共重合可能な他の単量体単位を含むものであってもかまわない。本発明においては、下記構造式(3)
【0016】
【化3】
【0017】
で表される繰り返し単位を有するポリエーテルエーテルケトンが好適に使用される。この繰り返し単位を有するポリエーテルエーテルケトンは、VICTREX社製の商品名「PEEK151G」、「PEEK381G」、「PEEK450G」、ガラス転移温度143℃、結晶融解ピーク温度334℃、などとして市販されている。なお、ポリアリールケトン樹脂は、1種を単独で又は2種類以上を組み合わせて用いることが出来る。本発明の熱可塑性樹脂組成物を使用したフィルムをプリント配線基板などのエレクトロニクス用基板の基材として適用する場合には、ポリアリールケトン樹脂(B)として結晶性を有するものが好ましく、さらに、結晶融解ピーク温度が260℃以上であるものが好ましい。
【0018】
上記樹脂組成物において、(A)成分の熱可塑性ポリイミド樹脂と(B)成分のポリアリールケトン樹脂の混合質量比は(A)/(B)=95/5〜5/95の範囲である。本発明の熱可塑性樹脂フィルムをプリント配線基板などのエレクトロニクス用基板の基材として適用する場合には、(A)成分と(B)成分との混合質量比は、(A)/(B)=70/30〜30/70であることが好ましい。
(A)成分が95質量比以下で、(B)成分が5質量比以上であると、(B)成分のポリアリールケトン樹脂が持つ、優れた耐熱性や低い吸水特性を発揮させることができる。また、(A)成分が5質量比以上で、(B)成分が95質量比以下であると、本発明の熱可塑性樹脂フィルムにおいて、金属との接着、フィルム同士の熱融着などの加工性が良好である。
また、(B)成分として結晶性のポリアリールケトン樹脂を使用する場合、(A)成分が95質量比以下で、(B)成分が5質量比以上であると、フィルムを構成する樹脂成分としての結晶性自体が高く、また結晶化速度も速く、はんだ耐熱性が良好である。また、同様の場合、(A)成分が5質量比以上で、(B)成分が95質量比以下であると、結晶性のポリアリールケトン樹脂の結晶化に伴う体積収縮(寸法変化)が大きくなることがないので、回路基板としての信頼性が得られる。これらのことから、(B)成分として、結晶性のポリアリールケトン樹脂を含有する本発明の熱可塑性樹脂フィルムをエレクトロニクス用基板の基材として用いる場合には、(A)成分と(B)成分との混合質量比は(A)/(B)=65/35〜50/50質量比とすることが好ましい。
【0019】
本発明を構成する(C)成分の充填材としては、公知のものを使用することができ、例えば、クレー、ガラス、アルミナ、シリカ、窒化アルミニウム、窒化珪素などの無機充填材、ガラス繊維やアラミド繊維、炭素繊維などの繊維、なかでも、好ましくは、無機の鱗片状粉体、たとえば、合成マイカ、天然マイカ、ベーマイト、タルク、セリサイト、イライト、カオリナイト、モンモリロナイト、バーミキュライト、スメクタイト、板状アルミナ、鱗片状チタン酸塩(例えば、鱗片状チタン酸マグネシウムカリウム、鱗片状チタン酸リチウムカリウム等)などの無機鱗片状(板状)粉体が好ましく、合成マイカ、天然マイカがより好ましい。これらの充填材は1種類を単独で、あるいは2種類以上を組み合わせて用いることができる。
【0020】
充填材(C)の形状としては、板状が好ましく、平均粒径が0.01〜50μm程度、好ましくは0.1〜20μm、より好ましくは、1〜10μm、平均アスペクト比(粒径/厚み)は20〜30程度以上、好ましくは50以上の無機充填材が好適に用いられる。
【0021】
充填材(C)には表面処理剤を使用することができ、アミノシラン、エポキシシラン、ビニルシラン、アクリロキシ基またはメタクリロキシ基を有するシラン化合物などのシランカップリング剤、珪素原子に炭素数1〜30の範囲の直鎖、分岐または環状の炭化水素基が1ないし2個結合したアルコキシシラン、チタネート系カップリング剤、アルミネート系カップリング剤、ジルコネートカップリング剤、などが挙げられる。
表面処理剤の使用量は、通常、充填材100質量部に対して0.1〜8質量部、好ましくは0.5〜3質量部の範囲である。
【0022】
表面処理の方法としては、既知の種々の方法が適用できる。例えば、表面処理剤を溶解した溶液中で充填材と表面処理剤を接触させた後溶媒を除去する湿式法、表面処理剤を溶解した溶液と充填材とを噴霧、撹拌等の方法により接触させて、充填材表面に表面処理剤をまぶした後、溶媒を除去する半湿式法、樹脂と充填材及び表面処理剤ないしは少量の溶媒に溶解させた表面処理剤を混合撹拌後するインテグラルブレンド法などが挙げられる。充填材剤表面に効率よく表面処理剤を付着させるという観点から、湿式法、半湿式法が好ましい。
【0023】
溶媒中の表面処理剤の濃度は0.1〜80%程度の濃度とすることができる。溶媒としては、例えば、イソプロピルアルコール、エタノール、メタノール、ヘキサン等の除去しやすいものが好ましい。この溶媒は、少量の水や加水分解を促進する少量の酸成分を含むものであってもよい。
上記表面処理方法により、充填材と、溶媒に希釈したまたは希釈しない表面処理剤を接触混合した後、数時間から数日間空気中に放置し、空気中の水分と接触させて加水分解を起こさせるとともに、使用した溶媒を蒸発除去することが推奨される。
この蒸発除去の処理は、アルコキシシリル基の加水分解反応や生成したヒドロキシシリル基を充填材表面のヒドロキシル基と脱水縮合反応させ、かつ、発生したアルコールや使用した溶媒除去のため、常圧下ないし減圧下に、通常、80〜150℃程度、好ましくは100〜130℃に行なう。処理時間は通常4〜200時間であり、好ましくは24〜100時間である。
【0024】
本発明の熱可塑性樹脂フィルムに使用する充填材(C)の量は、上述した熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)との合計量100質量部に対して5〜50質量部の範囲である。添加する充填材が50質量部以下であると、フィルムの可とう性、端裂抵抗値(JIS C2151−1990の端裂抵抗試験準拠)が良好であり、光沢度も著しく低下しない。一方、5質量部以上であると、線膨張係数の低減効果が充分なものとなるため、寸法安定性を向上させる効果が高くなる。このことから好適な充填材(C)の添加量は、(A)成分と(B)成分との合計量100重量部に対して10〜40質量部であり、さらにフィルムの寸法安定性と可とう性あるいは端裂抵抗値とのバランスを重視する場合には、20〜35質量部の範囲で制御することが好ましい。
【0025】
