
熱可塑性樹脂フィルム及びその製造方法
【課題】色ムラの発生を抑制できる熱可塑性樹脂フィルムを製造できる。
【解決手段】熱可塑性樹脂フィルムのロール72を断熱パネル76で囲み、ロール72の巻芯78を0.01〜10rphでロール72が巻き締まる方向に間欠回転又は連続回転させながら、巻芯78を中心にしてロール72に沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で熱処理を行い、熱処理後の熱可塑性樹脂フィルムにおける面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下を満足する。
【解決手段】熱可塑性樹脂フィルムのロール72を断熱パネル76で囲み、ロール72の巻芯78を0.01〜10rphでロール72が巻き締まる方向に間欠回転又は連続回転させながら、巻芯78を中心にしてロール72に沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で熱処理を行い、熱処理後の熱可塑性樹脂フィルムにおける面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下を満足する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は熱可塑性樹脂フィルム及びその製造方法に係り、特に、液晶表示装置に使用される熱可塑性樹脂フィルム及びその製造方法に関する。
【背景技術】
【0002】
熱可塑性樹脂フィルムの製造は大きく分けて、溶液製膜法と溶融製膜法とに分類される。溶液製膜法は熱可塑性樹脂を溶剤に溶解したドープをダイから支持体、例えば冷却ドラム上に流延してフィルム状にする方法であり、溶融製膜法は熱可塑性樹脂を押出機で溶融した後、ダイから支持体、例えば冷却ドラム上に押し出してフィルム状にする方法である。これらの方法により製膜された熱可塑性樹脂フィルムは、通常、縦(長手)方向、横(幅)方向に延伸することによって、面内レターデーション(Re)、厚み方向のレターデーション(Rth)を発現させ、液晶表示素子の位相差膜として使用し、視野角拡大を図ることが実施されている。
【0003】
上記のような製膜・延伸方法として、例えば特開2002−311240に記載されている。これは縦延伸する方向を流延製膜方向と逆にすることで遅相軸の角度むらを改良したものである。また、特開2003−315551には縦横比(L/W)が0.3以上2以下で延伸し、厚み方向の配向(Rth)を改良する方法が記載されている。ここで云う縦横比とは、延伸に用いるニップロールの間隔(L)を延伸する熱可塑性樹脂フィルムの幅(W)で割った値を指す。
【特許文献1】特開2002−311240
【特許文献2】特開2003−315551
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、溶液製膜法及び溶融製膜法のいずれの場合にも、従来の製造方法で製膜された熱可塑性樹脂フィルムは、高温多湿の条件下に置かれると収縮(以下、熱収縮という)が起きやすいという問題がある。そして、フィルムを液晶表示素子に組み込んだ際、この熱収縮によって液晶表示画面のコーナーより光が漏れたり、変色したりする色ムラと呼ばれる現象が発生しやすい。特に、光学用途の高機能性フィルムとして使用する場合には、このような色ムラが発生するフィルムは問題となる。
【0005】
熱収縮の発生を抑制する方法としては、熱収縮し難い熱可塑性樹脂を選んだり、熱可塑性樹脂を溶融する温度条件や冷却する温度条件の最適化等を行なうことが考えられる。しかしながら、これらの方法では、光学フィルムに悪影響を及ぼすような熱収縮の発生を効果的に抑制することができないという問題があった。
【0006】
本発明はこのような事情に鑑みてなされたもので、色ムラの原因となる熱収縮が発生し難い熱可塑性樹脂フィルムを製造することのできる熱可塑性樹脂フィルムの製造方法及びその方法で製造された熱可塑性樹脂フィルムを提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の発明は、前記目的を達成するために、熱可塑性樹脂フィルムのロールを断熱パネルで囲み、前記ロールの巻芯を0.01rph〜10rphで前記ロールが巻き締まる方向に間欠回転又は連続回転させながら、前記巻芯を中心にして前記ロールに沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で熱処理を行い、前記熱処理後の熱可塑性樹脂フィルムにおける面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下を満足することを特徴とする熱可塑性樹脂フィルムの製造方法を提供する。
【0008】
本発明の発明者は、上記課題に鑑みて鋭意検討した結果、ロールを断熱パネルで囲み、ロールの巻芯を0.01rph〜10rphでロールが巻き締まる方向に間欠回転又は連続回転させながら、巻芯を中心にしてロールに沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01〜300hrの間でフィルムを熱処理させることで、Re、Rthの値をほとんど低下させることなくフィルムの熱収縮率を低減させることができるという知見を得た。すなわち、熱可塑性樹脂フィルムを熱処理させることで、面内のレターデーションRe、厚み方向のレターデーションRthの値をほとんど変化させずに、フィルムのMD方向(長手方向)、TD方向(幅方向)の熱収縮率だけを低減させることを見出した。このようにして得られた熱可塑性樹脂フィルムは、面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下である。
【0009】
請求項1の発明によれば、熱可塑性樹脂フィルムのロールを断熱パネルで囲み、前記ロールの巻芯を0.01〜10rphで前記ロールが巻き締まる方向に間欠回転又は連続回転させながら、巻芯を中心にしてロールに沿ってTg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01〜300hrの間で熱処理を行い、前記熱可塑性樹脂フィルムが、面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下であるようにしたので、額縁故障や色ムラの原因となる熱収縮が発生し難い熱可塑性樹脂フィルムを製造することができる。すなわち、0.01〜10rphでロールが巻き締まる方向に間欠回転又は連続回転させるので、回転中にフィルムが弛んでしまうことを防止しながら熱処理させることができる。ロールの回転数は、フィルムが回転中に弛んでロールの巻皺、巻ベコや巻ズレなどが起きないようにする必要があり、0.01rph〜10rphの範囲内であれば問題なく、好ましくは0.05rph〜5rphの範囲内、より好ましくは0.1rph〜3rphの範囲内、更に好ましくは0.2rph〜2rphの範囲内である。また、熱風の温度は、低すぎると熱処理の効果がなく、高すぎるとRe、Rthの値が動いてしまうため、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの範囲内が好ましい。より好ましくはTg−50°C〜Tg+10°Cの範囲内、更に好ましくはTg−45°C〜Tg+5°Cの範囲内、最も好ましくはTg−40°C〜Tg°Cの範囲内である。そして、熱処理の時間であるが、短すぎると熱処理の効果がなく、また長すぎるとRe、Rthの値も低下してしまうことから、0.01hr〜300hrの範囲内が好ましい。より好ましくは0.1hr〜200hrの範囲内、更に好ましくは0.2hr〜100hrの範囲内、最も好ましくは0.5hr〜50hrの範囲内である。尚、本発明は、溶液製膜法又は溶融製膜法のいずれで製造された熱可塑性樹脂フィルムにも適用できる。
【0010】
尚、ここで湿熱とは、60°C、90%RHの雰囲気で500時間放置した状態を言い、乾熱とは、80°C、10%RH以下の雰囲気で500時間放置した状態を言う。変化の測定は、フィルムを温度25°C、60%RHの雰囲気に5時間以上調湿した状態を基準として求める。また、レターデーションは、フィルムを温度25°C、60%RHの雰囲気に5時間以上調湿後、同条件の雰囲気下でフィルム表面に対し垂直方向から波長550nmの光に対するレターデーション値であり、例えば、自動複屈折計(KOBRA−21ADH/PR:王子計測器(株)製)により測定することができる。
【0011】
請求項2に記載の発明は請求項1の発明において、前記熱可塑性樹脂フィルムは、湿熱寸法変化(δL(w))、及び乾熱寸法変化(δL(d))のいずれもが0%以上0.3%以下であることを特徴とする。
【0012】
本発明で製造される熱可塑性樹脂フィルムは、湿熱寸法変化(δL(w))、及び乾熱寸法変化(δL(d))のいずれもが0%以上0.3%以下の範囲内にすることができる。尚、湿熱寸法変化及び乾熱寸法変化は、0%以上0.3%以下の範囲内が好ましいが、0%以上0.2%以下がより好ましく、0%以上0.15%以下が更に好ましく、0%以上0.1%以下が最も好ましい。ここで、湿熱寸法変化とは、80°C10%RH以下で500時間経時前後の長手(MD)方向の寸法変化(δMD(d))、幅(TD)方向の寸法変化(δTD(d))のうち大きい方の値をいう。また、乾熱寸法変化とは、60°C90%rhで500時間経時前後の寸法変化であり、下記式で示される長手(MD)方向の寸法変化(δMD(w))、幅(TD)方向の寸法変化(δTD(w))のうち大きい方の値をいう。
【0013】
請求項3に記載の発明は請求項1又は2に記載の発明において、前記熱可塑性樹脂フィルムは、配向角が0°±5°以内、又は90°±5°以内、ボーイング歪みの大きさが10%以下、面内のレターデーション(Re)が0nm以上500nm以下、厚み方向のレターデーション(Rth)が0nm以上500nm以下、であることを特徴とする。
【0014】
本発明で製造される熱可塑性樹脂フィルムは、配向角が0°±5°以内、又は90°±5°以内、ボーイング歪みの大きさが10%以下、面内のレターデーション(Re)が0nm以上500nm以下、厚み方向のレターデーション(Rth)が0nm以上500nm以下、の範囲内にすることができる。
【0015】
請求項4に記載の発明は、請求項1〜3のいずれか1の発明において、前記熱可塑性樹脂フィルムは、微細レターデーションむらが0%以上10%以下であることを特徴とする。
【0016】
本発明で製造される熱可塑性樹脂フィルムは、微細レターデーションむらが0%以上10%以下の範囲内にすることができる。ここで、微細レターデーションむらとは1mm以内の微小領域で発生するレターデーションの変化をいう。
【0017】
請求項5に記載の発明は、請求項1〜4のいずれか1の発明において、前記熱可塑性樹脂は、セルロースアシレート樹脂であることを特徴とする。
【0018】
本発明は、熱可塑性樹脂がセルロースアシレート樹脂である場合に特に有効である。
【0019】
請求項6に記載の発明は、請求項5の発明において、前記セルロースアシレート樹脂は、Xをアセチル基の置換度、Yをプロピオニル基、ブチリル基、ペンタノイル基、ヘキサノイル基の置換度の総和としたときに、アシレート基が下記の置換度、2.0≦X+Y≦3.0、0≦X≦2.0、1.2≦Y≦2.9、を満足することを特徴とする。
【0020】
このようなセルロースアシレート樹脂は、融点が低い、延伸し易い、防湿性に優れているという特徴を有するので、液晶表示素子の位相差膜等の機能性フィルムとして優れたセルロースアシレート樹脂フィルムを得ることができる。
【0021】
請求項7に記載の発明は、請求項1〜4のいずれか1の発明において、前記熱可塑性樹脂は、飽和ノルボルネン系樹脂であることを特徴とする。
【0022】
本発明は、熱可塑性樹脂が飽和ノルボルネン系樹脂である場合に特に有効である。
【0023】
請求項8に記載の発明は、請求項7の発明において、熱可塑性樹脂フィルムは、平均粒子径が0.1μm以上3.0μm以下の微粒子を1ppm以上10000ppm以下含むことを特徴とする。
【0024】
本発明は、熱可塑性樹脂フィルムの製造において、特に、微細レターデーションむらを防止するのに有効である。
【0025】
請求項9に記載の発明は請求項1〜8のいずれか1において、前記熱処理を、延伸した後の熱可塑性樹脂フィルムについて行うことを特徴とする。
【0026】
本発明は熱可塑性樹脂フィルムを延伸しない前の未延伸フィルム及び延伸後の延伸フィルムのいずれにも適用できるが、延伸することにより熱収縮が発生しやすくなるので、延伸フィルムに適用することで本発明の効果を一層発揮できる。
【0027】
請求項10は請求項1〜9の何れかに記載の製造方法で製造されたことを特徴とする熱可塑性樹脂フィルムであり、請求項11は請求項10の熱可塑性樹脂フィルムを少なくとも1層積層したことを特徴とする偏光板であり、請求項12は請求項10の熱可塑性樹脂フィルムを基材に用いたことを特徴とする液晶表示板用光学補償フィルムであり、請求項13は請求項10の熱可塑性樹脂フィルムを基材に用いたことを特徴とする反射防止フィルムである。
【発明の効果】
【0028】
本発明によれば、色ムラの原因となる熱収縮が発生し難い熱可塑性樹脂フィルムを製造することができる。従って、本発明によって製造された熱可塑性樹脂フィルムを使用した偏光板、液晶表示板用光学補償フィルム、及び反射防止フィルムの品質を向上させることができる。
【発明を実施するための最良の形態】
【0029】
以下添付図面に従って本発明に係る熱可塑性樹脂フィルム及びその製造方法の好ましい実施の形態について説明する。なお、本実施の形態では、セルロースアシレート樹脂フィルムを溶融製膜法で製造する例を示すが、本発明はこれに限定するものではなく、飽和ノルボルネン系樹脂フィルムやポリカーボネート樹脂フィルムなどの熱可塑性樹脂フィルムの製造にも適用することができ、又、溶液製膜法にも適用できる。
【0030】
図1は、セルロースアシレート樹脂フィルムの製造装置の概略構成の一例を示したものであり、延伸セルロースアシレート樹脂フィルムを溶融製膜法により製造する場合で説明する。
【0031】
図1に示すように製造装置10は主として、延伸前のセルロースアシレートフィルム12を製膜する製膜工程部20と、製膜工程部20で製膜されたセルロースアシレートフィルム12をそれぞれ縦延伸、横延伸する縦延伸工程部30、横延伸工程部40と、延伸されたセルロースアシレートフィルム12’を巻き取る巻取工程部50とオフラインで設けられた熱緩和処理装置70とで構成される。
【0032】
製膜工程部20では、押出機14で溶融されたセルロースアシレート樹脂がダイ16からシート状に押し出され、回転するドラム17上にキャストされる。そして、ドラム17、18、19の表面で溶融樹脂が冷却固化されてセルロースアシレートフィルム12が得られる。このセルロースアシレートフィルム12はドラム19から剥離された後、縦延伸工程部30、横延伸工程部40に順に送られて延伸され、巻取工程部50でロール状に巻き取られる。これにより、延伸セルロースアシレートフィルム12’が製造される。
【0033】
以下、各工程部の詳細について説明する。
【0034】
図2は、製膜工程部20の押出機14の構成を示している。同図に示すように、押出機14のシリンダ52内には、スクリュー軸54にフライト56を取りつけた単軸スクリュー58が設けられており、この単軸スクリュー58が不図示のモータによって回転するようになっている。
【0035】
シリンダ52の供給口60には不図示のホッパーが取りつけられており、このホッパーからセルロースアシレート樹脂が供給口60を介してシリンダ52内に供給される。
【0036】
シリンダ52内は供給口60側から順に、供給口60から供給されたセルロースアシレート樹脂を定量輸送する供給部(Aで示す領域)と、セルロースアシレート樹脂を混練・圧縮する圧縮部(Bで示す領域)と、混練・圧縮されたセルロースアシレート樹脂を計量する計量部(Cで示す領域)とで構成される。押出機14で溶融されたセルロースアシレート樹脂は、吐出口62からダイ16に連続的に送られる。
【0037】
押出機14のスクリュー圧縮比は、2.5〜4.5に設定され、L/Dは20〜70に設定されている。ここで、スクリュー圧縮比とは、供給部Aと計量部Cとの容積比、即ち供給部Aの単位長さ当たりの容積÷計量部Cの単位長さ当たりの容積で表され、供給部Aのスクリュー軸34の外径d1、計量部Cのスクリュー軸34の外径d2、供給部Aの溝部径a1、及び計量部Cの溝部径a2とを使用して算出される。また、L/Dとは、図2のシリンダ内径(D)に対するシリンダ長さ(L)の比である。また、押出温度は190〜240°Cに設定される。押出機14内での温度が240°Cを超える場合には、押出機14とダイ16との間に冷却機(図示せず)を設けるようにするとよい。
【0038】
尚、押出機14は、1軸押出機でも2軸押出機でもよいが、スクリュー圧縮比が2.5を下回って小さすぎると、十分に混練されず、未溶解部分が発生したり、剪断発熱が小さく結晶の融解が不十分となり、製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなったり、気泡が混入し易くなる。これにより、セルロースアシレートフィルム12を延伸したときに、残存した結晶が延伸性を阻害し、配向を十分に上げることができなくなる。逆に、スクリュー圧縮比が4.5を上回って大きすぎると、剪断応力がかかり過ぎて発熱により樹脂が劣化し易くなるので、製造後のセルロースアシレートフィルムに黄色みが出易くなる。また、剪断応力がかかり過ぎると分子の切断が起こり分子量が低下してフィルムの機械的強度が低下する。従って、製造後のセルロースアシレートフィルムに黄色みが出にくく且つ延伸破断しにくくするためには、スクリュー圧縮比は2.5〜4.5の範囲が良く、より好ましくは2.8〜4.2の範囲、特に好ましくは3.0〜4.0の範囲である。
【0039】
また、L/Dが20を下回って小さすぎると、溶融不足や混練不足となり、圧縮比が小さい場合と同様に製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなる。逆に、L/Dが70を上回って大きすぎると、押出機14内でのセルロースアシレート樹脂の滞留時間が長くなり過ぎ、樹脂の劣化を起こし易くなる。また、滞留時間が長くなると分子の切断が起こり分子量が低下してフィルムの機械的強度が低下する。従って、製造後のセルロースアシレートフィルムに黄色みが出にくく且つ延伸破断しにくくするためには、L/Dは20〜70の範囲が良く、好ましくは22〜45の範囲、特に好ましくは24〜40の範囲である。
【0040】
また、押出温度が190°Cを下回って低すぎると、結晶の融解が不十分となり、製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなり、セルロースアシレートフィルムを延伸したときに、延伸性を阻害し、配向を十分に上げることができなくなる。逆に、押出温度が240°Cを超えて高すぎると、セルロースアシレート樹脂が劣化し、黄色み(YI値)の程度が悪化してしまう。従って、製造後のセルロースアシレートフィルムに黄色みが出にくく且つ延伸破断しにくくするためには、押出温度は190°C〜240°Cが良く、好ましくは195°C〜235°Cの範囲、特に好ましくは200°C〜230°Cの範囲である。
【0041】
溶融樹脂は、図1のダイ16に連続的に供給される。供給された溶融樹脂はダイ16の先端(下端)からシート状に吐出され、吐出された溶融樹脂は、ドラム17上にキャストされ、ドラム17、18、19の表面で冷却固化された後、ドラム19の表面から剥離され、セルロースアシレートフィルム12が製膜される。
【0042】
製膜工程部20で製膜されたセルロースアシレートフィルム12は、縦延伸工程部30、横延伸工程部40に順に送られる。以下に、製膜工程部20で製造したセルロースアシレートフィルム12を延伸し、延伸セルロースアシレートフィルム12’を製造するまでの延伸工程について説明する。
【0043】
セルロースアシレートフィルム12の延伸は、セルロースアシレートフィルム12中の分子を配向させ、面内のレターデーション(Re)と厚み方向のレターデーション(Rth)を発現させるために行われる。ここで、レターデーションRe、Rthは、以下の式で求められる。
【0044】
Re(nm)=|n(MD)−n(TD)|×T(nm)
Rth(nm)=|{(n(MD)+n(TD))/2}−n(TH)|×T(nm)
式中のn(MD)、n(TD)、n(TH)は長手方向、幅方向、厚み方向の屈折率を示し、Tはnm単位で表した厚みを示す。
【0045】
図1に示すように、セルロースアシレートフィルム12は、先ず、縦延伸工程部30で長手方向に縦延伸される。縦延伸工程部30では、セルロースアシレートフィルム12が予熱された後、セルロースアシレートフィルム12が加熱された状態で、二つのニップロール28、30に巻き掛けられる。出口側のニップロール34は、入口側のニップロール32よりも早い搬送速度でセルロースアシレートフィルム12を搬送しており、これによって、セルロースアシレートフィルム12が縦方向に延伸される。
【0046】
縦延伸されたセルロースアシレートフィルム12は、横延伸工程部40に送られ、幅方向に横延伸される。横延伸工程部40では例えばテンターを好適に用いることができ、このテンターによってセルロースアシレートフィルム12の幅方向の両端部をクリップで把持し、横方向(幅方向)に延伸する。この横延伸によって、レターデーションRthを一層大きくすることができる。
【0047】
上述した縦、横の延伸処理を施すことによって、レターデーションRe、Rthを発現させた延伸セルロースアシレート12’が得られる。延伸セルロースアシレートフィルム12は、Reが0nm以上500nm以下、より好ましくは10nm以上400nm以下、さらに好ましくは15nm以上300nm以下、Rthが0nm以上500nm以下、より好ましくは50nm以上400nm以下、さらに好ましくは70nm以上350nm以下である。このうちRe≦Rthを満足するものがより好ましく、さらに好ましくはRe×2≦Rthを満足するものがさらに好ましい。このような高Rth、低Reを実現するためには、上述のように縦延伸したものを、横(幅)方向に延伸するのが好ましい。即ち、縦方向と横方向の配向の差が面内のレターデーションの差(Re)となるが、縦方向に加えその直交方向である横方向にも延伸することで、縦横の配向の差を小さくし面配向(Re)を小さくできる。一方、縦に加え横にも延伸することで面積倍率は増加するため、厚みの減少に伴い厚み方向の配向は増加し、Rthを増加させることができるためである。
【0048】
さらに、Re,Rthの幅方向、長手方向の場所による変動をいずれも5%以下、より好ましくは4%以下、さらに好ましくは3%以下にすることが好ましい。さらに配向角を90°±5°以下または0°±5°以下とすることが好ましく、より好ましくは90°±3°以下または0°±3°以下、さらに好ましくは90°±1°以下または0°±1°以下とすることが好ましい。これらは、本発明のような延伸処理を行うことでボーイングを低減することができ、テンターに入る前のセルロースアシレートフィルム12の面上に幅方向に沿って描いた直線が延伸終了後には凹部に変形したセンター部のずれを幅で割ったボーイング歪みが10%以下、好ましくは5%以下、より好ましくは3%以下とすることが好ましい。
【0049】
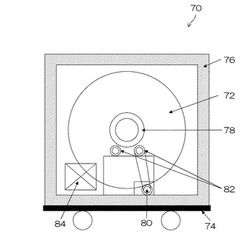
次に、本発明における熱緩和装置70について説明する。図3は、本発明に用いる熱緩和装置70の構成の一例を示したものである。
【0050】
熱緩和装置70は、ロール72を1本宛収容する台車74を断熱パネル76で囲み、ロール72の巻芯78を0.01rph〜10rphでロール72が巻締められる方向に回転するように巻芯78を支えるコロ82を間欠回転又は連続回転させるモータ80と、前記断熱パネル76内に熱風の吹出口84を設けこれにダクトを連結した熱処理装置である。但し、断熱パネル76は、台車一台に夫々取付けるだけでなく、複数台分まとめて行っても良い。コロ回転用モータ、及び熱風の吹出口等はしたがって連動でもよい。
【0051】
ロール72が巻き締められる方向に回転させるのは、熱緩和させるためにロール72をテープ等で止めないため、巻き弛む方向ではロール全体が弛んで解けてしまうからであり、回転数が0.01rph〜10rphであるのは、0.01rphよりも小さいと回転させる効果がなくフィルム全体を熱緩和することができないからであり、10rphを超えて大きいと巻ズレが起きてしまうからである。回転数は、0.01rph〜10rphの範囲であれば問題ないが、好ましくは0.05rph〜5rphの範囲、より好ましくは0.1rph〜3rphの範囲、さらに好ましくは0.2rph〜2rphの範囲である。
【0052】
熱風の温度は、処理するフィルムの材質によって適宜選択されるが、熱可塑性樹脂のガラス転移温度(Tg)で表すと、Tg−60℃〜Tg+20℃の範囲であり、好ましくはTg−50℃〜Tg+10℃の範囲、より好ましくはTg−45℃〜Tg+5℃の範囲、更に好ましくはTg−40℃〜Tg℃の範囲である。Tg−60℃よりも低くなると熱処理の効果が無く、また、Tg+20℃を超えて高くなるとフィルムのRe、Rth値を低下させてしまうからである。
【0053】
熱処理の時間は、0.01hrより短いと効果はなく、300hrより長くしても熱処理の効果は上がらないことから、0.01hr〜300hrであり、好ましくは0.1hr〜200hr、より好ましくは0.2hr〜100hr、更に好ましくは0.5hr〜50hrである。
【0054】
この場合、熱処理は巻取工程部50での巻き取り後、3日以内が好ましく、1日以内がより好ましく、6時間以内が更に好ましく、フィルムを巻き取った際にロール72を熱緩和装置70に収め、巻取りと同時に熱処理を始めることが最も好ましい。
【0055】
このように延伸セルロースアシレートフィルム12’のロール72を断熱パネル76で囲み、ロール72の巻芯78を0.01〜10rphでロール72が巻き締まる方向に間欠回転又は連続回転させながら、巻芯78を中心にしてロール72に沿って、セルロースアシレート樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で熱処理を行う熱緩和処理をさせることで、延伸セルロースアシレートフィルム12’の面内のレターデーションRe、厚み方向のレターデーションRthの値をほとんど変化させず、ロール72に巻皺、巻ベコ、巻ズレを起こすこともなく、熱収縮率だけを低減させることができる。
【0056】
このようにして得られた熱緩和処理後の延伸セルロースアシレートフィルム12’は、湿熱寸法変化(δL(w))、及び乾熱寸法変化(δL(d))のいずれもが0%以上0.3%以下の範囲内にすることができる。また、面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下の範囲内にすることができる。尚、ここで湿熱とは、60°C、90%RHの雰囲気で500時間放置した状態を言い、乾熱とは、80°C、10%RH以下の雰囲気で500時間放置した状態を言う。変化の測定は、フィルムを温度25°C、60%RHの雰囲気に5時間以上調湿した状態を基準として求める。また、レターデーションは、フィルムを温度25°C、60%RHの雰囲気に5時間以上調湿後、同条件の雰囲気下でフィルム表面に対し垂直方向から波長550nmの光に対するレターデーション値であり、例えば、自動複屈折計(KOBRA−21ADH/PR:王子計測器(株)製)により測定することができる。
【0057】
δL(d)は、下記式で示される長手(MD)方向の寸法変化(δMD(d))、幅(TD)方向の寸法変化(δTD(d))のうち大きい方の値を指す。なお、ドライとは相対湿度が10%以下の状態を指す。
【0058】
δTD(d)(%)=100×|TD(F)−TD(T)|/TD(F)
δMD(d)(%)=100×|MD(F)−MD(T)|/MD(F)
(TD(F)、MD(F)は25°C60%rhで5時間以上放置後にその雰囲気で測定したサーモ前の寸法を指し、TD(T)、MD(T)はサーモ(80°Cドライで500時間経時)後に25°C60%rhで5時間以上放置後その雰囲気で測定した寸法を指す)
δTD(w)、δMD(w)は、下記式で示される長手(MD)方向の寸法変化(δMD(w))、幅(TD)方向の寸法変化(δTD(w))のうち大きい方の値を指す。
【0059】
δTD(w)(%)=100×|TD(F)−TD(t)|/TD(F)
δMD(w)(%)=100×|MD(F)−MD(t)|/MD(F)
(TD(F)、MD(F)は25°C60%rhで5時間以上放置後にその雰囲気で測定したサーモ前の寸法を指し、TD(t)、MD(t)はサーモ(60°C90%rhで500時間経時)後に25°C60%rhで5時間以上放置後その雰囲気で測定した寸法を指す)
好ましいδL(w)、δL(d)は0%以上0.3%以下が好ましく、より好ましくは0%以上0.2%以下、さらに好ましくは0%以上0.15%以下である。
【0060】
本発明でいうδRe(d)、δRth(d)とは、80°Cドライで500時間経時前後のRe,Rth変化であり、下記式で示される。なお、ドライとは相対湿度が10%以下の状態を指す。
【0061】
δRe(d)(%)=100×|Re(F)−Re(T)|/Re(F)
δRth(d)(%)=100×|Rth(F)−Rth(T)|/Rth(F)
(Re(F)、Rth(F)は80°Cドライで500時間経時前のRe、Rthを指し、Re(T)、Rth(T)は80°Cドライで500時間経時後のRe、Rthを指す)
本発明でいうδRe(w)、δRth(w)とは、60°C90%rhで500時間経時前後のRe,Rth変化であり、下記式で示される。
【0062】
δRe(w)(%)=100×|Re(F)−Re(t)|/Re(F)
δRth(w)(%)=100×|Rth(F)−Rth(t)|/Rth(F)
(Re(F)、Rth(F)は60°C90%rhで500時間経時前のRe、Rthを指し、Re(t)、Rth(t)は60°C90%rhで500時間経時後のRe、Rthを指す)
さらに、微細レターデーションむらが0%以上10%以下、より好ましくは0%以上8%以下、さらに好ましくは0%以上5%以下であることが好ましく、これにより色むらを低減できる。尚、このような微細レターデーションむらは、液晶表示装置の高解像度化に伴い問題となってきている。
【0063】
ここで云う微細レターデーションむらとは、1mm以内の微小領域で発生するレターデーションの変化を指し、以下の方法で測定される。
【0064】
サンプルフィルムを幅方向(TD)、長手方向(MD)に1mmの間を0.1mmピッチで面内のレターデーション(Re)で測定し、その最大値と最小値の差を求めその平均値で割り百分率で示す。MD,TDで求めた上記百分率のうち大きいものを微細レターデーションむらとする。
【0065】
尚、熱可塑性樹脂が飽和ノルボルネン系樹脂の場合には、飽和ノルボルネン系樹脂フィルム中に微粒子を1ppm以上10000ppm以下含有させることが好ましい。
【0066】
易滑剤として微粒子を加えることにより、縦延伸中にニップロールとのステッキング(粘着)を防止でき、これに起因する微細レターデーションむらを防止できる。これは縦延伸ではTgを上回りフィルムが軟化する温度でニップロール上で引っ張られるが、易滑剤無いと局部的に粘着を引き起こしやすく、そこで延伸むらを発生し易いためである。即ち剤によりニップロールとフィルムとを滑らせ局所的に応力が掛かるのを防止している。
【0067】
マット剤として微粒子を加えることが好ましい。本発明に使用される微粒子としては、二酸化珪素、二酸化チタン、酸化アルミニウム、酸化ジルコニウム、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成珪酸カルシウム、水和ケイ酸カルシウム、ケイ酸アルミニウム、ケイ酸マグネシウム及びリン酸カルシウムを挙げることができる。また架橋高分子からなる微粒子なども用いることができる。
【0068】
これらの微粒子は、通常平均粒子径が0.1〜3.0μmの2次粒子を形成し、これらの微粒子はフィルム中では、1次粒子の凝集体として存在し、フィルム表面に0.1〜3.0μmの凹凸を形成させる。2次平均粒子径は0.2μm以上1.5μm以下が好ましく、0.4μm以上1.2μm以下がさらに好ましく、0.6μm以上1.1μm以下が最も好ましい。1次、2次粒子径はフィルム中の粒子を走査型電子顕微鏡で観察し、粒子に外接する円の直径をもって粒径とした。また、場所を変えて粒子200個を観察し、その平均値をもって平均粒子径とした。
【0069】
好ましい微粒子の量は飽和ノルボルネン樹脂に対し重量比で1ppm以上10000ppm以下が好ましく、より好ましくは5ppm以上7000ppm以下、さらに好ましくは10ppm以上5000ppm以下である。
【0070】
微粒子はケイ素を含むものが濁度を低くでき好ましく、特に二酸化珪素が好ましい。二酸化珪素の微粒子は、1次平均粒子径が20nm以下であり、かつ見かけ比重が70g/リットル以上であるものが好ましい。1次粒子の平均径が5〜16nmと小さいものがフィルムのヘイズを下げることができより好ましい。見かけ比重は90〜200g/リットル以上が好ましく、100〜200g/リットル以上がさらに好ましい。見かけ比重が大きい程、高濃度の分散液を作ることが可能になり、ヘイズ、凝集物が良化するため好ましい。
【0071】
二酸化珪素の微粒子は、例えば、アエロジルR972、R972V、R974、R812、200、200V、300、R202、OX50、TT600(以上日本アエロジル(株)製)などの市販品を使用することができる。酸化ジルコニウムの微粒子は、例えば、アエロジルR976及びR811(以上日本アエロジル(株)製)の商品名で市販されており、使用することができる。
【0072】
これらの中でアエロジル200V、アエロジルR972Vが1次平均粒子径が20nm以下であり、かつ見かけ比重が70g/リットル以上である二酸化珪素の微粒子であり、光学フィルムの濁度を低く保ちながら、摩擦係数をさげる効果が大きいため特に好ましい。
【0073】
以下に、本発明に適したセルロースアシレート樹脂、セルロースアシレートフィルムの加工方法等について手順にそって詳細に説明する。
【0074】
(1)可塑剤
本発明におけるセルロースアシレートフィルムを製造するための樹脂には、多価アルコール系可塑剤を添加するのが好ましい。このような可塑剤は弾性率を低下させるだけではなく、表裏の結晶量の差を低減させる効果も有する。
【0075】
多価アルコール系可塑剤の含有量は、セルロースアシレートに対し2〜20重量%が好ましい。多価アルコール系可塑剤の含有量を2〜20重量%が好ましく、より好ましくは3〜18重量%、さらに好ましくは4〜15重量%である。
【0076】
多価アルコール系可塑剤の含有量が2重量%未満の場合、上記効果が十分達成されず、一方、20重量%より多い場合、泣き出し(可塑剤の表面析出)が発生する。
本発明で具体的に用いることができる多価アルコール系可塑剤は、セルロース脂肪酸エステルとの相溶性が良く、また熱可塑化効果が顕著に現れるグリセリンエステル、ジグリセリンエステルなどグリセリン系のエステル化合物やポリエチレングリコールやポリプロピレングリコールなどのポリアルキレングリコール、ポリアルキレングリコールの水酸基にアシル基が結合した化合物などである。
【0077】
具体的なグリセリンエステルとして、グリセリンジアセテートステアレート、グリセリンジアセテートパルミテート、グリセリンジアセテートミスチレート、グリセリンジアセテートラウレート、グリセリンジアセテートカプレート、グリセリンジアセテートノナネート、グリセリンジアセテートオクタノエート、グリセリンジアセテートヘプタノエート、グリセリンジアセテートヘキサノエート、グリセリンジアセテートペンタノエート、グリセリンジアセテートオレート、グリセリンアセテートジカプレート、グリセリンアセテートジノナネート、グリセリンアセテートジオクタノエート、グリセリンアセテートジヘプタノエート、グリセリンアセテートジカプロエート、グリセリンアセテートジバレレート、グリセリンアセテートジブチレート、グリセリンジプロピオネートカプレート、グリセリンジプロピオネートラウレート、グリセリンジプロピオネートミスチレート、グリセリンジプロピオネートパルミテート、グリセリンジプロピオネートステアレート、グリセリンジプロピオネートオレート、グリセリントリブチレート、グリセリントリペンタノエート、グリセリンモノパルミテート、グリセリンモノステアレート、グリセリンジステアレート、グリセリンプロピオネートラウレート、グリセリンオレートプロピオネートなどが挙げられるがこれに限定されず、これらを単独もしくは併用して使用することができる。
【0078】
この中でも、グリセリンジアセテートカプリレート、グリセリンジアセテートペラルゴネート、グリセリンジアセテートカプレート、グリセリンジアセテートラウレート、グリセリンジアセテートミリステート、グリセリンジアセテートパルミテート、グリセリンジアセテートステアレート、グリセリンジアセテートオレートが好ましい。
【0079】
ジグリセリンエステルの具体的な例としては、ジグリセリンテトラアセテート、ジグリセリンテトラプロピオネート、ジグリセリンテトラブチレート、ジグリセリンテトラバレレート、ジグリセリンテトラヘキサノエート、ジグリセリンテトラヘプタノエート、ジグリセリンテトラカプリレート、ジグリセリンテトラペラルゴネート、ジグリセリンテトラカプレート、ジグリセリンテトララウレート、ジグリセリンテトラミスチレート、ジグリセリンテトラパルミテート、ジグリセリントリアセテートプロピオネート、ジグリセリントリアセテートブチレート、ジグリセリントリアセテートバレレート、ジグリセリントリアセテートヘキサノエート、ジグリセリントリアセテートヘプタノエート、ジグリセリントリアセテートカプリレート、ジグリセリントリアセテートペラルゴネート、ジグリセリントリアセテートカプレート、ジグリセリントリアセテートラウレート、ジグリセリントリアセテートミスチレート、ジグリセリントリアセテートパルミテート、ジグリセリントリアセテートステアレート、ジグリセリントリアセテートオレート、ジグリセリンジアセテートジプロピオネート、ジグリセリンジアセテートジブチレート、ジグリセリンジアセテートジバレレート、ジグリセリンジアセテートジヘキサノエート、ジグリセリンジアセテートジヘプタノエート、ジグリセリンジアセテートジカプリレート、ジグリセリンジアセテートジペラルゴネート、ジグリセリンジアセテートジカプレート、ジグリセリンジアセテートジラウレート、ジグリセリンジアセテートジミスチレート、ジグリセリンジアセテートジパルミテート、ジグリセリンジアセテートジステアレート、ジグリセリンジアセテートジオレート、ジグリセリンアセテートトリプロピオネート、ジグリセリンアセテートトリブチレート、ジグリセリンアセテートトリバレレート、ジグリセリンアセテートトリヘキサノエート、ジグリセリンアセテートトリヘプタノエート、ジグリセリンアセテートトリカプリレート、ジグリセリンアセテートトリペラルゴネート、ジグリセリンアセテートトリカプレート、ジグリセリンアセテートトリラウレート、ジグリセリンアセテートトリミスチレート、ジグリセリンアセテートトリパルミテート、ジグリセリンアセテートトリステアレート、ジグリセリンアセテートトリオレート、ジグリセリンラウレート、ジグリセリンステアレート、ジグリセリンカプリレート、ジグリセリンミリステート、ジグリセリンオレートなどのジグリセリンの混酸エステルなどが挙げられるがこれらに限定されず、これらを単独もしくは併用して使用することができる。
【0080】
この中でも、ジグリセリンテトラアセテート、ジグリセリンテトラプロピオネート、ジグリセリンテトラブチレート、ジグリセリンテトラカプリレート、ジグリセリンテトララウレートが好ましい。
【0081】
ポリアルキレングリコールの具体的な例としては、平均分子量が200〜1000のポリエチレングリコール、ポリプロピレングリコールなどが挙げられるがこれらに限定されず、これらを単独もしくは併用して使用することができる。
【0082】
ポリアルキレングリコールの水酸基にアシル基が結合した化合物の具体的な例として、ポリオキシエチレンアセテート、ポリオキシエチレンプロピオネート、ポリオキシエチレンブチレート、ポリオキシエチレンバリレート、ポリオキシエチレンカプロエート、ポリオキシエチレンヘプタノエート、ポリオキシエチレンオクタノエート、ポリオキシエチレンノナネート、ポリオキシエチレンカプレート、ポリオキシエチレンラウレート、ポリオキシエチレンミリスチレート、ポリオキシエチレンパルミテート、ポリオキシエチレンステアレート、ポリオキシエチレンオレート、ポリオキシエチレンリノレート、ポリオキシプロピレンアセテート、ポリオキシプロピレンプロピオネート、ポリオキシプロピレンブチレート、ポリオキシプロピレンバリレート、ポリオキシプロピレンカプロエート、ポリオキシプロピレンヘプタノエート、ポリオキシプロピレンオクタノエート、ポリオキシプロピレンノナネート、ポリオキシプロピレンカプレート、ポリオキシプロピレンラウレート、ポリオキシプロピレンミリスチレート、ポリオキシプロピレンパルミテート、ポリオキシプロピレンステアレート、ポリオキシプロピレンオレート、ポリオキシプロピレンリノレートなどが挙げられるがこられに限定されず、これらを単独もしくは併用して使用することができる。
【0083】
さらにこれらの多価アルコールの上記効果を十分に発現させるためには、下記条件でセルロースアシレートを溶融製膜することが好ましい。即ちセルロースアシレートと多価アルコールを混合したペレットを押出機で溶融しTダイから押し出して製膜するが、押出機入口温度(T1)より押出機出口温度(T2)を高くするのが好ましく、さらに好ましくはダイ温度(T3)をT2より高くするのが好ましい。即ち、溶融が進むにつれ温度を上昇してゆくことが好ましい。これは入口から急激に昇温すると、多価アルコールが先に溶解し液化する。この中でセルロースアシレートは浮遊したようになり、十分な剪断力をスクリューから受けることができず、不溶解物が発生する。このような十分混合の進んでいないものは、上記のような可塑剤の効果を発現できず、溶融押出し後のメルトフィルムの表裏差を抑制する効果が得られない。さらにこのような溶解不良物は製膜後にフィッシュアイ状の異物となる。このような異物は偏光板で観察しても輝点とならず、むしろフィルム背面から光を投射しスクリーン状で観察することで視認できる。さらにフィッシュアイはダイ出口で尾引きを引き起こし、ダイラインも増加させる。
【0084】
T1は150〜200°Cが好ましく、より好ましくは160〜195°C、さらに好ましくは165°C以上190°C以下である。T2は190〜240°Cの範囲が好ましく、より好ましくは200〜230°C、さらに好ましくは200〜225°Cである。このような溶融温度T1,T2は240°C以下であることが肝要である。この温度を超えると製膜フィルムの弾性率が高くなり易い。これは高温で溶融したためにセルロースアシレートに分解が起こり、これが架橋を引き起こし弾性率を上昇させるためと思われる。ダイ温度T3は200〜235°C未満が好ましく、より好ましくは205〜230°C、さらに好ましくは205°C以上225°C以下である。
