
熱可塑性樹脂被覆アルミニウム板及び熱可塑性樹脂被覆アルミニウム板の製造方法
【課題】 樹脂層の密着性に優れるとともに耐食性に優れた熱可塑性樹脂被覆アルミニウム板を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるとともに少なくとも一面が粗面化されてなる基板と、前記粗面化された一面に形成された厚みが21nm以上300nm以下の範囲の陽極酸化膜と、該陽極酸化膜上に積層された熱可塑性樹脂層とからなり、前記陽極酸化膜表面の算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲であり、かつ100μm四方の表面積が20000μm2以上であることを特徴とする熱可塑性樹脂被覆アルミニウム板を提供する。
【解決手段】 アルミニウム又はアルミニウム合金からなるとともに少なくとも一面が粗面化されてなる基板と、前記粗面化された一面に形成された厚みが21nm以上300nm以下の範囲の陽極酸化膜と、該陽極酸化膜上に積層された熱可塑性樹脂層とからなり、前記陽極酸化膜表面の算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲であり、かつ100μm四方の表面積が20000μm2以上であることを特徴とする熱可塑性樹脂被覆アルミニウム板を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、熱可塑性樹脂被覆アルミニウム板及びその製造方法に関するものであり、特に、耐食性、樹脂層の密着性および環境保全性に優れた熱可塑性樹脂被覆アルミニウム板及びその製造方法に関するものである。
【背景技術】
【0002】
アルミニウム材料は軽量であるとともに成形性及び耐食性に優れる特性を有することから、飲料缶、日用品、建材、筐体等として広<使用されている。これらの多<は実用に際し、耐食性や滑り性の向上または装飾を目的として、クロメート処理等の表面処理が施されるとともに樹脂被覆が施される。樹脂被覆の方法としては、従来から、樹脂を溶剤に溶解または分散させてなる塗料をアルミニウム材料の表面に塗装し、焼き付けして樹脂層を硬化する方法がある。近年では、環境保全や生産コストの観点から、樹脂フィルムをアルミニウム材料にラミネートする方法へと移行しつつある。
【0003】
樹脂フィルムがラミネートされたアルミニウム材に対しては、用途に応じて曲げ加工、絞り加工、しごき加工等の成形加工が施される。また、食品容器として用いられる場合は、アルミニウム材に対して、腐食性の液が接する場合があり、さらに殺菌のためにレトルト処理が施されることもある。このようにアルミニウム材は様々な環境に曝されるので、樹脂フィルムにはこれらの処理に耐えうる密着性及び耐食性が必要とされている。
【0004】
アルミニウム材の耐食性を高めるためには、従来から、アルミニウム材に対して様々な表面処理が施されている。表面処理にはリン酸クロメート処理、Zr系処理等の化成処理や、硫酸アルマイト等の陽極酸化処理や、無機系塗料や有機系塗料を塗装する塗装処理等が挙げられている。
また、アルミニウム材料と樹脂フィルムとの密着性を向上させるには、両者間の機械的結合力または化学結合力を向上させる必要がある。機械的結合力を高める手段として例えばアンカー効果を利用した手段が考えられる。
【特許文献1】特開平11−91034号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、上述のリン酸クロメート処理は、有害なCrを使用しているため環境面で問題がある。また、リン酸クロメート処理により形成されるクロメート層は、樹脂フィルムとの密着性が十分でないために、加工量が大きな成形加工やレトルト処理といった過酷な環境では樹脂フィルムが剥離してしまうといった問題がある。また、リン酸クロメート処理以外の他の化成処理では処理液の管理が煩雑であるといった問題がある。
【0006】
次に、陽極酸化処理により形成される硫酸アルマイトには微細な孔が設けられているため、この孔を利用したアンカー効果が期待されている。しかし、樹脂フィルムを構成する樹脂の流動性が低いため、樹脂が孔に入り込めず期待したほどアンカー効果が得られないといった問題がある。また、アンカー効果を得るためには比較的多くの微細孔を形成させる必要があるが、微細孔の数が増えると、アルミニウム材料に対するバリア性が低下して、腐食性物質の侵入による耐食性の低下が起こるという問題がある。
【0007】
本発明は上記事情に鑑みてなされたものであり、樹脂層の密着性に優れるとともに耐食性に優れた熱可塑性樹脂被覆アルミニウム板を提供することを目的とする。また本発明は、樹脂層の密着性に優れるとともに耐食性に優れ、かつ環境への負荷が低い熱可塑性樹脂被覆アルミニウム板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明は以下の構成を採用した。
本発明の熱可塑性樹脂被覆アルミニウム板は、アルミニウム又はアルミニウム合金からなるとともに少なくとも一面が粗面化されてなる基板と、前記粗面化された一面に形成された厚みが21nm以上300nm以下の範囲の陽極酸化膜と、該陽極酸化膜上に積層された熱可塑性樹脂層とからなり、前記陽極酸化膜表面の算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲であり、かつ100μm四方の表面積が20000μm2以上であることを特徴とする。
【0009】
上記構成によれば、予め粗面化させた基板の一面上に陽極酸化膜を形成させることによって、陽極酸化膜の表面粗さを上記の範囲に設定するので、陽極酸化膜と熱可塑性樹脂層との間に強いアンカー効果を発現させることができ、熱可塑性樹脂層の密着性を高めることができる。
【0010】
また、本発明の熱可塑性樹脂被覆アルミニウム板は、先に記載の熱可塑性樹脂被覆アルミニウム板であり、前記陽極酸化膜上にシラン系カップリング剤が0.1mg/m2以上100mg/m2以下の塗布量で塗布されていることを特徴とする。
【0011】
上記構成によれば、陽極酸化膜と熱可塑性樹脂層との間にシラン系カップリング剤を塗布することによって、熱可塑性樹脂層の密着性をより高めることができる。
【0012】
また、熱可塑性樹脂層は、単層または二層以上の複層の樹脂フィルムからなることが好ましい。
【0013】
次に、本発明の熱可塑性樹脂被覆アルミニウム板の製造方法は、アルミニウム又はアルミニウム合金からなる基板の少なくとも一面を粗面化処理し、該粗面化処理した一面に電解処理を施して陽極酸化膜を形成し、該陽極酸化膜上に熱可塑性樹脂層を積層することを特徴とする。
【0014】
上記構成によれば、予め粗面化させた基板の一面上に陽極酸化膜を形成することによって、陽極酸化膜の表面粗さを上記の範囲に設定するので、陽極酸化膜と熱可塑性樹脂層との間に強いアンカー効果を発現させることができ、熱可塑性樹脂層の密着性を高めることができる。また、陽極酸化処理は、有害な処理液等を用いることがないため、環境への負荷を低減することができる。
