
熱可塑性樹脂補強用複合糸及びそれを用いた樹脂含有ストランドの製造方法
【課題】擦過性に優れ、ポリプロピレン等の熱可塑性樹脂の含浸性に優れる熱可塑性樹脂補強用複合糸及びそれを用いた樹脂含有ストランドの製造方法、さらに該製造方法により製造される樹脂含有ストランドを提供する。
【解決手段】芯部と鞘部で構成される芯鞘型複合糸からなる熱可塑性樹脂補強用複合糸であって、芯部に炭素繊維が、鞘部に融点が80〜200℃の有機繊維がそれぞれ配され、かつ両繊維の重量比率が、炭素繊維100重量部に対し有機繊維が5〜100重量部である熱可塑性樹脂補強用複合糸とする。上記の熱可塑性樹脂補強用複合糸を、溶融された熱可塑性樹脂浴中に浸漬し、鞘部の有機繊維を溶融しつつ、芯部の炭素繊維間に熱可塑性樹脂を含浸する樹脂含有ストランドを製造する。かかる方法により製造された樹脂含有ストランドであり、炭素繊維の重量が該樹脂含有ストランドの重量に対して5〜70質量%である樹脂含有ストランドとする。
【解決手段】芯部と鞘部で構成される芯鞘型複合糸からなる熱可塑性樹脂補強用複合糸であって、芯部に炭素繊維が、鞘部に融点が80〜200℃の有機繊維がそれぞれ配され、かつ両繊維の重量比率が、炭素繊維100重量部に対し有機繊維が5〜100重量部である熱可塑性樹脂補強用複合糸とする。上記の熱可塑性樹脂補強用複合糸を、溶融された熱可塑性樹脂浴中に浸漬し、鞘部の有機繊維を溶融しつつ、芯部の炭素繊維間に熱可塑性樹脂を含浸する樹脂含有ストランドを製造する。かかる方法により製造された樹脂含有ストランドであり、炭素繊維の重量が該樹脂含有ストランドの重量に対して5〜70質量%である樹脂含有ストランドとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、擦過性に優れ、熱可塑性樹脂の含浸性に優れる、熱可塑性樹脂補強用複合糸及びそれを用いたストランドの製造方法に関する。
【背景技術】
【0002】
炭素繊維及び炭素繊維複合材料は、引張強度・引張弾性率が高く、耐熱性、耐薬品性、疲労特性、耐摩耗性に優れる、線膨張係数が小さく寸法安定性に優れる、電磁波シールド性、X線透過性に富むなどの優れた特長を有していることから、スポーツ・レジャー、航空・宇宙、一般産業用途に幅広く適用されている。従来は、エポキシ樹脂などの熱硬化性樹脂をマトリックスとすることが多かったが、最近、リサイクル性・高速成型性の観点から熱可塑性樹脂が注目されている。
【0003】
熱可塑性樹脂をマトリックスとする炭素繊維複合材料の製造方法としては、コンパウンドペレットの射出成型、樹脂含有ストランドをカットしたもので繊維強化樹脂複合材料用中間素材(いわゆる長繊維ペレット)の射出成型、射出圧縮成型、押出成型、ランダムマットを使用したスタンピング成型などが挙げられる。中でも、樹脂含有ストランドをカットしたもので繊維強化樹脂複合材料用中間素材(いわゆる長繊維ペレット)の射出成型は、生産効率が高く、加工費をおさえられるため有利である。
【0004】
炭素繊維強化熱可塑性樹脂複合材料のマトリックスとしては、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリアミド(ナイロン6、ナイロン66など)、ポリアセタール、ポリカーボネート、ポリプロピレン、高密度ポリエチレン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエーテルイミド、ポリスチレン、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが挙げられる。これら熱可塑性樹脂のうち、ポリプロピレン樹脂は、安価であり、成型性、耐水性、耐薬品性(耐油性、耐溶剤性)、電気絶縁性などに優れた性質を有する。そのため、炭素繊維強化熱可塑性樹脂複合材料のマトリックスとして、今後飛躍的な成長が期待されている。
【0005】
炭素繊維は、多数本の極細フィラメントで構成されており、伸度が小さく機械的摩擦などによって毛羽が発生し易い。このため、炭素繊維の集束性を向上させて取扱性を改善し、且つ、マトリックスとの親和性を向上させるために、炭素繊維にサイジング剤を付与するのが一般的である。このようなサイジング剤としては、例えば、特許文献1には、ポリウレタンで被覆処理された炭素繊維ストランドが提案されており、かかる炭素繊維ストランドは擦過性が向上し、炭素繊維強化熱可塑性樹脂の機械的特性の向上を図ることができるとしている。また、特許文献2には、常温で液状のビスフェノールA型エポキシ樹脂、常温で固形状のビスフェノールA型エポキシ樹脂、不飽和ポリエステル樹脂、ステアリン酸を必須成分とするサイジング剤が提案され、このサイジング剤は炭素繊維ストランドに良好な擦過性を与えることが記載されている。しかしながら、特許文献1及び2で開示されたサイジング剤では、擦過性の改善に限界がある。
【0006】
一方、特許文献3には、炭素繊維に有機繊維をカバリングする方法も提案されている。この方法によれば、擦過性は改善されるものの、熱可塑性樹脂が含浸し難く、炭素繊維強化熱可塑性樹脂複合材料の機械的特性が低下するという問題がある。
【0007】
【特許文献1】特開昭58−126375号公報
【特許文献2】特開平7−197381号公報
【特許文献3】特開平3−113035号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、かかる従来技術の課題を解消し、擦過性に優れ、ポリプロピレン等の熱可塑性樹脂の含浸性に優れる熱可塑性樹脂補強用複合糸及びそれを用いた樹脂含有ストランドの製造方法、さらに該製造方法により製造される樹脂含有ストランドを提供することにある。