(2)安定剤
本発明では、安定剤としてフォスファイト系化合物、亜リン酸エステル系化合物のいずれか、もしくは両方を用いることが好ましい。これにより、経時劣化を抑制できる上、ダイラインも改善できる。これは、これらの化合物がレベリング剤として働き、ダイの凹凸により形成されたダイラインを解消するためである。
【0085】
これらの安定剤の配合量は、0.005〜0.5重量%であるのが好ましく、より好ましくは0.01〜0.4重量%であり、さらに好ましくは0.02〜0.3重量%である。
【0086】
(i)フォスファイト系安定剤
具体的なホスファイト系着色防止剤は、特に限定されないが、化1〜3で示されるホスファイト系着色防止剤が好ましい。
【0087】
【化1】

【0088】
【化2】
【0089】
【化3】
(ここで、R1、R2,R3、R4、R5、R6、R’1、R’2、R’3・・・R’n、R’n+1は水素又は炭素数4〜23のアルキル、アリール、アルコキシアルキル、アリールオキシアルキル、アルコキシアリール、アリールアルキル、アルキルアリール、ポリアリールオキシアルキル、ポリアルコキシアルキル及びポリアルコキシアリール基から成る群から選択された基を示す。但し、一般式(2)(3)(4)の各同一式中で全てが水素になることはない。一般式(3)中で示されるホスファイト系着色防止剤中のXは脂肪族鎖、芳香核を側鎖に有する脂肪族鎖、芳香核を鎖中に有する脂肪族鎖及び上記鎖中に2個以上連続しない酸素原子を包含する鎖から成る群から選択された基を示す。また、k、qは1以上の整数、pは3以上の整数を示す。)
これらのホスファイト系着色防止剤のk、qの数は好ましくは1〜10である。k、qの数が1以上にすることで加熱時の揮発性が小さくなり、10以下にすることでセルロースアセテートプロピオネートとの相溶性が向上するため好ましい。また、pの値は3〜10が好ましい。3以上のすることで加熱時の揮発性が小さくなり、10以下にすることでセルロースアセテートプロピオネートとの相溶性が向上するため好ましい。
【0090】
下記一般式(2)で表されるホスファイト系着色防止剤の具体例としては、下記式(5)〜(8)で表されるものが好ましい。
【0091】
【化4】
【0092】
【化5】
【0093】
【化6】
【0094】
【化7】
【0095】
【化8】
また、下記一般式(3)で表されるホスファイト系着色防止剤の具体例としては、下記式(9)(10)(11)で表されるものが好ましい。
【0096】
【化9】
【0097】
【化10】
【0098】
【化11】
【0099】
【化12】
(ii)亜リン酸エステル系安定剤
亜リン酸エステル系安定剤は、例えばサイクリックネオペンタンテトライルビス(オクタデシル)ホスファイト、サイクリックネオペンタンテトライルビス(2,4−ジ−t−ブチルフェニル)ホスファイト、サイクリックネオペンタンテトライルビス(2,6−ジ−t−ブチル−4−メチルフェニル)ホスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト等が挙げられる。
【0100】
(iii)その他の安定剤
弱有機酸、チオエーテル系化合物、エポキシ化合物等を安定剤として配合しても良い。
【0101】
弱有機酸とは、pKaが1以上のものであり、本発明の作用を妨害せず、着色防止性、物性劣化防止性を有するものであれば特に限定されない。例えば酒石酸、クエン酸、リンゴ酸、フマル酸、シュウ酸、コハク酸、マレイン酸などが挙げられる。これらは単独で用いても良いし、2種以上を併用して用いても良い。
【0102】
チオエーテル系化合物としては、例えば、ジラウリルチオジプロピオネート、ジトリデシルチオジプロピオネート、ジミリスチルチオジプロピオネート、ジステアリルチオジプロピオネート、パルミチルステアリルチオジプロピオネートが挙げられ、これらは単独で用いても良いし、2種以上を併用して用いても良い。
【0103】
エポキシ化合物としては、例えばエピクロルヒドリンとビスフェノールAより誘導されるものが挙げられ、エピクロルヒドリンとグリセリンからの誘導体やビニルシクロヘキセンジオキサイドや3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシ−6−メチルシクロヘキサンカルボキシレートの如き環状のものも用いることができる。又、エポキシ化大豆油、エポキシ化ヒマシ油や長鎖−α−オレフィンオキサイド類なども用いることができる。これらは単独で用いても良いし、2種以上を併用して用いても良い。
【0104】
(3)セルロースアシレート
《セルロースアシレート樹脂》
(組成・置換度)
本発明で用いるセルロースアシレートは下記式(1)〜(3)で表される要件すべてを満たすセルロースアシレートが好ましい。
【0105】
2.0≦X+Y≦3.0 式(1)
0≦X≦2.0 式(2)
1.2≦Y≦2.9 式(3)
(上記式(1)〜(3)中、Xはアセテート基の置換度を示し、Yはプロピオネート基、ブチレート基、ペンタノイル基およびヘキサノイル基の置換度の総和を示す。)
より好ましくは、
2.4≦X+Y≦3.0 式(4)
0.05≦X≦1.8 式(5)
1.3≦Y≦2.9 式(6)
さらに好ましくは、
2.5≦X+Y≦2.95 式(7)
0.1≦X≦1.6 式(8)
1.4≦Y≦2.9 式(9)
このようにセルロースアシレート中にプロピオネート基、ブチレート基、ペンタノイル基およびヘキサノイル基を導入することが特徴である。このような範囲にすることで融解温度を低下でき、溶融製膜に伴う熱分解を抑制でき好ましい。一方、この範囲から出ると弾性率が本発明の範囲外となり、好ましくない。
【0106】
これらのセルロースアシレートは1種類のみを用いてもよく、2種以上混合しても良い。また、セルロースアシレート以外の高分子成分を適宜混合したものでもよい。
次に、本発明のセルロースアシレートの製造方法について詳細に説明する。本発明のセルロースアシレートの、原料綿や合成方法については、発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)の7頁ないし12頁にも詳細に記載されている。
(原料および前処理)
セルロース原料としては、広葉樹パルプ、針葉樹パルプ、綿花リンター由来のものが好ましく用いられる。セルロース原料としては、α−セルロース含量が92質量%以上99.9質量%以下の高純度のものを用いることが好ましい。
【0107】
セルロース原料がフィルム状や塊状である場合は、あらかじめ解砕しておくことが好ましく、セルロースの形態はフラッフ状になるまで解砕が進行していることが好ましい。
(活性化)
セルロース原料はアシル化に先立って、活性化剤と接触させる処理(活性化)を行うことが好ましい。活性化剤としては、カルボン酸または水を用いることができるが、水を用いた場合には、活性化の後に酸無水物を過剰に添加して脱水を行ったり、水を置換するためにカルボン酸で洗浄したり、アシル化の条件を調節したりするといった工程を含むことが好ましい。活性化剤はいかなる温度に調節して添加してもよく、添加方法としては噴霧、滴下、浸漬などの方法から選択することができる。
【0108】
活性化剤として好ましいカルボン酸は、炭素数2以上7以下のカルボン酸(例えば、酢酸、プロピオン酸、酪酸、2−メチルプロピオン酸、吉草酸、3−メチル酪酸、2−メチル酪酸、2,2−ジメチルプロピオン酸(ピバル酸)、ヘキサン酸、2−メチル吉草酸、3−メチル吉草酸、4−メチル吉草酸、2,2−ジメチル酪酸、2,3−ジメチル酪酸、3,3−ジメチル酪酸、シクロペンタンカルボン酸、ヘプタン酸、シクロヘキサンカルボン酸、安息香酸など)であり、より好ましくは、酢酸、プロピオン酸、又は酪酸であり、特に好ましくは酢酸である。
【0109】
活性化の際は、必要に応じて更に硫酸などのアシル化の触媒を加えることもできる。しかし、硫酸のような強酸を添加すると、解重合が促進されることがあるため、その添加量はセルロースに対して0.1質量%〜10質量%程度に留めることが好ましい。また、2種類以上の活性化剤を併用したり、炭素数2以上7以下のカルボン酸の酸無水物を添加したりしてもよい。
【0110】
活性化剤の添加量は、セルロースに対して5質量%以上であることが好ましく、10質量%以上であることがより好ましく、30質量%以上であることが特に好ましい。活性化剤の量が該下限値以上であれば、セルロースの活性化の程度が低下するなどの不具合が生じないので好ましい。活性化剤の添加量の上限は生産性を低下させない限りにおいて特に制限はないが、セルロースに対して質量で100倍以下であることが好ましく、20倍以下であることがより好ましく、10倍以下であることが特に好ましい。活性化剤をセルロースに対して大過剰加えて活性化を行い、その後、ろ過、送風乾燥、加熱乾燥、減圧留去、溶媒置換などの操作を行って活性剤の量を減少させてもよい。
【0111】
活性化の時間は20分以上であることが好ましく、上限については生産性に影響を及ぼさない範囲であれば特に制限はないが、好ましくは72時間以下、更に好ましくは24時間以下、特に好ましくは12時間以下である。また、活性化の温度は0°C以上90°C以下が好ましく、15°C以上80°C以下が更に好ましく、20°C以上60°C以下が特に好ましい。セルロースの活性化の工程は加圧または減圧条件下で行うこともできる。また、加熱の手段として、マイクロ波や赤外線などの電磁波を用いてもよい。
【0112】
(アシル化)
本発明におけるセルロースアシレートを製造する方法においては、セルロースにカルボン酸の酸無水物を加え、ブレンステッド酸またはルイス酸を触媒として反応させることで、セルロースの水酸基をアシル化することが好ましい。
【0113】
セルロース混合アシレートを得る方法としては、アシル化剤として2種のカルボン酸無水物を混合または逐次添加により反応させる方法、2種のカルボン酸の混合酸無水物(例えば、酢酸・プロピオン酸混合酸無水物)を用いる方法、カルボン酸と別のカルボン酸の酸無水物(例えば、酢酸とプロピオン酸無水物)を原料として反応系内で混合酸無水物(例えば、酢酸・プロピオン酸混合酸無水物)を合成してセルロースと反応させる方法、置換度が3に満たないセルロースアシレートを一旦合成し、酸無水物や酸ハライドを用いて、残存する水酸基を更にアシル化する方法などを用いることができる。
【0114】
(酸無水物)
カルボン酸の酸無水物として、好ましくはカルボン酸としての炭素数が2以上7以下であり、例えば、無水酢酸、プロピオン酸無水物、酪酸無水物、2−メチルプロピオン酸無水物、吉草酸無水物、3−メチル酪酸無水物、2−メチル酪酸無水物、2,2−ジメチルプロピオン酸無水物(ピバル酸無水物)、ヘキサン酸無水物、2−メチル吉草酸無水物、3−メチル吉草酸無水物、4−メチル吉草酸無水物、2,2−ジメチル酪酸無水物、2,3−ジメチル酪酸無水物、3,3−ジメチル酪酸無水物、シクロペンタンカルボン酸無水物、ヘプタン酸無水物、シクロヘキサンカルボン酸無水物、安息香酸無水物などを挙げることができる。より好ましくは、無水酢酸、プロピオン酸無水物、酪酸無水物、吉草酸無水物、ヘキサン酸無水物、ヘプタン酸無水物などの無水物であり、特に好ましくは、無水酢酸、プロピオン酸無水物、酪酸無水物である。
【0115】
混合エステルを調製する目的で、これらの酸無水物を併用して使用することが好ましく行われる。その混合比は目的とする混合エステルの置換比に応じて決定することが好ましい。酸無水物は、セルロースに対して、通常は過剰当量添加する。すなわち、セルロースの水酸基に対して1.2〜50当量添加することが好ましく、1.5〜30当量添加することがより好ましく、2〜10当量添加することが特に好ましい。
【0116】
(触媒)
本発明におけるセルロースアシレートの製造に用いるアシル化の触媒には、ブレンステッド酸またはルイス酸を使用することが好ましい。ブレンステッド酸およびルイス酸の定義については、例えば、「理化学辞典」第五版(2000年)に記載されている。好ましいブレンステッド酸の例としては、硫酸、過塩素酸、リン酸、メタンスルホン酸、ベンゼンスルホン酸、p−トルエンスルホン酸などを挙げることができる。好ましいルイス酸の例としては、塩化亜鉛、塩化スズ、塩化アンチモン、塩化マグネシウムなどを挙げることができる。
【0117】
触媒としては、硫酸または過塩素酸がより好ましく、硫酸が特に好ましい。触媒の好ましい添加量は、セルロースに対して0.1〜30質量%であり、より好ましくは1〜15質量%であり、特に好ましくは3〜12質量%である。
【0118】
(溶媒)
アシル化を行う際には、粘度、反応速度、攪拌性、アシル置換比などを調整する目的で、溶媒を添加してもよい。このような溶媒としては、ジクロロメタン、クロロホルム、カルボン酸、アセトン、エチルメチルケトン、トルエン、ジメチルスルホキシド、スルホランなどを用いることもできるが、好ましくはカルボン酸であり、例えば、炭素数2以上7以下のカルボン酸{例えば、酢酸、プロピオン酸、酪酸、2−メチルプロピオン酸、吉草酸、3−メチル酪酸、2−メチル酪酸、2,2−ジメチルプロピオン酸(ピバル酸)、ヘキサン酸、2−メチル吉草酸、3−メチル吉草酸、4−メチル吉草酸、2,2−ジメチル酪酸、2,3−ジメチル酪酸、3,3−ジメチル酪酸、シクロペンタンカルボン酸}などを挙げることができる。更に好ましくは、酢酸、プロピオン酸、酪酸などを挙げることができる。これらの溶媒は混合して用いてもよい。
【0119】
(アシル化の条件)
アシル化を行う際には、酸無水物と触媒、さらに、必要に応じて溶媒を混合してからセルロースと混合してもよく、またこれらを別々に逐次セルロースと混合してもよいが、通常は、酸無水物と触媒との混合物、又は、酸無水物と触媒と溶媒との混合物をアシル化剤として調整してからセルロースと反応させることが好ましい。アシル化の際の反応熱による反応容器内の温度上昇を抑制するために、アシル化剤は予め冷却しておくことが好ましい。冷却温度としては、−50°C〜20°Cが好ましく、−35°C〜10°Cがより好ましく、−25°C〜5°Cが特に好ましい。アシル化剤は液状で添加しても、凍結させて結晶、フレーク、又はブロック状の固体として添加してもよい。
【0120】
アシル化剤はさらに、セルロースに対して一度に添加しても、分割して添加してもよい。また、アシル化剤に対してセルロースを一度に添加しても、分割して添加してもよい。アシル化剤を分割して添加する場合は、同一組成のアシル化剤を用いても、複数の組成の異なるアシル化剤を用いても良い。好ましい例として、1)酸無水物と溶媒の混合物をまず添加し、次いで、触媒を添加する、2)酸無水物、溶媒と触媒の一部の混合物をまず添加し、次いで、触媒の残りと溶媒の混合物を添加する、3)酸無水物と溶媒の混合物をまず添加し、次いで、触媒と溶媒の混合物を添加する、4)溶媒をまず添加し、酸無水物と触媒との混合物あるいは酸無水物と触媒と溶媒との混合物を添加する、などを挙げることができる。
【0121】
セルロースのアシル化は発熱反応であるが、本発明のセルロースアシレートを製造する方法においては、アシル化の際の最高到達温度が50°C以下であることが好ましい。反応温度がこの温度以下であれば、解重合が進行して本発明の用途に適した重合度のセルロースアシレートを得難くなるなどの不都合が生じないため好ましい。アシル化の際の最高到達温度は、好ましくは45°C以下であり、より好ましくは40°C以下であり、特に好ましくは35°C以下である。反応温度は温度調節装置を用いて制御しても、アシル化剤の初期温度で制御してもよい。反応容器を減圧して、反応系中の液体成分の気化熱で反応温度を制御することもできる。アシル化の際の発熱は反応初期が大きいため、反応初期には冷却し、その後は加熱するなどの制御を行うこともできる。アシル化の終点は、光線透過率、溶液粘度、反応系の温度変化、反応物の有機溶媒に対する溶解性、偏光顕微鏡観察などの手段により決定することができる。
【0122】
反応の最低温度は−50°C以上が好ましく、−30°C以上がより好ましく、−20°C以上が特に好ましい。好ましいアシル化時間は0.5時間以上24時間以下であり、1時間以上12時間以下がより好ましく、1.5時間以上6時間以下が特に好ましい。0.5時間以下では通常の反応条件では反応が十分に進行せず、24時間を越えると、工業的な製造のために好ましくない。
【0123】
(反応停止剤)
本発明に用いられるセルロースアシレートを製造する方法においては、アシル化反応の後に、反応停止剤を加えることが好ましい。
【0124】
反応停止剤としては、酸無水物を分解するものであればいかなるものでもよく、好ましい例として、水、アルコール(例えばエタノール、メタノール、プロパノール、イソプロピルアルコールなど)又はこれらを含有する組成物などを挙げることができる。また、反応停止剤には、後述の中和剤を含んでいても良い。反応停止剤の添加に際しては、反応装置の冷却能力を超える大きな発熱が生じて、セルロースアシレートの重合度を低下させる原因となったり、セルロースアシレートが望まない形態で沈殿したりする場合があるなどの不都合を避けるため、水やアルコールを直接添加するよりも、酢酸、プロピオン酸、酪酸等のカルボン酸と水との混合物を添加することが好ましく、カルボン酸としては酢酸が特に好ましい。カルボン酸と水の組成比は任意の割合で用いることができるが、水の含有量が5質量%〜80質量%、さらには10質量%〜60質量%、特には15質量%〜50質量%の範囲であることが好ましい。
【0125】
反応停止剤は、アシル化の反応容器に添加しても、反応停止剤の容器に反応物を添加してもよい。反応停止剤は3分〜3時間かけて添加することが好ましい。反応停止剤の添加時間が3分以上であれば、発熱が大きくなりすぎて重合度低下の原因となったり、酸無水物の加水分解が不十分になったり、セルロースアシレートの安定性を低下させたりするなどの不都合が生じないので好ましい。また反応停止剤の添加時間が3時間以下であれば、工業的な生産性の低下などの問題も生じないので好ましい。反応停止剤の添加時間として、好ましくは4分以上2時間以下であり、より好ましくは5分以上1時間以下であり、特に好ましくは10分以上45分以下である。反応停止剤を添加する際には反応容器を冷却しても冷却しなくてもよいが、解重合を抑制する目的から、反応容器を冷却して温度上昇を抑制することが好ましい。また、反応停止剤を冷却しておくことも好ましい。
【0126】
(中和剤)
アシル化の反応停止工程あるいはアシル化の反応停止工程後に、系内に残存している過剰の無水カルボン酸の加水分解、カルボン酸及びエステル化触媒の一部または全部の中和のために、中和剤(例えば、カルシウム、マグネシウム、鉄、アルミニウム又は亜鉛の炭酸塩、酢酸塩、水酸化物又は酸化物)またはその溶液を添加してもよい。中和剤の溶媒としては、水、アルコール(例えばエタノール、メタノール、プロパノール、イソプロピルアルコールなど)、カルボン酸(例えば、酢酸、プロピオン酸、酪酸など)、ケトン(例えば、アセトン、エチルメチルケトンなど)、ジメチルスルホキシドなどの極性溶媒、およびこれらの混合溶媒を好ましい例として挙げることができる。
【0127】
(部分加水分解)
このようにして得られたセルロースアシレートは、全置換度がほぼ3に近いものであるが、所望の置換度のものを得る目的で、少量の触媒(一般には、残存する硫酸などのアシル化触媒)と水との存在下で、20〜90°Cに数分〜数日間保つことによりエステル結合を部分的に加水分解し、セルロースアシレートのアシル置換度を所望の程度まで減少させること(いわゆる熟成)が一般的に行われる。部分加水分解の過程でセルロースの硫酸エステルも加水分解されることから、加水分解の条件を調節することにより、セルロースに結合した硫酸エステルの量を削減することができる。
【0128】
所望のセルロースアシレートが得られた時点で、系内に残存している触媒を、前記のような中和剤またはその溶液を用いて完全に中和し、部分加水分解を停止させることが好ましい。反応溶液に対して溶解性が低い塩を生成する中和剤(例えば、炭酸マグネシウム、酢酸マグネシウムなど)を添加することにより、溶液中あるいはセルロースに結合した触媒(例えば、硫酸エステル)を効果的に除去することも好ましい。
【0129】
(ろ過)
セルロースアシレート中の未反応物、難溶解性塩、その他の異物などを除去または削減する目的として、反応混合物(ドープ)のろ過を行うことが好ましい。ろ過は、アシル化の完了から再沈殿までの間のいかなる工程において行ってもよい。ろ過圧や取り扱い性の制御の目的から、ろ過に先立って適切な溶媒で希釈することも好ましい。
【0130】
(再沈殿)
このようにして得られたセルロースアシレート溶液を、水もしくはカルボン酸(例えば、酢酸、プロピオン酸など)水溶液のような貧溶媒中に混合するか、セルロースアシレート溶液中に、貧溶媒を混合することにより、セルロースアシレートを再沈殿させ、洗浄及び安定化処理により目的のセルロースアシレートを得ることができる。再沈殿は連続的に行っても、一定量ずつバッチ式で行ってもよい。セルロースアシレート溶液の濃度および貧溶媒の組成をセルロースアシレートの置換様式あるいは重合度により調整することで、再沈殿したセルロースアシレートの形態や分子量分布を制御することも好ましい。
【0131】
(洗浄)
生成したセルロースアシレートは洗浄処理することが好ましい。洗浄溶媒はセルロースアシレートの溶解性が低く、かつ、不純物を除去することができるものであればいかなるものでも良いが、通常は水または温水が用いられる。洗浄水の温度は、好ましくは25°Cないし100°Cであり、更に好ましくは30°Cないし90°Cであり、特に好ましくは40°Cないし80°Cである。洗浄処理はろ過と洗浄液の交換を繰り返すいわゆるバッチ式で行っても、連続洗浄装置を用いて行ってもよい。再沈殿および洗浄の工程で発生した廃液を再沈殿工程の貧溶媒として再利用したり、蒸留などの手段によりカルボン酸などの溶媒を回収して再利用することも好ましい。
【0132】
洗浄の進行はいかなる手段で追跡を行ってよいが、水素イオン濃度、イオンクロマトグラフィー、電気伝導度、ICP、元素分析、原子吸光スペクトルなどの方法を好ましい例として挙げることができる。
【0133】
このような処理により、セルロースアシレート中の触媒(硫酸、過塩素酸、トリフルオロ酢酸、p−トルエンスルホン酸、メタンスルホン酸、塩化亜鉛など)、中和剤(例えば、カルシウム、マグネシウム、鉄、アルミニウム又は亜鉛の炭酸塩、酢酸塩、水酸化物又は酸化物など)、中和剤と触媒との反応物、カルボン酸(酢酸、プロピオン酸、酪酸など)、中和剤とカルボン酸との反応物などを除去することができ、このことはセルロースアシレートの安定性を高めるために有効である。
【0134】
(安定化)
温水処理による洗浄後のセルロースアシレートは、安定性を更に向上させたり、カルボン酸臭を低下させるために、弱アルカリ(例えば、ナトリウム、カリウム、カルシウム、マグネシウム、アルミニウムなどの炭酸塩、炭酸水素塩、水酸化物、酸化物など)の水溶液などで処理することも好ましい。
【0135】
残存不純物の量は、洗浄液の量、洗浄の温度、時間、攪拌方法、洗浄容器の形態、安定化剤の組成や濃度により制御できる。本発明においては、残留硫酸根量(硫黄原子の含有量として)が0〜500ppmになるようにアシル化、部分加水分解および洗浄の条件を設定する。
【0136】
(乾燥)
本発明においてセルロースアシレートの含水率を好ましい量に調整するためには、セルロースアシレートを乾燥することが好ましい。乾燥の方法については、目的とする含水率が得られるのであれば特に限定されないが、加熱、送風、減圧、攪拌などの手段を単独または組み合わせで用いることで効率的に行うことが好ましい。乾燥温度として好ましくは0〜200°Cであり、さらに好ましくは40〜180°Cであり、特に好ましくは50〜160°Cである。本発明のセルロースアシレートは、その含水率が2質量%以下であることが好ましく、1質量%以下であることが更に好ましく、0.7質量%以下であることが特には好ましい。
【0137】
(形態)
本発明のセルロースアシレートは粒子状、粉末状、繊維状、塊状など種々の形状を取ることができるが、フィルム製造の原料としては粒子状または粉末状であることが好ましいことから、乾燥後のセルロースアシレートは、粒径の均一化や取り扱い性の改善のために、粉砕や篩がけを行っても良い。セルロースアシレートが粒子状であるとき、使用する粒子の90質量%以上は、0.5〜5mmの粒子径を有することが好ましい。また、使用する粒子の50質量%以上が1〜4mmの粒子径を有することが好ましい。セルロースアシレート粒子は、なるべく球形に近い形状を有することが好ましい。また、本発明のセルロースアシレート粒子は、見かけ密度が好ましくは0.5ないし1.3、更に好ましくは0.7ないし1.2、特に好ましくは0.8ないし1.15である。見かけ密度の測定法に関しては、JIS K−7365に規定されている。
【0138】
本発明のセルロースアシレート粒子は安息角が10ないし70度であることが好ましく、15ないし60度であることが更に好ましく、20ないし50度であることが特に好ましい。
【0139】
(重合度)
本発明で好ましく用いられるセルロースアシレートの重合度は、平均重合度100〜300、好ましくは120〜250、更に好ましくは130〜200である。平均重合度は、宇田らの極限粘度法(宇田和夫、斉藤秀夫、繊維学会誌、第18巻第1号、105〜120頁、1962年)、ゲル浸透クロマトグラフィー (GPC)による分子量分布測定などの方法により測定できる。更に特開平9−95538に詳細に記載されている。
【0140】
本発明においては、セルロースアシレートのGPCによる重量平均重合度/数平均重合度が1.6ないし3.6であることが好ましく、1.7ないし3.3であることが更に好ましく、1.8ないし3.2であることが特に好ましい。
【0141】
これらのセルロースアシレートは1種類のみを用いてもよく、2種以上混合しても良い。また、セルロースアシレート以外の高分子成分を適宜混合したものでもよい。混合される高分子成分はセルロースエステルと相溶性に優れるものが好ましく、フィルムにしたときの透過率が80%以上、更に好ましくは90%以上、更に好ましくは92%以上である。
【0142】
[セルロースアシレート合成例]
以下に本発明に使用されるセルロースアシレートの合成例について、さらに詳細に説明するが、本発明はこれらに限定されるものではない。
【0143】
合成例1(セルロースアセテートプロピオネートの合成)
セルロース(広葉樹パルプ)150g、酢酸75gを、反応容器である還流装置を付けた5Lセパラブルフラスコに取り、60°Cに調節したオイルバスにて加熱しながら、2時間激しく攪拌した。このような前処理を行ったセルロースは膨潤、解砕されて、フラッフ状を呈した。反応容器を2°Cの氷水浴に30分間置き冷却した。
【0144】
別途、アシル化剤としてプロピオン酸無水物1545g、硫酸10.5gの混合物を作製し、−30°Cに冷却した後に、上記の前処理を行ったセルロースを収容する反応容器に一度に加えた。30分経過後、外設温度を徐々に上昇させ、アシル化剤の添加から2時間経過後に内温が25°Cになるように調節した。反応容器を5°Cの氷水浴にて冷却し、アシル化剤の添加から0.5時間後に内温が10°C、2時間後に内温が23°Cになるように調節し、内温を23°Cに保ってさらに3時間攪拌した。反応容器を5°Cの氷水浴にて冷却し、5°Cに冷却した25質量%含水酢酸120gを1時間かけて添加した。内温を40°Cに上昇させ、1.5時間攪拌した。次いで反応容器に、50質量%含水酢酸に酢酸マグネシウム4水和物を硫酸の2倍モル溶解した溶液を添加し、30分間攪拌した。25質量%含水酢酸1L、33質量%含水酢酸500mL、50質量%含水酢酸1L、水1Lをこの順に加え、セルロースアセテートプロピオネートを沈殿させた。得られたセルロースアセテートプロピオネートの沈殿は温水にて洗浄を行った。このときの洗浄条件を変化させることで、残硫酸根量を変化させたセルロースアセテートプロピオネートを得た。洗浄後、20°Cの0.005質量%水酸化カルシウム水溶液中で0.5時間攪拌し、洗浄液のpHが7になるまで、さらに水で洗浄を行った後、70°Cで真空乾燥させた。
【0145】
1H−NMR及び、GPC測定によれば、得られたセルロースアセテートプロピオネートは、アセチル化度0.30、プロピオニル化度2.63、重合度320であった。硫酸根の含有量は、ASTM D−817−96により測定した。
合成例2(セルロースアセテートブチレートの合成)
セルロース(広葉樹パルプ)100g、酢酸135gを、反応容器である還流装置を付けた5Lセパラブルフラスコに取り、60°Cに調節したオイルバスにて加熱しながら、1時間放置した。その後、60°Cに調節したオイルバスにて加熱しながら、1時間激しく攪拌した。このような前処理を行ったセルロースは膨潤、解砕されて、フラッフ状を呈した。反応容器を5°Cの氷水浴に1時間置き、セルロースを十分に冷却した。
【0146】
別途、アシル化剤として酪酸無水物1080g、硫酸10.0gの混合物を作製し、−20°Cに冷却した後に、前処理を行ったセルロースを収容する反応容器に一度に加えた。30分経過後、外設温度を20°Cまで上昇させ、5時間反応させた。反応容器を5°Cの氷水浴にて冷却し、約5°Cに冷却した12.5質量%含水酢酸2400gを1時間かけて添加した。内温を30°Cに上昇させ、1時間攪拌した。次いで反応容器に、酢酸マグネシウム4水和物の50質量%水溶液を100g添加し、30分間攪拌した。酢酸1000g、50質量%含水酢酸2500gを徐々に加え、セルロースアセテートブチレートを沈殿させた。得られたセルロースアセテートブチレートの沈殿は温水にて洗浄を行った。このときの洗浄条件を変化させることで、残硫酸根量を変化させたセルロースアセテートブチレートを得た。洗浄後、0.005質量%水酸化カルシウム水溶液中で0.5時間攪拌し、さらに、洗浄液のpHが7になるまで水で洗浄を行った後、70°Cで乾燥させた。得られたセルロースアセテートブチレートはアセチル化度0.84、ブチリル化度2.12、重合度268であった。
【0147】
(4)その他の添加剤
(i)マット剤
マット剤として微粒子を加えることが好ましい。本発明に使用される微粒子としては、二酸化珪素、二酸化チタン、酸化アルミニウム、酸化ジルコニウム、炭酸カルシウム、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成珪酸カルシウム、水和ケイ酸カルシウム、ケイ酸アルミニウム、ケイ酸マグネシウム及びリン酸カルシウムを挙げることができる。微粒子はケイ素を含むものが濁度を低くでき好ましく、特に二酸化珪素が好ましい。二酸化珪素の微粒子は、1次平均粒子径が20nm以下であり、かつ見かけ比重が70g/リットル以上であるものが好ましい。1次粒子の平均径が5〜16nmと小さいものがフィルムのヘイズを下げることができより好ましい。見かけ比重は90〜200g/リットル以上が好ましく、100〜200g/リットル以上がさらに好ましい。見かけ比重が大きい程、高濃度の分散液を作ることが可能になり、ヘイズ、凝集物が良化するため好ましい。
【0148】
これらの微粒子は、通常平均粒子径が0.1〜3.0μmの2次粒子を形成し、これらの微粒子はフィルム中では、1次粒子の凝集体として存在し、フィルム表面に0.1〜3.0μmの凹凸を形成させる。2次平均粒子径は0.2μm以上1.5μm以下が好ましく、0.4μm以上1.2μm以下がさらに好ましく、0.6μm以上1.1μm以下が最も好ましい。1次、2次粒子径はフィルム中の粒子を走査型電子顕微鏡で観察し、粒子に外接する円の直径をもって粒径とした。また、場所を変えて粒子200個を観察し、その平均値をもって平均粒子径とした。
【0149】
二酸化珪素の微粒子は、例えば、アエロジルR972、R972V、R974、R812、200、200V、300、R202、OX50、TT600(以上日本アエロジル(株)製)などの市販品を使用することができる。酸化ジルコニウムの微粒子は、例えば、アエロジルR976及びR811(以上日本アエロジル(株)製)の商品名で市販されており、使用することができる。
【0150】
これらの中でアエロジル200V、アエロジルR972Vが1次平均粒子径が20nm以下であり、かつ見かけ比重が70g/リットル以上である二酸化珪素の微粒子であり、光学フィルムの濁度を低く保ちながら、摩擦係数をさげる効果が大きいため特に好ましい。
【0151】
(ii)その他添加剤
上記以外に種々の添加剤、例えば紫外線防止剤(例えば、ヒドロキシベンゾフェノン系化合物、ベンゾトリアゾール系化合物、サリチル酸エステル系化合物、シアノアクリレート系化合物等)、赤外線吸収剤、光学調整剤、界面活性剤および臭気トラップ剤(アミン等)など)を加えることができる。これらの詳細は、発明協会公開技法公技番号2001−1745号(2001年3月15日発行、発明協会),p.17−22に詳細に記載されている素材が好ましく用いられる。
【0152】
赤外吸収染料としては例えば特開平2001−194522号公報のものが使用でき、紫外線吸収剤としては例えば特開平2001−151901号公報に記載のものが使用でき、それぞれセルロースアシレートに対して0.001〜5質量%含有させることが好ましい。
【0153】
光学調整剤としてはレターデーション調整剤を挙げることができ、例えば特開2001−166144、特開2003−344655、特開2003−248117、特開2003−66230記載のものを使用することができ、これにより面内のレターデーション(Re),厚み方向のレターデーション(Rth)を制御できる。好ましい添加量は0〜10wt%であり、より好ましくは0〜8wt%、さらに好ましくは0〜6wt%である。
【0154】
(5)セルロースアシレート混合物の物性
上記のセルロースアシレート混合物(セルロースアシレート、可塑剤、安定剤、その他の添加剤を混合したもの)は、以下の物性を満たすことが好ましい。
【0155】
(i)重量減
本発明の熱可塑性セルロースアセテートプロピオネート組成物は、220°Cにおける加熱減量率が5重量%以下である。ここで、加熱減量率とは窒素ガス雰囲気下において室温から10°C/分の昇温度速度で試料を昇温した時の、220°Cにおける重量減少率をいう。上記セルロースアシレート混合物にすることで、加熱減量率を5重量%以下にすることができる。より好ましくは3重量%以下、さらに好ましくは1重量%以下である。このようにすることにより、製膜中に発生する故障(気泡の発生)を抑制できる。
【0156】
(ii)溶融粘度
本発明の熱可塑性セルロースアセテートプロピオネート組成物は、220°C、1sec-1 における溶融粘度が100〜1000Pa・secが好ましく、より好ましくは200〜800Pa・sec、さらに好ましくは300〜700Pa・secである。このような高めの溶融粘度にすることで、ダイ出口の張力で伸びる(延伸される)ことがなく、延伸配向に起因する光学異方性(レターデーション)の増加を防止できる。
このような粘度の調整はどのような手法で達成しても良いが、例えばセルロースアシレートの重合度や可塑剤等の添加剤の量により達成できる。
【0157】
(6)ペレット化
上記セルロースアシレートと添加物は溶融製膜に先立ち混合しペレット化するのが好ましい。
【0158】
ペレット化を行うにあたりセルロースアシレートおよび添加物は事前に乾燥を行うことが好ましいが、ベント式押出機を用いることで、これを代用することも出来る。乾燥を行う場合は、乾燥方法として、加熱炉内にて90°Cで8時間以上加熱する方法等を用いることが出来るが、この限りではない。ペレット化は上記セルロースアシレートと添加物を2軸混練押出機を用い150°C以上250°C以下で溶融後、ヌードル状に押出したものを水中で固化し裁断することで作成することができる。また、押出機による溶融後水中に口金より直接押出ながらカットする、アンダーウオーターカット法等によりペレット化を行ってもかまわない。
【0159】
押出機は十分な、溶融混練が得られる限り、任意の公知の単軸スクリュー押出機、非かみ合い型異方向回転二軸スクリュー押出機、かみ合い型異方向回転二軸スクリュー押出機、かみ合い型同方向回転二軸スクリュー押出機などを用いることができる。
【0160】
好ましいペレットの大きさは断面積が1mm2 以上300mm2 以下、長さが1mm以上30mm以下がこのましく、より好ましくは断面積が2mm2 以上100mm2 以下、長さが1.5mm以上10mm以下である。
【0161】
またペレット化を行う時に、上記添加物は押出機の途中にある原料投入口やベント口から投入する異も出来る。
【0162】
押出機の回転数は10rpm以上1000rpm以下が好ましく、より好ましくは、20rpm以上700rpm以下、さらにより好ましくは30rpm以上500rpm以下である。これより、回転速度が遅くなると滞留時間が長くなり、熱劣化により分子量が低下したり、黄色味が悪化しやすくなる為、好ましくない。また回転速度が速すぎると剪断により分子の切断がおきやすくなり、分子量低下を招いたり、架橋ゲルの発生は増加するなどの問題が生じやすくなる。
【0163】
ペレット化における押出滞留時間は10秒以上、30分以内、より好ましくは、15秒以上10分以内、さらに好ましくは30秒以上3分以内である。十分に溶融が出来れば、滞留時間は短い方が、樹脂劣化、黄色み発生を抑えることが出来る点で好ましい。
【0164】
(7)溶融製膜
(i)乾燥
上述の方法でペレット化したものを用いるのが好ましく、溶融製膜に先立ちペレット中の水分を減少させることが好ましい。
【0165】
本発明においてセルロースアシレートの含水率を好ましい量に調整するためには、セルロースアシレートを乾燥することが好ましい。乾燥の方法については、除湿風乾燥機を用いて乾燥する事が多いが、目的とする含水率が得られるのであれば特に限定されない(加熱、送風、減圧、攪拌などの手段を単独または組み合わせで用いることで効率的に行うことが好ましい、更に好ましくは、乾燥ホッパ−を断熱構造にする事が好ましい)。乾燥温度として好ましくは0〜200°Cであり、さらに好ましくは40〜180°Cであり、特に好ましくは60〜150°Cである。乾燥温度が低過ぎると乾燥に時間がかかるだけでなく、含有水分率が目標値以下にならず好ましくない。一方、乾燥温度が高過ぎると樹脂が粘着してブロッキングして好ましくない。乾燥風量として好ましくは20〜400m3 /時間で有り、更に好ましくは50〜300m3 /時間、特に好ましくは100〜250m3 /時間である。乾燥風量が少ないと乾燥効率が悪く好ましくない。一方、風量を多くしても一定量以上あれば乾燥効果の更なる向上は小さく経済的でない。エアーの露点として、好ましくは0〜−60°Cで有り、更に好ましくは−10〜−50°C、特に好ましくは−20〜−40°Cである。乾燥時間は少なくとも15分以上必要で有り、さらに好ましくは、1時間以上、特に好ましくは2時間以上である。一方、50時間を超えて乾燥させても更なる水分率の低減効果は少なく、樹脂の熱劣化の懸念が発生するため乾燥時間を不必要に長くすることは好ましくない。本発明のセルロースアシレートは、その含水率が1.0質量%以下であることが好ましく、0.1質量%以下であることが更に好ましく、0.01質量%以下であることが特に好ましい。
【0166】
(ii)溶融押出し
上述したセルロースアシレート樹脂は押出機(上記ペレット化の押出機とは別)の供給口を介してシリンダー内に供給される。シリンダー内は供給口側から順に、供給口から供給したセルロースアシレート樹脂を定量輸送する供給部(領域A)とセルロースアシレート樹脂を溶融混練・圧縮する圧縮部(領域B)と溶融混練・圧縮されたセルロースアシレート樹脂を計量する計量部(領域C)とで構成される。樹脂は上述の方法により水分量を低減させるために、乾燥することが好ましいが、残存する酸素による溶融樹脂の酸化を防止するために、押出機内を不活性(窒素等)気流中、あるいはベント付き押出し機を用い真空排気しながら実施するのがより好ましい。押出機のスクリュー圧縮比は2.5〜4.5に設定され、L/Dは20〜70に設定されている。ここでスクリュー圧縮比とは供給部Aと計量部Cとの容積比、即ち供給部Aの単位長さあたりの容積÷計量部Cの単位長さあたりの容積で表され、供給部Aのスクリュー軸の外径d1、計量部Cのスクリュー軸の外径d2、供給部Aの溝部径a1、及び計量部Cの溝部径a2とを使用して算出される。また、L/Dとはシリンダー内径に対するシリンダー長さの比である。また、押出温度は190〜240°Cに設定される。押出機内での温度が240°Cを超える場合には、押出機とダイとの間に冷却機を設ける様にすると良い。
【0167】
スクリュー圧縮比が2.5を下回って小さ過ぎると、十分に溶融混練されず、未溶解部分が発生したり、せん断発熱が小さ過ぎて結晶の融解が不十分となり、製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなり、さらに、気泡が混入し易くなる。これにより、セルロースアシレートフィルムの強度が低下したり、あるいはフィルムを延伸する場合に、残存した結晶が延伸性を阻害し、配向を十分に上げることが出来なくなる。 逆に、スクリュー圧縮比が4.5を上回って大き過ぎると、せん断応力がかかり過ぎて発熱により樹脂が劣化し易くなるので、製造後のセルロースアシレートフィルムに黄色味が出易くなる。また、せん断応力がかかり過ぎると分子の切断が起こり分子量が低下してフィルムの機械的強度が低下する。したがって、製造後のセルロースアシレートフィルムに黄色味が出にくく且つフィルム強度が強く更に延伸破断しにくくするためには、スクリュー圧縮比は2.5〜4.5の範囲が良く、より好ましくは2.8〜4.2、特に好ましいのは3.0〜4.0の範囲である。
【0168】
又、L/Dが20を下回って小さ過ぎると、溶融不足や混練不足となり、圧縮比が小さい場合と同様に製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなる。逆に、L/Dが70を上回って大き過ぎると、押出機内でのセルロースアシレート樹脂の滞留時間が長くなり過ぎ、樹脂の劣化を引き起こし易くなる。又、滞留時間が長くなると分子の切断が起こったり分子量が低下してセルロースアシレートフィルムの機械的強度が低下する。したがって、製造後のセルロースアシレートフィルムに黄色味が出にくく且つフィルム強度が強く更に延伸破断しにくくするためには、L/Dは20〜70の範囲が好ましく、より好ましくは22〜65の範囲、特に好ましくは24〜50の範囲である。
又、押出温度は上述の温度範囲にすることが好ましい。このようにして得たセルロースアシレートフィルムは、ヘイズが2.0%以下、イエローインデックス(YI値)が10以下である特性値を有している。
【0169】
ここで、ヘイズは押出温度が低過ぎないかの指標、換言すると製造後のセルロースアシレートフィルムに残存する結晶の多少を知る指標になり、ヘイズが2.0%を超えると、製造後のセルロースアシレートフィルムの強度低下と延伸時の破断が発生し易くなる。また、イエローインデックス(YI値)は押出温度が高過ぎないかを知る指標となり、イエローインデックス(YI値)が10以下であれば、黄色味の点で問題無い。
【0170】
