
熱可塑性樹脂連続気泡発泡ボード及びその製造方法
【課題】 通液性を有し、厚みムラが少なく、捻れのない熱可塑性樹脂連続気泡発泡ボードを得ること
【解決手段】 連続気泡率が95%以上100%以下であり、気孔径が1μm以上500μm以下であり、熱可塑性樹脂連続気泡発泡ボードの厚み方向に通液性を有する熱可塑性樹脂連続気泡発泡ボード。
【解決手段】 連続気泡率が95%以上100%以下であり、気孔径が1μm以上500μm以下であり、熱可塑性樹脂連続気泡発泡ボードの厚み方向に通液性を有する熱可塑性樹脂連続気泡発泡ボード。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、通液性を有する熱可塑性樹脂連続気泡発泡ボードおよびその製造方法に関する。
【背景技術】
【0002】
従来、連続気泡発泡構造体は、殆ど熱硬化性ポリウレタンから製造されており、素材としての多様性に限界があった。熱可塑性樹脂による連続気泡を形成した樹脂発泡体もしくは樹脂多孔質体は、製造法が十分に開発されていないが、熱可塑性樹脂連続気泡体としては下記のものが知られている。
【0003】
特許文献1〜3には押出発泡法を用いた基本とした一部または全部連続気泡構造を有する発泡ボードに関して記載されている。
【0004】
特許文献1には、ポリオレフィン系樹脂からなる成分と、エチレン−α,β不飽和カルボン酸共重合体、オレフィン系エラストマー、スチレン系エラストマー、エチレン−酢酸ビニル共重合体からなる成分から選択される成分とから構成される混合重合体を主成分とすることを特徴とする連続気泡率が50%以上の連続気泡押出発泡体が開示されている。
【0005】
特許文献2には、発泡性ポリマーと架橋剤、発泡剤を混合し押出発泡を行って50μm未満の連続気泡を含む連続気泡微孔質発泡体を得ることが開示されている。
【0006】
特許文献3には、厚みが0.5〜2.0mm、見かけ密度が0.10〜0.35g/ccで、単位体積あたりの連続気泡率が5〜90%以上である発泡ポリスチレンシートを、樹脂の加熱変形温度より50〜100℃高い温度で押出して得ることが開示されている。
【0007】
この連続気泡構造を得るには、連続気泡化させようとする主たる熱可塑性樹脂に対して異なる種類の樹脂を混合したり、架橋剤を混合したり、独立気泡を得るような発泡温度よりも高温で押出発泡するような方法によるものであり、混合物の分散状態の制御や架橋の制御が難しいことや、高温押出では発泡体の外観が悪くなる問題がある。また、このようにして得られた連続気泡体は、連続気泡としての性質を出すために連続気泡体の一部分を切削したり、針で穴をあけたり、気泡膜を圧縮破壊する等の物理的な手法をとることで吸水性を付与などしている。また、特許文献1〜3には気体の圧力差に基づく原理を用いたピクノメーターで測定した連続気泡率に関する記載はあるものの、セルの通液性の有無に関しては記載がない。気孔を有する連続気泡押出発泡体であっても、実際には通液路となるべき流路が連続気泡押出発泡体の内部で断絶しているため、気孔があっても通液性を付与することが難しい。
【0008】
特許文献5には、通気性があっても流路がない例として、真空断熱材用の微細連続気泡発泡体が記載されている。具体的には、真空断熱材用の気泡径が1〜100μm、連続気泡率が90〜100%で密度が20〜100kg/m3(0.02〜0.1g/cm3)の発泡体が開示されている。この微細連続気泡発泡体は気泡径が100μmより大きいと実用上の真空度では断熱性能が発揮されず、密度が100kg/m3より大きいと固体の熱伝導率が大きくなり断熱性能が発揮されない。また、開示内容によれば、微細連続気泡発泡体は材料強度を保つため気泡壁が存在し、走査型電子顕微鏡でも確認が困難なマイクロクラックにより連通化しており、通気性はあったとしても通液性は殆どないものと推定される。
【0009】
以上のように、熱可塑性樹脂連続気泡体を得るために種々の方法が検討されてきたが、従来の技術では、製法からくる制限があり、特に通液性を有し、連続気泡構造が均一で、ボード形態の均一性に優れた熱可塑性樹脂連続発泡ボードを得ることはできなかった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2001−213988号公報
【特許文献2】特表2006−528724号公報
【特許文献3】特開平3−21645号公報
【特許文献4】特開平8−311230号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、通液性を有する熱可塑性樹脂連続気泡発泡ボードを提供することを課題とするものである。
【課題を解決するための手段】
【0012】
本発明者らは上記課題を解決するために鋭意研究を重ねた結果、熱可塑性樹脂発泡ボードの外周を固定して、加熱収縮温度以上の温度で熱可塑性樹脂発泡ボードを加熱することによって、通液性を有し、さらには厚みムラが少なく、捻れのない熱可塑性樹脂連続気泡発泡ボードが得られることを見出し、本発明を完成するに至った。即ち本発明は以下の構成よりなる。
〔1〕 連続気泡率が95%以上100%以下であり、気孔径が1μm以上500μm以下であり、熱可塑性樹脂連続気泡発泡ボードの厚み方向に通液性を有する熱可塑性樹脂連続気泡発泡ボード。
〔2〕 捩れがなく、厚みムラが平均値±10%以下である〔1〕に記載の熱可塑性樹脂連続気泡発泡ボード。
〔3〕 熱可塑性樹脂発泡ボードの外周を固定して、加熱収縮温度以上の温度で熱可塑性樹脂発泡ボードを加熱して得られることを特徴とする〔1〕〜〔2〕何れかに記載の熱可塑性樹脂連続気泡発泡ボードの製造方法。
【発明の効果】
【0013】
本発明の熱可塑性樹脂連続気泡発泡ボードは、実用的な通液性を有し、均一な連続気泡構造を有している。その為、nmサイズの物質を透過、μmサイズ以上の物質を分離するフィルター材、吸着材、細胞分離、培養基材などに好適に使用することが可能となるものである。
【0014】
また、厚みムラが少なく、捩れがないため、形状設計がしやすく、成形加工性がよい。
【図面の簡単な説明】
【0015】
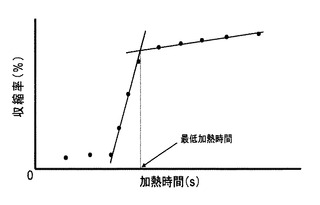
【図1】本発明において、所定の加熱時間において、加熱時間ごとの収縮率をプロットしたグラフの一例である。収縮率が最大となる領域から接線と、収縮の変位が最も大きい領域からの接線を引く。両接線の交点の示す時間が、当該温度における最低加熱時間である。
【発明を実施するための形態】