【0015】
上記の粗面化処理は、化学エッチング法、電解エッチング法、機械的粗面化法のいずれの方法でもよい。
また、上記電解処理は、あらかじめ粗面化させた一面が溶解により平坦化されるのを防止するために、膜溶解性の低い電解液を使用することが好ましい。形成される陽極酸化膜の膜厚は21nmないし300nmの範囲にすることが望ましい。
【発明の効果】
【0016】
本発明によれば、樹脂層の密着性に優れるとともに耐食性に優れた熱可塑性樹脂被覆アルミニウム板を提供することができる。また本発明によれば、樹脂層の密着性に優れるとともに耐食性に優れ、かつ環境への負荷が低い熱可塑性樹脂被覆アルミニウム板の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0017】
以下、本発明の実施の形態を図面を参照して説明する。
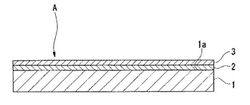
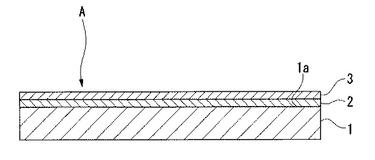
図1に示すように、本実施形態の熱可塑性樹脂被覆アルミニウム板Aは、少なくとも一面が粗面化されてなる基板1と、粗面化された一面1aに形成された陽極酸化膜2と、陽極酸化膜2上に積層された熱可塑性樹脂層3(以後、単に樹脂層3と表記する場合がある)とから概略構成されている。また、陽極酸化膜2の表面の算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲とされている。このように、本実施形態の熱可塑性樹脂被覆アルミニウム板Aは、陽極酸化膜2の表面が粗面化されていることによって、陽極酸化膜2と熱可塑性樹脂層3との間で強いアンカー効果が発現されるように構成されている。
【0018】
基板1は、アルミニウムまたはアルミニウム合金から構成されている。基板1の材質は特に限定されるのもではないが、例えば、純アルミ系の1000系合金、Al−Cu系、Al−Cu−Mg系の2000系合金、Al−Mn系の3000系合金、Al−Si系の4000系合金、Al−Mg系の5000系合金、Al−Mg−Si系の6000系合金、Al−Zn−Mg−Cu系、Al−Zn−Mg系の7000系合金、Al−Fe−Mn系の8000系合金などが用いられ、成形用合金、構造用合金、電気用合金、AC1A,AC2A,AC3A,AC4Bなどの鋳造用合金が用いられる。また基板1の厚みは0.1mmないし1mmの範囲がよい。
また、これらの合金に溶体化処理、時効処理などの種々の調質処理を施したものも用いられる。さらに、これらのアルミニウム合金を表面にクラディングしたクラッド材も使用できる。また、予めプレス成形加工などを施した加工材のものであってもよく、未加工の板材、押出材、鋳造品であってもよい。
【0019】
基板1の一面1aは予め粗面化処理がされている。粗面化処理によって一面1aの表面積が増加することにより、樹脂層3の密着性を向上させることができる。
【0020】
次に陽極酸化膜2は、後述するように金属基材1の一面1aを電解処理することによって形成されるものであり、厚みが21nm以上300nm以下であり、表面2aの算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲とされている。この表面2aの表面粗さは、予め粗面化された一面1aの表面粗さに由来するものである。電解処理によって一面1aの表面が僅かに溶解して平坦化されるものの、後述するように比較的溶解性の低い電解液を使用するため、表面の溶解が極力抑制され、粗面化後の一面1aの表面粗さが陽極酸化膜2の表面粗さにほとんどそのまま反映される。尚、粗面化された一面1aは脆くなっているため、そのままにしておくと一面1aの表面粗さが低下してしまう場合がある。このような不具合も、比較的硬質な陽極酸化膜2を形成することによって防ぐことができる。また、陽極酸化膜2を形成することによって、基板2の耐食性を高めることができる。
【0021】
算術平均粗さRaおよび最大高さRmaxは、陽極酸化膜2の表面積との相関があり、RaおよびRmaxが増加するほど陽極酸化膜の表面積が増加する。これにより、熱可塑性樹脂層3とのアンカー効果が強く現れ、樹脂層3の密着性が向上する。陽極酸化膜2の算術平均粗さRaが0.1μm以下であると、陽極酸化膜の表面積が低下してアンカー効果が低減し、樹脂層3の密着性が低下するので好ましくない。また、算術平均粗さRaが1μmを越えると、樹脂層3が陽極酸化膜2表面のうねりに追従できず、陽極酸化膜2と樹脂層3との密着性が低下してしまうので好ましくない。
【0022】
また、最大高さRmaxが4μm以下であると、陽極酸化膜の表面積が低下してアンカー効果が低減し、高温環境等の過酷な条件での樹脂層3の密着性が低下するので好ましくない。また最大高さRmaxが12μmを越えると、樹脂層3が陽極酸化膜2表面のうねりに追従できず、陽極酸化膜2と樹脂層3との密着性が低下してしまうので好ましくない。
また陽極酸化膜の表面積は、100μm四方当たり20000μm2以上が好ましい。20000μm2未満では、樹脂との接着面積が不十分となり、十分な密着性が得られない。上限は現実的に40000μm2である。
【0023】
陽極酸化膜2の厚みは、21nm以上300nm以下の範囲が好ましい。厚みが21nm未満であると、膜厚が不均一になりやすく、基板1に対する密着性、密着耐久性および耐食性が低下するので好ましくない。また膜厚が300nmを越えると、金属基材1を所定の形状に成形加工する際に膜自体にクラックが発生し、金属基材1に対する接着耐久性および耐食性が低下するので好ましくない。また膜厚が300nmを越えると、陽極酸化膜2の表面が平坦化されて樹脂層3の密着性が低下してしまうので好ましくない。陽極酸化膜2の特に望ましい膜厚は40nm以上200nm以下の範囲である。
【0024】
陽極酸化膜2の空孔率は、特に限定されるものではない。すなわち、本発明における陽極酸化膜2は、無孔質もしくは多孔質のいずれの膜でもよい。ただし実際には、一面1aの表面粗さを陽極酸化膜2の表面粗さに反映させるべく溶解性の低い電解液を用いることから、比較的無孔質な陽極酸化膜2が得られやすくなる傾向にある。また無孔質な陽極酸化膜2であれば、空孔率が低減して腐食性物質の侵入を防ぎ、基板1の耐食性を高めることができる。以上の観点から陽極酸化膜2の空孔率は、好ましくは20%以下の範囲がよい。
【0025】
また、陽極酸化膜2には、その電解処理の過程で水分が含まれる場合があるが、陽極酸化膜2における含水率は25%以下であることが好ましい。含水率が25%を越えると、アルミニウム板Aが受けた熱によって陽極酸化膜2に含まれる水分の放出量が多くなり、これにより樹脂層3の接着性が大幅に低下する場合があるので好ましくない。より好ましい含水率の範囲は15%以下である。
【0026】