押し出し機の種類として、一般的には設備コストの比較的安い単軸押し出し機が用いられることが多く、フルフライト、マドック、ダルメージ等のスクリュータイプがあるが、熱安定性の比較的悪いセルロースアシレート樹脂には、フルフライトタイプが好ましい。また、設備コストは効果であるが、スクリューセグメントを変更することにより、途中でベント口を設けて不要な揮発成分を脱揮させながら押出が出来る二軸押出機を用いることが可能である、二軸押し出し機には大きく分類して同方向と異方向のタイプがありどちらも用いることが可能であるが、滞留部分が発生し難くセルフクリーニング性能の高い同方向回転のタイプが好ましい。二軸押出機は設備が効果であるが、混練性が高く、樹脂の供給性能が高いため、低温での押出が可能となるため、セルロースアセテート樹脂の製膜に適している。ベント口を適正に配置することにより、未乾燥状態でのセルロールアシレートペレットやパウダーをそのまま使用することも可能である。又、製膜途中で出たフィルムのミミ等も乾燥させることなしにそのまま再利用することも出来る。
【0171】
なお、好ましいスクリューの直径は目標とする単位時間あたりの押出量によってことなるが、10mm以上300mm以下、より好ましくは20mm以上250mm以下、更に好ましくは30mm以上150mm以下である。
【0172】
(iii)濾過
樹脂中の異物濾過のためや異物によるギアポンプ損傷を避けるため押出機出口にフィルター濾材を設けるいわゆるブレーカープレート式の濾過を行うことが好ましい。またさらに精度高く異物濾過をするために、ギアポンプ通過後にいわゆるリーフ型ディスクフィルターを組み込んだ濾過装置を設けることが好ましい。濾過は、濾過部を1カ所設けて行うことができ、また複数カ所設けて行う多段濾過でも良い。フィルター濾材の濾過精度は高い方が好ましいが、濾材の耐圧や濾材の目詰まりによる濾圧上昇から、濾過精度は15μm〜3μmが好ましく更に好ましくは10μm〜3μmである。特に最終的に異物濾過を行うリーフ型ディスクフィルター装置を使用する場合では品質の上で濾過精度の高い濾材を使用することが好ましく、耐圧,フィルターライフの適性を確保するために装填枚数にて調整することが可能である。濾材の種類は、高温高圧下で使用される点から鉄鋼材料を用いることが好ましく、鉄鋼材料の中でも特にステンレス鋼,スチールなどを用いることが好ましく、腐食の点から特にステンレス鋼を用いることが望ましい。濾材の構成としては、線材を編んだものの他に、例えば金属長繊維あるいは金属粉末を焼結し形成する焼結濾材が使用でき、濾過精度,フィルターライフの点から焼結濾材が好ましい。
【0173】
(iv)ギアポンプ
厚み精度を向上させるためには、吐出量の変動を減少させることが重要であり、押出機とダイスの間にギアポンプを設けて、ギアポンプから一定量のセルロースアシレート樹脂を供給することは効果がある。ギアポンプとは、ドライブギアとドリブンギアとからなる一対のギアが互いに噛み合った状態で収容され、ドライブギアを駆動して両ギアを噛み合い回転させることにより、ハウジングに形成された吸引口から溶融状態の樹脂をキャビティ内に吸引し、同じくハウジングに形成された吐出口からその樹脂を一定量吐出するものである。押出機先端部分の樹脂圧力が若干の変動があっても、ギアポンプを用いることにより変動を吸収し、製膜装置下流の樹脂圧力の変動は非常に小さなものとなり、厚み変動が改善される。ギアポンプを用いることにより、ダイ部分の樹脂圧力の変動巾を±1%以内にすることが可能である。
【0174】
ギアポンプによる定量供給性能を向上させるために、スクリューの回転数を変化させて、ギアポンプ前の圧力を一定に制御する方法も用いることが出来る。又、ギアポンプのギアの変動を解消した3枚以上のギアを用いた高精度ギアポンプも有効である。
【0175】
ギアポンプを用いるその他のメリットとしては、スクリュー先端部の圧力を下げて製膜できることから、エネルギー消費の軽減・樹脂温上昇の防止・輸送効率の向上・押出機内での滞留時間の短縮・押出機のL/Dを短縮が期待できる。又、異物除去のために、フィルターを用いる場合には、ギアポンプが無いと、ろ圧の上昇と共に、スクリューから供給される樹脂量が変動したりすることがあるが、ギアポンプを組み合わせて用いることにより解消が可能である。一方、ギアポンプのデメリットとしては、設備の選定方法によっては、設備の長さが長くなり、樹脂の滞留時間が長くなることと、ギアポンプ部のせん断応力によって分子鎖の切断を引き起こすことがあり、注意が必要である。
【0176】
樹脂が供給口から押出機に入ってからダイスから出るまでの樹脂の好ましい滞留時間は2分以上60分以下であり、より好ましくは3分以上40分以下であり、さらに好ましくは4分以上30分以下である。
【0177】
ギアポンプの軸受循環用ポリマーの流れが悪くなることにより、駆動部と軸受部におけるポリマーによるシールが悪くなり、計量及び送液押し出し圧力の変動が大きくなったりする問題が発生するため、セルロースアシレート樹脂の溶融粘度に合わせたギアポンプの設計(特にクリアランス)が必要である。また、場合によっては、ギアポンプの滞留部分がセルロースアシレート樹脂の劣化の原因となるため、滞留の出来るだけ少ない構造が好ましい。押出機とギアポンプあるいはギアポンプとダイ等をつなぐポリマー管やアダプタについても、出来るだけ滞留の少ない設計が必要であり、且つ溶融粘度の温度依存性の高いセルロースアシレート樹脂の押出圧力安定化のためには、温度の変動を出来るだけ小さくすることが好ましい。一般的には、ポリマー管の加熱には設備コストの安価なバンドヒーターが用いられることが多いが、温度変動のより少ないアルミ鋳込みヒーターを用いることがより好ましい。さらに上述のように押出機の吐出圧力を安定化させるために、押出機のバレルを3以上20以下に分割したヒーターで加熱し溶融することが好ましい。
【0178】
(v)ダイ
上記の如く構成された押出機によってセルロースアシレート樹脂が溶融され、必要に応じ濾過機、ギアポンプを経由して溶融樹脂がダイに連続的に送られる。ダイはダイス内の溶融樹脂の滞留が少ない設計であれば、一般的に用いられるTダイ、フィッシュテールダイ、ハンガーコートダイの何れのタイプでも構わない。又、Tダイの直前に樹脂温度の均一性アップのためのスタティックミキサーを入れることも問題ない。Tダイ出口部分のクリアランスは一般的にフィルム厚みの1.0〜5.0倍が良く、好ましくは1.2〜3倍、更に好ましくは1.3〜2倍である。リップクリアランスがフィルム厚みの1.0倍未満の場合には製膜により面状の良好なシートを得ることが困難である。また、リップクリアランスがフィルム厚みの5.0倍を超えて大きい場合にはシートの厚み精度が低下するため好ましくない。ダイはフィルムの厚み精度を決定する非常に重要な設備であり、厚み調整がシビアにコントロール出来るものが好ましい。通常厚み調整は40〜50mm間隔で調整可能であるが、好ましくは35mm間隔以下、更に好ましくは25mm間隔以下でフィルム厚み調整が可能なタイプが好ましい。また、セルロールアシレート樹脂は、溶融粘度の温度依存性、せん断速度依存性が高いことから、ダイの温度ムラや巾方向の流速ムラの出来るだけ少ない設計が重要である。また、下流のフィルム厚みを計測して、厚み偏差を計算し、その結果をダイの厚み調整にフィードバックさせる自動厚み調整ダイも長期連続生産における厚み変動の低減に有効である。
【0179】
フィルムの製造は設備コストの安い単層製膜装置が一般的に用いられるが、場合によっては機能層を外層に設けために多層製膜装置を用いて2種以上の構造を有するフィルムの製造も可能である。一般的には機能層を表層に薄く積層することが好ましいが、特に層比を限定するものではない。
【0180】
(vi)キャスト
上記方法にて、ダイよりシート上に押し出された溶融樹脂を冷却ドラム上で冷却固化し、フィルムを得る。この時、静電印加法、エアナイフ法、エアーチャンバー法、バキュームノズル法、タッチロール法等の方法を用い、冷却ドラムと溶融押出ししたシートの密着を上げることが好ましい。このような密着向上法は、溶融押出しシートの全面に実施してもよく、一部に実施しても良い。特にエッジピニングと呼ばれる、フイルムの両端部にのみを密着させる方法が取られることも多いが、これに限定される物ではない。
【0181】
冷却ドラムは複数本用い、徐冷する方法がより好ましい、特に一般的には3本の冷却ドラムを用いることが比較的よく行われているが、この限りではない。冷却ドラムの直径は100mm以上1000mm以下が好ましく、よりに好ましくは150mm以上1000mm以下である。複数本ある冷却ドラムの間隔は、面間で1mm以上50mm以下が好ましく、より好ましくは1mm以上30mm以下である。
【0182】
冷却ドラムは60°C以上160°C以下が好ましく、より好ましくは70°C以上150°C以下、さらに好ましくは80°C以上140°C以下である。この後、冷却ドラムから剥ぎ取り、引取ローラ(ニップロール)を経た後巻き取る。巻き取り速度は10m/分以上100m/分以下が好ましく、より好ましくは15m/分以上80m/分以下、さらに好ましくは20m/分以上70m/分以下である。
製膜幅は0.7m以上5m以下、さらに好ましくは1m以上4m以下、さらに好ましくは1.3m以上3m以下が好ましい。このようにして得られた未延伸フィルムの厚みは30μm以上400μm以下が好ましく、より好ましくは40μm以上300μm以下、さらに好ましくは50μm以上200μm以下である。
【0183】
また、いわゆるタッチロール法を用いる場合、タッチロール表面は、ゴム、テフロン等の樹脂でもよく、金属ロールでも良い。さらに、金属ロールの厚みを薄くすることでタッチしたときの圧力によりロール表面が若干くぼみ、圧着面積が広くなりフレキシブルロールと呼ばれる様なロールを用いることも可能である。
【0184】
タッチロール温度は60°C以上160°C以下が好ましく、より好ましくは70°C以上150°C以下、さらに好ましくは80°C以上140°C以下である。
【0185】
(vii)巻き取り
このようにして得たシートは両端をトリミングし、巻き取ることが好ましい。トリミングされた部分は、粉砕処理された後、或いは必要に応じて造粒処理や解重合・再重合等の処理を行った後、同じ品種のフィルム用原料として又は異なる品種のフィルム用原料として再利用してもよい。トリミングカッターはロータリーカッター、シャー刃、ナイフ等の何れのタイプの物を用いても構わない。材質についても、炭素鋼、ステンレス鋼何れを用いても構わない。一般的には、超硬刃、セラミック刃を用いると刃物の寿命が長く、また切り粉の発生が抑えられて好ましい。
【0186】
また、巻き取り前に、少なくとも片面にラミフィルムを付けることも、傷防止の観点から好ましい。好ましい巻き取り張力は1kg/m幅以上50kg/幅以下、より好ましくは2kg/m幅以上40kg/幅以下、更に好ましくは3kg/m幅以上20kg/幅以下である。巻き取り張力が1kg/m幅より小さい場合には、フィルムを均一に巻き取ることが困難である。逆に、巻き取り張力が50kg/幅を超える場合には、フィルムが堅巻きになってしまい、巻き外観が悪化するのみでなく、フィルムのコブの部分がクリープ現象により延びてフィルムの波うちの原因になったり、あるいはフィルムの伸びによる残留複屈折が生じるため好ましくない。巻き取り張力は、ラインの途中のテンションコントロールにより検知し、一定の巻き取り張力になるようにコントロールされながら巻き取ることが好ましい。製膜ラインの場所により、フィルム温度に差がある場合には熱膨張により、フィルムの長さが僅かに異なる場合があるため、ニップロール間のドロー比率を調整し、ライン途中でフィルムに規定以上の張力がかからない様にすることが必要である。
【0187】
巻き取り張力はテンションコントロールの制御により、一定張力で巻き取ることもできるが、巻き取った直径に応じてテーパーをつけ、適正な巻取り張力にすることがより好ましい。一般的には巻き径が大きくなるにつれて張力を少しずつ小さくするが、場合によっては、巻き径が大きくなるにしたがって張力を大きくする方が好ましい場合もある。
【0188】
尚、上記巻き取り方法については一般的なものであり、本発明の熱処理をオフラインで行う場合である。オンラインで本発明の熱処理を行なう場合には、前述の通り制御しなければならない。
【0189】
(viii)未延伸セルロースアシレートフィルムの物性
このようにして得た未延伸セルロースアシレートフィルムはRe=0〜20nm,Rth=0〜80nmが好ましく、より好ましくはRe=0〜15nm,Rth=0〜70nm、さらに好ましくはRe=0〜10nm,Rth=0〜60nmである。Re、Rthは各々面内のリターデーションおよび厚さ方向のリターデーションを表す。ReはKOBRA 21ADH(王子計測機器(株)製)で光をフィルム法線方向に入射させて測定される。Rthは、上述のReおよび、面内の遅相軸を傾斜軸(回転軸)としてフィルム法線方向に対して+40°、−40°傾斜した方向から光を入射させて測定したレターデーションの計3方向から測定したレターデーション値を基に算出する。また製膜方向(長手方向)と、フィルムのReの遅相軸とのなす角度θが0°、+90°もしくは−90°に近いほど好ましい。
【0190】
全光透過率は90%〜100%が好ましく、より好ましくは91〜99%、さらに好ましくは92〜98%である。好ましいヘイズは0〜1%であり、より好ましくは0〜0.8%、さらに好ましくは0〜0.6%である。
【0191】
厚みむらは長手方向、幅方向いずれも0%以上4%以下が好ましく、より好ましくは0%以上3%以下、さらに好ましくは0%以上2%以下である。
【0192】
引張り弾性率は1.5kN/mm 以上3.5kN/mm2 以下が好ましく、より好ましくは1.7kN/mm2 以上2.8kN/mm2 以下、さらに好ましくは1.8kN/mm2 以上2.6kN/mm2 以下である。
【0193】
破断伸度は3%以上100%以下が好ましく、より好ましくは5%以上80%以下、さらに好ましくは8%以上50%以下である。
【0194】
Tg(フィルムのTg即ちセルロースアシレートと添加物の混合体のTgを指す)は95°C以上145°C以下が好ましく、より好ましくは100°C以上140°C以下、さらに好ましくは105°C以上135°C以下である。
【0195】
80°C1日での熱寸法変化は縦、横両方向とも0%以上±1%以下が好ましく、より好ましくは0%以上±0.5%以下、さらに好ましくは0%以上±0.3%以下である。
【0196】
40°C90%rhでの透水率は300g/m2 ・日以上1000g/m2 ・日以下が好ましく、より好ましくは400g/m2 ・日以上900g/m2 ・日以下、さらに好ましくは500g/m2 ・日以上800g/m2 ・日以下である。
【0197】
25°C80%rhでの平衡含水率は1wt%以上4wt%以下が好ましく、より好ましくは1.2wt%以上3wt%以下、さらに好ましくは1.5wt%以上2.5wt%以下である。
【0198】
(8)延伸
上記の方法で製膜したフィルムを延伸しても良い。これによりRe,Rthを制御できる。
【0199】
延伸はTg以上Tg+50°C以下で実施するのが好ましく、より好ましくはTg+3°C以上Tg+30°C以下、さらに好ましくはTg+5°C以上Tg+20°C以下である。好ましい延伸倍率は少なくとも一方に1%以上300%以下、より好ましくは2%以上250%以下、さらに好ましくは3%以上200%以下である。縦、横均等に延伸してもよいが、一方の延伸倍率を他方より大きくし不均等に延伸するほうがより好ましい。縦(MD)、横(TD)いずれを大きくしても良いが、小さい方の延伸倍率は1%以上30%以下が好ましく、より好ましくは2%以上25%以下であり、さらに好ましくは3%以上20%以下である。大きいほうの延伸倍率は30%以上300%以下であり、より好ましくは35%以上200%以下、さらに好ましくは40%以上150%以下である。これらの延伸は1段で実施しても、多段で実施しても良い。ここで云う延伸倍率は、以下の式を用いて求めたものである。
【0200】
延伸倍率(%)=100×{(延伸後の長さ)−(延伸前の長さ)}/(延伸前の長さ)
このような延伸は出口側の周速を速くした2対以上のニップロールを用いて、長手方向に延伸してもよく(縦延伸)、フィルムの両端をチャックで把持しこれを直交方向(長手方向と直角方向)に広げても良い(横延伸)。また、特開2000−37772、特開2001−113591、特開2002−103445に記載の同時2軸延伸法を用いても良い。
【0201】
Re、Rthの比を自由に制御するには、縦延伸の場合、ニップロール間をフィルム幅で割った値(縦横比)を制御することでも達成できる。即ち縦横比を小さくすることで、Rth/Re比を大きくすることができる。また、縦延伸と横延伸とを組み合わせてRe,Rthを制御することもできる。即ち縦延伸倍率と横延伸倍率を差が小さくすることでReは小さくでき、この差を大きくすることでReは大きくできる。
【0202】
このようにして延伸したセルロースアシレートフィルムのRe、Rthは下式を満足することが好ましい。
【0203】
Rth≧Re
200≧Re≧0
500≧Rth≧30
より好ましくは
Rth≧Re×1.1
150≧Re≧10
400≧Rth≧50
さらに好ましくは
Rth≧Re×1.2
100≧Re≧20
350≧Rth≧80
また製膜方向(長手方向)と、フィルムのReの遅相軸とのなす角度θが0°、+90°もしくは−90°に近いほど好ましい。即ち、縦延伸の場合は0°に近いほど好ましく、0±3°が好ましく、より好ましくは0±2°、さらに好ましくは0±1°である。横延伸の場合は、90±3°あるいは−90±3°が好ましく、より好ましくは90±2°あるいは−90±2°、さらに好ましくは90±1°あるいは−90±1°である。
【0204】
延伸後のセルロースアシレートフィルムの厚みはいずれも15μm以上200μm以下が好ましく、より好ましくは30μm以上170μm以下、さらに好ましくは40μm以上140μm以下である。厚みむらは長手方向、幅方向いずれも0%以上3%以下が好ましく、より好ましくは0%以上2%以下、さらに好ましくは0%以上1%以下である。
延伸セルロースアシレートフィルムの物性は以下の範囲が好ましい。
【0205】
引張り弾性率は1.5kN/mm2 以上3.0kN/mm2 未満が好ましく、より好ましくは1.7kN/mm2 以上2.8kN/mm2 以下、さらに好ましくは1.8kN/mm2 以上2.6kN/mm2 以下である。
【0206】
破断伸度は3%以上100%以下が好ましく、より好ましくは5%以上80%以下、さらに好ましくは8%以上50%以下である。
【0207】
Tg(フィルムのTg即ちセルロースアシレートと添加物の混合体のTgを指す)は95°C以上145°C以下が好ましく、より好ましくは100°C以上140°C以下、さらに好ましくは105°C以上135°C以下である。
【0208】
80°C1日での熱寸法変化は縦、横両方向とも0%以上±1%以下が好ましく、より好ましくは0%以上±0.5%以下、さらに好ましくは0%以上±0.3%以下である。
【0209】
40°C90%での透水率は300g/m2 ・日以上1000g/m2 ・日以下が好ましく、より好ましくは400g/m2 ・日以上900g/m2 ・日以下、さらに好ましくは500g/m2 ・日以上800g/m2 ・日以下である。
【0210】
25°C80%rhでの平衡含水率は1wt%以上4wt%以下が好ましく、より好ましくは1.2wt%以上3wt%以下、さらに好ましくは1.5wt%以上2.5wt%以下である。
【0211】
厚みは30μm以上200μm以下が好ましく、より好ましくは40μm以上180μm以下、さらに好ましくは50μm以上150μm以下である。
ヘーズは0%以上3%以下、より好ましくは0%以上2%以下、さらに好ましくは0%以上1%以下である。
【0212】
全光透過率は90%以上100%以下が好ましく、より好ましくは91%以上99%以下、さらに好ましくは92%以上98%以下である。
【0213】
(9)表面処理
未延伸、延伸セルロースアシレートフィルムは表面処理を行うことによって、各機能層(例えば、下塗層およびバック層)との接着の向上を達成することができる。例えばグロー放電処理、紫外線照射処理、コロナ処理、火炎処理、酸またはアルカリ処理を用いることができる。ここでいうグロー放電処理とは、10-3 〜20Torrの低圧ガス下でおこる低温プラズマでもよく、更にまた大気圧下でのプラズマ処理も好ましい。プラズマ励起性気体とは上記のような条件においてプラズマ励起される気体をいい、アルゴン、ヘリウム、ネオン、クリプトン、キセノン、窒素、二酸化炭素、テトラフルオロメタンの様なフロン類及びそれらの混合物などがあげられる。これらについては、詳細が発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)にて30頁〜32頁に詳細に記載されている。なお、近年注目されている大気圧でのプラズマ処理は、例えば10〜1000Kev下で20〜500Kgyの照射エネルギーが用いられ、より好ましくは30〜500Kev下で20〜300Kgyの照射エネルギーが用いられる。これらの中でも特に好ましくは、アルカリ鹸化処理でありセルロースアシレートフィルムの表面処理としては極めて有効である。具体的には特開2003−3266、同2003−229299、同2004−322928、同2005−76088等を用いることができる。
【0214】
アルカリ鹸化処理は、鹸化液に浸漬しても良く、鹸化液を塗布しても良い。浸漬法の場合は、NaOHやKOH等のpH10〜14の水溶液を20°C〜80°Cに加温した槽を0.1分から10分通過させたあと、中和、水洗、乾燥することで達成できる。
【0215】
塗布方法の場合、ディップコーティング法、カーテンコーティング法、エクストルージョンコーティング法、バーコーティング法およびE型塗布法を用いることができる。アルカリ鹸化処理塗布液の溶媒は、鹸化液の透明支持体に対して塗布するために濡れ性が良く、また鹸化液溶媒によって透明支持体表面に凹凸を形成させずに、面状を良好なまま保つ溶媒を選択することが好ましい。具体的には、アルコール系溶媒が好ましく、イソプロピルアルコールが特に好ましい。また、界面活性剤の水溶液を溶媒として使用することもできる。アルカリ鹸化塗布液のアルカリは、上記溶媒に溶解するアルカリが好ましく、KOH、NaOHがさらに好ましい。鹸化塗布液のpHは10以上が好ましく、12以上がさらに好ましい。アルカリ鹸化時の反応条件は、室温で1秒以上5分以下が好ましく、5秒以上5分以下がさらに好ましく、20秒以上3分以下が特に好ましい。アルカリ鹸化反応後、鹸化液塗布面を水洗あるいは酸で洗浄したあと水洗することが好ましい。また、塗布式鹸化処理と後述の配向膜解塗設を、連続して行うことができ、工程数を減少できる。これらの鹸化方法は、具体的には、例えば、特開2002−82226号公報、WO02/46809号公報に内容の記載が挙げられる。
【0216】
機能層との接着のため下塗り層を設けることも好ましい。この層は上記表面処理をした後、塗設しても良く、表面処理なしで塗設しても良い。下塗層についての詳細は、発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)にて32頁に記載されている。
【0217】
これらの表面処理、下塗り工程は、製膜工程の最後に組み込むこともでき、単独で実施することもでき、後述の機能層付与工程の中で実施することもできる。
【0218】
(10)機能層付与
本発明の延伸および未延伸セルロースアシレートフィルムに、発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)にて32頁〜45頁に詳細に記載されている機能性層を組み合わせることが好ましい。中でも好ましいのが、偏光層の付与(偏光板)、光学補償層の付与(光学補償フィルム)、反射防止層の付与 (反射防止フィルム)、ハードコート層の付与である。
【0219】
(i)偏光層の付与(偏光板の作成)
[偏光層の使用素材]
現在、市販の偏光層は、延伸したポリマーを、浴槽中のヨウ素もしくは二色性色素の溶液に浸漬し、バインダー中にヨウ素、もしくは二色性色素を浸透させることで作製されるのが一般的である。偏光膜は、Optiva Inc.に代表される塗布型偏光膜も利用できる。偏光膜におけるヨウ素および二色性色素は、バインダー中で配向することで偏向性能を発現する。二色性色素としては、アゾ系色素、スチルベン系色素、ピラゾロン系色素、トリフェニルメタン系色素、キノリン系色素、オキサジン系色素、チアジン系色素あるいはアントラキノン系色素が用いられる。二色性色素は、水溶性であることが好ましい。二色性色素は、親水性置換基(例、スルホ、アミノ、ヒドロキシル)を有することが好ましい。例えば、発明協会公開技法、公技番号2001−1745号、58頁(発行日2001年3月15日)に記載の化合物が挙げられる。
【0220】
偏光膜のバインダーは、それ自体架橋可能なポリマーあるいは架橋剤により架橋されるポリマーのいずれも使用することができ、これらの組み合わせを複数使用することができる。バインダーには、例えば特開平8−338913号公報明細書中段落番号[0022]記載のメタクリレート系共重合体、スチレン系共重合体、ポリオレフィン、ポリビニルアルコールおよび変性ポリビニルアルコール、ポリ(N−メチロールアクリルアミド)、ポリエステル、ポリイミド、酢酸ビニル共重合体、カルボキシメチルセルロース、ポリカーボネート等が含まれる。シランカップリング剤をポリマーとして用いることができる。水溶性ポリマー(例、ポリ(N−メチロールアクリルアミド)、カルボキシメチルセルロース、ゼラチン、ポリビニルアルコール、変性ポリビニルアルコール)が好ましく、ゼラチン、ポリビニルアルコールおよび変性ポリビニルアルコールがさらに好ましく、ポリビニルアルコールおよび変性ポリビニルアルコールが最も好ましい。重合度が異なるポリビニルアルコールまたは変性ポリビニルアルコールを2種類併用することが特に好ましい。ポリビニルアルコールの鹸化度は、70〜100%が好ましく、80〜100%がさらに好ましい。ポリビニルアルコールの重合度は、100〜5000であることが好ましい。変性ポリビニルアルコールについては、特開平8−338913号、同9−152509号および同9-316127号の各公報に記載がある。ポリビニルアルコールおよび変性ポリビニルアルコールは、二種以上を併用してもよい。
【0221】
バインダー厚みの下限は、10μmであることが好ましい。厚みの上限は、液晶表示装置の光漏れの観点からは、薄ければ薄い程よい。現在市販の偏光板(約30μm)以下であることが好ましく、25μm以下が好ましく、20μm以下がさらに好ましい。
【0222】
偏光膜のバインダーは架橋していてもよい。架橋性の官能基を有するポリマー、モノマーをバインダー中に混合しても良く、バインダーポリマー自身に架橋性官能基を付与しても良い。架橋は、光、熱あるいはpH変化により行うことができ、架橋構造をもったバインダーを形成することができる。架橋剤については、米国再発行特許23297号明細書に記載がある。また、ホウ素化合物(例、ホウ酸、硼砂)も、架橋剤として用いることができる。バインダーの架橋剤の添加量は、バインダーに対して、0.1乃至20質量%が好ましい。偏光素子の配向性、偏光膜の耐湿熱性が良好となる。
【0223】
架橋反応が終了後でも、未反応の架橋剤は1.0質量%以下であることが好ましく、0.5質量%以下であることがさらに好ましい。このようにすることで、耐候性が向上する。
【0224】
[偏光膜の延伸]
偏光膜は、偏光膜を延伸するか(延伸法)、もしくはラビングした(ラビング法)後に、ヨウ素、二色性染料で染色することが好ましい。
【0225】
延伸法の場合、延伸倍率は2.5乃至30.0倍が好ましく、3.0乃至10.0倍がさらに好ましい。延伸は、空気中でのドライ延伸で実施できる。また、水に浸漬した状態でのウェット延伸を実施してもよい。ドライ延伸の延伸倍率は、2.5乃至5.0倍が好ましく、ウェット延伸の延伸倍率は、3.0乃至10.0倍が好ましい。延伸はMD方向に平行に行っても良く(平行延伸)、斜め方向におこなっても良い(斜め延伸)。これらの延伸は、1回で行っても、数回に分けて行ってもよい。数回に分けることによって、高倍率延伸でもより均一に延伸することができる。より好ましいのが斜め方向に10度から80度の傾きを付けて延伸する斜め延伸である。
【0226】
(I)平行延伸法
延伸に先立ち、PVAフィルムを膨潤させる。膨潤度は1.2〜2.0倍(膨潤前と膨潤後の質量比)である。この後、ガイドロール等を介して連続搬送しつつ、水系媒体浴内や二色性物質溶解の染色浴内で、15〜50°C、好ましくは17〜40°Cの浴温で延伸する。延伸は2対のニップロールで把持し、後段のニップロールの搬送速度を前段のそれより大きくすることで達成できる。延伸倍率は、延伸後/初期状態の長さ比(以下同じ)に基づくが前記作用効果の点より好ましい延伸倍率は1.2〜3.5倍、好ましくは1.5〜3.0倍である。この後、50°Cから90°Cにおいて乾燥させて偏光膜を得る。
【0227】
(II)斜め延伸法
特開2002−86554号に記載の斜め方向に傾斜め方向に張り出したテンターを用い延伸する方法を用いることができる。この延伸は空気中で延伸するため、事前に含水させて延伸しやすくすることが必用である。好ましい含水率は5%以上100%以下であり、延伸温度は40°C以上90°C以下が好ましく、延伸中の湿度は50%rh以上100%rh以下が好ましい。
【0228】
このようにして得られた偏光膜の吸収軸は10度から80度が好ましく、より好ましくは30度から60度であり、さらに好ましくは実質的に45度(40度から50度)である。
【0229】
[貼り合せ]
上記鹸化後の延伸、未延伸セルロースアシレートフィルムと、延伸して調製した偏光層を貼り合わせ偏光板を調製する。張り合わせる方向は特に制限はないが、セルロースアシレートフィルムの流延軸方向と偏光板の延伸軸方向が0度、45度、90度のいずれかになるように行うのが好ましい。
【0230】
貼り合わせの接着剤は特に限定されないが、PVA系樹脂(アセトアセチル基、スルホン酸基、カルボキシル基、オキシアルキレン基等の変性PVAを含む)やホウ素化合物水溶液等が挙げられ、中でもPVA系樹脂が好ましい。接着剤層厚みは乾燥後に0.01乃至10μmが好ましく、0.05乃至5μmが特に好ましい。
【0231】
貼り合せの層構成として以下のようなものが挙げられる。
【0232】
イ)A/P/A
ロ)A/P/B
ハ)A/P/T
ニ)B/P/B
ホ)B/P/T
なお、Aは本発明の未延伸フィルム、Bは本発明の延伸フィルム、Tはセルローストリアセテートフィルム(フジタック)、Pは偏光層を指す。イ)、ロ)の構成の場合A,Bは同一組成のセルロースアセテートでも異なっていても良い。ニ)の構成の場合、Bは同一組成のセルロースアセテートでも異なっていても良く、同一延伸倍率でも異なっていても良い。また液晶表示装置に組み込んで使用する場合は、どちらを液晶面にしても良いが、構成ロ)、ホ)の場合はBを液晶側にするのがより好ましい。
液晶表示装置組み込む場合、通常2枚の偏光板の間に液晶を含む基板が配置されているが、本発明のイ)〜ホ)および通常の偏光板(T/P/T)を自由に組み合わせることができる。しかし液晶表示装置の表示側最表面のフィルムには透明ハードコート層、防眩層、反射防止層等が設けることが好ましく、後述のものを用いることができる。
【0233】
このようにして得た偏光板の光線透過率は高い方が好ましく、偏光度も高い方が好ましい。偏光板の透過率は、波長550nmの光において、30乃至50%の範囲にあることが好ましく、35乃至50%の範囲にあることがさらに好ましく、40乃至50%の範囲にあることが最も好ましい。偏光度は、波長550nmの光において、90乃至100%の範囲にあることが好ましく、95乃至100%の範囲にあることがさらに好ましく、99乃至100%の範囲にあることが最も好ましい。
【0234】
さらに、このようにして得た偏光板はλ/4板と積層し、円偏光を作成することができる。この場合λ/4の遅相軸と偏光板の吸収軸を45度になるように積層する。この時、λ/4は特に限定されないが、より好ましくは低波長ほどレターデーションが小さくなるような波長依存性を有するものがより好ましい。さらには長手方向に対し20度〜70度傾いた吸収軸を有する偏光膜、および液晶性化合物からなる光学異方性層から成るλ/4板を用いることが好ましい。
【0235】
これらの偏光板の一方の面にプロテクトフィルムを、反対面にセパレートフィルムを貼合しても良い。プロテクトフィルムおよびセパレートフィルムは偏光板出荷時、製品検査時等において偏光板を保護する目的で用いられる。
【0236】
(ii)光学補償層の付与(光学補償フィルムの作成)
光学異方性層は、液晶表示装置の黒表示における液晶セル中の液晶化合物を補償するためのものであり、延伸、未延伸セルロースアシレートフィルムの上に配向膜を形成し、さらに光学異方性層を付与することで形成される。
【0237】
[配向膜]
上記表面処理した延伸、未延伸セルロースアシレートフィルム上に配向膜を設ける。この膜は、液晶性分子の配向方向を規定する機能を有する。しかし、液晶性化合物を配向後にその配向状態を固定してしまえば、配向膜はその役割を果たしているために、本発明の構成要素としては必ずしも必須のものではない。即ち、配向状態が固定された配向膜上の光学異方性層のみを偏光子上に転写して本発明の偏光板を作製することも可能である。
【0238】
配向膜は、有機化合物(好ましくはポリマー)のラビング処理、無機化合物の斜方蒸着、マイクログルーブを有する層の形成、あるいはラングミュア・ブロジェット法(LB膜)による有機化合物(例、ω-トリコサン酸、ジオクタデシルメチルアンモニウムクロライド、ステアリル酸メチル)の累積のような手段で設けることができる。さらに、電場の付与、磁場の付与あるいは光照射により、配向機能が生じる配向膜も知られている。
【0239】
配向膜は、ポリマーのラビング処理により形成することが好ましい。配向膜に使用するポリマーは、原則として、液晶性分子を配向させる機能のある分子構造を有する。
【0240】
本発明では、液晶性分子を配向させる機能に加えて、架橋性官能基(例、二重結合)を有する側鎖を主鎖に結合させるか、あるいは、液晶性分子を配向させる機能を有する架橋性官能基を側鎖に導入することが好ましい。
【0241】
配向膜に使用されるポリマーは、それ自体架橋可能なポリマーあるいは架橋剤により架橋されるポリマーのいずれも使用することができし、これらの組み合わせを複数使用することができる。ポリマーの例には、例えば特開平8−338913号公報明細書中段落番号[0022]記載のメタクリレート系共重合体、スチレン系共重合体、ポリオレフィン、ポリビニルアルコールおよび変性ポリビニルアルコール、ポリ(N−メチロールアクリルアミド)、ポリエステル、ポリイミド、酢酸ビニル共重合体、カルボキシメチルセルロース、ポリカーボネート等が含まれる。シランカップリング剤をポリマーとして用いることができる。水溶性ポリマー(例、ポリ(N−メチロールアクリルアミド)、カルボキシメチルセルロース、ゼラチン、ポリビニルアルコール、変性ポリビニルアルコール)が好ましく、ゼラチン、ポリビニルアルコールおよび変性ポリビニルアルコールがさらに好ましく、ポリビニルアルコールおよび変性ポリビニルアルコールが最も好ましい。重合度が異なるポリビニルアルコールまたは変性ポリビニルアルコールを2種類併用することが特に好ましい。ポリビニルアルコールの鹸化度は、70〜100%が好ましく、80〜100%がさらに好ましい。ポリビニルアルコールの重合度は、100〜5000であることが好ましい。
【0242】
液晶性分子を配向させる機能を有する側鎖は、一般に疎水性基を官能基として有する。具体的な官能基の種類は、液晶性分子の種類および必要とする配向状態に応じて決定する。例えば、変性ポリビニルアルコールの変性基としては、共重合変性、連鎖移動変性またはブロック重合変性により導入できる。変性基の例には、親水性基(カルボン酸基、スルホン酸基、ホスホン酸基、アミノ基、アンモニウム基、アミド基、チオール基等)、炭素数10〜100個の炭化水素基、フッ素原子置換の炭化水素基、チオエーテル基、重合性基(不飽和重合性基、エポキシ基、アジリニジル基等)、アルコキシシリル基(トリアルコキシ、ジアルコキシ、モノアルコキシ)等が挙げられる。これらの変性ポリビニルアルコール化合物の具体例として、例えば特開2000−155216号公報明細書中の段落番号[0022]〜[0145]、同2002−62426号公報明細書中の段落番号[0018]〜[0022]に記載のもの等が挙げられる。
【0243】
架橋性官能基を有する側鎖を配向膜ポリマーの主鎖に結合させるか、あるいは、液晶性分子を配向させる機能を有する側鎖に架橋性官能基を導入すると、配向膜のポリマーと光学異方性層に含まれる多官能モノマーとを共重合させることができる。その結果、多官能モノマーと多官能モノマーとの間だけではなく、配向膜ポリマーと配向膜ポリマーとの間、そして多官能モノマーと配向膜ポリマーとの間も共有結合で強固に結合される。従って、架橋性官能基を配向膜ポリマーに導入することで、光学補償フィルムの強度を著しく改善することができる。
【0244】
配向膜ポリマーの架橋性官能基は、多官能モノマーと同様に、重合性基を含むことが好ましい。具体的には、例えば特開2000−155216号公報明細書中段落番号[0080]〜[0100]記載のもの等が挙げられる。配向膜ポリマーは、上記の架橋性官能基とは別に、架橋剤を用いて架橋させることもできる。
【0245】
架橋剤としては、アルデヒド、N−メチロール化合物、ジオキサン誘導体、カルボキシル基を活性化することにより作用する化合物、活性ビニル化合物、活性ハロゲン化合物、イソオキサゾールおよびジアルデヒド澱粉が含まれる。二種類以上の架橋剤を併用してもよい。具体的には、例えば特開2002−62426号公報明細書中の段落番号[0023]〜[024]記載の化合物等が挙げられる。反応活性の高いアルデヒド、特にグルタルアルデヒドが好ましい。
【0246】
架橋剤の添加量は、ポリマーに対して0.1〜20質量%が好ましく、0.5〜15質量%がさらに好ましい。配向膜に残存する未反応の架橋剤の量は、1.0質量%以下であることが好ましく、0.5質量%以下であることがさらに好ましい。このように調節することで、配向膜を液晶表示装置に長期使用、或は高温高湿の雰囲気下に長期間放置しても、レチキュレーション発生のない充分な耐久性が得られる。
【0247】
配向膜は、基本的に、配向膜形成材料である上記ポリマー、架橋剤を含む透明支持体上に塗布した後、加熱乾燥(架橋させ)し、ラビング処理することにより形成することができる。架橋反応は、前記のように、透明支持体上に塗布した後、任意の時期に行って良い。ポリビニルアルコールのような水溶性ポリマーを配向膜形成材料として用いる場合には、塗布液は消泡作用のある有機溶媒(例、メタノール)と水の混合溶媒とすることが好ましい。その比率は質量比で水:メタノールが0:100〜99:1が好ましく、0:100〜91:9であることがさらに好ましい。これにより、泡の発生が抑えられ、配向膜、更には光学異方層の層表面の欠陥が著しく減少する。
【0248】
配向膜の塗布方法は、スピンコーティング法、ディップコーティング法、カーテンコーティング法、エクストルージョンコーティング法、ロッドコーティング法またはロールコーティング法が好ましい。特にロッドコーティング法が好ましい。また、乾燥後の膜厚は0.1乃至10μmが好ましい。加熱乾燥は、20°C〜110°Cで行うことができる。充分な架橋を形成するためには60°C〜100°Cが好ましく、特に80°C〜100°Cが好ましい。乾燥時間は1分〜36時間で行うことができるが、好ましくは1分〜30分である。pHも、使用する架橋剤に最適な値に設定することが好ましく、グルタルアルデヒドを使用した場合は、pH4.5〜5.5で、特に5が好ましい。
【0249】
配向膜は、延伸・未延伸セルロースアシレートフィルム上又は上記下塗層上に設けられる。配向膜は、上記のようにポリマー層を架橋したのち、表面をラビング処理することにより得ることができる。
【0250】
前記ラビング処理は、LCDの液晶配向処理工程として広く採用されている処理方法を適用することができる。即ち、配向膜の表面を、紙やガーゼ、フェルト、ゴムあるいはナイロン、ポリエステル繊維などを用いて一定方向に擦ることにより、配向を得る方法を用いることができる。一般的には、長さおよび太さが均一な繊維を平均的に植毛した布などを用いて数回程度ラビングを行うことにより実施される。
【0251】
工業的に実施する場合、搬送している偏光層のついたフィルムに対し、回転するラビングロールを接触させることで達成するが、ラビングロールの真円度、円筒度、振れ(偏芯)はいずれも30μm以下であることが好ましい。ラビングロールへのフィルムのラップ角度は、0.1乃至90゜が好ましい。ただし、特開平8−160430号公報に記載されているように、360゜以上巻き付けることで、安定なラビング処理を得ることもできる。フィルムの搬送速度は1〜100m/minが好ましい。ラビング角は0〜60゜の範囲で適切なラビング角度を選択することが好ましい。液晶表示装置に使用する場合は、40乃至50゜が好ましい。45゜が特に好ましい。
【0252】
このようにして得た配向膜の膜厚は、0.1乃至10μmの範囲にあることが好ましい。
【0253】
次に、配向膜の上に光学異方性層の液晶性分子を配向させる。その後、必要に応じて、配向膜ポリマーと光学異方性層に含まれる多官能モノマーとを反応させるか、あるいは、架橋剤を用いて配向膜ポリマーを架橋させる。
【0254】
光学異方性層に用いる液晶性分子には、棒状液晶性分子および円盤状液晶性分子が含まれる。棒状液晶性分子および円盤状液晶性分子は、高分子液晶でも低分子液晶でもよく、さらに、低分子液晶が架橋され液晶性を示さなくなったものも含まれる。
[棒状液晶性分子]
棒状液晶性分子としては、アゾメチン類、アゾキシ類、シアノビフェニル類、シアノフェニルエステル類、安息香酸エステル類、シクロヘキサンカルボン酸フェニルエステル類、シアノフェニルシクロヘキサン類、シアノ置換フェニルピリミジン類、アルコキシ置換フェニルピリミジン類、フェニルジオキサン類、トラン類およびアルケニルシクロヘキシルベンゾニトリル類が好ましく用いられる。
【0255】
なお、棒状液晶性分子には、金属錯体も含まれる。また、棒状液晶性分子を繰り返し単位中に含む液晶ポリマーも、棒状液晶性分子として用いることができる。言い換えると、棒状液晶性分子は、(液晶)ポリマーと結合していてもよい。
【0256】
棒状液晶性分子については、季刊化学総説第22巻液晶の化学(1994)日本化学会編の第4章、第7章および第11章、および液晶デバイスハンドブック日本学術振興会第142委員会編の第3章に記載がある。
【0257】
棒状液晶性分子の複屈折率は、0.001乃至0.7の範囲にあることが好ましい。
【0258】
棒状液晶性分子は、その配向状態を固定するために、重合性基を有することが好ましい。重合性基は、ラジカル重合性不飽基或はカチオン重合性基が好ましく、具体的には、例えば特開2002−62427号公報明細書中の段落番号[0064]〜[0086]記載の重合性基、重合性液晶化合物が挙げられる。
【0259】
[円盤状液晶性分子]
円盤状(ディスコティック)液晶性分子には、C.Destradeらの研究報告、Mol.Cryst.71巻、111頁(1981年)に記載されているベンゼン誘導体、C.Destradeらの研究報告、Mol.Cryst.122巻、141頁(1985年)、Physics lett,A,78巻、82頁(1990)に記載されているトルキセン誘導体、B.Kohneらの研究報告、Angew.Chem.96巻、70頁(1984年)に記載されたシクロヘキサン誘導体及びJ.M.Lehnらの研究報告、J.Chem.Commun.,1794頁(1985年)、J.Zhangらの研究報告、J.Am.Chem.Soc.116巻、2655頁(1994年)に記載されているアザクラウン系やフェニルアセチレン系マクロサイクルが含まれる。
