
熱可塑性樹脂補強シート材、熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強成型品
【課題】リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂多層補強シート材、及び当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性な熱可塑性樹脂多層補強成型品を提供する。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
【解決手段】熱可塑性樹脂補強シート材2は、複数の補強繊維3fが所定方向に引き揃えられてシート状に形成された補強繊維シート材3を熱可塑性樹脂シート材4の両面に付着させて構成されており、熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材2が積層して形成され、かつ、熱可塑性樹脂シート材4と同一材料である一体化用熱可塑性樹脂繊維束によりステッチして縫合一体化されている。さらに、補強繊維シート材3の補強方向がそれぞれ多軸となるように積層されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、三次元形状を有する熱可塑性樹脂複合材料成型品を得るに好適なシート材に関するものであり、詳しくは、炭素繊維などの補強繊維を引き揃えシート状に形成した補強繊維シート材を熱可塑性樹脂材シート材の両面に付着させた熱可塑性樹脂補強シート材、この熱可塑性樹脂補強シート材を複数枚積層し一体化させた熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強シート材から得られる熱可塑性樹脂多層補強成型品に関するものである。
【背景技術】
【0002】
繊維補強複合材料は、繊維材料とマトリックス材料を組み合せたもので、軽量で剛性が高く多様な機能設計が可能な材料であり、航空宇宙分野、輸送分野、土木建築分野、運動器具分野等の幅広い分野で用いられている。現在、炭素繊維又はガラス繊維といった補強繊維材料を熱硬化性樹脂材料と組み合せた繊維強化プラスチック(FRP)が主流となっている。しかし、リサイクル性、短時間成型性、成型品の耐衝撃特性の向上等の利点から、マトリックス樹脂に熱可塑性樹脂材料を用いた成型品開発が今後増加すると考えられている。
【0003】
一方、成型品を得る際、成型を容易にし、成型コストを削減するため、補強繊維材料の補強方向が多軸になるよう積層された多軸補強シート材を用いた成型品及び成型方法が注目されている。
【0004】
このことから、補強繊維材料が多軸に積層された多軸補強シート材と熱可塑性樹脂材料を組み合わせたシート材、及びそのシート材による高品質、短時間そして低コストな成型品製造が期待されている。
【0005】
補強繊維材料の補強方向を多軸に配向させ熱可塑性樹脂材料と組み合わせたシート材としては、例えば、特許文献1では、多数本の強化繊維糸条が並行にシート状に配列して層構成をなし、前記層の少なくとも2層以上が交差積層されて積層体をなし、該積層体が低融点ポリマー糸でステッチされて一体化された補強用多軸ステッチ布帛が記載されている。そして、当該補強用多軸ステッチ布帛に熱硬化性樹脂または熱可塑性樹脂を含浸させて、低融点ポリマー糸の融点以上に加熱成型することで、ステッチ糸の組織が消滅した表面平滑性に優れるFRP成型品を得ることが記載されている。
【0006】
特許文献2では、熱可塑性樹脂が含浸したプリプレグシートを長手方向に配し、当該熱可塑性樹脂プリプレグシートに別の熱可塑性樹脂プリプレグシートを螺旋状に巻き付けることにより補強方向が三方向となる繊維補強シート及びその製造方法が記載されている。また、三方向が補強された当該繊維補強シートに対し、当該シート長手方向の90度方向に熱可塑性樹脂プリプレグシートを配して四方向が補強された繊維補強シート及びその製造方法が記載されている。
【0007】
特許文献3では、強化フィラメントと有機材料フィラメントから成る混成糸から、結束性をもった一方向ラップを形成し、当該ラップを移動方向に関して横方向に折り畳んだ後、加熱もしくは加熱加圧することにより強化糸/有機材料を固定させて、多軸方向に繊維強化された複合シートを製造する方法及び装置が記載されている。有機材料とは母材として働く熱可塑性樹脂であり、当該複合シートは複雑な形状の複合材料成型品を製造できるようにするため提供されると記載されている。
【0008】
特許文献4では、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された強化繊維束から強化繊維シートを作成し、当該強化繊維シートから補強方向が傾斜する傾斜強化繊維シートを作成した後、当該傾斜強化繊維シートを積層して、熱接着剤による接合または糸や強化効果のある繊維によるステッチングなどにより接合一体化された多軸積層強化繊維シート及びその作成方法が記載されている。そして、傾斜強化繊維シートを積層する際、層間に熱可塑性樹脂によるマトリックス層を含める方法が記載されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−227066号公報
【特許文献2】特開2006−224543号公報
【特許文献3】特表2004−530053号公報
【特許文献4】特開2006―130698号公報
【特許文献5】国際公開第2005/002819号パンフレット
【特許文献6】特開2005−029912号公報
【非特許文献】
【0010】
【非特許文献1】川邊和正他、「熱可塑性樹脂プリプレグ装置を開発するための熱可塑性樹脂含浸シュミレーション」、福井県工業技術センター平成12年度研究報告書、No.17
【発明の概要】
【発明が解決しようとする課題】
【0011】
上述した特許文献1では、補強用多軸ステッチ布帛に対して樹脂を含浸させFRP成型品を得るため、流動特性に優れる熱硬化性樹脂を含浸させる場合、当該補強用多軸ステッチ布帛を形成する強化繊維糸条の繊維間にまで樹脂を含浸させることが容易であるが、溶融時の樹脂粘度が高く流動特性の悪い熱可塑性樹脂を含浸させる場合、強化繊維糸条の繊維間にまで樹脂を含浸させることが大変難しくなる。このため、当該補強用多軸ステッチ布帛による熱可塑性樹脂複合材料成型品は、成型品を得るための樹脂含浸に要する時間が長くなり成型コストが高くなること、樹脂の未含浸部分つまりボイド(空隙)が多くでき力学的特性が悪くなること等の課題がある。
【0012】
特許文献2では、熱可塑性樹脂が含浸したプリプレグシートを使用して多軸補強されたシートを得るが、熱可塑性樹脂材料が補強繊維束中に含浸したプリプレグシートは剛性があるため、当該シートを多軸に配向させたシートはドレープ性に欠け、三次元形状を有した成型金型に適合させることが難しい課題がある。また、当該熱可塑性樹脂プリプレグシートを得るために補強繊維束中に熱可塑性樹脂を含浸させてプリプレグシートを製造する工程が必要となるが、補強繊維束中に熱可塑性樹脂を含浸させることは容易ではなく、製造時間を必要とするため、最終的にはFRP成型品を得るコストが高くなる課題もある。
【0013】
特許文献3では、強化フィラメントと有機材料フィラメントから成る混成糸を使用している。しかし、強化フィラメントと有機材料フィラメントを均一に混繊させることは難しく、得られる複合材料成型品は、繊維が均一に分散していない、ボイドのある成型品になる可能性が高い。また、混繊糸は1本ずつ製造されるため、混繊糸を製造するコストが高くなり、得られる複合材料成型品のコストが高くなる課題も生じる。
【0014】
特許文献4では、傾斜強化繊維シートと熱可塑性樹脂マトリックス層を積層した後、熱接着剤による接合または糸や強化効果のある繊維によるステッチングなどにより接合一体化して、熱可塑性樹脂複合材料成型品を得るための多軸積層強化繊維シートを得る。熱接着剤による接合は、接着剤がマトリックスとなる熱可塑性樹脂と異なるため異種の樹脂が混合することとなり複合材料成型品における力学的特性の低下を生じる可能性がある。また、糸や強化効果のある繊維によるステッチングは、多軸積層強化繊維シートを加熱加圧成型して複合材料成型品を得る際、傾斜強化繊維シートと熱可塑性樹脂マトリックス層の積層により得られていた厚みが熱可塑性樹脂の補強繊維束中への含浸により減少し薄くなるため、糸や強化効果のある繊維がたるみ、補強繊維の真直性を阻害する可能性がある。また、たるんだ状態の糸や繊維は複合材料成型品の厚み方向における補強とはならず、逆に異種の素材として存在して複合材料成型品における力学的特性の低下を招く原因になる。
【0015】
本発明者は、これまで鋭意研究開発を進めた結果、非特許文献1に記載されているように、繊維束の厚みが薄くなるに従い、高粘度の熱可塑性樹脂においても、短時間で繊維束中に樹脂を含浸させることができることを確認しており、また、特許文献5に記載されているように、材料コストが安い太繊度繊維束を幅広で薄い開繊糸シートに製造する開繊技術を開発している。さらに、特許文献6では、複数本の開繊糸を幅方向に隙間なく引き揃えシート化して熱可塑性樹脂シートを使用して熱可塑性樹脂プリプレグシートを製造する方法及び装置について開発を行っている。
【0016】
そこで、本発明は、こうした知見や開繊技術に基づいて、リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂補強シート材及び熱可塑性樹脂多層補強シート材、当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性と力学的特性が維持された熱可塑性樹脂多層補強成型品を提供することを目的とするものである。
【課題を解決するための手段】
【0017】
本発明に係る熱可塑性樹脂補強シート材は、複数の補強繊維が所定方向に引き揃えられた補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させて形成されている。さらに、前記補強繊維シート材が、前記補強繊維シート材の断面厚さが前記補強繊維の直径の10倍以内に設定されている。
【0018】
本発明に係る熱可塑性樹脂多層補強シート材は、上記の熱可塑性樹脂補強シート材を複数枚積層して形成され、一体化されている。さらに、前記熱可塑性樹脂補強シート材は、前記補強繊維シート材の引き揃えられた方向がそれぞれ多軸となるように積層されている。さらに、前記熱可塑性樹脂シート材と同一材料である一体化用熱可塑性樹脂繊維束により、複数枚積層された前記熱可塑性樹脂補強シート材をステッチして縫合一体化している。さらに、前記熱可塑性樹脂シート材を熱融着させて複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化している。さらに、前記熱可塑性樹脂シート材を部分的に熱融着させて複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化している。
【0019】
本発明に係る熱可塑性樹脂多層補強シート材の製造方法は、複数の補強繊維を所定方向に引き揃えた補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させてシート状の熱可塑性樹脂補強シート材を作成するシート形成工程と、前記熱可塑性樹脂補強シート材を厚さ方向に複数枚重ね合わせる積層工程と、複数枚積層された前記熱可塑性樹脂補強シート材を一体化する一体化工程とを備える。さらに、上記の熱可塑性樹脂多層補強シート材の製造方法において、前記シート形成工程では、前記補強繊維シート材として、複数の補強繊維を所定方向に引き揃えるとともにその断面厚さを前記補強繊維の直径の10倍以内としたシート状に形成する。さらに、前記シート形成工程では、前記補強繊維シート材として、長繊維系の補強繊維が複数本集束した補強繊維束を連続して幅方向に拡幅させ、幅広く薄い状態となった開繊糸を用いて形成する。さらに、前記積層工程では、前記熱可塑性樹脂補強シート材を、補強繊維の引き揃えられた方向が多軸となるよう複数枚重ね合わせ積層する。さらに、前記一体化工程では、前記熱可塑性樹脂シート材と同一材料である一体化用熱可塑
性樹脂繊維束により、複数枚積層された前記熱可塑性樹脂補強シート材をステッチして縫合一体化する。さらに、前記一体化工程では、複数枚積層された前記熱可塑性樹脂補強シート材を加熱又は加熱加圧して、各層の前記熱可塑性樹脂シート材を厚み方向上下層にある前記補強繊維シート材と熱融着させて、複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化する。さらに、複数枚積層された前記熱可塑性樹脂補強シート材を部分的に加熱又は加熱加圧して、各層の前記熱可塑性樹脂シート材を厚み方向上下層にある前記補強繊維シート材と熱融着させる。
【0020】
本発明に係る熱可塑性樹脂多層補強成型品は、上記の熱可塑性樹脂多層補強シート材の製造方法により製造された熱可塑性樹脂多層補強シート材を所要の大きさに切断し、所要の角度で、所要の枚数を成型用型内に積層した後、加熱加圧成型することにより、前記熱可塑性樹脂シート材及び縫合一体化された場合の前記一体化用熱可塑性樹脂繊維束を前記補強繊維シート材中に含浸させて得られる。
【0021】
本発明に係る別の熱可塑性樹脂多層補強成型品は、上記の熱可塑性樹脂多層補強シート材の製造方法により製造された熱可塑性樹脂多層補強シート材を所要の大きさに切断し、所要の角度で、所要の枚数を予備成型用型内に積層し加熱加圧成型することにより、前記熱可塑性樹脂シート材及び縫合一体化された場合の前記一体化用熱可塑性樹脂繊維束を前記補強繊維シート材中に含浸させた予備成型積層材を得た後、当該予備成型積層材を加熱して変形し易い状態にしてから成型用型内に設置し、加圧成型することにより得られる。
【発明の効果】
【0022】
本発明に係る熱可塑性樹脂補強シート材は、マトリックス樹脂となる熱可塑性樹脂シート材の両面に複数の補強繊維が所定方向に引き揃えられた補強繊維シート材を付着させているので、両面に同じ材質のシート材が付着して熱可塑性補強シート材がいずれかの片面にカールして変形することがなく平面状の形態を維持することができる。
【0023】
そして、熱可塑性樹脂シート材と両面に付着させる補強繊維シート材との配合割合を所定の値に設定した場合に、例えば補強繊維シート材を半分ずつ熱可塑性樹脂シート材の両面に付着させるようにすれば補強繊維シート材の厚みを薄く設定でき、補強繊維シート材中を熱可塑性樹脂が含浸する際、含浸距離が短くなる。そのため、さらに短時間で、かつボイドなどの空隙が少なくなった品質の良い成形品を得ることが可能となる。
【0024】
また、熱可塑性樹脂補強シート材を薄層化していく場合、熱可塑性樹脂シート材に比べて補強繊維シート材の厚さを薄くすることが容易なことから、熱可塑性樹脂シート材の両面に薄い補強繊維シート材を付着させるようにすることで、熱可塑性樹脂補強シート材をより薄層化することができる。
【0025】
本発明に係る熱可塑性樹脂多層補強シート材は、マトリックス樹脂となる熱可塑性樹脂シート材の両面に複数の補強繊維が所定方向に引き揃えられた補強繊維シート材を付着させて構成されている熱可塑性樹脂補強シート材を複数枚積層して形成されている。このため、当該熱可塑性樹脂多層補強シート材を加熱加圧して複合材料成型品を得る際、積層された各熱可塑性樹脂補強シート材において、マトリックス(母材)となる熱可塑性樹脂シート材の両面に補強繊維シート材が存在することから、補強繊維間への熱可塑性樹脂の含浸が行われ易くなる。つまり、補強繊維束を多軸多層に配列した布帛全体に対して熱可塑性樹脂を含浸させる成型とは異なり、各層に補強繊維シート材と熱可塑性樹脂シート材が配置されることにより、熱可塑性樹脂が補強繊維間を含浸のために流れる距離が短くなり、よって、短時間でボイド(空隙)の少ない成型品を得ることができるようになる。
【0026】
さらに、熱可塑性樹脂補強シート材は補強繊維シート材に熱可塑性樹脂シート材が付着していることから、熱可塑性樹脂補強シート材はシートとしての形態が維持され取り扱いがし易く、また、補強繊維の分散性が維持された状態を保つことができる。
【0027】
さらに、熱可塑性樹脂補強シート材は補強繊維シート材に熱可塑性樹脂シート材が付着していることから、補強繊維間に熱可塑性樹脂材料が含浸したプリプレグシートとは異なり、シートしてのドレープ性に優れている。なお、細幅の熱可塑性樹脂補強シート材を用いることによりシートとしてのドレープ性がさらに良くなり、立体形状への適応性が向上する。
【0028】
熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材を複数枚積層して形成されているが、このとき、熱可塑性樹脂補強シート材の補強方向を同方向にして積層した熱可塑性樹脂多層補強シート材の場合、一方向補強された厚みのあるシート材又は成型品を短時間で品質良く得ることができる。そして、熱可塑性樹脂補強シート材の補強方向を異方向にして積層した熱可塑性樹脂多層補強シート材の場合、多方向補強された厚みのあるシート材又は成型品を短時間で品質良く得ることができる。
【0029】
なお、細幅熱可塑性樹脂補強シート材を織糸に用いて製織された熱可塑性樹脂補強シート材を用いる場合には、シート材一枚で補強方向を二軸にすることが可能となるとともに、取り扱い性とドレープ性に優れたシート材を得ることができる。
【0030】
さらに、補強繊維シート材の断面厚さが補強繊維の直径の10倍以内に設定されていることから、熱可塑性樹脂が補強繊維間を含浸のために流れる距離がより短くなり、短時間での成型加工が実現できるようになるのである。さらに、熱可塑性樹脂の補強繊維間を流れる距離をより短くすることにより、樹脂流れによる補強繊維の配向乱れが抑制され、かつ、補強繊維の均一分散性が維持される。そして、樹脂が流れ込まないボイド(空隙)をより少なくすることができる。
【0031】
さらに、熱可塑性樹脂多層補強シート材は熱可塑性樹脂補強シート材を複数枚積層して一体化用熱可塑性樹脂繊維束のステッチにより縫合一体化、または熱可塑性樹脂シート材を熱融着させて各層を接着一体化させているため、ドレープ性に優れたシート材となる。さらに、接着一体化において、シート全面ではなく部分的に接着させることにより、さらにドレープ性を向上させることができる。
【0032】
また、本発明に係る熱可塑性樹脂多層補強シート材は、複数枚積層された熱可塑性樹脂補強シート材を熱可塑性樹脂材料と同一材料である一体化用熱可塑性樹脂繊維束により縫合一体化している。これにより、熱可塑性樹脂多層補強シート材を加熱加圧して複合材料成型品を得る際、一体化用熱可塑性樹脂繊維束も溶融し熱可塑性樹脂材料と一体化して、母材(マトリックス)として存在することになる。さらに、一体化用熱可塑性樹脂繊維束が溶融することにより、補強繊維がばらけ易くなり繊維が均一に分散されることになる。つまり、従来技術のように一体化のために使用した糸や補強効果のある繊維が母材(マトリックス)中に存在して複合材料成型品としての力学的特性低下を招くことや、補強繊維のばらけを阻害することがないのである。
【0033】
さらに、一体化用熱可塑性樹脂繊維束が溶融し母材(マトリックス)となることにより、成型された複合材料成型品の表面が平滑となる。つまり、従来技術のように一体化のために糸や補強効果のある繊維を使用すると、複合材料成型品の表面に当該糸や補強効果のある繊維が残る。特に、各層の厚みが薄い場合、当該糸や補強効果のある繊維の影響により表面がより凹凸になるのである。