本発明の樹脂組成物には、その性質を損なわない程度に、(A)成分、(B)成分以外の樹脂や充填材(C)以外の各種添加剤、例えば、熱安定剤、紫外線吸収剤、光安定剤、核剤、着色剤、滑剤、難燃剤等を適宜配合しても良い。また、充填材(C)を含めた各種添加剤の混合方法は、公知の方法を用いることができる。混合の組合せの例として、
(I)(A)成分、(B)成分と(C)成分の3成分を同時に混合・分散させる方法、
(II)(A)成分と(B)成分をあらかじめ混合し、この混合物に(C)を混合・分散させる方法、
(III)(A)成分又は(B)成分に、(C)成分をあらかじめ混合分散させて、(A)成分と(C)成分の混合物又は(B)成分と(C)成分の混合物を調製し、次いで(A)成分と(C)成分の混合物に(B)成分を混合するか、あるいは(B)成分と(C)成分の混合物に(A)成分を混合する方法、
(IV)(A)成分及び(B)成分それぞれに(C)成分を混合分散させた混合物を調製し、これらの混合物を混合する方法[この場合、(A)成分に対する(C)成分の比率と(B)に対する(C)成分の比率は同じでも異なっていてもよい。]、
(V)複数種の(A)成分及び/又は複数種の(B)成分を使用する場合、これらのうちの少なくとも1種に、高濃度に(C)を混合分散させた混合物と、配合すべき他の(A)成分及び/又は(B)成分を混合するか、あるいは上記混合物と、配合すべき他の(A)成分及び/又は(B)成分に低濃度に(C)成分を混合分散させた混合物を混合分散させる方法などが挙げられる。
【0026】
混合、分散の方法としては、(A)成分と(B)成分と(C)成分を所望により用いられる各種添加剤をそれぞれ別々に単軸溶融混練機や二軸溶融混練機に供給して混合することもでき、複数の供給部を有する溶融混練機を用いて各成文を逐次的に溶融混練機に供給することもできる。また、あらかじめヘンシェルミキサー、スーパーミキサー、リボンブレンダー、タンブラーなどの混合機を利用してそれらを予備混合した後、溶融混練機に供給して、たとえば、300℃〜430℃の温度で溶融混練する事もできる。また、目的により、水性媒体や有機溶媒に分散せしめて湿式法により混合することも可能である。さらに、充填材(C)や各種添加剤を、(A)成分及び/又は(B)成分をベース樹脂として高濃度(代表的な含有量としては10〜60質量%程度)に混合したマスターバッチを別途作製しておき、これを使用する樹脂に濃度を調整して混合し、ニーダーや押出機等を用いて機械的にブレンドする方法、などが挙げられる。上記混合方法の中では、マスターバッチを作製し、混合する方法が分散性や作業性の点から好ましい。
混合された樹脂組成物は、成分の溶融混合分散に続いて直接フィルム状に成形しても良く、また、一旦ストランドないしはシート状に押し出され、カッティングされてペレット、顆粒、粉体等の成形加工に適した形態で得られる。
【0027】
本発明フィルムの成形方法としては、射出成形法、押出成形法、圧縮成形法、カレンダー成形法等の公知の方法が挙げられる。例えば押出し部先端の断面形状が長方形や長方形類似形状のダイ、具体的にはTダイ、Iダイなどフィルム押出し用のダイより押出されたフィルム状の樹脂組成物を冷却体に接触させて冷却する押出キャスト法、カレンダー法等を採用することができ、特に限定されるものではないが、フィルムの製膜性、表面光沢の制御、安定生産性等の面から、TダイやIダイなどフィルム押出し用のダイスと冷却体を用いる押出キャスト法が好ましい。冷却体としては、表面の材質が金属やゴム、繊維などよりなり、形態はロールやベルト、シームレスベルトなどがあげられる。
これらのうちで、冷却装置が単純で取り扱いという理由から、冷却体としてロールを用いることが好ましい。
本発明の熱可塑性樹脂フィルムの製造に用いる押出しキャスト法のロール組合せからなる装置の一例を図1に示した。押出機より溶融した樹脂組成物が導管を経てダイに送り込まれ、ダイの先端よりフィルム状に押出され冷却用の冷却体(1)である金属ロール3と冷却体(2)であるゴムロール4に挟まれてフィルム状に形状固定・冷却され、続いて、金属ロール側に巻き付いて冷却されて、巻き取り機に送られる。
フィルムは必要に応じて、金属ロールと巻き取り機の間にさらに他のロールや、冷却エアーにより冷却される。
【0028】
押出キャスト法での成形温度は、組成物の流動特性や製膜性等によって適宜調整されるが、概ねガラス転移温度ないしは融点以上、430℃以下、好ましくは、340〜430℃、さらに好ましくは350℃〜390℃である。また、該フィルムの厚みは、特に制限されるものではないが、通常10〜800μm程度である。
【0029】
本発明の熱可塑性樹脂フィルムは、60度光沢度が4〜100%の範囲にあるものであり、好ましくは7〜100%の範囲にあるものであり、より好ましくは、12〜65%の範囲にあるものである。本発明の60度光沢度は、JIS K 7105−1981に規定される方法により測定され、入射角と反射角が共に60度にて測定される鏡面光沢度である。
60度光沢度が7%以上では、プリント基板や銅貼り積層板に加工する際に、目視検査で摘出し、清掃除去しなければならない埃、繊維くずなど、フィルム表面の微小な異物が見やすく、作業がしやすいので作業時間が短く、また、摘出もれが起きにくい。60度光沢度が100%を超えると、フィルム表面の微小な異物の目視摘出の容易さは頭打ちとなるので100%で充分である。
【0030】
さらに、本発明の熱可塑性樹脂フィルムは、75度光沢度が10〜100%の範囲にあるもので、好ましくは、20〜90%の範囲にあるものである。本発明の75度光沢度は、JIS K 7105−1981に規定される方法により測定され、入射角と反射角が共に75度にて測定される鏡面光沢度である。
75度光沢度が10%以上では、成形中に押し出しに使用するダイスやロール表面の欠陥や付着異物に起因するフィルム表面の微小なへこみや傷、成形後のハンドリング時に発生する微小な傷などが見やすく、成形工程や後のハンドリング工程の問題点を摘出しやすくなる。さらに、プリント基板や銅貼り積層板に加工する際に、目視検査で摘出し、清掃除去しなければならない埃、繊維くずなど、フィルム表面の微小な異物が見やすく、作業がしやすいので作業時間が短く、また、摘出もれが起きにくい。75度光沢度が100%を超えると、へこみや傷の目視摘出の容易さは頭打ちとなるので100%で充分である。
【0031】
また、本発明の熱可塑性樹脂フィルムは、60度光沢度が7〜100%の範囲にあり、且つ、75度光沢度が10〜100%の範囲にあるもので、好ましくは60度光沢度が12〜65%の範囲にあるものであり、且つ、75度光沢度が20〜90%の範囲にあるものである。60度光沢度が4%以上でフィルムの成形作業中に付着する表面異物や装置の不具合に起因する表面突起の摘出が容易となり、75度光沢度が10%以上で同様の工程中に装置の不具合で発生するフィルム表面のへこみや傷の摘出が容易となるため成形工程の不具合への対応が速くなり効率が向上する。