【0260】
円盤状液晶性分子としては、分子中心の母核に対して、直鎖のアルキル基、アルコキシ基、置換ベンゾイルオキシ基が母核の側鎖として放射線状に置換した構造である液晶性を示す化合物も含まれる。分子または分子の集合体が、回転対称性を有し、一定の配向を付与できる化合物であることが好ましい。円盤状液晶性分子から形成する光学異方性層は、最終的に光学異方性層に含まれる化合物が円盤状液晶性分子である必要はなく、例えば、低分子の円盤状液晶性分子が熱や光で反応する基を有しており、結果的に熱、光で反応により重合または架橋し、高分子量化し液晶性を失った化合物も含まれる。円盤状液晶性分子の好ましい例は、特開平8−50206号公報に記載されている。また、円盤状液晶性分子の重合については、特開平8−27284公報に記載がある。
【0261】
円盤状液晶性分子を重合により固定するためには、円盤状液晶性分子の円盤状コアに、置換基として重合性基を結合させる必要がある。円盤状コアと重合性基は、連結基を介して結合する化合物が好ましく、これにより重合反応においても配向状態を保つことが出来る。例えば、特開2000−155216号公報明細書中の段落番号[0151]〜「0168」記載の化合物等が挙げられる。
【0262】
ハイブリッド配向では、円盤状液晶性分子の長軸(円盤面)と偏光膜の面との角度が、光学異方性層の深さ方向でかつ偏光膜の面からの距離の増加と共に増加または減少している。角度は、距離の増加と共に減少することが好ましい。さらに、角度の変化としては、連続的増加、連続的減少、間欠的増加、間欠的減少、連続的増加と連続的減少を含む変化、あるいは、増加及び減少を含む間欠的変化が可能である。間欠的変化は、厚さ方向の途中で傾斜角が変化しない領域を含んでいる。角度は、角度が変化しない領域を含んでいても、全体として増加または減少していればよい。さらに、角度は連続的に変化することが好ましい。
【0263】
偏光膜側の円盤状液晶性分子の長軸の平均方向は、一般に円盤状液晶性分子あるいは配向膜の材料を選択することにより、またはラビング処理方法の選択することにより、調整することができる。また、表面側(空気側)の円盤状液晶性分子の長軸(円盤面)方向は、一般に円盤状液晶性分子あるいは円盤状液晶性分子と共に使用する添加剤の種類を選択することにより調整することができる。円盤状液晶性分子と共に使用する添加剤の例としては、可塑剤、界面活性剤、重合性モノマー及びポリマーなどを挙げることができる。長軸配向方向の変化の程度も、上記と同様に、液晶性分子と添加剤との選択により調整できる。
【0264】
「光学異方性層の他の組成物」
上記の液晶性分子と共に、可塑剤、界面活性剤、重合性モノマー等を併用して、塗工膜の均一性、膜の強度、液晶分子の配向性等を向上することが出来る。液晶性分子と相溶性を有し、液晶性分子の傾斜角の変化を与えられるか、あるいは配向を阻害しないことが好ましい。
【0265】
重合性モノマーとしては、ラジカル重合性若しくはカチオン重合性の化合物が挙げられる。好ましくは、多官能性ラジカル重合性モノマーであり、上記の重合性基含有の液晶化合物と共重合性のものが好ましい。例えば、特開2002−296423号公報明細書中の段落番号[0018]〜[0020]記載のものが挙げられる。上記化合物の添加量は、円盤状液晶性分子に対して一般に1〜50質量%の範囲にあり、5〜30質量%の範囲にあることが好ましい。
【0266】
界面活性剤としては、従来公知の化合物が挙げられるが、特にフッ素系化合物が好ましい。具体的には、例えば特開2001−330725号公報明細書中の段落番号[0028]〜[0056]記載の化合物が挙げられる。
【0267】
円盤状液晶性分子とともに使用するポリマーは、円盤状液晶性分子に傾斜角の変化を与えられることが好ましい。
【0268】
ポリマーの例としては、セルロースエステルを挙げることができる。セルロースエステルの好ましい例としては、特開2000−155216号公報明細書中の段落番号[0178]記載のものが挙げられる。液晶性分子の配向を阻害しないように、上記ポリマーの添加量は、液晶性分子に対して0.1〜10質量%の範囲にあることが好ましく、0.1〜8質量%の範囲にあることがより好ましい。
【0269】
円盤状液晶性分子のディスコティックネマティック液晶相-固相転移温度は、70〜300°Cが好ましく、70〜170°Cがさらに好ましい。
【0270】
[光学異方性層の形成]
光学異方性層は、液晶性分子および必要に応じて後述の重合性開始剤や任意の成分を含む塗布液を、配向膜の上に塗布することで形成できる。
【0271】
塗布液の調製に使用する溶媒としては、有機溶媒が好ましく用いられる。有機溶媒の例には、アミド(例、N,N-ジメチルホルムアミド)、スルホキシド(例、ジメチルスルホキシド)、ヘテロ環化合物(例、ピリジン)、炭化水素(例、ベンゼン、ヘキサン)、アルキルハライド(例、クロロホルム、ジクロロメタン、テトラクロロエタン)、エステル(例、酢酸メチル、酢酸ブチル)、ケトン(例、アセトン、メチルエチルケトン)、エーテル(例、テトラヒドロフラン、1,2-ジメトキシエタン)が含まれる。アルキルハライドおよびケトンが好ましい。二種類以上の有機溶媒を併用してもよい。
【0272】
塗布液の塗布は、公知の方法(例、ワイヤーバーコーティング法、押し出しコーティング法、ダイレクトグラビアコーティング法、リバースグラビアコーティング法、ダイコーティング法)により実施できる。
【0273】
光学異方性層の厚さは、0.1乃至20μmであることが好ましく、0.5乃至15μmであることがさらに好ましく、1乃至10μmであることが最も好ましい。
【0274】
[液晶性分子の配向状態の固定]
配向させた液晶性分子を、配向状態を維持して固定することができる。固定化は、重合反応により実施することが好ましい。重合反応には、熱重合開始剤を用いる熱重合反応と光重合開始剤を用いる光重合反応とが含まれる。光重合反応が好ましい。
【0275】
光重合開始剤の例には、α-カルボニル化合物(米国特許2367661号、同2367670号の各明細書記載)、アシロインエーテル(米国特許2448828号明細書記載)、α-炭化水素置換芳香族アシロイン化合物(米国特許2722512号明細書記載)、多核キノン化合物(米国特許3046127号、同2951758号の各明細書記載)、トリアリールイミダゾールダイマーとp-アミノフェニルケトンとの組み合わせ(米国特許3549367号明細書記載)、アクリジンおよびフェナジン化合物(特開昭60-105667号公報、米国特許4239850号明細書記載)およびオキサジアゾール化合物(米国特許4212970号明細書記載)が含まれる。
【0276】
光重合開始剤の使用量は、塗布液の固形分の0.01乃至20質量%の範囲にあることが好ましく、0.5乃至5質量%の範囲にあることがさらに好ましい。
【0277】
液晶性分子の重合のための光照射は、紫外線を用いることが好ましい。
【0278】
照射エネルギーは、20mJ/cm2 乃至50J/cm2 の範囲にあることが好ましく、20乃至5000mJ/cm2 の範囲にあることがより好ましく、100乃至800mJ/cm2 の範囲にあることがさらに好ましい。また、光重合反応を促進するため、加熱条件下で光照射を実施してもよい。
【0279】
保護層を、光学異方性層の上に設けてもよい。
【0280】
この光学補償フィルムと偏光層を組み合わせることも好ましい。具体的には、上記のような光学異方性層用塗布液を偏光膜の表面に塗布することにより光学異方性層を形成する。その結果、偏光膜と光学異方性層との間にポリマーフィルムを使用することなく、偏光膜の寸度変化にともなう応力(歪み×断面積×弾性率)が小さい薄い偏光板が作成される。本発明に従う偏光板を大型の液晶表示装置に取り付けると、光漏れなどの問題を生じることなく、表示品位の高い画像を表示することができる。
【0281】
偏光層と光学補償層の傾斜角度は、LCDを構成する液晶セルの両側に貼り合わされる2枚の偏光板の透過軸と液晶セルの縦または横方向のなす角度にあわせるように延伸することが好ましい。通常の傾斜角度は45゜である。しかし、最近は、透過型、反射型および半透過型LCDにおいて必ずしも45゜でない装置が開発されており、延伸方向はLCDの設計にあわせて任意に調整できることが好ましい。
【0282】
「液晶表示装置」
このような光学補償フィルムが用いられる各液晶モードについて説明する。
【0283】
(TNモード液晶表示装置)
カラーTFT液晶表示装置として最も多く利用されており、多数の文献に記載がある。TNモードの黒表示における液晶セル中の配向状態は、セル中央部で棒状液晶性分子が立ち上がり、セルの基板近傍では棒状液晶性分子が寝た配向状態にある。
【0284】
(OCBモード液晶表示装置)
棒状液晶性分子を液晶セルの上部と下部とで実質的に逆の方向に(対称的に)配向させるベンド配向モードの液晶セルである。ベンド配向モードの液晶セルを用いた液晶表示装置は、米国特許4583825号、同5410422号の各明細書に開示されている。棒状液晶性分子が液晶セルの上部と下部とで対称的に配向しているため、ベンド配向モードの液晶セルは、自己光学補償機能を有する。そのため、この液晶モードは、OCB(Optically Compensatory Bend) 液晶モードとも呼ばれる。
【0285】
OCBモードの液晶セルもTNモード同様、黒表示においては、液晶セル中の配向状態は、セル中央部で棒状液晶性分子が立ち上がり、セルの基板近傍では棒状液晶性分子が寝た配向状態にある。
【0286】
(VAモード液晶表示装置)
電圧無印加時に棒状液晶性分子が実質的に垂直に配向しているのが特徴であり、VAモードの液晶セルには、(1)棒状液晶性分子を電圧無印加時に実質的に垂直に配向させ、電圧印加時に実質的に水平に配向させる狭義のVAモードの液晶セル(特開平2−176625号公報記載)に加えて、(2)視野角拡大のため、VAモードをマルチドメイン化した(MVAモードの)液晶セル(SID97、Digest of tech. Papers(予稿集)28(1997)845記載)、(3)棒状液晶性分子を電圧無印加時に実質的に垂直配向させ、電圧印加時にねじれマルチドメイン配向させるモード(n-ASMモード)の液晶セル(日本液晶討論会の予稿集58〜59(1998)記載)および(4)SURVAIVALモードの液晶セル(LCDインターナショナル98で発表)が含まれる。
【0287】
(IPSモード液晶表示装置)
電圧無印加時に棒状液晶性分子が実質的に面内に水平に配向しているのが特徴であり、これが電圧印加の有無で液晶の配向方向を変えることでスイッチングするのが特徴である。具体的には特開2004−365941号、特開2004−12731号、特開2004−215620号、特開2002−221726号、特開2002−55341号、特開2003−195333号に記載のものなどを使用できる。
【0288】
(その他液晶表示装置)
ECBモードおよびSTN(Supper Twisted Nematic)モード、FLC(Ferroelectric Liquid Crystal)モード、AFLC(Anti-ferroelectric Liquid Crystal)モード、ASM(Axially Symmetric Aligned Microcell )モードに対しても、上記と同様の考え方で光学的に補償することができる。また、透過型、反射型、半透過型のいずれの液晶表示装置においても有効である。GH(Guest−Host)型の反射型液晶表示装置の光学補償シートとしても有利に用いられる。
以上述べてきたこれらの詳細なセルロース誘導体フィルムの用途は発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)にて45頁〜59頁に詳細に記載されている。
【0289】
反射防止層の付与(反射防止フィルム)
反射防止膜は、一般に、防汚性層でもある低屈折率層、及び低屈折率層より高い屈折率を有する少なくとも一層の層(即ち、高屈折率層、中屈折率層)とを透明基体上に設けて成る。
【0290】
屈折率の異なる無機化合物(金属酸化物等)の透明薄膜を積層させた多層膜として、化学蒸着(CVD)法や物理蒸着(PVD)法、金属アルコキシド等の金属化合物のゾルゲル方法でコロイド状金属酸化物粒子皮膜を形成後に後処理(紫外線照射:特開平9−157855号公報、プラズマ処理:特開2002−327310号公報)して薄膜を形成する方法が挙げられる。
【0291】
一方、生産性が高い反射防止膜として、無機粒子をマトリックスに分散されてなる薄膜を積層塗布してなる反射防止膜が各種提案されている。
【0292】
上述したような塗布による反射防止フィルムに最上層表面が微細な凹凸の形状を有する防眩性を付与した反射防止層から成る反射防止フィルムも挙げられる。
【0293】
本発明のセルロースアシレートフィルムは上記いずれの方式にも適用できるが、特に好ましいのが塗布による方式(塗布型)である。
【0294】
[塗布型反射防止フィルムの層構成]
基体上に少なくとも中屈折率層、高屈折率層、低屈折率層(最外層)の順序の層構成から成る反射防止膜は、以下の関係を満足する屈折率を有する様に設計される。
【0295】
高屈折率層の屈折率>中屈折率層の屈折率>透明支持体の屈折率>低屈折率層の屈折率又、透明支持体と中屈折率層の間に、ハードコート層を設けてもよい。
【0296】
更には、中屈折率ハードコート層、高屈折率層及び低屈折率層からなってもよい。
【0297】
例えば、特開平8−122504号公報、同8−110401号公報、同10−300902号公報、特開2002−243906号公報、特開2000−111706号公報等が挙げられる。又、各層に他の機能を付与させてもよく、例えば、防汚性の低屈折率層、帯電防止性の高屈折率層としたもの(例、特開平10−206603号公報、特開2002−243906号公報等)等が挙げられる。
【0298】
反射防止膜のヘイズは、5%以下あることが好ましく、3%以下がさらに好ましい。又膜の強度は、JIS K5400に従う鉛筆硬度試験でH以上であることが好ましく、2H以上であることがさらに好ましく、3H以上であることが最も好ましい。
【0299】
[高屈折率層および中屈折率層]
反射防止膜の高い屈折率を有する層は、平均粒径100nm以下の高屈折率の無機化合物超微粒子及びマトリックスバインダーを少なくとも含有する硬化性膜から成る。
【0300】
高屈折率の無機化合物微粒子としては、屈折率1.65以上の無機化合物が挙げられ、好ましくは屈折率1.9以上のものが挙げられる。例えば、Ti、Zn、Sb、Sn、Zr、Ce、Ta、La、In等の酸化物、これらの金属原子を含む複合酸化物等が挙げられる。
【0301】
このような超微粒子とするには、粒子表面が表面処理剤で処理されること(例えば、シランカップリング剤等:特開平11−295503号公報、同11−153703号公報、特開2000−9908、アニオン性化合物或は有機金属カップリング剤:特開2001−310432号公報等)、高屈折率粒子をコアとしたコアシェル構造とすること(:特開2001−166104等)、特定の分散剤併用(例、特開平11−153703号公報、特許番号US6210858B1、特開2002−2776069号公報等)等挙げられる。
【0302】
マトリックスを形成する材料としては、従来公知の熱可塑性樹脂、硬化性樹脂皮膜等が挙げられる。
【0303】
更に、ラジカル重合性及び/又はカチオン重合性の重合性基を少なくとも2個以上含有の多官能性化合物含有組成物、加水分解性基を含有の有機金属化合物及びその部分縮合体組成物から選ばれる少なくとも1種の組成物が好ましい。例えば、特開2000−47004号公報、同2001−315242号公報、同2001−31871号公報、同2001−296401号公報等に記載の化合物が挙げられる。
【0304】
又、金属アルコキドの加水分解縮合物から得られるコロイド状金属酸化物と金属アルコキシド組成物から得られる硬化性膜も好ましい。例えば、特開2001−293818号公報等に記載されている。
【0305】
高屈折率層の屈折率は、−般に1.70〜2.20である。高屈折率層の厚さは、5nm〜10μmであることが好ましく、10nm〜1μmであることがさらに好ましい。
【0306】
中屈折率層の屈折率は、低屈折率層の屈折率と高屈折率層の屈折率との間の値となるように調整する。中屈折率層の屈折率は、1.50〜1.70であることが好ましい。
【0307】
[低屈折率層]
低屈折率層は、高屈折率層の上に順次積層して成る。低屈折率層の屈折率は1.20〜1.55である。好ましくは1.30〜1.50である。
【0308】
耐擦傷性、防汚性を有する最外層として構築することが好ましい。耐擦傷性を大きく向上させる手段として表面への滑り性付与が有効で、従来公知のシリコーンの導入、フッ素の導入等から成る薄膜層の手段を適用できる。
【0309】
含フッ素化合物の屈折率は1.35〜1.50であることが好ましい。より好ましくは1.36〜1.47である。また、含フッ素化合物はフッ素原子を35〜80質量%の範囲で含む架橋性若しくは重合性の官能基を含む化合物が好ましい。
【0310】
例えば、特開平9−222503号公報明細書段落番号[0018]〜[0026]、同11−38202号公報明細書段落番号[0019]〜[0030]、特開2001-40284号公報明細書段落番号[0027]〜[0028]、特開2000−284102号公報等に記載の化合物が挙げられる。
【0311】
シリコーン化合物としてはポリシロキサン構造を有する化合物であり、高分子鎖中に硬化性官能基あるいは重合性官能基を含有して、膜中で橋かけ構造を有するものが好ましい。例えば、反応性シリコーン(例、サイラプレーン(チッソ(株)製等)、両末端にシラノール基含有のポリシロキサン(特開平11−258403号公報等)等が挙げられる。
【0312】
架橋又は重合性基を有する含フッ素及び/又はシロキサンのポリマーの架橋又は重合反応は、重合開始剤、増感剤等を含有する最外層を形成するための塗布組成物を塗布と同時または塗布後に光照射や加熱することにより実施することが好ましい。
【0313】
又、シランカップリング剤等の有機金属化合物と特定のフッ素含有炭化水素基含有のシランカップリング剤とを触媒共存下に縮合反応で硬化するゾルゲル硬化膜も好ましい。
例えば、ポリフルオロアルキル基含有シラン化合物またはその部分加水分解縮合物(特開昭58−142958号公報、同58−147483号公報、同58−147484号公報、特開平9−157582号公報、同11−106704号公報記載等記載の化合物)、フッ素含有長鎖基であるポリ「パーフルオロアルキルエーテル」基を含有するシリル化合物(特開2000−117902号公報、同2001−48590号公報、同2002−53804号公報記載の化合物等)等が挙げられる。
【0314】
低屈折率層は、上記以外の添加剤として充填剤(例えば、二酸化珪素(シリカ)、含フッ素粒子(フッ化マグネシウム,フッ化カルシウム,フッ化バリウム)等の一次粒子平均径が1〜150nmの低屈折率無機化合物、特開平11−3820公報の段落番号[0020]〜[0038]に記載の有機微粒子等)、シランカップリング剤、滑り剤、界面活性剤等を含有することができる。
【0315】
低屈折率層が最外層の下層に位置する場合、低屈折率層は気相法(真空蒸着法、スパッタリング法、イオンプレーティング法、プラズマCVD法等)により形成されても良い。安価に製造できる点で、塗布法が好ましい。
【0316】
低屈折率層の膜厚は、30〜200nmであることが好ましく、50〜150nmであることがさらに好ましく、60〜120nmであることが最も好ましい。
[ハードコート層]
ハードコート層は、反射防止フィルムに物理強度を付与するために、延伸・未延伸セルロースアシレートフィルムの表面に設ける。特に、延伸・未延伸セルロースアシレートフィルムと前記高屈折率層の間に設けることが好ましい。また、反射防止層を付与せず直接延伸・未延伸セルロースアシレートフィルム上に塗設することも好ましい。
【0317】
ハードコート層は、光及び/又は熱の硬化性化合物の架橋反応、又は、重合反応により形成されることが好ましい。 硬化性官能基としては、光重合性官能基が好ましく、又加水分解性官能基含有の有機金属化合物は有機アルコキシシリル化合物が好ましい。
【0318】
これらの化合物の具体例としては、高屈折率層で例示したと同様のものが挙げられる。
【0319】
ハードコート層の具体的な構成組成物としては、例えば、特開2002−144913号公報、同2000−9908号公報、WO0/46617号公報等記載のものが挙げられる。
【0320】
高屈折率層はハードコート層を兼ねることができる。このような場合、高屈折率層で記載した手法を用いて微粒子を微細に分散してハードコート層に含有させて形成することが好ましい。
【0321】
ハードコート層は、平均粒径0.2〜10μmの粒子を含有させて防眩機能(アンチグレア機能)を付与した防眩層(後述)を兼ねることもできる。
【0322】
ハードコート層の膜厚は用途により適切に設計することができる。ハードコート層の膜厚は、0.2〜10μmであることが好ましく、より好ましくは0.5〜7μmである。
【0323】
ハードコート層の強度は、JIS K5400に従う鉛筆硬度試験で、H以上であることが好ましく、2H以上であることがさらに好ましく、3H以上であることが最も好ましい。又、JIS K5400に従うテーバー試験で、試験前後の試験片の摩耗量が少ないほど好ましい。
【0324】
[前方散乱層]
前方散乱層は、液晶表示装置に適用した場合の、上下左右方向に視角を傾斜させたときの視野角改良効果を付与するために設ける。上記ハードコート層中に屈折率の異なる微粒子を分散することで、ハードコート機能と兼ねることもできる。
例えば、前方散乱係数を特定化した特開11−38208号公報、透明樹脂と微粒子の相対屈折率を特定範囲とした特開2000−199809号公報、ヘイズ値を40%以上と規定した特開2002−107512号公報等が挙げられる。
【0325】
[その他の層]
上記の層以外に、プライマー層、帯電防止層、下塗り層や保護層等を設けてもよい。
【0326】
[塗布方法]
反射防止フィルムの各層は、ディップコート法、エアーナイフコート法、カーテンコート法、ローラーコート法、ワイヤーバーコート法、グラビアコート、マイクログラビア法やエクストルージョンコート法(米国特許2681294号明細書)により、塗布により形成することができる。
【0327】
[アンチグレア機能]
反射防止膜は、外光を散乱させるアンチグレア機能を有していてもよい。アンチグレア機能は、反射防止膜の表面に凹凸を形成することにより得られる。反射防止膜がアンチグレア機能を有する場合、反射防止膜のヘイズは、3〜30%であることが好ましく、5〜20%であることがさらに好ましく、7〜20%であることが最も好ましい。
【0328】
反射防止膜表面に凹凸を形成する方法は、これらの表面形状を充分に保持できる方法であればいずれの方法でも適用できる。例えば、低屈折率層中に微粒子を使用して膜表面に凹凸を形成する方法(例えば、特開2000−271878号公報等)、低屈折率層の下層(高屈折率層、中屈折率層又はハードコート層)に比較的大きな粒子(粒径0.05〜2μm)を少量(0.1〜50質量%)添加して表面凹凸膜を形成し、その上にこれらの形状を維持して低屈折率層を設ける方法(例えば、特開2000−281410号公報、同2000−95893号公報、同2001−100004号公報、同2001−281407号公報等)、最上層(防汚性層)を塗設後の表面に物理的に凹凸形状を転写する方法(例えば、エンボス加工方法として、特開昭63−278839号公報、特開平11−183710号公報、特開2000−275401号公報等記載)等が挙げられる。
【0329】
[用途]
本発明の未延伸、延伸セルロースアシレートフィルムは、光学フィルム、特に偏光板保護フィルム用、液晶表示装置の光学補償シート(位相差フィルムともいう)、反射型液晶表示装置の光学補償シート、ハロゲン化銀写真感光材料用支持体として有用である。
【0330】
以下に本発明で使用した測定法について記載する。
【0331】
(1)湿熱寸法変化(δL(w))
1).サンプルフィルムをMD,TD方向に切り出し、25°C60%rhで5時間以上調湿後、20cm基長のピンゲージを用い測長する(それぞれMD(F)、TD(F)とする)。
【0332】
2).これを60°C90%rhの恒温恒湿槽に無張力で500時間放置(サーモ処理)する。
【0333】
3).恒温恒湿槽から取り出した後、25°C60%rhで5時間以上調湿後、20cm基長のピンゲージを用い測長する(それぞれMD(t)、TD(t)とする)。
【0334】
4).下記式でMD、TD方向の湿熱寸法変化(δMD(w)、δTD(w))を求め、このうち大きい方の値を湿熱寸法変化(δL(w))とする。
【0335】
δTD(w)(%)=100×|TD(F)−TD(t)|/TD(F)
δMD(w)(%)=100×|MD(F)−MD(t)|/MD(F)
(2)乾熱寸法変化(δL(d))
上記湿熱寸法変化のサーモ処理を、80°Cドライで500時間に変えた以外は全て同様にして求める。
【0336】
(3)Re、Rth
サンプルフィルムを25°C60%rhに5時間以上調湿後、自動複屈折計(KOBRA−21ADH:王子計測器(株)製)を用いて、25°C60%rhにおいて、サンプルフィルム表面に対し垂直方向および、フィルム面法線から±40°傾斜させて方向から波長550nmにおけるレターデーション値を測定する。垂直方向から面内のレターデーション(Re)、垂直方向、±40°方向の測定値から厚み方向のレターデーション(Rth)を算出する。これらをRe,Rthとする。
【0337】
(4)Re、Rthの湿熱変化
1).サンプルフィルムを25°C60%rhで5時間以上調湿後、上記の方法でRe,Rthを測定する(Re(f)、Rth(f)とする)。
【0338】
2).これを60°C90%rhの恒温恒湿槽に無張力で500時間放置(サーモ処理)する。
【0339】
3).恒温高恒湿槽から取り出した後、25°C60%rhで5時間以上調湿後、上記の方法でRe,Rthを測定する(Re(t)、Rth(t)とする)。
【0340】
4).下記式でRe,Rthの湿熱変化を求める。
【0341】
Reの湿熱変化(%)=100×(Re(f)−Re(t))/Re(f)
Rthの湿熱変化(%)=100×(Rth(f)−Rth(t))/Rth(f)
(5)Re、Rthの乾熱変化
上記Re、Rthの湿熱変化のサーモ処理を、80°Cドライで500時間に変えた以外は全て同様にして求める。
【0342】
(6)微細レターデーションむら
サンプルフィルムを25°C60%rhに5時間以上調湿後、エリプソメーター(UNIOPT(株)製自動複屈折測定装置ABR−10A−10AT)を用い0.1mmずつMD方向にずらしながら10点のReを測定する。このときの最大値と最小値の差を、10点の平均値で割った値(MDの微細レターデーションむら)を求める。
TD方向にも同様に0.1mmずつずらしながら測定し(TDの微細レターデーションむら)を求める。
【0343】
MDの微細レターデーションむらとTDの微細レターデーションむらのうち大きいほうを微細レターデーションむらとする。
【0344】
(7)縦/横比
延伸に用いるニップロールの間隔(L:2対のニップロールの芯間の距離)を延伸前のセルロースアシレートフィルムの幅(W)で割った値(L/W)。3対以上のニップロールがある場合は、もっとも大きいL/Wの値を縦横比とした。
【0345】
(8)緩和率
緩和する長さを延伸前の寸法で割り百分率で示した値を指す。
【0346】
(9)セルロースアシレートの置換度
セルロースアシレートのアシル置換度は、Carbohydr.Res.273(1995)83−91(手塚他)に記載の方法で13C−NMRにより求めた。
【0347】
以下に実施例と比較例を挙げて本発明の特徴をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
【実施例】
【0348】
1.熱可塑性樹脂
図4の表1に記載のセルロースアシレート樹脂、又は飽和ノルボルネン樹脂を用い、飽和ノルボルネン樹脂に関しては表1に記載の粒径の微粒子を添加した。熱可塑性樹脂のガラス転移温度(Tg)に関しては、以下の方法で測定を行い表1に記載した。
【0349】
DSCの測定パンにサンプルを20mg入れる。これを窒素気流中で、10°C/分で30°Cから250°Cまで昇温した後(1st-run)、30°Cまで−10°C/分で冷却する。この後、再度30°Cから250°Cまで昇温する(2nd-run)。2nd-runでベースラインが低温側から偏奇し始める温度をガラス転移温度(Tg)とした。また、全水準に二酸化珪素部粒子(アエロジルR972V)0.05質量%を添加した。
【0350】
2.製膜
[溶融製膜]
上記熱可塑性樹脂を直径3mm長さ5mmの円柱状のペレットに成形した。これを110°Cの真空乾燥機で乾燥し、含水率を0.1%以下とした後、Tg−10°Cになるように調整してホッパーに投入した。溶融粘度が1000Pa・sとなるように溶融温度を調整し、210°Cに設定した1軸の押出機を用いて溶融し、溶融温度と同温度に設定したT型ダイ12からTg−5°Cに設定した冷却ドラム上にシート状に押出し冷却固化して未延伸の熱可塑性樹脂フィルムとした。この時、各水準静電印加法(10kVのワイヤーをメルトの冷却ドラムへの着地点から10cmのところに設置)を用いた。固化したシートを剥ぎ取り、表1記載の延伸倍率(但し、未延伸もある)で縦延伸と横延伸を行った後、巻き取った。なお、巻き取り直前に両端(全幅の各3%)をトリミングした後、両端に幅10mm、高さ50μmの厚みだし加工(ナーリング)をつけた。各実施例及び各比較例とも、幅は1.5mで30m/分で3000mロール状に巻き取った。そして、巻き取ったロールを図3の熱緩和処理装置で表1の条件で熱処理した。
【0351】
[溶液製膜]
熱可塑性樹脂100重量部を含水率が0.1wt%以下になるように乾燥し、溶剤、添加剤を溶剤中に撹拌しながら投入した。投入が終わると撹拌を停止し、25°Cで3時間膨潤させスラリーを作成した。これを再度撹拌し、完全に熱可塑性樹脂を溶解した。この後、絶対濾過精度0.01mmの濾紙(東洋濾紙(株)製、#63)でろ過し、さらに絶対濾過精度3μmの濾紙(ポール社製、FH025)にて濾過した。上述のドープを35°Cに加温し、下記のドラム法で流延した。
【0352】
ダイを通して、−15°Cに設定した直径3mの鏡面ステンレスのドラムに流延した。使用したダイは、特開平11−314233号に記載の形態に類似するものを用いた。なお流延スピードは100m/分でその流延幅は250cmとした。
【0353】
残留溶剤が200wt%で剥ぎ取り、130°Cで乾燥し、残留溶剤が1wt%以下となった後、表1の延伸倍率(但し、未延伸もある)で縦延伸と横延伸を行い、巻き取った。なお、巻き取り直前に両端(全幅の各3%)をトリミングした後、両端に幅10mm、高さ50μmの厚みだし加工(ナーリング)をつけた。各実施例及び各比較例とも、幅は1.5mで30m/分で3000mロール状に巻き取った。そして、巻き取ったロールを図3の熱緩和処理装置で表1の条件で熱処理した。
【0354】
3.延伸条件
(i).縦(MD)延伸
上記溶融製膜、溶液製膜で得た熱可塑性樹脂フィルム(いずれも残留溶剤は0.1重量%以下)を、2対のニップロールを用い、Tg+15°Cで縦延伸した。
【0355】
(ii).横(TD)延伸
縦延伸後にテンターを用いてTg+10°Cで表1に記載の倍率で横方向に延伸した。
【0356】
4.熱処理条件
その後、表1の熱処理条件(ロール回転速度、熱風温度、及び熱処理時間)で熱処理を行なった。
【0357】
5.フィルムの評価
このようにして得たフィルムの湿熱寸法変化(δL(w))、乾熱寸法変化(δL(d))、湿熱、乾熱処理前(フレッシュ)のRe、Rth、微細レターデーションむら、Re、Rthの湿熱変化(δRe(w) 、δRth(w))、Re、Rthの乾熱変化(δRe(d)、δRth(d))、並びにロールの巻皺、巻ベコ、巻ズレを測定し表1に記載した。
【0358】
尚、ロール状態を示すロールの巻皺、巻ベコ、巻ズレの評価に関しては、全く巻皺等が発生していないものを◎、殆んど巻皺等が発生していないものを○、巻皺等の発生は見受けられるが使用上問題のないものを△、巻皺等の発生は見受けられ使用上にも問題があるものを×、とした。
【0359】
図4の表1の実施例1〜8、及び比較例1〜7のセルロースアシレート樹脂は同一のものである。熱処理が本発明の条件である、ロールの巻芯を0.01〜10rphでロールが巻き締まる方向に回転させながら、巻芯を中心にしてロールに沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で行い、且つ、セルロースアシレート樹脂フィルムが、面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下を満たしている実施例1〜8は、寸法変化(δL(w)、δL(d))及び微細レターデーションむらの割合が小さく、ロールの状態(巻皺、巻ベコ、巻ズレ)も使用上問題がなかった。実施例6〜8から、延伸を行っていない、あるいは縦又は横の一方向のみに延伸を行ったフィルムに対しても、本発明は適応できることが分かる。そして、ロールの回転数が0.01〜10rphの範囲に無い比較例1及び2は、ロールが使用上問題となる状態となってしまい、Tg−60°C〜Tg+20°Cの範囲に無い温度の熱風を吹き付けた比較例3及び4は、微細レターデーションむらの割合が大きく、熱処理時間が0.01hr〜300hrの範囲に無い比較例5も、微細レターデーションむらの割合が大きくなってしまったことが分かる。
【0360】
実施例9〜13は、実施例1〜8とは置換度の異なるセルロースアシレートに対して本発明を実施したものであるが、溶融製膜、溶液製膜を問わず様々なセルロースアシレートに対しても適応することができることが分かる。また、置換度が、2.0≦X+Y≦3.0、0≦X≦2.0、1.2≦Y≦2.9、を満たしている実施例1〜11は、満たしていない実施例12及び13と比較すると、寸法変化及び微細レターデーションむらに関して良好な結果が得られた。
【0361】
実施例14〜17、及び比較例8は、飽和ノルボルネン樹脂であり、セルロースアシレート樹脂と同様に、本発明を実施したものは、寸法変化及び微細レターデーションむらの割合が小さく、ロールの状態も使用上問題がなかったことが分かる。また、飽和ノルボルネン樹脂は、平均粒子径が0.1μm以上3.0μm以下の微粒子を1ppm以上10000ppm以下含む実施例14及び15の場合のほうが、実施例16及び17よりも、寸法変化及び微細レターデーションむらに関して良好な結果が得られた。
6.偏光板の作成
(1)表面処理
表1の熱可塑性樹脂フィルムを下記の浸漬法で鹸化を行った。なお下記塗布鹸化も実施したが浸漬鹸化と同様の結果を得た。
【0362】
(i).浸漬鹸化
NaOHの1.5規定水溶液を鹸化液として用いた。
【0363】
これを60°Cに調温し、熱可塑性樹脂フィルムを2分間浸漬した。
【0364】
この後、0.1Nの硫酸水溶液に30秒浸漬した後、水洗浴を通した。
【0365】
(ii).塗布鹸化
iso-プロパノール80重量部に水20重量部を加え、これにKOHを1.5規定となるように溶解し、これを60°Cに調温したものを鹸化液として用いた。
【0366】
これを60°Cの熱可塑性樹脂フィルム上に10g/m2 塗布し、1分間鹸化した。
【0367】
この後、50°Cの温水をスプレーを用い、10l/m2 ・分で1分間吹きかけ洗浄した。
【0368】
(2)偏光層の作成
特開平2001−141926の実施例1に従い、2対のニップロール間に周速差を与え、長手方向に延伸した厚み20μmの偏光層を調製した。なお、特開平2002−86554の実施例1のように延伸軸が斜め45度となるように延伸した偏光層も同様に作成したが、以降の評価結果は上述のものと同様な結果が得られた。
【0369】
(3)貼り合わせ
このようにして得た偏光層を、上記方法で製膜、延伸、鹸化処理した熱可塑性樹脂フィルムを用い、下記構成となるようにPVA((株)クラレ製PVA−117H)3%水溶液を接着剤とし貼り合せ偏光板を作成した。なお、下記に記載したフジタック(富士写真フィルム製TD80)も上記の方法で鹸化処理を行った。
【0370】
偏光板A:延伸熱可塑性樹脂フィルム/偏光層/フジタック
偏光板B:延伸熱可塑性樹脂フィルム/偏光層/未延伸熱可塑性樹脂フィルム
(偏光板Bでは延伸、未延伸熱可塑性樹脂フィルムは同じ熱可塑性樹脂を用いた)
このようにして得た偏光板のフレッシュ品と、ウエットサーモ(60°C90%rh500時間)、ドライサーモ(80°Cドライ500時間)後の偏光板を、延伸セルロースアシレートを液晶側になるようにして、特開2000−154261号公報の図2〜9に記載の20インチVA型液晶表示装置液晶表示装置に取り付けた。これをフレッシュ品の偏光板を用いたものと、ドライ、ウエットサーモ品の偏光板を用いたものを比較し、目視評価し色むらの発生領域の全面積に占める割合から、液晶表示装置での色むらを判定し表1に記載した。色むらは、全く色むらが見受けられなく問題がないものを◎、ほとんど色むらが見受けられなく問題がないものを○、若干ながら色むらが見受けられるものを△、色むらが全体に見受けられるものを×、とした。
【0371】
図4の表1から分かるように、本発明を実施した実施例1〜11及び実施例14〜16は良好な性能が得られた。
7.光学補償フィルムの作成
特開平11−316378号の実施例1の液晶層を塗布したセルロースアセテートフィルムの代わりに、本発明の延伸熱可塑性樹脂フィルムを使用した。この時製膜、延伸直後のもの(フレッシュ品)を用いた場合と、ウエットサーモ(60°C90%rh500時間)、ドライサーモ(80°Cドライ500時間)後のものを用いた場合で、両者比較し色むらの発生している領域を目視評価したが、本発明を用いたものは良好な光学補償フィルムを作成できた。
【0372】
特開平7−333433の実施例1の液晶層を塗布したセルロースアセテートフィルムに代わって、本発明の延伸熱可塑性樹脂フィルムに変更し光学補償フィルターフィルムを作製したものでも同様に良好な光学補償フィルムを作成できた。
8.低反射フィルムの作成
本発明の延伸熱可塑性樹脂フィルムを発明協会公開技報(公技番号2001−1745)の実施例47に従い本発明の延伸熱可塑性樹脂フィルムを用いて低反射フィルムを作成したところ、良好な光学性能が得られた。
9.液晶表示素子の作成
上記本発明の偏光板を、特開平10−48420号公報の実施例1に記載の液晶表示装置、特開平9−26572号公報の実施例1に記載のディスコティック液晶分子を含む光学的異方性層、ポリビニルアルコールを塗布した配向膜、特開2000−154261号公報の図2〜9に記載の20インチVA型液晶表示装置、特開2000−154261号公報の図10〜15に記載の20インチOCB型液晶表示装置、特開2004−12731の図11に記載のIPS型液晶表示装置に用いた。さらに、本発明の低反射フィルムをこれらの液晶表示装置の最表層に貼り評価を行ったところ、良好な液晶表示素子を得た。
【図面の簡単な説明】
【0373】
【図1】本発明に係るフィルム製造装置の構成図
【図2】押出機の構成を示す概略図
【図3】熱緩和装置の構成を示す構成図
【図4】本発明の実施例の説明図
【符号の説明】
【0374】
10…フィルム製造装置、12…セルロースアシレートフィルム、12’…延伸セルロースアシレートフィルム、14…押出機、16…ダイ、17,18,19…冷却ドラム、20…製膜工程部、30…縦延伸工程部、40…横延伸工程部、50…巻取工程部、70…熱緩和装置、72…ロール、74…台車、76…断熱パネル、78…巻芯、80…モータ、82…コロ、84…熱風の吹出口
【技術分野】
【0001】
本発明は熱可塑性樹脂フィルム及びその製造方法に係り、特に、液晶表示装置に使用される熱可塑性樹脂フィルム及びその製造方法に関する。
【背景技術】
【0002】
熱可塑性樹脂フィルムの製造は大きく分けて、溶液製膜法と溶融製膜法とに分類される。溶液製膜法は熱可塑性樹脂を溶剤に溶解したドープをダイから支持体、例えば冷却ドラム上に流延してフィルム状にする方法であり、溶融製膜法は熱可塑性樹脂を押出機で溶融した後、ダイから支持体、例えば冷却ドラム上に押し出してフィルム状にする方法である。これらの方法により製膜された熱可塑性樹脂フィルムは、通常、縦(長手)方向、横(幅)方向に延伸することによって、面内レターデーション(Re)、厚み方向のレターデーション(Rth)を発現させ、液晶表示素子の位相差膜として使用し、視野角拡大を図ることが実施されている。
【0003】
上記のような製膜・延伸方法として、例えば特開2002−311240に記載されている。これは縦延伸する方向を流延製膜方向と逆にすることで遅相軸の角度むらを改良したものである。また、特開2003−315551には縦横比(L/W)が0.3以上2以下で延伸し、厚み方向の配向(Rth)を改良する方法が記載されている。ここで云う縦横比とは、延伸に用いるニップロールの間隔(L)を延伸する熱可塑性樹脂フィルムの幅(W)で割った値を指す。
【特許文献1】特開2002−311240
【特許文献2】特開2003−315551
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、溶液製膜法及び溶融製膜法のいずれの場合にも、従来の製造方法で製膜された熱可塑性樹脂フィルムは、高温多湿の条件下に置かれると収縮(以下、熱収縮という)が起きやすいという問題がある。そして、フィルムを液晶表示素子に組み込んだ際、この熱収縮によって液晶表示画面のコーナーより光が漏れたり、変色したりする色ムラと呼ばれる現象が発生しやすい。特に、光学用途の高機能性フィルムとして使用する場合には、このような色ムラが発生するフィルムは問題となる。
【0005】
熱収縮の発生を抑制する方法としては、熱収縮し難い熱可塑性樹脂を選んだり、熱可塑性樹脂を溶融する温度条件や冷却する温度条件の最適化等を行なうことが考えられる。しかしながら、これらの方法では、光学フィルムに悪影響を及ぼすような熱収縮の発生を効果的に抑制することができないという問題があった。
【0006】
本発明はこのような事情に鑑みてなされたもので、色ムラの原因となる熱収縮が発生し難い熱可塑性樹脂フィルムを製造することのできる熱可塑性樹脂フィルムの製造方法及びその方法で製造された熱可塑性樹脂フィルムを提供することを目的とする。
【課題を解決するための手段】
【0007】
請求項1に記載の発明は、前記目的を達成するために、熱可塑性樹脂フィルムのロールを断熱パネルで囲み、前記ロールの巻芯を0.01rph〜10rphで前記ロールが巻き締まる方向に間欠回転又は連続回転させながら、前記巻芯を中心にして前記ロールに沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で熱処理を行い、前記熱処理後の熱可塑性樹脂フィルムにおける面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下を満足することを特徴とする熱可塑性樹脂フィルムの製造方法を提供する。