【0034】
また、本発明に係る熱可塑性樹脂多層補強シート材は、複数枚積層された前記熱可塑性樹脂補強シート材を、熱融着させて接着一体化させている。これにより、従来技術のように一体化のために使用する糸等が無くなることから、当該熱可塑性樹脂多層補強シート材により成型された複合材料成型品は、表面平滑性及び力学的特性が維持された成型品になる。
【0035】
本発明に係る熱可塑性樹脂多層補強シート材の製造方法では、まず、複数の補強繊維を所定方向に引き揃えてシート状に形成した補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させてシート状の熱可塑性樹脂補強シート材を作成して、熱可塑性樹脂補強シート材を厚さ方向に複数枚重ね合わせる。これにより、各層に補強繊維と熱可塑性樹脂材料を製造効率良く配置させることができる。
【0036】
また、熱可塑性樹脂補強シート材はある程度の幅を有しているため、熱可塑性樹脂多層補強シート材における各層の熱可塑性樹脂補強シート材を生産性良く形成することができる。
【0037】
そして、補強繊維シート材に熱可塑性樹脂シート材を付着させることで、補強繊維シート材を構成する補強繊維の配向乱れが抑制されるとともに、繊維真直性が維持される。さらに、熱可塑性樹脂補強シート材のシート形態安定性が優れ、取り扱いがし易くなる。
【0038】
さらに、熱可塑性樹脂補強シート材を製造する際、補強繊維シート材として補強繊維束の開繊糸を用いることにより、複数の補強繊維を所定方向に引き揃えるとともにその断面厚さを補強繊維の直径の10倍以内としたシート状に形成することが効率良く行える。そして、材料価格が安い太繊度繊維束を使用することができるため、低コスト生産を可能とする。
【0039】
複数枚積層された熱可塑性樹脂補強シート材を一体化する方法として、ステッチ糸による縫合一体化及び熱融着による接着一体化が行われる。これにより、高速で、積層された熱可塑性樹脂補強シート材の一体化が行われる。特に、熱融着による接着一体化は、熱可塑性樹脂シート材を溶融させて補強繊維間に含浸させるわけでは無いので、短時間で各層を接着一体化させることが可能となる。
【0040】
本発明に係る熱可塑性樹脂多層補強成型品は、熱可塑性樹脂多層補強シート材を用いて成型されるが、当該熱可塑性樹脂多層補強シート材は縫合一体化又は接着一体化されているため取り扱いがし易く、成型品製造のための切断、積層が容易となる。また、当該熱可塑性樹脂多層補強シート材は熱可塑性樹脂補強シート材が複数枚積層され、ある程度の厚みを有したシートとなっているため、成型品製造のための積層において積層枚数を少なくすることができる。つまり、当該熱可塑性樹脂多層補強成型品は成型時に手間が掛からない、低コストな成型品となる。
【0041】
さらに、熱可塑性樹脂多層補強シート材を用いるため、成型品製造において、補強繊維シート材中への樹脂含浸が短時間に行われ、そして、得られた成型品はボイド(空隙)が少なく、繊維真直性と繊維分散性が良く、かつ表面平滑性に優れたものになる。つまり、当該熱可塑性樹脂多層補強成型品は高品質な成型品である。
【0042】
また、当該熱可塑性樹脂多層補強成型品は、あらかじめ、熱可塑性樹脂多層補強シート材から予備成型積層材を作成した後、当該予備成型積層板を用いて得られる成型品である。成型が行い易く、かつ品質の良い状態が得られ易い板状等の予備成型積層材をあらかじめ作成しておき、当該予備成型積層材を加熱した後、加圧成型して成型品を得る方法は、加熱工程と成型工程を分離できるため、立体形状を有した成型品においても製造効率良く、かつ短時間で成型品を得ることができる。つまり、当該熱可塑性樹脂多層補強成型品はより短時間で、品質良く得られた成型品となる。
【図面の簡単な説明】
【0043】
【図1】熱可塑性樹脂多層補強シート材を示す模式図である。
【図2】広幅形状の熱可塑性樹脂補強シート材を示す模式図である。
【図3】広幅形状の別の熱可塑性樹脂補強シート材を示す模式図である。
【図4】細幅熱可塑性樹脂補強シート材を幅方向に引き揃え並べることによって得られた熱可塑性樹脂補強シート材を示す模式図である。
【図5】熱可塑性樹脂補強シート材の製造方法に関する説明図である。
【図6】熱可塑性樹脂補強シート材による熱可塑性樹脂多層補強シート材の製造方法に関する説明図である。
【図7】広幅形状の熱可塑性樹脂補強シート材から複数本の細幅熱可塑性樹脂補強シート材を製造して引き出す方法に関する説明図である。
【図8】広幅形状の熱可塑性樹脂補強シート材から複数本の細幅熱可塑性樹脂補強シート材を製造してボビンに巻き上げる方法に関する説明図である。
【図9】細幅熱可塑性樹脂補強シート材による熱可塑性樹脂多層補強シート材の製造方法に関する説明図である。
【図10】複数枚積層された熱可塑性樹脂補強シート材を加熱加圧することにより接着一体化させる製造方法に関する説明図である。
【図11】加熱ロールの表面形状に関する説明図である。
【図12】熱可塑性樹脂多層補強成型品の製造方法に関する説明図である。
【図13】熱可塑性樹脂多層補強成型品の別の製造方法に関する説明図である。
【発明を実施するための形態】
【0044】
以下、本発明に係る実施形態について詳しく説明する。なお、以下に説明する実施形態は、本発明を実施するにあたって好ましい具体例であるから、技術的に種々の限定がなされているが、本発明は、以下の説明において特に本発明を限定する旨明記されていない限り、これらの形態に限定されるものではない。
【0045】
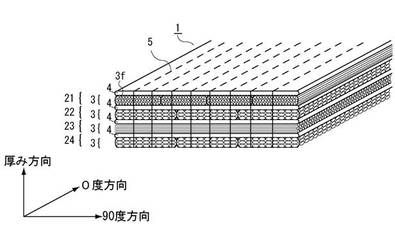
図1は、熱可塑性樹脂多層補強シート材の参考例の一部を示す模式図である。熱可塑性樹脂多層補強シート材1は、複数の補強繊維3fが引き揃えられてシート状に形成された補強繊維シート材3の片面に熱可塑性樹脂シート材4が付着して構成された熱可塑性樹脂補強シート材21〜24が積層された状態に、前記熱可塑性樹脂シート材4と同一材料の一体化用熱可塑性樹脂繊維束5により一体化されている。図1では、熱可塑性樹脂補強シート材21〜24が、各熱可塑性樹脂補強シート材の補強繊維が異なる軸方向に配列するように積層されている。そして、一体化用熱可塑性樹脂繊維束5を使用して各熱可塑性樹脂補強シート材を一体化している。
【0046】
補強繊維シート材3は、例えば、複数の補強繊維がサイジング剤等によりばらけないように集束している補強繊維束を複数本、シート状に引き揃えて形成されている。そして、補強繊維3fとしては、炭素繊維、ガラス繊維、セラミック繊維、ポリオキシメチレン繊維、アロマティック・ポリアミド繊維等のFRPに用いられる高強度・高弾性率の無機繊維や有機繊維などが挙げられる。また、これらの繊維が集束した繊維束を複数組み合せてもよい。なお、繊度については特に限定されない。
【0047】
熱可塑性樹脂シート材4は母材(マトリックス)樹脂となるもので、ポリプロピレン、ポリエチレン、ポリスチレン、ポリアミド(ナイロン6、ナイロン66、ナイロン12など)、ポリアセタール、ポリカーボネート、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが使用される。また、これらの熱可塑性樹脂を2種類以上混合して、ポリマーアロイにして母材(マトリックス)樹脂として使用してもよい。
【0048】
一体化用熱可塑性樹脂繊維束5は、使用されたマトリックス樹脂と同一材料から成る熱可塑性樹脂繊維を用いる。同一材料とは主たる高分子の化学組成が同じであるものでよく、その分子量、結晶化度及び配合物の種類等については異なっていてもよい。成型品を得る際に樹脂を加熱溶融するため、主たる高分子の化学組成が同じであれば、熱可塑性樹脂シート材4と一体化用熱可塑性樹脂繊維束5は溶融混合され、母材(マトリックス)となるのである。
【0049】
さらに、熱可塑性樹脂シート材4がポリマーアロイされたものであるとき、当該ポリマーアロイ樹脂による一体化用熱可塑性樹脂繊維束を使用することが望ましいが、当該ポリマーアロイ樹脂を得るために混合されたどれか一種類の熱可塑性樹脂による一体化用熱可塑性樹脂繊維束を使用しても良い。成型品を得るための加熱溶融によって、ポリマーアロイを構成する熱可塑性樹脂の混合比率が局部的には若干変化するが、母材(マトリックス)となる熱可塑性樹脂シート材4と一体化用熱可塑性樹脂繊維束5は溶融混合して繊維としての形状は消滅するため、力学的特性の低下がない、補強繊維の均一分散性と表面平滑性が向上した成型品を得ることが可能となる。
【0050】
図1の熱可塑性樹脂多層補強シート材1は、熱可塑性樹脂補強シート材21〜24の4枚を積層して形成されているが、積層枚数は4枚に限定されるものではなく、2枚以上の積層枚数であれば良い。そして、このとき、前記熱可塑性樹脂補強シート材の補強方向は同方向、または異方向、どの方向に積層しても良い。図1の場合、熱可塑性樹脂補強シート材21は0度方向、熱可塑性樹脂補強シート材22は45度方向、熱可塑性樹脂補強シート材23は90度方向そして熱可塑性樹脂補強シート材24は−45度方向に繊維補強している。
【0051】
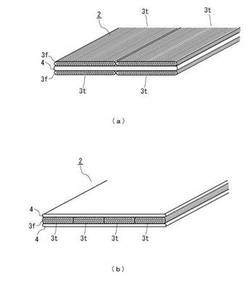
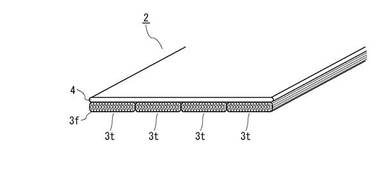
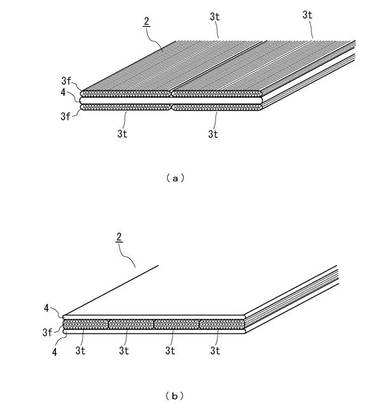
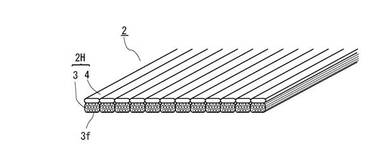
図2及び図4は、熱可塑性樹脂補強シート材の別の参考例の一部を示す模式図である。図2における熱可塑性樹脂補強シート材2は、複数の補強繊維3fがサイジング剤等により集束した補強繊維束3tを幅方向に複数本引き揃えシート状の補強繊維シート材3に形成した片面に、熱可塑性樹脂シート材4を付着した構成になっている。図3における熱可塑性樹脂補強シート材2は、補強繊維シート材3及び熱可塑性樹脂シート材4のいずれか一方のシート材の両面に他方のシート材が付着した構成となっている。図3(a)は、本発明に係る実施形態に関する熱可塑性樹脂補強シート材の一部を示す模式図で、熱可塑性樹脂シート材4の両面に補強繊維シート材3が付着した構成になっており、図3(b)では、補強繊維シート材3の両面に熱可塑性樹脂シート材4が付着した構成となっている。
【0052】
なお、当該熱可塑性樹脂補強シート材は、複数の補強繊維がサイジング剤等によりばらけないように集束している補強繊維束を複数本、シート状に引き揃えて形成された補強繊維シート材の片面又は両面に、熱可塑性樹脂シート材を付着させて形成されている。このため、補強繊維束の引き揃えられた状態が維持され、かつ、ばらけないようになるとともに、補強繊維束を構成する各補強繊維においても、サイジング剤等が付着している効果により、各補強繊維がばらけず、繊維の配向乱れが抑制されるとともに、毛羽が生じ難い状態となっている。
【0053】
ここで、付着とは、補強繊維シート材の片面又は両面の全面又は複数部分に、熱可塑性樹脂シート材を熱融着させる、又は成型品になった際に力学的特性等に影響を与えない接着剤を薄く塗布して接着させる等して、補強繊維シート材と熱可塑性樹脂シート材をばらけないように一体化させることである。補強繊維シート材に熱可塑性樹脂シート材を熱融着させる場合、補強繊維シート材の表層部分に熱可塑性樹脂シート材がわずかに含浸することもあるが、その場合においてもシートとしてのドレープ性は十分にあり、付着の状態にあるといえる。
【0054】
また、図3に示す熱可塑性樹脂シート材では、熱可塑性樹脂シート材又は補強繊維シート材のいずれか一方のシート材の両面に他方のシート材を付着させた構成となっているので、両面に同じ材質のシート材が付着することで熱可塑性補強シート材がいずれの片面にもカールすることがない。熱可塑性樹脂補強シート材を薄層化していくと、カール等の変形が生じやすくなるが、図3に示す構成にすることによりシート材の平面状の形態を維持することができる。
【0055】
そして、図3(a)に示すように、熱可塑性樹脂シート材の両面に補強繊維シート材が付着した熱可塑性樹脂補強シート材の場合には、両シート材の配合割合を所定の値に設定した際に、補強繊維シート材を半分ずつ熱可塑性樹脂シート材の両面に付着させるようになって補強繊維シート材の厚みが薄く設定できる。そのため、補強繊維シート材中を熱可塑性樹脂が含浸する際、含浸距離が短くなる。
【0056】
熱可塑性樹脂補強シート材を薄層化していく場合、熱可塑性樹脂シート材及び補強繊維シート材の厚さを薄くする必要があるが、熱可塑性樹脂シート材に比べて補強繊維シート材の厚さを薄くすることが容易であることから、熱可塑性樹脂シート材の両面に薄い補強繊維シート材を付着させるようにすることで、熱可塑性樹脂補強シート材をより薄層化して含浸距離を短くすることができる。そのため、さらに短時間で、かつボイドなどの空隙がさらに少なくなった品質の良い成形品を得ることが可能となる。
【0057】
図4における熱可塑性樹脂補強シート材2は、補強繊維3fが複数本引き揃えられた細幅形状の補強繊維シート材3の片面に細幅形状の熱可塑性樹脂シート材4が付着した細幅熱可塑性樹脂補強シート材2Hを用いて、当該細幅熱可塑性樹脂補強シート材2Hを幅方向に複数本シート状に引き揃えて構成されている。このようにして、細幅熱可塑性樹脂補シート材2Hを幅方向及び厚み方向に複数本引き揃えることにより、一方向補強された熱可塑性樹脂補強シート材を得る。また、細幅熱可塑性樹脂補強シート材2Hを織糸に用い製織することにより、例えば、0度と90度方向の二方向があらかじめ補強された熱可塑性樹脂補強シート材を得ることもできる。
【0058】
図4における細幅熱可塑性樹脂補強シート材2Hにおいても、細幅形状の補強繊維シート材3の片面に細幅形状の熱可塑性樹脂シート材4を付着させているが、細幅形状の補強繊維シート材の両面に細幅形状の熱可塑性樹脂シート材を付着させても良い。さらに、細幅形状の熱可塑性樹脂シート材の両面に細幅形状の補強繊維シート材を付着させても良い。
【0059】
補強繊維シート材3の厚みを補強繊維3fの直径の10倍以内にすることにより、成型品にする際、熱可塑性樹脂シート材が補強繊維間を含浸のために流れる距離がより短くなる。複合材料の補強繊維として代表的な炭素繊維は単糸直径が0.005〜0.007mmである。よって、補強繊維シート材3の厚さは0.05〜0.07mm以下となる。非特許文献1のモデル計算を参考にすれば、数秒程度で熱可塑性樹脂シート材が補強繊維束中に含浸することが期待され、短時間での成型加工が実現できるようになる。また、熱可塑性樹脂シート材の補強繊維間を流れる距離をより短くすることにより、樹脂流れによる補強繊維の配向乱れが抑制され、補強繊維の均一分散性が向上した、ボイド(空隙)の少ない状態を得ることができる。
【0060】
補強繊維シート材3の厚さを補強繊維3fの直径の10倍以内の状態にするためには、集束本数の少ない繊維束を用いる方法、又は繊維束を開繊させる方法等がある。開繊による方法は、集束本数の多い繊維束(太繊度繊維束)を幅広く薄い状態にすることができる。太繊度繊維束は、比較的材料コストが安いため、低コスト成型品を得ることを可能とする。なお、原糸の状態で使用されているサイジング剤等の効果により、開繊糸の形態は安定する。
【0061】
なお、補強繊維シート材3に付着させる熱可塑性樹脂シート材4の厚み又は重量は、補強繊維シート材の目付け(単位面積あたりの繊維重量)、及び成型品にしたときの繊維体積含有率等と関係して決められる。
【0062】
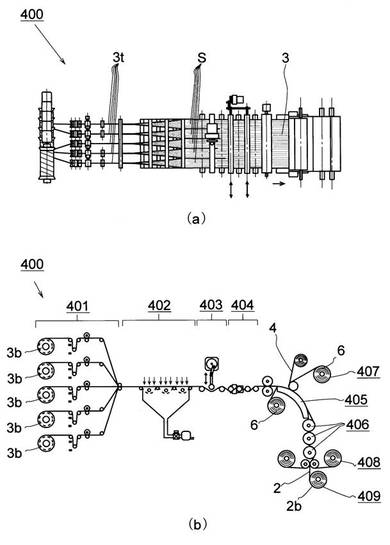
図5は、熱可塑性樹脂補強シート材の製造工程に関する説明図である。補強繊維束3tを開繊した補強繊維開繊糸Sを幅方向に引き揃えた補強繊維シート材3の片面に、熱可塑性樹脂シート材4を貼り合わせ、熱融着させて熱可塑性樹脂補強シート材2を製造する工程に関する説明図である。なお、図5(a)は上面図、図5(b)は正面図である。
【0063】
図5の熱可塑性樹脂補強シート材製造装置400は、多数本繊維束供給機構401、多数本繊維束開繊機構402、縦方向振動付与機構403、幅方向振動付与機構404、加熱機構405、冷却機構406、離型フィルム供給機構407、離型フィルム巻き取り機構408、そして、シート材巻き取り機構409から構成される。
【0064】
多数本繊維束供給機構401により、補強繊維束3tが巻かれた補強繊維束ボビン3bを複数本設置し、各補強繊維束3tをほぼ一定の張力で送り出すことができる。
【0065】
供給された複数本の補強
繊維束3tは、多数本繊維束開繊機構402により幅広く薄い状態に開繊される。本開繊機構は、風洞管を用いて各繊維束に一方向から流れる流体(図5では吸引空気流)を作用させる空気開繊方式、つまり、特許文献5に記載されている公知技術を採用している。なお、各補強繊維束3tを開繊させる方式であれば、どのような開繊方式を採用しても良い。
【0066】
風洞管の内部には、ある間隔で複数本のロールが設置され、各補強繊維束3tは設置されたロールの上部、下部、上部、下部、…、上部に接触して走行する。各補強繊維束3tは、縦方向振動付与機構403により、緊張状態・弛緩状態・緊張状態・弛緩状態…が交互に与えられるため、風洞管内において、補強繊維束3tが弛緩状態になった時、補強繊維束3tはロール下部で空気が流れる方向に瞬間的にたわみ、各繊維が幅方向に移動して開繊が行われる。そして、補強繊維束3tが緊張状態になった時、開繊した状態でロール下部に接触し走行するため、開繊幅を維持しながら繊維を真直させる。この状態を繰り返しながら補強繊維束3tは走行し、風洞管の直後において補強繊維開繊糸Sの状態になる。
【0067】
幅方向に複数本並んだ補強繊維開繊糸Sは、幅方向振動付与機構404により、幅方向に振動して各補強繊維開繊糸S間に隙間の無い開繊糸シート、つまり、補強繊維が分散し幅広く薄い状態となった補強繊維シート材3となる。
【0068】
その後、補強繊維シート材3は、当該補強繊維シート材3の片面に熱可塑性樹脂シート材4を貼り合わせ、加熱機構405及び冷却機構406を走行することにより、補強繊維シート材3の片面に熱可塑性樹脂シート材4を付着させた熱可塑性樹脂補強シート材2を得て、シート材巻き取り機構409により熱可塑性樹脂補強シート材巻体2bに巻き取られる。図5では、加熱機構405が湾曲した加熱板を用いている。湾曲している表面を補強繊維シート材3が走行することにより、補強繊維への連続した加熱が行え、かつ、繊維の真直性を増すことができる。
【0069】
本機構では、補強繊維シート材に熱可塑性樹脂シート材を貼り合わせ、加熱することで熱可塑性樹脂シート材を溶融させ、補強繊維シート材に熱融着、つまり付着させる。加熱条件等により、補強繊維シート材の表層部分に熱可塑性樹脂シート材が含浸することもあるが、その量はわずかであり、熱可塑性樹脂補強シート材のドレープ性は十分に得られる。なお、補強繊維シート材に熱可塑性樹脂シート材を含浸させることが目的ではないため、加工速度を速く設定することができ、かつ、高めの加圧力を設定する必要もない。つまり、熱可塑性樹脂補強シート材を生産性良く製造することができる。
【0070】
なお、図5では、補強繊維シート材3の上側からの片面に熱可塑性樹脂シート材4を貼り合わせているが、下側から熱可塑性樹脂シート材4を貼り合わせても良く、上下の両面から貼り合わせることも可能である。さらに、機構401〜404を加熱機構405の反対側にもう一組を用意し、熱可塑性樹脂シート材4の両側に補強繊維シート材3を貼り合わせることもできる。
【0071】