【課題を解決するための手段】
【0009】
本発明者は鋭意研究の結果、炭素繊維を、特定の低い融点を有する有機繊維でカバリングすることにより、擦過性が大幅に改善され、しかも樹脂を含浸する際には有機繊維が溶融して熱可塑性樹脂の含浸を阻害しないことを見出し、本発明を完成するに到った。
【0010】
上記目的を達成する本発明は、以下に記載のものである。
(1)芯部と鞘部で構成される芯鞘型複合糸からなる熱可塑性樹脂補強用複合糸であって、芯部に炭素繊維が、鞘部に融点が80〜200℃の有機繊維がそれぞれ配され、かつ両繊維の比率が、炭素繊維100重量部に対し有機繊維が5〜100重量部であることを特徴とする熱可塑性樹脂補強用複合糸。
(2)有機繊維がポリプロピレン繊維またはポリアミド繊維である(1)に記載の熱可塑性樹脂補強用複合糸。
(3)炭素繊維の表面に、変性ポリオレフィン共重合体が付着していることを特徴とする(1)又は(2)に記載の熱可塑性樹脂補強用複合糸。
(4)(1)〜(3)のいずれかの熱可塑性樹脂補強用複合糸を、熱溶融された熱可塑性樹脂中に鞘部の有機繊維を溶融させながら、芯部の炭素繊維に熱可塑性樹脂を含浸させることを特徴とする樹脂含有ストランドの製造方法。
(5)熱可塑性樹脂が、ポリプロピレン樹脂である(4)に記載の樹脂含有ストランドの製造方法。
(6)上記(4)または(5)の製造方法により製造された樹脂含有ストランドであって、炭素繊維が熱可塑性樹脂に対して5〜70質量%配合してなる樹脂含有ストランド。
【発明の効果】
【0011】
本発明の熱可塑性樹脂補強用複合糸は、有機繊維でカバリングされているため、擦過性が大幅に改善される。また、有機繊維の融点が80〜200℃のため、鞘部の有機繊維を溶融させながら、樹脂含有ストランドを成型することができる。
【発明を実施するための最良の形態】
【0012】
本発明の熱可塑性樹脂補強用複合糸(以下、複合糸と称することがある)は、芯部と鞘部でから構成される芯鞘型複合糸からなる。
本発明において芯部に用いる炭素繊維は、ポリアクリロニトリル(PAN)系、石油・石炭ピッチ系、レーヨン系、リグニン系など、何れの炭素繊維も使用することができる。特に、PANを原料としたPAN系炭素繊維が、工業規模における生産性及び機械的特性に優れており好ましい。
【0013】
PAN系炭素繊維は、直径6〜8μm程度のフィラメントが1000〜50000本程度の束形状をしたものであり、概略以下の四工程を経て製造される。まず、最初の耐炎化工程では、アクリル繊維を200〜300℃の空気雰囲気中で加熱し、ニトリル基を閉環させ、アクリルポリマー中に酸素を導入して、高温下でも安定な構造にする。
【0014】
炭素化工程では、不活性ガス雰囲気中1000℃以上の高温で焼成し、炭素含有率を90質量%以上まで高めた炭素繊維とする。
炭素繊維には、熱可塑性樹脂との接着性を高めるため表面処理により、炭素繊維表面に含酸素官能基を導入されていてもよい。
【0015】
炭素繊維の表面処理としては、液相における薬液酸化・電解酸化、気相酸化などが挙げられる。これら表面処理のうちでも、生産性、処理の均一性の観点から、液相における電解酸化処理が好ましい。電解酸化処理に用いられる電解液としては、硫酸、硝酸、塩酸等の無機酸や、水酸化ナトリウム、水酸化カリウムなどの無機水酸化物、硫酸アンモニウム、炭酸ナトリウム、炭酸水素ナトリウム等の無機塩類などが挙げられる。
【0016】
炭素繊維の表面処理を行う際の指標としては、X線光電子分光法(ESCA)を用いて測定できる炭素繊維の表面酸素濃度比(O/C)により管理するのが良く、O/Cが、0.05〜0.4となるように電解酸化処理することが好ましい。
【0017】
上記炭素繊維には、炭素繊維の取扱性を改善するとともに、炭素繊維と熱可塑性樹脂との親和性を良くするため、炭素繊維にサイジング剤が付与されていてもよい。炭素繊維へのサイジング法は、スプレー法、ローラー浸漬法、ローラー転写法などがある。これらサイジング法のうちでも、生産性、均一性に優れるローラー浸漬法が好ましい。炭素繊維ストランドをサイジング液に浸漬する際には、サイジング浴中に設けられた浸漬ローラーを介して、開繊と絞りを繰り返し、ストランドの中までサイジング液を含浸させる。サイジング液を炭素繊維間に含浸させた後、続く乾燥処理によって水分又は溶剤を除去して、目的とするサイジング剤を付与した炭素繊維を得る。炭素繊維に対するサイジング剤の付着量の調整は、サイジング液の濃度調整や、絞りローラーの調整などによって行う。炭素繊維の乾燥は、例えば、熱風、熱板、ローラー、赤外線ヒーターなどを使用することができる。
【0018】
サイジング液は、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、エチレン−プロピレン−ブテン共重合体から選ばれる少なくとも1種を主鎖とし、不飽和カルボン酸類でグラフト変性された変性ポリオレフィン共重合体、ポリプロピレンを主鎖とし不飽和カルボン酸類でグラフト変性された変性ポリプロピレン樹脂、あるいは、これらを混合してなる樹脂組成物を含有するサイジング液が好ましく、炭素繊維に対し、0.1〜10.0質量%付与されていることが好ましい。これにより、熱可塑性樹脂、特にポリプロピレン樹脂が炭素繊維間に含浸しやすくなり、炭素繊維強化熱可塑性樹脂複合材料の機械的物性が良好になる。
【0019】
本発明の複合糸においては、芯部に上記炭素繊維が、鞘部に融点が80〜200℃の有機繊維が配されていることが肝要である。