【0008】
本発明の発明者は、上記課題に鑑みて鋭意検討した結果、ロールを断熱パネルで囲み、ロールの巻芯を0.01rph〜10rphでロールが巻き締まる方向に間欠回転又は連続回転させながら、巻芯を中心にしてロールに沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01〜300hrの間でフィルムを熱処理させることで、Re、Rthの値をほとんど低下させることなくフィルムの熱収縮率を低減させることができるという知見を得た。すなわち、熱可塑性樹脂フィルムを熱処理させることで、面内のレターデーションRe、厚み方向のレターデーションRthの値をほとんど変化させずに、フィルムのMD方向(長手方向)、TD方向(幅方向)の熱収縮率だけを低減させることを見出した。このようにして得られた熱可塑性樹脂フィルムは、面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下である。
【0009】
請求項1の発明によれば、熱可塑性樹脂フィルムのロールを断熱パネルで囲み、前記ロールの巻芯を0.01〜10rphで前記ロールが巻き締まる方向に間欠回転又は連続回転させながら、巻芯を中心にしてロールに沿ってTg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01〜300hrの間で熱処理を行い、前記熱可塑性樹脂フィルムが、面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下であるようにしたので、額縁故障や色ムラの原因となる熱収縮が発生し難い熱可塑性樹脂フィルムを製造することができる。すなわち、0.01〜10rphでロールが巻き締まる方向に間欠回転又は連続回転させるので、回転中にフィルムが弛んでしまうことを防止しながら熱処理させることができる。ロールの回転数は、フィルムが回転中に弛んでロールの巻皺、巻ベコや巻ズレなどが起きないようにする必要があり、0.01rph〜10rphの範囲内であれば問題なく、好ましくは0.05rph〜5rphの範囲内、より好ましくは0.1rph〜3rphの範囲内、更に好ましくは0.2rph〜2rphの範囲内である。また、熱風の温度は、低すぎると熱処理の効果がなく、高すぎるとRe、Rthの値が動いてしまうため、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの範囲内が好ましい。より好ましくはTg−50°C〜Tg+10°Cの範囲内、更に好ましくはTg−45°C〜Tg+5°Cの範囲内、最も好ましくはTg−40°C〜Tg°Cの範囲内である。そして、熱処理の時間であるが、短すぎると熱処理の効果がなく、また長すぎるとRe、Rthの値も低下してしまうことから、0.01hr〜300hrの範囲内が好ましい。より好ましくは0.1hr〜200hrの範囲内、更に好ましくは0.2hr〜100hrの範囲内、最も好ましくは0.5hr〜50hrの範囲内である。尚、本発明は、溶液製膜法又は溶融製膜法のいずれで製造された熱可塑性樹脂フィルムにも適用できる。
【0010】
尚、ここで湿熱とは、60°C、90%RHの雰囲気で500時間放置した状態を言い、乾熱とは、80°C、10%RH以下の雰囲気で500時間放置した状態を言う。変化の測定は、フィルムを温度25°C、60%RHの雰囲気に5時間以上調湿した状態を基準として求める。また、レターデーションは、フィルムを温度25°C、60%RHの雰囲気に5時間以上調湿後、同条件の雰囲気下でフィルム表面に対し垂直方向から波長550nmの光に対するレターデーション値であり、例えば、自動複屈折計(KOBRA−21ADH/PR:王子計測器(株)製)により測定することができる。
【0011】
請求項2に記載の発明は請求項1の発明において、前記熱可塑性樹脂フィルムは、湿熱寸法変化(δL(w))、及び乾熱寸法変化(δL(d))のいずれもが0%以上0.3%以下であることを特徴とする。
【0012】
本発明で製造される熱可塑性樹脂フィルムは、湿熱寸法変化(δL(w))、及び乾熱寸法変化(δL(d))のいずれもが0%以上0.3%以下の範囲内にすることができる。尚、湿熱寸法変化及び乾熱寸法変化は、0%以上0.3%以下の範囲内が好ましいが、0%以上0.2%以下がより好ましく、0%以上0.15%以下が更に好ましく、0%以上0.1%以下が最も好ましい。ここで、湿熱寸法変化とは、80°C10%RH以下で500時間経時前後の長手(MD)方向の寸法変化(δMD(d))、幅(TD)方向の寸法変化(δTD(d))のうち大きい方の値をいう。また、乾熱寸法変化とは、60°C90%rhで500時間経時前後の寸法変化であり、下記式で示される長手(MD)方向の寸法変化(δMD(w))、幅(TD)方向の寸法変化(δTD(w))のうち大きい方の値をいう。
【0013】
請求項3に記載の発明は請求項1又は2に記載の発明において、前記熱可塑性樹脂フィルムは、配向角が0°±5°以内、又は90°±5°以内、ボーイング歪みの大きさが10%以下、面内のレターデーション(Re)が0nm以上500nm以下、厚み方向のレターデーション(Rth)が0nm以上500nm以下、であることを特徴とする。
【0014】
本発明で製造される熱可塑性樹脂フィルムは、配向角が0°±5°以内、又は90°±5°以内、ボーイング歪みの大きさが10%以下、面内のレターデーション(Re)が0nm以上500nm以下、厚み方向のレターデーション(Rth)が0nm以上500nm以下、の範囲内にすることができる。
【0015】
請求項4に記載の発明は、請求項1〜3のいずれか1の発明において、前記熱可塑性樹脂フィルムは、微細レターデーションむらが0%以上10%以下であることを特徴とする。
【0016】
本発明で製造される熱可塑性樹脂フィルムは、微細レターデーションむらが0%以上10%以下の範囲内にすることができる。ここで、微細レターデーションむらとは1mm以内の微小領域で発生するレターデーションの変化をいう。
【0017】
請求項5に記載の発明は、請求項1〜4のいずれか1の発明において、前記熱可塑性樹脂は、セルロースアシレート樹脂であることを特徴とする。
【0018】
本発明は、熱可塑性樹脂がセルロースアシレート樹脂である場合に特に有効である。
【0019】
請求項6に記載の発明は、請求項5の発明において、前記セルロースアシレート樹脂は、Xをアセチル基の置換度、Yをプロピオニル基、ブチリル基、ペンタノイル基、ヘキサノイル基の置換度の総和としたときに、アシレート基が下記の置換度、2.0≦X+Y≦3.0、0≦X≦2.0、1.2≦Y≦2.9、を満足することを特徴とする。
【0020】
このようなセルロースアシレート樹脂は、融点が低い、延伸し易い、防湿性に優れているという特徴を有するので、液晶表示素子の位相差膜等の機能性フィルムとして優れたセルロースアシレート樹脂フィルムを得ることができる。
【0021】
請求項7に記載の発明は、請求項1〜4のいずれか1の発明において、前記熱可塑性樹脂は、飽和ノルボルネン系樹脂であることを特徴とする。
【0022】
本発明は、熱可塑性樹脂が飽和ノルボルネン系樹脂である場合に特に有効である。
【0023】
請求項8に記載の発明は、請求項7の発明において、熱可塑性樹脂フィルムは、平均粒子径が0.1μm以上3.0μm以下の微粒子を1ppm以上10000ppm以下含むことを特徴とする。
【0024】
本発明は、熱可塑性樹脂フィルムの製造において、特に、微細レターデーションむらを防止するのに有効である。
【0025】
請求項9に記載の発明は請求項1〜8のいずれか1において、前記熱処理を、延伸した後の熱可塑性樹脂フィルムについて行うことを特徴とする。
【0026】
本発明は熱可塑性樹脂フィルムを延伸しない前の未延伸フィルム及び延伸後の延伸フィルムのいずれにも適用できるが、延伸することにより熱収縮が発生しやすくなるので、延伸フィルムに適用することで本発明の効果を一層発揮できる。
【0027】
請求項10は請求項1〜9の何れかに記載の製造方法で製造されたことを特徴とする熱可塑性樹脂フィルムであり、請求項11は請求項10の熱可塑性樹脂フィルムを少なくとも1層積層したことを特徴とする偏光板であり、請求項12は請求項10の熱可塑性樹脂フィルムを基材に用いたことを特徴とする液晶表示板用光学補償フィルムであり、請求項13は請求項10の熱可塑性樹脂フィルムを基材に用いたことを特徴とする反射防止フィルムである。
【発明の効果】
【0028】
本発明によれば、色ムラの原因となる熱収縮が発生し難い熱可塑性樹脂フィルムを製造することができる。従って、本発明によって製造された熱可塑性樹脂フィルムを使用した偏光板、液晶表示板用光学補償フィルム、及び反射防止フィルムの品質を向上させることができる。
【発明を実施するための最良の形態】
【0029】
以下添付図面に従って本発明に係る熱可塑性樹脂フィルム及びその製造方法の好ましい実施の形態について説明する。なお、本実施の形態では、セルロースアシレート樹脂フィルムを溶融製膜法で製造する例を示すが、本発明はこれに限定するものではなく、飽和ノルボルネン系樹脂フィルムやポリカーボネート樹脂フィルムなどの熱可塑性樹脂フィルムの製造にも適用することができ、又、溶液製膜法にも適用できる。
【0030】
図1は、セルロースアシレート樹脂フィルムの製造装置の概略構成の一例を示したものであり、延伸セルロースアシレート樹脂フィルムを溶融製膜法により製造する場合で説明する。
【0031】
図1に示すように製造装置10は主として、延伸前のセルロースアシレートフィルム12を製膜する製膜工程部20と、製膜工程部20で製膜されたセルロースアシレートフィルム12をそれぞれ縦延伸、横延伸する縦延伸工程部30、横延伸工程部40と、延伸されたセルロースアシレートフィルム12’を巻き取る巻取工程部50とオフラインで設けられた熱緩和処理装置70とで構成される。
【0032】
製膜工程部20では、押出機14で溶融されたセルロースアシレート樹脂がダイ16からシート状に押し出され、回転するドラム17上にキャストされる。そして、ドラム17、18、19の表面で溶融樹脂が冷却固化されてセルロースアシレートフィルム12が得られる。このセルロースアシレートフィルム12はドラム19から剥離された後、縦延伸工程部30、横延伸工程部40に順に送られて延伸され、巻取工程部50でロール状に巻き取られる。これにより、延伸セルロースアシレートフィルム12’が製造される。
【0033】
以下、各工程部の詳細について説明する。
【0034】
図2は、製膜工程部20の押出機14の構成を示している。同図に示すように、押出機14のシリンダ52内には、スクリュー軸54にフライト56を取りつけた単軸スクリュー58が設けられており、この単軸スクリュー58が不図示のモータによって回転するようになっている。
【0035】
シリンダ52の供給口60には不図示のホッパーが取りつけられており、このホッパーからセルロースアシレート樹脂が供給口60を介してシリンダ52内に供給される。
【0036】
シリンダ52内は供給口60側から順に、供給口60から供給されたセルロースアシレート樹脂を定量輸送する供給部(Aで示す領域)と、セルロースアシレート樹脂を混練・圧縮する圧縮部(Bで示す領域)と、混練・圧縮されたセルロースアシレート樹脂を計量する計量部(Cで示す領域)とで構成される。押出機14で溶融されたセルロースアシレート樹脂は、吐出口62からダイ16に連続的に送られる。
【0037】
押出機14のスクリュー圧縮比は、2.5〜4.5に設定され、L/Dは20〜70に設定されている。ここで、スクリュー圧縮比とは、供給部Aと計量部Cとの容積比、即ち供給部Aの単位長さ当たりの容積÷計量部Cの単位長さ当たりの容積で表され、供給部Aのスクリュー軸34の外径d1、計量部Cのスクリュー軸34の外径d2、供給部Aの溝部径a1、及び計量部Cの溝部径a2とを使用して算出される。また、L/Dとは、図2のシリンダ内径(D)に対するシリンダ長さ(L)の比である。また、押出温度は190〜240°Cに設定される。押出機14内での温度が240°Cを超える場合には、押出機14とダイ16との間に冷却機(図示せず)を設けるようにするとよい。
【0038】
尚、押出機14は、1軸押出機でも2軸押出機でもよいが、スクリュー圧縮比が2.5を下回って小さすぎると、十分に混練されず、未溶解部分が発生したり、剪断発熱が小さく結晶の融解が不十分となり、製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなったり、気泡が混入し易くなる。これにより、セルロースアシレートフィルム12を延伸したときに、残存した結晶が延伸性を阻害し、配向を十分に上げることができなくなる。逆に、スクリュー圧縮比が4.5を上回って大きすぎると、剪断応力がかかり過ぎて発熱により樹脂が劣化し易くなるので、製造後のセルロースアシレートフィルムに黄色みが出易くなる。また、剪断応力がかかり過ぎると分子の切断が起こり分子量が低下してフィルムの機械的強度が低下する。従って、製造後のセルロースアシレートフィルムに黄色みが出にくく且つ延伸破断しにくくするためには、スクリュー圧縮比は2.5〜4.5の範囲が良く、より好ましくは2.8〜4.2の範囲、特に好ましくは3.0〜4.0の範囲である。
【0039】
また、L/Dが20を下回って小さすぎると、溶融不足や混練不足となり、圧縮比が小さい場合と同様に製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなる。逆に、L/Dが70を上回って大きすぎると、押出機14内でのセルロースアシレート樹脂の滞留時間が長くなり過ぎ、樹脂の劣化を起こし易くなる。また、滞留時間が長くなると分子の切断が起こり分子量が低下してフィルムの機械的強度が低下する。従って、製造後のセルロースアシレートフィルムに黄色みが出にくく且つ延伸破断しにくくするためには、L/Dは20〜70の範囲が良く、好ましくは22〜45の範囲、特に好ましくは24〜40の範囲である。
【0040】
また、押出温度が190°Cを下回って低すぎると、結晶の融解が不十分となり、製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなり、セルロースアシレートフィルムを延伸したときに、延伸性を阻害し、配向を十分に上げることができなくなる。逆に、押出温度が240°Cを超えて高すぎると、セルロースアシレート樹脂が劣化し、黄色み(YI値)の程度が悪化してしまう。従って、製造後のセルロースアシレートフィルムに黄色みが出にくく且つ延伸破断しにくくするためには、押出温度は190°C〜240°Cが良く、好ましくは195°C〜235°Cの範囲、特に好ましくは200°C〜230°Cの範囲である。
【0041】
溶融樹脂は、図1のダイ16に連続的に供給される。供給された溶融樹脂はダイ16の先端(下端)からシート状に吐出され、吐出された溶融樹脂は、ドラム17上にキャストされ、ドラム17、18、19の表面で冷却固化された後、ドラム19の表面から剥離され、セルロースアシレートフィルム12が製膜される。
【0042】
製膜工程部20で製膜されたセルロースアシレートフィルム12は、縦延伸工程部30、横延伸工程部40に順に送られる。以下に、製膜工程部20で製造したセルロースアシレートフィルム12を延伸し、延伸セルロースアシレートフィルム12’を製造するまでの延伸工程について説明する。
【0043】
セルロースアシレートフィルム12の延伸は、セルロースアシレートフィルム12中の分子を配向させ、面内のレターデーション(Re)と厚み方向のレターデーション(Rth)を発現させるために行われる。ここで、レターデーションRe、Rthは、以下の式で求められる。
【0044】
Re(nm)=|n(MD)−n(TD)|×T(nm)
Rth(nm)=|{(n(MD)+n(TD))/2}−n(TH)|×T(nm)
式中のn(MD)、n(TD)、n(TH)は長手方向、幅方向、厚み方向の屈折率を示し、Tはnm単位で表した厚みを示す。
【0045】
図1に示すように、セルロースアシレートフィルム12は、先ず、縦延伸工程部30で長手方向に縦延伸される。縦延伸工程部30では、セルロースアシレートフィルム12が予熱された後、セルロースアシレートフィルム12が加熱された状態で、二つのニップロール28、30に巻き掛けられる。出口側のニップロール34は、入口側のニップロール32よりも早い搬送速度でセルロースアシレートフィルム12を搬送しており、これによって、セルロースアシレートフィルム12が縦方向に延伸される。
【0046】
縦延伸されたセルロースアシレートフィルム12は、横延伸工程部40に送られ、幅方向に横延伸される。横延伸工程部40では例えばテンターを好適に用いることができ、このテンターによってセルロースアシレートフィルム12の幅方向の両端部をクリップで把持し、横方向(幅方向)に延伸する。この横延伸によって、レターデーションRthを一層大きくすることができる。
【0047】
上述した縦、横の延伸処理を施すことによって、レターデーションRe、Rthを発現させた延伸セルロースアシレート12’が得られる。延伸セルロースアシレートフィルム12は、Reが0nm以上500nm以下、より好ましくは10nm以上400nm以下、さらに好ましくは15nm以上300nm以下、Rthが0nm以上500nm以下、より好ましくは50nm以上400nm以下、さらに好ましくは70nm以上350nm以下である。このうちRe≦Rthを満足するものがより好ましく、さらに好ましくはRe×2≦Rthを満足するものがさらに好ましい。このような高Rth、低Reを実現するためには、上述のように縦延伸したものを、横(幅)方向に延伸するのが好ましい。即ち、縦方向と横方向の配向の差が面内のレターデーションの差(Re)となるが、縦方向に加えその直交方向である横方向にも延伸することで、縦横の配向の差を小さくし面配向(Re)を小さくできる。一方、縦に加え横にも延伸することで面積倍率は増加するため、厚みの減少に伴い厚み方向の配向は増加し、Rthを増加させることができるためである。
【0048】
さらに、Re,Rthの幅方向、長手方向の場所による変動をいずれも5%以下、より好ましくは4%以下、さらに好ましくは3%以下にすることが好ましい。さらに配向角を90°±5°以下または0°±5°以下とすることが好ましく、より好ましくは90°±3°以下または0°±3°以下、さらに好ましくは90°±1°以下または0°±1°以下とすることが好ましい。これらは、本発明のような延伸処理を行うことでボーイングを低減することができ、テンターに入る前のセルロースアシレートフィルム12の面上に幅方向に沿って描いた直線が延伸終了後には凹部に変形したセンター部のずれを幅で割ったボーイング歪みが10%以下、好ましくは5%以下、より好ましくは3%以下とすることが好ましい。
【0049】
次に、本発明における熱緩和装置70について説明する。図3は、本発明に用いる熱緩和装置70の構成の一例を示したものである。
【0050】
熱緩和装置70は、ロール72を1本宛収容する台車74を断熱パネル76で囲み、ロール72の巻芯78を0.01rph〜10rphでロール72が巻締められる方向に回転するように巻芯78を支えるコロ82を間欠回転又は連続回転させるモータ80と、前記断熱パネル76内に熱風の吹出口84を設けこれにダクトを連結した熱処理装置である。但し、断熱パネル76は、台車一台に夫々取付けるだけでなく、複数台分まとめて行っても良い。コロ回転用モータ、及び熱風の吹出口等はしたがって連動でもよい。
【0051】
ロール72が巻き締められる方向に回転させるのは、熱緩和させるためにロール72をテープ等で止めないため、巻き弛む方向ではロール全体が弛んで解けてしまうからであり、回転数が0.01rph〜10rphであるのは、0.01rphよりも小さいと回転させる効果がなくフィルム全体を熱緩和することができないからであり、10rphを超えて大きいと巻ズレが起きてしまうからである。回転数は、0.01rph〜10rphの範囲であれば問題ないが、好ましくは0.05rph〜5rphの範囲、より好ましくは0.1rph〜3rphの範囲、さらに好ましくは0.2rph〜2rphの範囲である。
【0052】
熱風の温度は、処理するフィルムの材質によって適宜選択されるが、熱可塑性樹脂のガラス転移温度(Tg)で表すと、Tg−60℃〜Tg+20℃の範囲であり、好ましくはTg−50℃〜Tg+10℃の範囲、より好ましくはTg−45℃〜Tg+5℃の範囲、更に好ましくはTg−40℃〜Tg℃の範囲である。Tg−60℃よりも低くなると熱処理の効果が無く、また、Tg+20℃を超えて高くなるとフィルムのRe、Rth値を低下させてしまうからである。
【0053】
熱処理の時間は、0.01hrより短いと効果はなく、300hrより長くしても熱処理の効果は上がらないことから、0.01hr〜300hrであり、好ましくは0.1hr〜200hr、より好ましくは0.2hr〜100hr、更に好ましくは0.5hr〜50hrである。
【0054】
この場合、熱処理は巻取工程部50での巻き取り後、3日以内が好ましく、1日以内がより好ましく、6時間以内が更に好ましく、フィルムを巻き取った際にロール72を熱緩和装置70に収め、巻取りと同時に熱処理を始めることが最も好ましい。
【0055】
このように延伸セルロースアシレートフィルム12’のロール72を断熱パネル76で囲み、ロール72の巻芯78を0.01〜10rphでロール72が巻き締まる方向に間欠回転又は連続回転させながら、巻芯78を中心にしてロール72に沿って、セルロースアシレート樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で熱処理を行う熱緩和処理をさせることで、延伸セルロースアシレートフィルム12’の面内のレターデーションRe、厚み方向のレターデーションRthの値をほとんど変化させず、ロール72に巻皺、巻ベコ、巻ズレを起こすこともなく、熱収縮率だけを低減させることができる。
【0056】
このようにして得られた熱緩和処理後の延伸セルロースアシレートフィルム12’は、湿熱寸法変化(δL(w))、及び乾熱寸法変化(δL(d))のいずれもが0%以上0.3%以下の範囲内にすることができる。また、面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下の範囲内にすることができる。尚、ここで湿熱とは、60°C、90%RHの雰囲気で500時間放置した状態を言い、乾熱とは、80°C、10%RH以下の雰囲気で500時間放置した状態を言う。変化の測定は、フィルムを温度25°C、60%RHの雰囲気に5時間以上調湿した状態を基準として求める。また、レターデーションは、フィルムを温度25°C、60%RHの雰囲気に5時間以上調湿後、同条件の雰囲気下でフィルム表面に対し垂直方向から波長550nmの光に対するレターデーション値であり、例えば、自動複屈折計(KOBRA−21ADH/PR:王子計測器(株)製)により測定することができる。
【0057】
δL(d)は、下記式で示される長手(MD)方向の寸法変化(δMD(d))、幅(TD)方向の寸法変化(δTD(d))のうち大きい方の値を指す。なお、ドライとは相対湿度が10%以下の状態を指す。
【0058】
δTD(d)(%)=100×|TD(F)−TD(T)|/TD(F)
δMD(d)(%)=100×|MD(F)−MD(T)|/MD(F)
(TD(F)、MD(F)は25°C60%rhで5時間以上放置後にその雰囲気で測定したサーモ前の寸法を指し、TD(T)、MD(T)はサーモ(80°Cドライで500時間経時)後に25°C60%rhで5時間以上放置後その雰囲気で測定した寸法を指す)
δTD(w)、δMD(w)は、下記式で示される長手(MD)方向の寸法変化(δMD(w))、幅(TD)方向の寸法変化(δTD(w))のうち大きい方の値を指す。
【0059】
δTD(w)(%)=100×|TD(F)−TD(t)|/TD(F)
δMD(w)(%)=100×|MD(F)−MD(t)|/MD(F)
(TD(F)、MD(F)は25°C60%rhで5時間以上放置後にその雰囲気で測定したサーモ前の寸法を指し、TD(t)、MD(t)はサーモ(60°C90%rhで500時間経時)後に25°C60%rhで5時間以上放置後その雰囲気で測定した寸法を指す)
好ましいδL(w)、δL(d)は0%以上0.3%以下が好ましく、より好ましくは0%以上0.2%以下、さらに好ましくは0%以上0.15%以下である。
【0060】
本発明でいうδRe(d)、δRth(d)とは、80°Cドライで500時間経時前後のRe,Rth変化であり、下記式で示される。なお、ドライとは相対湿度が10%以下の状態を指す。
【0061】
δRe(d)(%)=100×|Re(F)−Re(T)|/Re(F)
δRth(d)(%)=100×|Rth(F)−Rth(T)|/Rth(F)
(Re(F)、Rth(F)は80°Cドライで500時間経時前のRe、Rthを指し、Re(T)、Rth(T)は80°Cドライで500時間経時後のRe、Rthを指す)
本発明でいうδRe(w)、δRth(w)とは、60°C90%rhで500時間経時前後のRe,Rth変化であり、下記式で示される。
【0062】
δRe(w)(%)=100×|Re(F)−Re(t)|/Re(F)
δRth(w)(%)=100×|Rth(F)−Rth(t)|/Rth(F)
(Re(F)、Rth(F)は60°C90%rhで500時間経時前のRe、Rthを指し、Re(t)、Rth(t)は60°C90%rhで500時間経時後のRe、Rthを指す)
さらに、微細レターデーションむらが0%以上10%以下、より好ましくは0%以上8%以下、さらに好ましくは0%以上5%以下であることが好ましく、これにより色むらを低減できる。尚、このような微細レターデーションむらは、液晶表示装置の高解像度化に伴い問題となってきている。
【0063】
ここで云う微細レターデーションむらとは、1mm以内の微小領域で発生するレターデーションの変化を指し、以下の方法で測定される。
【0064】
サンプルフィルムを幅方向(TD)、長手方向(MD)に1mmの間を0.1mmピッチで面内のレターデーション(Re)で測定し、その最大値と最小値の差を求めその平均値で割り百分率で示す。MD,TDで求めた上記百分率のうち大きいものを微細レターデーションむらとする。
【0065】
尚、熱可塑性樹脂が飽和ノルボルネン系樹脂の場合には、飽和ノルボルネン系樹脂フィルム中に微粒子を1ppm以上10000ppm以下含有させることが好ましい。
【0066】
易滑剤として微粒子を加えることにより、縦延伸中にニップロールとのステッキング(粘着)を防止でき、これに起因する微細レターデーションむらを防止できる。これは縦延伸ではTgを上回りフィルムが軟化する温度でニップロール上で引っ張られるが、易滑剤無いと局部的に粘着を引き起こしやすく、そこで延伸むらを発生し易いためである。即ち剤によりニップロールとフィルムとを滑らせ局所的に応力が掛かるのを防止している。
【0067】
マット剤として微粒子を加えることが好ましい。本発明に使用される微粒子としては、二酸化珪素、二酸化チタン、酸化アルミニウム、酸化ジルコニウム、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成珪酸カルシウム、水和ケイ酸カルシウム、ケイ酸アルミニウム、ケイ酸マグネシウム及びリン酸カルシウムを挙げることができる。また架橋高分子からなる微粒子なども用いることができる。
【0068】
これらの微粒子は、通常平均粒子径が0.1〜3.0μmの2次粒子を形成し、これらの微粒子はフィルム中では、1次粒子の凝集体として存在し、フィルム表面に0.1〜3.0μmの凹凸を形成させる。2次平均粒子径は0.2μm以上1.5μm以下が好ましく、0.4μm以上1.2μm以下がさらに好ましく、0.6μm以上1.1μm以下が最も好ましい。1次、2次粒子径はフィルム中の粒子を走査型電子顕微鏡で観察し、粒子に外接する円の直径をもって粒径とした。また、場所を変えて粒子200個を観察し、その平均値をもって平均粒子径とした。
【0069】
好ましい微粒子の量は飽和ノルボルネン樹脂に対し重量比で1ppm以上10000ppm以下が好ましく、より好ましくは5ppm以上7000ppm以下、さらに好ましくは10ppm以上5000ppm以下である。
【0070】
微粒子はケイ素を含むものが濁度を低くでき好ましく、特に二酸化珪素が好ましい。二酸化珪素の微粒子は、1次平均粒子径が20nm以下であり、かつ見かけ比重が70g/リットル以上であるものが好ましい。1次粒子の平均径が5〜16nmと小さいものがフィルムのヘイズを下げることができより好ましい。見かけ比重は90〜200g/リットル以上が好ましく、100〜200g/リットル以上がさらに好ましい。見かけ比重が大きい程、高濃度の分散液を作ることが可能になり、ヘイズ、凝集物が良化するため好ましい。
【0071】
二酸化珪素の微粒子は、例えば、アエロジルR972、R972V、R974、R812、200、200V、300、R202、OX50、TT600(以上日本アエロジル(株)製)などの市販品を使用することができる。酸化ジルコニウムの微粒子は、例えば、アエロジルR976及びR811(以上日本アエロジル(株)製)の商品名で市販されており、使用することができる。
【0072】
これらの中でアエロジル200V、アエロジルR972Vが1次平均粒子径が20nm以下であり、かつ見かけ比重が70g/リットル以上である二酸化珪素の微粒子であり、光学フィルムの濁度を低く保ちながら、摩擦係数をさげる効果が大きいため特に好ましい。
【0073】
以下に、本発明に適したセルロースアシレート樹脂、セルロースアシレートフィルムの加工方法等について手順にそって詳細に説明する。
【0074】
(1)可塑剤
本発明におけるセルロースアシレートフィルムを製造するための樹脂には、多価アルコール系可塑剤を添加するのが好ましい。このような可塑剤は弾性率を低下させるだけではなく、表裏の結晶量の差を低減させる効果も有する。
【0075】
多価アルコール系可塑剤の含有量は、セルロースアシレートに対し2〜20重量%が好ましい。多価アルコール系可塑剤の含有量を2〜20重量%が好ましく、より好ましくは3〜18重量%、さらに好ましくは4〜15重量%である。
【0076】
多価アルコール系可塑剤の含有量が2重量%未満の場合、上記効果が十分達成されず、一方、20重量%より多い場合、泣き出し(可塑剤の表面析出)が発生する。
本発明で具体的に用いることができる多価アルコール系可塑剤は、セルロース脂肪酸エステルとの相溶性が良く、また熱可塑化効果が顕著に現れるグリセリンエステル、ジグリセリンエステルなどグリセリン系のエステル化合物やポリエチレングリコールやポリプロピレングリコールなどのポリアルキレングリコール、ポリアルキレングリコールの水酸基にアシル基が結合した化合物などである。
【0077】
具体的なグリセリンエステルとして、グリセリンジアセテートステアレート、グリセリンジアセテートパルミテート、グリセリンジアセテートミスチレート、グリセリンジアセテートラウレート、グリセリンジアセテートカプレート、グリセリンジアセテートノナネート、グリセリンジアセテートオクタノエート、グリセリンジアセテートヘプタノエート、グリセリンジアセテートヘキサノエート、グリセリンジアセテートペンタノエート、グリセリンジアセテートオレート、グリセリンアセテートジカプレート、グリセリンアセテートジノナネート、グリセリンアセテートジオクタノエート、グリセリンアセテートジヘプタノエート、グリセリンアセテートジカプロエート、グリセリンアセテートジバレレート、グリセリンアセテートジブチレート、グリセリンジプロピオネートカプレート、グリセリンジプロピオネートラウレート、グリセリンジプロピオネートミスチレート、グリセリンジプロピオネートパルミテート、グリセリンジプロピオネートステアレート、グリセリンジプロピオネートオレート、グリセリントリブチレート、グリセリントリペンタノエート、グリセリンモノパルミテート、グリセリンモノステアレート、グリセリンジステアレート、グリセリンプロピオネートラウレート、グリセリンオレートプロピオネートなどが挙げられるがこれに限定されず、これらを単独もしくは併用して使用することができる。
【0078】
この中でも、グリセリンジアセテートカプリレート、グリセリンジアセテートペラルゴネート、グリセリンジアセテートカプレート、グリセリンジアセテートラウレート、グリセリンジアセテートミリステート、グリセリンジアセテートパルミテート、グリセリンジアセテートステアレート、グリセリンジアセテートオレートが好ましい。
【0079】
ジグリセリンエステルの具体的な例としては、ジグリセリンテトラアセテート、ジグリセリンテトラプロピオネート、ジグリセリンテトラブチレート、ジグリセリンテトラバレレート、ジグリセリンテトラヘキサノエート、ジグリセリンテトラヘプタノエート、ジグリセリンテトラカプリレート、ジグリセリンテトラペラルゴネート、ジグリセリンテトラカプレート、ジグリセリンテトララウレート、ジグリセリンテトラミスチレート、ジグリセリンテトラパルミテート、ジグリセリントリアセテートプロピオネート、ジグリセリントリアセテートブチレート、ジグリセリントリアセテートバレレート、ジグリセリントリアセテートヘキサノエート、ジグリセリントリアセテートヘプタノエート、ジグリセリントリアセテートカプリレート、ジグリセリントリアセテートペラルゴネート、ジグリセリントリアセテートカプレート、ジグリセリントリアセテートラウレート、ジグリセリントリアセテートミスチレート、ジグリセリントリアセテートパルミテート、ジグリセリントリアセテートステアレート、ジグリセリントリアセテートオレート、ジグリセリンジアセテートジプロピオネート、ジグリセリンジアセテートジブチレート、ジグリセリンジアセテートジバレレート、ジグリセリンジアセテートジヘキサノエート、ジグリセリンジアセテートジヘプタノエート、ジグリセリンジアセテートジカプリレート、ジグリセリンジアセテートジペラルゴネート、ジグリセリンジアセテートジカプレート、ジグリセリンジアセテートジラウレート、ジグリセリンジアセテートジミスチレート、ジグリセリンジアセテートジパルミテート、ジグリセリンジアセテートジステアレート、ジグリセリンジアセテートジオレート、ジグリセリンアセテートトリプロピオネート、ジグリセリンアセテートトリブチレート、ジグリセリンアセテートトリバレレート、ジグリセリンアセテートトリヘキサノエート、ジグリセリンアセテートトリヘプタノエート、ジグリセリンアセテートトリカプリレート、ジグリセリンアセテートトリペラルゴネート、ジグリセリンアセテートトリカプレート、ジグリセリンアセテートトリラウレート、ジグリセリンアセテートトリミスチレート、ジグリセリンアセテートトリパルミテート、ジグリセリンアセテートトリステアレート、ジグリセリンアセテートトリオレート、ジグリセリンラウレート、ジグリセリンステアレート、ジグリセリンカプリレート、ジグリセリンミリステート、ジグリセリンオレートなどのジグリセリンの混酸エステルなどが挙げられるがこれらに限定されず、これらを単独もしくは併用して使用することができる。
【0080】
この中でも、ジグリセリンテトラアセテート、ジグリセリンテトラプロピオネート、ジグリセリンテトラブチレート、ジグリセリンテトラカプリレート、ジグリセリンテトララウレートが好ましい。
【0081】
ポリアルキレングリコールの具体的な例としては、平均分子量が200〜1000のポリエチレングリコール、ポリプロピレングリコールなどが挙げられるがこれらに限定されず、これらを単独もしくは併用して使用することができる。
【0082】
ポリアルキレングリコールの水酸基にアシル基が結合した化合物の具体的な例として、ポリオキシエチレンアセテート、ポリオキシエチレンプロピオネート、ポリオキシエチレンブチレート、ポリオキシエチレンバリレート、ポリオキシエチレンカプロエート、ポリオキシエチレンヘプタノエート、ポリオキシエチレンオクタノエート、ポリオキシエチレンノナネート、ポリオキシエチレンカプレート、ポリオキシエチレンラウレート、ポリオキシエチレンミリスチレート、ポリオキシエチレンパルミテート、ポリオキシエチレンステアレート、ポリオキシエチレンオレート、ポリオキシエチレンリノレート、ポリオキシプロピレンアセテート、ポリオキシプロピレンプロピオネート、ポリオキシプロピレンブチレート、ポリオキシプロピレンバリレート、ポリオキシプロピレンカプロエート、ポリオキシプロピレンヘプタノエート、ポリオキシプロピレンオクタノエート、ポリオキシプロピレンノナネート、ポリオキシプロピレンカプレート、ポリオキシプロピレンラウレート、ポリオキシプロピレンミリスチレート、ポリオキシプロピレンパルミテート、ポリオキシプロピレンステアレート、ポリオキシプロピレンオレート、ポリオキシプロピレンリノレートなどが挙げられるがこられに限定されず、これらを単独もしくは併用して使用することができる。
【0083】
さらにこれらの多価アルコールの上記効果を十分に発現させるためには、下記条件でセルロースアシレートを溶融製膜することが好ましい。即ちセルロースアシレートと多価アルコールを混合したペレットを押出機で溶融しTダイから押し出して製膜するが、押出機入口温度(T1)より押出機出口温度(T2)を高くするのが好ましく、さらに好ましくはダイ温度(T3)をT2より高くするのが好ましい。即ち、溶融が進むにつれ温度を上昇してゆくことが好ましい。これは入口から急激に昇温すると、多価アルコールが先に溶解し液化する。この中でセルロースアシレートは浮遊したようになり、十分な剪断力をスクリューから受けることができず、不溶解物が発生する。このような十分混合の進んでいないものは、上記のような可塑剤の効果を発現できず、溶融押出し後のメルトフィルムの表裏差を抑制する効果が得られない。さらにこのような溶解不良物は製膜後にフィッシュアイ状の異物となる。このような異物は偏光板で観察しても輝点とならず、むしろフィルム背面から光を投射しスクリーン状で観察することで視認できる。さらにフィッシュアイはダイ出口で尾引きを引き起こし、ダイラインも増加させる。
【0084】
T1は150〜200°Cが好ましく、より好ましくは160〜195°C、さらに好ましくは165°C以上190°C以下である。T2は190〜240°Cの範囲が好ましく、より好ましくは200〜230°C、さらに好ましくは200〜225°Cである。このような溶融温度T1,T2は240°C以下であることが肝要である。この温度を超えると製膜フィルムの弾性率が高くなり易い。これは高温で溶融したためにセルロースアシレートに分解が起こり、これが架橋を引き起こし弾性率を上昇させるためと思われる。ダイ温度T3は200〜235°C未満が好ましく、より好ましくは205〜230°C、さらに好ましくは205°C以上225°C以下である。
(2)安定剤
本発明では、安定剤としてフォスファイト系化合物、亜リン酸エステル系化合物のいずれか、もしくは両方を用いることが好ましい。これにより、経時劣化を抑制できる上、ダイラインも改善できる。これは、これらの化合物がレベリング剤として働き、ダイの凹凸により形成されたダイラインを解消するためである。
【0085】
これらの安定剤の配合量は、0.005〜0.5重量%であるのが好ましく、より好ましくは0.01〜0.4重量%であり、さらに好ましくは0.02〜0.3重量%である。
【0086】
(i)フォスファイト系安定剤
具体的なホスファイト系着色防止剤は、特に限定されないが、化1〜3で示されるホスファイト系着色防止剤が好ましい。
【0087】
【化1】
【0088】
【化2】
【0089】
【化3】
(ここで、R1、R2,R3、R4、R5、R6、R’1、R’2、R’3・・・R’n、R’n+1は水素又は炭素数4〜23のアルキル、アリール、アルコキシアルキル、アリールオキシアルキル、アルコキシアリール、アリールアルキル、アルキルアリール、ポリアリールオキシアルキル、ポリアルコキシアルキル及びポリアルコキシアリール基から成る群から選択された基を示す。但し、一般式(2)(3)(4)の各同一式中で全てが水素になることはない。一般式(3)中で示されるホスファイト系着色防止剤中のXは脂肪族鎖、芳香核を側鎖に有する脂肪族鎖、芳香核を鎖中に有する脂肪族鎖及び上記鎖中に2個以上連続しない酸素原子を包含する鎖から成る群から選択された基を示す。また、k、qは1以上の整数、pは3以上の整数を示す。)
これらのホスファイト系着色防止剤のk、qの数は好ましくは1〜10である。k、qの数が1以上にすることで加熱時の揮発性が小さくなり、10以下にすることでセルロースアセテートプロピオネートとの相溶性が向上するため好ましい。また、pの値は3〜10が好ましい。3以上のすることで加熱時の揮発性が小さくなり、10以下にすることでセルロースアセテートプロピオネートとの相溶性が向上するため好ましい。
【0090】
下記一般式(2)で表されるホスファイト系着色防止剤の具体例としては、下記式(5)〜(8)で表されるものが好ましい。
【0091】
【化4】
【0092】
【化5】
【0093】
【化6】
【0094】
【化7】
【0095】
【化8】
また、下記一般式(3)で表されるホスファイト系着色防止剤の具体例としては、下記式(9)(10)(11)で表されるものが好ましい。
【0096】
【化9】
【0097】
【化10】
【0098】
【化11】
【0099】
【化12】
(ii)亜リン酸エステル系安定剤
亜リン酸エステル系安定剤は、例えばサイクリックネオペンタンテトライルビス(オクタデシル)ホスファイト、サイクリックネオペンタンテトライルビス(2,4−ジ−t−ブチルフェニル)ホスファイト、サイクリックネオペンタンテトライルビス(2,6−ジ−t−ブチル−4−メチルフェニル)ホスファイト、2,2−メチレンビス(4,6−ジ−t−ブチルフェニル)オクチルホスファイト、トリス(2,4−ジ−t−ブチルフェニル)ホスファイト等が挙げられる。
【0100】
(iii)その他の安定剤
弱有機酸、チオエーテル系化合物、エポキシ化合物等を安定剤として配合しても良い。
【0101】
弱有機酸とは、pKaが1以上のものであり、本発明の作用を妨害せず、着色防止性、物性劣化防止性を有するものであれば特に限定されない。例えば酒石酸、クエン酸、リンゴ酸、フマル酸、シュウ酸、コハク酸、マレイン酸などが挙げられる。これらは単独で用いても良いし、2種以上を併用して用いても良い。
【0102】
チオエーテル系化合物としては、例えば、ジラウリルチオジプロピオネート、ジトリデシルチオジプロピオネート、ジミリスチルチオジプロピオネート、ジステアリルチオジプロピオネート、パルミチルステアリルチオジプロピオネートが挙げられ、これらは単独で用いても良いし、2種以上を併用して用いても良い。
【0103】
エポキシ化合物としては、例えばエピクロルヒドリンとビスフェノールAより誘導されるものが挙げられ、エピクロルヒドリンとグリセリンからの誘導体やビニルシクロヘキセンジオキサイドや3,4−エポキシ−6−メチルシクロヘキシルメチル−3,4−エポキシ−6−メチルシクロヘキサンカルボキシレートの如き環状のものも用いることができる。又、エポキシ化大豆油、エポキシ化ヒマシ油や長鎖−α−オレフィンオキサイド類なども用いることができる。これらは単独で用いても良いし、2種以上を併用して用いても良い。
【0104】
(3)セルロースアシレート
《セルロースアシレート樹脂》
(組成・置換度)
本発明で用いるセルロースアシレートは下記式(1)〜(3)で表される要件すべてを満たすセルロースアシレートが好ましい。
【0105】
2.0≦X+Y≦3.0 式(1)