【0032】
本発明の熱可塑性樹脂フィルムの製造において、光沢度を本発明の範囲とするための手段の一つとして、ダイから押出されたフィルム状の溶融樹脂の片面を冷却体(1)に接触させ、同時にあるいは引き続いて、フィルム状の溶融樹脂のもう一方の面を冷却体(2)に接触させて冷却し、さらに冷却体(2)をもう一つの冷却体(3)に接触させて冷却することが好ましい。
【0033】
フィルムの60度光沢度を4〜100%の範囲とするために、フィルムが押出機のダイス先端から押出された後、該フィルムの2面が冷却体(1)及び冷却体(2)に接触するまでの時間(「冷却前時間」と略記する。)は短い方がよく、通常0〜10秒、好ましくは0.05〜3秒、さらに好ましくは0.1〜1秒である。0〜10秒の範囲であればフィルム表面の固化が顕著となる前に冷却体(1)及び(2)に接触することができるので、フィルム表面光沢の大幅な低下を避けることができる。冷却前時間は、ダイスを離れたフィルムが冷却体(1)に接触するまでの距離(「冷却前距離」と略記する。)を成形速度で割って得られる商として求められる。
【0034】
フィルムの75度光沢度を10〜100%の範囲とするために、冷却前時間は短い方がよく、通常0〜5秒、好ましくは0.05〜2秒、さらに好ましくは0.1〜0.4秒である。0〜5秒の範囲であればフィルム表面の固化が顕著となる前に冷却体(1)及び(2)に接触することができるので、75度光沢度の低下を避けることができる。
【0035】
冷却体(1)と冷却体(2)の表面温度は、通常5〜175℃、好ましくは70〜165℃の範囲である。5℃以上で冷却体表面に空気中の水分が凍って付着することを避けることができ、さらに50℃以上でフィルム表面の凹凸やうねりを少なくすることができ、175℃以下で冷却体との接触により形成された表面の光沢が変化することを防ぐことができる。冷却体の表面温度は、冷却体上面に熱電対や温度指示体を接触させる接触法、赤外線温度計など光や電磁波を用いる非接触法などで測定することができる。
【0036】
ダイスから押出されたフィルムが本発明に使用する冷却体(1)に接触したのち、冷却体(2)に接触する時点は、通常冷却体(1)への接触と同時(0秒とする)、ないしは冷却体(1)上に接触する時点(0秒)より0〜2秒、好ましくは0〜0.5秒、より好ましくは、0〜0.2秒の範囲である。この範囲であればフィルムの冷却体(2)に接触する面の光沢低下を避けることができる。
さらには、冷却体(1)又は冷却体(2)に接触して冷却される時間は長い方がよいが、冷却体の温度や生産の効率に従って設定され、通常0.2〜100秒、好ましくは、0.5〜5秒の範囲である。0.2秒以上で耐熱接着性が充分であり、100秒以内で生産効率が良い。
【0037】
本発明のフィルムの60度光沢度を4〜100%とするために使用する冷却体(1)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(以下、Rzと略記する。)が0.04〜8μmの範囲であり、好ましくは0.12〜4μmの範囲である。さらに60度光沢度を7〜100%とするためには、冷却体(1)のRzが0.04〜3μmの範囲であり、好ましくは0.12〜1μmの範囲である。冷却体(1)の表面粗さは、直接ないし、レプリカを用いて測定される。
Rzが8μm以下の範囲では、フィルムの光沢度が著しく低下することがなく、フィルム表面の異物が視認しやすい。また、Rzの下限0.04μmで本発明の光沢度範囲を得るには充分である。
【0038】
冷却体(1)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜10μmの範囲であり、好ましくは0.15〜5μmである。さらに、60度光沢度を7〜100%とするためには、冷却体(1)のRyが0.05〜4μmの範囲であり、好ましくは0.15〜1.5μmの範囲である。
Ryが10μm以下の範囲では、フィルムの表面に異物がひっかかり易い凹みが発生しにくく、異物が除去しやすい。また、同様の観点からRyは0.04μm以上であれば異物が除去し易いフィルム表面を得るには充分である。
同様に、JIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.001〜1.8μmの範囲であり、好ましくは0.01〜0.5μmの範囲である。さらに、60度光沢度を7〜100%とするためには、冷却体(1)のRaは0.01〜0.4μmの範囲であり、好ましくは0.015〜0.15μmの範囲である。
【0039】
本発明のフィルムの75度光沢度を10〜100%とするために使用する冷却体(1)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(以下、Rzと略記する。)が0.04〜3μmの範囲であり、好ましくは0.12〜1μmの範囲である。
Rzが3μm以下の範囲では、フィルムの光沢度が著しく低くなることがなく、フィルム表面のへこみや傷が視認しやすい。また、Rzの下限0.04μmで本発明の光沢度範囲を得るには充分である。
【0040】
冷却体(1)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜4μmの範囲であり、好ましくは0.15〜1.5μmの範囲である。
Ryが4μm以下の範囲では、フィルムの表面に異物がひっかかり易い凹みが発生しにくく、異物が除去しやすい。また、同様の観点からRyは0.05μm以上であれば異物が除去し易いフィルム表面を得るには充分である。
同様に、JIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.01〜0.4μmの範囲であり、好ましくは0.015〜0.15μmの範囲である。
【0041】
本発明に使用する冷却体(1)及び冷却体(1)として、冷却装置の構造が単純で取り扱いやすいという理由から、ロールを用いることが好ましい。
また、冷却体(1)の外層材質としては、アルミニウム、銅、チタン及びそれらの合金等、鉄、ステンレス、クロム合金ステンレス鋼、クロムメッキや硬質クロムメッキされた鉄やステンレス、セラミック熔射された金属等の硬質系材質のもの、あるいは、金属層の上に、押出されるフィルムの高温条件に適するゴム層を設けたゴム層を設けた軟質系材質のものなどが挙げられる。ここで、ゴム層の素材の具体例としては、シリコンゴム、フッ素ゴム、具体的にはパーフロロアルコキシアルカン、パーフルオロエチレンプロペンコポリマー、エチレンテトラフルオロコポリマーなどが挙げられ、ゴム層の硬度は、JISK6253−1997に規定される、スプリング式タイプAデュローメータを用いて測定される硬度が、通常A25〜A90の範囲、好ましくはA40〜A90の範囲である。これらのうちで、好ましくは、ステンレス、クロム合金ステンレス及びこれらの表面にクロムメッキ又は硬質クロムメッキが施されたものである。