本発明の複合糸は熱可塑性樹脂の樹脂補強に用いるが、複合糸が熱可塑性樹脂に配合されるまでの工程において、炭素繊維が有機繊維により被覆されていることにより炭素繊維が擦過により毛羽立ち、工程通過性(歩留まり)が悪くなるのを防止することができる。さらに、熱溶融した熱可塑性樹脂中に複合糸を配合、または浸漬する際には、鞘部の上記融点を有する有機繊維は溶融して、該熱可塑性樹脂が炭素繊維間に入り込むため、炭素繊維間に熱可塑性樹脂が十分に含浸した樹脂含有ストランド又は炭素繊維強化熱可塑性樹脂複合材料を得ることができる。
【0020】
したがって、有機繊維の融点は80〜200℃、好ましくは80〜150℃とする必要がある。有機繊維の融点が200℃を超えると、熱溶融した樹脂中に複合糸を配合又は含浸しても有機繊維が溶融せず、炭素繊維間に熱可塑性樹脂が含浸し難くなる。一方、有機繊維の融点が80℃未満では、擦過による熱によっても溶融するため好ましくない。
【0021】
本発明の複合糸は、前記炭素繊維を芯部に、前記有機繊維を鞘部に配した複合糸である。この際、擦過性と熱可塑性樹脂の含浸性の観点から、炭素繊維100重量部に対する有機繊維は、5〜100重量部であることが好ましく、5〜50重量部がより好ましい。有機繊維が5重量部未満では、良好な擦過性が得られない。また、有機繊維が100重量部を超えると、熱可塑性樹脂の含浸性が悪くなり、炭素繊維強化熱可塑性樹脂複合材料の機械的物性が悪くなる。
【0022】
上記の融点が80〜200℃の有機繊維としては、例えばポリエステル、ナイロン、あるいはポリエチレン、ポリプロピレンなどのポリオレフィンなどの重合体からなる繊維が挙げられる。また、ポリエステルでは、イソフタル酸、テレフタル酸、スルフォイソフタル酸などの成分を共重合させることによっても、融点を低くすることが可能である。また、ナイロン11、ナイロン12や、共重合ポリアミド、例えばナイロン6/66、ナイロン6/610、ナイロン6/612、ナイロン6/11、ナイロン6/12、ナイロン66/610、ナイロン66/612、ナイロン66/11、ナイロン66/12、ナイロン610/612、ナイロン610/11、ナイロン610/12、ナイロン612/11、ナイロン11/12などの2元共重合ポリアミド、ナイロン6/11/66、ナイロン6/11/610、ナイロン6/11/612、ナイロン6/12/66、ナイロン6/12/610、ナイロン6/12/612、ナイロン6/66/610、ナイロン6/66/612、ナイロン6/610/612、ナイロン11/66/610、ナイロン11/66/612、ナイロン12/66/610、ナイロン12/66/612、ナイロン11/12/66、ナイロン11/12/610、ナイロン11/12/612、ナイロン66/610/612などの3元共重合ポリアミド、ナイロン6/11/12/66、ナイロン6/11/12/610、ナイロン6/11/12/612、ナイロン6/11/66/610、ナイロン6/12/66/610、ナイロン11/12/66/610、ナイロン11/12/66/612、ナイロン12/66/610/612などの4元共重合ポリアミドなどの重合体からなる繊維も、同じポリアミドであるナイロン6繊維や、ナイロン66繊維と比べ低融点である。
なお、有機繊維は繊度20〜1600dtexの範囲が好ましく、フィラメント数は10〜500の範囲が好ましい。
【0023】
本発明の複合糸を製造する際には公知のカバリング機等を用いることができる。なお、炭素繊維を有機繊維で被覆するカバリングは、シングルカバリングであっても、ダブルカバリングであってもよく、その製造においては、公知のシングルカバリング機やダブルカバリング機を用いることができる。上記の複合糸の製造において、炭素繊維の供給速度としては1〜20m/分を好ましく採用することができる。
【0024】
本発明の複合糸は前述したように熱可塑性樹脂の補強糸として好適に用いることができる。熱可塑性樹脂としては、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリアミド(ナイロン6、ナイロン66など)、ポリアセタール、ポリカーボネート、ポリプロピレン、高密度ポリエチレン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエーテルイミド、ポリスチレン、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが挙げられるが、特にポリプロピレンが好ましい。
【0025】
以上に説明した本発明の複合糸を用いて、樹脂含有ストランドを製造するには、該複合糸を、溶融された熱可塑性樹脂浴中に浸漬し、鞘部の有機繊維を溶融しつつ、芯部の炭素繊維間に熱可塑性樹脂を含浸する方法により製造することができる。例えば、図2には、樹脂含有ストランドの製造方法の一例を模式的に表した概略図であるが、特定の温度の保持された恒温槽7中にセットした熱可塑性樹脂浴8で連続的に浸漬し、次いで、浴出側で絞りローラー4により余剰の樹脂を絞り取り、樹脂含有ストランドを製造する。得られた樹脂含有ストランド(炭素繊維強化ストランドプリプレグ)は、炭素繊維強化熱可塑性樹脂複合材料用の中間素材として好適に用いることができる。
【0026】
樹脂含有ストランド中の炭素繊維の重量としては、炭素繊維の形態や、複合材料の成型方法、用途等によって異なるが、コストパフォーマンスの観点から樹脂含有ストランドの重量に対して5〜70質量%の範囲が好ましく、20〜40質量%がより好ましい。
【実施例】
【0027】
以下、実施例により本発明を詳述するが、本発明はこれらの実施例のみに限定されるものではない。なお、各特性値は以下の方法で測定した。
【0028】
(1)熱可塑性樹脂補強用複合糸の擦過毛羽量