0≦X≦2.0 式(2)
1.2≦Y≦2.9 式(3)
(上記式(1)〜(3)中、Xはアセテート基の置換度を示し、Yはプロピオネート基、ブチレート基、ペンタノイル基およびヘキサノイル基の置換度の総和を示す。)
より好ましくは、
2.4≦X+Y≦3.0 式(4)
0.05≦X≦1.8 式(5)
1.3≦Y≦2.9 式(6)
さらに好ましくは、
2.5≦X+Y≦2.95 式(7)
0.1≦X≦1.6 式(8)
1.4≦Y≦2.9 式(9)
このようにセルロースアシレート中にプロピオネート基、ブチレート基、ペンタノイル基およびヘキサノイル基を導入することが特徴である。このような範囲にすることで融解温度を低下でき、溶融製膜に伴う熱分解を抑制でき好ましい。一方、この範囲から出ると弾性率が本発明の範囲外となり、好ましくない。
【0106】
これらのセルロースアシレートは1種類のみを用いてもよく、2種以上混合しても良い。また、セルロースアシレート以外の高分子成分を適宜混合したものでもよい。
次に、本発明のセルロースアシレートの製造方法について詳細に説明する。本発明のセルロースアシレートの、原料綿や合成方法については、発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)の7頁ないし12頁にも詳細に記載されている。
(原料および前処理)
セルロース原料としては、広葉樹パルプ、針葉樹パルプ、綿花リンター由来のものが好ましく用いられる。セルロース原料としては、α−セルロース含量が92質量%以上99.9質量%以下の高純度のものを用いることが好ましい。
【0107】
セルロース原料がフィルム状や塊状である場合は、あらかじめ解砕しておくことが好ましく、セルロースの形態はフラッフ状になるまで解砕が進行していることが好ましい。
(活性化)
セルロース原料はアシル化に先立って、活性化剤と接触させる処理(活性化)を行うことが好ましい。活性化剤としては、カルボン酸または水を用いることができるが、水を用いた場合には、活性化の後に酸無水物を過剰に添加して脱水を行ったり、水を置換するためにカルボン酸で洗浄したり、アシル化の条件を調節したりするといった工程を含むことが好ましい。活性化剤はいかなる温度に調節して添加してもよく、添加方法としては噴霧、滴下、浸漬などの方法から選択することができる。
【0108】
活性化剤として好ましいカルボン酸は、炭素数2以上7以下のカルボン酸(例えば、酢酸、プロピオン酸、酪酸、2−メチルプロピオン酸、吉草酸、3−メチル酪酸、2−メチル酪酸、2,2−ジメチルプロピオン酸(ピバル酸)、ヘキサン酸、2−メチル吉草酸、3−メチル吉草酸、4−メチル吉草酸、2,2−ジメチル酪酸、2,3−ジメチル酪酸、3,3−ジメチル酪酸、シクロペンタンカルボン酸、ヘプタン酸、シクロヘキサンカルボン酸、安息香酸など)であり、より好ましくは、酢酸、プロピオン酸、又は酪酸であり、特に好ましくは酢酸である。
【0109】
活性化の際は、必要に応じて更に硫酸などのアシル化の触媒を加えることもできる。しかし、硫酸のような強酸を添加すると、解重合が促進されることがあるため、その添加量はセルロースに対して0.1質量%〜10質量%程度に留めることが好ましい。また、2種類以上の活性化剤を併用したり、炭素数2以上7以下のカルボン酸の酸無水物を添加したりしてもよい。
【0110】
活性化剤の添加量は、セルロースに対して5質量%以上であることが好ましく、10質量%以上であることがより好ましく、30質量%以上であることが特に好ましい。活性化剤の量が該下限値以上であれば、セルロースの活性化の程度が低下するなどの不具合が生じないので好ましい。活性化剤の添加量の上限は生産性を低下させない限りにおいて特に制限はないが、セルロースに対して質量で100倍以下であることが好ましく、20倍以下であることがより好ましく、10倍以下であることが特に好ましい。活性化剤をセルロースに対して大過剰加えて活性化を行い、その後、ろ過、送風乾燥、加熱乾燥、減圧留去、溶媒置換などの操作を行って活性剤の量を減少させてもよい。
【0111】
活性化の時間は20分以上であることが好ましく、上限については生産性に影響を及ぼさない範囲であれば特に制限はないが、好ましくは72時間以下、更に好ましくは24時間以下、特に好ましくは12時間以下である。また、活性化の温度は0°C以上90°C以下が好ましく、15°C以上80°C以下が更に好ましく、20°C以上60°C以下が特に好ましい。セルロースの活性化の工程は加圧または減圧条件下で行うこともできる。また、加熱の手段として、マイクロ波や赤外線などの電磁波を用いてもよい。
【0112】
(アシル化)
本発明におけるセルロースアシレートを製造する方法においては、セルロースにカルボン酸の酸無水物を加え、ブレンステッド酸またはルイス酸を触媒として反応させることで、セルロースの水酸基をアシル化することが好ましい。
【0113】
セルロース混合アシレートを得る方法としては、アシル化剤として2種のカルボン酸無水物を混合または逐次添加により反応させる方法、2種のカルボン酸の混合酸無水物(例えば、酢酸・プロピオン酸混合酸無水物)を用いる方法、カルボン酸と別のカルボン酸の酸無水物(例えば、酢酸とプロピオン酸無水物)を原料として反応系内で混合酸無水物(例えば、酢酸・プロピオン酸混合酸無水物)を合成してセルロースと反応させる方法、置換度が3に満たないセルロースアシレートを一旦合成し、酸無水物や酸ハライドを用いて、残存する水酸基を更にアシル化する方法などを用いることができる。
【0114】
(酸無水物)
カルボン酸の酸無水物として、好ましくはカルボン酸としての炭素数が2以上7以下であり、例えば、無水酢酸、プロピオン酸無水物、酪酸無水物、2−メチルプロピオン酸無水物、吉草酸無水物、3−メチル酪酸無水物、2−メチル酪酸無水物、2,2−ジメチルプロピオン酸無水物(ピバル酸無水物)、ヘキサン酸無水物、2−メチル吉草酸無水物、3−メチル吉草酸無水物、4−メチル吉草酸無水物、2,2−ジメチル酪酸無水物、2,3−ジメチル酪酸無水物、3,3−ジメチル酪酸無水物、シクロペンタンカルボン酸無水物、ヘプタン酸無水物、シクロヘキサンカルボン酸無水物、安息香酸無水物などを挙げることができる。より好ましくは、無水酢酸、プロピオン酸無水物、酪酸無水物、吉草酸無水物、ヘキサン酸無水物、ヘプタン酸無水物などの無水物であり、特に好ましくは、無水酢酸、プロピオン酸無水物、酪酸無水物である。
【0115】
混合エステルを調製する目的で、これらの酸無水物を併用して使用することが好ましく行われる。その混合比は目的とする混合エステルの置換比に応じて決定することが好ましい。酸無水物は、セルロースに対して、通常は過剰当量添加する。すなわち、セルロースの水酸基に対して1.2〜50当量添加することが好ましく、1.5〜30当量添加することがより好ましく、2〜10当量添加することが特に好ましい。
【0116】
(触媒)
本発明におけるセルロースアシレートの製造に用いるアシル化の触媒には、ブレンステッド酸またはルイス酸を使用することが好ましい。ブレンステッド酸およびルイス酸の定義については、例えば、「理化学辞典」第五版(2000年)に記載されている。好ましいブレンステッド酸の例としては、硫酸、過塩素酸、リン酸、メタンスルホン酸、ベンゼンスルホン酸、p−トルエンスルホン酸などを挙げることができる。好ましいルイス酸の例としては、塩化亜鉛、塩化スズ、塩化アンチモン、塩化マグネシウムなどを挙げることができる。
【0117】
触媒としては、硫酸または過塩素酸がより好ましく、硫酸が特に好ましい。触媒の好ましい添加量は、セルロースに対して0.1〜30質量%であり、より好ましくは1〜15質量%であり、特に好ましくは3〜12質量%である。
【0118】
(溶媒)
アシル化を行う際には、粘度、反応速度、攪拌性、アシル置換比などを調整する目的で、溶媒を添加してもよい。このような溶媒としては、ジクロロメタン、クロロホルム、カルボン酸、アセトン、エチルメチルケトン、トルエン、ジメチルスルホキシド、スルホランなどを用いることもできるが、好ましくはカルボン酸であり、例えば、炭素数2以上7以下のカルボン酸{例えば、酢酸、プロピオン酸、酪酸、2−メチルプロピオン酸、吉草酸、3−メチル酪酸、2−メチル酪酸、2,2−ジメチルプロピオン酸(ピバル酸)、ヘキサン酸、2−メチル吉草酸、3−メチル吉草酸、4−メチル吉草酸、2,2−ジメチル酪酸、2,3−ジメチル酪酸、3,3−ジメチル酪酸、シクロペンタンカルボン酸}などを挙げることができる。更に好ましくは、酢酸、プロピオン酸、酪酸などを挙げることができる。これらの溶媒は混合して用いてもよい。
【0119】
(アシル化の条件)
アシル化を行う際には、酸無水物と触媒、さらに、必要に応じて溶媒を混合してからセルロースと混合してもよく、またこれらを別々に逐次セルロースと混合してもよいが、通常は、酸無水物と触媒との混合物、又は、酸無水物と触媒と溶媒との混合物をアシル化剤として調整してからセルロースと反応させることが好ましい。アシル化の際の反応熱による反応容器内の温度上昇を抑制するために、アシル化剤は予め冷却しておくことが好ましい。冷却温度としては、−50°C〜20°Cが好ましく、−35°C〜10°Cがより好ましく、−25°C〜5°Cが特に好ましい。アシル化剤は液状で添加しても、凍結させて結晶、フレーク、又はブロック状の固体として添加してもよい。
【0120】
アシル化剤はさらに、セルロースに対して一度に添加しても、分割して添加してもよい。また、アシル化剤に対してセルロースを一度に添加しても、分割して添加してもよい。アシル化剤を分割して添加する場合は、同一組成のアシル化剤を用いても、複数の組成の異なるアシル化剤を用いても良い。好ましい例として、1)酸無水物と溶媒の混合物をまず添加し、次いで、触媒を添加する、2)酸無水物、溶媒と触媒の一部の混合物をまず添加し、次いで、触媒の残りと溶媒の混合物を添加する、3)酸無水物と溶媒の混合物をまず添加し、次いで、触媒と溶媒の混合物を添加する、4)溶媒をまず添加し、酸無水物と触媒との混合物あるいは酸無水物と触媒と溶媒との混合物を添加する、などを挙げることができる。
【0121】
セルロースのアシル化は発熱反応であるが、本発明のセルロースアシレートを製造する方法においては、アシル化の際の最高到達温度が50°C以下であることが好ましい。反応温度がこの温度以下であれば、解重合が進行して本発明の用途に適した重合度のセルロースアシレートを得難くなるなどの不都合が生じないため好ましい。アシル化の際の最高到達温度は、好ましくは45°C以下であり、より好ましくは40°C以下であり、特に好ましくは35°C以下である。反応温度は温度調節装置を用いて制御しても、アシル化剤の初期温度で制御してもよい。反応容器を減圧して、反応系中の液体成分の気化熱で反応温度を制御することもできる。アシル化の際の発熱は反応初期が大きいため、反応初期には冷却し、その後は加熱するなどの制御を行うこともできる。アシル化の終点は、光線透過率、溶液粘度、反応系の温度変化、反応物の有機溶媒に対する溶解性、偏光顕微鏡観察などの手段により決定することができる。
【0122】
反応の最低温度は−50°C以上が好ましく、−30°C以上がより好ましく、−20°C以上が特に好ましい。好ましいアシル化時間は0.5時間以上24時間以下であり、1時間以上12時間以下がより好ましく、1.5時間以上6時間以下が特に好ましい。0.5時間以下では通常の反応条件では反応が十分に進行せず、24時間を越えると、工業的な製造のために好ましくない。
【0123】
(反応停止剤)
本発明に用いられるセルロースアシレートを製造する方法においては、アシル化反応の後に、反応停止剤を加えることが好ましい。
【0124】
反応停止剤としては、酸無水物を分解するものであればいかなるものでもよく、好ましい例として、水、アルコール(例えばエタノール、メタノール、プロパノール、イソプロピルアルコールなど)又はこれらを含有する組成物などを挙げることができる。また、反応停止剤には、後述の中和剤を含んでいても良い。反応停止剤の添加に際しては、反応装置の冷却能力を超える大きな発熱が生じて、セルロースアシレートの重合度を低下させる原因となったり、セルロースアシレートが望まない形態で沈殿したりする場合があるなどの不都合を避けるため、水やアルコールを直接添加するよりも、酢酸、プロピオン酸、酪酸等のカルボン酸と水との混合物を添加することが好ましく、カルボン酸としては酢酸が特に好ましい。カルボン酸と水の組成比は任意の割合で用いることができるが、水の含有量が5質量%〜80質量%、さらには10質量%〜60質量%、特には15質量%〜50質量%の範囲であることが好ましい。
【0125】
反応停止剤は、アシル化の反応容器に添加しても、反応停止剤の容器に反応物を添加してもよい。反応停止剤は3分〜3時間かけて添加することが好ましい。反応停止剤の添加時間が3分以上であれば、発熱が大きくなりすぎて重合度低下の原因となったり、酸無水物の加水分解が不十分になったり、セルロースアシレートの安定性を低下させたりするなどの不都合が生じないので好ましい。また反応停止剤の添加時間が3時間以下であれば、工業的な生産性の低下などの問題も生じないので好ましい。反応停止剤の添加時間として、好ましくは4分以上2時間以下であり、より好ましくは5分以上1時間以下であり、特に好ましくは10分以上45分以下である。反応停止剤を添加する際には反応容器を冷却しても冷却しなくてもよいが、解重合を抑制する目的から、反応容器を冷却して温度上昇を抑制することが好ましい。また、反応停止剤を冷却しておくことも好ましい。
【0126】
(中和剤)
アシル化の反応停止工程あるいはアシル化の反応停止工程後に、系内に残存している過剰の無水カルボン酸の加水分解、カルボン酸及びエステル化触媒の一部または全部の中和のために、中和剤(例えば、カルシウム、マグネシウム、鉄、アルミニウム又は亜鉛の炭酸塩、酢酸塩、水酸化物又は酸化物)またはその溶液を添加してもよい。中和剤の溶媒としては、水、アルコール(例えばエタノール、メタノール、プロパノール、イソプロピルアルコールなど)、カルボン酸(例えば、酢酸、プロピオン酸、酪酸など)、ケトン(例えば、アセトン、エチルメチルケトンなど)、ジメチルスルホキシドなどの極性溶媒、およびこれらの混合溶媒を好ましい例として挙げることができる。
【0127】
(部分加水分解)
このようにして得られたセルロースアシレートは、全置換度がほぼ3に近いものであるが、所望の置換度のものを得る目的で、少量の触媒(一般には、残存する硫酸などのアシル化触媒)と水との存在下で、20〜90°Cに数分〜数日間保つことによりエステル結合を部分的に加水分解し、セルロースアシレートのアシル置換度を所望の程度まで減少させること(いわゆる熟成)が一般的に行われる。部分加水分解の過程でセルロースの硫酸エステルも加水分解されることから、加水分解の条件を調節することにより、セルロースに結合した硫酸エステルの量を削減することができる。
【0128】
所望のセルロースアシレートが得られた時点で、系内に残存している触媒を、前記のような中和剤またはその溶液を用いて完全に中和し、部分加水分解を停止させることが好ましい。反応溶液に対して溶解性が低い塩を生成する中和剤(例えば、炭酸マグネシウム、酢酸マグネシウムなど)を添加することにより、溶液中あるいはセルロースに結合した触媒(例えば、硫酸エステル)を効果的に除去することも好ましい。
【0129】
(ろ過)
セルロースアシレート中の未反応物、難溶解性塩、その他の異物などを除去または削減する目的として、反応混合物(ドープ)のろ過を行うことが好ましい。ろ過は、アシル化の完了から再沈殿までの間のいかなる工程において行ってもよい。ろ過圧や取り扱い性の制御の目的から、ろ過に先立って適切な溶媒で希釈することも好ましい。
【0130】
(再沈殿)
このようにして得られたセルロースアシレート溶液を、水もしくはカルボン酸(例えば、酢酸、プロピオン酸など)水溶液のような貧溶媒中に混合するか、セルロースアシレート溶液中に、貧溶媒を混合することにより、セルロースアシレートを再沈殿させ、洗浄及び安定化処理により目的のセルロースアシレートを得ることができる。再沈殿は連続的に行っても、一定量ずつバッチ式で行ってもよい。セルロースアシレート溶液の濃度および貧溶媒の組成をセルロースアシレートの置換様式あるいは重合度により調整することで、再沈殿したセルロースアシレートの形態や分子量分布を制御することも好ましい。
【0131】
(洗浄)
生成したセルロースアシレートは洗浄処理することが好ましい。洗浄溶媒はセルロースアシレートの溶解性が低く、かつ、不純物を除去することができるものであればいかなるものでも良いが、通常は水または温水が用いられる。洗浄水の温度は、好ましくは25°Cないし100°Cであり、更に好ましくは30°Cないし90°Cであり、特に好ましくは40°Cないし80°Cである。洗浄処理はろ過と洗浄液の交換を繰り返すいわゆるバッチ式で行っても、連続洗浄装置を用いて行ってもよい。再沈殿および洗浄の工程で発生した廃液を再沈殿工程の貧溶媒として再利用したり、蒸留などの手段によりカルボン酸などの溶媒を回収して再利用することも好ましい。
【0132】
洗浄の進行はいかなる手段で追跡を行ってよいが、水素イオン濃度、イオンクロマトグラフィー、電気伝導度、ICP、元素分析、原子吸光スペクトルなどの方法を好ましい例として挙げることができる。
【0133】
このような処理により、セルロースアシレート中の触媒(硫酸、過塩素酸、トリフルオロ酢酸、p−トルエンスルホン酸、メタンスルホン酸、塩化亜鉛など)、中和剤(例えば、カルシウム、マグネシウム、鉄、アルミニウム又は亜鉛の炭酸塩、酢酸塩、水酸化物又は酸化物など)、中和剤と触媒との反応物、カルボン酸(酢酸、プロピオン酸、酪酸など)、中和剤とカルボン酸との反応物などを除去することができ、このことはセルロースアシレートの安定性を高めるために有効である。
【0134】
(安定化)
温水処理による洗浄後のセルロースアシレートは、安定性を更に向上させたり、カルボン酸臭を低下させるために、弱アルカリ(例えば、ナトリウム、カリウム、カルシウム、マグネシウム、アルミニウムなどの炭酸塩、炭酸水素塩、水酸化物、酸化物など)の水溶液などで処理することも好ましい。
【0135】
残存不純物の量は、洗浄液の量、洗浄の温度、時間、攪拌方法、洗浄容器の形態、安定化剤の組成や濃度により制御できる。本発明においては、残留硫酸根量(硫黄原子の含有量として)が0〜500ppmになるようにアシル化、部分加水分解および洗浄の条件を設定する。
【0136】
(乾燥)
本発明においてセルロースアシレートの含水率を好ましい量に調整するためには、セルロースアシレートを乾燥することが好ましい。乾燥の方法については、目的とする含水率が得られるのであれば特に限定されないが、加熱、送風、減圧、攪拌などの手段を単独または組み合わせで用いることで効率的に行うことが好ましい。乾燥温度として好ましくは0〜200°Cであり、さらに好ましくは40〜180°Cであり、特に好ましくは50〜160°Cである。本発明のセルロースアシレートは、その含水率が2質量%以下であることが好ましく、1質量%以下であることが更に好ましく、0.7質量%以下であることが特には好ましい。
【0137】
(形態)
本発明のセルロースアシレートは粒子状、粉末状、繊維状、塊状など種々の形状を取ることができるが、フィルム製造の原料としては粒子状または粉末状であることが好ましいことから、乾燥後のセルロースアシレートは、粒径の均一化や取り扱い性の改善のために、粉砕や篩がけを行っても良い。セルロースアシレートが粒子状であるとき、使用する粒子の90質量%以上は、0.5〜5mmの粒子径を有することが好ましい。また、使用する粒子の50質量%以上が1〜4mmの粒子径を有することが好ましい。セルロースアシレート粒子は、なるべく球形に近い形状を有することが好ましい。また、本発明のセルロースアシレート粒子は、見かけ密度が好ましくは0.5ないし1.3、更に好ましくは0.7ないし1.2、特に好ましくは0.8ないし1.15である。見かけ密度の測定法に関しては、JIS K−7365に規定されている。
【0138】
本発明のセルロースアシレート粒子は安息角が10ないし70度であることが好ましく、15ないし60度であることが更に好ましく、20ないし50度であることが特に好ましい。
【0139】
(重合度)
本発明で好ましく用いられるセルロースアシレートの重合度は、平均重合度100〜300、好ましくは120〜250、更に好ましくは130〜200である。平均重合度は、宇田らの極限粘度法(宇田和夫、斉藤秀夫、繊維学会誌、第18巻第1号、105〜120頁、1962年)、ゲル浸透クロマトグラフィー (GPC)による分子量分布測定などの方法により測定できる。更に特開平9−95538に詳細に記載されている。
【0140】
本発明においては、セルロースアシレートのGPCによる重量平均重合度/数平均重合度が1.6ないし3.6であることが好ましく、1.7ないし3.3であることが更に好ましく、1.8ないし3.2であることが特に好ましい。
【0141】
これらのセルロースアシレートは1種類のみを用いてもよく、2種以上混合しても良い。また、セルロースアシレート以外の高分子成分を適宜混合したものでもよい。混合される高分子成分はセルロースエステルと相溶性に優れるものが好ましく、フィルムにしたときの透過率が80%以上、更に好ましくは90%以上、更に好ましくは92%以上である。
【0142】
[セルロースアシレート合成例]
以下に本発明に使用されるセルロースアシレートの合成例について、さらに詳細に説明するが、本発明はこれらに限定されるものではない。
【0143】
合成例1(セルロースアセテートプロピオネートの合成)
セルロース(広葉樹パルプ)150g、酢酸75gを、反応容器である還流装置を付けた5Lセパラブルフラスコに取り、60°Cに調節したオイルバスにて加熱しながら、2時間激しく攪拌した。このような前処理を行ったセルロースは膨潤、解砕されて、フラッフ状を呈した。反応容器を2°Cの氷水浴に30分間置き冷却した。
【0144】
別途、アシル化剤としてプロピオン酸無水物1545g、硫酸10.5gの混合物を作製し、−30°Cに冷却した後に、上記の前処理を行ったセルロースを収容する反応容器に一度に加えた。30分経過後、外設温度を徐々に上昇させ、アシル化剤の添加から2時間経過後に内温が25°Cになるように調節した。反応容器を5°Cの氷水浴にて冷却し、アシル化剤の添加から0.5時間後に内温が10°C、2時間後に内温が23°Cになるように調節し、内温を23°Cに保ってさらに3時間攪拌した。反応容器を5°Cの氷水浴にて冷却し、5°Cに冷却した25質量%含水酢酸120gを1時間かけて添加した。内温を40°Cに上昇させ、1.5時間攪拌した。次いで反応容器に、50質量%含水酢酸に酢酸マグネシウム4水和物を硫酸の2倍モル溶解した溶液を添加し、30分間攪拌した。25質量%含水酢酸1L、33質量%含水酢酸500mL、50質量%含水酢酸1L、水1Lをこの順に加え、セルロースアセテートプロピオネートを沈殿させた。得られたセルロースアセテートプロピオネートの沈殿は温水にて洗浄を行った。このときの洗浄条件を変化させることで、残硫酸根量を変化させたセルロースアセテートプロピオネートを得た。洗浄後、20°Cの0.005質量%水酸化カルシウム水溶液中で0.5時間攪拌し、洗浄液のpHが7になるまで、さらに水で洗浄を行った後、70°Cで真空乾燥させた。
【0145】
1H−NMR及び、GPC測定によれば、得られたセルロースアセテートプロピオネートは、アセチル化度0.30、プロピオニル化度2.63、重合度320であった。硫酸根の含有量は、ASTM D−817−96により測定した。
合成例2(セルロースアセテートブチレートの合成)
セルロース(広葉樹パルプ)100g、酢酸135gを、反応容器である還流装置を付けた5Lセパラブルフラスコに取り、60°Cに調節したオイルバスにて加熱しながら、1時間放置した。その後、60°Cに調節したオイルバスにて加熱しながら、1時間激しく攪拌した。このような前処理を行ったセルロースは膨潤、解砕されて、フラッフ状を呈した。反応容器を5°Cの氷水浴に1時間置き、セルロースを十分に冷却した。
【0146】
別途、アシル化剤として酪酸無水物1080g、硫酸10.0gの混合物を作製し、−20°Cに冷却した後に、前処理を行ったセルロースを収容する反応容器に一度に加えた。30分経過後、外設温度を20°Cまで上昇させ、5時間反応させた。反応容器を5°Cの氷水浴にて冷却し、約5°Cに冷却した12.5質量%含水酢酸2400gを1時間かけて添加した。内温を30°Cに上昇させ、1時間攪拌した。次いで反応容器に、酢酸マグネシウム4水和物の50質量%水溶液を100g添加し、30分間攪拌した。酢酸1000g、50質量%含水酢酸2500gを徐々に加え、セルロースアセテートブチレートを沈殿させた。得られたセルロースアセテートブチレートの沈殿は温水にて洗浄を行った。このときの洗浄条件を変化させることで、残硫酸根量を変化させたセルロースアセテートブチレートを得た。洗浄後、0.005質量%水酸化カルシウム水溶液中で0.5時間攪拌し、さらに、洗浄液のpHが7になるまで水で洗浄を行った後、70°Cで乾燥させた。得られたセルロースアセテートブチレートはアセチル化度0.84、ブチリル化度2.12、重合度268であった。
【0147】
(4)その他の添加剤
(i)マット剤
マット剤として微粒子を加えることが好ましい。本発明に使用される微粒子としては、二酸化珪素、二酸化チタン、酸化アルミニウム、酸化ジルコニウム、炭酸カルシウム、炭酸カルシウム、タルク、クレイ、焼成カオリン、焼成珪酸カルシウム、水和ケイ酸カルシウム、ケイ酸アルミニウム、ケイ酸マグネシウム及びリン酸カルシウムを挙げることができる。微粒子はケイ素を含むものが濁度を低くでき好ましく、特に二酸化珪素が好ましい。二酸化珪素の微粒子は、1次平均粒子径が20nm以下であり、かつ見かけ比重が70g/リットル以上であるものが好ましい。1次粒子の平均径が5〜16nmと小さいものがフィルムのヘイズを下げることができより好ましい。見かけ比重は90〜200g/リットル以上が好ましく、100〜200g/リットル以上がさらに好ましい。見かけ比重が大きい程、高濃度の分散液を作ることが可能になり、ヘイズ、凝集物が良化するため好ましい。
【0148】
これらの微粒子は、通常平均粒子径が0.1〜3.0μmの2次粒子を形成し、これらの微粒子はフィルム中では、1次粒子の凝集体として存在し、フィルム表面に0.1〜3.0μmの凹凸を形成させる。2次平均粒子径は0.2μm以上1.5μm以下が好ましく、0.4μm以上1.2μm以下がさらに好ましく、0.6μm以上1.1μm以下が最も好ましい。1次、2次粒子径はフィルム中の粒子を走査型電子顕微鏡で観察し、粒子に外接する円の直径をもって粒径とした。また、場所を変えて粒子200個を観察し、その平均値をもって平均粒子径とした。
【0149】
二酸化珪素の微粒子は、例えば、アエロジルR972、R972V、R974、R812、200、200V、300、R202、OX50、TT600(以上日本アエロジル(株)製)などの市販品を使用することができる。酸化ジルコニウムの微粒子は、例えば、アエロジルR976及びR811(以上日本アエロジル(株)製)の商品名で市販されており、使用することができる。
【0150】
これらの中でアエロジル200V、アエロジルR972Vが1次平均粒子径が20nm以下であり、かつ見かけ比重が70g/リットル以上である二酸化珪素の微粒子であり、光学フィルムの濁度を低く保ちながら、摩擦係数をさげる効果が大きいため特に好ましい。
【0151】
(ii)その他添加剤
上記以外に種々の添加剤、例えば紫外線防止剤(例えば、ヒドロキシベンゾフェノン系化合物、ベンゾトリアゾール系化合物、サリチル酸エステル系化合物、シアノアクリレート系化合物等)、赤外線吸収剤、光学調整剤、界面活性剤および臭気トラップ剤(アミン等)など)を加えることができる。これらの詳細は、発明協会公開技法公技番号2001−1745号(2001年3月15日発行、発明協会),p.17−22に詳細に記載されている素材が好ましく用いられる。
【0152】
赤外吸収染料としては例えば特開平2001−194522号公報のものが使用でき、紫外線吸収剤としては例えば特開平2001−151901号公報に記載のものが使用でき、それぞれセルロースアシレートに対して0.001〜5質量%含有させることが好ましい。
【0153】
光学調整剤としてはレターデーション調整剤を挙げることができ、例えば特開2001−166144、特開2003−344655、特開2003−248117、特開2003−66230記載のものを使用することができ、これにより面内のレターデーション(Re),厚み方向のレターデーション(Rth)を制御できる。好ましい添加量は0〜10wt%であり、より好ましくは0〜8wt%、さらに好ましくは0〜6wt%である。
【0154】
(5)セルロースアシレート混合物の物性
上記のセルロースアシレート混合物(セルロースアシレート、可塑剤、安定剤、その他の添加剤を混合したもの)は、以下の物性を満たすことが好ましい。
【0155】
(i)重量減
本発明の熱可塑性セルロースアセテートプロピオネート組成物は、220°Cにおける加熱減量率が5重量%以下である。ここで、加熱減量率とは窒素ガス雰囲気下において室温から10°C/分の昇温度速度で試料を昇温した時の、220°Cにおける重量減少率をいう。上記セルロースアシレート混合物にすることで、加熱減量率を5重量%以下にすることができる。より好ましくは3重量%以下、さらに好ましくは1重量%以下である。このようにすることにより、製膜中に発生する故障(気泡の発生)を抑制できる。
【0156】
(ii)溶融粘度
本発明の熱可塑性セルロースアセテートプロピオネート組成物は、220°C、1sec-1 における溶融粘度が100〜1000Pa・secが好ましく、より好ましくは200〜800Pa・sec、さらに好ましくは300〜700Pa・secである。このような高めの溶融粘度にすることで、ダイ出口の張力で伸びる(延伸される)ことがなく、延伸配向に起因する光学異方性(レターデーション)の増加を防止できる。
このような粘度の調整はどのような手法で達成しても良いが、例えばセルロースアシレートの重合度や可塑剤等の添加剤の量により達成できる。
【0157】
(6)ペレット化
上記セルロースアシレートと添加物は溶融製膜に先立ち混合しペレット化するのが好ましい。
【0158】
ペレット化を行うにあたりセルロースアシレートおよび添加物は事前に乾燥を行うことが好ましいが、ベント式押出機を用いることで、これを代用することも出来る。乾燥を行う場合は、乾燥方法として、加熱炉内にて90°Cで8時間以上加熱する方法等を用いることが出来るが、この限りではない。ペレット化は上記セルロースアシレートと添加物を2軸混練押出機を用い150°C以上250°C以下で溶融後、ヌードル状に押出したものを水中で固化し裁断することで作成することができる。また、押出機による溶融後水中に口金より直接押出ながらカットする、アンダーウオーターカット法等によりペレット化を行ってもかまわない。
【0159】
押出機は十分な、溶融混練が得られる限り、任意の公知の単軸スクリュー押出機、非かみ合い型異方向回転二軸スクリュー押出機、かみ合い型異方向回転二軸スクリュー押出機、かみ合い型同方向回転二軸スクリュー押出機などを用いることができる。
【0160】
好ましいペレットの大きさは断面積が1mm2 以上300mm2 以下、長さが1mm以上30mm以下がこのましく、より好ましくは断面積が2mm2 以上100mm2 以下、長さが1.5mm以上10mm以下である。
【0161】
またペレット化を行う時に、上記添加物は押出機の途中にある原料投入口やベント口から投入する異も出来る。
【0162】
押出機の回転数は10rpm以上1000rpm以下が好ましく、より好ましくは、20rpm以上700rpm以下、さらにより好ましくは30rpm以上500rpm以下である。これより、回転速度が遅くなると滞留時間が長くなり、熱劣化により分子量が低下したり、黄色味が悪化しやすくなる為、好ましくない。また回転速度が速すぎると剪断により分子の切断がおきやすくなり、分子量低下を招いたり、架橋ゲルの発生は増加するなどの問題が生じやすくなる。
【0163】
ペレット化における押出滞留時間は10秒以上、30分以内、より好ましくは、15秒以上10分以内、さらに好ましくは30秒以上3分以内である。十分に溶融が出来れば、滞留時間は短い方が、樹脂劣化、黄色み発生を抑えることが出来る点で好ましい。
【0164】
(7)溶融製膜
(i)乾燥
上述の方法でペレット化したものを用いるのが好ましく、溶融製膜に先立ちペレット中の水分を減少させることが好ましい。
【0165】
本発明においてセルロースアシレートの含水率を好ましい量に調整するためには、セルロースアシレートを乾燥することが好ましい。乾燥の方法については、除湿風乾燥機を用いて乾燥する事が多いが、目的とする含水率が得られるのであれば特に限定されない(加熱、送風、減圧、攪拌などの手段を単独または組み合わせで用いることで効率的に行うことが好ましい、更に好ましくは、乾燥ホッパ−を断熱構造にする事が好ましい)。乾燥温度として好ましくは0〜200°Cであり、さらに好ましくは40〜180°Cであり、特に好ましくは60〜150°Cである。乾燥温度が低過ぎると乾燥に時間がかかるだけでなく、含有水分率が目標値以下にならず好ましくない。一方、乾燥温度が高過ぎると樹脂が粘着してブロッキングして好ましくない。乾燥風量として好ましくは20〜400m3 /時間で有り、更に好ましくは50〜300m3 /時間、特に好ましくは100〜250m3 /時間である。乾燥風量が少ないと乾燥効率が悪く好ましくない。一方、風量を多くしても一定量以上あれば乾燥効果の更なる向上は小さく経済的でない。エアーの露点として、好ましくは0〜−60°Cで有り、更に好ましくは−10〜−50°C、特に好ましくは−20〜−40°Cである。乾燥時間は少なくとも15分以上必要で有り、さらに好ましくは、1時間以上、特に好ましくは2時間以上である。一方、50時間を超えて乾燥させても更なる水分率の低減効果は少なく、樹脂の熱劣化の懸念が発生するため乾燥時間を不必要に長くすることは好ましくない。本発明のセルロースアシレートは、その含水率が1.0質量%以下であることが好ましく、0.1質量%以下であることが更に好ましく、0.01質量%以下であることが特に好ましい。
【0166】
(ii)溶融押出し
上述したセルロースアシレート樹脂は押出機(上記ペレット化の押出機とは別)の供給口を介してシリンダー内に供給される。シリンダー内は供給口側から順に、供給口から供給したセルロースアシレート樹脂を定量輸送する供給部(領域A)とセルロースアシレート樹脂を溶融混練・圧縮する圧縮部(領域B)と溶融混練・圧縮されたセルロースアシレート樹脂を計量する計量部(領域C)とで構成される。樹脂は上述の方法により水分量を低減させるために、乾燥することが好ましいが、残存する酸素による溶融樹脂の酸化を防止するために、押出機内を不活性(窒素等)気流中、あるいはベント付き押出し機を用い真空排気しながら実施するのがより好ましい。押出機のスクリュー圧縮比は2.5〜4.5に設定され、L/Dは20〜70に設定されている。ここでスクリュー圧縮比とは供給部Aと計量部Cとの容積比、即ち供給部Aの単位長さあたりの容積÷計量部Cの単位長さあたりの容積で表され、供給部Aのスクリュー軸の外径d1、計量部Cのスクリュー軸の外径d2、供給部Aの溝部径a1、及び計量部Cの溝部径a2とを使用して算出される。また、L/Dとはシリンダー内径に対するシリンダー長さの比である。また、押出温度は190〜240°Cに設定される。押出機内での温度が240°Cを超える場合には、押出機とダイとの間に冷却機を設ける様にすると良い。
【0167】
スクリュー圧縮比が2.5を下回って小さ過ぎると、十分に溶融混練されず、未溶解部分が発生したり、せん断発熱が小さ過ぎて結晶の融解が不十分となり、製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなり、さらに、気泡が混入し易くなる。これにより、セルロースアシレートフィルムの強度が低下したり、あるいはフィルムを延伸する場合に、残存した結晶が延伸性を阻害し、配向を十分に上げることが出来なくなる。 逆に、スクリュー圧縮比が4.5を上回って大き過ぎると、せん断応力がかかり過ぎて発熱により樹脂が劣化し易くなるので、製造後のセルロースアシレートフィルムに黄色味が出易くなる。また、せん断応力がかかり過ぎると分子の切断が起こり分子量が低下してフィルムの機械的強度が低下する。したがって、製造後のセルロースアシレートフィルムに黄色味が出にくく且つフィルム強度が強く更に延伸破断しにくくするためには、スクリュー圧縮比は2.5〜4.5の範囲が良く、より好ましくは2.8〜4.2、特に好ましいのは3.0〜4.0の範囲である。
【0168】
又、L/Dが20を下回って小さ過ぎると、溶融不足や混練不足となり、圧縮比が小さい場合と同様に製造後のセルロースアシレートフィルムに微細な結晶が残存し易くなる。逆に、L/Dが70を上回って大き過ぎると、押出機内でのセルロースアシレート樹脂の滞留時間が長くなり過ぎ、樹脂の劣化を引き起こし易くなる。又、滞留時間が長くなると分子の切断が起こったり分子量が低下してセルロースアシレートフィルムの機械的強度が低下する。したがって、製造後のセルロースアシレートフィルムに黄色味が出にくく且つフィルム強度が強く更に延伸破断しにくくするためには、L/Dは20〜70の範囲が好ましく、より好ましくは22〜65の範囲、特に好ましくは24〜50の範囲である。
又、押出温度は上述の温度範囲にすることが好ましい。このようにして得たセルロースアシレートフィルムは、ヘイズが2.0%以下、イエローインデックス(YI値)が10以下である特性値を有している。
【0169】
ここで、ヘイズは押出温度が低過ぎないかの指標、換言すると製造後のセルロースアシレートフィルムに残存する結晶の多少を知る指標になり、ヘイズが2.0%を超えると、製造後のセルロースアシレートフィルムの強度低下と延伸時の破断が発生し易くなる。また、イエローインデックス(YI値)は押出温度が高過ぎないかを知る指標となり、イエローインデックス(YI値)が10以下であれば、黄色味の点で問題無い。
【0170】
押し出し機の種類として、一般的には設備コストの比較的安い単軸押し出し機が用いられることが多く、フルフライト、マドック、ダルメージ等のスクリュータイプがあるが、熱安定性の比較的悪いセルロースアシレート樹脂には、フルフライトタイプが好ましい。また、設備コストは効果であるが、スクリューセグメントを変更することにより、途中でベント口を設けて不要な揮発成分を脱揮させながら押出が出来る二軸押出機を用いることが可能である、二軸押し出し機には大きく分類して同方向と異方向のタイプがありどちらも用いることが可能であるが、滞留部分が発生し難くセルフクリーニング性能の高い同方向回転のタイプが好ましい。二軸押出機は設備が効果であるが、混練性が高く、樹脂の供給性能が高いため、低温での押出が可能となるため、セルロースアセテート樹脂の製膜に適している。ベント口を適正に配置することにより、未乾燥状態でのセルロールアシレートペレットやパウダーをそのまま使用することも可能である。又、製膜途中で出たフィルムのミミ等も乾燥させることなしにそのまま再利用することも出来る。
【0171】
なお、好ましいスクリューの直径は目標とする単位時間あたりの押出量によってことなるが、10mm以上300mm以下、より好ましくは20mm以上250mm以下、更に好ましくは30mm以上150mm以下である。
【0172】
(iii)濾過
樹脂中の異物濾過のためや異物によるギアポンプ損傷を避けるため押出機出口にフィルター濾材を設けるいわゆるブレーカープレート式の濾過を行うことが好ましい。またさらに精度高く異物濾過をするために、ギアポンプ通過後にいわゆるリーフ型ディスクフィルターを組み込んだ濾過装置を設けることが好ましい。濾過は、濾過部を1カ所設けて行うことができ、また複数カ所設けて行う多段濾過でも良い。フィルター濾材の濾過精度は高い方が好ましいが、濾材の耐圧や濾材の目詰まりによる濾圧上昇から、濾過精度は15μm〜3μmが好ましく更に好ましくは10μm〜3μmである。特に最終的に異物濾過を行うリーフ型ディスクフィルター装置を使用する場合では品質の上で濾過精度の高い濾材を使用することが好ましく、耐圧,フィルターライフの適性を確保するために装填枚数にて調整することが可能である。濾材の種類は、高温高圧下で使用される点から鉄鋼材料を用いることが好ましく、鉄鋼材料の中でも特にステンレス鋼,スチールなどを用いることが好ましく、腐食の点から特にステンレス鋼を用いることが望ましい。濾材の構成としては、線材を編んだものの他に、例えば金属長繊維あるいは金属粉末を焼結し形成する焼結濾材が使用でき、濾過精度,フィルターライフの点から焼結濾材が好ましい。
【0173】
(iv)ギアポンプ
厚み精度を向上させるためには、吐出量の変動を減少させることが重要であり、押出機とダイスの間にギアポンプを設けて、ギアポンプから一定量のセルロースアシレート樹脂を供給することは効果がある。ギアポンプとは、ドライブギアとドリブンギアとからなる一対のギアが互いに噛み合った状態で収容され、ドライブギアを駆動して両ギアを噛み合い回転させることにより、ハウジングに形成された吸引口から溶融状態の樹脂をキャビティ内に吸引し、同じくハウジングに形成された吐出口からその樹脂を一定量吐出するものである。押出機先端部分の樹脂圧力が若干の変動があっても、ギアポンプを用いることにより変動を吸収し、製膜装置下流の樹脂圧力の変動は非常に小さなものとなり、厚み変動が改善される。ギアポンプを用いることにより、ダイ部分の樹脂圧力の変動巾を±1%以内にすることが可能である。
【0174】
ギアポンプによる定量供給性能を向上させるために、スクリューの回転数を変化させて、ギアポンプ前の圧力を一定に制御する方法も用いることが出来る。又、ギアポンプのギアの変動を解消した3枚以上のギアを用いた高精度ギアポンプも有効である。
【0175】
ギアポンプを用いるその他のメリットとしては、スクリュー先端部の圧力を下げて製膜できることから、エネルギー消費の軽減・樹脂温上昇の防止・輸送効率の向上・押出機内での滞留時間の短縮・押出機のL/Dを短縮が期待できる。又、異物除去のために、フィルターを用いる場合には、ギアポンプが無いと、ろ圧の上昇と共に、スクリューから供給される樹脂量が変動したりすることがあるが、ギアポンプを組み合わせて用いることにより解消が可能である。一方、ギアポンプのデメリットとしては、設備の選定方法によっては、設備の長さが長くなり、樹脂の滞留時間が長くなることと、ギアポンプ部のせん断応力によって分子鎖の切断を引き起こすことがあり、注意が必要である。
【0176】
樹脂が供給口から押出機に入ってからダイスから出るまでの樹脂の好ましい滞留時間は2分以上60分以下であり、より好ましくは3分以上40分以下であり、さらに好ましくは4分以上30分以下である。
【0177】
ギアポンプの軸受循環用ポリマーの流れが悪くなることにより、駆動部と軸受部におけるポリマーによるシールが悪くなり、計量及び送液押し出し圧力の変動が大きくなったりする問題が発生するため、セルロースアシレート樹脂の溶融粘度に合わせたギアポンプの設計(特にクリアランス)が必要である。また、場合によっては、ギアポンプの滞留部分がセルロースアシレート樹脂の劣化の原因となるため、滞留の出来るだけ少ない構造が好ましい。押出機とギアポンプあるいはギアポンプとダイ等をつなぐポリマー管やアダプタについても、出来るだけ滞留の少ない設計が必要であり、且つ溶融粘度の温度依存性の高いセルロースアシレート樹脂の押出圧力安定化のためには、温度の変動を出来るだけ小さくすることが好ましい。一般的には、ポリマー管の加熱には設備コストの安価なバンドヒーターが用いられることが多いが、温度変動のより少ないアルミ鋳込みヒーターを用いることがより好ましい。さらに上述のように押出機の吐出圧力を安定化させるために、押出機のバレルを3以上20以下に分割したヒーターで加熱し溶融することが好ましい。