次に、熱可塑性樹脂層3は、ポリエステル系樹脂,ポリアミド系樹脂,共重合ポリエステル樹脂、エポキシ系樹脂,ポリオレフィン系樹脂,フッ素系樹脂等からなる有機樹脂膜や有機樹脂フィルムを用いることができる。また、熱可塑性樹脂層3は、単層に限らず、2層以上の積層膜でもよい。熱可塑性樹脂層3の材質は、アルミニウム板Aの用途に応じて適宜変更すればよい。例えば、アルミニウム板Aを食品容器に用いる場合は、バリア性やフレーバー性の観点からポリエステル系樹脂が好ましい。
また、樹脂層3としては、上記の樹脂を二軸延伸した樹脂フィルムがハンドリング性の観点から好ましい。更に、樹脂フィルムは単層、二層以上の複層いずれも選択可能であるが、アルミニウム表面に接する側に融点の低い層を有する二層フィルムがより低温で密着性を確保できることから好ましい。
なお、熱可塑性樹脂層3の膜厚は、アルミニウム板Aの用途にもよるが、耐食性、成形加工性、生産コストの観点から、6μm以上50μm以下の範囲が好ましい。
【0027】
また必要に応じて、陽極酸化膜2と熱可塑性樹脂層3との間にシラン系カップリング剤を塗布させてもよい。シラン系カップリング剤は、陽極酸化膜2および熱可塑性樹脂層3との間で化学結合を生成し、熱可塑性樹脂層3の密着性をより向上させる。シラン系カップリング剤としては、アミノ系、エポキシ系、ビニル系、メタクリル系、メルカプト系などのものが好ましい。
なお、陽極酸化膜2に対するシラン系カップリング剤の塗布量は、0.1mg/m2以上100mg/m2以下の範囲であることが好ましい。塗布量が0.1mg/m2未満だとシラン系カップリング剤の塗布ムラが生じやすくなるので好ましくなく、塗布量が100mg/m2を越えるとシラン系カップリング剤の層内剥離が生じやすくなり、樹脂層3の密着性が低下するので好ましくない。塗布量のより好ましい範囲は1.0mg/m2以上50mg/m2以下の範囲である。
【0028】
次に、本実施形態の熱可塑性樹脂被覆アルミニウム板Aの製造方法について説明する。
まず、上記のアルミニウムまたはアルミニウム合金からなる基板1を用意する。基板1は、予め前処理を施しておくことが望ましい。この前処理の手段は特に限定されず、要は基板1の一面1aに付着した油脂分を除去し、素材表面の不均質な酸化物皮膜が除去できるものであればよい。例えば、弱アルカリ性の脱脂液による脱脂処理を施したのち、硝酸水溶液中でデスマット処理を行う方法や脱脂処理後に酸洗浄を行う方法などが適宜選択して用いられる。
【0029】
次に、基板1の一面1aに粗面化処理を施す。粗面化処理の具体的方法としては、化学エッチング法、電解エッチング法、機械的粗面化法などを用いることができる。化学エッチング法は例えば、塩酸、硫酸、苛性ソーダ等の水溶液に基板の一面1aを浸潰して化学的にアルミニウム表面を溶解することにより粗面化する。また、電解エッチング法では例えば、塩素イオンを含む溶液や塩酸及び硝酸等の水溶液中で、アルミニウム板に電流を付与し電気化学的にアルミニウム表面を溶解することにより粗面化する。このときの電源は直流、交流どちらでも良い。更に機械的粗面化法としては例えば、圧延ロールを粗面化する方法やショットブラスト法が挙げられる。特に、電解エッチング法は化学エッチング法や機械的粗面化法に比べて、均一かつ微細な粗面化処理が可能であり、また処理の制御も容易であることから最も好ましい。
【0030】
次に、粗面化処理した一面1aに対して電解浴中で電解処理を施すことにより陽極酸化膜2を形成する。電解浴には、生成する陽極酸化膜が溶解しにくい水溶液が好ましく、例えばホウ酸、ホウ酸塩、炭酸塩、酒石酸塩、ケイ酸塩、クエン酸塩、マロン酸塩、アジピン酸塩などの群から選ばれる1種または2種以上を溶解した水溶液が用いられる。これらの電解質のなかでもホウ酸、アジピン酸塩、フタル酸塩が酸化膜の性状、コストなどの点で好ましい。電解浴中の電解質濃度は1質量%からその電解質の飽和濃度の範囲で選ばれる。たとえばホウ酸の場合は1%ないし20%の範囲がよい。電解質濃度が高すぎると皮膜溶解性が増して多孔質膜になるおそれがあり、アニオン含有率及び含水率も高くなるおそれがある。電解浴の浴温は40〜60℃の範囲で十分であり、浴温を60℃以上の高温とする必要はない。また、電解浴のpHはpH4ないし10の範囲が好ましい。pHが高すぎると多孔質化しやすくなるので好ましくない。また、電解質として硫酸、シュウ酸、リン酸等の皮膜溶解性が高いものを用いると、径が10nmないし30nm程度の孔が生成し、流動性の低い熱可塑性樹脂がこの孔には入り込めず、その結果、樹脂層3の接着面積が低下して密着性の低下に繋がるので好ましくない。さらに粗面化された一面1aが化学的に溶解して平滑化されてしまうので好ましくない。
【0031】
この電解浴中で、基板1は、連続あるいは断続であっても陽極となるように電源に接続されて電解される。陰極には不溶性の導電材料が用いられる。電解電流は、直流電流が用いられ、直流電解では直流密度0.3〜10A/dm2程度、電解時間数秒〜20秒程度で電解が行われる。電流密度が低いと、長時間の電解が必要になってコスト高となり、更に皮膜が溶解しやすくなって多孔質化のおそれがある。印加電圧は、直流電流では、電圧1Vに対して形成される酸化膜厚さが約14Åとなる関係があることから約15〜210V、好ましくは約3〜150Vの範囲とされる。この電解によって基板1の一面1aに厚さ20〜300nm、好ましくは40〜200nmの均一な陽極酸化膜2が形成される。
【0032】
このようにして得られた陽極酸化膜2はほぼ無孔質であり、その空孔率は最大でも20%以下となる。また、陽極酸化膜の含水量は25wt%以下の値を示す。また陽極酸化膜2の表面粗さは、算術平均粗さRaが0.1μmを越えて1μm以下の範囲となり、最大高さRmaxが4μmを超えて12μm以下の範囲となる。
【0033】
以上の陽極酸化処理は、未加工の状態のアルミニウムまたはアルミニウム合金に対して行うこともでき、またプレス加工などの成形加工を施した後のものに対しても行うことができる。
【0034】
次に、形成した陽極酸化膜2上に熱可塑性樹脂層3を積層する。熱可塑性樹脂層3の積層は、例えば、陽極酸化膜の形成後の基板1を所定の温度に加熱した後、熱可塑性樹脂フィルムを加圧ロールにより圧着することにより行う。更に、圧着後の熱可塑性樹脂層3に対して熱処理を行うことが好ましい。この熱処理により、熱可塑性樹脂層3を一時的に軟化させて陽極酸化膜の表面に定着させることができ、樹脂層3の密着性をより向上させることができる。熱処理温度は、樹脂層が適度に軟化する温度範囲が好ましく、具体的には180℃ないし260℃の範囲が好ましい。熱処理温度が180℃未満だと樹脂層3の定着が十分でなく樹脂層3の密着性が低下するので好ましくない。また、熱処理温度が260℃を越えると、樹脂層3が溶融してしまうので好ましくない。また熱処理時間は数秒ないし10分間の範囲が好ましい。
このようにして、基板1と陽極酸化膜2と樹脂層3からなる熱可塑性樹脂被覆アルミニウム板Aが得られる。
【0035】