【0042】
冷却体(1)の温度調節や冷却の方式として、オイル、水、蒸気などの熱媒体による方式やこれらの熱媒体を循環させる方式、電気抵抗ヒート式、誘電発熱ジャケットロール式などが挙げられる。また、冷却体(1)がゴムロールである場合は、さらに、金属ロール、金属ベルトやゴムロールを接触させて表面を冷却する方法も挙げられる。
冷却体(1)の表面温度の好適範囲を実現するようにロールの温度制御機構や、オイル、水などの循環冷媒等熱媒体の温度が選択される。
【0043】
本発明のフィルムの60度光沢度を4〜100%とするために使用する冷却体(2)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(Rz)が0.04〜18μmの範囲にあるもので、好ましくは0.12〜14μmの範囲にあるものである。さらに、60度光沢度を7〜100%とするためには冷却体(2)のRzは0.04〜8μmであり、好ましくは0.1〜2μmの範囲にあるものである。冷却体(2)の表面粗さは、直接ないし、レプリカを用いて測定される。
Rzが18μm以下の範囲では、フィルムの光沢度が著しく低下することがなく、フィルム表面の異物が視認しやすい。また、Rzの下限0.04μmで本発明の光沢度範囲を得るには充分である。
【0044】
冷却体(2)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜20μmの範囲であり、好ましくは0.15〜15μmの範囲である。さらに、60度光沢度を7〜100%の範囲とするためには冷却体(2)のRyは0.05〜10μm、好ましくは0.15〜2.5μmの範囲である。
同様に、冷却体(2)のJIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.001〜2.5μmの範囲であり、好ましくは0.015〜1.8μmの範囲である。さらに、60度光沢度を7〜100%の範囲とするためには冷却体(2)のRaは0.004〜1μmの範囲であり、好ましくは0.01〜0.3μmの範囲である。
【0045】
本発明のフィルムの75度光沢度を10〜100%とするために使用する冷却体(2)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(Rz)が0.04〜8μmの範囲にあるもので、好ましくは0.1〜2μmの範囲にあるものである。冷却体(2)の表面粗さは、直接ないし、レプリカを用いて測定される。
冷却体(2)Rzが8μm以下の範囲では、フィルムの光沢度が著しく低くなることがなく、フィルム表面のへこみや傷が視認しやすい。また、Rzの下限0.04μmで本発明の光沢度範囲を得るには充分である。
【0046】
冷却体(2)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜10μmの範囲であり、好ましくは0.15〜2.5μmの範囲である。
Ryが10μm以下の範囲では、フィルムの表面に異物がひっかかり易い凹みが発生しにくく、異物が除去しやすい。また、同様の観点からRyは0.05μm以上であれば異物が除去し易いフィルム表面を得るには充分である。
【0047】
同様に、冷却体(2)のJIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.004〜1μmの範囲であり、好ましくは0.01〜0.3μmの範囲である。
【0048】
本発明に使用するフィルム冷却用の冷却体(2)の材質は、上記の冷却体(1)に示された材質より選ばれるものと同様の材質でよい。冷却体(2)の材質として好ましくは、金属ロールの芯の外側にシリコンゴムやフッ素ゴム層等の軟質系材質の層を設けたゴムロールである。
また、冷却体(2)にゴムロールを使用する場合、ロール外層のゴムの硬度は、JIS K6253−1997に規定されるスプリング式タイプAデュローメータを用いて測定される硬度で表され、通常A25〜A90、好ましくはA40〜A90である。
【0049】
冷却体(2)の温度調節や冷却の方式として、オイル、水、蒸気などの熱媒体により冷却する方式やこれらの冷媒を循環させる方式、電気抵抗ヒート式、誘電発熱ジャケットロール式などが挙げられる。また、冷却体(2)がゴムロールである場合は、冷却体(2)の表面に、少なくとも1本の他の金属ロール、金属ベルトやゴムロールを接触させて表面を冷却する方法も挙げられる。また、ロール内部の冷却と、表面の冷却を組み合わせることも推奨される。
冷却体(2)表面温度の好適範囲温度を実現するように冷却体の温度制御機構や、熱媒体の温度が選択される。
【0050】
本発明のフィルムの75度光沢度を10〜100%の範囲とするため、および60度光沢度7〜100%とするための手段の一例として、上記冷却体(2)に冷却体(3)を接触させるのが好ましい。
使用する冷却体(3)の表面粗度は、JIS B0601−1994に規定される十点平均粗さ(Rz)が0.04〜5μmの範囲にあるもので、好ましくは0.12〜2μmの範囲にあるものである。冷却体(3)の表面粗さは、直接ないし、レプリカを用いて測定される。
Rzが5μm以下の範囲では、冷却体(2)の凹凸に影響を与えたり、冷却体(3)の表面に付着した微小なちりや埃などの異物が冷却体(2)を介して、フィルムの光沢度に影響を与えることが少ない。
また、Rzの下限0.04μm以上であれば冷却体(2)の表面やフィルム表面光沢への影響を少なくするには充分である。
【0051】
冷却体(1)のJIS B0601−1994に規定される最大高さ(Ry)は、通常0.05〜6μmの範囲であり、好ましくは0.15〜3μmの範囲である。
Ryが6μm以下の範囲では、冷却体(2)の凹凸に影響を与えたり、冷却体(3)の表面に付着した微小なちりや埃などの異物が冷却体(2)を介して、フィルムの光沢度に影響を与えることが少ない。また、同様の観点からRyは0.05μm以上であれば冷却体(2)の表面やフィルム表面光沢への影響を少なくするには充分である。
同様に、JIS B0601−1994に規定される算術平均粗さ(Ra)、は、通常0.01〜0.6μmの範囲であり、好ましくは0.015〜0.4μmの範囲である。
冷却体(3)として、冷却装置の構造が単純で取り扱いやすいという理由から、ロールを用いることが好ましい。
【0052】