【0178】
(v)ダイ
上記の如く構成された押出機によってセルロースアシレート樹脂が溶融され、必要に応じ濾過機、ギアポンプを経由して溶融樹脂がダイに連続的に送られる。ダイはダイス内の溶融樹脂の滞留が少ない設計であれば、一般的に用いられるTダイ、フィッシュテールダイ、ハンガーコートダイの何れのタイプでも構わない。又、Tダイの直前に樹脂温度の均一性アップのためのスタティックミキサーを入れることも問題ない。Tダイ出口部分のクリアランスは一般的にフィルム厚みの1.0〜5.0倍が良く、好ましくは1.2〜3倍、更に好ましくは1.3〜2倍である。リップクリアランスがフィルム厚みの1.0倍未満の場合には製膜により面状の良好なシートを得ることが困難である。また、リップクリアランスがフィルム厚みの5.0倍を超えて大きい場合にはシートの厚み精度が低下するため好ましくない。ダイはフィルムの厚み精度を決定する非常に重要な設備であり、厚み調整がシビアにコントロール出来るものが好ましい。通常厚み調整は40〜50mm間隔で調整可能であるが、好ましくは35mm間隔以下、更に好ましくは25mm間隔以下でフィルム厚み調整が可能なタイプが好ましい。また、セルロールアシレート樹脂は、溶融粘度の温度依存性、せん断速度依存性が高いことから、ダイの温度ムラや巾方向の流速ムラの出来るだけ少ない設計が重要である。また、下流のフィルム厚みを計測して、厚み偏差を計算し、その結果をダイの厚み調整にフィードバックさせる自動厚み調整ダイも長期連続生産における厚み変動の低減に有効である。
【0179】
フィルムの製造は設備コストの安い単層製膜装置が一般的に用いられるが、場合によっては機能層を外層に設けために多層製膜装置を用いて2種以上の構造を有するフィルムの製造も可能である。一般的には機能層を表層に薄く積層することが好ましいが、特に層比を限定するものではない。
【0180】
(vi)キャスト
上記方法にて、ダイよりシート上に押し出された溶融樹脂を冷却ドラム上で冷却固化し、フィルムを得る。この時、静電印加法、エアナイフ法、エアーチャンバー法、バキュームノズル法、タッチロール法等の方法を用い、冷却ドラムと溶融押出ししたシートの密着を上げることが好ましい。このような密着向上法は、溶融押出しシートの全面に実施してもよく、一部に実施しても良い。特にエッジピニングと呼ばれる、フイルムの両端部にのみを密着させる方法が取られることも多いが、これに限定される物ではない。
【0181】
冷却ドラムは複数本用い、徐冷する方法がより好ましい、特に一般的には3本の冷却ドラムを用いることが比較的よく行われているが、この限りではない。冷却ドラムの直径は100mm以上1000mm以下が好ましく、よりに好ましくは150mm以上1000mm以下である。複数本ある冷却ドラムの間隔は、面間で1mm以上50mm以下が好ましく、より好ましくは1mm以上30mm以下である。
【0182】
冷却ドラムは60°C以上160°C以下が好ましく、より好ましくは70°C以上150°C以下、さらに好ましくは80°C以上140°C以下である。この後、冷却ドラムから剥ぎ取り、引取ローラ(ニップロール)を経た後巻き取る。巻き取り速度は10m/分以上100m/分以下が好ましく、より好ましくは15m/分以上80m/分以下、さらに好ましくは20m/分以上70m/分以下である。
製膜幅は0.7m以上5m以下、さらに好ましくは1m以上4m以下、さらに好ましくは1.3m以上3m以下が好ましい。このようにして得られた未延伸フィルムの厚みは30μm以上400μm以下が好ましく、より好ましくは40μm以上300μm以下、さらに好ましくは50μm以上200μm以下である。
【0183】
また、いわゆるタッチロール法を用いる場合、タッチロール表面は、ゴム、テフロン等の樹脂でもよく、金属ロールでも良い。さらに、金属ロールの厚みを薄くすることでタッチしたときの圧力によりロール表面が若干くぼみ、圧着面積が広くなりフレキシブルロールと呼ばれる様なロールを用いることも可能である。
【0184】
タッチロール温度は60°C以上160°C以下が好ましく、より好ましくは70°C以上150°C以下、さらに好ましくは80°C以上140°C以下である。
【0185】
(vii)巻き取り
このようにして得たシートは両端をトリミングし、巻き取ることが好ましい。トリミングされた部分は、粉砕処理された後、或いは必要に応じて造粒処理や解重合・再重合等の処理を行った後、同じ品種のフィルム用原料として又は異なる品種のフィルム用原料として再利用してもよい。トリミングカッターはロータリーカッター、シャー刃、ナイフ等の何れのタイプの物を用いても構わない。材質についても、炭素鋼、ステンレス鋼何れを用いても構わない。一般的には、超硬刃、セラミック刃を用いると刃物の寿命が長く、また切り粉の発生が抑えられて好ましい。
【0186】
また、巻き取り前に、少なくとも片面にラミフィルムを付けることも、傷防止の観点から好ましい。好ましい巻き取り張力は1kg/m幅以上50kg/幅以下、より好ましくは2kg/m幅以上40kg/幅以下、更に好ましくは3kg/m幅以上20kg/幅以下である。巻き取り張力が1kg/m幅より小さい場合には、フィルムを均一に巻き取ることが困難である。逆に、巻き取り張力が50kg/幅を超える場合には、フィルムが堅巻きになってしまい、巻き外観が悪化するのみでなく、フィルムのコブの部分がクリープ現象により延びてフィルムの波うちの原因になったり、あるいはフィルムの伸びによる残留複屈折が生じるため好ましくない。巻き取り張力は、ラインの途中のテンションコントロールにより検知し、一定の巻き取り張力になるようにコントロールされながら巻き取ることが好ましい。製膜ラインの場所により、フィルム温度に差がある場合には熱膨張により、フィルムの長さが僅かに異なる場合があるため、ニップロール間のドロー比率を調整し、ライン途中でフィルムに規定以上の張力がかからない様にすることが必要である。
【0187】
巻き取り張力はテンションコントロールの制御により、一定張力で巻き取ることもできるが、巻き取った直径に応じてテーパーをつけ、適正な巻取り張力にすることがより好ましい。一般的には巻き径が大きくなるにつれて張力を少しずつ小さくするが、場合によっては、巻き径が大きくなるにしたがって張力を大きくする方が好ましい場合もある。
【0188】
尚、上記巻き取り方法については一般的なものであり、本発明の熱処理をオフラインで行う場合である。オンラインで本発明の熱処理を行なう場合には、前述の通り制御しなければならない。
【0189】
(viii)未延伸セルロースアシレートフィルムの物性
このようにして得た未延伸セルロースアシレートフィルムはRe=0〜20nm,Rth=0〜80nmが好ましく、より好ましくはRe=0〜15nm,Rth=0〜70nm、さらに好ましくはRe=0〜10nm,Rth=0〜60nmである。Re、Rthは各々面内のリターデーションおよび厚さ方向のリターデーションを表す。ReはKOBRA 21ADH(王子計測機器(株)製)で光をフィルム法線方向に入射させて測定される。Rthは、上述のReおよび、面内の遅相軸を傾斜軸(回転軸)としてフィルム法線方向に対して+40°、−40°傾斜した方向から光を入射させて測定したレターデーションの計3方向から測定したレターデーション値を基に算出する。また製膜方向(長手方向)と、フィルムのReの遅相軸とのなす角度θが0°、+90°もしくは−90°に近いほど好ましい。
【0190】
全光透過率は90%〜100%が好ましく、より好ましくは91〜99%、さらに好ましくは92〜98%である。好ましいヘイズは0〜1%であり、より好ましくは0〜0.8%、さらに好ましくは0〜0.6%である。
【0191】
厚みむらは長手方向、幅方向いずれも0%以上4%以下が好ましく、より好ましくは0%以上3%以下、さらに好ましくは0%以上2%以下である。
【0192】
引張り弾性率は1.5kN/mm 以上3.5kN/mm2 以下が好ましく、より好ましくは1.7kN/mm2 以上2.8kN/mm2 以下、さらに好ましくは1.8kN/mm2 以上2.6kN/mm2 以下である。
【0193】
破断伸度は3%以上100%以下が好ましく、より好ましくは5%以上80%以下、さらに好ましくは8%以上50%以下である。
【0194】
Tg(フィルムのTg即ちセルロースアシレートと添加物の混合体のTgを指す)は95°C以上145°C以下が好ましく、より好ましくは100°C以上140°C以下、さらに好ましくは105°C以上135°C以下である。
【0195】
80°C1日での熱寸法変化は縦、横両方向とも0%以上±1%以下が好ましく、より好ましくは0%以上±0.5%以下、さらに好ましくは0%以上±0.3%以下である。
【0196】
40°C90%rhでの透水率は300g/m2 ・日以上1000g/m2 ・日以下が好ましく、より好ましくは400g/m2 ・日以上900g/m2 ・日以下、さらに好ましくは500g/m2 ・日以上800g/m2 ・日以下である。
【0197】
25°C80%rhでの平衡含水率は1wt%以上4wt%以下が好ましく、より好ましくは1.2wt%以上3wt%以下、さらに好ましくは1.5wt%以上2.5wt%以下である。
【0198】
(8)延伸
上記の方法で製膜したフィルムを延伸しても良い。これによりRe,Rthを制御できる。
【0199】
延伸はTg以上Tg+50°C以下で実施するのが好ましく、より好ましくはTg+3°C以上Tg+30°C以下、さらに好ましくはTg+5°C以上Tg+20°C以下である。好ましい延伸倍率は少なくとも一方に1%以上300%以下、より好ましくは2%以上250%以下、さらに好ましくは3%以上200%以下である。縦、横均等に延伸してもよいが、一方の延伸倍率を他方より大きくし不均等に延伸するほうがより好ましい。縦(MD)、横(TD)いずれを大きくしても良いが、小さい方の延伸倍率は1%以上30%以下が好ましく、より好ましくは2%以上25%以下であり、さらに好ましくは3%以上20%以下である。大きいほうの延伸倍率は30%以上300%以下であり、より好ましくは35%以上200%以下、さらに好ましくは40%以上150%以下である。これらの延伸は1段で実施しても、多段で実施しても良い。ここで云う延伸倍率は、以下の式を用いて求めたものである。
【0200】
延伸倍率(%)=100×{(延伸後の長さ)−(延伸前の長さ)}/(延伸前の長さ)
このような延伸は出口側の周速を速くした2対以上のニップロールを用いて、長手方向に延伸してもよく(縦延伸)、フィルムの両端をチャックで把持しこれを直交方向(長手方向と直角方向)に広げても良い(横延伸)。また、特開2000−37772、特開2001−113591、特開2002−103445に記載の同時2軸延伸法を用いても良い。
【0201】
Re、Rthの比を自由に制御するには、縦延伸の場合、ニップロール間をフィルム幅で割った値(縦横比)を制御することでも達成できる。即ち縦横比を小さくすることで、Rth/Re比を大きくすることができる。また、縦延伸と横延伸とを組み合わせてRe,Rthを制御することもできる。即ち縦延伸倍率と横延伸倍率を差が小さくすることでReは小さくでき、この差を大きくすることでReは大きくできる。
【0202】
このようにして延伸したセルロースアシレートフィルムのRe、Rthは下式を満足することが好ましい。
【0203】
Rth≧Re
200≧Re≧0
500≧Rth≧30
より好ましくは
Rth≧Re×1.1
150≧Re≧10
400≧Rth≧50
さらに好ましくは
Rth≧Re×1.2
100≧Re≧20
350≧Rth≧80
また製膜方向(長手方向)と、フィルムのReの遅相軸とのなす角度θが0°、+90°もしくは−90°に近いほど好ましい。即ち、縦延伸の場合は0°に近いほど好ましく、0±3°が好ましく、より好ましくは0±2°、さらに好ましくは0±1°である。横延伸の場合は、90±3°あるいは−90±3°が好ましく、より好ましくは90±2°あるいは−90±2°、さらに好ましくは90±1°あるいは−90±1°である。
【0204】
延伸後のセルロースアシレートフィルムの厚みはいずれも15μm以上200μm以下が好ましく、より好ましくは30μm以上170μm以下、さらに好ましくは40μm以上140μm以下である。厚みむらは長手方向、幅方向いずれも0%以上3%以下が好ましく、より好ましくは0%以上2%以下、さらに好ましくは0%以上1%以下である。
延伸セルロースアシレートフィルムの物性は以下の範囲が好ましい。
【0205】
引張り弾性率は1.5kN/mm2 以上3.0kN/mm2 未満が好ましく、より好ましくは1.7kN/mm2 以上2.8kN/mm2 以下、さらに好ましくは1.8kN/mm2 以上2.6kN/mm2 以下である。
【0206】
破断伸度は3%以上100%以下が好ましく、より好ましくは5%以上80%以下、さらに好ましくは8%以上50%以下である。
【0207】
Tg(フィルムのTg即ちセルロースアシレートと添加物の混合体のTgを指す)は95°C以上145°C以下が好ましく、より好ましくは100°C以上140°C以下、さらに好ましくは105°C以上135°C以下である。
【0208】
80°C1日での熱寸法変化は縦、横両方向とも0%以上±1%以下が好ましく、より好ましくは0%以上±0.5%以下、さらに好ましくは0%以上±0.3%以下である。
【0209】
40°C90%での透水率は300g/m2 ・日以上1000g/m2 ・日以下が好ましく、より好ましくは400g/m2 ・日以上900g/m2 ・日以下、さらに好ましくは500g/m2 ・日以上800g/m2 ・日以下である。
【0210】
25°C80%rhでの平衡含水率は1wt%以上4wt%以下が好ましく、より好ましくは1.2wt%以上3wt%以下、さらに好ましくは1.5wt%以上2.5wt%以下である。
【0211】
厚みは30μm以上200μm以下が好ましく、より好ましくは40μm以上180μm以下、さらに好ましくは50μm以上150μm以下である。
ヘーズは0%以上3%以下、より好ましくは0%以上2%以下、さらに好ましくは0%以上1%以下である。
【0212】
全光透過率は90%以上100%以下が好ましく、より好ましくは91%以上99%以下、さらに好ましくは92%以上98%以下である。
【0213】
(9)表面処理
未延伸、延伸セルロースアシレートフィルムは表面処理を行うことによって、各機能層(例えば、下塗層およびバック層)との接着の向上を達成することができる。例えばグロー放電処理、紫外線照射処理、コロナ処理、火炎処理、酸またはアルカリ処理を用いることができる。ここでいうグロー放電処理とは、10-3 〜20Torrの低圧ガス下でおこる低温プラズマでもよく、更にまた大気圧下でのプラズマ処理も好ましい。プラズマ励起性気体とは上記のような条件においてプラズマ励起される気体をいい、アルゴン、ヘリウム、ネオン、クリプトン、キセノン、窒素、二酸化炭素、テトラフルオロメタンの様なフロン類及びそれらの混合物などがあげられる。これらについては、詳細が発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)にて30頁〜32頁に詳細に記載されている。なお、近年注目されている大気圧でのプラズマ処理は、例えば10〜1000Kev下で20〜500Kgyの照射エネルギーが用いられ、より好ましくは30〜500Kev下で20〜300Kgyの照射エネルギーが用いられる。これらの中でも特に好ましくは、アルカリ鹸化処理でありセルロースアシレートフィルムの表面処理としては極めて有効である。具体的には特開2003−3266、同2003−229299、同2004−322928、同2005−76088等を用いることができる。
【0214】
アルカリ鹸化処理は、鹸化液に浸漬しても良く、鹸化液を塗布しても良い。浸漬法の場合は、NaOHやKOH等のpH10〜14の水溶液を20°C〜80°Cに加温した槽を0.1分から10分通過させたあと、中和、水洗、乾燥することで達成できる。
【0215】
塗布方法の場合、ディップコーティング法、カーテンコーティング法、エクストルージョンコーティング法、バーコーティング法およびE型塗布法を用いることができる。アルカリ鹸化処理塗布液の溶媒は、鹸化液の透明支持体に対して塗布するために濡れ性が良く、また鹸化液溶媒によって透明支持体表面に凹凸を形成させずに、面状を良好なまま保つ溶媒を選択することが好ましい。具体的には、アルコール系溶媒が好ましく、イソプロピルアルコールが特に好ましい。また、界面活性剤の水溶液を溶媒として使用することもできる。アルカリ鹸化塗布液のアルカリは、上記溶媒に溶解するアルカリが好ましく、KOH、NaOHがさらに好ましい。鹸化塗布液のpHは10以上が好ましく、12以上がさらに好ましい。アルカリ鹸化時の反応条件は、室温で1秒以上5分以下が好ましく、5秒以上5分以下がさらに好ましく、20秒以上3分以下が特に好ましい。アルカリ鹸化反応後、鹸化液塗布面を水洗あるいは酸で洗浄したあと水洗することが好ましい。また、塗布式鹸化処理と後述の配向膜解塗設を、連続して行うことができ、工程数を減少できる。これらの鹸化方法は、具体的には、例えば、特開2002−82226号公報、WO02/46809号公報に内容の記載が挙げられる。
【0216】
機能層との接着のため下塗り層を設けることも好ましい。この層は上記表面処理をした後、塗設しても良く、表面処理なしで塗設しても良い。下塗層についての詳細は、発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)にて32頁に記載されている。
【0217】
これらの表面処理、下塗り工程は、製膜工程の最後に組み込むこともでき、単独で実施することもでき、後述の機能層付与工程の中で実施することもできる。
【0218】
(10)機能層付与
本発明の延伸および未延伸セルロースアシレートフィルムに、発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)にて32頁〜45頁に詳細に記載されている機能性層を組み合わせることが好ましい。中でも好ましいのが、偏光層の付与(偏光板)、光学補償層の付与(光学補償フィルム)、反射防止層の付与 (反射防止フィルム)、ハードコート層の付与である。
【0219】
(i)偏光層の付与(偏光板の作成)
[偏光層の使用素材]
現在、市販の偏光層は、延伸したポリマーを、浴槽中のヨウ素もしくは二色性色素の溶液に浸漬し、バインダー中にヨウ素、もしくは二色性色素を浸透させることで作製されるのが一般的である。偏光膜は、Optiva Inc.に代表される塗布型偏光膜も利用できる。偏光膜におけるヨウ素および二色性色素は、バインダー中で配向することで偏向性能を発現する。二色性色素としては、アゾ系色素、スチルベン系色素、ピラゾロン系色素、トリフェニルメタン系色素、キノリン系色素、オキサジン系色素、チアジン系色素あるいはアントラキノン系色素が用いられる。二色性色素は、水溶性であることが好ましい。二色性色素は、親水性置換基(例、スルホ、アミノ、ヒドロキシル)を有することが好ましい。例えば、発明協会公開技法、公技番号2001−1745号、58頁(発行日2001年3月15日)に記載の化合物が挙げられる。
【0220】
偏光膜のバインダーは、それ自体架橋可能なポリマーあるいは架橋剤により架橋されるポリマーのいずれも使用することができ、これらの組み合わせを複数使用することができる。バインダーには、例えば特開平8−338913号公報明細書中段落番号[0022]記載のメタクリレート系共重合体、スチレン系共重合体、ポリオレフィン、ポリビニルアルコールおよび変性ポリビニルアルコール、ポリ(N−メチロールアクリルアミド)、ポリエステル、ポリイミド、酢酸ビニル共重合体、カルボキシメチルセルロース、ポリカーボネート等が含まれる。シランカップリング剤をポリマーとして用いることができる。水溶性ポリマー(例、ポリ(N−メチロールアクリルアミド)、カルボキシメチルセルロース、ゼラチン、ポリビニルアルコール、変性ポリビニルアルコール)が好ましく、ゼラチン、ポリビニルアルコールおよび変性ポリビニルアルコールがさらに好ましく、ポリビニルアルコールおよび変性ポリビニルアルコールが最も好ましい。重合度が異なるポリビニルアルコールまたは変性ポリビニルアルコールを2種類併用することが特に好ましい。ポリビニルアルコールの鹸化度は、70〜100%が好ましく、80〜100%がさらに好ましい。ポリビニルアルコールの重合度は、100〜5000であることが好ましい。変性ポリビニルアルコールについては、特開平8−338913号、同9−152509号および同9-316127号の各公報に記載がある。ポリビニルアルコールおよび変性ポリビニルアルコールは、二種以上を併用してもよい。
【0221】
バインダー厚みの下限は、10μmであることが好ましい。厚みの上限は、液晶表示装置の光漏れの観点からは、薄ければ薄い程よい。現在市販の偏光板(約30μm)以下であることが好ましく、25μm以下が好ましく、20μm以下がさらに好ましい。
【0222】
偏光膜のバインダーは架橋していてもよい。架橋性の官能基を有するポリマー、モノマーをバインダー中に混合しても良く、バインダーポリマー自身に架橋性官能基を付与しても良い。架橋は、光、熱あるいはpH変化により行うことができ、架橋構造をもったバインダーを形成することができる。架橋剤については、米国再発行特許23297号明細書に記載がある。また、ホウ素化合物(例、ホウ酸、硼砂)も、架橋剤として用いることができる。バインダーの架橋剤の添加量は、バインダーに対して、0.1乃至20質量%が好ましい。偏光素子の配向性、偏光膜の耐湿熱性が良好となる。
【0223】
架橋反応が終了後でも、未反応の架橋剤は1.0質量%以下であることが好ましく、0.5質量%以下であることがさらに好ましい。このようにすることで、耐候性が向上する。
【0224】
[偏光膜の延伸]
偏光膜は、偏光膜を延伸するか(延伸法)、もしくはラビングした(ラビング法)後に、ヨウ素、二色性染料で染色することが好ましい。
【0225】
延伸法の場合、延伸倍率は2.5乃至30.0倍が好ましく、3.0乃至10.0倍がさらに好ましい。延伸は、空気中でのドライ延伸で実施できる。また、水に浸漬した状態でのウェット延伸を実施してもよい。ドライ延伸の延伸倍率は、2.5乃至5.0倍が好ましく、ウェット延伸の延伸倍率は、3.0乃至10.0倍が好ましい。延伸はMD方向に平行に行っても良く(平行延伸)、斜め方向におこなっても良い(斜め延伸)。これらの延伸は、1回で行っても、数回に分けて行ってもよい。数回に分けることによって、高倍率延伸でもより均一に延伸することができる。より好ましいのが斜め方向に10度から80度の傾きを付けて延伸する斜め延伸である。
【0226】
(I)平行延伸法
延伸に先立ち、PVAフィルムを膨潤させる。膨潤度は1.2〜2.0倍(膨潤前と膨潤後の質量比)である。この後、ガイドロール等を介して連続搬送しつつ、水系媒体浴内や二色性物質溶解の染色浴内で、15〜50°C、好ましくは17〜40°Cの浴温で延伸する。延伸は2対のニップロールで把持し、後段のニップロールの搬送速度を前段のそれより大きくすることで達成できる。延伸倍率は、延伸後/初期状態の長さ比(以下同じ)に基づくが前記作用効果の点より好ましい延伸倍率は1.2〜3.5倍、好ましくは1.5〜3.0倍である。この後、50°Cから90°Cにおいて乾燥させて偏光膜を得る。
【0227】
(II)斜め延伸法
特開2002−86554号に記載の斜め方向に傾斜め方向に張り出したテンターを用い延伸する方法を用いることができる。この延伸は空気中で延伸するため、事前に含水させて延伸しやすくすることが必用である。好ましい含水率は5%以上100%以下であり、延伸温度は40°C以上90°C以下が好ましく、延伸中の湿度は50%rh以上100%rh以下が好ましい。
【0228】
このようにして得られた偏光膜の吸収軸は10度から80度が好ましく、より好ましくは30度から60度であり、さらに好ましくは実質的に45度(40度から50度)である。
【0229】
[貼り合せ]
上記鹸化後の延伸、未延伸セルロースアシレートフィルムと、延伸して調製した偏光層を貼り合わせ偏光板を調製する。張り合わせる方向は特に制限はないが、セルロースアシレートフィルムの流延軸方向と偏光板の延伸軸方向が0度、45度、90度のいずれかになるように行うのが好ましい。
【0230】
貼り合わせの接着剤は特に限定されないが、PVA系樹脂(アセトアセチル基、スルホン酸基、カルボキシル基、オキシアルキレン基等の変性PVAを含む)やホウ素化合物水溶液等が挙げられ、中でもPVA系樹脂が好ましい。接着剤層厚みは乾燥後に0.01乃至10μmが好ましく、0.05乃至5μmが特に好ましい。
【0231】
貼り合せの層構成として以下のようなものが挙げられる。
【0232】
イ)A/P/A
ロ)A/P/B
ハ)A/P/T
ニ)B/P/B
ホ)B/P/T
なお、Aは本発明の未延伸フィルム、Bは本発明の延伸フィルム、Tはセルローストリアセテートフィルム(フジタック)、Pは偏光層を指す。イ)、ロ)の構成の場合A,Bは同一組成のセルロースアセテートでも異なっていても良い。ニ)の構成の場合、Bは同一組成のセルロースアセテートでも異なっていても良く、同一延伸倍率でも異なっていても良い。また液晶表示装置に組み込んで使用する場合は、どちらを液晶面にしても良いが、構成ロ)、ホ)の場合はBを液晶側にするのがより好ましい。
液晶表示装置組み込む場合、通常2枚の偏光板の間に液晶を含む基板が配置されているが、本発明のイ)〜ホ)および通常の偏光板(T/P/T)を自由に組み合わせることができる。しかし液晶表示装置の表示側最表面のフィルムには透明ハードコート層、防眩層、反射防止層等が設けることが好ましく、後述のものを用いることができる。
【0233】
このようにして得た偏光板の光線透過率は高い方が好ましく、偏光度も高い方が好ましい。偏光板の透過率は、波長550nmの光において、30乃至50%の範囲にあることが好ましく、35乃至50%の範囲にあることがさらに好ましく、40乃至50%の範囲にあることが最も好ましい。偏光度は、波長550nmの光において、90乃至100%の範囲にあることが好ましく、95乃至100%の範囲にあることがさらに好ましく、99乃至100%の範囲にあることが最も好ましい。
【0234】
さらに、このようにして得た偏光板はλ/4板と積層し、円偏光を作成することができる。この場合λ/4の遅相軸と偏光板の吸収軸を45度になるように積層する。この時、λ/4は特に限定されないが、より好ましくは低波長ほどレターデーションが小さくなるような波長依存性を有するものがより好ましい。さらには長手方向に対し20度〜70度傾いた吸収軸を有する偏光膜、および液晶性化合物からなる光学異方性層から成るλ/4板を用いることが好ましい。
【0235】
これらの偏光板の一方の面にプロテクトフィルムを、反対面にセパレートフィルムを貼合しても良い。プロテクトフィルムおよびセパレートフィルムは偏光板出荷時、製品検査時等において偏光板を保護する目的で用いられる。
【0236】
(ii)光学補償層の付与(光学補償フィルムの作成)
光学異方性層は、液晶表示装置の黒表示における液晶セル中の液晶化合物を補償するためのものであり、延伸、未延伸セルロースアシレートフィルムの上に配向膜を形成し、さらに光学異方性層を付与することで形成される。
【0237】
[配向膜]
上記表面処理した延伸、未延伸セルロースアシレートフィルム上に配向膜を設ける。この膜は、液晶性分子の配向方向を規定する機能を有する。しかし、液晶性化合物を配向後にその配向状態を固定してしまえば、配向膜はその役割を果たしているために、本発明の構成要素としては必ずしも必須のものではない。即ち、配向状態が固定された配向膜上の光学異方性層のみを偏光子上に転写して本発明の偏光板を作製することも可能である。
【0238】
配向膜は、有機化合物(好ましくはポリマー)のラビング処理、無機化合物の斜方蒸着、マイクログルーブを有する層の形成、あるいはラングミュア・ブロジェット法(LB膜)による有機化合物(例、ω-トリコサン酸、ジオクタデシルメチルアンモニウムクロライド、ステアリル酸メチル)の累積のような手段で設けることができる。さらに、電場の付与、磁場の付与あるいは光照射により、配向機能が生じる配向膜も知られている。
【0239】
配向膜は、ポリマーのラビング処理により形成することが好ましい。配向膜に使用するポリマーは、原則として、液晶性分子を配向させる機能のある分子構造を有する。
【0240】
本発明では、液晶性分子を配向させる機能に加えて、架橋性官能基(例、二重結合)を有する側鎖を主鎖に結合させるか、あるいは、液晶性分子を配向させる機能を有する架橋性官能基を側鎖に導入することが好ましい。
【0241】
配向膜に使用されるポリマーは、それ自体架橋可能なポリマーあるいは架橋剤により架橋されるポリマーのいずれも使用することができし、これらの組み合わせを複数使用することができる。ポリマーの例には、例えば特開平8−338913号公報明細書中段落番号[0022]記載のメタクリレート系共重合体、スチレン系共重合体、ポリオレフィン、ポリビニルアルコールおよび変性ポリビニルアルコール、ポリ(N−メチロールアクリルアミド)、ポリエステル、ポリイミド、酢酸ビニル共重合体、カルボキシメチルセルロース、ポリカーボネート等が含まれる。シランカップリング剤をポリマーとして用いることができる。水溶性ポリマー(例、ポリ(N−メチロールアクリルアミド)、カルボキシメチルセルロース、ゼラチン、ポリビニルアルコール、変性ポリビニルアルコール)が好ましく、ゼラチン、ポリビニルアルコールおよび変性ポリビニルアルコールがさらに好ましく、ポリビニルアルコールおよび変性ポリビニルアルコールが最も好ましい。重合度が異なるポリビニルアルコールまたは変性ポリビニルアルコールを2種類併用することが特に好ましい。ポリビニルアルコールの鹸化度は、70〜100%が好ましく、80〜100%がさらに好ましい。ポリビニルアルコールの重合度は、100〜5000であることが好ましい。
【0242】
液晶性分子を配向させる機能を有する側鎖は、一般に疎水性基を官能基として有する。具体的な官能基の種類は、液晶性分子の種類および必要とする配向状態に応じて決定する。例えば、変性ポリビニルアルコールの変性基としては、共重合変性、連鎖移動変性またはブロック重合変性により導入できる。変性基の例には、親水性基(カルボン酸基、スルホン酸基、ホスホン酸基、アミノ基、アンモニウム基、アミド基、チオール基等)、炭素数10〜100個の炭化水素基、フッ素原子置換の炭化水素基、チオエーテル基、重合性基(不飽和重合性基、エポキシ基、アジリニジル基等)、アルコキシシリル基(トリアルコキシ、ジアルコキシ、モノアルコキシ)等が挙げられる。これらの変性ポリビニルアルコール化合物の具体例として、例えば特開2000−155216号公報明細書中の段落番号[0022]〜[0145]、同2002−62426号公報明細書中の段落番号[0018]〜[0022]に記載のもの等が挙げられる。
【0243】
架橋性官能基を有する側鎖を配向膜ポリマーの主鎖に結合させるか、あるいは、液晶性分子を配向させる機能を有する側鎖に架橋性官能基を導入すると、配向膜のポリマーと光学異方性層に含まれる多官能モノマーとを共重合させることができる。その結果、多官能モノマーと多官能モノマーとの間だけではなく、配向膜ポリマーと配向膜ポリマーとの間、そして多官能モノマーと配向膜ポリマーとの間も共有結合で強固に結合される。従って、架橋性官能基を配向膜ポリマーに導入することで、光学補償フィルムの強度を著しく改善することができる。
【0244】
配向膜ポリマーの架橋性官能基は、多官能モノマーと同様に、重合性基を含むことが好ましい。具体的には、例えば特開2000−155216号公報明細書中段落番号[0080]〜[0100]記載のもの等が挙げられる。配向膜ポリマーは、上記の架橋性官能基とは別に、架橋剤を用いて架橋させることもできる。
【0245】
架橋剤としては、アルデヒド、N−メチロール化合物、ジオキサン誘導体、カルボキシル基を活性化することにより作用する化合物、活性ビニル化合物、活性ハロゲン化合物、イソオキサゾールおよびジアルデヒド澱粉が含まれる。二種類以上の架橋剤を併用してもよい。具体的には、例えば特開2002−62426号公報明細書中の段落番号[0023]〜[024]記載の化合物等が挙げられる。反応活性の高いアルデヒド、特にグルタルアルデヒドが好ましい。
【0246】
架橋剤の添加量は、ポリマーに対して0.1〜20質量%が好ましく、0.5〜15質量%がさらに好ましい。配向膜に残存する未反応の架橋剤の量は、1.0質量%以下であることが好ましく、0.5質量%以下であることがさらに好ましい。このように調節することで、配向膜を液晶表示装置に長期使用、或は高温高湿の雰囲気下に長期間放置しても、レチキュレーション発生のない充分な耐久性が得られる。
【0247】
配向膜は、基本的に、配向膜形成材料である上記ポリマー、架橋剤を含む透明支持体上に塗布した後、加熱乾燥(架橋させ)し、ラビング処理することにより形成することができる。架橋反応は、前記のように、透明支持体上に塗布した後、任意の時期に行って良い。ポリビニルアルコールのような水溶性ポリマーを配向膜形成材料として用いる場合には、塗布液は消泡作用のある有機溶媒(例、メタノール)と水の混合溶媒とすることが好ましい。その比率は質量比で水:メタノールが0:100〜99:1が好ましく、0:100〜91:9であることがさらに好ましい。これにより、泡の発生が抑えられ、配向膜、更には光学異方層の層表面の欠陥が著しく減少する。
【0248】
配向膜の塗布方法は、スピンコーティング法、ディップコーティング法、カーテンコーティング法、エクストルージョンコーティング法、ロッドコーティング法またはロールコーティング法が好ましい。特にロッドコーティング法が好ましい。また、乾燥後の膜厚は0.1乃至10μmが好ましい。加熱乾燥は、20°C〜110°Cで行うことができる。充分な架橋を形成するためには60°C〜100°Cが好ましく、特に80°C〜100°Cが好ましい。乾燥時間は1分〜36時間で行うことができるが、好ましくは1分〜30分である。pHも、使用する架橋剤に最適な値に設定することが好ましく、グルタルアルデヒドを使用した場合は、pH4.5〜5.5で、特に5が好ましい。
【0249】
配向膜は、延伸・未延伸セルロースアシレートフィルム上又は上記下塗層上に設けられる。配向膜は、上記のようにポリマー層を架橋したのち、表面をラビング処理することにより得ることができる。
【0250】
前記ラビング処理は、LCDの液晶配向処理工程として広く採用されている処理方法を適用することができる。即ち、配向膜の表面を、紙やガーゼ、フェルト、ゴムあるいはナイロン、ポリエステル繊維などを用いて一定方向に擦ることにより、配向を得る方法を用いることができる。一般的には、長さおよび太さが均一な繊維を平均的に植毛した布などを用いて数回程度ラビングを行うことにより実施される。
【0251】
工業的に実施する場合、搬送している偏光層のついたフィルムに対し、回転するラビングロールを接触させることで達成するが、ラビングロールの真円度、円筒度、振れ(偏芯)はいずれも30μm以下であることが好ましい。ラビングロールへのフィルムのラップ角度は、0.1乃至90゜が好ましい。ただし、特開平8−160430号公報に記載されているように、360゜以上巻き付けることで、安定なラビング処理を得ることもできる。フィルムの搬送速度は1〜100m/minが好ましい。ラビング角は0〜60゜の範囲で適切なラビング角度を選択することが好ましい。液晶表示装置に使用する場合は、40乃至50゜が好ましい。45゜が特に好ましい。
【0252】
このようにして得た配向膜の膜厚は、0.1乃至10μmの範囲にあることが好ましい。
【0253】
次に、配向膜の上に光学異方性層の液晶性分子を配向させる。その後、必要に応じて、配向膜ポリマーと光学異方性層に含まれる多官能モノマーとを反応させるか、あるいは、架橋剤を用いて配向膜ポリマーを架橋させる。
【0254】
光学異方性層に用いる液晶性分子には、棒状液晶性分子および円盤状液晶性分子が含まれる。棒状液晶性分子および円盤状液晶性分子は、高分子液晶でも低分子液晶でもよく、さらに、低分子液晶が架橋され液晶性を示さなくなったものも含まれる。
[棒状液晶性分子]
棒状液晶性分子としては、アゾメチン類、アゾキシ類、シアノビフェニル類、シアノフェニルエステル類、安息香酸エステル類、シクロヘキサンカルボン酸フェニルエステル類、シアノフェニルシクロヘキサン類、シアノ置換フェニルピリミジン類、アルコキシ置換フェニルピリミジン類、フェニルジオキサン類、トラン類およびアルケニルシクロヘキシルベンゾニトリル類が好ましく用いられる。
【0255】
なお、棒状液晶性分子には、金属錯体も含まれる。また、棒状液晶性分子を繰り返し単位中に含む液晶ポリマーも、棒状液晶性分子として用いることができる。言い換えると、棒状液晶性分子は、(液晶)ポリマーと結合していてもよい。
【0256】
棒状液晶性分子については、季刊化学総説第22巻液晶の化学(1994)日本化学会編の第4章、第7章および第11章、および液晶デバイスハンドブック日本学術振興会第142委員会編の第3章に記載がある。
【0257】
棒状液晶性分子の複屈折率は、0.001乃至0.7の範囲にあることが好ましい。
【0258】
棒状液晶性分子は、その配向状態を固定するために、重合性基を有することが好ましい。重合性基は、ラジカル重合性不飽基或はカチオン重合性基が好ましく、具体的には、例えば特開2002−62427号公報明細書中の段落番号[0064]〜[0086]記載の重合性基、重合性液晶化合物が挙げられる。
【0259】
[円盤状液晶性分子]
円盤状(ディスコティック)液晶性分子には、C.Destradeらの研究報告、Mol.Cryst.71巻、111頁(1981年)に記載されているベンゼン誘導体、C.Destradeらの研究報告、Mol.Cryst.122巻、141頁(1985年)、Physics lett,A,78巻、82頁(1990)に記載されているトルキセン誘導体、B.Kohneらの研究報告、Angew.Chem.96巻、70頁(1984年)に記載されたシクロヘキサン誘導体及びJ.M.Lehnらの研究報告、J.Chem.Commun.,1794頁(1985年)、J.Zhangらの研究報告、J.Am.Chem.Soc.116巻、2655頁(1994年)に記載されているアザクラウン系やフェニルアセチレン系マクロサイクルが含まれる。
【0260】
円盤状液晶性分子としては、分子中心の母核に対して、直鎖のアルキル基、アルコキシ基、置換ベンゾイルオキシ基が母核の側鎖として放射線状に置換した構造である液晶性を示す化合物も含まれる。分子または分子の集合体が、回転対称性を有し、一定の配向を付与できる化合物であることが好ましい。円盤状液晶性分子から形成する光学異方性層は、最終的に光学異方性層に含まれる化合物が円盤状液晶性分子である必要はなく、例えば、低分子の円盤状液晶性分子が熱や光で反応する基を有しており、結果的に熱、光で反応により重合または架橋し、高分子量化し液晶性を失った化合物も含まれる。円盤状液晶性分子の好ましい例は、特開平8−50206号公報に記載されている。また、円盤状液晶性分子の重合については、特開平8−27284公報に記載がある。
【0261】
円盤状液晶性分子を重合により固定するためには、円盤状液晶性分子の円盤状コアに、置換基として重合性基を結合させる必要がある。円盤状コアと重合性基は、連結基を介して結合する化合物が好ましく、これにより重合反応においても配向状態を保つことが出来る。例えば、特開2000−155216号公報明細書中の段落番号[0151]〜「0168」記載の化合物等が挙げられる。
【0262】
ハイブリッド配向では、円盤状液晶性分子の長軸(円盤面)と偏光膜の面との角度が、光学異方性層の深さ方向でかつ偏光膜の面からの距離の増加と共に増加または減少している。角度は、距離の増加と共に減少することが好ましい。さらに、角度の変化としては、連続的増加、連続的減少、間欠的増加、間欠的減少、連続的増加と連続的減少を含む変化、あるいは、増加及び減少を含む間欠的変化が可能である。間欠的変化は、厚さ方向の途中で傾斜角が変化しない領域を含んでいる。角度は、角度が変化しない領域を含んでいても、全体として増加または減少していればよい。さらに、角度は連続的に変化することが好ましい。
【0263】
偏光膜側の円盤状液晶性分子の長軸の平均方向は、一般に円盤状液晶性分子あるいは配向膜の材料を選択することにより、またはラビング処理方法の選択することにより、調整することができる。また、表面側(空気側)の円盤状液晶性分子の長軸(円盤面)方向は、一般に円盤状液晶性分子あるいは円盤状液晶性分子と共に使用する添加剤の種類を選択することにより調整することができる。円盤状液晶性分子と共に使用する添加剤の例としては、可塑剤、界面活性剤、重合性モノマー及びポリマーなどを挙げることができる。長軸配向方向の変化の程度も、上記と同様に、液晶性分子と添加剤との選択により調整できる。
【0264】
「光学異方性層の他の組成物」
上記の液晶性分子と共に、可塑剤、界面活性剤、重合性モノマー等を併用して、塗工膜の均一性、膜の強度、液晶分子の配向性等を向上することが出来る。液晶性分子と相溶性を有し、液晶性分子の傾斜角の変化を与えられるか、あるいは配向を阻害しないことが好ましい。
【0265】
重合性モノマーとしては、ラジカル重合性若しくはカチオン重合性の化合物が挙げられる。好ましくは、多官能性ラジカル重合性モノマーであり、上記の重合性基含有の液晶化合物と共重合性のものが好ましい。例えば、特開2002−296423号公報明細書中の段落番号[0018]〜[0020]記載のものが挙げられる。上記化合物の添加量は、円盤状液晶性分子に対して一般に1〜50質量%の範囲にあり、5〜30質量%の範囲にあることが好ましい。
【0266】
界面活性剤としては、従来公知の化合物が挙げられるが、特にフッ素系化合物が好ましい。具体的には、例えば特開2001−330725号公報明細書中の段落番号[0028]〜[0056]記載の化合物が挙げられる。
【0267】
円盤状液晶性分子とともに使用するポリマーは、円盤状液晶性分子に傾斜角の変化を与えられることが好ましい。
【0268】
ポリマーの例としては、セルロースエステルを挙げることができる。セルロースエステルの好ましい例としては、特開2000−155216号公報明細書中の段落番号[0178]記載のものが挙げられる。液晶性分子の配向を阻害しないように、上記ポリマーの添加量は、液晶性分子に対して0.1〜10質量%の範囲にあることが好ましく、0.1〜8質量%の範囲にあることがより好ましい。
【0269】
円盤状液晶性分子のディスコティックネマティック液晶相-固相転移温度は、70〜300°Cが好ましく、70〜170°Cがさらに好ましい。
【0270】
[光学異方性層の形成]
光学異方性層は、液晶性分子および必要に応じて後述の重合性開始剤や任意の成分を含む塗布液を、配向膜の上に塗布することで形成できる。
【0271】