なお、耐熱性塗膜3を形成する前に、陽極酸化膜2上にシラン系カップリング剤を塗布してもよい。シラン系カップリング剤の塗布は、シラン系カップリング剤を適当な溶媒で希釈させた塗料を用意し、この塗料をバーコーターなどを用いて陽極酸化膜2に塗布する。バーコーター等で塗布した後、溶媒を加熱等により除去することで、シラン系カップリング剤が塗布される。シラン系カップリング剤の塗布量は、塗料の希釈濃度、バーコーター等による塗料の塗布量で調整すればよい。また、塗布方法として他に、スプレー法、ロールコート法等を用いてもよい。
【実施例】
【0036】
以下、実施例により本発明を更に詳細に説明する。
まず、金属基材として、0.3mmまで圧延したJIS5052のアルミニウム合金の板材を準備した。次に、板材の一面に対して粗面化処理を施した。粗面化処理は、化学エッチング、電解エッチング、機械的粗面化処理の3通りの方法を用いた。化学エッチングは苛性ソーダ水溶液に板材を所定時間浸潰することにより処理した。電解エッチングは硝酸水溶液中で交流を流して処理した。また、機械的粗面化ではアルミナショットブラストにより処理した。
次に、pH7、液温50℃、濃度5%のホウ酸塩水溶液中または5%ケイ酸塩水溶液中で、上記板材を陽極とし、カーボンを陰極として、1.5A/dm2で電解処理を行い、陽極酸化膜を形成した。陽極酸化膜の膜厚は電圧で調整し、電解時間は5秒とした。
【0037】
次に、熱可塑性樹脂層として、二層ポリエステルフィルムと単層ポリエステルフィルムを用意した。二層ポリエステルフィルムは、エチレンテレフタレートとイソフタレートとを共重合させた二軸延伸フィルムであり、陽極酸化膜と接する側の接着層(融点230℃)と、陽極酸化膜に接しない側の配向層(融点260℃)の二層構造からなるものである。フィルム厚さは配向層が11μm、接着層が1μmである。また、単層ポリエステルフィルムは、融点250℃の二軸延伸フィルムでフィルム厚さが10μmのものである。
熱可塑性樹脂層の積層は、陽極酸化膜の形成後の板材をヒートロールにより120℃に加熱した後、樹脂フィルムを加圧ロールにより線圧18kg/cm2で圧着することにより行なった。次いで、積層後の板材を高周波誘導加熱装置により200℃ないし250℃で5秒間加熱することにより、フィルムを軟化させて陽極酸化膜に定着させた。このようにして、実施例および比較例の熱可塑性樹脂被覆アルミニウム板を製造した。
【0038】
なお、一部の試料については、熱可塑性樹脂層の積層前に、陽極酸化膜上にシラン系カップリング剤を塗布した。具体的には、アミノ系シランカップリング剤の0.1〜5%水溶液を調製し、この水溶液を陽極酸化膜上にロールコート法で塗布し、100℃で1分間の熱処理を行なうことにより、シラン系カップリング剤を塗布した。
【0039】
表1に、実施例および比較例に対して行なった粗面化条件および電解処理条件の詳細を示す。また、表2には、陽極酸化膜の表面粗さ、表面積および膜厚、シラン系カップリング剤の塗布量、密着性ならびに耐食性の評価結果を示す。
なお、実施例11については、熱可塑性樹脂層として単層ポリエステルフィルムを用いた。実施例11以外は積層ポリエステルフィルムを用いた。また、比較例6については電解処理を省略し、その代わりにクロメート処理を行なった。Crの付着量は15mg/m2とした。
【0040】
また、表2における算術平均粗さRaおよび最大高さRmaxについてはJIS規格(B0601−1994)で規定された方法に準じて測定した。
また、表2における膜厚は、陽極酸化膜をミクロトームで切断し、その断面を観察して膜厚を求めた。
また陽極酸化膜の表面積は、レーザー顕微鏡(KEYENCE VK-8500)により、500倍の視野で任意の10箇所の表面積を測定することにより求めた。
【0041】
また、密着性(70℃温水)の評価は、アルミニウム板に対して1/4インチ鋼球を50cmの高さから落下させるデュポン衝撃試験を実施して樹脂層側を凸形状とし、70℃の温水に30分間浸積させた後、樹脂層に粘着テープを貼り付けてから剥がしたときの樹脂層の剥離の程度で評価した。樹脂層が剥離しなかったものを○、一部が剥離したものを△、テープを貼った部分がほとんど剥がれたものを×とした。
更に、密着性(レトルト処理)の評価は、上記と同様にしてデュポン衝撃試験を実施して樹脂層側を凸形状とし、125℃のレトルト処理を30分間実施した後、樹脂層に粘着テープを貼り付けてから剥がしたときの樹脂層の剥離の程度で評価した。樹脂層が剥離しなかったものを○、一部が剥離したものを△、テープを貼った部分がほとんど剥がれたものを×とした。
【0042】
また、耐食性は、上記と同様にしてデュポン衝撃試験を実施し、試験後のアルミニウム板に対して50℃の5%食塩水中に7日間浸積した後、衝撃試験の実施部分の腐食状態を観察することにより評価した。樹脂層の外観に変化がなかったものを○、一部が腐食したものを△、全面が腐食したものを×とした。
【0043】
【表1】

【0044】
【表2】
【0045】
表2に示すように、実施例1ないし実施例12のアルミニウム板は、密着性、耐食性のいずれについても、比較例と比べて良好な結果が得られた。
一方、比較例1については、陽極酸化膜の表面粗さが小さかったため、特にレトルト処理後の密着性が著しく低下し、耐食性も低下した。
また比較例2については、陽極酸化膜の最大高さRmaxが高すぎたため、陽極酸化膜の表面形状に樹脂層が追従できず、レトルト処理後の密着性が著しく低下した。
比較例3については、陽極酸化膜の膜厚が厚すぎたため、陽極酸化膜にクラックが発生して食塩水が陽極酸化膜内に入り込み、耐食性が低下した。なお、樹脂層の密着性は良好であった。
比較例4については、陽極酸化膜の膜厚が薄すぎたため、陽極酸化膜の膜厚が不均一になり、陽極酸化膜の薄い部分から食塩水が入り込んで耐食性が低下した。なお、樹脂層の密着性は良好であった。
【0046】
比較例5については、実施例9に対してシラン系カップリング剤の塗布量が過剰であったため、実施例9に対して密着性がやや低下した。
比較例6については、陽極酸化膜に代えてクロメート膜を形成させたため、レトルト処理後の密着性が大幅に低下した。
比較例7は、陽極酸化膜の表面積が小さいため、レトルト処理後の密着性が大幅に低下した。
【産業上の利用可能性】
【0047】
本発明の熱可塑性樹脂被覆アルミニウム板は、建材、各種電子機器等の筐体、飲料缶・食缶等に好適に用いられる。
【図面の簡単な説明】
【0048】
【図1】本発明の実施形態である熱可塑性樹脂被覆アルミニウム板の断面模式図。
【符号の説明】
【0049】
1…基板、2…陽極酸化膜、3…熱可塑性樹脂層、A…熱可塑性樹脂被覆アルミニウム板
【技術分野】
【0001】
本発明は、熱可塑性樹脂被覆アルミニウム板及びその製造方法に関するものであり、特に、耐食性、樹脂層の密着性および環境保全性に優れた熱可塑性樹脂被覆アルミニウム板及びその製造方法に関するものである。
【背景技術】
【0002】
アルミニウム材料は軽量であるとともに成形性及び耐食性に優れる特性を有することから、飲料缶、日用品、建材、筐体等として広<使用されている。これらの多<は実用に際し、耐食性や滑り性の向上または装飾を目的として、クロメート処理等の表面処理が施されるとともに樹脂被覆が施される。樹脂被覆の方法としては、従来から、樹脂を溶剤に溶解または分散させてなる塗料をアルミニウム材料の表面に塗装し、焼き付けして樹脂層を硬化する方法がある。近年では、環境保全や生産コストの観点から、樹脂フィルムをアルミニウム材料にラミネートする方法へと移行しつつある。