【0016】
本発明の熱可塑性樹脂連続気泡発泡ボードに使用する熱可塑性樹脂は、例えば、ポリスチレン系樹脂、ポリフェニレンエーテル系樹脂、ポリカーボネート系樹脂、ポリメタクリレート系樹脂、ポリアリレート系樹脂、ポリスルフォン系樹脂、ポリエーテルスルフォン系樹脂、ポリエーテルイミド系樹脂等の非晶性熱可塑性樹脂や、ポリプロピレン系樹脂、ポリエチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリフェニレンスルフィド系樹脂、ポリアミド系樹脂、ポリオキシメチレン系樹脂等の結晶性熱可塑性樹脂が挙げられ、好適に使用できる。好ましくは、室温での変形防止の観点から熱可塑性樹脂のガラス転移点が室温以上であるものが好ましい。中でも、ポリスチレン系樹脂が好ましい。
【0017】
本発明の熱可塑性樹脂連続気泡発泡ボードの連続気泡率は95%以上100%以下である。連続気泡率が95%より低い場合、発泡ボードの一部分に通液性を阻害する独立気泡部分が形成され、通液性を発現しない。連続気泡率は、ピクノメーターを使用して発泡体の真体積Vx(cm3)を求め、測定試料の外寸から見かけの体積Va(cm3)を求め、式(1)により求めた。ここで、Wは測定試料の重量(g)、ρは基材樹脂の密度(g/cm3)である。
連続気泡率(%)=(Va−Vx)/(Va−W/ρ)×100・・・(1)
【0018】
本発明の熱可塑性樹脂連続気泡発泡ボードを構成する気泡中の気孔の気孔径が1μm以上500μm以下、好ましくは5μm以上400μm以下である。ここで、気孔とは、気泡間の気泡壁にあいている穴をいう。
【0019】
気孔径が上記範囲内であれば細胞分離や培養担体などに好適に使用できる点で好ましい。気孔径が1μmより小さい場合は、平易に通液性を得ることが困難で、送液系に高圧のポンプを使用する必要や、通液があっても流量が非常に少なくなる。気孔径は、熱可塑性樹脂連続気泡発泡ボードの厚み方向で構成される任意の面に切断した際の切断面を走査型電子顕微鏡により撮影した画像(気泡が30個以上観察される倍率で観測したもの)より、切断面直近の気泡を構成する気泡で形状が不明確でない物を30個選択できる任意の領域アを選択し(領域アの境界部分の気泡は除く)、この気孔の最も長い部分(長径部分)を測定し、それぞれの平均を求めた。
【0020】
本発明の熱可塑性樹脂連続気泡ボードは、均一な連続気泡構造を有している傾向がある。ここで均一な連続気泡構造とは、例えば、気孔径が概ね1μm〜500μmの範囲で大きくバラツキがなく、1つの気泡に1つの円状の気孔が開いている状態が挙げられる。
【0021】
本発明において「ボード」とは、厚みが2mm以上のものをいい、好ましくは、5mm以上、より好ましくは、10mm以上のものをいう。2mmより薄いものは、シートと称する。
【0022】
また、熱可塑性樹脂連続気泡発泡ボードの厚みは、マイクロメーターを用いて、任意の領域で10個箇所測定し、これらの平均を求めた。
【0023】
本発明の熱可塑性樹脂連続気泡発泡ボードは、厚みムラが、厚みの±10%以下であることが好ましく、より好ましくは、±5%以下である。当該範囲であると、厚みムラがないといえ、また、カラム等に使用する際の成形加工性が良好となる傾向がある。ここで厚みムラとは、前述の熱可塑性樹脂連続気泡発泡ボードの厚みを求める際に使用した10個の測定値のうち、平均値である厚みから一番遠い値を選択し、下記式(2)のように計算した。
厚みムラ(%)=[(厚みから一番遠い値−厚み)/厚み]×100・・・(2)
【0024】
本発明の熱可塑性樹脂連続気泡発泡ボードは、捩れがないことが好ましい。捩れがないことによって、カラム等に使用する際の成形加工性が良好となる傾向がある。
【0025】
具体的に捩れは、JIS A 1509−2(2008)に準じて測定を行った。即ち、50mm×50mmのサンプルを切り出し、サンプル表面の対角線上の両角から約5mm内側の位置を基点1および基点2とし、両基点を結ぶ直線の中心からサンプル表面までの垂直距離を測定し、2つの対角線方向の面反りの差を捩れとし、この値が、5mm以下のものを捩れがないとした。
【0026】
本発明の熱可塑性樹脂連続気泡発泡ボードは通液性を有している。本発明において「通液性を有する」とは、連続気泡発泡ボードの厚み方向から構成される一つの断面に対し送液装置を用いて、5ml/分の条件で純水を送液した場合に、圧力が上がることなく他方の断面から液体の排出が目視で確認できることを言う。
【0027】
具体的に、通液調査用の試験片作製は以下のように行う。厚み方向の通液性を評価するために、熱可塑性樹脂連続気泡発泡ボードより直径が29mmの円柱状のサンプルを切り出し、直径が30mmの円柱状のシリンジ型枠に入れたあと硬化性のシーリング剤(セメダイン株式会社製シリコーンシーラントCセメダイン8060)を型枠と発泡ボードの間に隙間なく注入し、硬化させた円柱状のものを試験片とする。これらの試験片を適切な器具を用いて水を満たしたリークテスター(クレッセント社製)に接合し、一方の端部から送液を実施し、他方の端部から水が排出されるかどうかを確認する。
【0028】
熱可塑性樹脂連続気泡発泡ボードを、これまで素材や形状(粒子やキャピラリー状、モノリス状)的に限界のあったカラム様に使用することで、通液性に優れた構造で、熱可塑性樹脂の分子構造や表面特性に由来する吸着能などを有するカラムが得られると考えられる。
【0029】
以上のような本発明の熱可塑性樹脂連続気泡発泡ボードは、代表的には、例えば市販の熱可塑性樹脂発泡ボードの外周を固定して、加熱収縮温度以上の温度で熱可塑性樹脂発泡ボードを加熱することで、を得ることができる。
【0030】
通常、熱可塑性樹脂発泡ボード中の気泡は、気泡核を基点に熱可塑性樹脂が発泡剤のガス膨張により部分延伸され、歪みを与えられている傾向がある。したがって、熱可塑性樹脂発泡ボードを加熱すると収縮が起こる加熱収縮温度を有する。
【0031】
熱可塑性樹脂発泡ボードは、市販品でもよいが、一般的に公知の方法で製造することが出来る。例えば、株式会社カネカ製カネライトフォーム(スーパーE‐I)の製造方法をあげることが出来る。カネライトフォームとは、押出発泡による発泡ポリスチレンフォームであり、住宅・ビル・工場・保冷車等の断熱材、畳の芯材などに用いられている。NL工程では、ブレンド工程・押出工程・養生工程・仕上げ工程の4つの工程から成る。ここで4つの工程について以下に示す。
【0032】
1) ブレンド工程