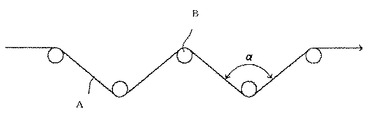
図1に示すように、直径2mmのクロムめっきのステンレス丸棒Bをシグザグに5本配置した。なお、ステンレス丸棒Bの間隔は15mm間隔とし、熱可塑性樹脂補強用複合糸Aの折り返し角度αが120゜となるように配置した。ステンレス丸棒間に熱可塑性樹脂補強用複合糸Aをシグザグに掛け、ボビンから熱可塑性樹脂補強用複合糸の解舒テンションを1.96N(200gf)に設定して擦過させた。擦過後の熱可塑性樹脂補強用複合糸をウレタンスポンジ(寸法32mm×64mm×10mm、質量0.25g)2枚の間に挟み、125gの錘をウレタンスポンジ全面に荷重が掛かるように載せ、熱可塑性樹脂補強用複合糸を15m/分の速度で2分間通過させたときのスポンジに付着した毛羽の質量を擦過毛羽量とした。
【0029】
(2)熱可塑性樹脂の含浸性
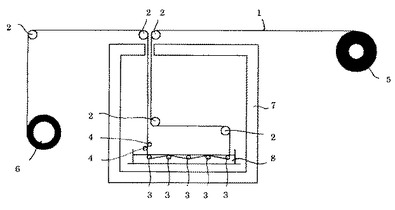
図2に示す装置を用い、熱可塑性樹脂補強用複合糸1を260℃に保持された恒温槽7中にセットしたポリプロピレン樹脂浴8(幅10cm×長さ30cm)に30cm/分の速度で連続的に浸漬した。ポリプロピレン樹脂には、ホモポリプロピレン汎用射出成型グレード、メルトフローレート13g/10分のものを使用した。次いで、浴出側で絞りローラー4により余剰の樹脂を絞り取り、樹脂含有ストランド(炭素繊維強化ストランドプリプレグ)を製造し、ワインダー6でこれを巻き取った。得られた樹脂含有ストランドにおける、該ストランドの重量に対する炭素繊維の重量(該ストランド中の炭素繊維の含有率)は30重量%とした。なお、図2中、2はガイドローラー、3は浸漬ローラー、5は熱可塑性樹脂補強用複合糸パッケージを示す。この樹脂含有ストランドを6mm長にカット後、エポキシ樹脂で固め、SEMで断面観察を行った。ここで、炭素繊維間にポリプロピレン樹脂が含浸している場合は○、未含浸部分がある場合は△、含浸していない場合は×とした。
【0030】
(3)融点の測定
差動走査熱量計(DuPont社製DSC−910型)を使用して、窒素ガス雰囲気下、10℃/分の昇温速度で加熱し測定した。
【0031】
[実施例1]
ダブルカバリング機に、4000dtexの炭素繊維“ベスファイト HTK−6K”(東邦テナックス製)と、融点が125℃である110dtex/12filの低融点ナイロン繊維“フロールM”(ユニチカ製)とを、炭素繊維の供給速度を15m/分として供給し、炭素繊維が低融点ナイロン繊維によりダブルカバリングされ、炭素繊維が芯部に低融点ナイロン繊維が鞘部に配された熱可塑性樹脂補強用複合糸を作成した。この際、低融点ナイロン繊維の重量が、炭素繊維100重量部に対して15重量部となるよう、炭素繊維への低融点ナイロンのカバリング数を調整した。この熱可塑性樹脂補強用複合糸について、擦過毛羽量、及び、熱可塑性樹脂の含浸性を評価した。結果を表1に示す。
【0032】
[実施例2]
低融点ナイロン繊維のカバリング数を変更して、低融点ナイロン繊維の重量を、炭素繊維100重量部に対し20重量部とした以外は、実施例1と同様にした。結果を表1に示す。
【0033】
[実施例3]
低融点ナイロン繊維のカバリング数を変更して、低融点ナイロン繊維の重量を、炭素繊維100重量部に対し37重量部とした以外は、実施例1と同様にした。結果を表1に示す。
【0034】
[比較例1]
熱可塑性樹脂補強用複合糸に代えて、4000dtexの炭素繊維“ベスファイト HTK−6K”(東邦テナックス製)のみを用いた以外は、実施例1と同様にした。結果を表1に示す。
【0035】
[比較例2]
低融点ナイロン繊維に代えて、融点が223℃である235dtex/34filのナイロン繊維(ユニチカ製)を用い、該ナイロン繊維のカバリング数を変更して、ナイロン繊維の重量を、炭素繊維100重量部に対し20重量部とした以外は、実施例1と同様にした。結果を表1に示す。
【0036】
【表1】

【産業上の利用可能性】
【0037】
本発明の熱可塑性樹脂補強用複合糸は、有機繊維でカバリングされているため、擦過性が大幅に改善されている。また、有機繊維の融点が80〜200℃のため、鞘部の有機繊維を溶融させながら、樹脂含有ストランドを成型することができる。また、本発明の製造方法によれば、炭素繊維間に十分に樹脂が含有した樹脂含有ストランドを容易に製造することができる。したがって、該製造方法で得られる本発明の樹脂含有ストランド、及び、本発明の上記複合糸は熱可塑性樹脂の補強に好適に用いることができる。
【図面の簡単な説明】
【0038】
【図1】実施例における熱可塑性樹脂の含浸性の評価方法を示した概略図である。
【図2】本発明の樹脂含有ストランドの製造方法の一例(実施例における熱可塑性樹脂樹補複合糸の擦過毛羽量の測定方法)を示す概略図である。
【符号の説明】
【0039】
A:熱可塑性樹脂補強用複合糸
B:ステンレス丸棒
1:熱可塑性樹脂補強用複合糸
2:ガイドローラー
3:浸漬ローラー
4:絞りローラー
5:熱可塑性樹脂補強用複合糸パッケージ
6:ワインダー
7:恒温槽
8:ポリプロピレン樹脂浴
【技術分野】
【0001】
本発明は、擦過性に優れ、熱可塑性樹脂の含浸性に優れる、熱可塑性樹脂補強用複合糸及びそれを用いたストランドの製造方法に関する。
【背景技術】
【0002】
炭素繊維及び炭素繊維複合材料は、引張強度・引張弾性率が高く、耐熱性、耐薬品性、疲労特性、耐摩耗性に優れる、線膨張係数が小さく寸法安定性に優れる、電磁波シールド性、X線透過性に富むなどの優れた特長を有していることから、スポーツ・レジャー、航空・宇宙、一般産業用途に幅広く適用されている。従来は、エポキシ樹脂などの熱硬化性樹脂をマトリックスとすることが多かったが、最近、リサイクル性・高速成型性の観点から熱可塑性樹脂が注目されている。