【0003】
樹脂フィルムがラミネートされたアルミニウム材に対しては、用途に応じて曲げ加工、絞り加工、しごき加工等の成形加工が施される。また、食品容器として用いられる場合は、アルミニウム材に対して、腐食性の液が接する場合があり、さらに殺菌のためにレトルト処理が施されることもある。このようにアルミニウム材は様々な環境に曝されるので、樹脂フィルムにはこれらの処理に耐えうる密着性及び耐食性が必要とされている。
【0004】
アルミニウム材の耐食性を高めるためには、従来から、アルミニウム材に対して様々な表面処理が施されている。表面処理にはリン酸クロメート処理、Zr系処理等の化成処理や、硫酸アルマイト等の陽極酸化処理や、無機系塗料や有機系塗料を塗装する塗装処理等が挙げられている。
また、アルミニウム材料と樹脂フィルムとの密着性を向上させるには、両者間の機械的結合力または化学結合力を向上させる必要がある。機械的結合力を高める手段として例えばアンカー効果を利用した手段が考えられる。
【特許文献1】特開平11−91034号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかし、上述のリン酸クロメート処理は、有害なCrを使用しているため環境面で問題がある。また、リン酸クロメート処理により形成されるクロメート層は、樹脂フィルムとの密着性が十分でないために、加工量が大きな成形加工やレトルト処理といった過酷な環境では樹脂フィルムが剥離してしまうといった問題がある。また、リン酸クロメート処理以外の他の化成処理では処理液の管理が煩雑であるといった問題がある。
【0006】
次に、陽極酸化処理により形成される硫酸アルマイトには微細な孔が設けられているため、この孔を利用したアンカー効果が期待されている。しかし、樹脂フィルムを構成する樹脂の流動性が低いため、樹脂が孔に入り込めず期待したほどアンカー効果が得られないといった問題がある。また、アンカー効果を得るためには比較的多くの微細孔を形成させる必要があるが、微細孔の数が増えると、アルミニウム材料に対するバリア性が低下して、腐食性物質の侵入による耐食性の低下が起こるという問題がある。
【0007】
本発明は上記事情に鑑みてなされたものであり、樹脂層の密着性に優れるとともに耐食性に優れた熱可塑性樹脂被覆アルミニウム板を提供することを目的とする。また本発明は、樹脂層の密着性に優れるとともに耐食性に優れ、かつ環境への負荷が低い熱可塑性樹脂被覆アルミニウム板の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
上記の目的を達成するために、本発明は以下の構成を採用した。
本発明の熱可塑性樹脂被覆アルミニウム板は、アルミニウム又はアルミニウム合金からなるとともに少なくとも一面が粗面化されてなる基板と、前記粗面化された一面に形成された厚みが21nm以上300nm以下の範囲の陽極酸化膜と、該陽極酸化膜上に積層された熱可塑性樹脂層とからなり、前記陽極酸化膜表面の算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲であり、かつ100μm四方の表面積が20000μm2以上であることを特徴とする。
【0009】
上記構成によれば、予め粗面化させた基板の一面上に陽極酸化膜を形成させることによって、陽極酸化膜の表面粗さを上記の範囲に設定するので、陽極酸化膜と熱可塑性樹脂層との間に強いアンカー効果を発現させることができ、熱可塑性樹脂層の密着性を高めることができる。
【0010】
また、本発明の熱可塑性樹脂被覆アルミニウム板は、先に記載の熱可塑性樹脂被覆アルミニウム板であり、前記陽極酸化膜上にシラン系カップリング剤が0.1mg/m2以上100mg/m2以下の塗布量で塗布されていることを特徴とする。
【0011】
上記構成によれば、陽極酸化膜と熱可塑性樹脂層との間にシラン系カップリング剤を塗布することによって、熱可塑性樹脂層の密着性をより高めることができる。
【0012】
また、熱可塑性樹脂層は、単層または二層以上の複層の樹脂フィルムからなることが好ましい。
【0013】
次に、本発明の熱可塑性樹脂被覆アルミニウム板の製造方法は、アルミニウム又はアルミニウム合金からなる基板の少なくとも一面を粗面化処理し、該粗面化処理した一面に電解処理を施して陽極酸化膜を形成し、該陽極酸化膜上に熱可塑性樹脂層を積層することを特徴とする。
【0014】
上記構成によれば、予め粗面化させた基板の一面上に陽極酸化膜を形成することによって、陽極酸化膜の表面粗さを上記の範囲に設定するので、陽極酸化膜と熱可塑性樹脂層との間に強いアンカー効果を発現させることができ、熱可塑性樹脂層の密着性を高めることができる。また、陽極酸化処理は、有害な処理液等を用いることがないため、環境への負荷を低減することができる。
【0015】
上記の粗面化処理は、化学エッチング法、電解エッチング法、機械的粗面化法のいずれの方法でもよい。
また、上記電解処理は、あらかじめ粗面化させた一面が溶解により平坦化されるのを防止するために、膜溶解性の低い電解液を使用することが好ましい。形成される陽極酸化膜の膜厚は21nmないし300nmの範囲にすることが望ましい。
【発明の効果】
【0016】
本発明によれば、樹脂層の密着性に優れるとともに耐食性に優れた熱可塑性樹脂被覆アルミニウム板を提供することができる。また本発明によれば、樹脂層の密着性に優れるとともに耐食性に優れ、かつ環境への負荷が低い熱可塑性樹脂被覆アルミニウム板の製造方法を提供することができる。
【発明を実施するための最良の形態】
【0017】
以下、本発明の実施の形態を図面を参照して説明する。
図1に示すように、本実施形態の熱可塑性樹脂被覆アルミニウム板Aは、少なくとも一面が粗面化されてなる基板1と、粗面化された一面1aに形成された陽極酸化膜2と、陽極酸化膜2上に積層された熱可塑性樹脂層3(以後、単に樹脂層3と表記する場合がある)とから概略構成されている。また、陽極酸化膜2の表面の算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲とされている。このように、本実施形態の熱可塑性樹脂被覆アルミニウム板Aは、陽極酸化膜2の表面が粗面化されていることによって、陽極酸化膜2と熱可塑性樹脂層3との間で強いアンカー効果が発現されるように構成されている。
【0018】
基板1は、アルミニウムまたはアルミニウム合金から構成されている。基板1の材質は特に限定されるのもではないが、例えば、純アルミ系の1000系合金、Al−Cu系、Al−Cu−Mg系の2000系合金、Al−Mn系の3000系合金、Al−Si系の4000系合金、Al−Mg系の5000系合金、Al−Mg−Si系の6000系合金、Al−Zn−Mg−Cu系、Al−Zn−Mg系の7000系合金、Al−Fe−Mn系の8000系合金などが用いられ、成形用合金、構造用合金、電気用合金、AC1A,AC2A,AC3A,AC4Bなどの鋳造用合金が用いられる。また基板1の厚みは0.1mmないし1mmの範囲がよい。