主原料であるポリスチレン樹脂、そして品種によって中身が異なる副原料(造核剤、安定剤、顔料、難燃剤、滑剤など)をブレンドする。さらに安価原料および工程内で発生した切削屑や不良品を熱処理して再生させた再生原料と混ぜ、押出機に投入する。
【0033】
2) 押出工程
ブレンド工程から押出機に投入された樹脂を発泡剤(イソブタン、工業用ブタン、ジメチルエーテル、水)と溶融・混合させ、流動状のゲルを生成する。これを冷却機にて発泡に適した温度まで冷却し、大気中へ押し出す。この際の急速な圧力解放により、発泡金型で連続的に発泡させる。発泡後は成形機にて任意の幅・厚みに成形し、原木(製品サイズへ加工する前の発泡樹脂を原木と呼ぶ)となる発泡体を得る。その後、P.E(二次発泡装置)で二次発泡させ、原木カッターで任意の長さに切断し、養生工程へ搬送される。
【0034】
3) 養生工程
押出された直後の原木は熱を保持しており、直ちに仕上げカットを行うと原木内に残った発泡剤が抜けることによって製品の反り・寸法収縮などの品質異常が発生する。よって、原木を15分以上常温で放冷する。なお、NL工程の養生装置はラインスペースを有効利用した縦型構造である。
【0035】
4) 仕上げ工程
養生された原木はその後トリマーにより幅方向、プレーナーにより厚み方向にカットされ、さらに印刷機によって表面印刷を施される。そして定尺カッターにより長さ方向をカットされて最終製品が完成する。
【0036】
本発明で使用する熱可塑性樹脂発泡ボードは、気泡や、ボード全体の均一な形状が得られるのであれば特に限定はない。通常は発泡セルやボードの全体的な均一性が高い点から押出発泡ボードが好ましい。なお、熱可塑性樹脂発泡ボードは、独立気泡でも一部分が連続気泡でも良い。
【0037】
熱可塑性樹脂発泡ボードを加熱する際に外周を固定する方法としては、任意のサイズの熱可塑性樹脂発泡ボードを矩形や円形の固定治具を使用して固定することが好ましい。固定する強度は、熱可塑性樹脂発泡ボードが加熱により収縮しようとするときに固定治具から外れず、収縮力に抗することが出来る強度であればよい。
【0038】
具体的に、連続気泡率が95%以上100%以下であり、気孔径が1μm以上500μm以下である熱可塑性樹脂連続気泡発泡ボードは、例えば以下のようにして作製することができる。
【0039】
加熱収縮温度は、発泡ボードの寸法が収縮を開始する温度を言うが、加熱収縮温度以上の所定の温度で加熱する場合、当該温度にて外周を固定せずに熱可塑性樹脂発泡ボード加熱時間と収縮率の関係を調査し、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点を見出す(図1参照)。当該温度で、この交点の時間以上で加熱することにより、連続気泡率が95%以上100%以下の熱可塑性樹脂連続気泡発泡ボードを効率よく得ることが出来る傾向がある。従って、交点の時間以上の時間で熱可塑性樹脂発泡ボードの外周を固定して当該温度で加熱することで、本発明の熱可塑性樹脂連続気泡発泡ボードを得ることが出来る。前記交点が示す時間を最低加熱時間と呼ぶ場合がある。加熱時間の上限値には特に限定はないが、長時間加熱すると発泡ボードが溶けて穴が開いてしまう場合があるため、最低加熱時間の2.5倍以下であることが好ましい。
【0040】
例えば、25mmの厚みのあるスチレン系樹脂発泡ボードの加熱は、200℃で加熱する場合、80秒以上200秒以下で実施するのが好ましい。
【実施例】
【0041】
次に本発明の熱可塑性樹脂連続気泡発泡ボード、およびその製造方法を実施例に基づいて本発明をより具体的に説明するが、本発明はこれらの実施例に何ら限定されるものではない。なお、実施例において各評価は以下のようにして行った。
【0042】
<連続気泡率測定>
ピクノメーターを使用して発泡体の真体積Vx(cm3)を求め、測定試料の外寸から見かけの体積Va(cm3)を求め、式(1)により求めた。ここで、Wは測定試料の重量(g)、ρは基材樹脂の密度(g/cm3)である。
連続気泡率(%)=(Va−Vx)/(Va−W/ρ)×100・・・(1)
【0043】
<通液性の評価>
厚み方向の通液性を評価するために、熱可塑性樹脂連続気泡発泡ボードより直径が29mmの円柱状のサンプルを切り出し、直径が30mmの円柱状のシリンジ型枠に入れたあと硬化性のシーリング剤(セメダイン株式会社製シリコーンシーラントCセメダイン8060)を型枠と発泡ボードの間に隙間なく注入し、硬化させた円柱状のものを試験片とする。これらの試験片を適切な器具を用いて純水を満たしたリークテスター(クレッセント社製)に接合し、一方の端部から5mL/minにて送液を実施し、試験片内の圧力と他方の端部から水が排出されるかどうかを確認指定化のように評価した。
○…通液性が良い:送液開始から1分後の圧力は0.06MPa未満であり、他方の端部に水が確認された。
×…通液性悪い:送液開始から1分以内に0.06MPa以上の圧力がかかった。
【0044】
<気孔径測定>
気孔径は、熱可塑性樹脂連続気泡発泡ボードの厚み方向の任意の面を切断した際の切断面を走査型電子顕微鏡により撮影した画像(気泡が30個以上観察される倍率で観測したもの)より、切断面直近の気泡を構成する気泡で形状が不明確でない物を30個選択できる任意の領域アを選択し(領域アの境界部分の気泡は除く)、この気孔の最も長い部分(長径部分)を測定した。これらの平均を求めた。なお、孔が殆ど開いていないものは×とした。
【0045】
<加熱収縮率測定>
・加熱収縮率(%)=((20−M)/20)×100・・・(3)
熱可塑性樹脂発泡ボードを20×20(cm2)の正方形状に切り出し、4辺の中心から対辺に向かって十字線を引いた後、雰囲気温度を所定の温度としたオーブン中で固定せずに経時的に加熱し、収縮させた。加熱後の十字線の寸法の平均をMcmとしたときに、加熱収縮率を式(3)で表すこととした。収縮が観察される場合、この温度は加熱収縮温度以上であるといえる。連続気泡ボードを作製するために必要な加熱時間について、オーブン中での加熱収縮率の時間変化を調査、プロットし、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点の時間を当該温度での最低加熱時間とした。
【0046】
<厚み測定>
熱可塑性樹脂連続気泡発泡ボードの厚みは、マイクロメーターを用いて10個選択できる任意の領域で測定し、これらの平均を求め、熱可塑性樹脂連続気泡発泡ボードの厚みとした。厚みムラは、前記10点の測定値のうち、平均値より最も遠い値を採用し、平均値との差を平均値で除したものを百分率表記した。