【0003】
熱可塑性樹脂をマトリックスとする炭素繊維複合材料の製造方法としては、コンパウンドペレットの射出成型、樹脂含有ストランドをカットしたもので繊維強化樹脂複合材料用中間素材(いわゆる長繊維ペレット)の射出成型、射出圧縮成型、押出成型、ランダムマットを使用したスタンピング成型などが挙げられる。中でも、樹脂含有ストランドをカットしたもので繊維強化樹脂複合材料用中間素材(いわゆる長繊維ペレット)の射出成型は、生産効率が高く、加工費をおさえられるため有利である。
【0004】
炭素繊維強化熱可塑性樹脂複合材料のマトリックスとしては、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリアミド(ナイロン6、ナイロン66など)、ポリアセタール、ポリカーボネート、ポリプロピレン、高密度ポリエチレン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエーテルイミド、ポリスチレン、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが挙げられる。これら熱可塑性樹脂のうち、ポリプロピレン樹脂は、安価であり、成型性、耐水性、耐薬品性(耐油性、耐溶剤性)、電気絶縁性などに優れた性質を有する。そのため、炭素繊維強化熱可塑性樹脂複合材料のマトリックスとして、今後飛躍的な成長が期待されている。
【0005】
炭素繊維は、多数本の極細フィラメントで構成されており、伸度が小さく機械的摩擦などによって毛羽が発生し易い。このため、炭素繊維の集束性を向上させて取扱性を改善し、且つ、マトリックスとの親和性を向上させるために、炭素繊維にサイジング剤を付与するのが一般的である。このようなサイジング剤としては、例えば、特許文献1には、ポリウレタンで被覆処理された炭素繊維ストランドが提案されており、かかる炭素繊維ストランドは擦過性が向上し、炭素繊維強化熱可塑性樹脂の機械的特性の向上を図ることができるとしている。また、特許文献2には、常温で液状のビスフェノールA型エポキシ樹脂、常温で固形状のビスフェノールA型エポキシ樹脂、不飽和ポリエステル樹脂、ステアリン酸を必須成分とするサイジング剤が提案され、このサイジング剤は炭素繊維ストランドに良好な擦過性を与えることが記載されている。しかしながら、特許文献1及び2で開示されたサイジング剤では、擦過性の改善に限界がある。
【0006】
一方、特許文献3には、炭素繊維に有機繊維をカバリングする方法も提案されている。この方法によれば、擦過性は改善されるものの、熱可塑性樹脂が含浸し難く、炭素繊維強化熱可塑性樹脂複合材料の機械的特性が低下するという問題がある。
【0007】
【特許文献1】特開昭58−126375号公報
【特許文献2】特開平7−197381号公報
【特許文献3】特開平3−113035号公報
【発明の開示】
【発明が解決しようとする課題】
【0008】
本発明の目的は、かかる従来技術の課題を解消し、擦過性に優れ、ポリプロピレン等の熱可塑性樹脂の含浸性に優れる熱可塑性樹脂補強用複合糸及びそれを用いた樹脂含有ストランドの製造方法、さらに該製造方法により製造される樹脂含有ストランドを提供することにある。
【課題を解決するための手段】
【0009】
本発明者は鋭意研究の結果、炭素繊維を、特定の低い融点を有する有機繊維でカバリングすることにより、擦過性が大幅に改善され、しかも樹脂を含浸する際には有機繊維が溶融して熱可塑性樹脂の含浸を阻害しないことを見出し、本発明を完成するに到った。
【0010】
上記目的を達成する本発明は、以下に記載のものである。
(1)芯部と鞘部で構成される芯鞘型複合糸からなる熱可塑性樹脂補強用複合糸であって、芯部に炭素繊維が、鞘部に融点が80〜200℃の有機繊維がそれぞれ配され、かつ両繊維の比率が、炭素繊維100重量部に対し有機繊維が5〜100重量部であることを特徴とする熱可塑性樹脂補強用複合糸。
(2)有機繊維がポリプロピレン繊維またはポリアミド繊維である(1)に記載の熱可塑性樹脂補強用複合糸。
(3)炭素繊維の表面に、変性ポリオレフィン共重合体が付着していることを特徴とする(1)又は(2)に記載の熱可塑性樹脂補強用複合糸。
(4)(1)〜(3)のいずれかの熱可塑性樹脂補強用複合糸を、熱溶融された熱可塑性樹脂中に鞘部の有機繊維を溶融させながら、芯部の炭素繊維に熱可塑性樹脂を含浸させることを特徴とする樹脂含有ストランドの製造方法。
(5)熱可塑性樹脂が、ポリプロピレン樹脂である(4)に記載の樹脂含有ストランドの製造方法。
(6)上記(4)または(5)の製造方法により製造された樹脂含有ストランドであって、炭素繊維が熱可塑性樹脂に対して5〜70質量%配合してなる樹脂含有ストランド。
【発明の効果】
【0011】
本発明の熱可塑性樹脂補強用複合糸は、有機繊維でカバリングされているため、擦過性が大幅に改善される。また、有機繊維の融点が80〜200℃のため、鞘部の有機繊維を溶融させながら、樹脂含有ストランドを成型することができる。
【発明を実施するための最良の形態】
【0012】
本発明の熱可塑性樹脂補強用複合糸(以下、複合糸と称することがある)は、芯部と鞘部でから構成される芯鞘型複合糸からなる。
本発明において芯部に用いる炭素繊維は、ポリアクリロニトリル(PAN)系、石油・石炭ピッチ系、レーヨン系、リグニン系など、何れの炭素繊維も使用することができる。特に、PANを原料としたPAN系炭素繊維が、工業規模における生産性及び機械的特性に優れており好ましい。
【0013】