ここで、離型フィルム供給機構407から供給された離型フィルム6を、補強繊維シート材3と熱可塑性樹脂シート材4が貼り合わさった基材の両面に設置することにより、加熱機構405上で溶融した熱可塑性樹脂シート材4が装置に付着することを防止すると同時に、当該基材を傷めることなく走行させることができる。なお、離型フィルム6は、冷却機構406を走行後、基材である熱可塑性樹脂補強シート材2から剥離し、離型フィルム巻き取り機構408にて巻き取られる。
【0072】
熱可塑性樹脂シート材4としては、熱可塑性樹脂フィルム、熱可塑性樹脂不織布等のシート形状のものを用いることができる。また、押出機構を用意して、熱可塑性樹脂ペレットを押出機にて混練溶融させ、Tダイ等を用いてフィルム状にて押出し、当該フィルムを直接に補強繊維シート材3に貼り合わせも良い。さらに、熱可塑性樹脂繊維が複数本集束した熱可塑性樹脂繊維束を幅方向に引き揃えシート状にしたシート材、又は、当該熱可塑性樹脂繊維束を開繊させてシート状にしたシート材等を用いることもできる。
【0073】
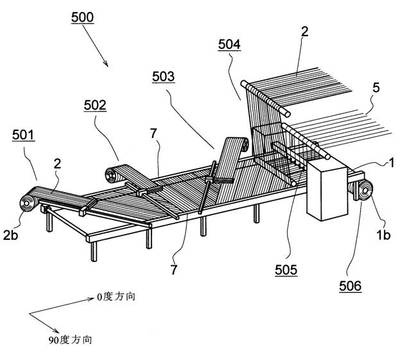
図6は、熱可塑性樹脂多層補強シート材の製造工程に関する説明図である。図6は、広幅な熱可塑性樹脂補強シート材を用いて、繊維補強方向が異なる順に4枚積層した後、一体化用熱可塑性樹脂繊維束でステッチし、熱可塑性樹脂多層補強シート材を製造する工程に関する説明図である。
【0074】
図6のシート方式熱可塑性樹脂補強シート材製造装置500は、α度方向シート材供給機構501、90度方向シート材供給機構502、−α度方向シート材供給機構503、0度方向シート材供給機構504、ステッチ式一体化機構505、そして、シート材巻き取り機構506から構成される。
【0075】
機構501〜504における各方向のシート材供給機構は、熱可塑性樹脂補強シート材巻体2bから熱可塑性樹脂補強シート材2を引き出し、供給する機構になっている。機構501〜503は、熱可塑性樹脂補強シート材2を設定された方向に、熱可塑性樹脂多層補強シート材1の幅長さ以上に引き出し、そして、切断機構(図示されない)により熱可塑性樹脂補強シート材巻体2bから切り離した後、熱可塑性樹脂多層補強シート材1を走行させる両端部の走行レール7に貼り付ける。このとき、貼り付けようとする熱可塑性樹脂補強シート材の走行方向側端部を、先に貼り付け走行している熱可塑性樹脂補強シート材の走行方向反対側端部に接触させるようにして貼り付けると、熱可塑性樹脂多層補強シート材の各層において、隙間及び重なりがない、設定方向を繊維補強するシートを形成することができる。なお、走行レール7にはピン(図示されない)等が埋め込まれ、貼り付けられた熱可塑性樹脂補強シート材を固定することができるようになっている。機構504は、熱可塑性樹脂多層補強シート材1の幅長さが得られるようにして、1つ、もしくは複数の熱可塑性樹脂補強シート材巻体2b(図示されない)を設置し、熱可塑性樹脂補強シート材2を0度方向に連続して供給する。
【0076】
機構501及び503は熱可塑性樹脂補強シート材をα度及び−α度方向に供給する機構である。このとき、α度は、0度<α度<90度の範囲に設定ができるが、装置の大きさ、取り扱い易さ等から、30〜60度の範囲にあることが好ましい。また、熱可塑性樹脂補強シート材の供給方向、供給数、そして供給順序などは、自在に設定を行うことができるが、成型品の設計に対応して定めるのが望ましい。例えば、擬似等方性材料を得る場合には、[45度/0度/−45度/90度]もしくは[45度/−45度/0度/90度]等に熱可塑性樹脂補強シート材を積層すると良い。
【0077】
そして、熱可塑性樹脂補強シート材2が多層に積層された状態に、一体化用熱可塑性樹脂繊維束5を一体化機構505にて経編方式等によりステッチして、各層を縫合一体化させた熱可塑性樹脂多層補強シート材1を得る。得られた熱可塑性樹脂多層補強シート材1はシート材巻き取り機構506にて熱可塑性樹脂多層補強シート材巻体1bに巻かれる。
【0078】
このとき、一体化用熱可塑性樹脂繊維束5によるステッチングは、熱可塑性樹脂多層補強シート材1の幅方向に、ある間隔をもって行う。当該間隔が細かくなると、一体化用熱可塑性樹脂繊維束5の量が増え、最終成型品を得る際に、母材(マトリックス)の量が増えて繊維体積含有率が減少する。逆に、この間隔が広くなると、熱可塑性樹脂多層補強シート材1のシートとしての取り扱いが難しくなり、熱可塑性樹脂多層補強シート材1の切断、積層が困難になる。成型品の設計に応じて、一体化用熱可塑性樹脂繊維束5のステッチ間隔を定めると良い。
【0079】
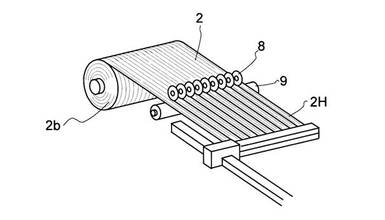
図7は、図6のシート材供給機構501〜503において、細幅熱可塑性樹脂補強シート材2Hを製造しながら幅方向に引き揃えて供給する機構に関する説明図である。
【0080】
広幅形状の熱可塑性樹脂補強シート材2が巻かれている熱可塑性樹脂補強シート材巻体2bから、当該熱可塑性樹脂補強シート材2を引き出しながら、当該熱可塑性樹脂補強シート材2の幅方向に所要の間隔で並んだ複数枚のカッター刃8及びカッター刃受けロール9により、当該熱可塑性樹脂補強シート材2を幅方向に所要の間隔でシート長さ方向に連続して切断し、複数本の細幅熱可塑性樹脂補強シート材2Hを製造しながら供給する。なお、細幅熱可塑性樹脂補強シート材の幅は、得られる熱可塑性樹脂多層補強シート材の設計に応じて決められる。シートとしてのドレープ性向上を考慮した場合、幅は細いほど良いが、幅が細すぎた場合、細幅熱可塑性樹脂補強シート材が切断され連続性を失う可能性がある。従って、その幅は1mm〜20mmの範囲にあるのが好ましく、さらには2mm〜10mmの範囲にあるのがより好ましい。
【0081】
本機構を採用することにより、効率よく、細幅熱可塑性樹脂補強シート材2Hを幅方向に複数本引き揃えて供給することができる。なお、カッター刃8は回転または固定のどちらでもよいが、熱可塑性樹脂補強シート材2の走行に応じて自由回転する丸刃状のカッター刃8と、カッター刃の下側に受けロール9を設置して、その間に熱可塑性樹脂補強シート材2を走行させて切断する方法が、熱可塑性樹脂補強シート材2を補強繊維の毛羽立ちなく切断することができる1つの方法である。なお、広幅形状の熱可塑性樹脂補強シート材2を幅方向に所要の間隔で切断する方法として、レーザで切断する方法等を採用しても良い。
【0082】
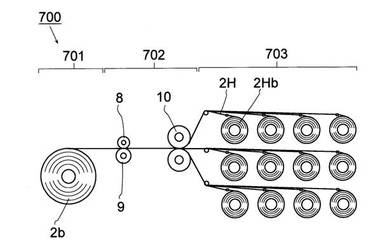
図8は、広幅形状の熱可塑性樹脂補強シート材2から複数本の細幅熱可塑性樹脂補強シート材2Hを製造し、各細幅熱可塑性樹脂補強シート材をボビン等に巻く装置700に関する説明図である。
【0083】
細幅熱可塑性樹脂補強シート材製造装置700は、シート材供給機構701、シート材切断機構702、そして細幅シート材巻き取り機構703から構成される。シート材供給機構701により、熱可塑性樹脂補強シート材巻体2bから広幅形状の熱可塑性樹脂補強シート材2が一定張力で引き出される。そして、シート材切断機構702により、当該熱可塑性樹脂補強シート材2を幅方向に所要の間隔でシート長さ方向に連続して切断し、複数本の細幅熱可塑性樹脂補強シート材2Hを製造する。得られた細幅熱可塑性樹脂補強シート材2Hは引き取りロール10により一定の速度で走行する。なお、シート材切断機構702は、図7とほぼ同様の機構であり、熱可塑性樹脂補強シート材2の幅方向に所要の間隔で並んだ複数枚のカッター刃8及びカッター刃受けロール9から構成される。そして、引き取りロール10から排出された複数本の細幅熱可塑性樹脂補強シート材は、細幅シート材巻き取り機構703により、それぞれ、ボビン2Hb等にトラバースされながら巻き上げられる。このとき、細幅熱可塑性樹脂補強シート材2Hの幅によってはトラバース巻きするのではなくテープ状に巻き上げても良い。
【0084】
図7及び図8では、広幅形状の熱可塑性樹脂補強シート材2を幅方向に所要の間隔でシート長さ方向に連続して切断し、複数本の細幅熱可塑性樹脂補強シート材2Hを製造する方法を示したが、別の方法として、図5に示す装置を用いて、細幅形状の補強繊維シート材の片面に細幅形状の熱可塑性樹脂補強シート材を付着させて細幅熱可塑性樹脂補強シート材を製造し、当該細幅熱可塑性樹脂補強シート材をボビン等に巻き上げても良い。
【0085】
上述したように、細幅熱可塑性樹脂補強シート材は、複数の補強繊維を所定方向に引き揃えて細幅シート状に形成した補強繊維シート材と細幅シート状の熱可塑性樹脂シート材とを付着させることにより効率よく製造される。
【0086】
細幅熱可塑性樹脂補強シート材を製造する場合には、細幅シート状の補強繊維シート材の片面又は両面に細幅シート状の熱可塑性樹脂シート材を付着させたり、細幅シート状の熱可塑性樹脂シート材の両面に細幅シート状の補強繊維シート材を付着させて製造すればよい。
【0087】
そして、幅広な熱可塑性樹脂補強シート材を作成した後、熱可塑性樹脂補強シート材を幅方向に所要の間隔で長さ方向に切断を行うことにより、複数本の細幅熱可塑性樹脂補強シート材をさらに効率よく製造することが可能となる。幅広な熱可塑性樹脂補強シート材を作成する場合には、シート状の補強繊維シート材の片面又は両面にシート状の熱可塑性樹脂シート材を付着させたり、シート状の熱可塑性樹脂シート材の両面にシート状の補強繊維シート材を付着させて作成すればよい。
【0088】
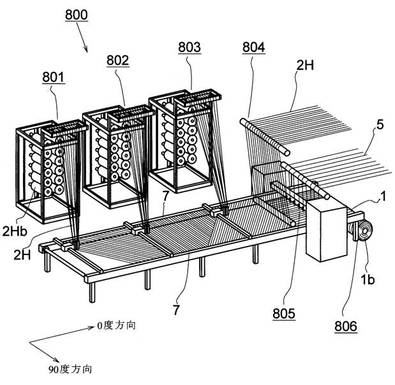
図9は、図8で得られた細幅熱可塑性樹脂補強シート材2Hを用いて、熱可塑性樹脂補強シート材2を形成しながら、繊維補強方向が異なる順に4枚積層した後、一体化用熱可塑性樹脂繊維束5でステッチし、熱可塑性樹脂多層補強シート材1を製造する工程に関する説明図である。図9の細幅シート方式熱可塑性樹脂多層補強シート材製造装置800は、α度方向細幅シート材供給機構801、90度方向細幅シート材供給機構802、−α度方向細幅シート材供給機構803、0度方向細幅シート材供給機構804、ステッチ式一体化機構805、そして、シート材巻き取り機構806から構成される。
【0089】
機構801〜804における各方向の細幅シート材供給機構は、複数の細幅熱可塑性樹脂補強シート材ボビン2Hbから細幅熱可塑性樹脂補強シート材2Hを引き出し、シート状に引き揃えて供給する機構になっている。機構801〜803は、複数の細幅熱可塑性樹脂補強シート材2Hをシート状に引き揃えて、熱可塑性樹脂多層補強シート材1を走行させる両端部の走行レール7の一方端部に引っ掛けて、次に他方端部に向かって走らせ、他方端部に引っ掛けるという動作を繰り返して、各層における、熱可塑性樹脂補強シート材を形成する。このとき、細幅熱可塑性樹脂補強シート材2Hは切断されることなく連続しており、かつ、複数の細幅熱可塑性樹脂補強シート材2Hが隙間及び重なりの少ない状態で引き揃えられ、設定方向を繊維補強するシート状態として形成される。なお、走行レール7にはピン(図示されない)等が埋め込まれ、複数の細幅熱可塑性樹脂補強シート材を引っ掛けて固定することができるようになっている。機構804は、熱可塑性樹脂多層補強シート材1の幅長さが得られるようにして、複数の細幅熱可塑性樹脂補強シート材がシート状に引き揃えられ、当該シート状の細幅熱可塑性樹脂補強シート材を0度方向に連続して供給する。
【0090】
機構801及び803は細幅熱可塑性樹脂補強シート材をα度及び−α度方向に供給する機構である。図6のシート方式熱可塑性樹脂多層補強シート材製造装置500の場合に同様、α度は、0度<α度<90度の範囲に設定ができるが、装置の大きさ、取り扱い易さ等から、30〜60度の範囲にあることが好ましい。また、細幅熱可塑性樹脂補強シート材の供給方向、供給数、そして供給順序などは、自在に設定を行うことができるが、成型品の設計に対応して定めるのが望ましい。
【0091】
そして、複数の細幅熱可塑性樹脂補強シート材2Hにより形成された各層の熱可塑性樹脂補強シート材を多層に積層した状態に、一体化用熱可塑性樹脂繊維束5をステッチ式一体化機構805にて、経編方式等によりステッチして、各層を縫合一体化させた熱可塑性樹脂多層補強シート材1を得る。一体化用熱可塑性樹脂繊維束5のステッチ間隔は成型品の設計等に応じて定めると良い。得られた熱可塑性樹脂多層補強シート材1はシート材巻き取り機構806にて熱可塑性樹脂多層補強シート材巻体1bに巻かれる。
【0092】
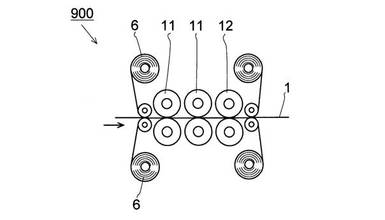
図10は、図6及び図9の装置におけるステッチ式一体化機構に替わる加熱式一体化機構900に関する説明図である。
【0093】
加熱式一体化機構900は、熱可塑性樹脂補強シート材が多層に積層された後、離型フィルム6をその上下両面に当接させて走行させ、加熱ロール11により複数枚積層された熱可塑性樹脂補強シート材を加熱又は加熱加圧して、各層の熱可塑性樹脂シート材を溶融させて上下層にある補強繊維シート材に熱融着させる。そして、冷却ロール12により、溶融した熱可塑性樹脂シート材を固化させ、各層の熱可塑性樹脂補強シート材を接着一体化させた後、上下両面の離型フィルムを剥離して、熱可塑性樹脂多層補強シート材1を得る。図10では、加熱ロール11を2連にして、より高速で加熱または加熱加圧できるようにしている。
【0094】
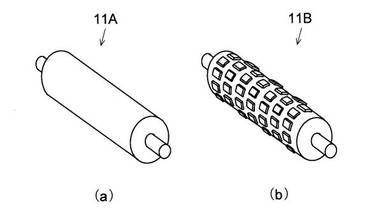
図11は、図10に示される加熱式一体化機構900に用いられる加熱ロール11に関する説明図である。
【0095】
加熱ロール11に、図11(a)に示すようにロール表面が平面であるロール11Aを用いた場合、複数枚積層された熱可塑性樹脂補強シート材に対して、シート全面を加熱又は加熱加圧することができる。そして、図11(b)に示すようにロール表面が凹凸であるロール11Bを用いた場合、複数枚積層された熱可塑性樹脂補強シート材に対して、シート全面ではなく部分的に加熱又は加熱加圧することができる。
【0096】
複数枚積層された熱可塑性樹脂補強シート材を部分的に加熱又は加熱加圧して、部分的に接着一体化した熱可塑性樹脂多層補強シート材は、各層間での熱可塑性樹脂補強シート材の若干の移動及びずれを可能とするため、よりドレープ性に優れたシート材となることができる。
【0097】
なお、複数枚積層された前記熱可塑性樹脂補強シート材を加熱又は加熱加圧する方法として、図10に示すような加熱ロールを用いる方法を説明したが、その他の方法でも良く、例えば、加熱プレス板を用いる方法、金属ベルトによるダブルプレス方式を用いる方法等がある。
【0098】
図12は、熱可塑性樹脂多層補強シート材1から熱可塑性樹脂多層補強成型品15を得る製造工程に関する説明図である。熱可塑性樹脂多層補強シート材を製造する装置500及び800によって得られた熱可塑性樹脂多層補強シート材1を所要の大きさ、所要の角度にて切断し、切断した熱可塑性樹脂補強シート材L1及びL2を加熱プレス成型装置13に設置されている成型用下金型内14Dに積層した後、成型用上金型14Uを下降させて、加熱加圧を行い、熱可塑性樹脂シート材及び縫合一体化の場合には一体化用熱可塑性樹脂繊維束も補強繊維間中に含浸させて成型を行う。そして、冷却後、当該成型用金型内から成型された熱可塑性樹脂多層補強成型品15を取り出す。
【0099】
図12では、熱可塑性樹脂補強シート材1から2枚の熱可塑性樹脂補強シート材L1及びL2を切り出しているが、2枚に限られるものではなく、設計に応じて必要枚数切り出し、積層することを行う。また、切り出し角度も必要に応じて変えることが望ましく、さらに、積層する際、必要に応じては表裏逆にして金型内に設置することもできる。
【0100】
得られた熱可塑性樹脂多層補強成型品15は、各層に集合繊維体と熱可塑性樹脂シート材が存在するため、補強繊維束中への熱可塑性樹脂の含浸が良好に行われた、ボイド(空隙)の少ない成型品となる。また、熱可塑性樹脂の含浸距離が短くなることから、補強繊維の真直性と分散性が良く、かつ表面平滑性に優れた成型品になる。
【0101】
次に、熱可塑性樹脂多層補強成型品を得る別の製造工程を説明する。図13は、熱可塑性樹脂多層補強シート材製造装置500及び800によって得られた熱可塑性樹脂多層補強シート材1を所要の大きさ、所要の角度にて切断し、切断した熱可塑性樹脂補強シート材L1及びL2を加熱プレス成型装置13に設置されている予備成型用下型である平板用下金型内16Dに積層した後、予備成型用上型である平板用上金型16Uを下降させて、加熱加圧を行い、熱可塑性樹脂シート材及び縫合一体化の場合には一体化用熱可塑性樹脂繊維束を補強繊維間中に含浸させ、冷却後、予備成型積層材17を取り出す。なお、予備成型用型が平板状であるため、予備成型積層材17は平板状の積層材となる。次に、予備成型積層材17を遠赤外線方式等の加熱方式を採用した加熱装置18により母材(マトリックス)である熱可塑性樹脂が軟化さらには溶融するまで加熱し、その後、その状態の予備成型積層材17を冷却プレス成型装置19に設置されている成型用下金型内14Dに設置する。そして、直ちに、成型用上金型14Uを下降させ、加圧成型を行い、予備成型積層材17を所要の形状に成型し、熱可塑性樹脂多層補強成型品15を得る。
【0102】
当該予備成型積層材は、当該熱可塑性樹脂多層補強シート材を用いて成型されることから、補強繊維の真直性と均一分散性に優れ、かつ、ボイドの少ない、表面平滑性に優れた積層材となる。そして、当該予備成型積層材を用いて成型品を得るため、得られる熱可塑性樹脂多層補強成型品においても、補強繊維の真直性と均一分散性が優れた、かつ、ボイドの少ない、表面平滑性に優れた品質の良い成型品となる。なお、予備成型用型を平板状型にして、予備成型積層材を板状積層材とすることは、金型を製作し易いこと、短時間での成型が行い易いこと、品質の良い積層材が得られ易いこと等の利点があり、好ましい。
【0103】
なお、プレス成型工程が2回になるため成型時間を要すると考えられるが、予備成型積層材として板状の積層材等は製造がし易いこと、予備成型積層材から成型品の加工を行う際、成型用金型を常に一定の温度(冷却された状態)に維持すればよいため、成型用金型を加熱→冷却、冷却→加熱と繰り返す必要がなく、結果として、成型品の加工時間の短縮が可能であること等の利点がある。よって、得られる熱可塑性樹脂多層補強成型品は低コストな成型品となる。
【実施例】
【0104】
[参考例1] 以下の材料を用いて熱可塑性樹脂多層補強シート材を製造した。<使用材料>(補強繊維束に使用した繊維束)三菱レイヨン株式会社製;TR50S―15K、繊維直径約7μm、繊維本数15000本(熱可塑性樹脂シート材に使用した樹脂)三菱化学株式会社製;ナイロン6樹脂フィルム、フィルム厚み20μm(一体化用熱可塑性樹脂繊維束に使用した繊維束)東レ株式会社製;ナイロン6マルチフィラメント、77dtex−24filaments
【0105】