厚みムラ(%)=[(厚みから一番遠い値−厚み)/厚み]×100・・・(2)
【0047】
<捩れの有無>
JIS A 1509−2(2008)に準じて、50mm×50mmのサンプルを切り出し、サンプル表面の対角線上の両角から約5mm内側の位置を基点1および基点2とし、両基点を結ぶ直線の中心からサンプル表面までの垂直距離を測定し、2つの対角線方向の面反りの差を捩れとし、この値が、5mm以下のものを捩れがないとした。
○…捩れがない
×…捩れがある
【0048】
(実施例1)
(加熱条件の選定)
熱可塑性樹脂発泡ボード(株式会社カネカ製カネライトフォーム:スーパーE−I、厚み25mm)を用い、この熱可塑性樹脂発泡ボードより20×20(cm2)の正方形状のサンプルを切り出し、150℃のオーブン中での加熱収縮率の時間変化を調査、プロットし、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点を見出した。150℃の加熱温度で熱可塑性樹脂発泡ボードから熱可塑性樹脂連続気泡発泡ボードを得るには、200秒以上加熱するとよいことがわかった。なお、500秒以上加熱すると発泡ボードが溶けて穴が開いた。
【0049】
(熱可塑性樹脂連続気泡発泡ボードの製造)
次に熱可塑性樹脂発泡ボードより、別途20×20(cm2)の正方形状のサンプルを切り出し、4辺を外寸20×20(cm2)、内寸19×19(cm2)の熱可塑性樹脂発泡ボードをステンレス枠で固定し、熱可塑性樹脂発泡ボードの上下面から挟み込み周囲を万力で固定した。この固定した熱可塑性樹脂発泡ボードを150℃のオーブン中で、300秒加熱した後、オーブンから取出し常温で冷却し、熱可塑性樹脂連続気泡発泡ボードを得た。得られた熱可塑性樹脂連続気泡発泡ボードの連続気泡率(%)、通液性、加熱後の厚み、厚みムラ、気孔径、捩れの有無を表1に示した。
【0050】
(実施例2)
(加熱条件の選定)
実施例1と同じ熱可塑性樹脂発泡ボードより、20×20(cm2)の正方形状のサンプルを切り出し、200℃のオーブン中での加熱収縮率の時間変化を調査、プロットし、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点を見出した。厚み25mmの熱可塑性樹脂発泡ボードを200℃の加熱温度で処理するのであれば80秒以上加熱するとよいことがわかった。なお、210秒以上加熱すると発泡ボードが溶けて穴が開いた。
【0051】
(熱可塑性樹脂連続気泡発泡ボードの製造)
次にこの熱可塑性樹脂発泡ボードより20×20(cm2)の正方形状のサンプルを切り出し、4辺を外寸20×20(cm2)、内寸19×19(cm2)の熱可塑性樹脂発泡ボードを固定枠で固定し、熱可塑性樹脂発泡ボードの上下面から挟み込み周囲を万力で固定した。この枠固定した熱可塑性樹脂発泡ボードを200℃のオーブン中で、80秒加熱した後、オーブンから取出し常温で冷却し、熱可塑性樹脂連続気泡発泡ボードを得た。得られた熱可塑性樹脂連続気泡発泡ボードの連続気泡率(%)、通液性、加熱後の厚み、厚みムラ、気孔径、捩れの有無を表1に示した。
【0052】
(実施例3)
(加熱条件の選定)
厚み50mmの熱可塑性樹脂発泡ボード(株式会社カネカ製カネライトフォーム:スーパーE‐I)より、20×20(cm2)の正方形状のサンプルを切り出し、150℃のオーブン中での加熱収縮率の時間変化を調査、プロットし、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点を見出した。厚み50mmの熱可塑性樹脂発泡ボードを150℃の加熱温度で処理するのであれば、500秒以上加熱するとよいことがわかった。なお、1300秒以上加熱すると発泡ボードが溶けて穴が開いた。
【0053】
(熱可塑性樹脂連続気泡発泡ボードの製造)
熱可塑性樹脂発泡ボード(株式会社カネカ製カネライトフォーム:スーパーE‐I、厚み50mm)より20×20(cm2)の正方形状のサンプルを切り出し、4辺を外寸20×20(cm2)、内寸19×19(cm2)の熱可塑性樹脂発泡ボードを固定枠で固定し、熱可塑性樹脂発泡ボードの上下面から挟み込み周囲を万力で固定した。この枠固定した熱可塑性樹脂発泡ボードを150℃のオーブン中で、540秒加熱した後、オーブンから取出し常温で冷却し、熱可塑性樹脂連続気泡発泡ボードを得た。得られた熱可塑性樹脂連続気泡発泡ボードの連続気泡率(%)、通液性、加熱後の厚み、厚みムラ、気孔径、捩れの有無を表1に示した。
【0054】
(比較例1)
熱可塑性樹脂発泡ボードを150℃、30秒で加熱した以外は、実施例1と同様にして、発泡体を得た。得られた発泡体はボード状であったが、連続気泡率は低く、孔もほとんどあいていない構造であり、通液性も悪かった。
【0055】
(比較例2)
熱可塑性樹脂発泡ボードを200℃、10秒で加熱した以外は、実施例2と同様にして、発泡体を得た。得られた発泡体はボード状であったが、連続気泡率は低く、孔もほとんどあいていない構造であり、通液性も悪かった。
【0056】
(比較例3)
熱可塑性樹脂発泡ボード固定枠で発泡ボードを固定しなかった以外は実施例1と同様の方法で加熱し、発泡体を得た。得られた発泡体は、連続気泡率も低く、捻れてデコボコした塊状であり、ボード形状ではなかった。また、従来の枠固定しない方法では通液性のある発泡体を得られなかった。
【0057】
(比較例4)
熱可塑性樹脂発泡ボード固定枠で発泡ボードを固定しなかった以外は実施例1と同様の方法で加熱し、発泡体を得た。得られた発泡体は、連続気泡率も低く、捻れてデコボコした塊状であり、ボード形状ではなかった。
【0058】
(比較例5)
熱可塑性樹脂発泡ボードを150℃、420秒で加熱した以外は、実施例3と同様にして、発泡体を得た。得られた発泡体はボード状で、連続気泡率94%であったが、通液性が悪かった。
【0059】
【表1】

【技術分野】
【0001】
本発明は、通液性を有する熱可塑性樹脂連続気泡発泡ボードおよびその製造方法に関する。
【背景技術】
【0002】
従来、連続気泡発泡構造体は、殆ど熱硬化性ポリウレタンから製造されており、素材としての多様性に限界があった。熱可塑性樹脂による連続気泡を形成した樹脂発泡体もしくは樹脂多孔質体は、製造法が十分に開発されていないが、熱可塑性樹脂連続気泡体としては下記のものが知られている。
【0003】