PAN系炭素繊維は、直径6〜8μm程度のフィラメントが1000〜50000本程度の束形状をしたものであり、概略以下の四工程を経て製造される。まず、最初の耐炎化工程では、アクリル繊維を200〜300℃の空気雰囲気中で加熱し、ニトリル基を閉環させ、アクリルポリマー中に酸素を導入して、高温下でも安定な構造にする。
【0014】
炭素化工程では、不活性ガス雰囲気中1000℃以上の高温で焼成し、炭素含有率を90質量%以上まで高めた炭素繊維とする。
炭素繊維には、熱可塑性樹脂との接着性を高めるため表面処理により、炭素繊維表面に含酸素官能基を導入されていてもよい。
【0015】
炭素繊維の表面処理としては、液相における薬液酸化・電解酸化、気相酸化などが挙げられる。これら表面処理のうちでも、生産性、処理の均一性の観点から、液相における電解酸化処理が好ましい。電解酸化処理に用いられる電解液としては、硫酸、硝酸、塩酸等の無機酸や、水酸化ナトリウム、水酸化カリウムなどの無機水酸化物、硫酸アンモニウム、炭酸ナトリウム、炭酸水素ナトリウム等の無機塩類などが挙げられる。
【0016】
炭素繊維の表面処理を行う際の指標としては、X線光電子分光法(ESCA)を用いて測定できる炭素繊維の表面酸素濃度比(O/C)により管理するのが良く、O/Cが、0.05〜0.4となるように電解酸化処理することが好ましい。
【0017】
上記炭素繊維には、炭素繊維の取扱性を改善するとともに、炭素繊維と熱可塑性樹脂との親和性を良くするため、炭素繊維にサイジング剤が付与されていてもよい。炭素繊維へのサイジング法は、スプレー法、ローラー浸漬法、ローラー転写法などがある。これらサイジング法のうちでも、生産性、均一性に優れるローラー浸漬法が好ましい。炭素繊維ストランドをサイジング液に浸漬する際には、サイジング浴中に設けられた浸漬ローラーを介して、開繊と絞りを繰り返し、ストランドの中までサイジング液を含浸させる。サイジング液を炭素繊維間に含浸させた後、続く乾燥処理によって水分又は溶剤を除去して、目的とするサイジング剤を付与した炭素繊維を得る。炭素繊維に対するサイジング剤の付着量の調整は、サイジング液の濃度調整や、絞りローラーの調整などによって行う。炭素繊維の乾燥は、例えば、熱風、熱板、ローラー、赤外線ヒーターなどを使用することができる。
【0018】
サイジング液は、エチレン−プロピレン共重合体、プロピレン−ブテン共重合体、エチレン−プロピレン−ブテン共重合体から選ばれる少なくとも1種を主鎖とし、不飽和カルボン酸類でグラフト変性された変性ポリオレフィン共重合体、ポリプロピレンを主鎖とし不飽和カルボン酸類でグラフト変性された変性ポリプロピレン樹脂、あるいは、これらを混合してなる樹脂組成物を含有するサイジング液が好ましく、炭素繊維に対し、0.1〜10.0質量%付与されていることが好ましい。これにより、熱可塑性樹脂、特にポリプロピレン樹脂が炭素繊維間に含浸しやすくなり、炭素繊維強化熱可塑性樹脂複合材料の機械的物性が良好になる。
【0019】
本発明の複合糸においては、芯部に上記炭素繊維が、鞘部に融点が80〜200℃の有機繊維が配されていることが肝要である。
本発明の複合糸は熱可塑性樹脂の樹脂補強に用いるが、複合糸が熱可塑性樹脂に配合されるまでの工程において、炭素繊維が有機繊維により被覆されていることにより炭素繊維が擦過により毛羽立ち、工程通過性(歩留まり)が悪くなるのを防止することができる。さらに、熱溶融した熱可塑性樹脂中に複合糸を配合、または浸漬する際には、鞘部の上記融点を有する有機繊維は溶融して、該熱可塑性樹脂が炭素繊維間に入り込むため、炭素繊維間に熱可塑性樹脂が十分に含浸した樹脂含有ストランド又は炭素繊維強化熱可塑性樹脂複合材料を得ることができる。
【0020】
したがって、有機繊維の融点は80〜200℃、好ましくは80〜150℃とする必要がある。有機繊維の融点が200℃を超えると、熱溶融した樹脂中に複合糸を配合又は含浸しても有機繊維が溶融せず、炭素繊維間に熱可塑性樹脂が含浸し難くなる。一方、有機繊維の融点が80℃未満では、擦過による熱によっても溶融するため好ましくない。
【0021】
本発明の複合糸は、前記炭素繊維を芯部に、前記有機繊維を鞘部に配した複合糸である。この際、擦過性と熱可塑性樹脂の含浸性の観点から、炭素繊維100重量部に対する有機繊維は、5〜100重量部であることが好ましく、5〜50重量部がより好ましい。有機繊維が5重量部未満では、良好な擦過性が得られない。また、有機繊維が100重量部を超えると、熱可塑性樹脂の含浸性が悪くなり、炭素繊維強化熱可塑性樹脂複合材料の機械的物性が悪くなる。
【0022】
上記の融点が80〜200℃の有機繊維としては、例えばポリエステル、ナイロン、あるいはポリエチレン、ポリプロピレンなどのポリオレフィンなどの重合体からなる繊維が挙げられる。また、ポリエステルでは、イソフタル酸、テレフタル酸、スルフォイソフタル酸などの成分を共重合させることによっても、融点を低くすることが可能である。また、ナイロン11、ナイロン12や、共重合ポリアミド、例えばナイロン6/66、ナイロン6/610、ナイロン6/612、ナイロン6/11、ナイロン6/12、ナイロン66/610、ナイロン66/612、ナイロン66/11、ナイロン66/12、ナイロン610/612、ナイロン610/11、ナイロン610/12、ナイロン612/11、ナイロン11/12などの2元共重合ポリアミド、ナイロン6/11/66、ナイロン6/11/610、ナイロン6/11/612、ナイロン6/12/66、ナイロン6/12/610、ナイロン6/12/612、ナイロン6/66/610、ナイロン6/66/612、ナイロン6/610/612、ナイロン11/66/610、ナイロン11/66/612、ナイロン12/66/610、ナイロン12/66/612、ナイロン11/12/66、ナイロン11/12/610、ナイロン11/12/612、ナイロン66/610/612などの3元共重合ポリアミド、ナイロン6/11/12/66、ナイロン6/11/12/610、ナイロン6/11/12/612、ナイロン6/11/66/610、ナイロン6/12/66/610、ナイロン11/12/66/610、ナイロン11/12/66/612、ナイロン12/66/610/612などの4元共重合ポリアミドなどの重合体からなる繊維も、同じポリアミドであるナイロン6繊維や、ナイロン66繊維と比べ低融点である。