<製造工程>(1)補強繊維束TR50S―15Kを16本、20mm間隔でセットし、多数本を同時に空気開繊する方法(特許文献5を参照)にて、各々の補強繊維束を幅20mmに開繊した。(2)幅20mmに開繊された各補強繊維開繊糸を、幅方向に振動させて、補強繊維開繊糸間に隙間がない補強繊維シート材とした。得られた補強繊維シート材は、幅320mm、繊維目付け(単位面積あたりの繊維重量)約50g/m2であった。(3)得られた補強繊維シート材を、図5に示すような製造装置にて、連続して加熱機構に供給し、熱可塑性樹脂シート材と貼り合わせを行った。このとき、加熱機構の温度は約270度に制御を行った。また、補強繊維シート材とともに熱硬化性ポリイミド樹脂フィルム(製品名;ユーピレックスS、厚み;25μm、製造会社;宇部興産株式会社)を離型フィルムとして供給した。なお、補強繊維シート材に熱可塑性樹脂補強シート材を貼り合わせる速度は10m/分で行った。(4)冷却機構から排出された基材から、離型フィルムを剥がすことにより、補強繊維シート材の片面に熱可塑性樹脂シート材が付着した、熱可塑性樹脂補強シート材を得た。(5)得られた熱可塑性樹脂補強シート材を、図6に示すような製造装置にて、45度方向、0度方向、−45度方向、そして90度方向に積層して、幅320mmの積層シート状態にした後、一体化用熱可塑性樹脂繊維束を幅20mm間隔で、0度方向に千鳥縫いを行い、熱可塑性樹脂多層補強シート材を得た。
【0106】
<評価> 得られた熱可塑性樹脂多層補強シート材は、[45度/0度/−45度/90度]に繊維補強された多軸補強シート材となり、各層に、補強繊維がシート状に形成され、その片面に熱可塑性樹脂シート材が付着した状態となった。また、各層の熱可塑性樹脂補強シート材は補強繊維が真直な状態で均一分散されて、一方向に引き揃えられていた。そして、熱可塑性樹脂シート材が付着されていることにより、補強繊維が集束したり、また、
補強繊維がばらけて毛羽立つ等の問題は生じなかった。
【0107】
[参考例2] 参考例1の(1)から(4)により得られた熱可塑性樹脂補強シート材から複数の細幅熱可塑性樹脂補強シート材を得て、熱可塑性樹脂多層補強シート材を製造した。<使用材料> 補強繊維束、熱可塑性樹脂シート材、そして一体化用熱可塑性樹脂繊維束とも実施例1に同じ。
【0108】
<製造工程>(1)実施例1の(1)から(4)により幅320mmの熱可塑性樹脂補強シート材を得る。(2)得られた熱可塑性樹脂補強シート材を、図8に示すような製造装置にて、幅10mmで連続して切断を行い、32本の細幅熱可塑性樹脂補強シート材を得た。このとき、カッター刃及び切断方式として、熱可塑性樹脂補強シート材の走行に応じて自由回転する丸刃状のカッター刃を設け、カッター刃受けロールとの間で熱可塑性樹脂補強シート材を押し切りする方式を採用した。そして、得られた細幅熱可塑性樹脂補強シート材はテープ状に巻き上げた。なお、広幅形状の熱可塑性樹脂補強シート材を切断する速度は10m/分で行った。(3)テープ状に巻き上げられた細幅熱可塑性樹脂補強シート材32本を、幅方向に隙間が生じないように並べ広幅のシート状態にしながら、図6に示すような製造装置にて、45度方向、0度方向、−45度方向、そして90度方向に積層して、幅320mmの積層シート状態にした後、一体化用熱可塑性樹脂繊維束を幅10mm間隔で、0度方向に千鳥縫いを行い、熱可塑性樹脂多層補強シート材を得た。
【0109】
<評価> 得られた熱可塑性樹脂多層補強シート材は、[45度/0度/−45度/90度]に繊維補強された多軸補強シート材となり、各層に、細幅形状の補強繊維がシート状に形成され、その片面に細幅形状の熱可塑性樹脂シート材が付着した状態となった。また、各層の熱可塑性樹脂補強シート材は補強繊維が真直な状態で均一分散されて、一方向に引き揃えられていた。そして、熱可塑性樹脂シート材が付着されていることにより、補強繊維が集束したり、また、補強繊維がばらけて毛羽立つ等の問題は生じなかった。さらに、補強繊維シート材の厚みが薄いためか、切断された細幅熱可塑性樹脂補強シート材の端部における補強繊維の毛羽立ちも非常に少なく、取り扱いが行い易かった。
【0110】
[参考例3] 参考例1の(1)から(4)により得られた熱可塑性樹脂補強シート材を複数枚積層した後、加熱加圧を行うことで各層を熱融着し一体化させた熱可塑性樹脂多層補強シート材を製造した。<使用材料> 補強繊維束、そして熱可塑性樹脂シート材とも参考例1に同じ。
【0111】
<製造工程>(1)参考例1の(1)から(4)により幅320mmの熱可塑性樹脂補強シート材を得る。(2)得られた熱可塑性樹脂補強シート材を、図5に示すような製造装置にて、45度方向、0度方向、−45度方向、そして90度方向に積層して、幅320mmの積層シート状態にした後、図9に示すような製造装置にて、加熱加圧を行い、熱可塑性樹脂多層補強シート材を得た。製造装置として、加熱ロールは1連として、ロール表面は図10(a)に示す平面タイプの加熱ロールを用いた。なお、離型フィルムとして、熱硬化性ポリイミド樹脂フィルム(製品名;ユーピレックスS、厚み;25μm、製造会社;宇部興産株式会社)を使用した。加熱ロールの表面温度は約270度に制御を行った。加工速度は3m/分で行った。
【0112】
<評価>平面加熱ロールを使用してシート全面を加熱加圧したが、各層のシート全面が熱融着した状態ではなく、ところどころに熱融着していない部分があった。しかし、各層の補強繊維シート材は、その上下層にある熱可塑性樹脂シート材に大部分で熱融着し、ばらけない状態となっており、接着一体化された熱可塑性樹脂多層補強シート材として得られた。なお、熱融着した部分においても、補強繊維は真直な状態にあり、各層とも、補強繊維が真直に、かつ均一分散した状態にある、品質の良い状態であった。
【0113】
[実施例1] 以下の材料を用いて、熱可塑性樹脂多層補強シート材を製造した。<使用材料>補強繊維束、熱可塑性樹脂シート材、そして一体化用熱可塑性樹脂繊維束とも参考例1に同じ。
【0114】
<製造工程>(1)図5に示すような熱可塑性樹脂補強シート材製造装置の加熱機構の反対側に、多数本繊維束供給機構、多数本繊維束開繊機構、縦方向振動付与機構そして幅方向振動付与機構をもう1組設置した製造装置を用いて、それぞれの多数本繊維束供給機構に、補強繊維束TR50S―15Kを8本、40mm間隔でそれぞれにセットし、それぞれの縦方向振動付与機構により各補強繊維束に縦方向の振動を与えながら、それぞれの多数本繊維束開繊機構にて各補強繊維束を幅約40mmに開繊した補強繊維開繊糸を得て、それぞれの幅方向振動付与機構により各補強繊維開繊糸を幅方向に振動させて、補強繊維開繊糸間に隙間がない、幅約320mm、繊維目付け(単位面積あたりの繊維重量)約25g/m2の補強繊維シート材をそれぞれに連続して得た。(2)その後、連続して、加熱機構の両側からそれぞれの補強繊維シート材を供給すると同時に、補強繊維シート材の間に熱可塑性樹脂シート材も連続して挿入し、加熱機構により、熱可塑性樹脂シート材の両面に補強繊維シート材を貼り合わせた。このとき、加熱機構の温度は約270度に制御を行った。また、補強繊維シート材とともに熱硬化性ポリイミド樹脂フィルム(製品名;ユーピレックスS、厚み;25μm、製造会社;宇部興産株式会社)を離型フィルムとして供給した。なお、各補強繊維束を開繊し補強繊維シート材に加工する速度、並びに熱可塑性樹脂シート材の両面に補強繊維シート材を貼り合わせる加工速度とも10m/分で行った。(3)冷却機構から排出された基材から、離型フィルムを剥がすことにより、熱可塑性樹脂シート材の両面に補強繊維シート材が付着した、図3(a)に示すような熱可塑性樹脂補強シート材を得た。(4)得られた熱可塑性樹脂補強シート材を、図6に示すような製造装置にて、45度方向、0度方向、−45度方向、そして90度方向に積層して、幅320mmの積層シート状態にした後、一体化用熱可塑性樹脂繊維束を幅20mm間隔で、0度方向に千鳥縫いを行い、熱可塑性樹脂多層補強シート材を得た。
【0115】
<評価> 得られた熱可塑性樹脂多層補強シート材は、[45度/0度/−45度/90度]に繊維補強された多軸補強シート材となり、各層に、熱可塑性樹脂シート材の両面に補強繊維シート材が付着した状態となった。また、各層の熱可塑性樹脂補強シート材は補強繊維が真直な状態で均一分散されて、一方向に引き揃えられていた。そして、熱可塑性樹脂シート材が付着されていることにより、補強繊維が集束したり、また、補強繊維がばらけて毛羽立つ等の問題は生じなかった。さらに、各熱可塑性樹脂補強シート材は、その端部がカールするなどの現象は全くなく、シートとしての平面性が維持された状態で積層されていた。
【0116】
[参考例4] 参考例2で作成した熱可塑性樹脂多層補強シート材を用いて、凹型の熱可塑性樹脂多層補強成型品を製造した。
【0117】
<製造工程>(1)参考例2で得られた熱可塑性樹脂多層補強シート材を、長手方向(0度方向)に長さ320mmで、4枚切断した後、図11に示すように、成型用下金型に、[45度/0度/−45度/90度]、[45度/0度/−45度/90度]、[90度/−45度/0度/45度]、[90度/−45度/0度/45度]の順になるよう積層した。なお、成型用下金型は、幅250mm、長さ250mm、そして、深さ20mmの凹型で、曲がり部及び角部にはR加工が成されている。(2)成型用下金型を加熱プレス成型装置にセットした後、成型用上金型を下降させて、0.1MPaで加圧を行いながら、30分の時間をかけて、成型用金型の温度を270度まで昇温させた。(3)昇温後、成型用上金型を下降させ、2MPaの圧力で基材に対し加熱加圧成型を60秒行い、その後、加圧を行った状態にて、成型用金型を水冷にて急冷した。冷却時間は、約10分であった。冷却後、成型用上金型を上昇させ、熱可塑性樹脂多層補強成型品を得た。
【0118】
<評価> 厚み約0.8mm、繊維体積含有率約58%の凹型の熱可塑性樹脂多層補強成型品を得た。成型品表面は、ステッチに使用した一体化用熱可塑性樹脂繊維束の跡がなく、平滑性に優れていた。また、表面における補強繊維の状態は、真直性が維持された、均一分散に優れた状態であった。なお、成型品を切断して断面観察を行った結果、補強繊維の真直性及び均一分散性に優れ、かつ空隙(ボイド)の少ない状態の成型品を得ていることが確認できた。さらに、曲がり部及び角部においても層間剥離がない品質の良い状態にて成型品を得ていることが確認できた。細幅熱可塑性樹脂補強シート材を用いた熱可塑性樹脂多層補強シート材であるため、曲がり部及び角部におけるシート材の形状適応性は優れており、成型が行い易かった。
【0119】
[参考例5] 参考例1で作成した熱可塑性樹脂多層補強シート材を用いて、凹型の熱可塑性樹脂多層補強成型品を実施例5とは別の製造工程で製造した。
【0120】
<製造工程>(1)参考例1で得られた熱可塑性樹脂多層補強シート材を、長手方向(0度方向)に長さ320mmで、4枚切断した後、図12に示すように、平板用下金型に、[45度/0度/−45度/90度]、[45度/0度/−45度/90度]、[90度/−45度/0度/45度]、[90度/−45度/0度/45度]の順になるよう積層した。なお、平板用下金型は、幅350mm×長さ350mmである。(2)平板用下金型を加熱プレス成型装置にセットした後、平板用上金型を下降させて、0.1MPaで加圧を行いながら、10分の時間をかけて、平板用金型の温度を270度まで昇温させた。(3)昇温後、平板用上金型を下降させ、2MPaの圧力で基材に対し加熱加圧成型を60秒行い、その後、加圧を行った状態にて、平板用金型を水冷にて急冷した。冷却時間は、約10分であった。冷却後、平板用上金型を上昇させ、板状型の熱可塑性樹脂多層補強成型品を得た。(4)得られた板状型の熱可塑性樹脂多層補強成型品を、300度に制御された遠赤外線方式加熱装置にセットして、約3分間放置し、板状の熱可塑性樹脂多層補強成型品を十分に軟化させた。(5)そして、約80度に温度制御された冷却プレス成型装置内の成型用下金型に、板状の熱可塑性樹脂多層補強成型品をセットして、成型用上金型を下降させて、1MPaの圧力にて約60秒の加圧を行いながら成型を行った。その後、成型用上金型を上昇させ、熱可塑性樹脂多層補強成型品を得た。
【0121】
<評価> 厚み約0.8mm、繊維体積含有率約58%の凹型の熱可塑性樹脂多層補強成型品を得た。成型品表面は、ステッチに使用した一体化用熱可塑性樹脂繊維束の跡がなく、平滑性に優れていた。また、表面における補強繊維の状態は、真直性が維持された、均一分散に優れた状態であった。なお、成型品を切断して断面観察を行った結果、補強繊維の真直性及び均一分散性に優れ、かつ空隙(ボイド)の少ない状態の成型品を得ていることが確認できた。さらに、曲がり部及び角部においても層間剥離がない品質の良い状態にて成型品を得ていることが確認できた。
【0122】
[参考例6] 参考例3で作成した熱可塑性樹脂多層補強シート材を用いて、板状の熱可塑性樹脂多層補強成型品を製造した。
【0123】
<製造工程>(1)参考例3で得られた熱可塑性樹脂多層補強シート材を、長手方向(0度方向)に長さ320mmで、2枚切断した後、図12に示すように、平板用下金型に、[45度/0度/−45度/90度]、[90度/−45度/0度/45度]の順になるよう積層した。なお、平板用下金型は、幅350mm×長さ350mmである。(2)平板用下金型を加熱プレス成型装置にセットした後、平板用上金型を下降させて、0.1MPaで加圧を行いながら、10分の時間をかけて、平板用金型の温度を270度まで昇温させた。(3)昇温後、平板用上金型を下降させ、
2MPaの圧力で基材に対し加熱加圧成型を60秒行い、その後、加圧を行った状態にて、平板用金型を水冷にて急冷した。冷却時間は、約15分であった。冷却後、平板用上金型を上昇させ、板状の熱可塑性樹脂多層補強成型品を得た。
【0124】
<評価> 厚み約0.4mm、繊維体積含有率約60%の板状の熱可塑性樹脂多層補強成型品を得た。成型品表面は、熱融着により接着一体化させた跡はなく、平滑性に優れていた。また、表面における補強繊維の状態は、真直性が維持された、均一分散に優れた状態であった。なお、成型品を切断して断面観察を行った結果、補強繊維の真直性及び均一分散性に優れ、かつ空隙(ボイド)の少ない状態の成型品を得ていることが確認できた。
【符号の説明】
【0125】
1 熱可塑性樹脂多層補強シート材1b 熱可塑性樹脂多層補強シート材巻体2、21、22、23、24 熱可塑性樹脂補強シート材2b 熱可塑性樹脂補強シート材巻体2H 細幅熱可塑性樹脂補強シート材2Hb 細幅熱可塑性樹脂補強シート材ボビン3 補強繊維シート材3f 補強繊維3t 補強繊維束3b 補強繊維束ボビン4 熱可塑性樹脂シート材5 一体化用熱可塑性樹脂繊維束6 離型フィルム7 走行レール8 カッター刃9 カッター刃受けロール10 引き取りロール11 加熱ロール11A 平面加熱ロール11B 凹凸加熱ロール12 冷却ロール13 加熱プレス成型装置14U 成型用上金型14D 成型用下金型15 熱可塑性樹脂多層補強成型品16U 平板用上金型16D 平板用下金型17 予備成型積層材18 加熱装置19 冷却プレス成型装置S 補強繊維開繊糸L1、L2 切断された熱可塑性樹脂補強シート材400 熱可塑性樹脂補強シート材製造装置401 多数本繊維束供給機構402 多数本繊維束開繊機構403 縦方向振動付与機構404 幅方向振動付与機構405 加熱機構406 冷却機構407 離型フィルム供給機構408 離型フィルム巻き取り機構409 シート巻き取り機構500 シート方式熱可塑性樹脂多層補強シート材製造装置501 α度方向シート材供給機構502 90度方向シート材供給機構503 −α度方向シート材供給機構504 0度方向シート材供給機構505 ステッチ式一体化機構506 シート材巻き取り機構700 細幅熱可塑性樹脂補強シート材製造装置701 シート材供給機構702 シート材切断機構703 細幅シート材巻き取り機構800 細幅シート方式熱可塑性樹脂多層補強シート材製造装置801 α度方向繊維束供給機構802 90度方向繊維束供給機構803 −α度方向繊維束供給機構804 0度方向繊維束供給機構805 ステッチ式一体化機構806 シート材巻き取り機構900 加熱式一体化機構
【技術分野】
【0001】
本発明は、三次元形状を有する熱可塑性樹脂複合材料成型品を得るに好適なシート材に関するものであり、詳しくは、炭素繊維などの補強繊維を引き揃えシート状に形成した補強繊維シート材を熱可塑性樹脂材シート材の両面に付着させた熱可塑性樹脂補強シート材、この熱可塑性樹脂補強シート材を複数枚積層し一体化させた熱可塑性樹脂多層補強シート材及びその製造方法、並びに熱可塑性樹脂多層補強シート材から得られる熱可塑性樹脂多層補強成型品に関するものである。
【背景技術】
【0002】
繊維補強複合材料は、繊維材料とマトリックス材料を組み合せたもので、軽量で剛性が高く多様な機能設計が可能な材料であり、航空宇宙分野、輸送分野、土木建築分野、運動器具分野等の幅広い分野で用いられている。現在、炭素繊維又はガラス繊維といった補強繊維材料を熱硬化性樹脂材料と組み合せた繊維強化プラスチック(FRP)が主流となっている。しかし、リサイクル性、短時間成型性、成型品の耐衝撃特性の向上等の利点から、マトリックス樹脂に熱可塑性樹脂材料を用いた成型品開発が今後増加すると考えられている。
【0003】
一方、成型品を得る際、成型を容易にし、成型コストを削減するため、補強繊維材料の補強方向が多軸になるよう積層された多軸補強シート材を用いた成型品及び成型方法が注目されている。
【0004】
このことから、補強繊維材料が多軸に積層された多軸補強シート材と熱可塑性樹脂材料を組み合わせたシート材、及びそのシート材による高品質、短時間そして低コストな成型品製造が期待されている。
【0005】
補強繊維材料の補強方向を多軸に配向させ熱可塑性樹脂材料と組み合わせたシート材としては、例えば、特許文献1では、多数本の強化繊維糸条が並行にシート状に配列して層構成をなし、前記層の少なくとも2層以上が交差積層されて積層体をなし、該積層体が低融点ポリマー糸でステッチされて一体化された補強用多軸ステッチ布帛が記載されている。そして、当該補強用多軸ステッチ布帛に熱硬化性樹脂または熱可塑性樹脂を含浸させて、低融点ポリマー糸の融点以上に加熱成型することで、ステッチ糸の組織が消滅した表面平滑性に優れるFRP成型品を得ることが記載されている。
【0006】
特許文献2では、熱可塑性樹脂が含浸したプリプレグシートを長手方向に配し、当該熱可塑性樹脂プリプレグシートに別の熱可塑性樹脂プリプレグシートを螺旋状に巻き付けることにより補強方向が三方向となる繊維補強シート及びその製造方法が記載されている。また、三方向が補強された当該繊維補強シートに対し、当該シート長手方向の90度方向に熱可塑性樹脂プリプレグシートを配して四方向が補強された繊維補強シート及びその製造方法が記載されている。
【0007】
特許文献3では、強化フィラメントと有機材料フィラメントから成る混成糸から、結束性をもった一方向ラップを形成し、当該ラップを移動方向に関して横方向に折り畳んだ後、加熱もしくは加熱加圧することにより強化糸/有機材料を固定させて、多軸方向に繊維強化された複合シートを製造する方法及び装置が記載されている。有機材料とは母材として働く熱可塑性樹脂であり、当該複合シートは複雑な形状の複合材料成型品を製造できるようにするため提供されると記載されている。
【0008】
特許文献4では、単糸1000本当たりの幅が1.3mm以上になるよう開繊拡幅された強化繊維束から強化繊維シートを作成し、当該強化繊維シートから補強方向が傾斜する傾斜強化繊維シートを作成した後、当該傾斜強化繊維シートを積層して、熱接着剤による接合または糸や強化効果のある繊維によるステッチングなどにより接合一体化された多軸積層強化繊維シート及びその作成方法が記載されている。そして、傾斜強化繊維シートを積層する際、層間に熱可塑性樹脂によるマトリックス層を含める方法が記載されている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2002−227066号公報
【特許文献2】特開2006−224543号公報