また、これらの合金に溶体化処理、時効処理などの種々の調質処理を施したものも用いられる。さらに、これらのアルミニウム合金を表面にクラディングしたクラッド材も使用できる。また、予めプレス成形加工などを施した加工材のものであってもよく、未加工の板材、押出材、鋳造品であってもよい。
【0019】
基板1の一面1aは予め粗面化処理がされている。粗面化処理によって一面1aの表面積が増加することにより、樹脂層3の密着性を向上させることができる。
【0020】
次に陽極酸化膜2は、後述するように金属基材1の一面1aを電解処理することによって形成されるものであり、厚みが21nm以上300nm以下であり、表面2aの算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲とされている。この表面2aの表面粗さは、予め粗面化された一面1aの表面粗さに由来するものである。電解処理によって一面1aの表面が僅かに溶解して平坦化されるものの、後述するように比較的溶解性の低い電解液を使用するため、表面の溶解が極力抑制され、粗面化後の一面1aの表面粗さが陽極酸化膜2の表面粗さにほとんどそのまま反映される。尚、粗面化された一面1aは脆くなっているため、そのままにしておくと一面1aの表面粗さが低下してしまう場合がある。このような不具合も、比較的硬質な陽極酸化膜2を形成することによって防ぐことができる。また、陽極酸化膜2を形成することによって、基板2の耐食性を高めることができる。
【0021】
算術平均粗さRaおよび最大高さRmaxは、陽極酸化膜2の表面積との相関があり、RaおよびRmaxが増加するほど陽極酸化膜の表面積が増加する。これにより、熱可塑性樹脂層3とのアンカー効果が強く現れ、樹脂層3の密着性が向上する。陽極酸化膜2の算術平均粗さRaが0.1μm以下であると、陽極酸化膜の表面積が低下してアンカー効果が低減し、樹脂層3の密着性が低下するので好ましくない。また、算術平均粗さRaが1μmを越えると、樹脂層3が陽極酸化膜2表面のうねりに追従できず、陽極酸化膜2と樹脂層3との密着性が低下してしまうので好ましくない。
【0022】
また、最大高さRmaxが4μm以下であると、陽極酸化膜の表面積が低下してアンカー効果が低減し、高温環境等の過酷な条件での樹脂層3の密着性が低下するので好ましくない。また最大高さRmaxが12μmを越えると、樹脂層3が陽極酸化膜2表面のうねりに追従できず、陽極酸化膜2と樹脂層3との密着性が低下してしまうので好ましくない。
また陽極酸化膜の表面積は、100μm四方当たり20000μm2以上が好ましい。20000μm2未満では、樹脂との接着面積が不十分となり、十分な密着性が得られない。上限は現実的に40000μm2である。
【0023】
陽極酸化膜2の厚みは、21nm以上300nm以下の範囲が好ましい。厚みが21nm未満であると、膜厚が不均一になりやすく、基板1に対する密着性、密着耐久性および耐食性が低下するので好ましくない。また膜厚が300nmを越えると、金属基材1を所定の形状に成形加工する際に膜自体にクラックが発生し、金属基材1に対する接着耐久性および耐食性が低下するので好ましくない。また膜厚が300nmを越えると、陽極酸化膜2の表面が平坦化されて樹脂層3の密着性が低下してしまうので好ましくない。陽極酸化膜2の特に望ましい膜厚は40nm以上200nm以下の範囲である。
【0024】
陽極酸化膜2の空孔率は、特に限定されるものではない。すなわち、本発明における陽極酸化膜2は、無孔質もしくは多孔質のいずれの膜でもよい。ただし実際には、一面1aの表面粗さを陽極酸化膜2の表面粗さに反映させるべく溶解性の低い電解液を用いることから、比較的無孔質な陽極酸化膜2が得られやすくなる傾向にある。また無孔質な陽極酸化膜2であれば、空孔率が低減して腐食性物質の侵入を防ぎ、基板1の耐食性を高めることができる。以上の観点から陽極酸化膜2の空孔率は、好ましくは20%以下の範囲がよい。
【0025】
また、陽極酸化膜2には、その電解処理の過程で水分が含まれる場合があるが、陽極酸化膜2における含水率は25%以下であることが好ましい。含水率が25%を越えると、アルミニウム板Aが受けた熱によって陽極酸化膜2に含まれる水分の放出量が多くなり、これにより樹脂層3の接着性が大幅に低下する場合があるので好ましくない。より好ましい含水率の範囲は15%以下である。
【0026】
次に、熱可塑性樹脂層3は、ポリエステル系樹脂,ポリアミド系樹脂,共重合ポリエステル樹脂、エポキシ系樹脂,ポリオレフィン系樹脂,フッ素系樹脂等からなる有機樹脂膜や有機樹脂フィルムを用いることができる。また、熱可塑性樹脂層3は、単層に限らず、2層以上の積層膜でもよい。熱可塑性樹脂層3の材質は、アルミニウム板Aの用途に応じて適宜変更すればよい。例えば、アルミニウム板Aを食品容器に用いる場合は、バリア性やフレーバー性の観点からポリエステル系樹脂が好ましい。
また、樹脂層3としては、上記の樹脂を二軸延伸した樹脂フィルムがハンドリング性の観点から好ましい。更に、樹脂フィルムは単層、二層以上の複層いずれも選択可能であるが、アルミニウム表面に接する側に融点の低い層を有する二層フィルムがより低温で密着性を確保できることから好ましい。
なお、熱可塑性樹脂層3の膜厚は、アルミニウム板Aの用途にもよるが、耐食性、成形加工性、生産コストの観点から、6μm以上50μm以下の範囲が好ましい。
【0027】
また必要に応じて、陽極酸化膜2と熱可塑性樹脂層3との間にシラン系カップリング剤を塗布させてもよい。シラン系カップリング剤は、陽極酸化膜2および熱可塑性樹脂層3との間で化学結合を生成し、熱可塑性樹脂層3の密着性をより向上させる。シラン系カップリング剤としては、アミノ系、エポキシ系、ビニル系、メタクリル系、メルカプト系などのものが好ましい。
なお、陽極酸化膜2に対するシラン系カップリング剤の塗布量は、0.1mg/m2以上100mg/m2以下の範囲であることが好ましい。塗布量が0.1mg/m2未満だとシラン系カップリング剤の塗布ムラが生じやすくなるので好ましくなく、塗布量が100mg/m2を越えるとシラン系カップリング剤の層内剥離が生じやすくなり、樹脂層3の密着性が低下するので好ましくない。塗布量のより好ましい範囲は1.0mg/m2以上50mg/m2以下の範囲である。
【0028】
次に、本実施形態の熱可塑性樹脂被覆アルミニウム板Aの製造方法について説明する。
まず、上記のアルミニウムまたはアルミニウム合金からなる基板1を用意する。基板1は、予め前処理を施しておくことが望ましい。この前処理の手段は特に限定されず、要は基板1の一面1aに付着した油脂分を除去し、素材表面の不均質な酸化物皮膜が除去できるものであればよい。例えば、弱アルカリ性の脱脂液による脱脂処理を施したのち、硝酸水溶液中でデスマット処理を行う方法や脱脂処理後に酸洗浄を行う方法などが適宜選択して用いられる。