なお、有機繊維は繊度20〜1600dtexの範囲が好ましく、フィラメント数は10〜500の範囲が好ましい。
【0023】
本発明の複合糸を製造する際には公知のカバリング機等を用いることができる。なお、炭素繊維を有機繊維で被覆するカバリングは、シングルカバリングであっても、ダブルカバリングであってもよく、その製造においては、公知のシングルカバリング機やダブルカバリング機を用いることができる。上記の複合糸の製造において、炭素繊維の供給速度としては1〜20m/分を好ましく採用することができる。
【0024】
本発明の複合糸は前述したように熱可塑性樹脂の補強糸として好適に用いることができる。熱可塑性樹脂としては、アクリロニトリル−ブタジエン−スチレン共重合体(ABS)、ポリアミド(ナイロン6、ナイロン66など)、ポリアセタール、ポリカーボネート、ポリプロピレン、高密度ポリエチレン、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエーテルイミド、ポリスチレン、ポリエーテルスルホン、ポリフェニレンスルフィド、ポリエーテルケトン、ポリエーテルエーテルケトンなどが挙げられるが、特にポリプロピレンが好ましい。
【0025】
以上に説明した本発明の複合糸を用いて、樹脂含有ストランドを製造するには、該複合糸を、溶融された熱可塑性樹脂浴中に浸漬し、鞘部の有機繊維を溶融しつつ、芯部の炭素繊維間に熱可塑性樹脂を含浸する方法により製造することができる。例えば、図2には、樹脂含有ストランドの製造方法の一例を模式的に表した概略図であるが、特定の温度の保持された恒温槽7中にセットした熱可塑性樹脂浴8で連続的に浸漬し、次いで、浴出側で絞りローラー4により余剰の樹脂を絞り取り、樹脂含有ストランドを製造する。得られた樹脂含有ストランド(炭素繊維強化ストランドプリプレグ)は、炭素繊維強化熱可塑性樹脂複合材料用の中間素材として好適に用いることができる。
【0026】
樹脂含有ストランド中の炭素繊維の重量としては、炭素繊維の形態や、複合材料の成型方法、用途等によって異なるが、コストパフォーマンスの観点から樹脂含有ストランドの重量に対して5〜70質量%の範囲が好ましく、20〜40質量%がより好ましい。
【実施例】
【0027】
以下、実施例により本発明を詳述するが、本発明はこれらの実施例のみに限定されるものではない。なお、各特性値は以下の方法で測定した。
【0028】
(1)熱可塑性樹脂補強用複合糸の擦過毛羽量
図1に示すように、直径2mmのクロムめっきのステンレス丸棒Bをシグザグに5本配置した。なお、ステンレス丸棒Bの間隔は15mm間隔とし、熱可塑性樹脂補強用複合糸Aの折り返し角度αが120゜となるように配置した。ステンレス丸棒間に熱可塑性樹脂補強用複合糸Aをシグザグに掛け、ボビンから熱可塑性樹脂補強用複合糸の解舒テンションを1.96N(200gf)に設定して擦過させた。擦過後の熱可塑性樹脂補強用複合糸をウレタンスポンジ(寸法32mm×64mm×10mm、質量0.25g)2枚の間に挟み、125gの錘をウレタンスポンジ全面に荷重が掛かるように載せ、熱可塑性樹脂補強用複合糸を15m/分の速度で2分間通過させたときのスポンジに付着した毛羽の質量を擦過毛羽量とした。
【0029】
(2)熱可塑性樹脂の含浸性
図2に示す装置を用い、熱可塑性樹脂補強用複合糸1を260℃に保持された恒温槽7中にセットしたポリプロピレン樹脂浴8(幅10cm×長さ30cm)に30cm/分の速度で連続的に浸漬した。ポリプロピレン樹脂には、ホモポリプロピレン汎用射出成型グレード、メルトフローレート13g/10分のものを使用した。次いで、浴出側で絞りローラー4により余剰の樹脂を絞り取り、樹脂含有ストランド(炭素繊維強化ストランドプリプレグ)を製造し、ワインダー6でこれを巻き取った。得られた樹脂含有ストランドにおける、該ストランドの重量に対する炭素繊維の重量(該ストランド中の炭素繊維の含有率)は30重量%とした。なお、図2中、2はガイドローラー、3は浸漬ローラー、5は熱可塑性樹脂補強用複合糸パッケージを示す。この樹脂含有ストランドを6mm長にカット後、エポキシ樹脂で固め、SEMで断面観察を行った。ここで、炭素繊維間にポリプロピレン樹脂が含浸している場合は○、未含浸部分がある場合は△、含浸していない場合は×とした。
【0030】
(3)融点の測定
差動走査熱量計(DuPont社製DSC−910型)を使用して、窒素ガス雰囲気下、10℃/分の昇温速度で加熱し測定した。
【0031】
[実施例1]
ダブルカバリング機に、4000dtexの炭素繊維“ベスファイト HTK−6K”(東邦テナックス製)と、融点が125℃である110dtex/12filの低融点ナイロン繊維“フロールM”(ユニチカ製)とを、炭素繊維の供給速度を15m/分として供給し、炭素繊維が低融点ナイロン繊維によりダブルカバリングされ、炭素繊維が芯部に低融点ナイロン繊維が鞘部に配された熱可塑性樹脂補強用複合糸を作成した。この際、低融点ナイロン繊維の重量が、炭素繊維100重量部に対して15重量部となるよう、炭素繊維への低融点ナイロンのカバリング数を調整した。この熱可塑性樹脂補強用複合糸について、擦過毛羽量、及び、熱可塑性樹脂の含浸性を評価した。結果を表1に示す。