【特許文献3】特表2004−530053号公報
【特許文献4】特開2006―130698号公報
【特許文献5】国際公開第2005/002819号パンフレット
【特許文献6】特開2005−029912号公報
【非特許文献】
【0010】
【非特許文献1】川邊和正他、「熱可塑性樹脂プリプレグ装置を開発するための熱可塑性樹脂含浸シュミレーション」、福井県工業技術センター平成12年度研究報告書、No.17
【発明の概要】
【発明が解決しようとする課題】
【0011】
上述した特許文献1では、補強用多軸ステッチ布帛に対して樹脂を含浸させFRP成型品を得るため、流動特性に優れる熱硬化性樹脂を含浸させる場合、当該補強用多軸ステッチ布帛を形成する強化繊維糸条の繊維間にまで樹脂を含浸させることが容易であるが、溶融時の樹脂粘度が高く流動特性の悪い熱可塑性樹脂を含浸させる場合、強化繊維糸条の繊維間にまで樹脂を含浸させることが大変難しくなる。このため、当該補強用多軸ステッチ布帛による熱可塑性樹脂複合材料成型品は、成型品を得るための樹脂含浸に要する時間が長くなり成型コストが高くなること、樹脂の未含浸部分つまりボイド(空隙)が多くでき力学的特性が悪くなること等の課題がある。
【0012】
特許文献2では、熱可塑性樹脂が含浸したプリプレグシートを使用して多軸補強されたシートを得るが、熱可塑性樹脂材料が補強繊維束中に含浸したプリプレグシートは剛性があるため、当該シートを多軸に配向させたシートはドレープ性に欠け、三次元形状を有した成型金型に適合させることが難しい課題がある。また、当該熱可塑性樹脂プリプレグシートを得るために補強繊維束中に熱可塑性樹脂を含浸させてプリプレグシートを製造する工程が必要となるが、補強繊維束中に熱可塑性樹脂を含浸させることは容易ではなく、製造時間を必要とするため、最終的にはFRP成型品を得るコストが高くなる課題もある。
【0013】
特許文献3では、強化フィラメントと有機材料フィラメントから成る混成糸を使用している。しかし、強化フィラメントと有機材料フィラメントを均一に混繊させることは難しく、得られる複合材料成型品は、繊維が均一に分散していない、ボイドのある成型品になる可能性が高い。また、混繊糸は1本ずつ製造されるため、混繊糸を製造するコストが高くなり、得られる複合材料成型品のコストが高くなる課題も生じる。
【0014】
特許文献4では、傾斜強化繊維シートと熱可塑性樹脂マトリックス層を積層した後、熱接着剤による接合または糸や強化効果のある繊維によるステッチングなどにより接合一体化して、熱可塑性樹脂複合材料成型品を得るための多軸積層強化繊維シートを得る。熱接着剤による接合は、接着剤がマトリックスとなる熱可塑性樹脂と異なるため異種の樹脂が混合することとなり複合材料成型品における力学的特性の低下を生じる可能性がある。また、糸や強化効果のある繊維によるステッチングは、多軸積層強化繊維シートを加熱加圧成型して複合材料成型品を得る際、傾斜強化繊維シートと熱可塑性樹脂マトリックス層の積層により得られていた厚みが熱可塑性樹脂の補強繊維束中への含浸により減少し薄くなるため、糸や強化効果のある繊維がたるみ、補強繊維の真直性を阻害する可能性がある。また、たるんだ状態の糸や繊維は複合材料成型品の厚み方向における補強とはならず、逆に異種の素材として存在して複合材料成型品における力学的特性の低下を招く原因になる。
【0015】
本発明者は、これまで鋭意研究開発を進めた結果、非特許文献1に記載されているように、繊維束の厚みが薄くなるに従い、高粘度の熱可塑性樹脂においても、短時間で繊維束中に樹脂を含浸させることができることを確認しており、また、特許文献5に記載されているように、材料コストが安い太繊度繊維束を幅広で薄い開繊糸シートに製造する開繊技術を開発している。さらに、特許文献6では、複数本の開繊糸を幅方向に隙間なく引き揃えシート化して熱可塑性樹脂シートを使用して熱可塑性樹脂プリプレグシートを製造する方法及び装置について開発を行っている。
【0016】
そこで、本発明は、こうした知見や開繊技術に基づいて、リサイクル性、耐衝撃特性に優れる熱可塑性樹脂をマトリックスとした、高品質で、力学的特性及びドレープ性に優れる熱可塑性樹脂補強シート材及び熱可塑性樹脂多層補強シート材、当該熱可塑性樹脂多層補強シート材を短時間で効率よく製造するための方法、並びに当該熱可塑性樹脂多層補強シート材を用いて成型された高品質性と力学的特性が維持された熱可塑性樹脂多層補強成型品を提供することを目的とするものである。
【課題を解決するための手段】
【0017】
本発明に係る熱可塑性樹脂補強シート材は、複数の補強繊維が所定方向に引き揃えられた補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させて形成されている。さらに、前記補強繊維シート材が、前記補強繊維シート材の断面厚さが前記補強繊維の直径の10倍以内に設定されている。
【0018】
本発明に係る熱可塑性樹脂多層補強シート材は、上記の熱可塑性樹脂補強シート材を複数枚積層して形成され、一体化されている。さらに、前記熱可塑性樹脂補強シート材は、前記補強繊維シート材の引き揃えられた方向がそれぞれ多軸となるように積層されている。さらに、前記熱可塑性樹脂シート材と同一材料である一体化用熱可塑性樹脂繊維束により、複数枚積層された前記熱可塑性樹脂補強シート材をステッチして縫合一体化している。さらに、前記熱可塑性樹脂シート材を熱融着させて複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化している。さらに、前記熱可塑性樹脂シート材を部分的に熱融着させて複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化している。
【0019】
本発明に係る熱可塑性樹脂多層補強シート材の製造方法は、複数の補強繊維を所定方向に引き揃えた補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させてシート状の熱可塑性樹脂補強シート材を作成するシート形成工程と、前記熱可塑性樹脂補強シート材を厚さ方向に複数枚重ね合わせる積層工程と、複数枚積層された前記熱可塑性樹脂補強シート材を一体化する一体化工程とを備える。さらに、上記の熱可塑性樹脂多層補強シート材の製造方法において、前記シート形成工程では、前記補強繊維シート材として、複数の補強繊維を所定方向に引き揃えるとともにその断面厚さを前記補強繊維の直径の10倍以内としたシート状に形成する。さらに、前記シート形成工程では、前記補強繊維シート材として、長繊維系の補強繊維が複数本集束した補強繊維束を連続して幅方向に拡幅させ、幅広く薄い状態となった開繊糸を用いて形成する。さらに、前記積層工程では、前記熱可塑性樹脂補強シート材を、補強繊維の引き揃えられた方向が多軸となるよう複数枚重ね合わせ積層する。さらに、前記一体化工程では、前記熱可塑性樹脂シート材と同一材料である一体化用熱可塑
性樹脂繊維束により、複数枚積層された前記熱可塑性樹脂補強シート材をステッチして縫合一体化する。さらに、前記一体化工程では、複数枚積層された前記熱可塑性樹脂補強シート材を加熱又は加熱加圧して、各層の前記熱可塑性樹脂シート材を厚み方向上下層にある前記補強繊維シート材と熱融着させて、複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化する。さらに、複数枚積層された前記熱可塑性樹脂補強シート材を部分的に加熱又は加熱加圧して、各層の前記熱可塑性樹脂シート材を厚み方向上下層にある前記補強繊維シート材と熱融着させる。
【0020】
本発明に係る熱可塑性樹脂多層補強成型品は、上記の熱可塑性樹脂多層補強シート材の製造方法により製造された熱可塑性樹脂多層補強シート材を所要の大きさに切断し、所要の角度で、所要の枚数を成型用型内に積層した後、加熱加圧成型することにより、前記熱可塑性樹脂シート材及び縫合一体化された場合の前記一体化用熱可塑性樹脂繊維束を前記補強繊維シート材中に含浸させて得られる。
【0021】
本発明に係る別の熱可塑性樹脂多層補強成型品は、上記の熱可塑性樹脂多層補強シート材の製造方法により製造された熱可塑性樹脂多層補強シート材を所要の大きさに切断し、所要の角度で、所要の枚数を予備成型用型内に積層し加熱加圧成型することにより、前記熱可塑性樹脂シート材及び縫合一体化された場合の前記一体化用熱可塑性樹脂繊維束を前記補強繊維シート材中に含浸させた予備成型積層材を得た後、当該予備成型積層材を加熱して変形し易い状態にしてから成型用型内に設置し、加圧成型することにより得られる。
【発明の効果】
【0022】
本発明に係る熱可塑性樹脂補強シート材は、マトリックス樹脂となる熱可塑性樹脂シート材の両面に複数の補強繊維が所定方向に引き揃えられた補強繊維シート材を付着させているので、両面に同じ材質のシート材が付着して熱可塑性補強シート材がいずれかの片面にカールして変形することがなく平面状の形態を維持することができる。
【0023】
そして、熱可塑性樹脂シート材と両面に付着させる補強繊維シート材との配合割合を所定の値に設定した場合に、例えば補強繊維シート材を半分ずつ熱可塑性樹脂シート材の両面に付着させるようにすれば補強繊維シート材の厚みを薄く設定でき、補強繊維シート材中を熱可塑性樹脂が含浸する際、含浸距離が短くなる。そのため、さらに短時間で、かつボイドなどの空隙が少なくなった品質の良い成形品を得ることが可能となる。
【0024】
また、熱可塑性樹脂補強シート材を薄層化していく場合、熱可塑性樹脂シート材に比べて補強繊維シート材の厚さを薄くすることが容易なことから、熱可塑性樹脂シート材の両面に薄い補強繊維シート材を付着させるようにすることで、熱可塑性樹脂補強シート材をより薄層化することができる。
【0025】
本発明に係る熱可塑性樹脂多層補強シート材は、マトリックス樹脂となる熱可塑性樹脂シート材の両面に複数の補強繊維が所定方向に引き揃えられた補強繊維シート材を付着させて構成されている熱可塑性樹脂補強シート材を複数枚積層して形成されている。このため、当該熱可塑性樹脂多層補強シート材を加熱加圧して複合材料成型品を得る際、積層された各熱可塑性樹脂補強シート材において、マトリックス(母材)となる熱可塑性樹脂シート材の両面に補強繊維シート材が存在することから、補強繊維間への熱可塑性樹脂の含浸が行われ易くなる。つまり、補強繊維束を多軸多層に配列した布帛全体に対して熱可塑性樹脂を含浸させる成型とは異なり、各層に補強繊維シート材と熱可塑性樹脂シート材が配置されることにより、熱可塑性樹脂が補強繊維間を含浸のために流れる距離が短くなり、よって、短時間でボイド(空隙)の少ない成型品を得ることができるようになる。
【0026】
さらに、熱可塑性樹脂補強シート材は補強繊維シート材に熱可塑性樹脂シート材が付着していることから、熱可塑性樹脂補強シート材はシートとしての形態が維持され取り扱いがし易く、また、補強繊維の分散性が維持された状態を保つことができる。
【0027】
さらに、熱可塑性樹脂補強シート材は補強繊維シート材に熱可塑性樹脂シート材が付着していることから、補強繊維間に熱可塑性樹脂材料が含浸したプリプレグシートとは異なり、シートしてのドレープ性に優れている。なお、細幅の熱可塑性樹脂補強シート材を用いることによりシートとしてのドレープ性がさらに良くなり、立体形状への適応性が向上する。
【0028】
熱可塑性樹脂多層補強シート材は、熱可塑性樹脂補強シート材を複数枚積層して形成されているが、このとき、熱可塑性樹脂補強シート材の補強方向を同方向にして積層した熱可塑性樹脂多層補強シート材の場合、一方向補強された厚みのあるシート材又は成型品を短時間で品質良く得ることができる。そして、熱可塑性樹脂補強シート材の補強方向を異方向にして積層した熱可塑性樹脂多層補強シート材の場合、多方向補強された厚みのあるシート材又は成型品を短時間で品質良く得ることができる。
【0029】
なお、細幅熱可塑性樹脂補強シート材を織糸に用いて製織された熱可塑性樹脂補強シート材を用いる場合には、シート材一枚で補強方向を二軸にすることが可能となるとともに、取り扱い性とドレープ性に優れたシート材を得ることができる。
【0030】
さらに、補強繊維シート材の断面厚さが補強繊維の直径の10倍以内に設定されていることから、熱可塑性樹脂が補強繊維間を含浸のために流れる距離がより短くなり、短時間での成型加工が実現できるようになるのである。さらに、熱可塑性樹脂の補強繊維間を流れる距離をより短くすることにより、樹脂流れによる補強繊維の配向乱れが抑制され、かつ、補強繊維の均一分散性が維持される。そして、樹脂が流れ込まないボイド(空隙)をより少なくすることができる。
【0031】
さらに、熱可塑性樹脂多層補強シート材は熱可塑性樹脂補強シート材を複数枚積層して一体化用熱可塑性樹脂繊維束のステッチにより縫合一体化、または熱可塑性樹脂シート材を熱融着させて各層を接着一体化させているため、ドレープ性に優れたシート材となる。さらに、接着一体化において、シート全面ではなく部分的に接着させることにより、さらにドレープ性を向上させることができる。
【0032】
また、本発明に係る熱可塑性樹脂多層補強シート材は、複数枚積層された熱可塑性樹脂補強シート材を熱可塑性樹脂材料と同一材料である一体化用熱可塑性樹脂繊維束により縫合一体化している。これにより、熱可塑性樹脂多層補強シート材を加熱加圧して複合材料成型品を得る際、一体化用熱可塑性樹脂繊維束も溶融し熱可塑性樹脂材料と一体化して、母材(マトリックス)として存在することになる。さらに、一体化用熱可塑性樹脂繊維束が溶融することにより、補強繊維がばらけ易くなり繊維が均一に分散されることになる。つまり、従来技術のように一体化のために使用した糸や補強効果のある繊維が母材(マトリックス)中に存在して複合材料成型品としての力学的特性低下を招くことや、補強繊維のばらけを阻害することがないのである。
【0033】
さらに、一体化用熱可塑性樹脂繊維束が溶融し母材(マトリックス)となることにより、成型された複合材料成型品の表面が平滑となる。つまり、従来技術のように一体化のために糸や補強効果のある繊維を使用すると、複合材料成型品の表面に当該糸や補強効果のある繊維が残る。特に、各層の厚みが薄い場合、当該糸や補強効果のある繊維の影響により表面がより凹凸になるのである。
【0034】
また、本発明に係る熱可塑性樹脂多層補強シート材は、複数枚積層された前記熱可塑性樹脂補強シート材を、熱融着させて接着一体化させている。これにより、従来技術のように一体化のために使用する糸等が無くなることから、当該熱可塑性樹脂多層補強シート材により成型された複合材料成型品は、表面平滑性及び力学的特性が維持された成型品になる。
【0035】
本発明に係る熱可塑性樹脂多層補強シート材の製造方法では、まず、複数の補強繊維を所定方向に引き揃えてシート状に形成した補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させてシート状の熱可塑性樹脂補強シート材を作成して、熱可塑性樹脂補強シート材を厚さ方向に複数枚重ね合わせる。これにより、各層に補強繊維と熱可塑性樹脂材料を製造効率良く配置させることができる。
【0036】
また、熱可塑性樹脂補強シート材はある程度の幅を有しているため、熱可塑性樹脂多層補強シート材における各層の熱可塑性樹脂補強シート材を生産性良く形成することができる。
【0037】
そして、補強繊維シート材に熱可塑性樹脂シート材を付着させることで、補強繊維シート材を構成する補強繊維の配向乱れが抑制されるとともに、繊維真直性が維持される。さらに、熱可塑性樹脂補強シート材のシート形態安定性が優れ、取り扱いがし易くなる。
【0038】
さらに、熱可塑性樹脂補強シート材を製造する際、補強繊維シート材として補強繊維束の開繊糸を用いることにより、複数の補強繊維を所定方向に引き揃えるとともにその断面厚さを補強繊維の直径の10倍以内としたシート状に形成することが効率良く行える。そして、材料価格が安い太繊度繊維束を使用することができるため、低コスト生産を可能とする。
【0039】
複数枚積層された熱可塑性樹脂補強シート材を一体化する方法として、ステッチ糸による縫合一体化及び熱融着による接着一体化が行われる。これにより、高速で、積層された熱可塑性樹脂補強シート材の一体化が行われる。特に、熱融着による接着一体化は、熱可塑性樹脂シート材を溶融させて補強繊維間に含浸させるわけでは無いので、短時間で各層を接着一体化させることが可能となる。
【0040】
本発明に係る熱可塑性樹脂多層補強成型品は、熱可塑性樹脂多層補強シート材を用いて成型されるが、当該熱可塑性樹脂多層補強シート材は縫合一体化又は接着一体化されているため取り扱いがし易く、成型品製造のための切断、積層が容易となる。また、当該熱可塑性樹脂多層補強シート材は熱可塑性樹脂補強シート材が複数枚積層され、ある程度の厚みを有したシートとなっているため、成型品製造のための積層において積層枚数を少なくすることができる。つまり、当該熱可塑性樹脂多層補強成型品は成型時に手間が掛からない、低コストな成型品となる。
【0041】
さらに、熱可塑性樹脂多層補強シート材を用いるため、成型品製造において、補強繊維シート材中への樹脂含浸が短時間に行われ、そして、得られた成型品はボイド(空隙)が少なく、繊維真直性と繊維分散性が良く、かつ表面平滑性に優れたものになる。つまり、当該熱可塑性樹脂多層補強成型品は高品質な成型品である。
【0042】
また、当該熱可塑性樹脂多層補強成型品は、あらかじめ、熱可塑性樹脂多層補強シート材から予備成型積層材を作成した後、当該予備成型積層板を用いて得られる成型品である。成型が行い易く、かつ品質の良い状態が得られ易い板状等の予備成型積層材をあらかじめ作成しておき、当該予備成型積層材を加熱した後、加圧成型して成型品を得る方法は、加熱工程と成型工程を分離できるため、立体形状を有した成型品においても製造効率良く、かつ短時間で成型品を得ることができる。つまり、当該熱可塑性樹脂多層補強成型品はより短時間で、品質良く得られた成型品となる。
【図面の簡単な説明】
【0043】
【図1】熱可塑性樹脂多層補強シート材を示す模式図である。
【図2】広幅形状の熱可塑性樹脂補強シート材を示す模式図である。
【図3】広幅形状の別の熱可塑性樹脂補強シート材を示す模式図である。
【図4】細幅熱可塑性樹脂補強シート材を幅方向に引き揃え並べることによって得られた熱可塑性樹脂補強シート材を示す模式図である。
【図5】熱可塑性樹脂補強シート材の製造方法に関する説明図である。
【図6】熱可塑性樹脂補強シート材による熱可塑性樹脂多層補強シート材の製造方法に関する説明図である。
【図7】広幅形状の熱可塑性樹脂補強シート材から複数本の細幅熱可塑性樹脂補強シート材を製造して引き出す方法に関する説明図である。
【図8】広幅形状の熱可塑性樹脂補強シート材から複数本の細幅熱可塑性樹脂補強シート材を製造してボビンに巻き上げる方法に関する説明図である。
【図9】細幅熱可塑性樹脂補強シート材による熱可塑性樹脂多層補強シート材の製造方法に関する説明図である。
【図10】複数枚積層された熱可塑性樹脂補強シート材を加熱加圧することにより接着一体化させる製造方法に関する説明図である。
【図11】加熱ロールの表面形状に関する説明図である。
【図12】熱可塑性樹脂多層補強成型品の製造方法に関する説明図である。
【図13】熱可塑性樹脂多層補強成型品の別の製造方法に関する説明図である。
【発明を実施するための形態】
【0044】
以下、本発明に係る実施形態について詳しく説明する。なお、以下に説明する実施形態は、本発明を実施するにあたって好ましい具体例であるから、技術的に種々の限定がなされているが、本発明は、以下の説明において特に本発明を限定する旨明記されていない限り、これらの形態に限定されるものではない。