【0029】
次に、基板1の一面1aに粗面化処理を施す。粗面化処理の具体的方法としては、化学エッチング法、電解エッチング法、機械的粗面化法などを用いることができる。化学エッチング法は例えば、塩酸、硫酸、苛性ソーダ等の水溶液に基板の一面1aを浸潰して化学的にアルミニウム表面を溶解することにより粗面化する。また、電解エッチング法では例えば、塩素イオンを含む溶液や塩酸及び硝酸等の水溶液中で、アルミニウム板に電流を付与し電気化学的にアルミニウム表面を溶解することにより粗面化する。このときの電源は直流、交流どちらでも良い。更に機械的粗面化法としては例えば、圧延ロールを粗面化する方法やショットブラスト法が挙げられる。特に、電解エッチング法は化学エッチング法や機械的粗面化法に比べて、均一かつ微細な粗面化処理が可能であり、また処理の制御も容易であることから最も好ましい。
【0030】
次に、粗面化処理した一面1aに対して電解浴中で電解処理を施すことにより陽極酸化膜2を形成する。電解浴には、生成する陽極酸化膜が溶解しにくい水溶液が好ましく、例えばホウ酸、ホウ酸塩、炭酸塩、酒石酸塩、ケイ酸塩、クエン酸塩、マロン酸塩、アジピン酸塩などの群から選ばれる1種または2種以上を溶解した水溶液が用いられる。これらの電解質のなかでもホウ酸、アジピン酸塩、フタル酸塩が酸化膜の性状、コストなどの点で好ましい。電解浴中の電解質濃度は1質量%からその電解質の飽和濃度の範囲で選ばれる。たとえばホウ酸の場合は1%ないし20%の範囲がよい。電解質濃度が高すぎると皮膜溶解性が増して多孔質膜になるおそれがあり、アニオン含有率及び含水率も高くなるおそれがある。電解浴の浴温は40〜60℃の範囲で十分であり、浴温を60℃以上の高温とする必要はない。また、電解浴のpHはpH4ないし10の範囲が好ましい。pHが高すぎると多孔質化しやすくなるので好ましくない。また、電解質として硫酸、シュウ酸、リン酸等の皮膜溶解性が高いものを用いると、径が10nmないし30nm程度の孔が生成し、流動性の低い熱可塑性樹脂がこの孔には入り込めず、その結果、樹脂層3の接着面積が低下して密着性の低下に繋がるので好ましくない。さらに粗面化された一面1aが化学的に溶解して平滑化されてしまうので好ましくない。
【0031】
この電解浴中で、基板1は、連続あるいは断続であっても陽極となるように電源に接続されて電解される。陰極には不溶性の導電材料が用いられる。電解電流は、直流電流が用いられ、直流電解では直流密度0.3〜10A/dm2程度、電解時間数秒〜20秒程度で電解が行われる。電流密度が低いと、長時間の電解が必要になってコスト高となり、更に皮膜が溶解しやすくなって多孔質化のおそれがある。印加電圧は、直流電流では、電圧1Vに対して形成される酸化膜厚さが約14Åとなる関係があることから約15〜210V、好ましくは約3〜150Vの範囲とされる。この電解によって基板1の一面1aに厚さ20〜300nm、好ましくは40〜200nmの均一な陽極酸化膜2が形成される。
【0032】
このようにして得られた陽極酸化膜2はほぼ無孔質であり、その空孔率は最大でも20%以下となる。また、陽極酸化膜の含水量は25wt%以下の値を示す。また陽極酸化膜2の表面粗さは、算術平均粗さRaが0.1μmを越えて1μm以下の範囲となり、最大高さRmaxが4μmを超えて12μm以下の範囲となる。
【0033】
以上の陽極酸化処理は、未加工の状態のアルミニウムまたはアルミニウム合金に対して行うこともでき、またプレス加工などの成形加工を施した後のものに対しても行うことができる。
【0034】
次に、形成した陽極酸化膜2上に熱可塑性樹脂層3を積層する。熱可塑性樹脂層3の積層は、例えば、陽極酸化膜の形成後の基板1を所定の温度に加熱した後、熱可塑性樹脂フィルムを加圧ロールにより圧着することにより行う。更に、圧着後の熱可塑性樹脂層3に対して熱処理を行うことが好ましい。この熱処理により、熱可塑性樹脂層3を一時的に軟化させて陽極酸化膜の表面に定着させることができ、樹脂層3の密着性をより向上させることができる。熱処理温度は、樹脂層が適度に軟化する温度範囲が好ましく、具体的には180℃ないし260℃の範囲が好ましい。熱処理温度が180℃未満だと樹脂層3の定着が十分でなく樹脂層3の密着性が低下するので好ましくない。また、熱処理温度が260℃を越えると、樹脂層3が溶融してしまうので好ましくない。また熱処理時間は数秒ないし10分間の範囲が好ましい。
このようにして、基板1と陽極酸化膜2と樹脂層3からなる熱可塑性樹脂被覆アルミニウム板Aが得られる。
【0035】
なお、耐熱性塗膜3を形成する前に、陽極酸化膜2上にシラン系カップリング剤を塗布してもよい。シラン系カップリング剤の塗布は、シラン系カップリング剤を適当な溶媒で希釈させた塗料を用意し、この塗料をバーコーターなどを用いて陽極酸化膜2に塗布する。バーコーター等で塗布した後、溶媒を加熱等により除去することで、シラン系カップリング剤が塗布される。シラン系カップリング剤の塗布量は、塗料の希釈濃度、バーコーター等による塗料の塗布量で調整すればよい。また、塗布方法として他に、スプレー法、ロールコート法等を用いてもよい。
【実施例】
【0036】
以下、実施例により本発明を更に詳細に説明する。
まず、金属基材として、0.3mmまで圧延したJIS5052のアルミニウム合金の板材を準備した。次に、板材の一面に対して粗面化処理を施した。粗面化処理は、化学エッチング、電解エッチング、機械的粗面化処理の3通りの方法を用いた。化学エッチングは苛性ソーダ水溶液に板材を所定時間浸潰することにより処理した。電解エッチングは硝酸水溶液中で交流を流して処理した。また、機械的粗面化ではアルミナショットブラストにより処理した。
次に、pH7、液温50℃、濃度5%のホウ酸塩水溶液中または5%ケイ酸塩水溶液中で、上記板材を陽極とし、カーボンを陰極として、1.5A/dm2で電解処理を行い、陽極酸化膜を形成した。陽極酸化膜の膜厚は電圧で調整し、電解時間は5秒とした。
【0037】
次に、熱可塑性樹脂層として、二層ポリエステルフィルムと単層ポリエステルフィルムを用意した。二層ポリエステルフィルムは、エチレンテレフタレートとイソフタレートとを共重合させた二軸延伸フィルムであり、陽極酸化膜と接する側の接着層(融点230℃)と、陽極酸化膜に接しない側の配向層(融点260℃)の二層構造からなるものである。フィルム厚さは配向層が11μm、接着層が1μmである。また、単層ポリエステルフィルムは、融点250℃の二軸延伸フィルムでフィルム厚さが10μmのものである。
熱可塑性樹脂層の積層は、陽極酸化膜の形成後の板材をヒートロールにより120℃に加熱した後、樹脂フィルムを加圧ロールにより線圧18kg/cm2で圧着することにより行なった。次いで、積層後の板材を高周波誘導加熱装置により200℃ないし250℃で5秒間加熱することにより、フィルムを軟化させて陽極酸化膜に定着させた。このようにして、実施例および比較例の熱可塑性樹脂被覆アルミニウム板を製造した。
【0038】