また、冷却体(3)の外層材質としては、アルミニウム、銅、チタン及びそれらの合金等、鉄、ステンレス、クロム合金ステンレス鋼、クロムメッキや硬質クロムメッキされた鉄やステンレス、セラミック熔射された金属等の硬質系材質のもの、また、金属層の上に、押出されるフィルムの高温条件に適するゴム層を設けた軟質系材質のものなどが挙げられる。ここで、ゴム層の素材の具体例としては、シリコンゴム、フッ素ゴム、具体的にはパーフロロアルコキシアルカン、パーフルオロエチレンプロペンコポリマー、エチレンテトラフルオロコポリマーなどが挙げられ、ゴム層の硬度は、JISK6253−1997に規定される、スプリング式タイプAデュローメータを用いて測定される硬度が、通常A25〜A90の範囲、好ましくはA40〜A90の範囲である。これらのうちで、冷却体(2)が金属層の上にゴム層など軟質系材質のものを使用した場合には、冷却体(3)の材質として好ましくは硬質系材質のものであり、さらに好ましくは、ステンレス、クロム合金ステンレス及びこれらの表面にクロムメッキ又は硬質クロムメッキが施されたものである。
【0053】
冷却体(3)は、1又は必要に応じて複数使用される。
冷却体(3)の表面温度は、冷却体(2)の表面温度より低いことを要し、より好ましくは、冷却体(2)の表面温度より5℃以上低い温度である。具体的には、冷却体(2)の表面温度より低く、かつ、5〜160℃、さらに好ましくは30〜120℃である。この温度範囲を実現するように冷却体(3)の冷却方法や冷媒の温度が設定される。具値的には、水、蒸気、や熱媒体油、冷却風、などの冷媒を使用する場合、冷媒の温度は5〜120℃、好ましくは、20〜80℃である。冷却体(3)の温度が、5℃以上で装置の氷結による不具合を避けることができ、冷却体(2)より低い温度で、冷却体(2)からの熱移動による冷却を実施することができる。
冷媒の温度が、5℃以上で装置の氷結による不具合を避けることができ、120℃より低い温度で、冷却体(2)からの熱移動による冷却の効率が向上する。
【0054】
さらに、冷却体に接触して得られた光沢を低下させないという目的のために、フィルムが冷却体(1)と冷却体(2)に接触した後、冷却時間0〜10秒、好ましくは、0.1〜5秒の範囲内に、フィルム表面温度(「冷却到達温度」と略記する。)が5〜170℃、好ましくは30〜160℃の範囲に冷却されることが好ましい。5℃以上で、フィルム表面に空気中の水分が凍って付着することを避けることができ、170℃以下であれば、冷却体との接触により形成された表面の光沢が変化することを防ぐことができる。0〜10秒の範囲であれば、冷却体との接触により形成された表面の光沢が変化することを防ぐことができる。
【0055】
冷却時間は、フィルムが冷却体(1)と冷却体(2)に接触した後、少なくともそのどちらか一方ないし、他の冷却体に接触したり、熱媒体により冷却されたりする時間であり、冷却される距離(冷却距離)を成形速度により割った商として求められるものである。
フィルムの表面温度は、成形中に、フィルム表面に熱電対や温度指示体を接触させる接触法、赤外線温度計など光や電磁波を用いる非接触法などで測定することができる。
同様の目的のために、フィルムが冷却体(1)及び(2)に接触した後そのまま接触を続けても良く、引き続いて他の冷却体に接触する、気体、液体の熱媒体(例えば、空気や窒素、水など)で冷却するなどの冷却過程を経ても良い。
【0056】
本発明のフィルムの表面にはコロナ処理等を適宜施してもかまわない。また、上述したフィルムの少なくとも片面に接着層を介して、あるいは接着層を介することなく、一例として銅箔やアルミ箔などの金属体を加熱、加圧により熱融着させて金属積層体とすることもでき、さらに、エッチング処理、メッキ処理、印刷などにより、フィルム表面に導電性回路を形成し、さらに積層する事も可能である。
【0057】
また、本発明の樹脂組成物及びフィルムの用途としては、配線基板、リジッドフレックス基板、ビルドアップ多層基板、一括多層基板、金属ベース基板などのエレクトロニクス用基板の基材、フレキシブルプリント基板の保護板、熱遮蔽板、サーモフォーミングや真空成形によるトレー、各種電子機器の筐体、自動車エンジンルーム内部品や隔壁などが挙げられる。また、銅、銀、金、鉄、亜鉛、アルミニウム、マグネシウム、ニッケルなど、またはこれらの合金類の箔、板、線などの金属体と貼り合わせたもの、あるいは、エッチングやメッキにより回路や図柄を付着させたものも挙げられる。
【実施例】
【0058】
以下に実施例でさらに詳しく説明するが、これらにより本発明は何ら制限を受けるものではない。なお、本明細書中に表示されるフィルムについての種々の測定値および評価は次のようにして行った。ここで、フィルムの押出機からの流れ方向を縦方向、その直交方向を横方向とよぶ。
(1)光沢度測定
スガ試験機株式会社製、デジタル変角光沢計を使用し、JIS K 7105−1981に準じ、光線入射角及び反射角を75度とする75度鏡面光沢度と光線入射角及び反射角を60度とする60度鏡面光沢度を測定した。
【0059】
(2)表面異物視認性
20ワットの蛍光灯より約40cm下にフィルムを置き、フィルム平面より約30度の角度でフィルム面蛍光灯直下より約30cm離れた位置よりを目視にて検査し、表面異物の有無を判定した。表面異物の視認難易判定基準として、容易に識別できるものを1、 充分注意すれば識別できるものを2、充分注意しても識別が難しい時があるものを3とした。
フィルム表面に異物が見つかった場合、少量のエタノールをしみこませたワイピングクロス(帝人(株)製、商品名「ミクロスター−CP」)を用いてその異物をふき取った後、再度上記と同様の目視検査を行い、異物が除去できたことを確認した。
【0060】
(3)表面へこみと傷の視認性
20ワットの蛍光灯より約40cm下にフィルムを置き、フィルム平面より約30度の角度でフィルム面蛍光灯直下より約30cm離れた位置よりを目視にて検査し、へこみと傷の有無を判定した。表面異物の視認難易判定基準として、容易に識別できるものを1、 充分注意すれば識別できるものを2、充分注意しても識別が難しい時があるものを3とした。
【0061】
(4)はんだ耐熱性
各実施例と比較例のフィルムをそれぞれ縦10cm、横10cmの正方形に切り取り、上記(2)の目視検査により異物を除去した後、4枚重ね、厚さ50μmのポリイミドフィルム(宇部興産(株)製、商品名「ユーピレックス50S」、厚さ50μm)2枚の間に挟み、さらにその両側を厚さ1mmのステンレス板とクッション紙にはさみ、北川精機(株)製 高性能高温真空プレス成形機(成型プレス、型式:VH1−1747)を使用し、最高温度260℃、最高温度圧力保持時間30分、プレス圧力2.1MPaにて積層体を得た。このものを5cmx5cmのサイズの試験片に切り出し、JIS C6481の常態のはんだ耐熱性に準拠し、260℃のはんだ浴に試験片をとはんだ浴とが接触するように20秒間浮かべ、室温まで冷却した後、膨れやはがれ等の有無を目視によって調べ、良否を判定した。