【0045】
図1は、熱可塑性樹脂多層補強シート材の参考例の一部を示す模式図である。熱可塑性樹脂多層補強シート材1は、複数の補強繊維3fが引き揃えられてシート状に形成された補強繊維シート材3の片面に熱可塑性樹脂シート材4が付着して構成された熱可塑性樹脂補強シート材21〜24が積層された状態に、前記熱可塑性樹脂シート材4と同一材料の一体化用熱可塑性樹脂繊維束5により一体化されている。図1では、熱可塑性樹脂補強シート材21〜24が、各熱可塑性樹脂補強シート材の補強繊維が異なる軸方向に配列するように積層されている。そして、一体化用熱可塑性樹脂繊維束5を使用して各熱可塑性樹脂補強シート材を一体化している。
【0046】
補強繊維シート材3は、例えば、複数の補強繊維がサイジング剤等によりばらけないように集束している補強繊維束を複数本、シート状に引き揃えて形成されている。そして、補強繊維3fとしては、炭素繊維、ガラス繊維、セラミック繊維、ポリオキシメチレン繊維、アロマティック・ポリアミド繊維等のFRPに用いられる高強度・高弾性率の無機繊維や有機繊維などが挙げられる。また、これらの繊維が集束した繊維束を複数組み合せてもよい。なお、繊度については特に限定されない。
【0047】
熱可塑性樹脂シート材4は母材(マトリックス)樹脂となるもので、ポリプロピレン、ポリエチレン、ポリスチレン、ポリアミド(ナイロン6、ナイロン66、ナイロン12など)、ポリアセタール、ポリカーボネート、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエーテルイミド、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが使用される。また、これらの熱可塑性樹脂を2種類以上混合して、ポリマーアロイにして母材(マトリックス)樹脂として使用してもよい。
【0048】
一体化用熱可塑性樹脂繊維束5は、使用されたマトリックス樹脂と同一材料から成る熱可塑性樹脂繊維を用いる。同一材料とは主たる高分子の化学組成が同じであるものでよく、その分子量、結晶化度及び配合物の種類等については異なっていてもよい。成型品を得る際に樹脂を加熱溶融するため、主たる高分子の化学組成が同じであれば、熱可塑性樹脂シート材4と一体化用熱可塑性樹脂繊維束5は溶融混合され、母材(マトリックス)となるのである。
【0049】
さらに、熱可塑性樹脂シート材4がポリマーアロイされたものであるとき、当該ポリマーアロイ樹脂による一体化用熱可塑性樹脂繊維束を使用することが望ましいが、当該ポリマーアロイ樹脂を得るために混合されたどれか一種類の熱可塑性樹脂による一体化用熱可塑性樹脂繊維束を使用しても良い。成型品を得るための加熱溶融によって、ポリマーアロイを構成する熱可塑性樹脂の混合比率が局部的には若干変化するが、母材(マトリックス)となる熱可塑性樹脂シート材4と一体化用熱可塑性樹脂繊維束5は溶融混合して繊維としての形状は消滅するため、力学的特性の低下がない、補強繊維の均一分散性と表面平滑性が向上した成型品を得ることが可能となる。
【0050】
図1の熱可塑性樹脂多層補強シート材1は、熱可塑性樹脂補強シート材21〜24の4枚を積層して形成されているが、積層枚数は4枚に限定されるものではなく、2枚以上の積層枚数であれば良い。そして、このとき、前記熱可塑性樹脂補強シート材の補強方向は同方向、または異方向、どの方向に積層しても良い。図1の場合、熱可塑性樹脂補強シート材21は0度方向、熱可塑性樹脂補強シート材22は45度方向、熱可塑性樹脂補強シート材23は90度方向そして熱可塑性樹脂補強シート材24は−45度方向に繊維補強している。
【0051】
図2及び図4は、熱可塑性樹脂補強シート材の別の参考例の一部を示す模式図である。図2における熱可塑性樹脂補強シート材2は、複数の補強繊維3fがサイジング剤等により集束した補強繊維束3tを幅方向に複数本引き揃えシート状の補強繊維シート材3に形成した片面に、熱可塑性樹脂シート材4を付着した構成になっている。図3における熱可塑性樹脂補強シート材2は、補強繊維シート材3及び熱可塑性樹脂シート材4のいずれか一方のシート材の両面に他方のシート材が付着した構成となっている。図3(a)は、本発明に係る実施形態に関する熱可塑性樹脂補強シート材の一部を示す模式図で、熱可塑性樹脂シート材4の両面に補強繊維シート材3が付着した構成になっており、図3(b)では、補強繊維シート材3の両面に熱可塑性樹脂シート材4が付着した構成となっている。
【0052】
なお、当該熱可塑性樹脂補強シート材は、複数の補強繊維がサイジング剤等によりばらけないように集束している補強繊維束を複数本、シート状に引き揃えて形成された補強繊維シート材の片面又は両面に、熱可塑性樹脂シート材を付着させて形成されている。このため、補強繊維束の引き揃えられた状態が維持され、かつ、ばらけないようになるとともに、補強繊維束を構成する各補強繊維においても、サイジング剤等が付着している効果により、各補強繊維がばらけず、繊維の配向乱れが抑制されるとともに、毛羽が生じ難い状態となっている。
【0053】
ここで、付着とは、補強繊維シート材の片面又は両面の全面又は複数部分に、熱可塑性樹脂シート材を熱融着させる、又は成型品になった際に力学的特性等に影響を与えない接着剤を薄く塗布して接着させる等して、補強繊維シート材と熱可塑性樹脂シート材をばらけないように一体化させることである。補強繊維シート材に熱可塑性樹脂シート材を熱融着させる場合、補強繊維シート材の表層部分に熱可塑性樹脂シート材がわずかに含浸することもあるが、その場合においてもシートとしてのドレープ性は十分にあり、付着の状態にあるといえる。
【0054】
また、図3に示す熱可塑性樹脂シート材では、熱可塑性樹脂シート材又は補強繊維シート材のいずれか一方のシート材の両面に他方のシート材を付着させた構成となっているので、両面に同じ材質のシート材が付着することで熱可塑性補強シート材がいずれの片面にもカールすることがない。熱可塑性樹脂補強シート材を薄層化していくと、カール等の変形が生じやすくなるが、図3に示す構成にすることによりシート材の平面状の形態を維持することができる。
【0055】
そして、図3(a)に示すように、熱可塑性樹脂シート材の両面に補強繊維シート材が付着した熱可塑性樹脂補強シート材の場合には、両シート材の配合割合を所定の値に設定した際に、補強繊維シート材を半分ずつ熱可塑性樹脂シート材の両面に付着させるようになって補強繊維シート材の厚みが薄く設定できる。そのため、補強繊維シート材中を熱可塑性樹脂が含浸する際、含浸距離が短くなる。
【0056】
熱可塑性樹脂補強シート材を薄層化していく場合、熱可塑性樹脂シート材及び補強繊維シート材の厚さを薄くする必要があるが、熱可塑性樹脂シート材に比べて補強繊維シート材の厚さを薄くすることが容易であることから、熱可塑性樹脂シート材の両面に薄い補強繊維シート材を付着させるようにすることで、熱可塑性樹脂補強シート材をより薄層化して含浸距離を短くすることができる。そのため、さらに短時間で、かつボイドなどの空隙がさらに少なくなった品質の良い成形品を得ることが可能となる。
【0057】
図4における熱可塑性樹脂補強シート材2は、補強繊維3fが複数本引き揃えられた細幅形状の補強繊維シート材3の片面に細幅形状の熱可塑性樹脂シート材4が付着した細幅熱可塑性樹脂補強シート材2Hを用いて、当該細幅熱可塑性樹脂補強シート材2Hを幅方向に複数本シート状に引き揃えて構成されている。このようにして、細幅熱可塑性樹脂補シート材2Hを幅方向及び厚み方向に複数本引き揃えることにより、一方向補強された熱可塑性樹脂補強シート材を得る。また、細幅熱可塑性樹脂補強シート材2Hを織糸に用い製織することにより、例えば、0度と90度方向の二方向があらかじめ補強された熱可塑性樹脂補強シート材を得ることもできる。
【0058】
図4における細幅熱可塑性樹脂補強シート材2Hにおいても、細幅形状の補強繊維シート材3の片面に細幅形状の熱可塑性樹脂シート材4を付着させているが、細幅形状の補強繊維シート材の両面に細幅形状の熱可塑性樹脂シート材を付着させても良い。さらに、細幅形状の熱可塑性樹脂シート材の両面に細幅形状の補強繊維シート材を付着させても良い。
【0059】
補強繊維シート材3の厚みを補強繊維3fの直径の10倍以内にすることにより、成型品にする際、熱可塑性樹脂シート材が補強繊維間を含浸のために流れる距離がより短くなる。複合材料の補強繊維として代表的な炭素繊維は単糸直径が0.005〜0.007mmである。よって、補強繊維シート材3の厚さは0.05〜0.07mm以下となる。非特許文献1のモデル計算を参考にすれば、数秒程度で熱可塑性樹脂シート材が補強繊維束中に含浸することが期待され、短時間での成型加工が実現できるようになる。また、熱可塑性樹脂シート材の補強繊維間を流れる距離をより短くすることにより、樹脂流れによる補強繊維の配向乱れが抑制され、補強繊維の均一分散性が向上した、ボイド(空隙)の少ない状態を得ることができる。
【0060】
補強繊維シート材3の厚さを補強繊維3fの直径の10倍以内の状態にするためには、集束本数の少ない繊維束を用いる方法、又は繊維束を開繊させる方法等がある。開繊による方法は、集束本数の多い繊維束(太繊度繊維束)を幅広く薄い状態にすることができる。太繊度繊維束は、比較的材料コストが安いため、低コスト成型品を得ることを可能とする。なお、原糸の状態で使用されているサイジング剤等の効果により、開繊糸の形態は安定する。
【0061】
なお、補強繊維シート材3に付着させる熱可塑性樹脂シート材4の厚み又は重量は、補強繊維シート材の目付け(単位面積あたりの繊維重量)、及び成型品にしたときの繊維体積含有率等と関係して決められる。
【0062】
図5は、熱可塑性樹脂補強シート材の製造工程に関する説明図である。補強繊維束3tを開繊した補強繊維開繊糸Sを幅方向に引き揃えた補強繊維シート材3の片面に、熱可塑性樹脂シート材4を貼り合わせ、熱融着させて熱可塑性樹脂補強シート材2を製造する工程に関する説明図である。なお、図5(a)は上面図、図5(b)は正面図である。
【0063】
図5の熱可塑性樹脂補強シート材製造装置400は、多数本繊維束供給機構401、多数本繊維束開繊機構402、縦方向振動付与機構403、幅方向振動付与機構404、加熱機構405、冷却機構406、離型フィルム供給機構407、離型フィルム巻き取り機構408、そして、シート材巻き取り機構409から構成される。
【0064】
多数本繊維束供給機構401により、補強繊維束3tが巻かれた補強繊維束ボビン3bを複数本設置し、各補強繊維束3tをほぼ一定の張力で送り出すことができる。
【0065】
供給された複数本の補強
繊維束3tは、多数本繊維束開繊機構402により幅広く薄い状態に開繊される。本開繊機構は、風洞管を用いて各繊維束に一方向から流れる流体(図5では吸引空気流)を作用させる空気開繊方式、つまり、特許文献5に記載されている公知技術を採用している。なお、各補強繊維束3tを開繊させる方式であれば、どのような開繊方式を採用しても良い。
【0066】
風洞管の内部には、ある間隔で複数本のロールが設置され、各補強繊維束3tは設置されたロールの上部、下部、上部、下部、…、上部に接触して走行する。各補強繊維束3tは、縦方向振動付与機構403により、緊張状態・弛緩状態・緊張状態・弛緩状態…が交互に与えられるため、風洞管内において、補強繊維束3tが弛緩状態になった時、補強繊維束3tはロール下部で空気が流れる方向に瞬間的にたわみ、各繊維が幅方向に移動して開繊が行われる。そして、補強繊維束3tが緊張状態になった時、開繊した状態でロール下部に接触し走行するため、開繊幅を維持しながら繊維を真直させる。この状態を繰り返しながら補強繊維束3tは走行し、風洞管の直後において補強繊維開繊糸Sの状態になる。
【0067】
幅方向に複数本並んだ補強繊維開繊糸Sは、幅方向振動付与機構404により、幅方向に振動して各補強繊維開繊糸S間に隙間の無い開繊糸シート、つまり、補強繊維が分散し幅広く薄い状態となった補強繊維シート材3となる。
【0068】
その後、補強繊維シート材3は、当該補強繊維シート材3の片面に熱可塑性樹脂シート材4を貼り合わせ、加熱機構405及び冷却機構406を走行することにより、補強繊維シート材3の片面に熱可塑性樹脂シート材4を付着させた熱可塑性樹脂補強シート材2を得て、シート材巻き取り機構409により熱可塑性樹脂補強シート材巻体2bに巻き取られる。図5では、加熱機構405が湾曲した加熱板を用いている。湾曲している表面を補強繊維シート材3が走行することにより、補強繊維への連続した加熱が行え、かつ、繊維の真直性を増すことができる。
【0069】
本機構では、補強繊維シート材に熱可塑性樹脂シート材を貼り合わせ、加熱することで熱可塑性樹脂シート材を溶融させ、補強繊維シート材に熱融着、つまり付着させる。加熱条件等により、補強繊維シート材の表層部分に熱可塑性樹脂シート材が含浸することもあるが、その量はわずかであり、熱可塑性樹脂補強シート材のドレープ性は十分に得られる。なお、補強繊維シート材に熱可塑性樹脂シート材を含浸させることが目的ではないため、加工速度を速く設定することができ、かつ、高めの加圧力を設定する必要もない。つまり、熱可塑性樹脂補強シート材を生産性良く製造することができる。
【0070】
なお、図5では、補強繊維シート材3の上側からの片面に熱可塑性樹脂シート材4を貼り合わせているが、下側から熱可塑性樹脂シート材4を貼り合わせても良く、上下の両面から貼り合わせることも可能である。さらに、機構401〜404を加熱機構405の反対側にもう一組を用意し、熱可塑性樹脂シート材4の両側に補強繊維シート材3を貼り合わせることもできる。
【0071】
ここで、離型フィルム供給機構407から供給された離型フィルム6を、補強繊維シート材3と熱可塑性樹脂シート材4が貼り合わさった基材の両面に設置することにより、加熱機構405上で溶融した熱可塑性樹脂シート材4が装置に付着することを防止すると同時に、当該基材を傷めることなく走行させることができる。なお、離型フィルム6は、冷却機構406を走行後、基材である熱可塑性樹脂補強シート材2から剥離し、離型フィルム巻き取り機構408にて巻き取られる。
【0072】
熱可塑性樹脂シート材4としては、熱可塑性樹脂フィルム、熱可塑性樹脂不織布等のシート形状のものを用いることができる。また、押出機構を用意して、熱可塑性樹脂ペレットを押出機にて混練溶融させ、Tダイ等を用いてフィルム状にて押出し、当該フィルムを直接に補強繊維シート材3に貼り合わせも良い。さらに、熱可塑性樹脂繊維が複数本集束した熱可塑性樹脂繊維束を幅方向に引き揃えシート状にしたシート材、又は、当該熱可塑性樹脂繊維束を開繊させてシート状にしたシート材等を用いることもできる。
【0073】
図6は、熱可塑性樹脂多層補強シート材の製造工程に関する説明図である。図6は、広幅な熱可塑性樹脂補強シート材を用いて、繊維補強方向が異なる順に4枚積層した後、一体化用熱可塑性樹脂繊維束でステッチし、熱可塑性樹脂多層補強シート材を製造する工程に関する説明図である。
【0074】
図6のシート方式熱可塑性樹脂補強シート材製造装置500は、α度方向シート材供給機構501、90度方向シート材供給機構502、−α度方向シート材供給機構503、0度方向シート材供給機構504、ステッチ式一体化機構505、そして、シート材巻き取り機構506から構成される。
【0075】
機構501〜504における各方向のシート材供給機構は、熱可塑性樹脂補強シート材巻体2bから熱可塑性樹脂補強シート材2を引き出し、供給する機構になっている。機構501〜503は、熱可塑性樹脂補強シート材2を設定された方向に、熱可塑性樹脂多層補強シート材1の幅長さ以上に引き出し、そして、切断機構(図示されない)により熱可塑性樹脂補強シート材巻体2bから切り離した後、熱可塑性樹脂多層補強シート材1を走行させる両端部の走行レール7に貼り付ける。このとき、貼り付けようとする熱可塑性樹脂補強シート材の走行方向側端部を、先に貼り付け走行している熱可塑性樹脂補強シート材の走行方向反対側端部に接触させるようにして貼り付けると、熱可塑性樹脂多層補強シート材の各層において、隙間及び重なりがない、設定方向を繊維補強するシートを形成することができる。なお、走行レール7にはピン(図示されない)等が埋め込まれ、貼り付けられた熱可塑性樹脂補強シート材を固定することができるようになっている。機構504は、熱可塑性樹脂多層補強シート材1の幅長さが得られるようにして、1つ、もしくは複数の熱可塑性樹脂補強シート材巻体2b(図示されない)を設置し、熱可塑性樹脂補強シート材2を0度方向に連続して供給する。
【0076】
機構501及び503は熱可塑性樹脂補強シート材をα度及び−α度方向に供給する機構である。このとき、α度は、0度<α度<90度の範囲に設定ができるが、装置の大きさ、取り扱い易さ等から、30〜60度の範囲にあることが好ましい。また、熱可塑性樹脂補強シート材の供給方向、供給数、そして供給順序などは、自在に設定を行うことができるが、成型品の設計に対応して定めるのが望ましい。例えば、擬似等方性材料を得る場合には、[45度/0度/−45度/90度]もしくは[45度/−45度/0度/90度]等に熱可塑性樹脂補強シート材を積層すると良い。
【0077】
そして、熱可塑性樹脂補強シート材2が多層に積層された状態に、一体化用熱可塑性樹脂繊維束5を一体化機構505にて経編方式等によりステッチして、各層を縫合一体化させた熱可塑性樹脂多層補強シート材1を得る。得られた熱可塑性樹脂多層補強シート材1はシート材巻き取り機構506にて熱可塑性樹脂多層補強シート材巻体1bに巻かれる。
【0078】
このとき、一体化用熱可塑性樹脂繊維束5によるステッチングは、熱可塑性樹脂多層補強シート材1の幅方向に、ある間隔をもって行う。当該間隔が細かくなると、一体化用熱可塑性樹脂繊維束5の量が増え、最終成型品を得る際に、母材(マトリックス)の量が増えて繊維体積含有率が減少する。逆に、この間隔が広くなると、熱可塑性樹脂多層補強シート材1のシートとしての取り扱いが難しくなり、熱可塑性樹脂多層補強シート材1の切断、積層が困難になる。成型品の設計に応じて、一体化用熱可塑性樹脂繊維束5のステッチ間隔を定めると良い。
【0079】
図7は、図6のシート材供給機構501〜503において、細幅熱可塑性樹脂補強シート材2Hを製造しながら幅方向に引き揃えて供給する機構に関する説明図である。
【0080】
広幅形状の熱可塑性樹脂補強シート材2が巻かれている熱可塑性樹脂補強シート材巻体2bから、当該熱可塑性樹脂補強シート材2を引き出しながら、当該熱可塑性樹脂補強シート材2の幅方向に所要の間隔で並んだ複数枚のカッター刃8及びカッター刃受けロール9により、当該熱可塑性樹脂補強シート材2を幅方向に所要の間隔でシート長さ方向に連続して切断し、複数本の細幅熱可塑性樹脂補強シート材2Hを製造しながら供給する。なお、細幅熱可塑性樹脂補強シート材の幅は、得られる熱可塑性樹脂多層補強シート材の設計に応じて決められる。シートとしてのドレープ性向上を考慮した場合、幅は細いほど良いが、幅が細すぎた場合、細幅熱可塑性樹脂補強シート材が切断され連続性を失う可能性がある。従って、その幅は1mm〜20mmの範囲にあるのが好ましく、さらには2mm〜10mmの範囲にあるのがより好ましい。
【0081】