特許文献1〜3には押出発泡法を用いた基本とした一部または全部連続気泡構造を有する発泡ボードに関して記載されている。
【0004】
特許文献1には、ポリオレフィン系樹脂からなる成分と、エチレン−α,β不飽和カルボン酸共重合体、オレフィン系エラストマー、スチレン系エラストマー、エチレン−酢酸ビニル共重合体からなる成分から選択される成分とから構成される混合重合体を主成分とすることを特徴とする連続気泡率が50%以上の連続気泡押出発泡体が開示されている。
【0005】
特許文献2には、発泡性ポリマーと架橋剤、発泡剤を混合し押出発泡を行って50μm未満の連続気泡を含む連続気泡微孔質発泡体を得ることが開示されている。
【0006】
特許文献3には、厚みが0.5〜2.0mm、見かけ密度が0.10〜0.35g/ccで、単位体積あたりの連続気泡率が5〜90%以上である発泡ポリスチレンシートを、樹脂の加熱変形温度より50〜100℃高い温度で押出して得ることが開示されている。
【0007】
この連続気泡構造を得るには、連続気泡化させようとする主たる熱可塑性樹脂に対して異なる種類の樹脂を混合したり、架橋剤を混合したり、独立気泡を得るような発泡温度よりも高温で押出発泡するような方法によるものであり、混合物の分散状態の制御や架橋の制御が難しいことや、高温押出では発泡体の外観が悪くなる問題がある。また、このようにして得られた連続気泡体は、連続気泡としての性質を出すために連続気泡体の一部分を切削したり、針で穴をあけたり、気泡膜を圧縮破壊する等の物理的な手法をとることで吸水性を付与などしている。また、特許文献1〜3には気体の圧力差に基づく原理を用いたピクノメーターで測定した連続気泡率に関する記載はあるものの、セルの通液性の有無に関しては記載がない。気孔を有する連続気泡押出発泡体であっても、実際には通液路となるべき流路が連続気泡押出発泡体の内部で断絶しているため、気孔があっても通液性を付与することが難しい。
【0008】
特許文献5には、通気性があっても流路がない例として、真空断熱材用の微細連続気泡発泡体が記載されている。具体的には、真空断熱材用の気泡径が1〜100μm、連続気泡率が90〜100%で密度が20〜100kg/m3(0.02〜0.1g/cm3)の発泡体が開示されている。この微細連続気泡発泡体は気泡径が100μmより大きいと実用上の真空度では断熱性能が発揮されず、密度が100kg/m3より大きいと固体の熱伝導率が大きくなり断熱性能が発揮されない。また、開示内容によれば、微細連続気泡発泡体は材料強度を保つため気泡壁が存在し、走査型電子顕微鏡でも確認が困難なマイクロクラックにより連通化しており、通気性はあったとしても通液性は殆どないものと推定される。
【0009】
以上のように、熱可塑性樹脂連続気泡体を得るために種々の方法が検討されてきたが、従来の技術では、製法からくる制限があり、特に通液性を有し、連続気泡構造が均一で、ボード形態の均一性に優れた熱可塑性樹脂連続発泡ボードを得ることはできなかった。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2001−213988号公報
【特許文献2】特表2006−528724号公報
【特許文献3】特開平3−21645号公報
【特許文献4】特開平8−311230号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
本発明は、通液性を有する熱可塑性樹脂連続気泡発泡ボードを提供することを課題とするものである。
【課題を解決するための手段】
【0012】
本発明者らは上記課題を解決するために鋭意研究を重ねた結果、熱可塑性樹脂発泡ボードの外周を固定して、加熱収縮温度以上の温度で熱可塑性樹脂発泡ボードを加熱することによって、通液性を有し、さらには厚みムラが少なく、捻れのない熱可塑性樹脂連続気泡発泡ボードが得られることを見出し、本発明を完成するに至った。即ち本発明は以下の構成よりなる。
〔1〕 連続気泡率が95%以上100%以下であり、気孔径が1μm以上500μm以下であり、熱可塑性樹脂連続気泡発泡ボードの厚み方向に通液性を有する熱可塑性樹脂連続気泡発泡ボード。
〔2〕 捩れがなく、厚みムラが平均値±10%以下である〔1〕に記載の熱可塑性樹脂連続気泡発泡ボード。
〔3〕 熱可塑性樹脂発泡ボードの外周を固定して、加熱収縮温度以上の温度で熱可塑性樹脂発泡ボードを加熱して得られることを特徴とする〔1〕〜〔2〕何れかに記載の熱可塑性樹脂連続気泡発泡ボードの製造方法。
【発明の効果】
【0013】
本発明の熱可塑性樹脂連続気泡発泡ボードは、実用的な通液性を有し、均一な連続気泡構造を有している。その為、nmサイズの物質を透過、μmサイズ以上の物質を分離するフィルター材、吸着材、細胞分離、培養基材などに好適に使用することが可能となるものである。
【0014】
また、厚みムラが少なく、捩れがないため、形状設計がしやすく、成形加工性がよい。
【図面の簡単な説明】
【0015】
【図1】本発明において、所定の加熱時間において、加熱時間ごとの収縮率をプロットしたグラフの一例である。収縮率が最大となる領域から接線と、収縮の変位が最も大きい領域からの接線を引く。両接線の交点の示す時間が、当該温度における最低加熱時間である。
【発明を実施するための形態】
【0016】
本発明の熱可塑性樹脂連続気泡発泡ボードに使用する熱可塑性樹脂は、例えば、ポリスチレン系樹脂、ポリフェニレンエーテル系樹脂、ポリカーボネート系樹脂、ポリメタクリレート系樹脂、ポリアリレート系樹脂、ポリスルフォン系樹脂、ポリエーテルスルフォン系樹脂、ポリエーテルイミド系樹脂等の非晶性熱可塑性樹脂や、ポリプロピレン系樹脂、ポリエチレン系樹脂、ポリエチレンテレフタレート系樹脂、ポリフェニレンスルフィド系樹脂、ポリアミド系樹脂、ポリオキシメチレン系樹脂等の結晶性熱可塑性樹脂が挙げられ、好適に使用できる。好ましくは、室温での変形防止の観点から熱可塑性樹脂のガラス転移点が室温以上であるものが好ましい。中でも、ポリスチレン系樹脂が好ましい。
【0017】
本発明の熱可塑性樹脂連続気泡発泡ボードの連続気泡率は95%以上100%以下である。連続気泡率が95%より低い場合、発泡ボードの一部分に通液性を阻害する独立気泡部分が形成され、通液性を発現しない。連続気泡率は、ピクノメーターを使用して発泡体の真体積Vx(cm3)を求め、測定試料の外寸から見かけの体積Va(cm3)を求め、式(1)により求めた。ここで、Wは測定試料の重量(g)、ρは基材樹脂の密度(g/cm3)である。
連続気泡率(%)=(Va−Vx)/(Va−W/ρ)×100・・・(1)