【0062】
(実施例1)
(樹脂成分と充填材との混合・混練・成形)
表1に示すように、ポリエーテルイミド樹脂[ゼネラルエレクトリック社製、Ultem−1000、Tg:216℃](以下、単にPEI−1と略記することがある)1.6kg(25質量%)、ポリエーテルイミド樹脂[ゼネラルエレクトリック社製、Ultem−CRS5001、Tg:226℃](以下、単にPEI−2と略記することがある)2.24kg(35質量%)、ポリエーテルエーテルケトン樹脂[ビクトレックス社製、PEEK450G、Tg:143℃、Tm:334℃](以下、単にPEEK−1と略記することがある)2.24kg(35質量%)と、ポリエーテルエーテルケトン樹脂[ビクトレックス社製、PEEK381G、Tg:143℃、Tm:334℃](以下、単にPEEK−2と略記することがある)0.32kg(5質量%)、及び合成マイカ(平均粒径:6μm、アスペクト比:25)1.6kg(樹脂成分合計6.4kgを100質量部とし、これに対して25質量部)とからなる混合組成物を、二軸押出機を用いて設定温度380℃で混練し、ストランド状に押出し、カッティングしてペレットとした。このものを、180℃で12時間熱風乾燥した後、図1に示した装置によりキャスト成形し、非晶状態のフィルムを得た。
【0063】
押出機は導管(1)から幅300mmのTダイ(2)を接続した口径40mmの単軸押出機を使用し、380℃にてフィルム状に押出し、成形速度5.1m/分で引取り、158℃の循環オイルにて温度調節された直径200mmの硬質クロムメッキされた金属ロール(3)(冷却体(1))の表面に接触させ、引き続いてそのままロール回転方向に150度接触を続け(巻き角度150度、金属ロール(3)上での冷却距離262mm、金属ロール(3)上での冷却時間3.1秒)、ロールを離れた後もう一本の硬質クロムメッキされた直径200mmの金属ロール(巻き角度90度)2本を経て巻き取り、厚さ約100μmの非晶状態のフィルムを得た。フィルムが金属ロール(3)に接触した位置で、その反対側から直径80mmのシリコンゴムロール(4)(冷却体(2))をフィルムに押しつけて冷却した。
シリコンゴムロールは、さらに、金属ロール(3)の反対側に設置された約40℃の水で冷却される硬質クロムメッキロール(6)を押しつけられて冷却された。表面温度測定用の熱電対型温度計を用いた表面温度の測定により、金属ロール(3)の表面温度は147℃、シリコンゴムロールの表面温度は98℃、金属ロール(3)を離れる時点でのフィルムの表面温度(冷却到達温度)は156℃であった。
金属ロール(3)は、表面粗さRzが0.68μm、Ryが0.85μm、Raが0.057μmのものを使用した。シリコンゴムロールはRzが10.50μm、Ryが12.38μm、Raが1.27μm、硬度がA90のものを使用した。
【0064】
(実施例2)
表1に示すように、PEI−1を3.328kg(52質量%)、PEI−2を0kg、PEEK−1を2.752kg(43質量%)、PEEK−2を0.32kg(5質量%)に変更した以外は実施例1と同様の操作を行い、非晶状態のフィルムを得た。実施例1と同様の評価を行った結果を表1に示す。
【0065】
(実施例3)
表1に示すように、実施例1において、金属ロールを、その表面が硬質クロムメッキで、Rzが3.30μm、Ryが4.25μm、Raが0.39μmのものに変更した以外は実施例1と同様の操作を行い、非晶状態のフィルムを得た。実施例1と同様の評価を行った結果を表1に示す。
【0066】
(比較例1)
表2に示すように、金属ロールは、その表面が硬質クロムで、Rzが11.70μm、Ryが15.87μm、Raが2.00μmのものに変更し、シリコンゴムロールをRzが22.49μm、Ryが25.53μm、Raが3.31μm、硬度がA88のものに変更した以外は実施例1と同様の操作を行い、非晶状態のフィルムを得た。実施例1と同様の評価を行った結果を表1に示す。
【0067】
(比較例2)
表2に示すように、金属ロールとゴムロールをそれぞれ比較例1に示したものに変更した以外は実施例2と同様の操作を行い、非晶状態のフィルムを得た。実施例1と同様の評価を行った結果を表1に示す。
【表1】
(実施例4)
(樹脂成分と充填材との混合・混練・成形)
表2に示すように、ポリエーテルイミド樹脂[ゼネラルエレクトリック社製、Ultem−1000、Tg:216℃](以下、単にPEI−1と略記することがある)2.5kg(25質量%)、ポリエーテルイミド樹脂[ゼネラルエレクトリック社製、Ultem−CRS5001、Tg:226℃](以下、単にPEI−2と略記することがある)3.5kg(35質量%)、ポリエーテルエーテルケトン樹脂[ビクトレックス社製、PEEK450G、Tg:143℃、Tm:334℃](以下、単にPEEK−1と略記することがある)3kg(30質量%)と、ポリエーテルエーテルケトン樹脂[ビクトレックス社製、PEEK381G、Tg:143℃、Tm:334℃](以下、単にPEEK−2と略記することがある)1kg(10質量%)、及び合成マイカ(平均粒径:6μm、アスペクト比:25)2.5kg(樹脂成分合計10kgを100質量部とし、これに対して25質量部)とからなる混合組成物を、二軸押出機を用いて設定温度380℃で混練し、ストランド状に押出し、カッティングしてペレットとした。このものを、180℃で12時間熱風乾燥した後、図1に示した装置によりキャスト成形し、非晶状態のフィルムを得た。
【0068】
押出機は導管(1)から幅300mmのTダイ(2)を接続した口径40mmの単軸押出機を使用し、380℃にてフィルム状に押出し、成形速度12.1m/分で引取り、158℃の循環オイルにて温度調節された直径200mmの硬質クロムメッキされた金属ロール(3)(冷却体(1))の表面に接触させ、引き続いてそのままロール回転方向に150度接触を続け(巻き角度150度、金属ロール(3)上での冷却距離262mm、金属ロール(3)上での冷却時間1.3秒)、ロールを離れた後もう一本の硬質クロムメッキされた直径200mmの金属ロール(巻き角度90度)2本を経て巻き取り、厚さ100μmの非晶状態のフィルムを得た。フィルムが金属ロール(3)に接触した位置で、その反対側から直径80mmのフッ素ゴムロール(4)(冷却体(2))をフィルムに押しつけて冷却した。
フッ素ゴムロールは、さらに、金属ロール(3)の反対側に設置された約38℃の水で冷却される硬質クロムメッキロール(6)を押しつけられて冷却された。表面温度測定用の熱電対型温度計を用いた表面温度の測定により、金属ロール(3)の表面温度は146℃、フッ素ゴムロール(4)の表面温度は97℃、金属ロール(3)を離れる時点でのフィルムの表面温度(冷却到達温度)は155℃であった。