本機構を採用することにより、効率よく、細幅熱可塑性樹脂補強シート材2Hを幅方向に複数本引き揃えて供給することができる。なお、カッター刃8は回転または固定のどちらでもよいが、熱可塑性樹脂補強シート材2の走行に応じて自由回転する丸刃状のカッター刃8と、カッター刃の下側に受けロール9を設置して、その間に熱可塑性樹脂補強シート材2を走行させて切断する方法が、熱可塑性樹脂補強シート材2を補強繊維の毛羽立ちなく切断することができる1つの方法である。なお、広幅形状の熱可塑性樹脂補強シート材2を幅方向に所要の間隔で切断する方法として、レーザで切断する方法等を採用しても良い。
【0082】
図8は、広幅形状の熱可塑性樹脂補強シート材2から複数本の細幅熱可塑性樹脂補強シート材2Hを製造し、各細幅熱可塑性樹脂補強シート材をボビン等に巻く装置700に関する説明図である。
【0083】
細幅熱可塑性樹脂補強シート材製造装置700は、シート材供給機構701、シート材切断機構702、そして細幅シート材巻き取り機構703から構成される。シート材供給機構701により、熱可塑性樹脂補強シート材巻体2bから広幅形状の熱可塑性樹脂補強シート材2が一定張力で引き出される。そして、シート材切断機構702により、当該熱可塑性樹脂補強シート材2を幅方向に所要の間隔でシート長さ方向に連続して切断し、複数本の細幅熱可塑性樹脂補強シート材2Hを製造する。得られた細幅熱可塑性樹脂補強シート材2Hは引き取りロール10により一定の速度で走行する。なお、シート材切断機構702は、図7とほぼ同様の機構であり、熱可塑性樹脂補強シート材2の幅方向に所要の間隔で並んだ複数枚のカッター刃8及びカッター刃受けロール9から構成される。そして、引き取りロール10から排出された複数本の細幅熱可塑性樹脂補強シート材は、細幅シート材巻き取り機構703により、それぞれ、ボビン2Hb等にトラバースされながら巻き上げられる。このとき、細幅熱可塑性樹脂補強シート材2Hの幅によってはトラバース巻きするのではなくテープ状に巻き上げても良い。
【0084】
図7及び図8では、広幅形状の熱可塑性樹脂補強シート材2を幅方向に所要の間隔でシート長さ方向に連続して切断し、複数本の細幅熱可塑性樹脂補強シート材2Hを製造する方法を示したが、別の方法として、図5に示す装置を用いて、細幅形状の補強繊維シート材の片面に細幅形状の熱可塑性樹脂補強シート材を付着させて細幅熱可塑性樹脂補強シート材を製造し、当該細幅熱可塑性樹脂補強シート材をボビン等に巻き上げても良い。
【0085】
上述したように、細幅熱可塑性樹脂補強シート材は、複数の補強繊維を所定方向に引き揃えて細幅シート状に形成した補強繊維シート材と細幅シート状の熱可塑性樹脂シート材とを付着させることにより効率よく製造される。
【0086】
細幅熱可塑性樹脂補強シート材を製造する場合には、細幅シート状の補強繊維シート材の片面又は両面に細幅シート状の熱可塑性樹脂シート材を付着させたり、細幅シート状の熱可塑性樹脂シート材の両面に細幅シート状の補強繊維シート材を付着させて製造すればよい。
【0087】
そして、幅広な熱可塑性樹脂補強シート材を作成した後、熱可塑性樹脂補強シート材を幅方向に所要の間隔で長さ方向に切断を行うことにより、複数本の細幅熱可塑性樹脂補強シート材をさらに効率よく製造することが可能となる。幅広な熱可塑性樹脂補強シート材を作成する場合には、シート状の補強繊維シート材の片面又は両面にシート状の熱可塑性樹脂シート材を付着させたり、シート状の熱可塑性樹脂シート材の両面にシート状の補強繊維シート材を付着させて作成すればよい。
【0088】
図9は、図8で得られた細幅熱可塑性樹脂補強シート材2Hを用いて、熱可塑性樹脂補強シート材2を形成しながら、繊維補強方向が異なる順に4枚積層した後、一体化用熱可塑性樹脂繊維束5でステッチし、熱可塑性樹脂多層補強シート材1を製造する工程に関する説明図である。図9の細幅シート方式熱可塑性樹脂多層補強シート材製造装置800は、α度方向細幅シート材供給機構801、90度方向細幅シート材供給機構802、−α度方向細幅シート材供給機構803、0度方向細幅シート材供給機構804、ステッチ式一体化機構805、そして、シート材巻き取り機構806から構成される。
【0089】
機構801〜804における各方向の細幅シート材供給機構は、複数の細幅熱可塑性樹脂補強シート材ボビン2Hbから細幅熱可塑性樹脂補強シート材2Hを引き出し、シート状に引き揃えて供給する機構になっている。機構801〜803は、複数の細幅熱可塑性樹脂補強シート材2Hをシート状に引き揃えて、熱可塑性樹脂多層補強シート材1を走行させる両端部の走行レール7の一方端部に引っ掛けて、次に他方端部に向かって走らせ、他方端部に引っ掛けるという動作を繰り返して、各層における、熱可塑性樹脂補強シート材を形成する。このとき、細幅熱可塑性樹脂補強シート材2Hは切断されることなく連続しており、かつ、複数の細幅熱可塑性樹脂補強シート材2Hが隙間及び重なりの少ない状態で引き揃えられ、設定方向を繊維補強するシート状態として形成される。なお、走行レール7にはピン(図示されない)等が埋め込まれ、複数の細幅熱可塑性樹脂補強シート材を引っ掛けて固定することができるようになっている。機構804は、熱可塑性樹脂多層補強シート材1の幅長さが得られるようにして、複数の細幅熱可塑性樹脂補強シート材がシート状に引き揃えられ、当該シート状の細幅熱可塑性樹脂補強シート材を0度方向に連続して供給する。
【0090】
機構801及び803は細幅熱可塑性樹脂補強シート材をα度及び−α度方向に供給する機構である。図6のシート方式熱可塑性樹脂多層補強シート材製造装置500の場合に同様、α度は、0度<α度<90度の範囲に設定ができるが、装置の大きさ、取り扱い易さ等から、30〜60度の範囲にあることが好ましい。また、細幅熱可塑性樹脂補強シート材の供給方向、供給数、そして供給順序などは、自在に設定を行うことができるが、成型品の設計に対応して定めるのが望ましい。
【0091】
そして、複数の細幅熱可塑性樹脂補強シート材2Hにより形成された各層の熱可塑性樹脂補強シート材を多層に積層した状態に、一体化用熱可塑性樹脂繊維束5をステッチ式一体化機構805にて、経編方式等によりステッチして、各層を縫合一体化させた熱可塑性樹脂多層補強シート材1を得る。一体化用熱可塑性樹脂繊維束5のステッチ間隔は成型品の設計等に応じて定めると良い。得られた熱可塑性樹脂多層補強シート材1はシート材巻き取り機構806にて熱可塑性樹脂多層補強シート材巻体1bに巻かれる。
【0092】
図10は、図6及び図9の装置におけるステッチ式一体化機構に替わる加熱式一体化機構900に関する説明図である。
【0093】
加熱式一体化機構900は、熱可塑性樹脂補強シート材が多層に積層された後、離型フィルム6をその上下両面に当接させて走行させ、加熱ロール11により複数枚積層された熱可塑性樹脂補強シート材を加熱又は加熱加圧して、各層の熱可塑性樹脂シート材を溶融させて上下層にある補強繊維シート材に熱融着させる。そして、冷却ロール12により、溶融した熱可塑性樹脂シート材を固化させ、各層の熱可塑性樹脂補強シート材を接着一体化させた後、上下両面の離型フィルムを剥離して、熱可塑性樹脂多層補強シート材1を得る。図10では、加熱ロール11を2連にして、より高速で加熱または加熱加圧できるようにしている。
【0094】
図11は、図10に示される加熱式一体化機構900に用いられる加熱ロール11に関する説明図である。
【0095】
加熱ロール11に、図11(a)に示すようにロール表面が平面であるロール11Aを用いた場合、複数枚積層された熱可塑性樹脂補強シート材に対して、シート全面を加熱又は加熱加圧することができる。そして、図11(b)に示すようにロール表面が凹凸であるロール11Bを用いた場合、複数枚積層された熱可塑性樹脂補強シート材に対して、シート全面ではなく部分的に加熱又は加熱加圧することができる。
【0096】
複数枚積層された熱可塑性樹脂補強シート材を部分的に加熱又は加熱加圧して、部分的に接着一体化した熱可塑性樹脂多層補強シート材は、各層間での熱可塑性樹脂補強シート材の若干の移動及びずれを可能とするため、よりドレープ性に優れたシート材となることができる。
【0097】
なお、複数枚積層された前記熱可塑性樹脂補強シート材を加熱又は加熱加圧する方法として、図10に示すような加熱ロールを用いる方法を説明したが、その他の方法でも良く、例えば、加熱プレス板を用いる方法、金属ベルトによるダブルプレス方式を用いる方法等がある。
【0098】
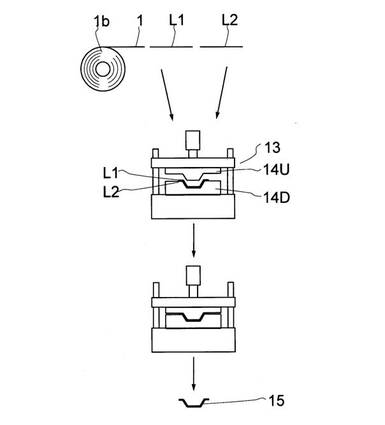
図12は、熱可塑性樹脂多層補強シート材1から熱可塑性樹脂多層補強成型品15を得る製造工程に関する説明図である。熱可塑性樹脂多層補強シート材を製造する装置500及び800によって得られた熱可塑性樹脂多層補強シート材1を所要の大きさ、所要の角度にて切断し、切断した熱可塑性樹脂補強シート材L1及びL2を加熱プレス成型装置13に設置されている成型用下金型内14Dに積層した後、成型用上金型14Uを下降させて、加熱加圧を行い、熱可塑性樹脂シート材及び縫合一体化の場合には一体化用熱可塑性樹脂繊維束も補強繊維間中に含浸させて成型を行う。そして、冷却後、当該成型用金型内から成型された熱可塑性樹脂多層補強成型品15を取り出す。
【0099】
図12では、熱可塑性樹脂補強シート材1から2枚の熱可塑性樹脂補強シート材L1及びL2を切り出しているが、2枚に限られるものではなく、設計に応じて必要枚数切り出し、積層することを行う。また、切り出し角度も必要に応じて変えることが望ましく、さらに、積層する際、必要に応じては表裏逆にして金型内に設置することもできる。
【0100】
得られた熱可塑性樹脂多層補強成型品15は、各層に集合繊維体と熱可塑性樹脂シート材が存在するため、補強繊維束中への熱可塑性樹脂の含浸が良好に行われた、ボイド(空隙)の少ない成型品となる。また、熱可塑性樹脂の含浸距離が短くなることから、補強繊維の真直性と分散性が良く、かつ表面平滑性に優れた成型品になる。
【0101】
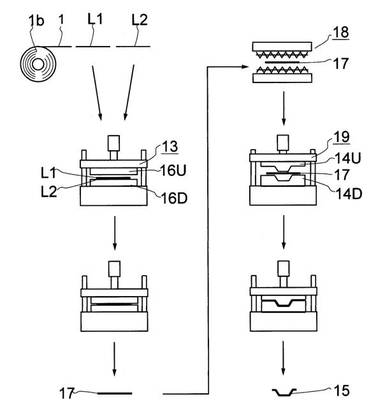
次に、熱可塑性樹脂多層補強成型品を得る別の製造工程を説明する。図13は、熱可塑性樹脂多層補強シート材製造装置500及び800によって得られた熱可塑性樹脂多層補強シート材1を所要の大きさ、所要の角度にて切断し、切断した熱可塑性樹脂補強シート材L1及びL2を加熱プレス成型装置13に設置されている予備成型用下型である平板用下金型内16Dに積層した後、予備成型用上型である平板用上金型16Uを下降させて、加熱加圧を行い、熱可塑性樹脂シート材及び縫合一体化の場合には一体化用熱可塑性樹脂繊維束を補強繊維間中に含浸させ、冷却後、予備成型積層材17を取り出す。なお、予備成型用型が平板状であるため、予備成型積層材17は平板状の積層材となる。次に、予備成型積層材17を遠赤外線方式等の加熱方式を採用した加熱装置18により母材(マトリックス)である熱可塑性樹脂が軟化さらには溶融するまで加熱し、その後、その状態の予備成型積層材17を冷却プレス成型装置19に設置されている成型用下金型内14Dに設置する。そして、直ちに、成型用上金型14Uを下降させ、加圧成型を行い、予備成型積層材17を所要の形状に成型し、熱可塑性樹脂多層補強成型品15を得る。
【0102】
当該予備成型積層材は、当該熱可塑性樹脂多層補強シート材を用いて成型されることから、補強繊維の真直性と均一分散性に優れ、かつ、ボイドの少ない、表面平滑性に優れた積層材となる。そして、当該予備成型積層材を用いて成型品を得るため、得られる熱可塑性樹脂多層補強成型品においても、補強繊維の真直性と均一分散性が優れた、かつ、ボイドの少ない、表面平滑性に優れた品質の良い成型品となる。なお、予備成型用型を平板状型にして、予備成型積層材を板状積層材とすることは、金型を製作し易いこと、短時間での成型が行い易いこと、品質の良い積層材が得られ易いこと等の利点があり、好ましい。
【0103】
なお、プレス成型工程が2回になるため成型時間を要すると考えられるが、予備成型積層材として板状の積層材等は製造がし易いこと、予備成型積層材から成型品の加工を行う際、成型用金型を常に一定の温度(冷却された状態)に維持すればよいため、成型用金型を加熱→冷却、冷却→加熱と繰り返す必要がなく、結果として、成型品の加工時間の短縮が可能であること等の利点がある。よって、得られる熱可塑性樹脂多層補強成型品は低コストな成型品となる。
【実施例】
【0104】
[参考例1] 以下の材料を用いて熱可塑性樹脂多層補強シート材を製造した。<使用材料>(補強繊維束に使用した繊維束)三菱レイヨン株式会社製;TR50S―15K、繊維直径約7μm、繊維本数15000本(熱可塑性樹脂シート材に使用した樹脂)三菱化学株式会社製;ナイロン6樹脂フィルム、フィルム厚み20μm(一体化用熱可塑性樹脂繊維束に使用した繊維束)東レ株式会社製;ナイロン6マルチフィラメント、77dtex−24filaments
【0105】
<製造工程>(1)補強繊維束TR50S―15Kを16本、20mm間隔でセットし、多数本を同時に空気開繊する方法(特許文献5を参照)にて、各々の補強繊維束を幅20mmに開繊した。(2)幅20mmに開繊された各補強繊維開繊糸を、幅方向に振動させて、補強繊維開繊糸間に隙間がない補強繊維シート材とした。得られた補強繊維シート材は、幅320mm、繊維目付け(単位面積あたりの繊維重量)約50g/m2であった。(3)得られた補強繊維シート材を、図5に示すような製造装置にて、連続して加熱機構に供給し、熱可塑性樹脂シート材と貼り合わせを行った。このとき、加熱機構の温度は約270度に制御を行った。また、補強繊維シート材とともに熱硬化性ポリイミド樹脂フィルム(製品名;ユーピレックスS、厚み;25μm、製造会社;宇部興産株式会社)を離型フィルムとして供給した。なお、補強繊維シート材に熱可塑性樹脂補強シート材を貼り合わせる速度は10m/分で行った。(4)冷却機構から排出された基材から、離型フィルムを剥がすことにより、補強繊維シート材の片面に熱可塑性樹脂シート材が付着した、熱可塑性樹脂補強シート材を得た。(5)得られた熱可塑性樹脂補強シート材を、図6に示すような製造装置にて、45度方向、0度方向、−45度方向、そして90度方向に積層して、幅320mmの積層シート状態にした後、一体化用熱可塑性樹脂繊維束を幅20mm間隔で、0度方向に千鳥縫いを行い、熱可塑性樹脂多層補強シート材を得た。
【0106】
<評価> 得られた熱可塑性樹脂多層補強シート材は、[45度/0度/−45度/90度]に繊維補強された多軸補強シート材となり、各層に、補強繊維がシート状に形成され、その片面に熱可塑性樹脂シート材が付着した状態となった。また、各層の熱可塑性樹脂補強シート材は補強繊維が真直な状態で均一分散されて、一方向に引き揃えられていた。そして、熱可塑性樹脂シート材が付着されていることにより、補強繊維が集束したり、また、
補強繊維がばらけて毛羽立つ等の問題は生じなかった。
【0107】
[参考例2] 参考例1の(1)から(4)により得られた熱可塑性樹脂補強シート材から複数の細幅熱可塑性樹脂補強シート材を得て、熱可塑性樹脂多層補強シート材を製造した。<使用材料> 補強繊維束、熱可塑性樹脂シート材、そして一体化用熱可塑性樹脂繊維束とも実施例1に同じ。
【0108】
<製造工程>(1)実施例1の(1)から(4)により幅320mmの熱可塑性樹脂補強シート材を得る。(2)得られた熱可塑性樹脂補強シート材を、図8に示すような製造装置にて、幅10mmで連続して切断を行い、32本の細幅熱可塑性樹脂補強シート材を得た。このとき、カッター刃及び切断方式として、熱可塑性樹脂補強シート材の走行に応じて自由回転する丸刃状のカッター刃を設け、カッター刃受けロールとの間で熱可塑性樹脂補強シート材を押し切りする方式を採用した。そして、得られた細幅熱可塑性樹脂補強シート材はテープ状に巻き上げた。なお、広幅形状の熱可塑性樹脂補強シート材を切断する速度は10m/分で行った。(3)テープ状に巻き上げられた細幅熱可塑性樹脂補強シート材32本を、幅方向に隙間が生じないように並べ広幅のシート状態にしながら、図6に示すような製造装置にて、45度方向、0度方向、−45度方向、そして90度方向に積層して、幅320mmの積層シート状態にした後、一体化用熱可塑性樹脂繊維束を幅10mm間隔で、0度方向に千鳥縫いを行い、熱可塑性樹脂多層補強シート材を得た。
【0109】
<評価> 得られた熱可塑性樹脂多層補強シート材は、[45度/0度/−45度/90度]に繊維補強された多軸補強シート材となり、各層に、細幅形状の補強繊維がシート状に形成され、その片面に細幅形状の熱可塑性樹脂シート材が付着した状態となった。また、各層の熱可塑性樹脂補強シート材は補強繊維が真直な状態で均一分散されて、一方向に引き揃えられていた。そして、熱可塑性樹脂シート材が付着されていることにより、補強繊維が集束したり、また、補強繊維がばらけて毛羽立つ等の問題は生じなかった。さらに、補強繊維シート材の厚みが薄いためか、切断された細幅熱可塑性樹脂補強シート材の端部における補強繊維の毛羽立ちも非常に少なく、取り扱いが行い易かった。
【0110】
[参考例3] 参考例1の(1)から(4)により得られた熱可塑性樹脂補強シート材を複数枚積層した後、加熱加圧を行うことで各層を熱融着し一体化させた熱可塑性樹脂多層補強シート材を製造した。<使用材料> 補強繊維束、そして熱可塑性樹脂シート材とも参考例1に同じ。
【0111】
<製造工程>(1)参考例1の(1)から(4)により幅320mmの熱可塑性樹脂補強シート材を得る。(2)得られた熱可塑性樹脂補強シート材を、図5に示すような製造装置にて、45度方向、0度方向、−45度方向、そして90度方向に積層して、幅320mmの積層シート状態にした後、図9に示すような製造装置にて、加熱加圧を行い、熱可塑性樹脂多層補強シート材を得た。製造装置として、加熱ロールは1連として、ロール表面は図10(a)に示す平面タイプの加熱ロールを用いた。なお、離型フィルムとして、熱硬化性ポリイミド樹脂フィルム(製品名;ユーピレックスS、厚み;25μm、製造会社;宇部興産株式会社)を使用した。加熱ロールの表面温度は約270度に制御を行った。加工速度は3m/分で行った。
【0112】
<評価>平面加熱ロールを使用してシート全面を加熱加圧したが、各層のシート全面が熱融着した状態ではなく、ところどころに熱融着していない部分があった。しかし、各層の補強繊維シート材は、その上下層にある熱可塑性樹脂シート材に大部分で熱融着し、ばらけない状態となっており、接着一体化された熱可塑性樹脂多層補強シート材として得られた。なお、熱融着した部分においても、補強繊維は真直な状態にあり、各層とも、補強繊維が真直に、かつ均一分散した状態にある、品質の良い状態であった。
【0113】
[実施例1] 以下の材料を用いて、熱可塑性樹脂多層補強シート材を製造した。<使用材料>補強繊維束、熱可塑性樹脂シート材、そして一体化用熱可塑性樹脂繊維束とも参考例1に同じ。
【0114】