【0018】
本発明の熱可塑性樹脂連続気泡発泡ボードを構成する気泡中の気孔の気孔径が1μm以上500μm以下、好ましくは5μm以上400μm以下である。ここで、気孔とは、気泡間の気泡壁にあいている穴をいう。
【0019】
気孔径が上記範囲内であれば細胞分離や培養担体などに好適に使用できる点で好ましい。気孔径が1μmより小さい場合は、平易に通液性を得ることが困難で、送液系に高圧のポンプを使用する必要や、通液があっても流量が非常に少なくなる。気孔径は、熱可塑性樹脂連続気泡発泡ボードの厚み方向で構成される任意の面に切断した際の切断面を走査型電子顕微鏡により撮影した画像(気泡が30個以上観察される倍率で観測したもの)より、切断面直近の気泡を構成する気泡で形状が不明確でない物を30個選択できる任意の領域アを選択し(領域アの境界部分の気泡は除く)、この気孔の最も長い部分(長径部分)を測定し、それぞれの平均を求めた。
【0020】
本発明の熱可塑性樹脂連続気泡ボードは、均一な連続気泡構造を有している傾向がある。ここで均一な連続気泡構造とは、例えば、気孔径が概ね1μm〜500μmの範囲で大きくバラツキがなく、1つの気泡に1つの円状の気孔が開いている状態が挙げられる。
【0021】
本発明において「ボード」とは、厚みが2mm以上のものをいい、好ましくは、5mm以上、より好ましくは、10mm以上のものをいう。2mmより薄いものは、シートと称する。
【0022】
また、熱可塑性樹脂連続気泡発泡ボードの厚みは、マイクロメーターを用いて、任意の領域で10個箇所測定し、これらの平均を求めた。
【0023】
本発明の熱可塑性樹脂連続気泡発泡ボードは、厚みムラが、厚みの±10%以下であることが好ましく、より好ましくは、±5%以下である。当該範囲であると、厚みムラがないといえ、また、カラム等に使用する際の成形加工性が良好となる傾向がある。ここで厚みムラとは、前述の熱可塑性樹脂連続気泡発泡ボードの厚みを求める際に使用した10個の測定値のうち、平均値である厚みから一番遠い値を選択し、下記式(2)のように計算した。
厚みムラ(%)=[(厚みから一番遠い値−厚み)/厚み]×100・・・(2)
【0024】
本発明の熱可塑性樹脂連続気泡発泡ボードは、捩れがないことが好ましい。捩れがないことによって、カラム等に使用する際の成形加工性が良好となる傾向がある。
【0025】
具体的に捩れは、JIS A 1509−2(2008)に準じて測定を行った。即ち、50mm×50mmのサンプルを切り出し、サンプル表面の対角線上の両角から約5mm内側の位置を基点1および基点2とし、両基点を結ぶ直線の中心からサンプル表面までの垂直距離を測定し、2つの対角線方向の面反りの差を捩れとし、この値が、5mm以下のものを捩れがないとした。
【0026】
本発明の熱可塑性樹脂連続気泡発泡ボードは通液性を有している。本発明において「通液性を有する」とは、連続気泡発泡ボードの厚み方向から構成される一つの断面に対し送液装置を用いて、5ml/分の条件で純水を送液した場合に、圧力が上がることなく他方の断面から液体の排出が目視で確認できることを言う。
【0027】
具体的に、通液調査用の試験片作製は以下のように行う。厚み方向の通液性を評価するために、熱可塑性樹脂連続気泡発泡ボードより直径が29mmの円柱状のサンプルを切り出し、直径が30mmの円柱状のシリンジ型枠に入れたあと硬化性のシーリング剤(セメダイン株式会社製シリコーンシーラントCセメダイン8060)を型枠と発泡ボードの間に隙間なく注入し、硬化させた円柱状のものを試験片とする。これらの試験片を適切な器具を用いて水を満たしたリークテスター(クレッセント社製)に接合し、一方の端部から送液を実施し、他方の端部から水が排出されるかどうかを確認する。
【0028】
熱可塑性樹脂連続気泡発泡ボードを、これまで素材や形状(粒子やキャピラリー状、モノリス状)的に限界のあったカラム様に使用することで、通液性に優れた構造で、熱可塑性樹脂の分子構造や表面特性に由来する吸着能などを有するカラムが得られると考えられる。
【0029】
以上のような本発明の熱可塑性樹脂連続気泡発泡ボードは、代表的には、例えば市販の熱可塑性樹脂発泡ボードの外周を固定して、加熱収縮温度以上の温度で熱可塑性樹脂発泡ボードを加熱することで、を得ることができる。
【0030】
通常、熱可塑性樹脂発泡ボード中の気泡は、気泡核を基点に熱可塑性樹脂が発泡剤のガス膨張により部分延伸され、歪みを与えられている傾向がある。したがって、熱可塑性樹脂発泡ボードを加熱すると収縮が起こる加熱収縮温度を有する。
【0031】
熱可塑性樹脂発泡ボードは、市販品でもよいが、一般的に公知の方法で製造することが出来る。例えば、株式会社カネカ製カネライトフォーム(スーパーE‐I)の製造方法をあげることが出来る。カネライトフォームとは、押出発泡による発泡ポリスチレンフォームであり、住宅・ビル・工場・保冷車等の断熱材、畳の芯材などに用いられている。NL工程では、ブレンド工程・押出工程・養生工程・仕上げ工程の4つの工程から成る。ここで4つの工程について以下に示す。
【0032】
1) ブレンド工程
主原料であるポリスチレン樹脂、そして品種によって中身が異なる副原料(造核剤、安定剤、顔料、難燃剤、滑剤など)をブレンドする。さらに安価原料および工程内で発生した切削屑や不良品を熱処理して再生させた再生原料と混ぜ、押出機に投入する。
【0033】
2) 押出工程
ブレンド工程から押出機に投入された樹脂を発泡剤(イソブタン、工業用ブタン、ジメチルエーテル、水)と溶融・混合させ、流動状のゲルを生成する。これを冷却機にて発泡に適した温度まで冷却し、大気中へ押し出す。この際の急速な圧力解放により、発泡金型で連続的に発泡させる。発泡後は成形機にて任意の幅・厚みに成形し、原木(製品サイズへ加工する前の発泡樹脂を原木と呼ぶ)となる発泡体を得る。その後、P.E(二次発泡装置)で二次発泡させ、原木カッターで任意の長さに切断し、養生工程へ搬送される。
【0034】
3) 養生工程
押出された直後の原木は熱を保持しており、直ちに仕上げカットを行うと原木内に残った発泡剤が抜けることによって製品の反り・寸法収縮などの品質異常が発生する。よって、原木を15分以上常温で放冷する。なお、NL工程の養生装置はラインスペースを有効利用した縦型構造である。
【0035】
4) 仕上げ工程
養生された原木はその後トリマーにより幅方向、プレーナーにより厚み方向にカットされ、さらに印刷機によって表面印刷を施される。そして定尺カッターにより長さ方向をカットされて最終製品が完成する。