金属ロール(3)は、表面粗さRzが0.31μm、Ryが0.42μm、Raが0.03μmのものを使用した。フッ素ゴムロール(4)はRzが0.67μm、Ryが0.94μm、Raが0.06μm、硬度がA55のものを使用した。硬質クロムメッキロール(6)はRzが0.22μm、Ryが0.26μm、Raが0.02μmのものを使用した。
得られたフィルムを上記の方法に従い評価し、60度光沢度、75度光沢度、表面異物を突起物の視認性、表面へこみと傷の視認性、及び耐熱接着性を評価した結果を表2に示す。
【0069】
(実施例5)
表2に示すように、PEI−1を5.2kg(52質量%)、PEI−2を使用せず、PEEK−1を4kg(40質量%)、PEEK−2を0.8kg(8質量%)に変更し、成形条件を表2に示したように変更した以外は実施例1と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表2に示す。
【0070】
(実施例6)
成形条件を表2に示したように変更した以外は実施例4と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表2に示す。
【0071】
(比較例3)
装置と成形条件を表2に示したように変更した以外は実施例4と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表2に示す。
【0072】
(比較例4)
装置と成形条件を表2に示したように変更した以外は実施例5と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表2に示す。
(実施例7)
PEI−1を5.6kg(56質量%)、PEI−2を使用せず、PEEK−1を3.4kg(34質量%)、PEEK−2を1kg(10質量%)、フィラーを2kg(樹脂成分合計10kgを100質量部とし、これに対して20質量部)に変更し、成形条件を表2に示したように変更した以外は実施例4と同様の操作を行い、非晶状態のフィルムを得た。実施例4と同様の評価を行った結果を表3に示す。
【表2】
【表3】
【0073】
表1より、本発明範囲の60度光沢度を示す実施例1乃至実施例3のフィルムは、蛍光灯下で表面異物が視認しやすいのに対し、比較例1と比較例2は表面異物が視認しにくく、本発明の効果が明らかである。
また、本発明範囲の表面粗さを有する冷却体(1)と冷却体(2)を組合わせ、本発明範囲の冷却条件を採用して成形されたフィルムは、光沢が良好で、表面異物の視認がし易いことが分かる。
表2より、本発明範囲の75度光沢度を示す実施例4乃至実施例7のフィルムは、蛍光灯下でへこみや傷、表面異物が視認しやすいのに対し、比較例3と比較例4はへこみや傷と表面異物が視認しにくく、本発明の効果が明らかである。
また、本発明範囲の表面粗さを有する冷却体(1)、冷却体(2)と冷却体(3)とを組合わせ、本発明範囲の冷却条件を採用して成形されたフィルムは、光沢が良好で、へこみや傷と表面異物の視認がし易いことが分かる。
【産業上の利用可能性】
【0074】
本発明の樹脂組成物及び成形体は、表面のへこみや傷と表面異物の視認性が良好で、耐熱性、ハンダ耐熱性、融着積層性、寸法安定性等に優れることから、その用途としては、プリント配線基板、リジッドフレックス基板、ビルドアップ多層基板、一括多層基板、金属ベース基板などのエレクトロニクス用基板の基材、フレキシブルプリント基板の保護板、熱遮蔽板、サーモフォーミングや真空成形によるトレー、各種電子機器の筐体、自動車エンジンルーム内部品や隔壁、航空宇宙機器の保護板、高温にさらされるエネルギー発生器機の部品などが挙げられる。また、銅やアルミニウムなどの金属箔と積層、接着する事により電磁波遮蔽板などの用途も挙げられる。
【図面の簡単な説明】
【0075】
【図1】本発明の製造方法にて使用する製造装置の一例を示す概略図。
【符号の説明】
【0076】
1:導管
2:ダイ
3:金属ロール
4:ゴムロール
【特許請求の範囲】
【請求項1】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)を5〜50質量部含有し、60度鏡面光沢度(JIS K7105−1981に準拠して測定)が、4〜100%の範囲にあることを特徴とする熱可塑性樹脂フィルム。
【請求項2】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)を5〜50質量部含有し、75度鏡面光沢度(JIS K7105−1981に準拠して測定)が、10〜100%の範囲にあることを特徴とする熱可塑性樹脂フィルム。
【請求項3】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部に対して充填材(C)を5〜50質量部の範囲で添加してなり、60度鏡面光沢度(JIS K7105−1981に準拠して測定)が、7〜100%の範囲にあり、且つ75度鏡面光沢度(JIS K7105−1981に準拠して測定)が、10〜100%の範囲にあることを特徴とする熱可塑性樹脂フィルム。
【請求項4】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)の混合質量比がA/B=95〜5/5〜95であることを特徴とする請求項1〜3のいずれかに記載の熱可塑性樹脂フィルム。
【請求項5】
(A)成分の熱可塑性ポリイミド樹脂(A)が下記構造式(1)で表される繰り返し単位を有するポリエーテルイミド樹脂又は下記構造式(2)で表される繰り返し単位を有するポリエーテルイミド樹脂を主成分とするものであり、(B)成分のポリアリールケトン樹脂が下記構造式(3)の繰り返し単位を有する結晶性ポリエーテルエーテルケトン樹脂を主成分とするものである請求項1〜4のいずれか1項記載の熱可塑性樹脂フィルム。
【化1】
【化2】
【化3】
【請求項6】
充填材(C)が無機系のものであることを特徴とする請求項1〜5のいずれか1項記載の熱可塑性樹脂フィルム。
【請求項7】
充填材(C)が板状であることを特徴とする請求項1〜6のいずれか1項記載の熱可塑性樹脂フィルム。
【請求項8】
充填材(B)の平均粒子径が0.01〜20μmの範囲にあることを特徴とする請求項1〜7のいずれか1項記載の熱可塑性樹脂フィルム。
【請求項9】
充填材(B)がマイカであることを特徴とする請求項1〜8のいずれか1項記載の熱可塑性樹脂フィルム。