塗布液の調製に使用する溶媒としては、有機溶媒が好ましく用いられる。有機溶媒の例には、アミド(例、N,N-ジメチルホルムアミド)、スルホキシド(例、ジメチルスルホキシド)、ヘテロ環化合物(例、ピリジン)、炭化水素(例、ベンゼン、ヘキサン)、アルキルハライド(例、クロロホルム、ジクロロメタン、テトラクロロエタン)、エステル(例、酢酸メチル、酢酸ブチル)、ケトン(例、アセトン、メチルエチルケトン)、エーテル(例、テトラヒドロフラン、1,2-ジメトキシエタン)が含まれる。アルキルハライドおよびケトンが好ましい。二種類以上の有機溶媒を併用してもよい。
【0272】
塗布液の塗布は、公知の方法(例、ワイヤーバーコーティング法、押し出しコーティング法、ダイレクトグラビアコーティング法、リバースグラビアコーティング法、ダイコーティング法)により実施できる。
【0273】
光学異方性層の厚さは、0.1乃至20μmであることが好ましく、0.5乃至15μmであることがさらに好ましく、1乃至10μmであることが最も好ましい。
【0274】
[液晶性分子の配向状態の固定]
配向させた液晶性分子を、配向状態を維持して固定することができる。固定化は、重合反応により実施することが好ましい。重合反応には、熱重合開始剤を用いる熱重合反応と光重合開始剤を用いる光重合反応とが含まれる。光重合反応が好ましい。
【0275】
光重合開始剤の例には、α-カルボニル化合物(米国特許2367661号、同2367670号の各明細書記載)、アシロインエーテル(米国特許2448828号明細書記載)、α-炭化水素置換芳香族アシロイン化合物(米国特許2722512号明細書記載)、多核キノン化合物(米国特許3046127号、同2951758号の各明細書記載)、トリアリールイミダゾールダイマーとp-アミノフェニルケトンとの組み合わせ(米国特許3549367号明細書記載)、アクリジンおよびフェナジン化合物(特開昭60-105667号公報、米国特許4239850号明細書記載)およびオキサジアゾール化合物(米国特許4212970号明細書記載)が含まれる。
【0276】
光重合開始剤の使用量は、塗布液の固形分の0.01乃至20質量%の範囲にあることが好ましく、0.5乃至5質量%の範囲にあることがさらに好ましい。
【0277】
液晶性分子の重合のための光照射は、紫外線を用いることが好ましい。
【0278】
照射エネルギーは、20mJ/cm2 乃至50J/cm2 の範囲にあることが好ましく、20乃至5000mJ/cm2 の範囲にあることがより好ましく、100乃至800mJ/cm2 の範囲にあることがさらに好ましい。また、光重合反応を促進するため、加熱条件下で光照射を実施してもよい。
【0279】
保護層を、光学異方性層の上に設けてもよい。
【0280】
この光学補償フィルムと偏光層を組み合わせることも好ましい。具体的には、上記のような光学異方性層用塗布液を偏光膜の表面に塗布することにより光学異方性層を形成する。その結果、偏光膜と光学異方性層との間にポリマーフィルムを使用することなく、偏光膜の寸度変化にともなう応力(歪み×断面積×弾性率)が小さい薄い偏光板が作成される。本発明に従う偏光板を大型の液晶表示装置に取り付けると、光漏れなどの問題を生じることなく、表示品位の高い画像を表示することができる。
【0281】
偏光層と光学補償層の傾斜角度は、LCDを構成する液晶セルの両側に貼り合わされる2枚の偏光板の透過軸と液晶セルの縦または横方向のなす角度にあわせるように延伸することが好ましい。通常の傾斜角度は45゜である。しかし、最近は、透過型、反射型および半透過型LCDにおいて必ずしも45゜でない装置が開発されており、延伸方向はLCDの設計にあわせて任意に調整できることが好ましい。
【0282】
「液晶表示装置」
このような光学補償フィルムが用いられる各液晶モードについて説明する。
【0283】
(TNモード液晶表示装置)
カラーTFT液晶表示装置として最も多く利用されており、多数の文献に記載がある。TNモードの黒表示における液晶セル中の配向状態は、セル中央部で棒状液晶性分子が立ち上がり、セルの基板近傍では棒状液晶性分子が寝た配向状態にある。
【0284】
(OCBモード液晶表示装置)
棒状液晶性分子を液晶セルの上部と下部とで実質的に逆の方向に(対称的に)配向させるベンド配向モードの液晶セルである。ベンド配向モードの液晶セルを用いた液晶表示装置は、米国特許4583825号、同5410422号の各明細書に開示されている。棒状液晶性分子が液晶セルの上部と下部とで対称的に配向しているため、ベンド配向モードの液晶セルは、自己光学補償機能を有する。そのため、この液晶モードは、OCB(Optically Compensatory Bend) 液晶モードとも呼ばれる。
【0285】
OCBモードの液晶セルもTNモード同様、黒表示においては、液晶セル中の配向状態は、セル中央部で棒状液晶性分子が立ち上がり、セルの基板近傍では棒状液晶性分子が寝た配向状態にある。
【0286】
(VAモード液晶表示装置)
電圧無印加時に棒状液晶性分子が実質的に垂直に配向しているのが特徴であり、VAモードの液晶セルには、(1)棒状液晶性分子を電圧無印加時に実質的に垂直に配向させ、電圧印加時に実質的に水平に配向させる狭義のVAモードの液晶セル(特開平2−176625号公報記載)に加えて、(2)視野角拡大のため、VAモードをマルチドメイン化した(MVAモードの)液晶セル(SID97、Digest of tech. Papers(予稿集)28(1997)845記載)、(3)棒状液晶性分子を電圧無印加時に実質的に垂直配向させ、電圧印加時にねじれマルチドメイン配向させるモード(n-ASMモード)の液晶セル(日本液晶討論会の予稿集58〜59(1998)記載)および(4)SURVAIVALモードの液晶セル(LCDインターナショナル98で発表)が含まれる。
【0287】
(IPSモード液晶表示装置)
電圧無印加時に棒状液晶性分子が実質的に面内に水平に配向しているのが特徴であり、これが電圧印加の有無で液晶の配向方向を変えることでスイッチングするのが特徴である。具体的には特開2004−365941号、特開2004−12731号、特開2004−215620号、特開2002−221726号、特開2002−55341号、特開2003−195333号に記載のものなどを使用できる。
【0288】
(その他液晶表示装置)
ECBモードおよびSTN(Supper Twisted Nematic)モード、FLC(Ferroelectric Liquid Crystal)モード、AFLC(Anti-ferroelectric Liquid Crystal)モード、ASM(Axially Symmetric Aligned Microcell )モードに対しても、上記と同様の考え方で光学的に補償することができる。また、透過型、反射型、半透過型のいずれの液晶表示装置においても有効である。GH(Guest−Host)型の反射型液晶表示装置の光学補償シートとしても有利に用いられる。
以上述べてきたこれらの詳細なセルロース誘導体フィルムの用途は発明協会公開技報(公技番号 2001−1745、2001年3月15日発行、発明協会)にて45頁〜59頁に詳細に記載されている。
【0289】
反射防止層の付与(反射防止フィルム)
反射防止膜は、一般に、防汚性層でもある低屈折率層、及び低屈折率層より高い屈折率を有する少なくとも一層の層(即ち、高屈折率層、中屈折率層)とを透明基体上に設けて成る。
【0290】
屈折率の異なる無機化合物(金属酸化物等)の透明薄膜を積層させた多層膜として、化学蒸着(CVD)法や物理蒸着(PVD)法、金属アルコキシド等の金属化合物のゾルゲル方法でコロイド状金属酸化物粒子皮膜を形成後に後処理(紫外線照射:特開平9−157855号公報、プラズマ処理:特開2002−327310号公報)して薄膜を形成する方法が挙げられる。
【0291】
一方、生産性が高い反射防止膜として、無機粒子をマトリックスに分散されてなる薄膜を積層塗布してなる反射防止膜が各種提案されている。
【0292】
上述したような塗布による反射防止フィルムに最上層表面が微細な凹凸の形状を有する防眩性を付与した反射防止層から成る反射防止フィルムも挙げられる。
【0293】
本発明のセルロースアシレートフィルムは上記いずれの方式にも適用できるが、特に好ましいのが塗布による方式(塗布型)である。
【0294】
[塗布型反射防止フィルムの層構成]
基体上に少なくとも中屈折率層、高屈折率層、低屈折率層(最外層)の順序の層構成から成る反射防止膜は、以下の関係を満足する屈折率を有する様に設計される。
【0295】
高屈折率層の屈折率>中屈折率層の屈折率>透明支持体の屈折率>低屈折率層の屈折率又、透明支持体と中屈折率層の間に、ハードコート層を設けてもよい。
【0296】
更には、中屈折率ハードコート層、高屈折率層及び低屈折率層からなってもよい。
【0297】
例えば、特開平8−122504号公報、同8−110401号公報、同10−300902号公報、特開2002−243906号公報、特開2000−111706号公報等が挙げられる。又、各層に他の機能を付与させてもよく、例えば、防汚性の低屈折率層、帯電防止性の高屈折率層としたもの(例、特開平10−206603号公報、特開2002−243906号公報等)等が挙げられる。
【0298】
反射防止膜のヘイズは、5%以下あることが好ましく、3%以下がさらに好ましい。又膜の強度は、JIS K5400に従う鉛筆硬度試験でH以上であることが好ましく、2H以上であることがさらに好ましく、3H以上であることが最も好ましい。
【0299】
[高屈折率層および中屈折率層]
反射防止膜の高い屈折率を有する層は、平均粒径100nm以下の高屈折率の無機化合物超微粒子及びマトリックスバインダーを少なくとも含有する硬化性膜から成る。
【0300】
高屈折率の無機化合物微粒子としては、屈折率1.65以上の無機化合物が挙げられ、好ましくは屈折率1.9以上のものが挙げられる。例えば、Ti、Zn、Sb、Sn、Zr、Ce、Ta、La、In等の酸化物、これらの金属原子を含む複合酸化物等が挙げられる。
【0301】
このような超微粒子とするには、粒子表面が表面処理剤で処理されること(例えば、シランカップリング剤等:特開平11−295503号公報、同11−153703号公報、特開2000−9908、アニオン性化合物或は有機金属カップリング剤:特開2001−310432号公報等)、高屈折率粒子をコアとしたコアシェル構造とすること(:特開2001−166104等)、特定の分散剤併用(例、特開平11−153703号公報、特許番号US6210858B1、特開2002−2776069号公報等)等挙げられる。
【0302】
マトリックスを形成する材料としては、従来公知の熱可塑性樹脂、硬化性樹脂皮膜等が挙げられる。
【0303】
更に、ラジカル重合性及び/又はカチオン重合性の重合性基を少なくとも2個以上含有の多官能性化合物含有組成物、加水分解性基を含有の有機金属化合物及びその部分縮合体組成物から選ばれる少なくとも1種の組成物が好ましい。例えば、特開2000−47004号公報、同2001−315242号公報、同2001−31871号公報、同2001−296401号公報等に記載の化合物が挙げられる。
【0304】
又、金属アルコキドの加水分解縮合物から得られるコロイド状金属酸化物と金属アルコキシド組成物から得られる硬化性膜も好ましい。例えば、特開2001−293818号公報等に記載されている。
【0305】
高屈折率層の屈折率は、−般に1.70〜2.20である。高屈折率層の厚さは、5nm〜10μmであることが好ましく、10nm〜1μmであることがさらに好ましい。
【0306】
中屈折率層の屈折率は、低屈折率層の屈折率と高屈折率層の屈折率との間の値となるように調整する。中屈折率層の屈折率は、1.50〜1.70であることが好ましい。
【0307】
[低屈折率層]
低屈折率層は、高屈折率層の上に順次積層して成る。低屈折率層の屈折率は1.20〜1.55である。好ましくは1.30〜1.50である。
【0308】
耐擦傷性、防汚性を有する最外層として構築することが好ましい。耐擦傷性を大きく向上させる手段として表面への滑り性付与が有効で、従来公知のシリコーンの導入、フッ素の導入等から成る薄膜層の手段を適用できる。
【0309】
含フッ素化合物の屈折率は1.35〜1.50であることが好ましい。より好ましくは1.36〜1.47である。また、含フッ素化合物はフッ素原子を35〜80質量%の範囲で含む架橋性若しくは重合性の官能基を含む化合物が好ましい。
【0310】
例えば、特開平9−222503号公報明細書段落番号[0018]〜[0026]、同11−38202号公報明細書段落番号[0019]〜[0030]、特開2001-40284号公報明細書段落番号[0027]〜[0028]、特開2000−284102号公報等に記載の化合物が挙げられる。
【0311】
シリコーン化合物としてはポリシロキサン構造を有する化合物であり、高分子鎖中に硬化性官能基あるいは重合性官能基を含有して、膜中で橋かけ構造を有するものが好ましい。例えば、反応性シリコーン(例、サイラプレーン(チッソ(株)製等)、両末端にシラノール基含有のポリシロキサン(特開平11−258403号公報等)等が挙げられる。
【0312】
架橋又は重合性基を有する含フッ素及び/又はシロキサンのポリマーの架橋又は重合反応は、重合開始剤、増感剤等を含有する最外層を形成するための塗布組成物を塗布と同時または塗布後に光照射や加熱することにより実施することが好ましい。
【0313】
又、シランカップリング剤等の有機金属化合物と特定のフッ素含有炭化水素基含有のシランカップリング剤とを触媒共存下に縮合反応で硬化するゾルゲル硬化膜も好ましい。
例えば、ポリフルオロアルキル基含有シラン化合物またはその部分加水分解縮合物(特開昭58−142958号公報、同58−147483号公報、同58−147484号公報、特開平9−157582号公報、同11−106704号公報記載等記載の化合物)、フッ素含有長鎖基であるポリ「パーフルオロアルキルエーテル」基を含有するシリル化合物(特開2000−117902号公報、同2001−48590号公報、同2002−53804号公報記載の化合物等)等が挙げられる。
【0314】
低屈折率層は、上記以外の添加剤として充填剤(例えば、二酸化珪素(シリカ)、含フッ素粒子(フッ化マグネシウム,フッ化カルシウム,フッ化バリウム)等の一次粒子平均径が1〜150nmの低屈折率無機化合物、特開平11−3820公報の段落番号[0020]〜[0038]に記載の有機微粒子等)、シランカップリング剤、滑り剤、界面活性剤等を含有することができる。
【0315】
低屈折率層が最外層の下層に位置する場合、低屈折率層は気相法(真空蒸着法、スパッタリング法、イオンプレーティング法、プラズマCVD法等)により形成されても良い。安価に製造できる点で、塗布法が好ましい。
【0316】
低屈折率層の膜厚は、30〜200nmであることが好ましく、50〜150nmであることがさらに好ましく、60〜120nmであることが最も好ましい。
[ハードコート層]
ハードコート層は、反射防止フィルムに物理強度を付与するために、延伸・未延伸セルロースアシレートフィルムの表面に設ける。特に、延伸・未延伸セルロースアシレートフィルムと前記高屈折率層の間に設けることが好ましい。また、反射防止層を付与せず直接延伸・未延伸セルロースアシレートフィルム上に塗設することも好ましい。
【0317】
ハードコート層は、光及び/又は熱の硬化性化合物の架橋反応、又は、重合反応により形成されることが好ましい。 硬化性官能基としては、光重合性官能基が好ましく、又加水分解性官能基含有の有機金属化合物は有機アルコキシシリル化合物が好ましい。
【0318】
これらの化合物の具体例としては、高屈折率層で例示したと同様のものが挙げられる。
【0319】
ハードコート層の具体的な構成組成物としては、例えば、特開2002−144913号公報、同2000−9908号公報、WO0/46617号公報等記載のものが挙げられる。
【0320】
高屈折率層はハードコート層を兼ねることができる。このような場合、高屈折率層で記載した手法を用いて微粒子を微細に分散してハードコート層に含有させて形成することが好ましい。
【0321】
ハードコート層は、平均粒径0.2〜10μmの粒子を含有させて防眩機能(アンチグレア機能)を付与した防眩層(後述)を兼ねることもできる。
【0322】
ハードコート層の膜厚は用途により適切に設計することができる。ハードコート層の膜厚は、0.2〜10μmであることが好ましく、より好ましくは0.5〜7μmである。
【0323】
ハードコート層の強度は、JIS K5400に従う鉛筆硬度試験で、H以上であることが好ましく、2H以上であることがさらに好ましく、3H以上であることが最も好ましい。又、JIS K5400に従うテーバー試験で、試験前後の試験片の摩耗量が少ないほど好ましい。
【0324】
[前方散乱層]
前方散乱層は、液晶表示装置に適用した場合の、上下左右方向に視角を傾斜させたときの視野角改良効果を付与するために設ける。上記ハードコート層中に屈折率の異なる微粒子を分散することで、ハードコート機能と兼ねることもできる。
例えば、前方散乱係数を特定化した特開11−38208号公報、透明樹脂と微粒子の相対屈折率を特定範囲とした特開2000−199809号公報、ヘイズ値を40%以上と規定した特開2002−107512号公報等が挙げられる。
【0325】
[その他の層]
上記の層以外に、プライマー層、帯電防止層、下塗り層や保護層等を設けてもよい。
【0326】
[塗布方法]
反射防止フィルムの各層は、ディップコート法、エアーナイフコート法、カーテンコート法、ローラーコート法、ワイヤーバーコート法、グラビアコート、マイクログラビア法やエクストルージョンコート法(米国特許2681294号明細書)により、塗布により形成することができる。
【0327】
[アンチグレア機能]
反射防止膜は、外光を散乱させるアンチグレア機能を有していてもよい。アンチグレア機能は、反射防止膜の表面に凹凸を形成することにより得られる。反射防止膜がアンチグレア機能を有する場合、反射防止膜のヘイズは、3〜30%であることが好ましく、5〜20%であることがさらに好ましく、7〜20%であることが最も好ましい。
【0328】
反射防止膜表面に凹凸を形成する方法は、これらの表面形状を充分に保持できる方法であればいずれの方法でも適用できる。例えば、低屈折率層中に微粒子を使用して膜表面に凹凸を形成する方法(例えば、特開2000−271878号公報等)、低屈折率層の下層(高屈折率層、中屈折率層又はハードコート層)に比較的大きな粒子(粒径0.05〜2μm)を少量(0.1〜50質量%)添加して表面凹凸膜を形成し、その上にこれらの形状を維持して低屈折率層を設ける方法(例えば、特開2000−281410号公報、同2000−95893号公報、同2001−100004号公報、同2001−281407号公報等)、最上層(防汚性層)を塗設後の表面に物理的に凹凸形状を転写する方法(例えば、エンボス加工方法として、特開昭63−278839号公報、特開平11−183710号公報、特開2000−275401号公報等記載)等が挙げられる。
【0329】
[用途]
本発明の未延伸、延伸セルロースアシレートフィルムは、光学フィルム、特に偏光板保護フィルム用、液晶表示装置の光学補償シート(位相差フィルムともいう)、反射型液晶表示装置の光学補償シート、ハロゲン化銀写真感光材料用支持体として有用である。
【0330】
以下に本発明で使用した測定法について記載する。
【0331】
(1)湿熱寸法変化(δL(w))
1).サンプルフィルムをMD,TD方向に切り出し、25°C60%rhで5時間以上調湿後、20cm基長のピンゲージを用い測長する(それぞれMD(F)、TD(F)とする)。
【0332】
2).これを60°C90%rhの恒温恒湿槽に無張力で500時間放置(サーモ処理)する。
【0333】
3).恒温恒湿槽から取り出した後、25°C60%rhで5時間以上調湿後、20cm基長のピンゲージを用い測長する(それぞれMD(t)、TD(t)とする)。
【0334】
4).下記式でMD、TD方向の湿熱寸法変化(δMD(w)、δTD(w))を求め、このうち大きい方の値を湿熱寸法変化(δL(w))とする。
【0335】
δTD(w)(%)=100×|TD(F)−TD(t)|/TD(F)
δMD(w)(%)=100×|MD(F)−MD(t)|/MD(F)
(2)乾熱寸法変化(δL(d))
上記湿熱寸法変化のサーモ処理を、80°Cドライで500時間に変えた以外は全て同様にして求める。
【0336】
(3)Re、Rth
サンプルフィルムを25°C60%rhに5時間以上調湿後、自動複屈折計(KOBRA−21ADH:王子計測器(株)製)を用いて、25°C60%rhにおいて、サンプルフィルム表面に対し垂直方向および、フィルム面法線から±40°傾斜させて方向から波長550nmにおけるレターデーション値を測定する。垂直方向から面内のレターデーション(Re)、垂直方向、±40°方向の測定値から厚み方向のレターデーション(Rth)を算出する。これらをRe,Rthとする。
【0337】
(4)Re、Rthの湿熱変化
1).サンプルフィルムを25°C60%rhで5時間以上調湿後、上記の方法でRe,Rthを測定する(Re(f)、Rth(f)とする)。
【0338】
2).これを60°C90%rhの恒温恒湿槽に無張力で500時間放置(サーモ処理)する。
【0339】
3).恒温高恒湿槽から取り出した後、25°C60%rhで5時間以上調湿後、上記の方法でRe,Rthを測定する(Re(t)、Rth(t)とする)。
【0340】
4).下記式でRe,Rthの湿熱変化を求める。
【0341】
Reの湿熱変化(%)=100×(Re(f)−Re(t))/Re(f)
Rthの湿熱変化(%)=100×(Rth(f)−Rth(t))/Rth(f)
(5)Re、Rthの乾熱変化
上記Re、Rthの湿熱変化のサーモ処理を、80°Cドライで500時間に変えた以外は全て同様にして求める。
【0342】
(6)微細レターデーションむら
サンプルフィルムを25°C60%rhに5時間以上調湿後、エリプソメーター(UNIOPT(株)製自動複屈折測定装置ABR−10A−10AT)を用い0.1mmずつMD方向にずらしながら10点のReを測定する。このときの最大値と最小値の差を、10点の平均値で割った値(MDの微細レターデーションむら)を求める。
TD方向にも同様に0.1mmずつずらしながら測定し(TDの微細レターデーションむら)を求める。
【0343】
MDの微細レターデーションむらとTDの微細レターデーションむらのうち大きいほうを微細レターデーションむらとする。
【0344】
(7)縦/横比
延伸に用いるニップロールの間隔(L:2対のニップロールの芯間の距離)を延伸前のセルロースアシレートフィルムの幅(W)で割った値(L/W)。3対以上のニップロールがある場合は、もっとも大きいL/Wの値を縦横比とした。
【0345】
(8)緩和率
緩和する長さを延伸前の寸法で割り百分率で示した値を指す。
【0346】
(9)セルロースアシレートの置換度
セルロースアシレートのアシル置換度は、Carbohydr.Res.273(1995)83−91(手塚他)に記載の方法で13C−NMRにより求めた。
【0347】
以下に実施例と比較例を挙げて本発明の特徴をさらに具体的に説明する。以下の実施例に示す材料、使用量、割合、処理内容、処理手順等は、本発明の趣旨を逸脱しない限り適宜変更することができる。したがって、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
【実施例】
【0348】
1.熱可塑性樹脂
図4の表1に記載のセルロースアシレート樹脂、又は飽和ノルボルネン樹脂を用い、飽和ノルボルネン樹脂に関しては表1に記載の粒径の微粒子を添加した。熱可塑性樹脂のガラス転移温度(Tg)に関しては、以下の方法で測定を行い表1に記載した。
【0349】
DSCの測定パンにサンプルを20mg入れる。これを窒素気流中で、10°C/分で30°Cから250°Cまで昇温した後(1st-run)、30°Cまで−10°C/分で冷却する。この後、再度30°Cから250°Cまで昇温する(2nd-run)。2nd-runでベースラインが低温側から偏奇し始める温度をガラス転移温度(Tg)とした。また、全水準に二酸化珪素部粒子(アエロジルR972V)0.05質量%を添加した。
【0350】
2.製膜
[溶融製膜]
上記熱可塑性樹脂を直径3mm長さ5mmの円柱状のペレットに成形した。これを110°Cの真空乾燥機で乾燥し、含水率を0.1%以下とした後、Tg−10°Cになるように調整してホッパーに投入した。溶融粘度が1000Pa・sとなるように溶融温度を調整し、210°Cに設定した1軸の押出機を用いて溶融し、溶融温度と同温度に設定したT型ダイ12からTg−5°Cに設定した冷却ドラム上にシート状に押出し冷却固化して未延伸の熱可塑性樹脂フィルムとした。この時、各水準静電印加法(10kVのワイヤーをメルトの冷却ドラムへの着地点から10cmのところに設置)を用いた。固化したシートを剥ぎ取り、表1記載の延伸倍率(但し、未延伸もある)で縦延伸と横延伸を行った後、巻き取った。なお、巻き取り直前に両端(全幅の各3%)をトリミングした後、両端に幅10mm、高さ50μmの厚みだし加工(ナーリング)をつけた。各実施例及び各比較例とも、幅は1.5mで30m/分で3000mロール状に巻き取った。そして、巻き取ったロールを図3の熱緩和処理装置で表1の条件で熱処理した。
【0351】
[溶液製膜]
熱可塑性樹脂100重量部を含水率が0.1wt%以下になるように乾燥し、溶剤、添加剤を溶剤中に撹拌しながら投入した。投入が終わると撹拌を停止し、25°Cで3時間膨潤させスラリーを作成した。これを再度撹拌し、完全に熱可塑性樹脂を溶解した。この後、絶対濾過精度0.01mmの濾紙(東洋濾紙(株)製、#63)でろ過し、さらに絶対濾過精度3μmの濾紙(ポール社製、FH025)にて濾過した。上述のドープを35°Cに加温し、下記のドラム法で流延した。
【0352】
ダイを通して、−15°Cに設定した直径3mの鏡面ステンレスのドラムに流延した。使用したダイは、特開平11−314233号に記載の形態に類似するものを用いた。なお流延スピードは100m/分でその流延幅は250cmとした。
【0353】
残留溶剤が200wt%で剥ぎ取り、130°Cで乾燥し、残留溶剤が1wt%以下となった後、表1の延伸倍率(但し、未延伸もある)で縦延伸と横延伸を行い、巻き取った。なお、巻き取り直前に両端(全幅の各3%)をトリミングした後、両端に幅10mm、高さ50μmの厚みだし加工(ナーリング)をつけた。各実施例及び各比較例とも、幅は1.5mで30m/分で3000mロール状に巻き取った。そして、巻き取ったロールを図3の熱緩和処理装置で表1の条件で熱処理した。
【0354】
3.延伸条件
(i).縦(MD)延伸
上記溶融製膜、溶液製膜で得た熱可塑性樹脂フィルム(いずれも残留溶剤は0.1重量%以下)を、2対のニップロールを用い、Tg+15°Cで縦延伸した。
【0355】
(ii).横(TD)延伸
縦延伸後にテンターを用いてTg+10°Cで表1に記載の倍率で横方向に延伸した。
【0356】
4.熱処理条件
その後、表1の熱処理条件(ロール回転速度、熱風温度、及び熱処理時間)で熱処理を行なった。
【0357】
5.フィルムの評価
このようにして得たフィルムの湿熱寸法変化(δL(w))、乾熱寸法変化(δL(d))、湿熱、乾熱処理前(フレッシュ)のRe、Rth、微細レターデーションむら、Re、Rthの湿熱変化(δRe(w) 、δRth(w))、Re、Rthの乾熱変化(δRe(d)、δRth(d))、並びにロールの巻皺、巻ベコ、巻ズレを測定し表1に記載した。
【0358】
尚、ロール状態を示すロールの巻皺、巻ベコ、巻ズレの評価に関しては、全く巻皺等が発生していないものを◎、殆んど巻皺等が発生していないものを○、巻皺等の発生は見受けられるが使用上問題のないものを△、巻皺等の発生は見受けられ使用上にも問題があるものを×、とした。
【0359】
図4の表1の実施例1〜8、及び比較例1〜7のセルロースアシレート樹脂は同一のものである。熱処理が本発明の条件である、ロールの巻芯を0.01〜10rphでロールが巻き締まる方向に回転させながら、巻芯を中心にしてロールに沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で行い、且つ、セルロースアシレート樹脂フィルムが、面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下を満たしている実施例1〜8は、寸法変化(δL(w)、δL(d))及び微細レターデーションむらの割合が小さく、ロールの状態(巻皺、巻ベコ、巻ズレ)も使用上問題がなかった。実施例6〜8から、延伸を行っていない、あるいは縦又は横の一方向のみに延伸を行ったフィルムに対しても、本発明は適応できることが分かる。そして、ロールの回転数が0.01〜10rphの範囲に無い比較例1及び2は、ロールが使用上問題となる状態となってしまい、Tg−60°C〜Tg+20°Cの範囲に無い温度の熱風を吹き付けた比較例3及び4は、微細レターデーションむらの割合が大きく、熱処理時間が0.01hr〜300hrの範囲に無い比較例5も、微細レターデーションむらの割合が大きくなってしまったことが分かる。
【0360】
実施例9〜13は、実施例1〜8とは置換度の異なるセルロースアシレートに対して本発明を実施したものであるが、溶融製膜、溶液製膜を問わず様々なセルロースアシレートに対しても適応することができることが分かる。また、置換度が、2.0≦X+Y≦3.0、0≦X≦2.0、1.2≦Y≦2.9、を満たしている実施例1〜11は、満たしていない実施例12及び13と比較すると、寸法変化及び微細レターデーションむらに関して良好な結果が得られた。
【0361】
実施例14〜17、及び比較例8は、飽和ノルボルネン樹脂であり、セルロースアシレート樹脂と同様に、本発明を実施したものは、寸法変化及び微細レターデーションむらの割合が小さく、ロールの状態も使用上問題がなかったことが分かる。また、飽和ノルボルネン樹脂は、平均粒子径が0.1μm以上3.0μm以下の微粒子を1ppm以上10000ppm以下含む実施例14及び15の場合のほうが、実施例16及び17よりも、寸法変化及び微細レターデーションむらに関して良好な結果が得られた。
6.偏光板の作成
(1)表面処理
表1の熱可塑性樹脂フィルムを下記の浸漬法で鹸化を行った。なお下記塗布鹸化も実施したが浸漬鹸化と同様の結果を得た。
【0362】
(i).浸漬鹸化
NaOHの1.5規定水溶液を鹸化液として用いた。
【0363】
これを60°Cに調温し、熱可塑性樹脂フィルムを2分間浸漬した。
【0364】
この後、0.1Nの硫酸水溶液に30秒浸漬した後、水洗浴を通した。
【0365】
(ii).塗布鹸化
iso-プロパノール80重量部に水20重量部を加え、これにKOHを1.5規定となるように溶解し、これを60°Cに調温したものを鹸化液として用いた。
【0366】
これを60°Cの熱可塑性樹脂フィルム上に10g/m2 塗布し、1分間鹸化した。
【0367】
この後、50°Cの温水をスプレーを用い、10l/m2 ・分で1分間吹きかけ洗浄した。
【0368】
(2)偏光層の作成
特開平2001−141926の実施例1に従い、2対のニップロール間に周速差を与え、長手方向に延伸した厚み20μmの偏光層を調製した。なお、特開平2002−86554の実施例1のように延伸軸が斜め45度となるように延伸した偏光層も同様に作成したが、以降の評価結果は上述のものと同様な結果が得られた。
【0369】
(3)貼り合わせ
このようにして得た偏光層を、上記方法で製膜、延伸、鹸化処理した熱可塑性樹脂フィルムを用い、下記構成となるようにPVA((株)クラレ製PVA−117H)3%水溶液を接着剤とし貼り合せ偏光板を作成した。なお、下記に記載したフジタック(富士写真フィルム製TD80)も上記の方法で鹸化処理を行った。
【0370】
偏光板A:延伸熱可塑性樹脂フィルム/偏光層/フジタック
偏光板B:延伸熱可塑性樹脂フィルム/偏光層/未延伸熱可塑性樹脂フィルム
(偏光板Bでは延伸、未延伸熱可塑性樹脂フィルムは同じ熱可塑性樹脂を用いた)
このようにして得た偏光板のフレッシュ品と、ウエットサーモ(60°C90%rh500時間)、ドライサーモ(80°Cドライ500時間)後の偏光板を、延伸セルロースアシレートを液晶側になるようにして、特開2000−154261号公報の図2〜9に記載の20インチVA型液晶表示装置液晶表示装置に取り付けた。これをフレッシュ品の偏光板を用いたものと、ドライ、ウエットサーモ品の偏光板を用いたものを比較し、目視評価し色むらの発生領域の全面積に占める割合から、液晶表示装置での色むらを判定し表1に記載した。色むらは、全く色むらが見受けられなく問題がないものを◎、ほとんど色むらが見受けられなく問題がないものを○、若干ながら色むらが見受けられるものを△、色むらが全体に見受けられるものを×、とした。
【0371】
図4の表1から分かるように、本発明を実施した実施例1〜11及び実施例14〜16は良好な性能が得られた。
7.光学補償フィルムの作成
特開平11−316378号の実施例1の液晶層を塗布したセルロースアセテートフィルムの代わりに、本発明の延伸熱可塑性樹脂フィルムを使用した。この時製膜、延伸直後のもの(フレッシュ品)を用いた場合と、ウエットサーモ(60°C90%rh500時間)、ドライサーモ(80°Cドライ500時間)後のものを用いた場合で、両者比較し色むらの発生している領域を目視評価したが、本発明を用いたものは良好な光学補償フィルムを作成できた。
【0372】
特開平7−333433の実施例1の液晶層を塗布したセルロースアセテートフィルムに代わって、本発明の延伸熱可塑性樹脂フィルムに変更し光学補償フィルターフィルムを作製したものでも同様に良好な光学補償フィルムを作成できた。
8.低反射フィルムの作成
本発明の延伸熱可塑性樹脂フィルムを発明協会公開技報(公技番号2001−1745)の実施例47に従い本発明の延伸熱可塑性樹脂フィルムを用いて低反射フィルムを作成したところ、良好な光学性能が得られた。
9.液晶表示素子の作成
上記本発明の偏光板を、特開平10−48420号公報の実施例1に記載の液晶表示装置、特開平9−26572号公報の実施例1に記載のディスコティック液晶分子を含む光学的異方性層、ポリビニルアルコールを塗布した配向膜、特開2000−154261号公報の図2〜9に記載の20インチVA型液晶表示装置、特開2000−154261号公報の図10〜15に記載の20インチOCB型液晶表示装置、特開2004−12731の図11に記載のIPS型液晶表示装置に用いた。さらに、本発明の低反射フィルムをこれらの液晶表示装置の最表層に貼り評価を行ったところ、良好な液晶表示素子を得た。
【図面の簡単な説明】
【0373】
【図1】本発明に係るフィルム製造装置の構成図
【図2】押出機の構成を示す概略図
【図3】熱緩和装置の構成を示す構成図
【図4】本発明の実施例の説明図
【符号の説明】
【0374】
10…フィルム製造装置、12…セルロースアシレートフィルム、12’…延伸セルロースアシレートフィルム、14…押出機、16…ダイ、17,18,19…冷却ドラム、20…製膜工程部、30…縦延伸工程部、40…横延伸工程部、50…巻取工程部、70…熱緩和装置、72…ロール、74…台車、76…断熱パネル、78…巻芯、80…モータ、82…コロ、84…熱風の吹出口
【特許請求の範囲】
【請求項1】
熱可塑性樹脂フィルムのロールを断熱パネルで囲み、
前記ロールの巻芯を0.01〜10rphで前記ロールが巻き締まる方向に間欠回転又は連続回転させながら、前記巻芯を中心にして前記ロールに沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で熱処理を行い、
前記熱処理後の熱可塑性樹脂フィルムにおける面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下を満足することを特徴とする熱可塑性樹脂フィルムの製造方法。
【請求項2】
前記熱可塑性樹脂フィルムは、
湿熱寸法変化(δL(w))、及び乾熱寸法変化(δL(d))のいずれもが0%以上0.3%以下であることを特徴とする請求項1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項3】
前記熱可塑性樹脂フィルムは、
配向角が0°±5°以内、又は90°±5°以内、
ボーイング歪みの大きさが10%以下、
面内のレターデーション(Re)が0nm以上500nm以下、
厚み方向のレターデーション(Rth)が0nm以上500nm以下、であることを特徴とする請求項1又は2に記載の熱可塑性樹脂フィルムの製造方法。
【請求項4】
前記熱可塑性樹脂フィルムは、
微細レターデーションむらが0%以上10%以下であることを特徴とする請求項1〜3の何れか1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項5】
前記熱可塑性樹脂は、セルロースアシレート樹脂であることを特徴とする請求項1〜4の何れか1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項6】
前記セルロースアシレート樹脂は、Xをアセチル基の置換度、Yをプロピオニル基、ブチリル基、ペンタノイル基、ヘキサノイル基の置換度の総和としたときに、アシレート基が下記の置換度、
2.0≦X+Y≦3.0、
0≦X≦2.0、
1.2≦Y≦2.9、
を満足することを特徴とする請求項5に記載の熱可塑性樹脂フィルムの製造方法。
【請求項7】
前記熱可塑性樹脂は、飽和ノルボルネン系樹脂であることを特徴とする請求項1〜4の何れか1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項8】
前記熱可塑性樹脂フィルムは、
平均粒子径が0.1μm以上3.0μm以下の微粒子を1ppm以上10000ppm以下含むことを特徴とする請求項7に記載の熱可塑性樹脂フィルムの製造方法。
【請求項9】
前記熱処理を、延伸した後の熱可塑性樹脂フィルムについて行うことを特徴とする請求項1〜8のいずれか1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項10】
請求項1〜9の何れかに記載の製造方法で製造されたことを特徴とする熱可塑性樹脂フィルム。
【請求項11】
請求項10に記載の熱可塑性樹脂フィルムを少なくとも1層積層したことを特徴とする偏光板。
【請求項12】
請求項10に記載の熱可塑性樹脂フィルムを基材に用いたことを特徴とする液晶表示板用光学補償フィルム。
【請求項13】
請求項10に記載の熱可塑性樹脂フィルムを基材に用いたことを特徴とする反射防止フィルム。
【請求項1】
熱可塑性樹脂フィルムのロールを断熱パネルで囲み、
前記ロールの巻芯を0.01〜10rphで前記ロールが巻き締まる方向に間欠回転又は連続回転させながら、前記巻芯を中心にして前記ロールに沿って、熱可塑性樹脂のガラス転移温度Tg−60°C〜Tg+20°Cの温度の熱風を吹き付け、0.01hr〜300hrの間で熱処理を行い、
前記熱処理後の熱可塑性樹脂フィルムにおける面内のレターデーション(Re)の湿熱変化(δRe(w))、乾熱変化(δRe(d))、及び、厚み方向のレターデーション(Rth)の湿熱変化(δRth(w))、乾熱変化(δRth(d))、のいずれもが0%以上10%以下を満足することを特徴とする熱可塑性樹脂フィルムの製造方法。
【請求項2】
前記熱可塑性樹脂フィルムは、
湿熱寸法変化(δL(w))、及び乾熱寸法変化(δL(d))のいずれもが0%以上0.3%以下であることを特徴とする請求項1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項3】
前記熱可塑性樹脂フィルムは、
配向角が0°±5°以内、又は90°±5°以内、
ボーイング歪みの大きさが10%以下、
面内のレターデーション(Re)が0nm以上500nm以下、
厚み方向のレターデーション(Rth)が0nm以上500nm以下、であることを特徴とする請求項1又は2に記載の熱可塑性樹脂フィルムの製造方法。
【請求項4】
前記熱可塑性樹脂フィルムは、
微細レターデーションむらが0%以上10%以下であることを特徴とする請求項1〜3の何れか1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項5】
前記熱可塑性樹脂は、セルロースアシレート樹脂であることを特徴とする請求項1〜4の何れか1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項6】
前記セルロースアシレート樹脂は、Xをアセチル基の置換度、Yをプロピオニル基、ブチリル基、ペンタノイル基、ヘキサノイル基の置換度の総和としたときに、アシレート基が下記の置換度、
2.0≦X+Y≦3.0、
0≦X≦2.0、
1.2≦Y≦2.9、
を満足することを特徴とする請求項5に記載の熱可塑性樹脂フィルムの製造方法。
【請求項7】
前記熱可塑性樹脂は、飽和ノルボルネン系樹脂であることを特徴とする請求項1〜4の何れか1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項8】
前記熱可塑性樹脂フィルムは、
平均粒子径が0.1μm以上3.0μm以下の微粒子を1ppm以上10000ppm以下含むことを特徴とする請求項7に記載の熱可塑性樹脂フィルムの製造方法。
【請求項9】
前記熱処理を、延伸した後の熱可塑性樹脂フィルムについて行うことを特徴とする請求項1〜8のいずれか1に記載の熱可塑性樹脂フィルムの製造方法。
【請求項10】
請求項1〜9の何れかに記載の製造方法で製造されたことを特徴とする熱可塑性樹脂フィルム。
【請求項11】
請求項10に記載の熱可塑性樹脂フィルムを少なくとも1層積層したことを特徴とする偏光板。
【請求項12】
請求項10に記載の熱可塑性樹脂フィルムを基材に用いたことを特徴とする液晶表示板用光学補償フィルム。
【請求項13】
請求項10に記載の熱可塑性樹脂フィルムを基材に用いたことを特徴とする反射防止フィルム。
【図1】

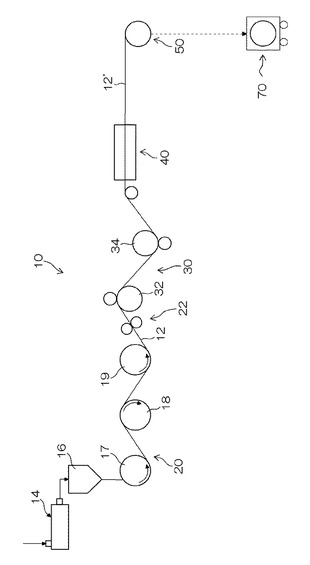
【図2】
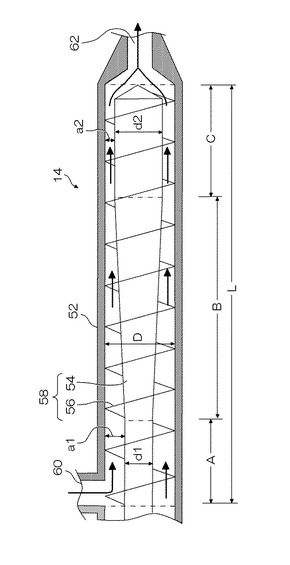
【図3】
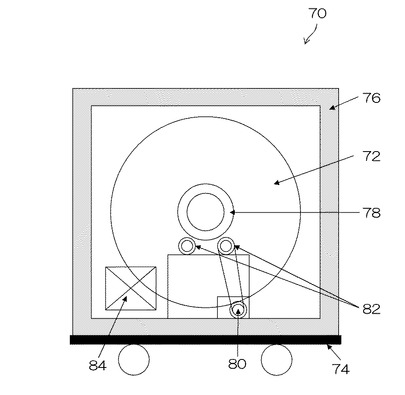
【図4】
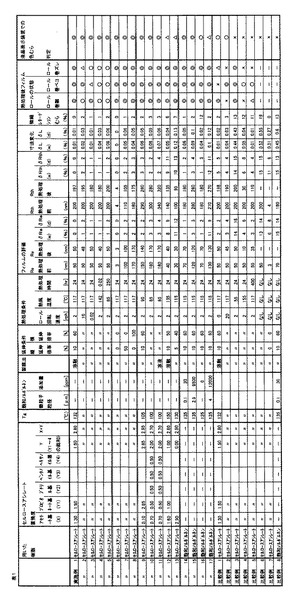
【図2】
【図3】
【図4】
【公開番号】特開2007−30351(P2007−30351A)
【公開日】平成19年2月8日(2007.2.8)
【国際特許分類】
【出願番号】特願2005−217323(P2005−217323)
【出願日】平成17年7月27日(2005.7.27)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(000005201)富士フイルムホールディングス株式会社 (7,609)
【Fターム(参考)】
【公開日】平成19年2月8日(2007.2.8)
【国際特許分類】
【出願日】平成17年7月27日(2005.7.27)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(000005201)富士フイルムホールディングス株式会社 (7,609)
【Fターム(参考)】
[ Back to top ]