【0036】
本発明で使用する熱可塑性樹脂発泡ボードは、気泡や、ボード全体の均一な形状が得られるのであれば特に限定はない。通常は発泡セルやボードの全体的な均一性が高い点から押出発泡ボードが好ましい。なお、熱可塑性樹脂発泡ボードは、独立気泡でも一部分が連続気泡でも良い。
【0037】
熱可塑性樹脂発泡ボードを加熱する際に外周を固定する方法としては、任意のサイズの熱可塑性樹脂発泡ボードを矩形や円形の固定治具を使用して固定することが好ましい。固定する強度は、熱可塑性樹脂発泡ボードが加熱により収縮しようとするときに固定治具から外れず、収縮力に抗することが出来る強度であればよい。
【0038】
具体的に、連続気泡率が95%以上100%以下であり、気孔径が1μm以上500μm以下である熱可塑性樹脂連続気泡発泡ボードは、例えば以下のようにして作製することができる。
【0039】
加熱収縮温度は、発泡ボードの寸法が収縮を開始する温度を言うが、加熱収縮温度以上の所定の温度で加熱する場合、当該温度にて外周を固定せずに熱可塑性樹脂発泡ボード加熱時間と収縮率の関係を調査し、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点を見出す(図1参照)。当該温度で、この交点の時間以上で加熱することにより、連続気泡率が95%以上100%以下の熱可塑性樹脂連続気泡発泡ボードを効率よく得ることが出来る傾向がある。従って、交点の時間以上の時間で熱可塑性樹脂発泡ボードの外周を固定して当該温度で加熱することで、本発明の熱可塑性樹脂連続気泡発泡ボードを得ることが出来る。前記交点が示す時間を最低加熱時間と呼ぶ場合がある。加熱時間の上限値には特に限定はないが、長時間加熱すると発泡ボードが溶けて穴が開いてしまう場合があるため、最低加熱時間の2.5倍以下であることが好ましい。
【0040】
例えば、25mmの厚みのあるスチレン系樹脂発泡ボードの加熱は、200℃で加熱する場合、80秒以上200秒以下で実施するのが好ましい。
【実施例】
【0041】
次に本発明の熱可塑性樹脂連続気泡発泡ボード、およびその製造方法を実施例に基づいて本発明をより具体的に説明するが、本発明はこれらの実施例に何ら限定されるものではない。なお、実施例において各評価は以下のようにして行った。
【0042】
<連続気泡率測定>
ピクノメーターを使用して発泡体の真体積Vx(cm3)を求め、測定試料の外寸から見かけの体積Va(cm3)を求め、式(1)により求めた。ここで、Wは測定試料の重量(g)、ρは基材樹脂の密度(g/cm3)である。
連続気泡率(%)=(Va−Vx)/(Va−W/ρ)×100・・・(1)
【0043】
<通液性の評価>
厚み方向の通液性を評価するために、熱可塑性樹脂連続気泡発泡ボードより直径が29mmの円柱状のサンプルを切り出し、直径が30mmの円柱状のシリンジ型枠に入れたあと硬化性のシーリング剤(セメダイン株式会社製シリコーンシーラントCセメダイン8060)を型枠と発泡ボードの間に隙間なく注入し、硬化させた円柱状のものを試験片とする。これらの試験片を適切な器具を用いて純水を満たしたリークテスター(クレッセント社製)に接合し、一方の端部から5mL/minにて送液を実施し、試験片内の圧力と他方の端部から水が排出されるかどうかを確認指定化のように評価した。
○…通液性が良い:送液開始から1分後の圧力は0.06MPa未満であり、他方の端部に水が確認された。
×…通液性悪い:送液開始から1分以内に0.06MPa以上の圧力がかかった。
【0044】
<気孔径測定>
気孔径は、熱可塑性樹脂連続気泡発泡ボードの厚み方向の任意の面を切断した際の切断面を走査型電子顕微鏡により撮影した画像(気泡が30個以上観察される倍率で観測したもの)より、切断面直近の気泡を構成する気泡で形状が不明確でない物を30個選択できる任意の領域アを選択し(領域アの境界部分の気泡は除く)、この気孔の最も長い部分(長径部分)を測定した。これらの平均を求めた。なお、孔が殆ど開いていないものは×とした。
【0045】
<加熱収縮率測定>
・加熱収縮率(%)=((20−M)/20)×100・・・(3)
熱可塑性樹脂発泡ボードを20×20(cm2)の正方形状に切り出し、4辺の中心から対辺に向かって十字線を引いた後、雰囲気温度を所定の温度としたオーブン中で固定せずに経時的に加熱し、収縮させた。加熱後の十字線の寸法の平均をMcmとしたときに、加熱収縮率を式(3)で表すこととした。収縮が観察される場合、この温度は加熱収縮温度以上であるといえる。連続気泡ボードを作製するために必要な加熱時間について、オーブン中での加熱収縮率の時間変化を調査、プロットし、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点の時間を当該温度での最低加熱時間とした。
【0046】
<厚み測定>
熱可塑性樹脂連続気泡発泡ボードの厚みは、マイクロメーターを用いて10個選択できる任意の領域で測定し、これらの平均を求め、熱可塑性樹脂連続気泡発泡ボードの厚みとした。厚みムラは、前記10点の測定値のうち、平均値より最も遠い値を採用し、平均値との差を平均値で除したものを百分率表記した。
厚みムラ(%)=[(厚みから一番遠い値−厚み)/厚み]×100・・・(2)
【0047】
<捩れの有無>
JIS A 1509−2(2008)に準じて、50mm×50mmのサンプルを切り出し、サンプル表面の対角線上の両角から約5mm内側の位置を基点1および基点2とし、両基点を結ぶ直線の中心からサンプル表面までの垂直距離を測定し、2つの対角線方向の面反りの差を捩れとし、この値が、5mm以下のものを捩れがないとした。
○…捩れがない
×…捩れがある
【0048】
(実施例1)
(加熱条件の選定)
熱可塑性樹脂発泡ボード(株式会社カネカ製カネライトフォーム:スーパーE−I、厚み25mm)を用い、この熱可塑性樹脂発泡ボードより20×20(cm2)の正方形状のサンプルを切り出し、150℃のオーブン中での加熱収縮率の時間変化を調査、プロットし、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点を見出した。150℃の加熱温度で熱可塑性樹脂発泡ボードから熱可塑性樹脂連続気泡発泡ボードを得るには、200秒以上加熱するとよいことがわかった。なお、500秒以上加熱すると発泡ボードが溶けて穴が開いた。
【0049】
(熱可塑性樹脂連続気泡発泡ボードの製造)