<製造工程>(1)図5に示すような熱可塑性樹脂補強シート材製造装置の加熱機構の反対側に、多数本繊維束供給機構、多数本繊維束開繊機構、縦方向振動付与機構そして幅方向振動付与機構をもう1組設置した製造装置を用いて、それぞれの多数本繊維束供給機構に、補強繊維束TR50S―15Kを8本、40mm間隔でそれぞれにセットし、それぞれの縦方向振動付与機構により各補強繊維束に縦方向の振動を与えながら、それぞれの多数本繊維束開繊機構にて各補強繊維束を幅約40mmに開繊した補強繊維開繊糸を得て、それぞれの幅方向振動付与機構により各補強繊維開繊糸を幅方向に振動させて、補強繊維開繊糸間に隙間がない、幅約320mm、繊維目付け(単位面積あたりの繊維重量)約25g/m2の補強繊維シート材をそれぞれに連続して得た。(2)その後、連続して、加熱機構の両側からそれぞれの補強繊維シート材を供給すると同時に、補強繊維シート材の間に熱可塑性樹脂シート材も連続して挿入し、加熱機構により、熱可塑性樹脂シート材の両面に補強繊維シート材を貼り合わせた。このとき、加熱機構の温度は約270度に制御を行った。また、補強繊維シート材とともに熱硬化性ポリイミド樹脂フィルム(製品名;ユーピレックスS、厚み;25μm、製造会社;宇部興産株式会社)を離型フィルムとして供給した。なお、各補強繊維束を開繊し補強繊維シート材に加工する速度、並びに熱可塑性樹脂シート材の両面に補強繊維シート材を貼り合わせる加工速度とも10m/分で行った。(3)冷却機構から排出された基材から、離型フィルムを剥がすことにより、熱可塑性樹脂シート材の両面に補強繊維シート材が付着した、図3(a)に示すような熱可塑性樹脂補強シート材を得た。(4)得られた熱可塑性樹脂補強シート材を、図6に示すような製造装置にて、45度方向、0度方向、−45度方向、そして90度方向に積層して、幅320mmの積層シート状態にした後、一体化用熱可塑性樹脂繊維束を幅20mm間隔で、0度方向に千鳥縫いを行い、熱可塑性樹脂多層補強シート材を得た。
【0115】
<評価> 得られた熱可塑性樹脂多層補強シート材は、[45度/0度/−45度/90度]に繊維補強された多軸補強シート材となり、各層に、熱可塑性樹脂シート材の両面に補強繊維シート材が付着した状態となった。また、各層の熱可塑性樹脂補強シート材は補強繊維が真直な状態で均一分散されて、一方向に引き揃えられていた。そして、熱可塑性樹脂シート材が付着されていることにより、補強繊維が集束したり、また、補強繊維がばらけて毛羽立つ等の問題は生じなかった。さらに、各熱可塑性樹脂補強シート材は、その端部がカールするなどの現象は全くなく、シートとしての平面性が維持された状態で積層されていた。
【0116】
[参考例4] 参考例2で作成した熱可塑性樹脂多層補強シート材を用いて、凹型の熱可塑性樹脂多層補強成型品を製造した。
【0117】
<製造工程>(1)参考例2で得られた熱可塑性樹脂多層補強シート材を、長手方向(0度方向)に長さ320mmで、4枚切断した後、図11に示すように、成型用下金型に、[45度/0度/−45度/90度]、[45度/0度/−45度/90度]、[90度/−45度/0度/45度]、[90度/−45度/0度/45度]の順になるよう積層した。なお、成型用下金型は、幅250mm、長さ250mm、そして、深さ20mmの凹型で、曲がり部及び角部にはR加工が成されている。(2)成型用下金型を加熱プレス成型装置にセットした後、成型用上金型を下降させて、0.1MPaで加圧を行いながら、30分の時間をかけて、成型用金型の温度を270度まで昇温させた。(3)昇温後、成型用上金型を下降させ、2MPaの圧力で基材に対し加熱加圧成型を60秒行い、その後、加圧を行った状態にて、成型用金型を水冷にて急冷した。冷却時間は、約10分であった。冷却後、成型用上金型を上昇させ、熱可塑性樹脂多層補強成型品を得た。
【0118】
<評価> 厚み約0.8mm、繊維体積含有率約58%の凹型の熱可塑性樹脂多層補強成型品を得た。成型品表面は、ステッチに使用した一体化用熱可塑性樹脂繊維束の跡がなく、平滑性に優れていた。また、表面における補強繊維の状態は、真直性が維持された、均一分散に優れた状態であった。なお、成型品を切断して断面観察を行った結果、補強繊維の真直性及び均一分散性に優れ、かつ空隙(ボイド)の少ない状態の成型品を得ていることが確認できた。さらに、曲がり部及び角部においても層間剥離がない品質の良い状態にて成型品を得ていることが確認できた。細幅熱可塑性樹脂補強シート材を用いた熱可塑性樹脂多層補強シート材であるため、曲がり部及び角部におけるシート材の形状適応性は優れており、成型が行い易かった。
【0119】
[参考例5] 参考例1で作成した熱可塑性樹脂多層補強シート材を用いて、凹型の熱可塑性樹脂多層補強成型品を実施例5とは別の製造工程で製造した。
【0120】
<製造工程>(1)参考例1で得られた熱可塑性樹脂多層補強シート材を、長手方向(0度方向)に長さ320mmで、4枚切断した後、図12に示すように、平板用下金型に、[45度/0度/−45度/90度]、[45度/0度/−45度/90度]、[90度/−45度/0度/45度]、[90度/−45度/0度/45度]の順になるよう積層した。なお、平板用下金型は、幅350mm×長さ350mmである。(2)平板用下金型を加熱プレス成型装置にセットした後、平板用上金型を下降させて、0.1MPaで加圧を行いながら、10分の時間をかけて、平板用金型の温度を270度まで昇温させた。(3)昇温後、平板用上金型を下降させ、2MPaの圧力で基材に対し加熱加圧成型を60秒行い、その後、加圧を行った状態にて、平板用金型を水冷にて急冷した。冷却時間は、約10分であった。冷却後、平板用上金型を上昇させ、板状型の熱可塑性樹脂多層補強成型品を得た。(4)得られた板状型の熱可塑性樹脂多層補強成型品を、300度に制御された遠赤外線方式加熱装置にセットして、約3分間放置し、板状の熱可塑性樹脂多層補強成型品を十分に軟化させた。(5)そして、約80度に温度制御された冷却プレス成型装置内の成型用下金型に、板状の熱可塑性樹脂多層補強成型品をセットして、成型用上金型を下降させて、1MPaの圧力にて約60秒の加圧を行いながら成型を行った。その後、成型用上金型を上昇させ、熱可塑性樹脂多層補強成型品を得た。
【0121】
<評価> 厚み約0.8mm、繊維体積含有率約58%の凹型の熱可塑性樹脂多層補強成型品を得た。成型品表面は、ステッチに使用した一体化用熱可塑性樹脂繊維束の跡がなく、平滑性に優れていた。また、表面における補強繊維の状態は、真直性が維持された、均一分散に優れた状態であった。なお、成型品を切断して断面観察を行った結果、補強繊維の真直性及び均一分散性に優れ、かつ空隙(ボイド)の少ない状態の成型品を得ていることが確認できた。さらに、曲がり部及び角部においても層間剥離がない品質の良い状態にて成型品を得ていることが確認できた。
【0122】
[参考例6] 参考例3で作成した熱可塑性樹脂多層補強シート材を用いて、板状の熱可塑性樹脂多層補強成型品を製造した。
【0123】
<製造工程>(1)参考例3で得られた熱可塑性樹脂多層補強シート材を、長手方向(0度方向)に長さ320mmで、2枚切断した後、図12に示すように、平板用下金型に、[45度/0度/−45度/90度]、[90度/−45度/0度/45度]の順になるよう積層した。なお、平板用下金型は、幅350mm×長さ350mmである。(2)平板用下金型を加熱プレス成型装置にセットした後、平板用上金型を下降させて、0.1MPaで加圧を行いながら、10分の時間をかけて、平板用金型の温度を270度まで昇温させた。(3)昇温後、平板用上金型を下降させ、
2MPaの圧力で基材に対し加熱加圧成型を60秒行い、その後、加圧を行った状態にて、平板用金型を水冷にて急冷した。冷却時間は、約15分であった。冷却後、平板用上金型を上昇させ、板状の熱可塑性樹脂多層補強成型品を得た。
【0124】
<評価> 厚み約0.4mm、繊維体積含有率約60%の板状の熱可塑性樹脂多層補強成型品を得た。成型品表面は、熱融着により接着一体化させた跡はなく、平滑性に優れていた。また、表面における補強繊維の状態は、真直性が維持された、均一分散に優れた状態であった。なお、成型品を切断して断面観察を行った結果、補強繊維の真直性及び均一分散性に優れ、かつ空隙(ボイド)の少ない状態の成型品を得ていることが確認できた。
【符号の説明】
【0125】
1 熱可塑性樹脂多層補強シート材1b 熱可塑性樹脂多層補強シート材巻体2、21、22、23、24 熱可塑性樹脂補強シート材2b 熱可塑性樹脂補強シート材巻体2H 細幅熱可塑性樹脂補強シート材2Hb 細幅熱可塑性樹脂補強シート材ボビン3 補強繊維シート材3f 補強繊維3t 補強繊維束3b 補強繊維束ボビン4 熱可塑性樹脂シート材5 一体化用熱可塑性樹脂繊維束6 離型フィルム7 走行レール8 カッター刃9 カッター刃受けロール10 引き取りロール11 加熱ロール11A 平面加熱ロール11B 凹凸加熱ロール12 冷却ロール13 加熱プレス成型装置14U 成型用上金型14D 成型用下金型15 熱可塑性樹脂多層補強成型品16U 平板用上金型16D 平板用下金型17 予備成型積層材18 加熱装置19 冷却プレス成型装置S 補強繊維開繊糸L1、L2 切断された熱可塑性樹脂補強シート材400 熱可塑性樹脂補強シート材製造装置401 多数本繊維束供給機構402 多数本繊維束開繊機構403 縦方向振動付与機構404 幅方向振動付与機構405 加熱機構406 冷却機構407 離型フィルム供給機構408 離型フィルム巻き取り機構409 シート巻き取り機構500 シート方式熱可塑性樹脂多層補強シート材製造装置501 α度方向シート材供給機構502 90度方向シート材供給機構503 −α度方向シート材供給機構504 0度方向シート材供給機構505 ステッチ式一体化機構506 シート材巻き取り機構700 細幅熱可塑性樹脂補強シート材製造装置701 シート材供給機構702 シート材切断機構703 細幅シート材巻き取り機構800 細幅シート方式熱可塑性樹脂多層補強シート材製造装置801 α度方向繊維束供給機構802 90度方向繊維束供給機構803 −α度方向繊維束供給機構804 0度方向繊維束供給機構805 ステッチ式一体化機構806 シート材巻き取り機構900 加熱式一体化機構
【特許請求の範囲】
【請求項1】
複数の補強繊維が所定方向に引き揃えられた補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させて形成されている熱可塑性樹脂補強シート材。
【請求項2】
前記補強繊維シート材が、前記補強繊維シート材の断面厚さが前記補強繊維の直径の10倍以内に設定されている請求項1に記載の熱可塑性樹脂補強シート材。
【請求項3】
請求項1又は2に記載の熱可塑性樹脂補強シート材を複数枚積層して形成され、一体化されている熱可塑性樹脂多層補強シート材。
【請求項4】
前記熱可塑性樹脂補強シート材は、前記補強繊維シート材の引き揃えられた方向がそれぞれ多軸となるように積層されている請求項3に記載の熱可塑性樹脂多層補強シート材。
【請求項5】
前記熱可塑性樹脂シート材と同一材料である一体化用熱可塑性樹脂繊維束により、複数枚積層された前記熱可塑性樹脂補強シート材をステッチして縫合一体化している請求項3又は4に記載の熱可塑性樹脂多層補強シート材。
【請求項6】
前記熱可塑性樹脂シート材を熱融着させて複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化している請求項3又は4に記載の熱可塑性樹脂多層補強シート材。
【請求項7】
前記熱可塑性樹脂シート材を部分的に熱融着させて複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化している請求項6に記載の熱可塑性樹脂多層補強シート材。
【請求項8】
複数の補強繊維を所定方向に引き揃えた補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させてシート状の熱可塑性樹脂補強シート材を作成するシート形成工程と、 前記熱可塑性樹脂補強シート材を厚さ方向に複数枚重ね合わせる積層工程と、 複数枚積層された前記熱可塑性樹脂補強シート材を一体化する一体化工程とを備える熱可塑性樹脂多層補強シート材の製造方法。
【請求項9】
前記シート形成工程では、前記補強繊維シート材として、複数の補強繊維を所定方向に引き揃えるとともにその断面厚さを前記補強繊維の直径の10倍以内としたシート状に形成する請求項8に記載の製造方法。
【請求項10】
前記シート形成工程では、前記補強繊維シート材として、長繊維系の補強繊維が複数本集束した補強繊維束を連続して幅方向に拡幅させ、幅広く薄い状態となった開繊糸を用いて形成する請求項8又は9に記載の製造方法。
【請求項11】
前記積層工程では、前記熱可塑性樹脂補強シート材を、補強繊維の引き揃えられた方向が多軸となるよう複数枚重ね合わせ積層する請求項8から10のいずれかに記載の製造方法。
【請求項12】
前記一体化工程では、前記熱可塑性樹脂シート材と同一材料である一体化用熱可塑性樹脂繊維束により、複数枚積層された前記熱可塑性樹脂補強シート材をステッチして縫合一体化する請求項8から11のいずれかに記載の製造方法。
【請求項13】
前記一体化工程では、複数枚積層された前記熱可塑性樹脂補強シート材を加熱又は加熱加圧して、各層の前記熱可塑性樹脂シート材を厚み方向上下層にある前記補強繊維シート材と熱融着させて、複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化する請求項8から12のいずれかに記載の製造方法。
【請求項14】
複数枚積層された前記熱可塑性樹脂補強シート材を部分的に加熱又は加熱加圧して、各層の前記熱可塑性樹脂シート材を厚み方向上下層にある前記補強繊維シート材と熱融着させる請求項13に記載の製造方法。
【請求項15】
請求項8から14のいずれかに記載の製造方法により製造された熱可塑性樹脂多層補強シート材を所要の大きさに切断し、所要の角度で、所要の枚数を成型用型内に積層した後、加熱加圧成型することにより、前記熱可塑性樹脂シート材及び縫合一体化された場合の前記一体化用熱可塑性樹脂繊維束を前記補強繊維シート材中に含浸させて得られる熱可塑性樹脂多層補強成型品。
【請求項16】
請求項8から14のいずれかに記載の製造方法により製造された熱可塑性樹脂多層補強シート材を所要の大きさに切断し、所要の角度で、所要の枚数を予備成型用型内に積層し加熱加圧成型することにより、前記熱可塑性樹脂シート材及び縫合一体化された場合の前記一体化用熱可塑性樹脂繊維束を前記補強繊維シート材中に含浸させた予備成型積層材を得た後、当該予備成型積層材を加熱して変形し易い状態にしてから成型用型内に設置し、加圧成型することにより得られる熱可塑性樹脂多層補強成型品。
【請求項1】
複数の補強繊維が所定方向に引き揃えられた補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させて形成されている熱可塑性樹脂補強シート材。
【請求項2】
前記補強繊維シート材が、前記補強繊維シート材の断面厚さが前記補強繊維の直径の10倍以内に設定されている請求項1に記載の熱可塑性樹脂補強シート材。
【請求項3】
請求項1又は2に記載の熱可塑性樹脂補強シート材を複数枚積層して形成され、一体化されている熱可塑性樹脂多層補強シート材。
【請求項4】
前記熱可塑性樹脂補強シート材は、前記補強繊維シート材の引き揃えられた方向がそれぞれ多軸となるように積層されている請求項3に記載の熱可塑性樹脂多層補強シート材。
【請求項5】
前記熱可塑性樹脂シート材と同一材料である一体化用熱可塑性樹脂繊維束により、複数枚積層された前記熱可塑性樹脂補強シート材をステッチして縫合一体化している請求項3又は4に記載の熱可塑性樹脂多層補強シート材。
【請求項6】
前記熱可塑性樹脂シート材を熱融着させて複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化している請求項3又は4に記載の熱可塑性樹脂多層補強シート材。
【請求項7】
前記熱可塑性樹脂シート材を部分的に熱融着させて複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化している請求項6に記載の熱可塑性樹脂多層補強シート材。
【請求項8】
複数の補強繊維を所定方向に引き揃えた補強繊維シート材をマトリックス樹脂となる熱可塑性樹脂シート材の両面に付着させてシート状の熱可塑性樹脂補強シート材を作成するシート形成工程と、 前記熱可塑性樹脂補強シート材を厚さ方向に複数枚重ね合わせる積層工程と、 複数枚積層された前記熱可塑性樹脂補強シート材を一体化する一体化工程とを備える熱可塑性樹脂多層補強シート材の製造方法。
【請求項9】
前記シート形成工程では、前記補強繊維シート材として、複数の補強繊維を所定方向に引き揃えるとともにその断面厚さを前記補強繊維の直径の10倍以内としたシート状に形成する請求項8に記載の製造方法。
【請求項10】
前記シート形成工程では、前記補強繊維シート材として、長繊維系の補強繊維が複数本集束した補強繊維束を連続して幅方向に拡幅させ、幅広く薄い状態となった開繊糸を用いて形成する請求項8又は9に記載の製造方法。
【請求項11】
前記積層工程では、前記熱可塑性樹脂補強シート材を、補強繊維の引き揃えられた方向が多軸となるよう複数枚重ね合わせ積層する請求項8から10のいずれかに記載の製造方法。
【請求項12】
前記一体化工程では、前記熱可塑性樹脂シート材と同一材料である一体化用熱可塑性樹脂繊維束により、複数枚積層された前記熱可塑性樹脂補強シート材をステッチして縫合一体化する請求項8から11のいずれかに記載の製造方法。
【請求項13】
前記一体化工程では、複数枚積層された前記熱可塑性樹脂補強シート材を加熱又は加熱加圧して、各層の前記熱可塑性樹脂シート材を厚み方向上下層にある前記補強繊維シート材と熱融着させて、複数枚積層された前記熱可塑性樹脂補強シート材を接着一体化する請求項8から12のいずれかに記載の製造方法。
【請求項14】
複数枚積層された前記熱可塑性樹脂補強シート材を部分的に加熱又は加熱加圧して、各層の前記熱可塑性樹脂シート材を厚み方向上下層にある前記補強繊維シート材と熱融着させる請求項13に記載の製造方法。
【請求項15】
請求項8から14のいずれかに記載の製造方法により製造された熱可塑性樹脂多層補強シート材を所要の大きさに切断し、所要の角度で、所要の枚数を成型用型内に積層した後、加熱加圧成型することにより、前記熱可塑性樹脂シート材及び縫合一体化された場合の前記一体化用熱可塑性樹脂繊維束を前記補強繊維シート材中に含浸させて得られる熱可塑性樹脂多層補強成型品。
【請求項16】
請求項8から14のいずれかに記載の製造方法により製造された熱可塑性樹脂多層補強シート材を所要の大きさに切断し、所要の角度で、所要の枚数を予備成型用型内に積層し加熱加圧成型することにより、前記熱可塑性樹脂シート材及び縫合一体化された場合の前記一体化用熱可塑性樹脂繊維束を前記補強繊維シート材中に含浸させた予備成型積層材を得た後、当該予備成型積層材を加熱して変形し易い状態にしてから成型用型内に設置し、加圧成型することにより得られる熱可塑性樹脂多層補強成型品。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−148568(P2012−148568A)
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願番号】特願2012−58387(P2012−58387)
【出願日】平成24年3月15日(2012.3.15)
【分割の表示】特願2007−300002(P2007−300002)の分割
【原出願日】平成19年11月20日(2007.11.20)
【出願人】(592029256)福井県 (122)
【Fターム(参考)】
【公開日】平成24年8月9日(2012.8.9)
【国際特許分類】
【出願日】平成24年3月15日(2012.3.15)
【分割の表示】特願2007−300002(P2007−300002)の分割
【原出願日】平成19年11月20日(2007.11.20)
【出願人】(592029256)福井県 (122)
【Fターム(参考)】
[ Back to top ]