なお、一部の試料については、熱可塑性樹脂層の積層前に、陽極酸化膜上にシラン系カップリング剤を塗布した。具体的には、アミノ系シランカップリング剤の0.1〜5%水溶液を調製し、この水溶液を陽極酸化膜上にロールコート法で塗布し、100℃で1分間の熱処理を行なうことにより、シラン系カップリング剤を塗布した。
【0039】
表1に、実施例および比較例に対して行なった粗面化条件および電解処理条件の詳細を示す。また、表2には、陽極酸化膜の表面粗さ、表面積および膜厚、シラン系カップリング剤の塗布量、密着性ならびに耐食性の評価結果を示す。
なお、実施例11については、熱可塑性樹脂層として単層ポリエステルフィルムを用いた。実施例11以外は積層ポリエステルフィルムを用いた。また、比較例6については電解処理を省略し、その代わりにクロメート処理を行なった。Crの付着量は15mg/m2とした。
【0040】
また、表2における算術平均粗さRaおよび最大高さRmaxについてはJIS規格(B0601−1994)で規定された方法に準じて測定した。
また、表2における膜厚は、陽極酸化膜をミクロトームで切断し、その断面を観察して膜厚を求めた。
また陽極酸化膜の表面積は、レーザー顕微鏡(KEYENCE VK-8500)により、500倍の視野で任意の10箇所の表面積を測定することにより求めた。
【0041】
また、密着性(70℃温水)の評価は、アルミニウム板に対して1/4インチ鋼球を50cmの高さから落下させるデュポン衝撃試験を実施して樹脂層側を凸形状とし、70℃の温水に30分間浸積させた後、樹脂層に粘着テープを貼り付けてから剥がしたときの樹脂層の剥離の程度で評価した。樹脂層が剥離しなかったものを○、一部が剥離したものを△、テープを貼った部分がほとんど剥がれたものを×とした。
更に、密着性(レトルト処理)の評価は、上記と同様にしてデュポン衝撃試験を実施して樹脂層側を凸形状とし、125℃のレトルト処理を30分間実施した後、樹脂層に粘着テープを貼り付けてから剥がしたときの樹脂層の剥離の程度で評価した。樹脂層が剥離しなかったものを○、一部が剥離したものを△、テープを貼った部分がほとんど剥がれたものを×とした。
【0042】
また、耐食性は、上記と同様にしてデュポン衝撃試験を実施し、試験後のアルミニウム板に対して50℃の5%食塩水中に7日間浸積した後、衝撃試験の実施部分の腐食状態を観察することにより評価した。樹脂層の外観に変化がなかったものを○、一部が腐食したものを△、全面が腐食したものを×とした。
【0043】
【表1】
【0044】
【表2】
【0045】
表2に示すように、実施例1ないし実施例12のアルミニウム板は、密着性、耐食性のいずれについても、比較例と比べて良好な結果が得られた。
一方、比較例1については、陽極酸化膜の表面粗さが小さかったため、特にレトルト処理後の密着性が著しく低下し、耐食性も低下した。
また比較例2については、陽極酸化膜の最大高さRmaxが高すぎたため、陽極酸化膜の表面形状に樹脂層が追従できず、レトルト処理後の密着性が著しく低下した。
比較例3については、陽極酸化膜の膜厚が厚すぎたため、陽極酸化膜にクラックが発生して食塩水が陽極酸化膜内に入り込み、耐食性が低下した。なお、樹脂層の密着性は良好であった。
比較例4については、陽極酸化膜の膜厚が薄すぎたため、陽極酸化膜の膜厚が不均一になり、陽極酸化膜の薄い部分から食塩水が入り込んで耐食性が低下した。なお、樹脂層の密着性は良好であった。
【0046】
比較例5については、実施例9に対してシラン系カップリング剤の塗布量が過剰であったため、実施例9に対して密着性がやや低下した。
比較例6については、陽極酸化膜に代えてクロメート膜を形成させたため、レトルト処理後の密着性が大幅に低下した。
比較例7は、陽極酸化膜の表面積が小さいため、レトルト処理後の密着性が大幅に低下した。
【産業上の利用可能性】
【0047】
本発明の熱可塑性樹脂被覆アルミニウム板は、建材、各種電子機器等の筐体、飲料缶・食缶等に好適に用いられる。
【図面の簡単な説明】
【0048】
【図1】本発明の実施形態である熱可塑性樹脂被覆アルミニウム板の断面模式図。
【符号の説明】
【0049】
1…基板、2…陽極酸化膜、3…熱可塑性樹脂層、A…熱可塑性樹脂被覆アルミニウム板
【特許請求の範囲】
【請求項1】
アルミニウム又はアルミニウム合金からなるとともに少なくとも一面が粗面化されてなる基板と、前記粗面化された一面に形成された厚みが21nm以上300nm以下の範囲の陽極酸化膜と、該陽極酸化膜上に積層された熱可塑性樹脂層とからなり、前記陽極酸化膜表面の算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲であり、かつ100μm四方の表面積が20000μm2以上であることを特徴とする熱可塑性樹脂被覆アルミニウム板。
【請求項2】
前記陽極酸化膜上にシラン系カップリング剤が0.1mg/m2以上100mg/m2以下の塗布量で塗布されていることを特徴とする請求項1記載の熱可塑性樹脂被覆アルミニウム板。
【請求項3】
アルミニウム又はアルミニウム合金からなる基板の少なくとも一面を粗面化処理し、該粗面化処理した一面に電解処理を施して陽極酸化膜を形成し、該陽極酸化膜上に熱可塑性樹脂層を積層することを特徴とする熱可塑性樹脂被覆アルミニウム板の製造方法。
【請求項1】
アルミニウム又はアルミニウム合金からなるとともに少なくとも一面が粗面化されてなる基板と、前記粗面化された一面に形成された厚みが21nm以上300nm以下の範囲の陽極酸化膜と、該陽極酸化膜上に積層された熱可塑性樹脂層とからなり、前記陽極酸化膜表面の算術平均粗さRaが0.1μmを越えて1μm以下の範囲であるとともに最大高さRmaxが4μmを超えて12μm以下の範囲であり、かつ100μm四方の表面積が20000μm2以上であることを特徴とする熱可塑性樹脂被覆アルミニウム板。
【請求項2】
前記陽極酸化膜上にシラン系カップリング剤が0.1mg/m2以上100mg/m2以下の塗布量で塗布されていることを特徴とする請求項1記載の熱可塑性樹脂被覆アルミニウム板。
【請求項3】
アルミニウム又はアルミニウム合金からなる基板の少なくとも一面を粗面化処理し、該粗面化処理した一面に電解処理を施して陽極酸化膜を形成し、該陽極酸化膜上に熱可塑性樹脂層を積層することを特徴とする熱可塑性樹脂被覆アルミニウム板の製造方法。
【図1】

【公開番号】特開2006−22362(P2006−22362A)
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願番号】特願2004−200316(P2004−200316)
【出願日】平成16年7月7日(2004.7.7)
【出願人】(000176707)三菱アルミニウム株式会社 (446)
【Fターム(参考)】
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願日】平成16年7月7日(2004.7.7)
【出願人】(000176707)三菱アルミニウム株式会社 (446)
【Fターム(参考)】
[ Back to top ]