次に熱可塑性樹脂発泡ボードより、別途20×20(cm2)の正方形状のサンプルを切り出し、4辺を外寸20×20(cm2)、内寸19×19(cm2)の熱可塑性樹脂発泡ボードをステンレス枠で固定し、熱可塑性樹脂発泡ボードの上下面から挟み込み周囲を万力で固定した。この固定した熱可塑性樹脂発泡ボードを150℃のオーブン中で、300秒加熱した後、オーブンから取出し常温で冷却し、熱可塑性樹脂連続気泡発泡ボードを得た。得られた熱可塑性樹脂連続気泡発泡ボードの連続気泡率(%)、通液性、加熱後の厚み、厚みムラ、気孔径、捩れの有無を表1に示した。
【0050】
(実施例2)
(加熱条件の選定)
実施例1と同じ熱可塑性樹脂発泡ボードより、20×20(cm2)の正方形状のサンプルを切り出し、200℃のオーブン中での加熱収縮率の時間変化を調査、プロットし、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点を見出した。厚み25mmの熱可塑性樹脂発泡ボードを200℃の加熱温度で処理するのであれば80秒以上加熱するとよいことがわかった。なお、210秒以上加熱すると発泡ボードが溶けて穴が開いた。
【0051】
(熱可塑性樹脂連続気泡発泡ボードの製造)
次にこの熱可塑性樹脂発泡ボードより20×20(cm2)の正方形状のサンプルを切り出し、4辺を外寸20×20(cm2)、内寸19×19(cm2)の熱可塑性樹脂発泡ボードを固定枠で固定し、熱可塑性樹脂発泡ボードの上下面から挟み込み周囲を万力で固定した。この枠固定した熱可塑性樹脂発泡ボードを200℃のオーブン中で、80秒加熱した後、オーブンから取出し常温で冷却し、熱可塑性樹脂連続気泡発泡ボードを得た。得られた熱可塑性樹脂連続気泡発泡ボードの連続気泡率(%)、通液性、加熱後の厚み、厚みムラ、気孔径、捩れの有無を表1に示した。
【0052】
(実施例3)
(加熱条件の選定)
厚み50mmの熱可塑性樹脂発泡ボード(株式会社カネカ製カネライトフォーム:スーパーE‐I)より、20×20(cm2)の正方形状のサンプルを切り出し、150℃のオーブン中での加熱収縮率の時間変化を調査、プロットし、収縮率が最大となる領域からの接線と、収縮の変位が最も大きい領域からの接線を引き、両接線の交点を見出した。厚み50mmの熱可塑性樹脂発泡ボードを150℃の加熱温度で処理するのであれば、500秒以上加熱するとよいことがわかった。なお、1300秒以上加熱すると発泡ボードが溶けて穴が開いた。
【0053】
(熱可塑性樹脂連続気泡発泡ボードの製造)
熱可塑性樹脂発泡ボード(株式会社カネカ製カネライトフォーム:スーパーE‐I、厚み50mm)より20×20(cm2)の正方形状のサンプルを切り出し、4辺を外寸20×20(cm2)、内寸19×19(cm2)の熱可塑性樹脂発泡ボードを固定枠で固定し、熱可塑性樹脂発泡ボードの上下面から挟み込み周囲を万力で固定した。この枠固定した熱可塑性樹脂発泡ボードを150℃のオーブン中で、540秒加熱した後、オーブンから取出し常温で冷却し、熱可塑性樹脂連続気泡発泡ボードを得た。得られた熱可塑性樹脂連続気泡発泡ボードの連続気泡率(%)、通液性、加熱後の厚み、厚みムラ、気孔径、捩れの有無を表1に示した。
【0054】
(比較例1)
熱可塑性樹脂発泡ボードを150℃、30秒で加熱した以外は、実施例1と同様にして、発泡体を得た。得られた発泡体はボード状であったが、連続気泡率は低く、孔もほとんどあいていない構造であり、通液性も悪かった。
【0055】
(比較例2)
熱可塑性樹脂発泡ボードを200℃、10秒で加熱した以外は、実施例2と同様にして、発泡体を得た。得られた発泡体はボード状であったが、連続気泡率は低く、孔もほとんどあいていない構造であり、通液性も悪かった。
【0056】
(比較例3)
熱可塑性樹脂発泡ボード固定枠で発泡ボードを固定しなかった以外は実施例1と同様の方法で加熱し、発泡体を得た。得られた発泡体は、連続気泡率も低く、捻れてデコボコした塊状であり、ボード形状ではなかった。また、従来の枠固定しない方法では通液性のある発泡体を得られなかった。
【0057】
(比較例4)
熱可塑性樹脂発泡ボード固定枠で発泡ボードを固定しなかった以外は実施例1と同様の方法で加熱し、発泡体を得た。得られた発泡体は、連続気泡率も低く、捻れてデコボコした塊状であり、ボード形状ではなかった。
【0058】
(比較例5)
熱可塑性樹脂発泡ボードを150℃、420秒で加熱した以外は、実施例3と同様にして、発泡体を得た。得られた発泡体はボード状で、連続気泡率94%であったが、通液性が悪かった。
【0059】
【表1】
【特許請求の範囲】
【請求項1】
連続気泡率が95%以上100%以下であり、気孔径が1μm以上500μm以下であり、熱可塑性樹脂連続気泡発泡ボードの厚み方向に通液性を有する熱可塑性樹脂連続気泡発泡ボード。
【請求項2】
捩れがなく、厚みムラが平均値±10%以下である請求項1に記載の熱可塑性樹脂連続気泡発泡ボード。
【請求項3】
熱可塑性樹脂発泡ボードの外周を固定して、加熱収縮温度以上の温度で熱可塑性樹脂発泡ボードを加熱して得られることを特徴とする請求項1〜2何れか一項に記載の熱可塑性樹脂連続気泡発泡ボードの製造方法。
【請求項1】
連続気泡率が95%以上100%以下であり、気孔径が1μm以上500μm以下であり、熱可塑性樹脂連続気泡発泡ボードの厚み方向に通液性を有する熱可塑性樹脂連続気泡発泡ボード。
【請求項2】
捩れがなく、厚みムラが平均値±10%以下である請求項1に記載の熱可塑性樹脂連続気泡発泡ボード。
【請求項3】
熱可塑性樹脂発泡ボードの外周を固定して、加熱収縮温度以上の温度で熱可塑性樹脂発泡ボードを加熱して得られることを特徴とする請求項1〜2何れか一項に記載の熱可塑性樹脂連続気泡発泡ボードの製造方法。
【図1】

【公開番号】特開2011−63711(P2011−63711A)
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願番号】特願2009−215430(P2009−215430)
【出願日】平成21年9月17日(2009.9.17)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
【公開日】平成23年3月31日(2011.3.31)
【国際特許分類】
【出願日】平成21年9月17日(2009.9.17)
【出願人】(000000941)株式会社カネカ (3,932)
【Fターム(参考)】
[ Back to top ]