【0032】
[実施例2]
低融点ナイロン繊維のカバリング数を変更して、低融点ナイロン繊維の重量を、炭素繊維100重量部に対し20重量部とした以外は、実施例1と同様にした。結果を表1に示す。
【0033】
[実施例3]
低融点ナイロン繊維のカバリング数を変更して、低融点ナイロン繊維の重量を、炭素繊維100重量部に対し37重量部とした以外は、実施例1と同様にした。結果を表1に示す。
【0034】
[比較例1]
熱可塑性樹脂補強用複合糸に代えて、4000dtexの炭素繊維“ベスファイト HTK−6K”(東邦テナックス製)のみを用いた以外は、実施例1と同様にした。結果を表1に示す。
【0035】
[比較例2]
低融点ナイロン繊維に代えて、融点が223℃である235dtex/34filのナイロン繊維(ユニチカ製)を用い、該ナイロン繊維のカバリング数を変更して、ナイロン繊維の重量を、炭素繊維100重量部に対し20重量部とした以外は、実施例1と同様にした。結果を表1に示す。
【0036】
【表1】
【産業上の利用可能性】
【0037】
本発明の熱可塑性樹脂補強用複合糸は、有機繊維でカバリングされているため、擦過性が大幅に改善されている。また、有機繊維の融点が80〜200℃のため、鞘部の有機繊維を溶融させながら、樹脂含有ストランドを成型することができる。また、本発明の製造方法によれば、炭素繊維間に十分に樹脂が含有した樹脂含有ストランドを容易に製造することができる。したがって、該製造方法で得られる本発明の樹脂含有ストランド、及び、本発明の上記複合糸は熱可塑性樹脂の補強に好適に用いることができる。
【図面の簡単な説明】
【0038】
【図1】実施例における熱可塑性樹脂の含浸性の評価方法を示した概略図である。
【図2】本発明の樹脂含有ストランドの製造方法の一例(実施例における熱可塑性樹脂樹補複合糸の擦過毛羽量の測定方法)を示す概略図である。
【符号の説明】
【0039】
A:熱可塑性樹脂補強用複合糸
B:ステンレス丸棒
1:熱可塑性樹脂補強用複合糸
2:ガイドローラー
3:浸漬ローラー
4:絞りローラー
5:熱可塑性樹脂補強用複合糸パッケージ
6:ワインダー
7:恒温槽
8:ポリプロピレン樹脂浴
【特許請求の範囲】
【請求項1】
芯部と鞘部で構成される芯鞘型複合糸からなる熱可塑性樹脂補強用複合糸であって、芯部に炭素繊維が、鞘部に融点が80〜200℃の有機繊維がそれぞれ配され、かつ両繊維の重量比率が、炭素繊維100重量部に対し有機繊維が5〜100重量部であることを特徴とする熱可塑性樹脂補強用複合糸。
【請求項2】
有機繊維がポリプロピレン繊維またはポリアミド繊維である請求項1に記載の熱可塑性樹脂補強用複合糸。
【請求項3】
炭素繊維の表面に、変性ポリオレフィン共重合体が付着していることを特徴とする請求項1又は2に記載の熱可塑性樹脂補強用複合糸。
【請求項4】
請求項1〜3のいずれかの熱可塑性樹脂補強用複合糸を、溶融された熱可塑性樹脂浴中に浸漬し、鞘部の有機繊維を溶融しつつ、芯部の炭素繊維間に熱可塑性樹脂を含浸することを特徴とする樹脂含有ストランドの製造方法。
【請求項5】
熱可塑性樹脂が、ポリプロピレン樹脂であることを特徴とする請求項4に記載の樹脂含有ストランドの製造方法。
【請求項6】
請求項4または5の製造方法により製造された樹脂含有ストランドであって、炭素繊維の重量が該樹脂含浸ストランドの重量に対して5〜70質量%であることを特徴とする樹脂含有ストランド。
【請求項1】
芯部と鞘部で構成される芯鞘型複合糸からなる熱可塑性樹脂補強用複合糸であって、芯部に炭素繊維が、鞘部に融点が80〜200℃の有機繊維がそれぞれ配され、かつ両繊維の重量比率が、炭素繊維100重量部に対し有機繊維が5〜100重量部であることを特徴とする熱可塑性樹脂補強用複合糸。
【請求項2】
有機繊維がポリプロピレン繊維またはポリアミド繊維である請求項1に記載の熱可塑性樹脂補強用複合糸。
【請求項3】
炭素繊維の表面に、変性ポリオレフィン共重合体が付着していることを特徴とする請求項1又は2に記載の熱可塑性樹脂補強用複合糸。
【請求項4】
請求項1〜3のいずれかの熱可塑性樹脂補強用複合糸を、溶融された熱可塑性樹脂浴中に浸漬し、鞘部の有機繊維を溶融しつつ、芯部の炭素繊維間に熱可塑性樹脂を含浸することを特徴とする樹脂含有ストランドの製造方法。
【請求項5】
熱可塑性樹脂が、ポリプロピレン樹脂であることを特徴とする請求項4に記載の樹脂含有ストランドの製造方法。
【請求項6】
請求項4または5の製造方法により製造された樹脂含有ストランドであって、炭素繊維の重量が該樹脂含浸ストランドの重量に対して5〜70質量%であることを特徴とする樹脂含有ストランド。
【図1】

【図2】
【図2】
【公開番号】特開2008−240170(P2008−240170A)
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願番号】特願2007−78781(P2007−78781)
【出願日】平成19年3月26日(2007.3.26)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
【公開日】平成20年10月9日(2008.10.9)
【国際特許分類】
【出願日】平成19年3月26日(2007.3.26)
【出願人】(000003090)東邦テナックス株式会社 (246)
【Fターム(参考)】
[ Back to top ]