【請求項10】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)を5〜50質量部含有する配合物を、押出機により溶融押出しして形成されたフィルムを冷却体に接触させて冷却するフィルムの押出しキャスト法において、フィルムが押出機のダイス先端から押出された後0〜10秒の範囲内に、フィルムの一方の面を、表面温度が5〜175℃の範囲にあり、表面の十点平均粗さRz(JIS B0601−1994に準拠して測定)が、0.04〜8μmの範囲にある冷却体(1)に接触させ、フィルムの他の面を表面温度が5〜175℃の範囲にあり、上記Rzが0.04〜18μmの範囲にある冷却体(2)に接触させてフィルムを冷却することを特徴とする請求項1〜9のいずれかに記載の熱可塑性樹脂フィルムの製造方法。
【請求項11】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部に対して充填材(C)を5〜50質量部含有する配合物を、押出機により溶融押出しして形成されたフィルムを冷却体に接触させて冷却するフィルムの押出しキャスト法において、フィルムが押出機のダイス先端から押出された後0〜5秒の範囲内に、フィルムの一方の面を、表面温度が50〜170℃の範囲にあり、表面の十点平均粗さRz(JIS B0601−1994に準拠して測定)が、0.04〜5μmの範囲にある冷却体(1)に接触させ、フィルムの他の面を表面温度が50〜170℃の範囲にあり、上記Rzが0.04〜12μmの範囲にある冷却体(2)に接触させてフィルムを冷却し、且つ冷却体(2)が、上記Rzが0.04〜5μmの範囲にあり、表面温度が冷却体(2)の表面温度より低い範囲にある冷却体(3)を接触させることにより冷却されることを特徴とする請求項1〜9のいずれかに記載の熱可塑性樹脂フィルムの製造方法。
【請求項1】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)を5〜50質量部含有し、60度鏡面光沢度(JIS K7105−1981に準拠して測定)が、4〜100%の範囲にあることを特徴とする熱可塑性樹脂フィルム。
【請求項2】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)を5〜50質量部含有し、75度鏡面光沢度(JIS K7105−1981に準拠して測定)が、10〜100%の範囲にあることを特徴とする熱可塑性樹脂フィルム。
【請求項3】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部に対して充填材(C)を5〜50質量部の範囲で添加してなり、60度鏡面光沢度(JIS K7105−1981に準拠して測定)が、7〜100%の範囲にあり、且つ75度鏡面光沢度(JIS K7105−1981に準拠して測定)が、10〜100%の範囲にあることを特徴とする熱可塑性樹脂フィルム。
【請求項4】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)の混合質量比がA/B=95〜5/5〜95であることを特徴とする請求項1〜3のいずれかに記載の熱可塑性樹脂フィルム。
【請求項5】
(A)成分の熱可塑性ポリイミド樹脂(A)が下記構造式(1)で表される繰り返し単位を有するポリエーテルイミド樹脂又は下記構造式(2)で表される繰り返し単位を有するポリエーテルイミド樹脂を主成分とするものであり、(B)成分のポリアリールケトン樹脂が下記構造式(3)の繰り返し単位を有する結晶性ポリエーテルエーテルケトン樹脂を主成分とするものである請求項1〜4のいずれか1項記載の熱可塑性樹脂フィルム。
【化1】
【化2】
【化3】
【請求項6】
充填材(C)が無機系のものであることを特徴とする請求項1〜5のいずれか1項記載の熱可塑性樹脂フィルム。
【請求項7】
充填材(C)が板状であることを特徴とする請求項1〜6のいずれか1項記載の熱可塑性樹脂フィルム。
【請求項8】
充填材(B)の平均粒子径が0.01〜20μmの範囲にあることを特徴とする請求項1〜7のいずれか1項記載の熱可塑性樹脂フィルム。
【請求項9】
充填材(B)がマイカであることを特徴とする請求項1〜8のいずれか1項記載の熱可塑性樹脂フィルム。
【請求項10】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部と充填材(C)を5〜50質量部含有する配合物を、押出機により溶融押出しして形成されたフィルムを冷却体に接触させて冷却するフィルムの押出しキャスト法において、フィルムが押出機のダイス先端から押出された後0〜10秒の範囲内に、フィルムの一方の面を、表面温度が5〜175℃の範囲にあり、表面の十点平均粗さRz(JIS B0601−1994に準拠して測定)が、0.04〜8μmの範囲にある冷却体(1)に接触させ、フィルムの他の面を表面温度が5〜175℃の範囲にあり、上記Rzが0.04〜18μmの範囲にある冷却体(2)に接触させてフィルムを冷却することを特徴とする請求項1〜9のいずれかに記載の熱可塑性樹脂フィルムの製造方法。
【請求項11】
熱可塑性ポリイミド樹脂(A)とポリアリールケトン樹脂(B)とからなる樹脂100質量部に対して充填材(C)を5〜50質量部含有する配合物を、押出機により溶融押出しして形成されたフィルムを冷却体に接触させて冷却するフィルムの押出しキャスト法において、フィルムが押出機のダイス先端から押出された後0〜5秒の範囲内に、フィルムの一方の面を、表面温度が50〜170℃の範囲にあり、表面の十点平均粗さRz(JIS B0601−1994に準拠して測定)が、0.04〜5μmの範囲にある冷却体(1)に接触させ、フィルムの他の面を表面温度が50〜170℃の範囲にあり、上記Rzが0.04〜12μmの範囲にある冷却体(2)に接触させてフィルムを冷却し、且つ冷却体(2)が、上記Rzが0.04〜5μmの範囲にあり、表面温度が冷却体(2)の表面温度より低い範囲にある冷却体(3)を接触させることにより冷却されることを特徴とする請求項1〜9のいずれかに記載の熱可塑性樹脂フィルムの製造方法。
【図1】

【公開番号】特開2006−8986(P2006−8986A)
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願番号】特願2005−96751(P2005−96751)
【出願日】平成17年3月30日(2005.3.30)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
【公開日】平成18年1月12日(2006.1.12)
【国際特許分類】
【出願日】平成17年3月30日(2005.3.30)
【出願人】(000006172)三菱樹脂株式会社 (1,977)
【Fターム(参考)】
[ Back to top ]